Изготовление цанг по чертежам – Изготовление цанг по вашему чертежу. Бесплатная доставка по России
alexxlab | 09.08.2019 | 0 | Разное
Изготовление цанг по вашему чертежу. Бесплатная доставка по России
Качественная оснастка станков с ЧПУ позволяет сократить расходы при обработке любой поверхности деталей, минимизирует возникновение дефектов и изъянов. К приспособлениям, сокращающим число бракованных слесарных изделий, относятся цанги, которые надежно зажимают хвостовик инструмента, предотвращают смещение относительно оси шпинделя.
В нашей компании Вы можете заказать изготовление цанг как по вашим чертежам, так и по нашему каталогу. Отправить свой чертеж Вы можете через форму на этой странице.
Ознакомиться с каталогом
Осуществляется изготовление цанг на производственных мощностях Индии. Мы являемся официальным представителем компании Tecnicrafts Industries в России.
Tecnicrafts — это завод по производству высокоточных элементов оснастки, который является лидером в своем сегменте. Оперативное выполнение заказа и быстрая доставка – главная цель нашей компании. Комплексные поставки в страны СНГ и Россию осуществляются напрямую из производственных мощностей, без посредников. Это весомый аргумент в процессе ценообразования на продукцию.
Для изготовления цанг закупается высококачественный материал, обладающий оптимальными свойствами износостойкости и твердости. Сырье известных мировых производителей отличается надежностью и долговечностью. Добросовестный изготовитель цанги не запустит на конвейер производства, не убедившись в идеально подобранном расходном материале, в отсутствии микротрещин на поверхности заготовок. После тщательного исследования приступают к формированию отверстий и лепестков цанги.
Алгоритм изготовления цанг с диаметром отверстия более 1 мм:
- формирование центрального отверстия;
- применение электроэрозионного шлифования. Через сформированное отверстие пропускают проволоку, которая во время вращения цанги подается по радиусу отверстия и шлифует его до заданных размеров;
- формирование лепестков цанги. После прекращения вращения цанги задействуют подачу детали вдоль оси паза, отключают напряжение и проволоку снова размещают в центр отверстия. Цангу проворачивают на нужный угол, и прорезают следующий паз. Число данных манипуляций и градус поворота детали зависит от количества лепестков. Прецизионное исполнение данного элемента оснастки обеспечивает высокую точность обработки деталей.
На заводе Tecnicrafts, продукцию которого Вы можете заказать у нас, используют сталь повышенной прочности. Поставляемый инструмент не деформируется, не теряет заявленных характеристик даже после длительного применения. Поставки заказанной продукции осуществляются в максимально сжатые сроки абсолютно бесплатно для наших клиентов!.
Ознакомиться с каталогом
Чтобы заказать цанги, позвоните по телефону +7 (351) 750-19-09 или свяжитесь с нами по указанным на этой странице контактам.
techprom74.ru
Цанги для подачи и зажатия прутка « ООО “ОМТС” Запасные части к станкам, оснастка и комплектующие.
Наша компания имеет возможность поставки зажимных и подающих цанг для станков токарной группы.
1Б240-6, 1А240-6, К106, 1Б265-6, 1265, 1Б265М, 1А136, 1И140П, 1Б(Д)118.
Ассортимент на складе в наличии.
Изготовление по чертежам заказчика.
| d | d1 | d2 | d3 | d4 | l1 | l2 | l3 | l4 | l5 | L | Модель станка |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 2-12 | 12,5 | 17 | 16 | М16 | 15 | 20 | 22 | 10 | 20 | 70 | 1112, 1А112 |
| 2-18 | 18,5 | 24 | 22 | М22 | 20 | 25 | 26 | 10 | 22 | 85 | 1118, 1А118 |
| 6-24 | 25 | 30 | 28 | М28 | 25 | 30 | 30 | 12 | 24 | 94 | 1124, 1А124 |
| 10-36 | 36,5 | 42 | 40 | М40 | 30 | 40 | 32 | 12 | 28 | 116 | 1136, 1А136 |
| d | d1 | d2 | d3 | d4 | l1 | l2 | l3 | l4 | l5 | L | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 3-12 | 17 | 30 | 22 | 22 | 8 | 13 | 21 | 13 | 10 | 55 | 1112, 1А112 |
| 6-18 | 23 | 38 | 28 | 28 | 8 | 20 | 25 | 16 | 12 | 70 | 1118, 1А118 |
| 8-30 | 30 | 48 | 35 | 38 | 10 | 21 | 32 | 18 | 14 | 80 | 1124, 1А124 |
| 22-37 | 42 | 60 | 48 | 50 | 16 | 35 | 36 | 24 | 16 | 94 | 1136, 1А136 |
Если Вы не нашли интересующую Вас позицию, свяжитесь с нами по телефону
8(863)2-500-814,и мы предоставим Вам полную информацию!
