Из чего состоит полуавтомат сварочный: Полуавтомат сварочный – принцип работы, технология полуавтоматической сварки, режимы сварки полуавтоматом
alexxlab | 12.06.2018 | 0 | Разное
Полуавтомат сварочный – принцип работы, технология полуавтоматической сварки, режимы сварки полуавтоматом
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
 Существует несколько видов сварочных аппаратов. Для того чтобы выбрать подходящий аппарат, необходимо знать принцип его работы. Сварочный аппарат помогает получить качественный и ровный шов. Режимы полуавтоматической сварки помогают нагревать и расплавлять металл.
Существует несколько видов сварочных аппаратов. Для того чтобы выбрать подходящий аппарат, необходимо знать принцип его работы. Сварочный аппарат помогает получить качественный и ровный шов. Режимы полуавтоматической сварки помогают нагревать и расплавлять металл.
Что такое сварка и основные принципы работы сварочного полуавтомата
Для начала, давайте рассмотрим, что собой представляет сам процесс сварки. Сварка – это процесс соединения деталей путем нагрева и деформирования. Твердые материалы нагреваются, начинают деформироваться и, таким образом, соединяются между собой. В зависимости от способа выбирается и оборудование.
Для того чтобы правильно пользоваться сварочным автоматом, необходимо знать основу и принципы его работы. Сам процесс основан на том, что тепловая энергия направляется на оплавление поверхности металла. В результате металл расплавляется, и необходимые части соединяются между собой.

Для осуществления качественной сварки, оборудование должно иметь определенную силу тока и напряжение. А также должна быть определенная скорость процесса и расход инертного газа.
Режимы сварки полуавтоматом предусматривают, что вместо электродов применяется специальная сварочная проволока. Для того чтобы процесс сварки был эффективным и элементы между собой были соединены качественным и прочным швом, необходимо соблюдать последовательность этапов.
Устройство полуавтомата сварочного работает на переменном токе и очень важно установить правильную полярность сварочного тока. Прямая полярность используется для работы с флюсовой проволокой, а обратная при использовании газовой среды. Переставляя клеммы на корпусе, можно менять полярность с «плюса» на «минус» и наоборот.
Технология полуавтоматической сварки предполагает, что, перед началом работы, будет проведена регулировка расхода газа, натяжение проволоки и регулировка сварочного тока. Сварочная проволока вступает в сварочную горелку уже в ходе самого процесса.
Пользоваться сварочным аппаратом можно только соблюдая правила безопасности. Категорически запрещено снимать защитную маску, потому как именно она предотвращает попадание искр в глаза и на лицо.

Из чего состоит сварочный полуавтомат
Перед тем как начать работу, нелишним будет узнать устройство полуавтомата сварочного. К основным его элементам относятся:
- источник питания;
- устройство для подачи проволоки;
- система управления;
- сварочная горелка;
- кабеля и шланги.
Сварочная проволока подается с помощью электродвигателя, редуктора и подающих роликов.
Полуавтоматическая сварка является, пожалуй, самой популярной. Чаще всего ее применяют для алюминия и нержавеющей стали. Но важно знать, что, если не использовать защитный газ, то разбрызгивание металла увеличивается.
Полуавтоматическая сварка – это процесс соединения различных металлов. Устройство полуавтомата сварочного имеет несколько основных режимов:
- циклический – характерен для сварки элетродными проволоками;
- режим сварки оптимизированной короткой дугой;
- режим импульсивной сварки;
- режим переноса металла струйного;
- режим ротационного переноса.
Методы сварки полуавтоматом
Так как сварщик имеет дела с разными видами металла, он сам должен выбирать оптимальный режим. Для того чтобы было легче ориентироваться, существует несколько методов для сварки: стыковый, внахлёст и по готовым отверстиям.
Стыковая сварка имеет узкую направленность, используется в основном при ремонте автомобилей, для частичной замены какого-либо поврежденного элемента. Такой метод сварки требует профессионального подхода и навыков специалиста.
Метод сварки по готовым отверстиям заключается в том, что уже готовую заплатку приваривают к поверхности.
И самый простой, не требующий особых навыков, метод сварки внахлест. На подготовленную поверхность кладется отрезок металла, который заваривается внахлест, точечно.
В независимости от того, какой метод будет использован, поверхность должна быть предварительно подготовлена к сварке. Это делается для того, чтобы по окончании процесса на шве не образовывались поры, которые негативно сказываются на результатах сварки.
С поверхности металла необходимо удалить всю пыль, грязь, влагу или ржавчину, после чего обезжирить специальным средством. Затем, можно приступать непосредственно к работе.

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Устройство сварочного полуавтомата, принцип работы 
Как только человечество научилось получать металлы, назрела необходимость создания оборудования для производства изделий из данного материала. В различных отраслях промышленности сварка полуавтоматом используется для скрепления металлических конструкций. Полуавтомат сварочный подходит для варения черных и цветных металлов различной толщины. Специальное оборудование для сварки позволяет ускорить производственный процесс и повысить качество швов. Для проведения сварочных работ нужно обладать достаточными знаниями, иметь арсенал оборудования и соблюдать технику безопасности.
Интересная информация. Полуавтомат сварка применяется на многих СТО. С его помощью производится кузовной ремонт авто.
Что представляет собой полуавтомат
Человек, желающий освоить технику сварки, должен в первую очередь понять, что такое сварочный полуавтомат и изучить его устройство. Говоря простыми словами, он представляет собой электромеханический прибор, в котором в качестве плавящегося электрода выступает сварочная проволока, подающаяся в зону сварки.
Комплект работающего агрегата состоит из нескольких узлов:
- основной блок, состоящий из трансформатор для подачи питания и механизма, подающего проволоку;
- шланг или сварочный рукав для полуавтомата
- горелка полуавтоматической сварки, внутрь которой помещается проволока
- токопроводящий наконечник для полуавтомата – его обычно называют соплом для полуавтоматов
- система подачи инертного газа
Комплект полуавтоматического оборудования
На крупных предприятиях задействуют производительные стационарные модели. Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах. Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях. Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой.
Как работает полуавтомат
Понять принцип работы сварочного полуавтомата несложно. В процессе обработки на свариваемый участок 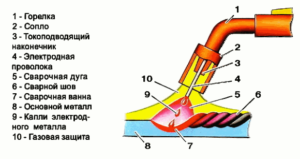 подается непрерывно электродная проволока. Поэтому мастеру не нужно постоянно ставить новые электроды. В процессе сварки происходит нагрев и деформация обрабатываемых поверхностей. Между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Не всегда используются газовые баллоны. Иногда применяется техника варения без аргона. Выбор той или иной методики зависит от возможностей рабочего оборудования.
подается непрерывно электродная проволока. Поэтому мастеру не нужно постоянно ставить новые электроды. В процессе сварки происходит нагрев и деформация обрабатываемых поверхностей. Между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Не всегда используются газовые баллоны. Иногда применяется техника варения без аргона. Выбор той или иной методики зависит от возможностей рабочего оборудования.
Важно. Полуавтоматическим метод сварки называется потому, что проволока подается автоматически, а контроль подачи и, собственно, процесс сваривания осуществляется сварщиком вручную.
Так же как и в ручной дуговой сварке, полуавтоматический аппарат имеет два полюса: положительный и отрицательный. Выбор полярности подключения зависит от свариваемого металла. Один зажим крепится к детали, другой подается к скользящему контакту сварочной горелки.
Важно. В роли сварочного контакта выступает наконечник, к которому подается питание от основного блока
Силу тока подбирают в соответствии с характеристиками обрабатываемого материала. Обычно профессионалы пользуются специальными таблицами для расчета или следуют рекомендациям производителя агрегата. Скорость подачи задается при помощи коробки передач или шестерни.
Газовые полуавтоматы работают с инертным или углекислым газом. Загружается сварочная проволока для полуавтомата с содержанием магния и кремния, которая расплавляется и попадает на свариваемый участок. Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
В случае с аппаратурой для флюсовой проволоки, газ не нужен. Флюс – это особый порошкообразный состав, находящийся в сердцевине проволоки. По своему составу он близок к обмазке электродов. В процессе сварки полуавтомат флюс сгорает и образуется газ, который нейтрализует вредное воздействие воздуха. Использоваться могут различные виды проволоки.
Закрепить полученные знания поможет просмотр данного видео
Режимы полуавтоматической сварки – теория и практика
Полуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода. Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом:
- цикличный – используют короткую дугу
- импульсный
- точечный
- постоянное круговое перемещение металлического листа
- струйное перемещение заготовки
Полезная информация. Если толщина детали более 5 миллиметров, придется производить обработку в несколько шагов.
Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов. В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа. Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа.
Механизм подачи
Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата. Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно. В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
- Толкающий – используется довольно часто, но имеет ограничения по длине шланга. Неудобен, если нужно сварить детали, расположенные на удалении от источника тока.
- Тянущего действия – возможно подключение длинного шланга.
- Комбинированный – объединяет преимущества предыдущих двух разновидностей.
После выставления режимов полуавтоматической сварки можно переходить к пробному запуску. На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
О тонкостях настройки механизма смотрите в видео:
Основы сварки полуавтоматом
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Углекислый газ – сварка для начинающих
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариант
Используя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Как сварить стальное изделие полуавтоматом без газа
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
его устройство, включая механизм подачи проволоки и горелку
Полуавтоматический сварочный аппарат позволяет существенно повысить скорость сварки. Принцип работы сварочного полуавтомата предполагает наличие защитной среды, обеспечивающей формирование качественного и ровного шва.
Важность понимания процесса
 Одного понимания принципа действия сварочного полуавтомата обычно недостаточно для полного овладения всеми приёмами работы с ним. Для грамотной эксплуатации оборудования, помимо всего прочего, следует знать устройство сварочного полуавтомата.
Одного понимания принципа действия сварочного полуавтомата обычно недостаточно для полного овладения всеми приёмами работы с ним. Для грамотной эксплуатации оборудования, помимо всего прочего, следует знать устройство сварочного полуавтомата.
Имея необходимую информацию и опыт работы, отдельные сварщики отказываются от покупки готового фирменного изделия и отдают предпочтение самодельным устройствам, используемым обычно в бытовых целях.
Самым простым решением поставленной задачи считается подход, при котором за основу берётся уже готовый, но устаревший (бывший в употреблении) сварочный агрегат.
Для сборки работоспособного полуавтомата на базе инверторного устройства дополнительно потребуется знание основ электроники, что заметно облегчит понимание того, как работает схема сварочного полуавтомата.
Задача состоит в том, чтобы организовать подачу в зону сварки защитного газа и присадочной проволоки.
Составные детали и принцип действия
В рамках автоматизации процесса обработки металлов в домашних условиях самодельный инверторный сварочный полуавтомат значительно облегчает работу и существенно повышает прочность шва.
Дополнительно упростить решение этой задачи можно, если за основу будущего самодельного полуавтомата взять схему типового инверторного агрегата.
Для самостоятельного изготовления сварочного полуавтомата потребуется несколько видоизменить преобразователь нагрузочного тока, дополнив его рядом современных электронных элементов.
 С принципиальной схемой инверторного устройства, обеспечивающего формирование рабочего тока для полуавтомата можно ознакомиться на картинке.
С принципиальной схемой инверторного устройства, обеспечивающего формирование рабочего тока для полуавтомата можно ознакомиться на картинке.
Электронный способ преобразования питающего напряжения заметно упрощает регулировку рабочих параметров сварочного тока. Электронный преобразователь влияет на дискретные компоненты схемы, в результате аппарат работает более стабильно.
Сами сварочные работы полуавтоматом организуются по принципу сплавления заготовок в парах аргона или углекислоты с одновременной подачей присадочной проволоки в рабочую зону. С учётом особенностей организации сварного процесса в состав оборудования входят следующие обязательные узлы:
 газовый баллон с углекислотой или аргоном в комплекте со шлангом для их доставки к сварочной ванне;
газовый баллон с углекислотой или аргоном в комплекте со шлангом для их доставки к сварочной ванне;- ёмкость (барабан или кассета) с механизмом, обеспечивающим непрерывную подачу присадочной проволоки;
- держатель со встроенным каналом для её перемещения;
- источник питания, модуль управления и объединяющие их электрические цепи.
Каждый из этих узлов выполняет свою функцию, позволяющую сварочному полуавтомату полноценно работать. Благодаря чёткому функциональному разграничению отдельных блоков, собрать полуавтомат своими руками не составляет особого труда.
Подающий механизм
 Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Второй способ, называемый тянущим, обеспечивает подачу присадочного изделия по каналу, оборудованному в ручке (держателе) горелки. И, наконец, комбинированный вариант предполагает комплексное использование обоих методов.
При этом специальный блок подачи обеспечивает согласованное перемещение присадочного материала. Комбинированный метод чаще всего применяется при подающих каналах значительной длины.
Диаметр заправляемой в сварочный полуавтомат проволоки обычно колеблется в пределах от 0,6 до 2,0 мм. Сама она располагается на вращающихся бобинах, заметно облегчающих её подачу в зону сварки.
При использовании специальной порошковой проволоки с внутренней полостью для флюса необходимость в дополнительной защите отпадает, поскольку газовая оболочка образуется за счёт сгорания флюсового наполнителя.
Известно несколько разновидностей электродного присадочного материала, используемого при эксплуатации сварочных полуавтоматов (стальная, «омеднённая» и алюминиевая проволоки).
Каждое из наименований применяется в различных условиях сплавления заготовок, при которых обычно протекает сварочный процесс.
Газовая горелка в комплекте с наконечниками
Одной из важнейших составляющих конструкции полуавтоматов является держатель с каналом, обеспечивающим непосредственное поступление газа и присадочной проволоки к месту формирования сварочной ванны.
Рукоятка этой детали должна изготавливаться из качественного изоляционного материала и оборудоваться специальной пусковой кнопкой с защитным козырьком.
 Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Во избежание эффекта налипания расплавленных капель поверхность сопла либо полируется, либо покрывается защитным материалом.
При рабочих токах, превышающих значение 325 Ампер горелка (точнее, сопло) нуждается в дополнительном охлаждении, исключающем её перегрев. Поскольку гарантийный срок службы сопла обычно не превышает 6-ти месяцев – рекомендуется менять его по истечении этого времени (раз в полгода).
Для изготовления наконечников применяются хорошо проводящие электрический ток материалы (бронза и сплавы меди с графитом или вольфрамом). Их предельные эксплуатационные сроки, в конечном счёте, определяются качеством составляющих компонентов.
Непосредственное подсоединение держателя к сварочному полуавтомату осуществляется неразъемными соединителями или с помощью разъёмов типа «Euro Mig-Mag». Именно такими разъемами подсоединяются горелки к известным моделям фирменных полуавтоматов «ПШ-112», «А-1197» и ряда других агрегатов.
Источник питания
Функцию источника рабочего тока в варочном полуавтомате может выполнять классический трансформатор, выпрямительный преобразователь или электронно-импульсный инвертор. Электросхему будущего агрегата следует продумать до мелочей и выбрать её в соответствии с поставленными практическими задачами.
От типа и конструкции самого преобразователя во многом будут зависеть как технические, так и эксплуатационные параметры будущего устройства (его габариты, вес и выходная мощность).
Большинство пользователей предпочитает вариант переделанного под автомат бывшего в употреблении инверторного агрегата, имеющего малые габариты и вес, работа которого обеспечивает высокое качество сварки.
В состав такого сварочного полуавтомата должны входить импульсный преобразователь тока, дополненный всеми рассмотренными ранее механизмами плюс блок управления нагрузочными параметрами. Также не следует забывать о комплекте соединительных проводов и держателе рабочих электродов.
Порядок подключения к сети и запуск в работу
Для качественной сварки металлических заготовок самодельным полуавтоматом необходимо соблюдать заданный технологией порядок рабочих операций. При этом важно грамотно выбирать подходящую для данного вида сварных работ полярность тока. Так, при использовании флюсовой проволоки необходимо прямое включение, а при обработке изделий в аргоновой среде – обратное.
 Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
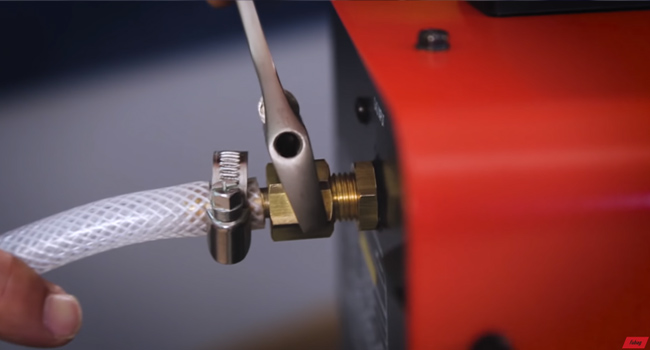
После фиксации на рабочем месте проволочной катушки можно переходить к подсоединению элементов подачи защитного газа. С этой целью сначала на газовом баллоне закрепляется редуктор, после чего его штуцер соединяется со сварочным аппаратом посредством специального отводящего шланга.
Перед началом сварных работ обязательно нужно произвести следующие регулировки:
- настройка механизмов натяжения проволоки и её прижатия;
- регулировка потока защитного газа, осуществляемая посредством специального редуктора;
- установка величины сварочного тока, проводимая в процессе сварки.
Работать на сварочном инверторе в режиме полуавтомата допускается только при наличии защитного щитка с застеклённым окошком. Такая предусмотрительность позволяет контролировать весь рабочий процесс и защитить глаза и лицо от опасного излучения. Для работы также потребуются перчатки и костюм из плотной хлопчатобумажной ткани, обеспечивающей защиту кожи тела и рук.
зачем он нужен и как его использовать?
Время чтения: 8 минут
Полуавтоматическая сварка — одна из самых часто используемых в профессиональной и полупрофессиональной среде. Полуавтомат можно найти как в гараже у дачного умельца, так и на станции технического обслуживания или в цеху. Сварка полуавтоматом чуть сложнее, чем сварка обычным инвертором. Но полуавтомат все равно гораздо проще и понятнее в применении, чем тот же трансформатор.

Для сварки полуавтоматом вам понадобится электродная проволока, газовый баллон и ваши навыки. Этого достаточно для формирования качественных и долговечных швов. В этой статье мы подробно объясним, что такое сварочный полуавтомат и как он функционирует, а также для чего нужен такой сварочный аппарат. Вы узнаете принцип работы полуавтомата, его разновидности и особенности применения.
Содержание статьи
Сварочный полуавтомат: устройство и принцип работы
Полуавтомат — это инверторный сварочный аппарат, применяемый для TIG сварки и MIG/MAG сварки. Также может иметь встроенный режим ММА сварки. От обычного инвертора отличается возможностями. Инвертор используется в паре с электродом и применяется для ручной дуговой сварки. А полуавтомат используется с электродом, проволокой, газом. Соответственно, его возможности куда шире, и такой аппарат можно использовать для сварки в среде защитного газа. Получаемые швы отличаются высоким качеством и надежностью. Ниже показано, из чего состоит комплект оборудования для полуавтоматической сварки. Исходя из этого несложно понять устройство сварочного полуавтомата.

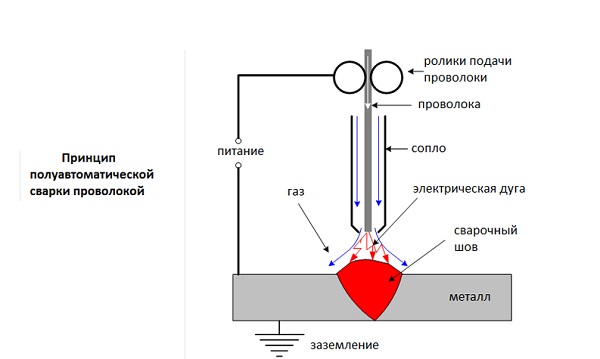
Полуавтомат получил свое название из-за механизма, подающего сварочную проволоку в зону сварки. Механизм работает в полуавтоматическом режиме, отсюда и многочисленные словосочетания «сварка полуавтоматом», «полуавтоматическая сварка» и т.д.
Принцип работы полуавтоматической сварки прост. В подающий механизм устанавливается бобина с проволокой, которая во время сварки подается в сварочную зону, так что нет необходимости часто сменять электроды, как при ручной дуговой сварке. Одновременно с подачей электродной проволоки подается защитный газ. Электрод и свариваемый металл находятся под напряжением, и в газовом облаке происходит разряд. Возбуждается дуга. Она и плавит металл, благодаря чему можно сформировать шов.
Некоторые преимущества полуавтоматической сварки:
- Высокое качество сварных швов
- Высокая производительность сварки
- Технология проста и понятна в эксплуатации
- Широкая сфера применения
Разновидности
Сварочное оборудование полуавтоматического типа может быть бытовым, профессиональным и промышленным.
Аппараты для бытовой сварки можно использовать для несложного ремонта кузова авто или забора. Их стоимость редко превышает 300$. Профессиональному полуавтомату под силу сварка профильной трубы и сложных металлоконструкций. Если вы выбираете полуавтомат для сварки трубопроводов, то присмотритесь именно к профессиональным и полупрофессиональным моделям. В этой статье мы подробно рассказываем, как сварить газовые трубы полуавтоматом. Стоимость профессионального полуавтомата может начинаться от 300-500$ и доходить до нескольких тысяч (а порой и десятков) долларов.

Промышленные полуавтоматы редко можно встретить в прямой продаже. Они очень дорого стоят и применяются на крупномасштабных производствах.
Новички часто интересуются, можно ли покупать китайский полуавтомат? Или стоит переплатить за оборудование от более именитого производителя? На наш взгляд, покупка недорого китайского полуавтомата оправдана, если вы стеснены в средствах. Не обязательно сразу покупать дорогой аппарат, если вы не планируете использовать его на все 100%. Приобретите более бюджетную модель и обучитесь азам полуавтоматической сварки. К тому же, большинство полуавтоматов ценой до 1000$ все равно собираются в Китае. И порой один завод изготавливает одинаковое оборудование сразу для нескольких брендов. Так можно найти два идентичных полуавтомата с разными логотипами, где один аппарат будет стоить существенно дороже другого просто из-за популярности бренда.
Читайте также: Сварочный полуавтомат Электроприбор ПДГ Искра 200
Применение
Работа сварочным полуавтоматом не составит труда, если правильно выполнить все подготовительные работы. Далее мы расскажем, как подключить полуавтомат к газовому баллону и выбрать режим сварки.
Перед началом сварки полуавтоматом необходимо провести полную регулировку всем компонентов подающего механизма. Отрегулируйте натяжение электродной проволоки, это можно сделать с помощью гайки на оси катушки с проволокой. Затем найдите прижимной ролик в подающем механизме и отрегулируйте его усилие. Наконец отрегулируйте расход сварочного газа. Для этого установите на баллон газовый редуктор.
Не забудьте установить силу сварочного тока. Мы рекомендуем задать небольшое значение силы тока и постепенно увеличивать ее в ходе работ. Так вы сможете избежать прожогов и непроваров. Чтобы подобрать оптимальную силу тока для вашей детали воспользуйтесь специальными таблицами. Их легко найти в интернете.
Газ и проволока
Как вы теперь уже знаете, полуавтоматы работают в паре с газовым баллоном. Газовый баллон соединяется с полуавтоматом с помощью специального шланга. Газ подается в сварочную зону и защищает металл от окисления, тем самым улучшая качество швов. В качестве защитного газа можно использовать аргон, углекислоту, гелий, водород и азот. А также смеси из этих газов.

Помимо газа используется металлическая проволока, выступающая в роли электрода. Проволока может быть плавящейся и неплавящейся. В первом случае проволока участвует в образовании шва, смешиваясь с основным металлом. Во втором случае проволока лишь проводить ток к сварочной зоне и плавит металл. Также существует порошковая проволока. Она представляет собой полую трубку, внутри которой находится флюс. При сварке внешняя металлическая оболочка плавится, высвобождая пары флюса, которые по своим свойствам похожи на защитный газ. По этой причине при сварке порошковой проволокой газ можно не использовать.
Но учтите, что порошковая проволока не способна в полной мере заменить защитный газ. Получаемые швы будут худшего качества, поскольку порошковая проволока просто не обладает теми же свойствами, что и газ. Данный тип проволоки используют для сварки в труднодоступных местах. Например, на высоте. Если у вас есть возможность транспортировки сварочного баллона, то лучше выбрать сварку с применением газа.
Техническое обслуживание и хранение
Полуавтомат — это технически сложный электроприбор. И чем дороже ваша модель полуавтомата, тем она сложнее. А мы все прекрасно знаем, что количество поломок и ремонтопригодность во многом связаны именно с простотой электроприбора.
Классический трансформаторный сварочный аппарат очень прост и потому надежен. Его можно без проблем перебрать в гараже, а детали не будут стоить дорого. Все это нельзя сказать про полуавтомат. В основе полуавтомата современные микросхемы с транзисторами, которые плохо переносят пыль, грязь и повышенную влажность. Исходя из этого несложно понять, что от правильного хранения и обслуживания полуавтомата во многом зависит срок его службы.
Два раза в год отдавайте ваш полуавтомат в сервисный центр для технического обслуживания. Там специалисты очистят корпус (в том числе изнутри) с помощью сжатого воздуха, проверят работоспособность аппарата и приведут в порядок все винты, гайки и разъемы.
Храните полуавтомат в картонной коробке, предварительно обмотав его полиэтиленовой пленкой. Не оставляйте аппарат на зиму в неотапливаемом гараже или на даче. Если у вас есть возможность заберите полуавтомат к себе в квартиру и храните его там.
Вместо заключения
Сварочный аппарат полуавтомат — это технологичный и современный тип сварочного оборудования. В этой статье мы постарались подробно и понятно объяснить, как работает полуавтомат и в целом каков принцип работы сварочного инверторного оборудования.
Сварка полуавтомат пригодится вам на даче, если вы хотите выполнять более сложный ремонт, на СТО, если важно качество швов при работе с кузовом, и в цеху при сварке сложных металлоконструкций.
Современные полуавтоматы представлены в большом ассортименте и позволяют выполнять как любительскую, так и профессиональную сварку. При выборе сварочного аппарата обращайте внимание не только на цену, но и на технические характеристики, качество сборки наличие гарантии. Не приобретайте самый дешевый полуавтомат. Скорее всего, он не оправдает ваших надежд, и быстро выйдет из строя. Желаем удачи в работе!
Сварка полуавтоматом – от А до Я | СОВЕТЫ
 В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:

Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 – 3 |
0,8 |
|
4 – 5 |
1,0 |
|
6 – 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.

Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.

2. Соединяем газовый шланг с редуктором на баллоне.

3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.

5. Подключаем кабель массы к минусовому разъему.