В токарных автоматах выдвижение (подача) и зажим прутка производятся при помощи механизма, существенными звеньями которого являются подающие и зажимные цанги.
Подающая цанга представляет собой разрезную втулку, губки которой при термической обработке находились в сжатом состоянии. Упругость ее губок должна обеспечивать зажим прутка с силой, достаточной для того, чтобы перемещать его в осевом направлении при раскрытой зажимной цанге. Вместе с тем упругая сила губок подающей цанги не должна быть слишком велика, так как подающая цанга должна проскальзывать по прутку, перемещаясь в исходное положение, в то время как пруток удерживается зажимной цангой.
Подающая цанга и труба подачи имеют резьбовое соединение. Когда пруток зажат зажимной цангой, подающая цанга, двигаясь назад, проскальзывает в исходное положение. Перед подачей зажимная цанга освобождает пруток, и подающая цанга перемещается вместе с ним вперед, захватывая его с силой предварительного натяга цанги.
В последнее время получили применение подающие цанги со сменными вкладышами, которые обеспечивают их более рациональное использование, так как дают возможность одну и ту же цангу применять для подачи прутков разного диаметра и профиля.
По условиям работы подающие цанги должны обладать высокой износостойкостью, вследствие чего они обычно изготовляются из цементируемой стали или из стали с повышенным содержанием легирующих элементов.
Автоматический зажим прутка на токарных автоматах производится при помощи зажимной цанги, помещаемой в переднем конце шпинделя.
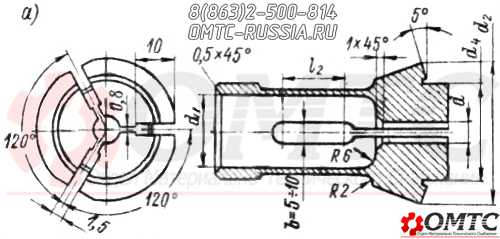
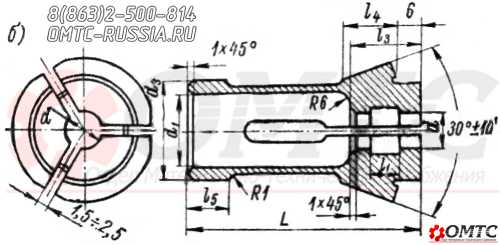
а — диаметром до 5 мм; б — диаметром от 6 до 36 мм.
Существуют различные конструкции зажимных цанг и, соответственно, методы зажима. На револьверных автоматах применение получили цанги с обратным конусом. Такое крепление прутка обеспечивает большую жесткость, так как осевое усилие резания увеличивает силу зажатия прутка цангой.
Цанга может упираться в шпиндель станка своей передней частью. В этом случае для зажима прутка на цангу находит втулка, к которой необходимо приложить сжимающее усилие. Такое крепление обеспечивает точную подачу прутка, так как в процессе зажима цанга остается неподвижной в осевом направлении, а перемещается втулка.
Основным недостатком указанной схемы крепления прутка является сравнительное увеличение габаритов зажимного механизма.
В зажимных цангах для круглого и шестигранного материала делается три прорези, для квадратного — четыре.
Зажимные цанги обычно изготовляют из сталей У8, 9ХС; после закалки они должны иметь твердость рабочей части RC~ 58—60, а хвостовой — RC ~ 38—50.
В последнее время находят применение цанги с переходными сменными губками, которые крепятся к основному телу цанги винтами. Такие цанги на практике оказываются весьма удобными, так как зажимают губками прутки разных диаметров. Таким образом, комплект цанг для различных диаметров прутков заменяется комплектом губок. Кроме того, улучшаются условия термической обработки цанг, так как сменные губки термически обрабатываются самостоятельно.