Установка проволоки в сварочном полуавтомате выполняется следующим образом:
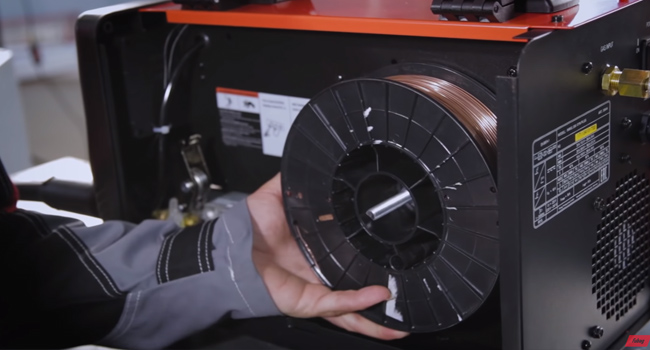
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
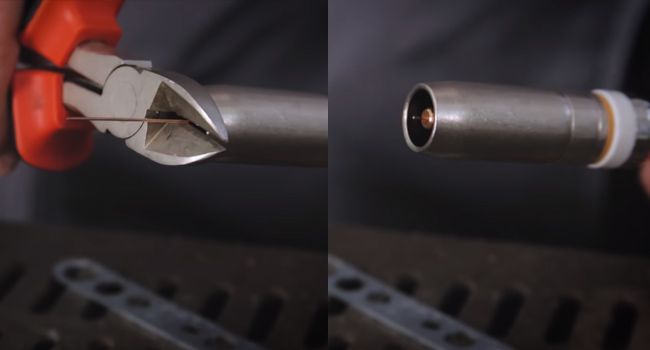
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
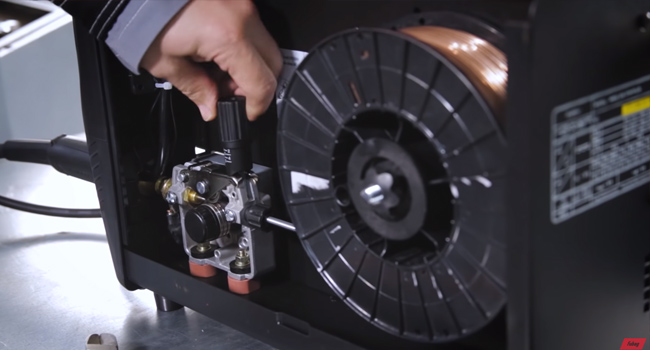
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.

4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.

8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.

9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин – для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
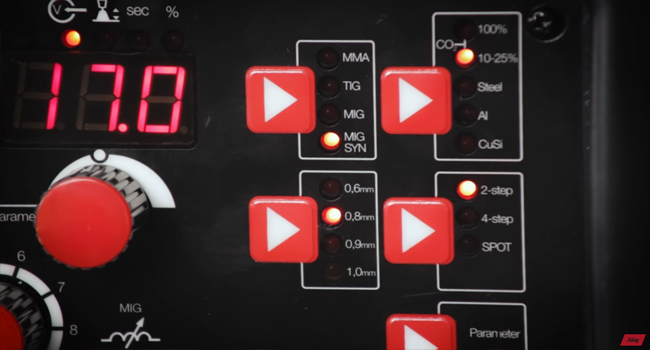
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.

Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги – корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 – 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 – 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 – 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.

Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
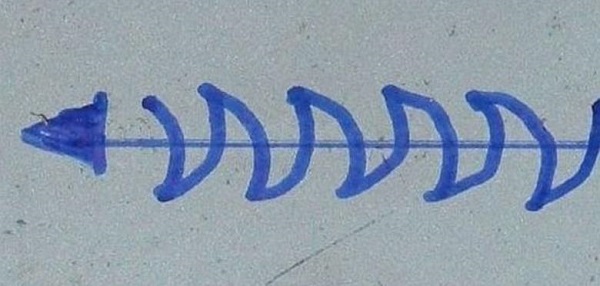
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:


Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Полуавтоматическая сварка металлов: технология и нюансы процесса

Вопросы, рассмотренные в материале:
- Суть полуавтоматической сварки
- Основные виды полуавтоматических автоматов
- Технологию полуавтоматической сварки металлов
- Нюансы полуавтоматической сварки некоторых металлов
Полуавтоматическая сварка металлов используется во многих сферах: от строительной до автомобильной. Этот вид соединения материалов обладает рядом преимуществ, благодаря которым его и применяют на производстве. Речь идет о минимальном количестве отходов и быстром ходе работы.
Чтобы приступить к сварке, необходимо изучить оборудование и особенности металлов, с которыми предстоит работать. Особого внимания заслуживают цветные, черные и оцинкованные, так как там в этом случае подход к сварке особый.
Суть полуавтоматической сварки
Технология полуавтоматической сварки металлов основана на использовании специальной проволоки и защитного газа. Газ подается через сварочный рукав на горелку вместе с проволокой, его главная функция состоит в защите сварочной ванны от контакта с внешней средой.

Используемую в процессе электродную проволоку выпускают в бобинах. В зависимости от сферы использования эта металлическая нить может иметь толщину:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Так, для работы с тонкими листами металла толщиной до 4 мм данный параметр должен быть в пределах 0,6–0,8 мм, для более толстых заготовок выбирают проволоку в 1–1,2 мм.
В качестве защитного газа при полуавтоматической сварке металлов используется углекислота либо смесь CO2 с аргоном. Нужно понимать, что работа с чистым углекислым газом финансово более выгодна, но при этом страдает качество шва. Кроме того, в отличие от использования аргоновой смеси, в такой среде металл сильнее разбрызгивается.
Технология полуавтоматической сварки дает возможность:
- повышения скорости работы и качества шва за счет автоматической подачи сварочной проволоки;
- соединения тонких заготовок толщиной от 0,5 мм;
- работы с любыми металлами: сталью, нержавейкой, чугуном, цветными металлами;
- избежать формирования шлака на шве;
- защитить сварщика от дыма, так как он практически не образуется в процессе такой сварки.
Но у данного метода есть и свои минусы. В первую очередь, это значительные размеры оборудования, так как данная технология предполагает использование баллона с газом. Также полуавтоматическая сварка невозможна в условиях сильного ветра, поскольку углекислота выдувается из-под горелки.
Основные виды полуавтоматических автоматов

Устройства для полуавтоматической сварки металлов могут быть:
- для работы в среде инертных газов;
- с использованием флюса в качестве основы;
- с использованием порошковой проволоки;
- универсальными.
Все разновидности устройств отлично справляются с соединением изделий из цветного и черного металла.
С точки зрения способа подачи проволоки, интересующие нас сварочные автоматы бывают:
- стационарные, то есть жестко зафиксированные на подставке или специальной консоли;
- переносные, выполненные в виде портативной тумбы;
- передвижные, имеющие специальную тележку и подходящие для передвижения в пределах одного помещения.
По расположению подающих роликов встречаются такие устройства:
- толкающие;
- тянущие;
- толкающе-тянущие.
Технология полуавтоматической сварки металлов
Благодаря полуавтоматическому методу удается накладывать качественные швы даже на ржавый и оцинкованный металл. При работе с заготовками из сложно свариваемых материалов добиться наиболее крепкого и равномерного соединения удается за счет использования медной либо алюминиевой проволоки.

Перед сваркой в защитном газе либо с использованием флюса необходимо произвести подготовку, а именно:
- очистить и обезжирить обрабатываемые области при помощи растворителя;
- убедиться в исправности газового оборудования;
- сделать пробный шов, чтобы скорректировать настройки техники;
- подобрать силу тока и напряжение.
Полуавтоматическая сварка металлов в среде защитного газа считается самой простой из способов работы. Для нее может использоваться углекислый газ, гелий, азот, аргон. Отметим, что принцип действия сварщика не зависит от выбора газа.
Рекомендовано к прочтению
Неопытные специалисты обычно отдают предпочтение углекислому газу, низкая цена которого сочетается с достаточно хорошими параметрами.
Основные достоинства полуавтоматической сварки в среде CO2:
- сохранение внешнего вида изделия;
- возможность обработки даже труднодоступных зон;
- малое количество отходов;
- прочный и тонкий шов;
- небольшие временные затраты.
Данная технология относится к наиболее простым методам скрепления изделий из металла. Но нужно понимать, что на качестве шва могут отразиться:
- метод ведения проволоки;
- расстояние между скрепляемыми заготовками;
- соблюдение техники.
Полуавтоматическая сварка металлов без газа представляет собой альтернативный вариант, позволяющий избежать образования окислов и контролировать формирование прочного шва.
Отличие безгазовой сварки состоит в том, что при ней происходит прямая подача тока, используется порошковая/флюсовая проволока. Принцип действия таков: проволока сгорает, формируется газовая среда, позволяющая сохранить качество работ на необходимом уровне.
Безгазовая полуавтоматическая сварка предполагает такие этапы:
- приобретение сварочной стальной проволоки с флюсом;
- включение подачи проволоки;
- поворот переключателя в положение «Включение»;
- закладка флюса в воронку;
- открытие защитной заслонки для выпуска флюса;
- запуск прибора;
- ожидание электрической дуги;
- соединение деталей.
Немаловажно, что полуавтоматическая технология дает возможность сваривать в среде аргона заготовки из алюминия, несмотря на нестандартные качества данного металла. В инертной атмосфере после разрушения оксидной алюминиевой пленки не происходит ее повторного образования, а значит, ничто не мешает сварке.
Нюансы полуавтоматической сварки некоторых металлов
1. Сварка толстых металлов.

Работа устройств для сварки деталей из толстых металлов базируется на использовании высокой плотности тока – таким образом достигаются глубокое плавление материала и достаточная прочность шва. Данный принцип идеален для обработки жестких металлических конструкций, изделий из марок стали с высокими показателями теплоустойчивости и прочности.
Нужно понимать, что при сварке изделий из металлов, устойчивых к перепадам температуры, нередко происходит снижение их прочностных характеристик. Дело в том, что в зоне нагрева появляются микроскопические трещины, из-за которых стать становится более мягкой. Чтобы избежать такого эффекта, при обработке толстых металлов принимают дополнительные меры для защиты металлической конструкции от разупрочнения.
Помните, что в процессе сварки толстого металла полуавтоматом в изделии нередко появляются трещины. Кроме того, может быть поврежден антикоррозийный слой, со временем на конструкции появятся очаги ржавчины. Предотвратить это позволяет специальное покрытие – за счет такой обработки после сварки вы защите предмет от коррозии.
2. Сварка тонкого металла.
В данном случае не стоит пытаться сформировать поверхностный шов, ведь тонкие листы металла сваривают как можно плотнее, чтобы добиться полноценного соединения. Только устройства для полуавтоматической сварки металлов позволяют получить необходимый эффект.
Обрабатываемые заготовки важно предварительно подготовить. Для этого с них удаляют грязь, остатки краски, эмали, а также пыль, смазочные покрытия. В противном случае при плавлении металл будет сильно разбрызгиваться, а шов получится неровным. Не менее важно, что испарения посторонних элементов могут быть опасны для здоровья сварщика.
Для работы по такой технологии требуется:
- сварочный аппарат;
- электроды;
- источник электроэнергии;
- защитная форма для специалиста, а именно укрепленный шлем, термостойкие перчатки, очки с затемнением.
Добиться наиболее ровного шва удается за счет регулировки скорости движения сварочного аппарата в процессе работы. Также необходимо грамотно подобрать электроды и следить за стабильностью подачи тока с постоянным показателем силы.
3. Сварка оцинкованного металла.

Благодаря покрытию из цинка, такие металлы отличаются от других высоким сопротивлением ржавчине. В целом, это приводит к повышенной устойчивости конструкции к разного рода воздействиям и увеличению срока эксплуатации.
Но нужно понимать, что в процессе сварки металлов полуавтоматом он может потерять антикоррозийные свойства. Дело в том, что обычно во время подобных работ используется температура +1 700…+2 200 °C, тогда как цинк начинает плавиться при +420 °С. А, достигая +907 °С, он закипает и превращается в оксид, формирующий на поверхности изделия мельчайшие поры и трещины. В результате изделие становится подвержено ржавчине.
Сегодня для сварки оцинкованных металлов полуавтоматом используется так называемая MIG-пайка. Данный метод предполагает соединение заготовок за счет высокочастотных электрических колебаний с пониженной температурой. Так как исключается плавление покрытия, цинк не превращается в оксидное соединение и не изменяет свойства основного материала изделия. Благодаря такому подходу удается избежать разрушения антикоррозионного слоя.
4. Сварка цветных металлов.
Первым этапом полуавтоматической сварки цветных металлов является проверка состояния оборудования. Иными словами, настраивают режим работы, подбирают силу тока, уровень напряжения, скорость передвижения проволоки. Для металлических листов толщиной до 3 мм последний показатель составляет 900 м/ч, а сила тока 120–145 А.
Далее включают систему подачи проволоки и зажигают электрическую дугу. Для этого нужно только прикоснуться к металлической поверхности, если уже есть плавящаяся проволока. После зажжения электрической дуги необходимо убедиться на проверочном материале, что режим выбран верно. При нормальной работе аппарата можно приступать к сварке.
Сварка цветных металлов предполагает, что горелка передвигается только в одном направлении. Рекомендуется соединять заготовки на высокой скорости и при помощи единственного шва. Если приходится иметь дело с изделием большой толщины, его придется разогреть до +150…+300 °С.
5. Сварка черных металлов.
Полуавтоматическая сварка черного металла в среде аргона имеет ряд немаловажных особенностей. Очень серьезную опасность для черных металлов в процессе такой обработки представляет влага. Если она остается внутри шва, начинается конденсация. Испаряясь, частицы образовывают мельчайшие поры и трещины в шве, а это в дальнейшем негативно отражается на его прочностных характеристиках. Чтобы избежать такого результата, конструкции прогревают до +100…+150 °C и только потом приступают к сварочным работам.
При сварке черных металлов используются специальные электроды, обеспечивающие ровный и прочный шов. Обычно они состоят из цветного металла с большим содержанием графита. Считается, что лучше всего подходят медно-никелевые компоненты, так как, с одной стороны, они позволяют надежно скрепить заготовки, а с другой – шов получается без слишком большого содержания графитных примесей.
6. Сварка чугунных и стальных изделий.

Для работы с изделиями из чугуна и стали, как и для цветных металлов, применяют аргон. В процессе получения чугуна используется железо и углерод. Его обработка очень трудоемкая, так как швы легко трескаются.
Еще одно свойство чугуна, усложняющее процесс работы, состоит в его способности к ускоренному окислению. За счет использования среды аргона удается создавать швы без шлаковых осадков.
Благодаря окислению, чугун стал популярен в качестве материала для ремонта старых автомобилей – он соединяется с поврежденными тонкими металлическими конструкциями.
Достаточно часто чугун и хрупкие металлы сваривают полуавтоматом с вольфрамовой проволокой. В этом случае заготовки также предварительно нагревают. Чугунные изделия могут соединяться при помощи постоянного и переменного тока, сила которого подбирается в зависимости от толщины металла и диаметра проволоки. Так, на каждый миллиметр проволоки приходится 50–90 А. Отметим, что может использоваться не только вольфрамовая проволока, но и графитовая, медная, из никеля.
Технология полуавтоматической сварки металлов достаточно проста, поэтому добиться неплохих результатов можно уже на первый день обучения. Начинающему сварщику важно не бояться пробовать разные режимы и помнить, что каждый специалист использует индивидуальные настройки.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Выбор проволоки и правила работы полуавтоматическим сварочным аппаратом
Востребованность полуавтоматов для сварки на рынке сварочного оборудования продолжает расти с каждым годом. Это обуславливается их очевидными преимуществами: доступная стоимость, широкий диапазон режимов работы, простота в настройке и эксплуатации. Тем не менее, начинающему мастеру не всегда под силу разобраться, как правильно пользоваться полуавтоматом. Первое, что нужно знать – это устройство и принцип работы агрегата, а также основные рекомендации по выбору проволоки для сварки.
Устройство и принцип работы полуавтомата
Основное предназначение полуавтоматического сварочного аппарата – это дуговая сварка с применением плавящегося электрода, который обдувается защитным газом. Аппарат используется для соединения низколегированных и малоуглеродистых сталей, как протяженными, так и прерывистыми швами.

Данное оборудование предназначено для работы в закрытых, хорошо вентилируемых помещениях при температуре воздуха от -10°С до +40°С.
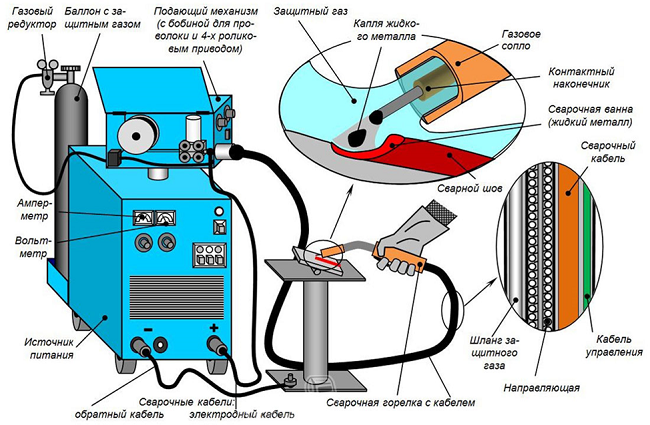
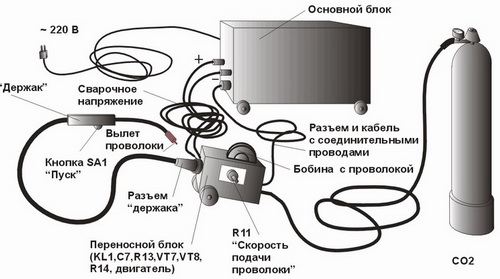
Состоит полуавтомат из следующих элементов:
- основного блока, вырабатывающего сварочный ток необходимой величины;
- блока подачи проволоки;
- сварочной горелки с подсоединенным кабелем, через который проходит силовой провод, газовый шланг, управляющий провод и направляющая для проволочного электрода.
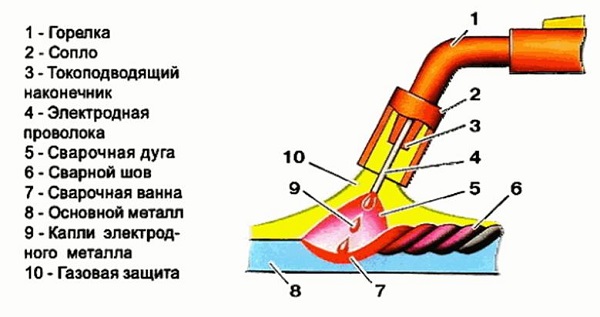
Принцип работы агрегата заключается в следующем. При нажатии на кнопку пуска, расположенную на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток на проволоку поступает через токопроводящий наконечник (4). При соприкосновении ее с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) находится под обдувом защитным газом (10), который предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным.
Работа полуавтомата возможна и без защитного газа. В таком случае применяется электродная проволока, имеющая специальное порошковое покрытие. При высоких температурах данное покрытие испаряется, и образующиеся при этом газы выполняют защитную функцию для сварочной ванны.
Выбор электродной проволоки
Электродная проволока является оснасткой, без которой сварочный аппарат не сможет работать. Подается она с помощью специального механизма и выполняет функцию электрода.
Для полуавтоматов существует две группы материалов для сварки:
- проволока сплошного сечения;
- порошковая электродная проволока.
Разновидностей первого варианта насчитывается более 76. Но чаще всего, используется лишь малая их часть. Остальные виды оснастки узкоспециализированные и применяются на производстве. Главное, что нужно учитывать при выборе проволоки – это тип металла, из которого будет свариваться конструкция. Чаще всего автоматом приходится варить низкоуглеродистые и низколегированные стали с использованием не омедненной и омедненной проволоки.
Омедненная проволока пользуется наибольшей популярностью среди сварщиков благодаря антикоррозийному покрытию. Но не все знают, что при плавке меди в воздух попадают вредные испарения. Не омедненная проволока является более безвредной и имеет защищающее от коррозии покрытие.
Также на полуавтоматах используется порошковая проволока, не требующая при варке наличия защитного газа. Электродная проволока имеет специальную маркировку, например, такую: СВ-08Г2С. Расшифровывается она следующим образом:
- СВ – сварная проволока;
- 08 – означает, что массовая доля углерода в составе оснастки составляет 0,08%;
- Г – данной буквой обозначается марганец, который есть в составе проволоки;
- 2 – цифра указывает, что содержание марганца 2%;
- С – данная буква говорит о наличии кремния в составе оснастки, если после буквы нет цифры, то его содержится не более 1%.
Далее приведена таблица, в которой расшифрованы буквенные обозначения всех добавок, входящих в состав сварочной проволоки.
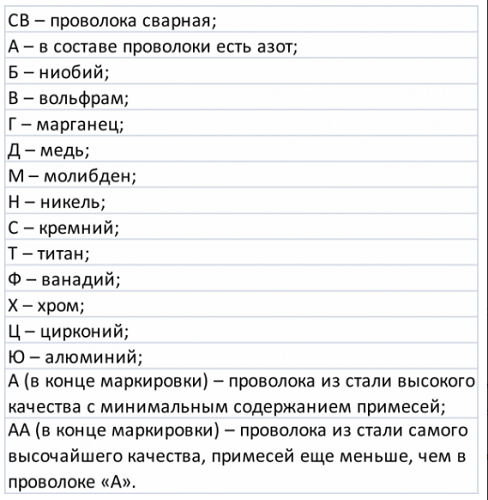
Например, пользуясь таблицей, можно расшифровать маркировку СВ-06Х21Н7БТ, которая означает: сварочная проволока имеет 0,06% углерода, 21% хрома, а никеля – 7%; проволока легирована двумя металлами, ниобием и титаном.
Для сварки низколегированных сталей (это 90% всего металлопроката) используется проволока 08Г2С диаметром 0,6 мм. Она может применяться как в быту, так и для кузовного ремонта. К тому же, ее можно использовать на агрегатах с током до 500А. Для сваривания нержавеющих сталей используют проволоку марки Св01Х19Н9. Алюминий и медь варятся в аргонной среде, соответствующей по составу проволокой. Алюминий варят марками СВ-97, СВ-А85 и СВ-АМц. Для сварки меди применяют оснастку марок СВ-97, СВ-А85 и СВ-АМц.
Совет! Если предстоят работы полуавтоматом в полевых условиях либо на открытом воздухе, то можно использовать порошковую проволоку, которой не требуется обдув защитным газом.
Диаметр электродной проволоки подбирается в соответствии с толщиной свариваемого металла.

Правила сварки полуавтоматом
Прежде всего, приступая к работе полуавтоматом, предназначенные для соединения детали должны быть хорошо зачищены от краски и ржавчины. Также следует зачистить место, к которому будет прикреплен зажим для массы.
Как держать горелку
Удерживать горелку можно и одной рукой, но качество шва будет лучше, если использовать обе. Одна рука служит опорой, а другая удерживает горелку.

При таком способе легче контролировать угол и расстояние горелки от заготовки, а также проводить необходимые движения для формирования качественного шва. Чтобы руки оставались свободными, нужно использовать сварочную маску, которая закрепляется на голове.
Идеального угла при работе полуавтоматом не существует. Обычно для соединения заготовок, лежащих в одной плоскости, используется наклон горелки (от вертикального положения) в 15-20 градусов. Соединяя детали, находящиеся под углом друг к другу, используется наклон горелки в 45°. Каждый сварщик с приобретением опыта подбирает для себя наиболее удобный угол наклона инструмента с учетом различных ситуаций.
Движения горелкой
Для формирования качественного шва существует много способов движений горелкой.
- Для металлов толщиной 1-2 мм применяется волнисто-зигзагообразное движение. Таким образом, дуга захватывает оба листа металла и не успевает прожечь его. В результате шов получается герметичным и прочным.
- Для сваривания металлов любых толщин применяют прямой шов, исключающий какие-либо движения в сторону. Но в таком случае от оператора требуется наличие определенного опыта, чтобы при перемещении горелки дуга равномерно воздействовала на обе сопрягаемые детали.
- Если предстоят работы по металлу толщиной меньше 1 мм, то следует уменьшить силу тока и скорость подачи проволоки, а также использовать проволоку меньшего диаметра. Сварка должна происходить короткими импульсами, с паузой между ними около 1 секунды. Пауза нужна для остывания металла и сливания следующих сегментов в монолитный шов.
- Если сопрягаются длинные, тонкие детали, то сварка проводится короткими сегментами или точками, расположенными на определенном расстоянии. Также, чтобы избежать деформации деталей, можно варить поочередно, короткими сегментами, с разных концов сопрягаемого отрезка.
Совет! Чтобы варить вертикальный шов, горелка ведется сверху вниз со скоростью, достаточной для опережения расплавленного металла. Наклонять горелку следует немного вверх, чтобы сварочная ванна удерживалась теплом.
Скорость сварки
Это скорость перемещения электрической дуги вдоль места сопряжения деталей, и контролируется она оператором полуавтомата. Скорость передвижения инструмента должна соответствовать напряжению дуги, скорости подачи проволоки, толщине металла и требуемой форме шва. При высокой скорости перемещения горелки образуется много брызг, защитный газ остается в быстро застывающем шве и вызывает в нем образование пор. При медленной скорости перемещения горелки образуется излишнее воздействие электрической дуги в материал, что может прожечь его насквозь. Кроме этого, при соединении массивных деталей образуется толстый шов. На следующем рисунке показано, как выглядят швы при разной скорости перемещения горелки.