Недостатком цанг со сменными губками является сложность конструкции и несколько пониженная жесткость.
Цанги, применяемые для обработки деталей, вызывающих небольшие силы резания, имеют обычно шлифованное отверстие, благодаря чему поверхность прутка в местах зажатия не портится. При больших силах резания для увеличения трения между прутком и цангой зажимную поверхность делают рифленой.
omtc-russia.ru
Разработка технологического процесса изготовления детали «Цанга разжимная 7146-4389 | Технология машиностроения
курсачТМпечать\Karta_naladki_мойготовый.cdw
курсачТМпечать\Kursach_TMмойпечать.docx
курсачТМпечать\Medvedev_titulnikмой.docx
курсачТМпечать\MKмой.docx
курсачТМпечать\OK 016 маркировка.docx
курсачТМпечать\OK_Kontrol_1мой.docx
курсачТМпечать\OK_shlifovalnaya_47.docx
курсачТМпечать\OK_shlifovalnaya_50(1).docx
курсачТМпечать\OK_shlifovalnaya_50(2).docx
курсачТМпечать\OK_shlifovalnaya_50(3).docx
курсачТМпечать\OK_shlifovalnaya_опер60.docx
курсачТМпечать\OK_shlifovalnaya_опер65.docx
курсачТМпечать\OK_shlifovalnaya_опер70.docx
курсачТМпечать\OK_shlifovalnaya_опер75(1).docx
курсачТМпечать\OK_shlifovalnaya_опер75(2).docx
курсачТМпечать\OK_shlifovalnaya_опер75(3).docx
курсачТМпечать\OK_tokarnayaмой.docx
курсачТМпечать\OK_tokarnayaмойустанов2.docx
курсачТМпечать\OK_эрозионка.docx
курсачТМпечать\operatsionnye_eskizy_A1мой.cdw
курсачТМпечать\Soderzhanie_TMмой.docx
курсачТМпечать\ОК 025 моечная.docx
курсачТМпечать\ОК 085 моечная.docx
курсачТМпечать\окопер35.docx
курсачТМпечать\окопер40.docx
курсачТМпечать\окопер45.docx
курсачТМпечать\окопер50.docx
курсачТМпечать\окопер55.docx
курсачТМпечать\окопер60.docx
курсачТМпечать\окопер65.docx
курсачТМпечать\окопер70.docx
курсачТМпечать\окопер75.docx
курсачТМпечать\окопер80.docx
курсачТМпечать\окфрезерная с чпу.docx
курсачТМпечать\Чертеждетальготово.cdw
курсачТМпечать\Чертежзаготовка.cdw
курсачТМпечать
vmasshtabe.ru
Металлообработка по чертежам заказчика – АО КоСПАС

АО КоСПАС занимается металлообработкой в Москве в области точного машиностроения с 1991 года.
Наши Заказчики:
АО “АВИААВТОМАТИКА” им. В.В. Тарасова”, АО «ЦНИИТОЧМАШ», АО «ИНЕРЦИАЛЬНЫЕ ТЕХНОЛОГИИ ТЕХНОКОМПЛЕКСА», ПАО “ИНЭУМ им. И.С. Брука”, АО “ВНИИР-ПРОГРЕСС”, АО «ЦНИИХМ», АО «НТЦ «ЯДЕРНО-ФИЗИЧЕСКИЕ ИССЛЕДОВАНИЯ», ООО «АТОМПРОМКОМПЛЕКС», АО “КЛИМОВСКИЙ СПЕЦИАЛИЗИРОВАННЫЙ ПАТРОННЫЙ ЗАВОД”, АО «МОСКАБЕЛЬМЕТ», АО «КРАСНЫЙ ОКТЯБРЬ», АО «БУГУЛЬМИНСКИЙ ЭЛЕКТРОНАСОСНЫЙ ЗАВОД» и многие другие.
За прошедшие 25 лет нами накоплен значительный технологический опыт по решению стандартных и нестандартных задач обработки различных материалов – от цветных металлов и пластиков до твердых сплавов и керамики.
Основное производственное направление – изготовление сложных корпусных изделий приборной и авиационной тематики из титана, алюминиевых сплавов и стали с высокими требованиями к точности. Мы не варим заборы, не точим мебельные ручки, не фрезеруем дверные петли.