Скорость подачи газа
Подача газа должна быть достаточной, чтобы обеспечить обдув подаваемой проволоки. При слабом потоке газа не будет обеспечена защита шва от окисления. Но и при высокой скорости потока защита будет недостаточной из-за возникновения завихрений. Все эти отклонения от нормы делают шов пористым и непрочным. Поэтому очень важно добиться ровной подачи газа, чтобы поток не вызывал завихрений и в полной мере обеспечивал защиту места сварки.
Длина выхода проволоки
Проволока перед тем, как коснется металла, должна выходить из наконечника на 6-13 мм. От этого значения зависит сопротивление и температура данного отрезка электрода. Чем сильнее вылет проволоки из наконечника, тем меньшим будет размер дуги. В результате, шов получится толстым и узким, с низким проникновением в металл. Если длину выхода оснастки уменьшить, то увеличится проникновение дуги в металл, а шов станет более тонким и широким.
Совет! Для порошковой проволоки, работающей без газа, вылет должен быть в пределах 30-45 мм.
Полярность
Под полярностью в сварочном оборудовании подразумевается направление тока в его цепи. При прямой полярности на проволоку подается отрицательный заряд, а на свариваемую деталь – положительный. При обратной полярности все наоборот: проволока – плюс, а заготовка – минус.
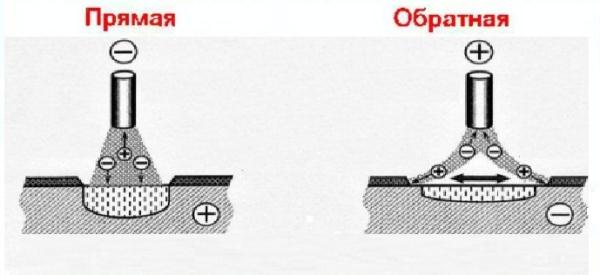
Важно! При работе без защитного газа, порошковой проволокой, используют метод прямой полярности, а с газом – обратной полярности.
Звук при сварке
Прислушиваться к звукам сварки важно, особенно новичкам при обучении. Правильное звучание при сварке полуавтоматом напоминает звук жарящегося на сковороде мяса. Когда слышится “шипяще-жужжащий” звук, это значит, что соблюден баланс между настройками тока, скоростью подачи проволоки и газа. На изменение звука при работе аппарата может влиять:
- плохой контакт между зажимом массы и деталью;
- наличие застывших брызг на наконечнике горелки, препятствующих нормальному потоку газа;
- плохо очищенная от ржавчины или краски область сварки.
Меры безопасности при работе
При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности.
- Сварщик должен защищать все участки тела от попадания на них брызг раскаленного металла. Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика.
- Поскольку при сварке образуется жесткое ультрафиолетовое излучение, то от него необходимо защищать глаза, используя маску с затемненным стеклом. Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
- Обувь должна быть закрытой, чтобы исключить попадание в нее раскаленных брызг.
- Помещение, где проводятся сварочные работы, должно иметь принудительную либо естественную вентиляцию (наличие окон, которые можно открыть). Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.
Yixin Technology Полуавтоматическая машина для сварки жестяных банок
5 ПОЛНОСТЬЮ АВТОМАТИЧЕСКАЯ КОНСТРУКЦИЯ ДЛЯ ЖЕЛЕЗНОЙ КАНИНЫ Линия конического оборудования для производства жестяной банки, включая следующие элементы:
Yixin Technology Полуавтоматический сварочный аппарат для консервных банок
Yixin Technology Полуавтоматический сварочный аппарат для консервных банок
| M. Основные технические параметры | ||
| Модель | GNWT-286S | 900W |
| 5-30м / мин | ||
| Производственная мощность | 10-20мм | 8-15мм |
| Диаметр корпуса банки | D50-400мм | D52-180mm |
| Высота корпуса банки | 190-420 мм | |
| Применимый материал | Жесть на основе стали | Жесть на основе стали |
| Применимая толщина материала | 0.22-0,42 мм | 0,18-0,42 мм |
| Сварка шва посадка | 0,8 мм 1,0 мм 1,2 мм | 0,6 мм 0,8 мм 1,2 мм |
| Расстояние до точки стыка | 0,5-0,8 мм | |
| Применимый диаметр медной проволоки | Φ 1,38 мм Φ1,5 мм | Φ1,38 мм |
| Охлаждающая вода | Температура: 20 ℃ Давление: 0,4-0,5 МПа Разряд: 7 л / мин | |
| Общая мощность | 18KVA | |
| Блок питания | 380 В ± 5% 50 Гц | |
| Размер машины | 1200 * 110 * 1800 мм | |
| Вес брутто | 1200 кг | |
Автоматическая машина для производства жестяных банок 0 ,Линия для производства круглых жестяных банок 1L-26L
Линия для производства круглых банок емкостью 0,2-7 литров, Линия для производства прямоугольных банок емкостью 2-6 литров, Линия для круглых банок емкостью 9-22 литра, Линия квадратных банок емкостью 10-20 литров, 18-25 Контурная линия для литра и т. Д.
1) Для масляной банки, банки с краской, пищевой банки, банки с клеем
2) 30-65 банок / мин.
3) Используйте электрические детали Schneider, Siemens, Mitsubishi и Chint
Полностью автоматические Линия для производства жестяных банок Конусное оборудование для производства жестяных банок
Типы банок: круглые бидоны 18-26 л, круглые бочки 18-25 л
Размеры банок: диаметры 200-300 мм; Высота 300-490 мм
Производственная мощность: 30 банок / минута, 1800 банок / час, 20000 банок / день
5 ПОЛНОСТЬЮ АВТОМАТИЧЕСКАЯ КОНСТРУКЦИЯ ДЛЯ ЖЕЛЕЗНОЙ КАНИНЫ Линия конического оборудования для производства жестяной банки, включая следующие элементы: Может внутри порошка лакировочная машина, автоматическая машина для окатывания и сварки, может снаружи машины для лакировки и сушки
Может ли корпус кузова, может расходоваться, может снизу отбортовка и верхняя предварительная скручивание, верхняя часть может скручиваться, может выгибаться, может реверсировать консервную банку, может нижняя крышка подачи и заклеивания ,
Материал сшивающего ролика: Cr12Mn
Бренд с автоматическими деталями: AirTAC
Серводвигатель: сделано в Тайване
Цвет: Инструкция по эксплуатации
9015 9015 9015 9015 9015 9015 9015 9015 9015 9015 9015 9015 Операционная система / Печатная бумага предоставляется , приложений. Полуавтоматическая автоматизация Hard Automation Производство тяжелого оборудования для транспортировки ОСОБЕННОСТИ, КОНТ. D. ТРЕБОВАНИЯ К БЛОКУ Программные решения Power Wave
 Программные решения Power Wave Power Wave Manager Мониторинг производства CheckPoint 2.2 WeldScore PowerWaveSoftware.com Программные решения Power Wave Многие переменные могут негативно повлиять на вашу работу;
Программные решения Power Wave Power Wave Manager Мониторинг производства CheckPoint 2.2 WeldScore PowerWaveSoftware.com Программные решения Power Wave Многие переменные могут негативно повлиять на вашу работу;
Дополнительная информация BURNY 8 TAKE CONTROL
 BURNY 8 TAKE CONTROL Обновите до 8 и возьмите под контроль Burny 8 на базе ОС Windows 8 В конкурентном бизнесе плазменной резки с ЧПУ необходимо максимально увеличить производительность и производительность. Это может произойти только
BURNY 8 TAKE CONTROL Обновите до 8 и возьмите под контроль Burny 8 на базе ОС Windows 8 В конкурентном бизнесе плазменной резки с ЧПУ необходимо максимально увеличить производительность и производительность. Это может произойти только
Дополнительная информация ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ TIG INVERTER
 ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ TIG Содержание Содержание Предупреждение Общее описание Блок-схема Основные параметры Принципиальная схема Установка и эксплуатация Осторожно Техническое обслуживание Список запасных частей Устранение неисправностей 3 4 4
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ TIG Содержание Содержание Предупреждение Общее описание Блок-схема Основные параметры Принципиальная схема Установка и эксплуатация Осторожно Техническое обслуживание Список запасных частей Устранение неисправностей 3 4 4
Дополнительная информация Система резервирования питания Cisco 2300
 Система резервирования электропитания Cisco 2300 Система резервирования электропитания Cisco 2300 (RPS 2300) повышает доступность для конвергентных сетей передачи данных, голоса и видео.Система обеспечивает резервирование источника питания и
Система резервирования электропитания Cisco 2300 Система резервирования электропитания Cisco 2300 (RPS 2300) повышает доступность для конвергентных сетей передачи данных, голоса и видео.Система обеспечивает резервирование источника питания и
Дополнительная информация ДОПОЛНИТЕЛЬНАЯ МОЩНОСТЬ, ДОПОЛНИТЕЛЬНАЯ ЭФФЕКТИВНОСТЬ
 EXTRA POWER, EXTRA PERFORMANCE Ranger 250 GXT Показано: Ranger 250 GXT, K2382-4 ОСНОВНЫЕ ХАРАКТЕРИСТИКИ Ranger 250 GXT имеет все необходимое для строительных и ремонтных работ. Универсальная сварочная мощность переменного / постоянного тока
EXTRA POWER, EXTRA PERFORMANCE Ranger 250 GXT Показано: Ranger 250 GXT, K2382-4 ОСНОВНЫЕ ХАРАКТЕРИСТИКИ Ranger 250 GXT имеет все необходимое для строительных и ремонтных работ. Универсальная сварочная мощность переменного / постоянного тока
Дополнительная информация Бесперебойный источник питания
 96-01101 / ред.2e / 2-2-12 Источник бесперебойного питания ИСКЛЮЧИТЕЛЬНАЯ ПОДДЕРЖКА И ЗАЩИТА Источник бесперебойного питания с энергосберегающим дизайном, оптимизированный для удовлетворения потребностей систем аудио / видео Особенности
96-01101 / ред.2e / 2-2-12 Источник бесперебойного питания ИСКЛЮЧИТЕЛЬНАЯ ПОДДЕРЖКА И ЗАЩИТА Источник бесперебойного питания с энергосберегающим дизайном, оптимизированный для удовлетворения потребностей систем аудио / видео Особенности
Дополнительная информация 8-портовый сетевой коммутатор PoE
 Страница 1 из 12 Руководство пользователя 8-портового сетевого коммутатора PoE Номер документа 91I00-1 Ред. A август 2009 г. Предупреждение Федеральной комиссии по связи США: Страница 2 из 12 Данное устройство было проверено и признано соответствующим нормам для класса
Страница 1 из 12 Руководство пользователя 8-портового сетевого коммутатора PoE Номер документа 91I00-1 Ред. A август 2009 г. Предупреждение Федеральной комиссии по связи США: Страница 2 из 12 Данное устройство было проверено и признано соответствующим нормам для класса
Дополнительная информация Advantium 2 Plus Alarm
 Сигнал тревоги ADI 9510-B Advantium 2 Plus ИНСТРУКЦИИ ПО УСТАНОВКЕ И ЭКСПЛУАТАЦИИ Внимательно прочитайте эти инструкции перед началом работы Внимательно прочитайте данные по Controls Corporation of America 1501 Harpers Road Virginia
Сигнал тревоги ADI 9510-B Advantium 2 Plus ИНСТРУКЦИИ ПО УСТАНОВКЕ И ЭКСПЛУАТАЦИИ Внимательно прочитайте эти инструкции перед началом работы Внимательно прочитайте данные по Controls Corporation of America 1501 Harpers Road Virginia
Дополнительная информация Применение NC-12 Modbus
 NC-12 Modbus Применение NC-12 1 Содержание 1 Содержание… 2 2 Глоссарий … 3 SCADA … 3 3 NC-12 Modbus в целом … 3 4 Вся система … 4 4.1 Варианты подключения PFC к ПК … 4 4.1.1
NC-12 Modbus Применение NC-12 1 Содержание 1 Содержание… 2 2 Глоссарий … 3 SCADA … 3 3 NC-12 Modbus в целом … 3 4 Вся система … 4 4.1 Варианты подключения PFC к ПК … 4 4.1.1
Дополнительная информация 2350-011. Глава 2 Сварка ВИГ
 350-011 Глава Сварка ВИГ Сварка ВИГ Обзор и руководство по сварке ВИГ Схема ручной установки для сварки ВИГ Шлем / маска Защитная одежда Наполнитель металлический стержень Заземление зажима Извлечение дыма
350-011 Глава Сварка ВИГ Сварка ВИГ Обзор и руководство по сварке ВИГ Схема ручной установки для сварки ВИГ Шлем / маска Защитная одежда Наполнитель металлический стержень Заземление зажима Извлечение дыма
Дополнительная информация Сварочная система PipeWorx
 Сварочная система PipeWorx, выпущенная в августе 014 годаPWS / .0 Многопроцессные системы сварки труб Краткие технические характеристики Процесс сварки труб Производство трубопроводов НПЗ Нефтехимия Энергетика, вентиляция и водоснабжение
Сварочная система PipeWorx, выпущенная в августе 014 годаPWS / .0 Многопроцессные системы сварки труб Краткие технические характеристики Процесс сварки труб Производство трубопроводов НПЗ Нефтехимия Энергетика, вентиляция и водоснабжение
Дополнительная информация Подстанции вторичного блока
 14 SWITCHGEAR Вторичные подстанции блока Обзор Siemens предлагает широкий выбор конструкций подстанций блоков для удовлетворения потребностей клиентов. Блок подстанции состоит из одного или нескольких трансформаторов механически
14 SWITCHGEAR Вторичные подстанции блока Обзор Siemens предлагает широкий выбор конструкций подстанций блоков для удовлетворения потребностей клиентов. Блок подстанции состоит из одного или нескольких трансформаторов механически
Дополнительная информация SmartPro 120V 2.Линейно-интерактивный синусоидальный ИБП 2 кВА, 1,92 кВт, опция SNMP, веб-карта, стойка 2U, ЖК-дисплей, USB, последовательный порт DB9
 SmartPro 120 В, 2,2 кВА, 1,92 кВт, линейно-интерактивный синусоидальный ИБП, SNMP, опция веб-карты, 2U стойка / башня, ЖК-дисплей, USB, DB9. Серийный номер модели: SMART2200RM2U. Основные характеристики: 2,2 кВА / 2200 ВА / 1920 Вт, интерактивная линия 2U,
SmartPro 120 В, 2,2 кВА, 1,92 кВт, линейно-интерактивный синусоидальный ИБП, SNMP, опция веб-карты, 2U стойка / башня, ЖК-дисплей, USB, DB9. Серийный номер модели: SMART2200RM2U. Основные характеристики: 2,2 кВА / 2200 ВА / 1920 Вт, интерактивная линия 2U,
Дополнительная информация Сетевой видеорегистратор AXIS 262+