Наше оборудование (обрабатывающие центры с ЧПУ фирмы HAAS и универсальные металлорежущие станки зарубежного и отечественного производства), в цехе, позволяет выполнять по чертежу всю гамму работ по высокоточной металлообработке с высоким качеством.
Механосборочный участок с квалифицированным персоналом обеспечивает возможность изготовления не только отдельных деталей, но и законченных узлов и агрегатов «под ключ».
Мы оказываем услугу “металлообработка в Москве и области” с доставкой изделий нашим транспортом. Во всех остальных регионах – транспортными компаниями.
Услуги металлообработки по видам работ:
Металлообработка ЧПУ для серийных изделий и деталей сложной формы
При обработке серийных деталей и точных изделий со сложной формообразующей поверхностью мы используем современные фрезерные обрабатывающие центры HAAS VF-2YT, HAAS TM-2P, HAAS SuperMini Mill и токарно-револьверный центр HAAS ST-20. Для многоосевой металлообработки используется агрегатированный поворотный стол HAAS HRT-210.



Металлообработка на заказ для единичных изделий и партий малых объемов на универсальных станках
Для изготовления деталей простой формы при малых объемах заказа наша компания располагает широким спектром универсального оборудования и квалифицированными станочниками с большим опытом работы. Это позволяет сократить трудоемкость подготовительных технологических работ по сравнению с ЧПУ и снижает стоимость и сроки выполнения заказа. Со стороны заказчика необходим только чертеж детали.



Комплексная металлообработка на заказ для технологически сложных деталей и узлов
Чем больше различных технологических операций при обработке детали, тем больше требуется видов оборудования. Это не только станки, но и сварка, термичка, гальваника, слесарная оснастка. Металлообработка на заказ в Москве и области производится предприятиями различной оснащенности. Существуют компании, специализирующиеся исключительно на токарных или фрезерных работах. Есть предприятия, выполняющие только металлообработку ЧПУ. Многие изготовители не занимаются термообработкой, покрытиями, сборочными работами.
Мы специализируемся не только на металлообработке ЧПУ – токарной или фрезерной, а на комплексной металлообработке на заказ, которая подразумевает широкий спектр технологических операций. Для этого наше предприятие располагает различными видами металлообрабатывающего оборудования, обеспечивающего полный цикл изготовления.



Примеры работ с ценами приведены ниже. Более подробная информация содержится в разделах “ЦЕНЫ” и “ФРЕЗЕРНЫЕ РАБОТЫ”
| Описание | Фото | Цена за 1 шт, руб |
|
ДЕТАЛИ НА ЗАКАЗ УПРУГИЙ ЦЕНТРИРУЮЩИЙ ЭЛЕМЕНТ
Материал Сталь 65Г Термообработка HRC 46…52 Токарка Шлифовка (прорезка винтового паза шлифовальным кругом) Слесарка Количество в заказе – 48шт |
 |
1980руб + НДС |
|
ДЕТАЛИ НА ЗАКАЗ ЦАНГА Материал Сталь 40Х Термообработка HRC 32…36 Токарка универсальная Фрезеровка универсальная Слесарка Покрытие – цинк Количество в заказе – 14шт |
 |
3850руб + НДС |
|
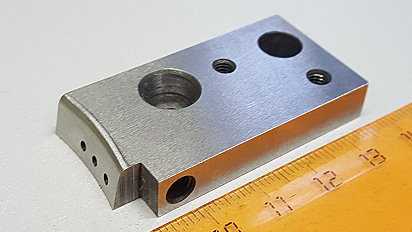
СЕРИЙНЫЕ ФРЕЗЕРНЫЕ РАБОТЫ КРЫШКА
Материал Д16Т Фрезеровка ЧПУ с промежуточной термостабилизацией Слесарка Серийность – 480шт в год |
 |
3920руб + НДС |
|
ФРЕЗЕРНЫЕ РАБОТЫ ЧПУ ПОВЫШЕННОЙ СЛОЖНОСТИ ВИЗИР
Материал Д16Т Фрезеровка ЧПУ 4-х осевая непрерывная + послойная фрезеровка с тремя промежуточными термостабилизациями Токарка Слесарка Количество в заказе – 3шт |
 |
43200руб + НДС |
|
ТОКАРНЫЕ РАБОТЫ МАХОВИК
Материал Д16Т Токарка универсальная Слесарка Количество в заказе – 14шт |
 |
680руб + НДС |
|
ТОКАРНЫЕ РАБОТЫ ЧПУ ЧЕРВЯК НЕСТАНДАРТНОГО ПРОФИЛЯ
Материал сталь 40Х Термообработка HRC 40…44 Токарка ЧПУ Фрезеровка универсальная Слесарка Количество в заказе – 1шт |
 |
12700руб + НДС |
|
ТОКАРНО ФРЕЗЕРНЫЕ РАБОТЫ ПЯТА ОПОРНАЯ
Материал титан ВТ6 Токарка ЧПУ Фрезеровка ЧПУ 4-х осевая Слесарка Количество в заказе – 300шт |
 |
887руб + НДС |
|
ТОКАРНО ФРЕЗЕРНЫЕ РАБОТЫ БАРАБАН
Материал Д16Т Токарка универсальная Фрезеровка ЧПУ 4-х осевая Слесарка Количество в заказе – 1шт |
 |
112560руб + НДС |
|
ШЛИФОВАЛЬНЫЕ РАБОТЫ НОЖ ПРОСЕЧНОЙ
Материал Сталь 9ХС Термообработка HRC 57…61 Фрезеровка универсальная Шлифовка плоская и профильная Слесарка
Количество в заказе – 28шт |
 |
780руб + НДС |
|
ШЛИФОВАЛЬНЫЕ РАБОТЫ ПНЕВМОНОЖ
Материал Сталь ХВГ Термообработка HRC 52…56 Фрезеровка ЧПУ Шлифовка плоская и профильная Слесарка Количество в заказе – 8шт |
 |
8730руб + НДС |
|
МЕХАНОСБОРОЧНЫЕ РАБОТЫ ПРИВОД ИЗЛУЧАТЕЛЯ
Изготовление корпусных деталей Изготовление деталей механизма наведения Сборка Юстировка Количество в заказе – 1шт |
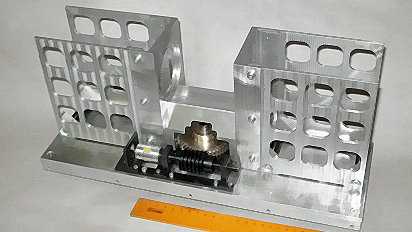 |
44850руб + НДС |
kospas.ru
Инструмент по чертежам заказчика
Компания ООО «Ригер-Новосибирск» работает на инструментальном рынке России с 2001 года. Нашими заказчиками являются такие предприятия, как ОАО «РЖД», группой компаний «ГАЗ», концерн «Уралвагонзавод», ОАО «КАМАЗ», ОАО «СОЛЛЕРС», ОАО «Компания «СУХОЙ», ОАО «Концерн ПВО «Алмаз-Антей» и многие другие.
Предлагаем производство инструмента по Вашим чертежам:
Сверла специальные по чертежам заказчика из быстрорежущей стали. |
|
Производим разработку чертежей специальных развёрток по конкретным деталям заказчика. |
|
Метчики специальные по чертежам заказчика из быстрорежущей стали. |
|
|
Машинные и гаечные метчики:
Конструкция метчиков машинных по ГОСТ 3266-81 , гаечных по ГОСТ 1604 -71. Технические требования по ГОСТ 3449 – 84. Машинные и гаечные метчики для цилиндрической трубной резьбы:
Конструкция по ГОСТ 3266 -81. Технические требования по ГОСТ 3449 – 84. Метчики для нарезания резьбы:
Конструкция, размеры и технические требования по ГОСТ 6227 – 80 . Метчики для нарезания трапециедальной резьбы:
На заказ изготавливаются различные специальные метчики по чертежам потребителей:
|
|
Развёртки, зенкера и цековки специальные по чертежам заказчика из быстрорежущей стали. |
|
Производим разработку чертежей специальных развёрток, зенкеров и цековок по конкретным деталям заказчика. |
|
Концевые, дисковые, фасонные фрезы по ГОСТам и по чертежам заказчика из быстрорежущей стали. |
|
На заказ также изготавливаются различные специальные концевые и насадные острозаточенные и затылованные фрезы по конкретным деталям и чертежам заказчика. |
|
Инструмент по чертежам заказчика
Компания ООО «Ригер-Новосибирск» работает на инструментальном рынке России с 2001 года. Нашими заказчиками являются такие предприятия, как ОАО «РЖД», группой компаний «ГАЗ», концерн «Уралвагонзавод», ОАО «КАМАЗ», ОАО «СОЛЛЕРС», ОАО «Компания «СУХОЙ», ОАО «Концерн ПВО «Алмаз-Антей» и многие другие.