 31433 / RU / R4 / 0803 Комплексное решение для видеозаписи в сети Комплексное решение для видеозаписи в сети Представьте себе это: простая и надежная система видеонаблюдения “plug-and-play” для отелей, магазинов, банков,
31433 / RU / R4 / 0803 Комплексное решение для видеозаписи в сети Комплексное решение для видеозаписи в сети Представьте себе это: простая и надежная система видеонаблюдения “plug-and-play” для отелей, магазинов, банков,
Дополнительная информация Auto-Axcess E Systems
 Системы Auto-Axcess E с системой мониторинга данных Insight Weld, выпущенной в январе.2015 № по каталогу AU / 9.5 Автоматизированные сварочные системы для сварки MIG Краткое описание Применение в промышленности Строительное оборудование Автомобильные компоненты
Системы Auto-Axcess E с системой мониторинга данных Insight Weld, выпущенной в январе.2015 № по каталогу AU / 9.5 Автоматизированные сварочные системы для сварки MIG Краткое описание Применение в промышленности Строительное оборудование Автомобильные компоненты
Дополнительная информация Модули цифрового ввода
 8 172 TX-I / O Цифровые входные модули TXM1.8D TXM1.16D Две полностью совместимые версии: TXM1.8D: 8 входов, каждый с трехцветным светодиодом (зеленый, желтый или красный) TXM1.16D: как TXM1.8X , но 16 входов, каждый с
8 172 TX-I / O Цифровые входные модули TXM1.8D TXM1.16D Две полностью совместимые версии: TXM1.8D: 8 входов, каждый с трехцветным светодиодом (зеленый, желтый или красный) TXM1.16D: как TXM1.8X , но 16 входов, каждый с
Дополнительная информация ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ В этом разделе описывается, как: очистить объектив, очистить фильтр воздухозаборника вентилятора, заменить проекционную лампу, заменить батарейки в пульте дистанционного управления, используя функцию замка Kensington
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ В этом разделе описывается, как: очистить объектив, очистить фильтр воздухозаборника вентилятора, заменить проекционную лампу, заменить батарейки в пульте дистанционного управления, используя функцию замка Kensington
Дополнительная информация Линейно-интерактивный синусоидальный ИБП SmartPro 230 В, 1000 ВА, 900 Вт, SNMP, веб-карта, стойка 2U / башня, USB, последовательный порт DB9
 Линейно-интерактивный ИБП SmartPro 230 В, 1000 ВА, 900 Вт, синусоидальный ИБП, SNMP, веб-карта, стойка 2U / башня, USB, DB9. Серийный номер модели: SMX1000RT2U Основные особенности Линейно-интерактивный стоечный / башенный ИБП 1 кВА / 1000 ВА / 900 Вт, синус
Линейно-интерактивный ИБП SmartPro 230 В, 1000 ВА, 900 Вт, синусоидальный ИБП, SNMP, веб-карта, стойка 2U / башня, USB, DB9. Серийный номер модели: SMX1000RT2U Основные особенности Линейно-интерактивный стоечный / башенный ИБП 1 кВА / 1000 ВА / 900 Вт, синус
Дополнительная информация ДИЗЕЛЬНАЯ СИЛА, РАСШИРЕННЫЕ ВОЗМОЖНОСТИ
 ДИЗЕЛЬНАЯ МОЩНОСТЬ, РАСШИРЕННЫЕ ВОЗМОЖНОСТИ Ranger 305 D Показано: Ranger 305 D, K1727-3 ОСНОВНЫЕ ХАРАКТЕРИСТИКИ Выберите Ranger 305 D для повышения эффективности использования топлива и совместимости с дизельными парками.305 D – это
ДИЗЕЛЬНАЯ МОЩНОСТЬ, РАСШИРЕННЫЕ ВОЗМОЖНОСТИ Ranger 305 D Показано: Ranger 305 D, K1727-3 ОСНОВНЫЕ ХАРАКТЕРИСТИКИ Выберите Ranger 305 D для повышения эффективности использования топлива и совместимости с дизельными парками.305 D – это
Дополнительная информация Электронные нагрузки постоянного тока серии 8500
 Технические данные Электронные нагрузки постоянного тока серии 8500 2400 Вт 600 Вт – 1200 Вт 300 Вт Универсальные и экономичные электронные нагрузки постоянного тока Программируемые электронные нагрузки постоянного тока серии 8500 могут использоваться для тестирования и оценки
Технические данные Электронные нагрузки постоянного тока серии 8500 2400 Вт 600 Вт – 1200 Вт 300 Вт Универсальные и экономичные электронные нагрузки постоянного тока Программируемые электронные нагрузки постоянного тока серии 8500 могут использоваться для тестирования и оценки
Дополнительная информация HySTAT ВОДОРОДНЫЕ ГЕНЕРАТОРЫ
 ГИСТАТОРЫ ГИДРОГЕНА HySTAT Водород на месте СИЛА ЭКСПЕРТИЗЫ Компания Hydrogenics имеет давние традиции создания высокоэффективных электролизеров воды.С момента своего создания в 1948 году (под названием Electrolyser
ГИСТАТОРЫ ГИДРОГЕНА HySTAT Водород на месте СИЛА ЭКСПЕРТИЗЫ Компания Hydrogenics имеет давние традиции создания высокоэффективных электролизеров воды.С момента своего создания в 1948 году (под названием Electrolyser
Дополнительная информация Руководство по эксплуатации и установке
 Руководство по эксплуатации и установке RCM-10 Монитор дистанционного управления и RSM-10 Монитор состояния для CNA-100 и CNA-200 Automations Revision 1.1 9/98 ИНФОРМАЦИЯ О ГАРАНТИИ Пульт дистанционного управления RCM-10
Руководство по эксплуатации и установке RCM-10 Монитор дистанционного управления и RSM-10 Монитор состояния для CNA-100 и CNA-200 Automations Revision 1.1 9/98 ИНФОРМАЦИЯ О ГАРАНТИИ Пульт дистанционного управления RCM-10
Дополнительная информация OZW30.Центральный блок СИНЕРГИР
 2 841 SYNERGYR Central Unit OZW30 Собирает данные счетов из квартир. Создает изображение потребления тепла в каждой квартире и делает его доступным для считывания. Законы о контроле комнатной температуры
2 841 SYNERGYR Central Unit OZW30 Собирает данные счетов из квартир. Создает изображение потребления тепла в каждой квартире и делает его доступным для считывания. Законы о контроле комнатной температуры
Дополнительная информация TAA-совместимый SmartPro 120 В, 1 кВт, 8 кВт, линейно-интерактивный ИБП с синусоидальной волной, SNMP, веб-карта, стойка 1U, USB, последовательный порт DB9.
 ТАА-совместимый SmartPro 120В 1кВА.Линейно-интерактивный синусоидальный ИБП мощностью 8 кВт, SNMP, веб-карта, стойка 1U, USB, DB9 Серийный номер модели: SM1000RM1UTAA Описание Tripp Lite SM1000RM1UTAA 1000 ВА / 1 кВА / 800 Вт, линия
ТАА-совместимый SmartPro 120В 1кВА.Линейно-интерактивный синусоидальный ИБП мощностью 8 кВт, SNMP, веб-карта, стойка 1U, USB, DB9 Серийный номер модели: SM1000RM1UTAA Описание Tripp Lite SM1000RM1UTAA 1000 ВА / 1 кВА / 800 Вт, линия
Дополнительная информация Руководство по установке дисплея HMI
 Дисплей HMI Руководство по установке Описание продукта Характеристики Важная информация o Содержимое упаковки o Сопутствующие документы o Принадлежности Предупреждения и предупреждения Монтаж и размеры o BAC-DIS-ENC
Дисплей HMI Руководство по установке Описание продукта Характеристики Важная информация o Содержимое упаковки o Сопутствующие документы o Принадлежности Предупреждения и предупреждения Монтаж и размеры o BAC-DIS-ENC
Дополнительная информация 3000 Вт Инвертор
 ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ИСТОЧНИКА 3000 Вт, модель № 4573000, чтобы снизить риск получения травмы, пользователь должен прочитать и понять это руководство по эксплуатации.НАСТОЯЩЕЕ РУКОВОДСТВО СОДЕРЖИТ ВАЖНУЮ ИНФОРМАЦИЮ О
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ИСТОЧНИКА 3000 Вт, модель № 4573000, чтобы снизить риск получения травмы, пользователь должен прочитать и понять это руководство по эксплуатации.НАСТОЯЩЕЕ РУКОВОДСТВО СОДЕРЖИТ ВАЖНУЮ ИНФОРМАЦИЮ О
Дополнительная информация AN3353 Замечание по применению
 Замечание по применению Стандартное тестирование IEC 61000-4-2 Введение Настоящая заметка по применению адресована техническим инженерам и разработчикам для объяснения того, как устройства защиты STMicroelectronics тестируются в соответствии с
Замечание по применению Стандартное тестирование IEC 61000-4-2 Введение Настоящая заметка по применению адресована техническим инженерам и разработчикам для объяснения того, как устройства защиты STMicroelectronics тестируются в соответствии с
Дополнительная информация VDSL Ethernet LAN Extender
 110VDSLEXT 110VDSLEXTGB 110VDSLEXTEU Руководство по эксплуатации VDSL Ethernet LAN Extender 10/100 VDSL Ethernet LAN Extender Kit для однопроводного провода Заявление о соответствии FCC Данное оборудование было протестировано и
110VDSLEXT 110VDSLEXTGB 110VDSLEXTEU Руководство по эксплуатации VDSL Ethernet LAN Extender 10/100 VDSL Ethernet LAN Extender Kit для однопроводного провода Заявление о соответствии FCC Данное оборудование было протестировано и
Дополнительная информация SmartPro 100/110 / 120V 1.Линейно-интерактивный синусоидальный ИБП мощностью 5 кВт, 900 Вт, Tower, SNMP, веб-карта, USB, DB9 Serial
 SmartPro 100/110/120 В, 1,5 кВА, 900 Вт, линейно-интерактивный синусоидальный ИБП, Tower, SNMP, веб-карта, USB, DB9. Серийный номер модели: SMART1500SLT. Синусоидальный выход
SmartPro 100/110/120 В, 1,5 кВА, 900 Вт, линейно-интерактивный синусоидальный ИБП, Tower, SNMP, веб-карта, USB, DB9. Серийный номер модели: SMART1500SLT. Синусоидальный выход
Дополнительная информация 2350-012. Глава 3 Сварка МИГ / МАГ
 250-012 Глава Сварка МИГ / МАГ 2000-489 Сварка МИГ / МАГ Перенос металла Сопло горелки Контактный наконечник Газовая защита Расплавленный металл Электродная проволока Сварочный шов Руководство по сварке и сварке МИГ / МАГ
250-012 Глава Сварка МИГ / МАГ 2000-489 Сварка МИГ / МАГ Перенос металла Сопло горелки Контактный наконечник Газовая защита Расплавленный металл Электродная проволока Сварочный шов Руководство по сварке и сварке МИГ / МАГ
Дополнительная информация , Автоматизация | Британика
Автоматизация , применение машин к задачам, которые когда-то выполнялись людьми, или, все чаще, к задачам, которые в противном случае были бы невозможны. Хотя термин «механизация» часто используется для обозначения простой замены человеческого труда машинами, автоматизация обычно подразумевает интеграцию машин в систему самоуправления. Автоматизация произвела революцию в тех областях, в которых она была внедрена, и едва ли есть аспект современной жизни, который не был бы затронут ею.
Термин «автоматизация» был придуман в автомобильной промышленности около 1946 года для описания более широкого использования автоматических устройств и средств управления в механизированных производственных линиях. Происхождение слова связано с Д.С. Хардером, инженером-менеджером Ford Motor Company в то время. Этот термин широко используется в производственном контексте, но он также применяется вне производства в связи с множеством систем, в которых существует значительная замена механического, электрического или компьютеризированного действия для человеческого усилия и интеллекта.
В общем случае автоматизация может быть определена как технология, связанная с выполнением процесса с помощью запрограммированных команд в сочетании с автоматическим контролем обратной связи для обеспечения надлежащего выполнения инструкций. Полученная система способна работать без вмешательства человека. Развитие этой технологии становится все более зависимым от использования компьютеров и компьютерных технологий. Следовательно, автоматизированные системы становятся все более сложными и сложными.Усовершенствованные системы представляют собой уровень возможностей и производительности, которые во многих отношениях превосходят способности людей выполнять те же действия.
Технология автоматизации достигла такого уровня, когда ряд других технологий развились из нее и достигли признания и статуса своих собственных. Робототехника – одна из этих технологий; это специализированная отрасль автоматизации, в которой автомат обладает определенными антропоморфическими или человеческими характеристиками.Наиболее типичной человеческой характеристикой современного промышленного робота является механическая рука с механическим приводом. Рукоятка робота может быть запрограммирована на перемещение в последовательности движений для выполнения полезных задач, таких как загрузка и выгрузка деталей на производственном станке или выполнение последовательности точечных сварных швов на деталях из листового металла кузова автомобиля во время сборки. Как показывают эти примеры, промышленные роботы, как правило, используются для замены людей, работающих на фабриках.
Получите эксклюзивный доступ к контенту из нашего первого издания 1768 года с вашей подпиской.Подпишитесь сегодня В этой статье рассматриваются основы автоматизации, включая ее историческое развитие, принципы и теорию работы, приложения в производстве и в некоторых сферах услуг и отраслях, важных в повседневной жизни, и влияющих на человека и общество в целом. В статье также рассматривается развитие и технология робототехники как важная тема в области автоматизации. Для связанных тем см. Информатику и обработку информации.
Историческое развитие автоматизации
Технология автоматизации произошла из смежной области механизации, которая началась в промышленной революции.Механизация относится к замене человеческой (или животной) силы механической силой какой-либо формы. Движущей силой механизации была склонность человечества создавать инструменты и механические устройства. Некоторые важные исторические разработки в области механизации и автоматизации, приведшие к современным автоматизированным системам, описаны здесь.