Предлагаем производство инструмента по Вашим чертежам:
Сверла специальные по чертежам заказчика из быстрорежущей стали. |
|
Производим разработку чертежей специальных развёрток по конкретным деталям заказчика. |
|
Метчики специальные по чертежам заказчика из быстрорежущей стали. |
|
|
Машинные и гаечные метчики:
Конструкция метчиков машинных по ГОСТ 3266-81 , гаечных по ГОСТ 1604 -71. Технические требования по ГОСТ 3449 – 84. Машинные и гаечные метчики для цилиндрической трубной резьбы:
Конструкция по ГОСТ 3266 -81. Технические требования по ГОСТ 3449 – 84. Метчики для нарезания резьбы:
Конструкция, размеры и технические требования по ГОСТ 6227 – 80 . Метчики для нарезания трапециедальной резьбы:
На заказ изготавливаются различные специальные метчики по чертежам потребителей:
|
|
Развёртки, зенкера и цековки специальные по чертежам заказчика из быстрорежущей стали. |
|
Производим разработку чертежей специальных развёрток, зенкеров и цековок по конкретным деталям заказчика. |
|
Концевые, дисковые, фасонные фрезы по ГОСТам и по чертежам заказчика из быстрорежущей стали. |
|
На заказ также изготавливаются различные специальные концевые и насадные острозаточенные и затылованные фрезы по конкретным деталям и чертежам заказчика. |
|
riger.ru
Главная – Камский Инструментальный Центр
Инструментальное Производство ИП Евсеев С.В. имеет многолетний опыт работы по производству широкого спектра инструмента. Мы производим мерительный, вспомогательный, режущий инструмент, разнообразную сложную оснастку и проводим мехобработку сложных и точных деталей по чертежам заказчика. В основе нашей работы лежит принцип оперативности по проработке поступающих заказов и их изготовлению. Так, после выдачи заявки наши заказчики получают от нас информацию по возможности, цене и сроку изготовления интересующей продукции максимум в течение 1-3 суток.
Наше предприятие также осуществляет технологическую подготовку производства у заказчика в части оснащения всем необходимым специальным инструментом при запуске в производстве новых деталей, проведением у заказчика сертификации системы менеджмента качества. Наше производство оснащено импортным оборудованием ведущих мировых фирм-производителей: VOUMARD (Швейцария), FAVRETTO (Италия), LINDNER (Германия), FRITZ STUDER (Швейцария), MATRIX (Англия), TOYO OSAKA CORPORATION (Япония), REISHAUER (Швейцария), BLOHM, JUNG (Германия), WASINO (Япония), CHURCHILLE (Великобритания), MAAG (Швейцария), AGIE (Швейцария), TOYODA (Япония) и т.д. В производстве имеется термоконстантный зал обеспечивающий в помещении постоянную температуру и влажность, что необходимо при производстве мерительного инструмента и оснастки с микронной точностью. Имеющееся оборудование и высококвалифицированный персонал предприятия позволяет выполнять самые сложные задачи по оперативному качественному изготовлению инструмента, оснастки, обеспечивая все необходимые требования предъявляемые заказчикам.
В настоящее время наше предприятие осуществляет поставку и оснащение инструментом 552 предприятия различного вида деятельности по всей территорий Российской Федерации.
Персонал предприятия состоит из высококлассных и уникальных специалистов, имеющих большой опыт работы в инструментальном производстве.
Мы готовы немедленно включаться в работу по обеспечению Ваших производств и предприятий инструментом и сложной оснасткой. Руководителей предприятий, главных инженеров, руководителей инструментальных служб и отделов, руководителей отделов материально-технического обеспечения предприятий, главных технологов в случае заинтересованности в работе с нашим предприятием просим обращаться по имеющимся контактам в рубрике контакты.
Надеемся на взаимовыгодное и долгосрочное сотрудничество.
С уважением коллектив Инструментального Производства ИП Евсеев С.В.
www.kaminscenter.ru