Ранние разработки
Первые инструменты из камня представляли собой попытки доисторического человека направить свою физическую силу под контроль человеческого разума.Тысячи лет, несомненно, потребовались для разработки простых механических устройств и механизмов, таких как колесо, рычаг и шкив, с помощью которых можно было бы увеличить силу человеческих мышц. Следующим расширением стала разработка силовых машин, которые не требовали человеческой силы для работы. Примеры таких машин включают водяные колеса, ветряные мельницы и простые паровые устройства. Более 2000 лет назад китайцы разработали триммеры, работающие на проточной воде и водяных колесах.Первые греки экспериментировали с простыми реактивными двигателями, приводимыми в движение паром. Механические часы, представляющие собой довольно сложную сборку с собственным встроенным источником питания (весом), были разработаны примерно в 1335 году в Европе. Ветряные мельницы с механизмами автоматического поворота паруса были разработаны в средние века в Европе и на Ближнем Востоке. Паровой двигатель явился крупным достижением в разработке силовых машин и ознаменовал начало промышленной революции. В течение двух столетий, прошедших с момента появления парового двигателя Watt, были разработаны двигатели и машины с приводом от двигателя, которые получают энергию из пара, электричества, химических, механических и ядерных источников.
Каждая новая разработка в истории машин с приводом привела к увеличению требований к устройствам управления для управления мощностью машины. Самые ранние паровые двигатели требовали, чтобы человек открывал и закрывал клапаны, сначала чтобы впустить пар в камеру поршня, а затем выпустить его. Позже был разработан механизм золотникового клапана для автоматического выполнения этих функций. Тогда единственной потребностью человека-оператора было регулировать количество пара, которое контролировало скорость и мощность двигателя.Это требование к человеческому вниманию при работе парового двигателя было устранено губернатором с шариками. Это устройство, изобретенное Джеймсом Уаттом в Англии, состояло из утяжеленного шарика на шарнирном рычаге, механически соединенного с выходным валом двигателя. По мере увеличения скорости вращения вала центробежная сила заставляла утяжеленный шар перемещаться наружу. Это движение контролировало клапан, который уменьшал подачу пара в двигатель, тем самым замедляя двигатель. Регулятор «шарик-шарик» остается элегантным ранним примером системы управления с отрицательной обратной связью, в которой увеличение производительности системы используется для снижения активности системы.
Отрицательная обратная связь широко используется в качестве средства автоматического управления для достижения постоянного рабочего уровня системы. Типичным примером системы управления с обратной связью является термостат, используемый в современных зданиях для контроля температуры в помещении. В этом устройстве снижение комнатной температуры вызывает замыкание электрического переключателя, в результате чего включается нагревательный элемент. При повышении комнатной температуры выключатель размыкается и подача тепла отключается. Термостат можно настроить так, чтобы он включал нагревательный прибор в любой заданной точке.
Еще одним важным событием в истории автоматизации стал жаккардовый станок (см. Фотографию), который продемонстрировал концепцию программируемой машины. Около 1801 года французский изобретатель Жозеф-Мари Жаккард изобрел автоматический ткацкий станок, способный производить сложные узоры в текстиле, управляя движением множества челноков из разноцветных нитей. Выбор различных образцов был определен программой, содержащейся в стальных картах, в которых были пробиты отверстия. Эти карты были предками бумажных карт и лент, которые управляют современными автоматами.Концепция программирования машины получила дальнейшее развитие в конце 19-го века, когда английский математик Чарльз Бэббидж предложил сложный механический «аналитический механизм», который мог выполнять арифметику и обработку данных. Хотя Бэббидж так и не смог завершить его, это устройство было предшественником современного цифрового компьютера. Смотрите компьютеры, историю.
Жаккардовый ткацкий станок Жаккардовый ткацкий станок, гравировка, 1874 г. В верхней части машины находится стопка перфокарт, которая подается в ткацкий станок для управления рисунком ткачества.Этот метод автоматической выдачи машинных инструкций использовался компьютерами еще в 20 веке. Беттман Архив , Полуавтомат для резки Производители и поставщики, Китай Полуавтомат для резки Производители и фабрики Тип бизнеса: Производитель / Factory
, Другой Основная продукция: Сварочное оборудование
, Электрод Сушильный шкаф
, Сушилка для сварочной проволоки
Разъем сварочного кабеля
Газ Резка Станок Mgmt.Сертификация: ISO 9001 Город / провинция: Вэньчжоу, Чжэцзян
Diamond Member Тип бизнеса: Торговая компания Основная продукция: Фронтальный погрузчик
Экскаватор
Бульдозер
, Дорожный каток
, Автогрейдер Mgmt.Сертификация: ISO 9001 Город / провинция: Циндао, Шаньдун
Результаты полуавтомат для резки
Золотой участник Тип бизнеса: Производитель / Factory
, Торговая компания Основная продукция: Ультразвуковая машина для шитья , Ультразвуковая стегальная машина , Ультразвуковая швейная машина Машина ультразвуковой резки Аппарат ультразвуковой сварки Mgmt.Сертификация: ISO 9001, ISO 9000, QC 080000, GMP Город / провинция: Чанчжоу, Цзянсу
Diamond Member Тип бизнеса: Производитель / Factory
, Торговая компания Основная продукция: Бумажный стаканчик Машина Флексографская печатная машина , Die Резка Станок Mgmt.Сертификация: ISO 20000 Город / провинция: Вэньчжоу, Чжэцзян
Diamond Member Тип бизнеса: Производитель / Factory Основная продукция: Фрезерный станок с чпу
ЧПУ Станок , Обрабатывающий центр с ЧПУ
Станок лазерной гравировки , Гравюра по металлу станок Mgmt.Сертификация: ISO 9001, ISO 9000 Город / провинция: Цзинань, Шаньдун
Золотой участник Тип бизнеса: Производитель / Factory Основная продукция: Обувная машина Гидравлический Резка Станок Прессформы станок , Die Резка Станок Город / провинция: Яньчэн, Цзянсу
Diamond Member Тип бизнеса: Производитель / Factory
Корпорация Групп Основная продукция: Лазер Станок Лазерная маркировка Станок Рентген Аппарат Станок лазерной гравировки , Станок гибкого лазерного бурения Станок Mgmt.Сертификация: ISO 9001 Город / провинция: Дунгуань, Гуандун
Diamond Member Тип бизнеса: Производитель / Factory
, Торговая компания Основная продукция: Резка Станок , Резка станок Сварочный аппарат , Ультразвуковой Резка Станок , Рулонные шторы Машина Mgmt.Сертификация: ISO 9001 Город / провинция: Дунгуань, Гуандун
![]()
Программные решения Power Wave
Программные решения Power Wave Power Wave Manager Мониторинг производства CheckPoint 2.2 WeldScore PowerWaveSoftware.com Программные решения Power Wave Многие переменные могут негативно повлиять на вашу работу;
BURNY 8 TAKE CONTROL
BURNY 8 TAKE CONTROL Обновите до 8 и возьмите под контроль Burny 8 на базе ОС Windows 8 В конкурентном бизнесе плазменной резки с ЧПУ необходимо максимально увеличить производительность и производительность. Это может произойти только
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ TIG INVERTER
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ TIG Содержание Содержание Предупреждение Общее описание Блок-схема Основные параметры Принципиальная схема Установка и эксплуатация Осторожно Техническое обслуживание Список запасных частей Устранение неисправностей 3 4 4
Система резервирования питания Cisco 2300
Система резервирования электропитания Cisco 2300 Система резервирования электропитания Cisco 2300 (RPS 2300) повышает доступность для конвергентных сетей передачи данных, голоса и видео.Система обеспечивает резервирование источника питания и
ДОПОЛНИТЕЛЬНАЯ МОЩНОСТЬ, ДОПОЛНИТЕЛЬНАЯ ЭФФЕКТИВНОСТЬ
EXTRA POWER, EXTRA PERFORMANCE Ranger 250 GXT Показано: Ranger 250 GXT, K2382-4 ОСНОВНЫЕ ХАРАКТЕРИСТИКИ Ranger 250 GXT имеет все необходимое для строительных и ремонтных работ. Универсальная сварочная мощность переменного / постоянного тока
Бесперебойный источник питания
96-01101 / ред.2e / 2-2-12 Источник бесперебойного питания ИСКЛЮЧИТЕЛЬНАЯ ПОДДЕРЖКА И ЗАЩИТА Источник бесперебойного питания с энергосберегающим дизайном, оптимизированный для удовлетворения потребностей систем аудио / видео Особенности
8-портовый сетевой коммутатор PoE
Страница 1 из 12 Руководство пользователя 8-портового сетевого коммутатора PoE Номер документа 91I00-1 Ред. A август 2009 г. Предупреждение Федеральной комиссии по связи США: Страница 2 из 12 Данное устройство было проверено и признано соответствующим нормам для класса
Advantium 2 Plus Alarm
Сигнал тревоги ADI 9510-B Advantium 2 Plus ИНСТРУКЦИИ ПО УСТАНОВКЕ И ЭКСПЛУАТАЦИИ Внимательно прочитайте эти инструкции перед началом работы Внимательно прочитайте данные по Controls Corporation of America 1501 Harpers Road Virginia
Применение NC-12 Modbus
NC-12 Modbus Применение NC-12 1 Содержание 1 Содержание… 2 2 Глоссарий … 3 SCADA … 3 3 NC-12 Modbus в целом … 3 4 Вся система … 4 4.1 Варианты подключения PFC к ПК … 4 4.1.1
2350-011. Глава 2 Сварка ВИГ
350-011 Глава Сварка ВИГ Сварка ВИГ Обзор и руководство по сварке ВИГ Схема ручной установки для сварки ВИГ Шлем / маска Защитная одежда Наполнитель металлический стержень Заземление зажима Извлечение дыма
Сварочная система PipeWorx
Сварочная система PipeWorx, выпущенная в августе 014 годаPWS / .0 Многопроцессные системы сварки труб Краткие технические характеристики Процесс сварки труб Производство трубопроводов НПЗ Нефтехимия Энергетика, вентиляция и водоснабжение
Подстанции вторичного блока
14 SWITCHGEAR Вторичные подстанции блока Обзор Siemens предлагает широкий выбор конструкций подстанций блоков для удовлетворения потребностей клиентов. Блок подстанции состоит из одного или нескольких трансформаторов механически
SmartPro 120V 2.Линейно-интерактивный синусоидальный ИБП 2 кВА, 1,92 кВт, опция SNMP, веб-карта, стойка 2U, ЖК-дисплей, USB, последовательный порт DB9
SmartPro 120 В, 2,2 кВА, 1,92 кВт, линейно-интерактивный синусоидальный ИБП, SNMP, опция веб-карты, 2U стойка / башня, ЖК-дисплей, USB, DB9. Серийный номер модели: SMART2200RM2U. Основные характеристики: 2,2 кВА / 2200 ВА / 1920 Вт, интерактивная линия 2U,
Сетевой видеорегистратор AXIS 262+
31433 / RU / R4 / 0803 Комплексное решение для видеозаписи в сети Комплексное решение для видеозаписи в сети Представьте себе это: простая и надежная система видеонаблюдения “plug-and-play” для отелей, магазинов, банков,
Auto-Axcess E Systems
Системы Auto-Axcess E с системой мониторинга данных Insight Weld, выпущенной в январе.2015 № по каталогу AU / 9.5 Автоматизированные сварочные системы для сварки MIG Краткое описание Применение в промышленности Строительное оборудование Автомобильные компоненты
Модули цифрового ввода
8 172 TX-I / O Цифровые входные модули TXM1.8D TXM1.16D Две полностью совместимые версии: TXM1.8D: 8 входов, каждый с трехцветным светодиодом (зеленый, желтый или красный) TXM1.16D: как TXM1.8X , но 16 входов, каждый с
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ В этом разделе описывается, как: очистить объектив, очистить фильтр воздухозаборника вентилятора, заменить проекционную лампу, заменить батарейки в пульте дистанционного управления, используя функцию замка Kensington
Линейно-интерактивный синусоидальный ИБП SmartPro 230 В, 1000 ВА, 900 Вт, SNMP, веб-карта, стойка 2U / башня, USB, последовательный порт DB9
Линейно-интерактивный ИБП SmartPro 230 В, 1000 ВА, 900 Вт, синусоидальный ИБП, SNMP, веб-карта, стойка 2U / башня, USB, DB9. Серийный номер модели: SMX1000RT2U Основные особенности Линейно-интерактивный стоечный / башенный ИБП 1 кВА / 1000 ВА / 900 Вт, синус
ДИЗЕЛЬНАЯ СИЛА, РАСШИРЕННЫЕ ВОЗМОЖНОСТИ
ДИЗЕЛЬНАЯ МОЩНОСТЬ, РАСШИРЕННЫЕ ВОЗМОЖНОСТИ Ranger 305 D Показано: Ranger 305 D, K1727-3 ОСНОВНЫЕ ХАРАКТЕРИСТИКИ Выберите Ranger 305 D для повышения эффективности использования топлива и совместимости с дизельными парками.305 D – это
Электронные нагрузки постоянного тока серии 8500
Технические данные Электронные нагрузки постоянного тока серии 8500 2400 Вт 600 Вт – 1200 Вт 300 Вт Универсальные и экономичные электронные нагрузки постоянного тока Программируемые электронные нагрузки постоянного тока серии 8500 могут использоваться для тестирования и оценки
HySTAT ВОДОРОДНЫЕ ГЕНЕРАТОРЫ
ГИСТАТОРЫ ГИДРОГЕНА HySTAT Водород на месте СИЛА ЭКСПЕРТИЗЫ Компания Hydrogenics имеет давние традиции создания высокоэффективных электролизеров воды.С момента своего создания в 1948 году (под названием Electrolyser
Руководство по эксплуатации и установке
Руководство по эксплуатации и установке RCM-10 Монитор дистанционного управления и RSM-10 Монитор состояния для CNA-100 и CNA-200 Automations Revision 1.1 9/98 ИНФОРМАЦИЯ О ГАРАНТИИ Пульт дистанционного управления RCM-10
OZW30.Центральный блок СИНЕРГИР
2 841 SYNERGYR Central Unit OZW30 Собирает данные счетов из квартир. Создает изображение потребления тепла в каждой квартире и делает его доступным для считывания. Законы о контроле комнатной температуры
TAA-совместимый SmartPro 120 В, 1 кВт, 8 кВт, линейно-интерактивный ИБП с синусоидальной волной, SNMP, веб-карта, стойка 1U, USB, последовательный порт DB9.
ТАА-совместимый SmartPro 120В 1кВА.Линейно-интерактивный синусоидальный ИБП мощностью 8 кВт, SNMP, веб-карта, стойка 1U, USB, DB9 Серийный номер модели: SM1000RM1UTAA Описание Tripp Lite SM1000RM1UTAA 1000 ВА / 1 кВА / 800 Вт, линия
Руководство по установке дисплея HMI
Дисплей HMI Руководство по установке Описание продукта Характеристики Важная информация o Содержимое упаковки o Сопутствующие документы o Принадлежности Предупреждения и предупреждения Монтаж и размеры o BAC-DIS-ENC
3000 Вт Инвертор
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ИСТОЧНИКА 3000 Вт, модель № 4573000, чтобы снизить риск получения травмы, пользователь должен прочитать и понять это руководство по эксплуатации.НАСТОЯЩЕЕ РУКОВОДСТВО СОДЕРЖИТ ВАЖНУЮ ИНФОРМАЦИЮ О
AN3353 Замечание по применению
Замечание по применению Стандартное тестирование IEC 61000-4-2 Введение Настоящая заметка по применению адресована техническим инженерам и разработчикам для объяснения того, как устройства защиты STMicroelectronics тестируются в соответствии с
VDSL Ethernet LAN Extender
110VDSLEXT 110VDSLEXTGB 110VDSLEXTEU Руководство по эксплуатации VDSL Ethernet LAN Extender 10/100 VDSL Ethernet LAN Extender Kit для однопроводного провода Заявление о соответствии FCC Данное оборудование было протестировано и
SmartPro 100/110 / 120V 1.Линейно-интерактивный синусоидальный ИБП мощностью 5 кВт, 900 Вт, Tower, SNMP, веб-карта, USB, DB9 Serial
SmartPro 100/110/120 В, 1,5 кВА, 900 Вт, линейно-интерактивный синусоидальный ИБП, Tower, SNMP, веб-карта, USB, DB9. Серийный номер модели: SMART1500SLT. Синусоидальный выход
2350-012. Глава 3 Сварка МИГ / МАГ
250-012 Глава Сварка МИГ / МАГ 2000-489 Сварка МИГ / МАГ Перенос металла Сопло горелки Контактный наконечник Газовая защита Расплавленный металл Электродная проволока Сварочный шов Руководство по сварке и сварке МИГ / МАГ
Автоматизация | Британика
Автоматизация , применение машин к задачам, которые когда-то выполнялись людьми, или, все чаще, к задачам, которые в противном случае были бы невозможны. Хотя термин «механизация» часто используется для обозначения простой замены человеческого труда машинами, автоматизация обычно подразумевает интеграцию машин в систему самоуправления. Автоматизация произвела революцию в тех областях, в которых она была внедрена, и едва ли есть аспект современной жизни, который не был бы затронут ею.
Термин «автоматизация» был придуман в автомобильной промышленности около 1946 года для описания более широкого использования автоматических устройств и средств управления в механизированных производственных линиях. Происхождение слова связано с Д.С. Хардером, инженером-менеджером Ford Motor Company в то время. Этот термин широко используется в производственном контексте, но он также применяется вне производства в связи с множеством систем, в которых существует значительная замена механического, электрического или компьютеризированного действия для человеческого усилия и интеллекта.
В общем случае автоматизация может быть определена как технология, связанная с выполнением процесса с помощью запрограммированных команд в сочетании с автоматическим контролем обратной связи для обеспечения надлежащего выполнения инструкций. Полученная система способна работать без вмешательства человека. Развитие этой технологии становится все более зависимым от использования компьютеров и компьютерных технологий. Следовательно, автоматизированные системы становятся все более сложными и сложными.Усовершенствованные системы представляют собой уровень возможностей и производительности, которые во многих отношениях превосходят способности людей выполнять те же действия.
Технология автоматизации достигла такого уровня, когда ряд других технологий развились из нее и достигли признания и статуса своих собственных. Робототехника – одна из этих технологий; это специализированная отрасль автоматизации, в которой автомат обладает определенными антропоморфическими или человеческими характеристиками.Наиболее типичной человеческой характеристикой современного промышленного робота является механическая рука с механическим приводом. Рукоятка робота может быть запрограммирована на перемещение в последовательности движений для выполнения полезных задач, таких как загрузка и выгрузка деталей на производственном станке или выполнение последовательности точечных сварных швов на деталях из листового металла кузова автомобиля во время сборки. Как показывают эти примеры, промышленные роботы, как правило, используются для замены людей, работающих на фабриках.
Получите эксклюзивный доступ к контенту из нашего первого издания 1768 года с вашей подпиской.Подпишитесь сегодняВ этой статье рассматриваются основы автоматизации, включая ее историческое развитие, принципы и теорию работы, приложения в производстве и в некоторых сферах услуг и отраслях, важных в повседневной жизни, и влияющих на человека и общество в целом. В статье также рассматривается развитие и технология робототехники как важная тема в области автоматизации. Для связанных тем см. Информатику и обработку информации.
Историческое развитие автоматизации
Технология автоматизации произошла из смежной области механизации, которая началась в промышленной революции.Механизация относится к замене человеческой (или животной) силы механической силой какой-либо формы. Движущей силой механизации была склонность человечества создавать инструменты и механические устройства. Некоторые важные исторические разработки в области механизации и автоматизации, приведшие к современным автоматизированным системам, описаны здесь.
Ранние разработки
Первые инструменты из камня представляли собой попытки доисторического человека направить свою физическую силу под контроль человеческого разума.Тысячи лет, несомненно, потребовались для разработки простых механических устройств и механизмов, таких как колесо, рычаг и шкив, с помощью которых можно было бы увеличить силу человеческих мышц. Следующим расширением стала разработка силовых машин, которые не требовали человеческой силы для работы. Примеры таких машин включают водяные колеса, ветряные мельницы и простые паровые устройства. Более 2000 лет назад китайцы разработали триммеры, работающие на проточной воде и водяных колесах.Первые греки экспериментировали с простыми реактивными двигателями, приводимыми в движение паром. Механические часы, представляющие собой довольно сложную сборку с собственным встроенным источником питания (весом), были разработаны примерно в 1335 году в Европе. Ветряные мельницы с механизмами автоматического поворота паруса были разработаны в средние века в Европе и на Ближнем Востоке. Паровой двигатель явился крупным достижением в разработке силовых машин и ознаменовал начало промышленной революции. В течение двух столетий, прошедших с момента появления парового двигателя Watt, были разработаны двигатели и машины с приводом от двигателя, которые получают энергию из пара, электричества, химических, механических и ядерных источников.
Каждая новая разработка в истории машин с приводом привела к увеличению требований к устройствам управления для управления мощностью машины. Самые ранние паровые двигатели требовали, чтобы человек открывал и закрывал клапаны, сначала чтобы впустить пар в камеру поршня, а затем выпустить его. Позже был разработан механизм золотникового клапана для автоматического выполнения этих функций. Тогда единственной потребностью человека-оператора было регулировать количество пара, которое контролировало скорость и мощность двигателя.Это требование к человеческому вниманию при работе парового двигателя было устранено губернатором с шариками. Это устройство, изобретенное Джеймсом Уаттом в Англии, состояло из утяжеленного шарика на шарнирном рычаге, механически соединенного с выходным валом двигателя. По мере увеличения скорости вращения вала центробежная сила заставляла утяжеленный шар перемещаться наружу. Это движение контролировало клапан, который уменьшал подачу пара в двигатель, тем самым замедляя двигатель. Регулятор «шарик-шарик» остается элегантным ранним примером системы управления с отрицательной обратной связью, в которой увеличение производительности системы используется для снижения активности системы.
Отрицательная обратная связь широко используется в качестве средства автоматического управления для достижения постоянного рабочего уровня системы. Типичным примером системы управления с обратной связью является термостат, используемый в современных зданиях для контроля температуры в помещении. В этом устройстве снижение комнатной температуры вызывает замыкание электрического переключателя, в результате чего включается нагревательный элемент. При повышении комнатной температуры выключатель размыкается и подача тепла отключается. Термостат можно настроить так, чтобы он включал нагревательный прибор в любой заданной точке.
Еще одним важным событием в истории автоматизации стал жаккардовый станок (см. Фотографию), который продемонстрировал концепцию программируемой машины. Около 1801 года французский изобретатель Жозеф-Мари Жаккард изобрел автоматический ткацкий станок, способный производить сложные узоры в текстиле, управляя движением множества челноков из разноцветных нитей. Выбор различных образцов был определен программой, содержащейся в стальных картах, в которых были пробиты отверстия. Эти карты были предками бумажных карт и лент, которые управляют современными автоматами.Концепция программирования машины получила дальнейшее развитие в конце 19-го века, когда английский математик Чарльз Бэббидж предложил сложный механический «аналитический механизм», который мог выполнять арифметику и обработку данных. Хотя Бэббидж так и не смог завершить его, это устройство было предшественником современного цифрового компьютера. Смотрите компьютеры, историю.
Жаккардовый ткацкий станок Жаккардовый ткацкий станок, гравировка, 1874 г. В верхней части машины находится стопка перфокарт, которая подается в ткацкий станок для управления рисунком ткачества.Этот метод автоматической выдачи машинных инструкций использовался компьютерами еще в 20 веке. Беттман Архив , Полуавтомат для резки Производители и поставщики, Китай Полуавтомат для резки Производители и фабрики
Diamond Member
Diamond Member
Diamond Member
Золотой участник
Diamond Member
Diamond Member
![]()
| Тип бизнеса: | Производитель / Factory , Другой |
| Основная продукция: | Сварочное оборудование , Электрод Сушильный шкаф , Сушилка для сварочной проволоки Разъем сварочного кабеля Газ Резка Станок |
| Mgmt.Сертификация: | ISO 9001 |
| Город / провинция: | Вэньчжоу, Чжэцзян |
| Тип бизнеса: | Торговая компания |
| Основная продукция: | Фронтальный погрузчик Экскаватор Бульдозер , Дорожный каток , Автогрейдер |
| Mgmt.Сертификация: | ISO 9001 |
| Город / провинция: | Циндао, Шаньдун |
Результаты полуавтомат для резки
Золотой участник| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основная продукция: | Ультразвуковая машина для шитья , Ультразвуковая стегальная машина , Ультразвуковая швейная машина Машина ультразвуковой резки Аппарат ультразвуковой сварки |
| Mgmt.Сертификация: | ISO 9001, ISO 9000, QC 080000, GMP |
| Город / провинция: | Чанчжоу, Цзянсу |
| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основная продукция: | Бумажный стаканчик Машина Флексографская печатная машина , Die Резка Станок |
| Mgmt.Сертификация: | ISO 20000 |
| Город / провинция: | Вэньчжоу, Чжэцзян |
| Тип бизнеса: | Производитель / Factory |
| Основная продукция: | Фрезерный станок с чпу ЧПУ Станок , Обрабатывающий центр с ЧПУ Станок лазерной гравировки , Гравюра по металлу станок |
| Mgmt.Сертификация: | ISO 9001, ISO 9000 |
| Город / провинция: | Цзинань, Шаньдун |
| Тип бизнеса: | Производитель / Factory |
| Основная продукция: | Обувная машина Гидравлический Резка Станок Прессформы станок , Die Резка Станок |
| Город / провинция: | Яньчэн, Цзянсу |
| Тип бизнеса: | Производитель / Factory Корпорация Групп |
| Основная продукция: | Лазер Станок Лазерная маркировка Станок Рентген Аппарат Станок лазерной гравировки , Станок гибкого лазерного бурения Станок |
| Mgmt.Сертификация: | ISO 9001 |
| Город / провинция: | Дунгуань, Гуандун |
| Тип бизнеса: | Производитель / Factory , Торговая компания |
| Основная продукция: | Резка Станок , Резка станок Сварочный аппарат , Ультразвуковой Резка Станок , Рулонные шторы Машина |
| Mgmt.Сертификация: | ISO 9001 |
| Город / провинция: | Дунгуань, Гуандун |