Изготовление форм для литья из алюминия: ✅Формы для литья алюминия – от 3 дней заказ от 3 000 рублей – МосЛИТ
alexxlab | 05.04.1985 | 0 | Разное
область применения и этапы изготовления.
Главная
Новости компании
Изготовление пресс-форм из алюминия
29 Января 2020
Для массового производства мелких деталей широко используется метод литья из пластиковых композитов, для которого нужны алюминиевые пресс-формы. Форма для литья представляет собой заготовку из цветного металла – алюминия, которая повторяет контуры будущего изделия. Использование пресс-форм позволяет существенно ускорить массовый выпуск деталей из пластика, резины, композитных материалов, гарантируя высокую точность отливаемых изделий.
К преимуществам алюминиевых пресс-форм относятся:
- выпуск полностью идентичных изделий;
- высокая точность заданным геометрическим параметрам;
- многократное использование для крупносерийного производства;
- устойчивость к высоким температурам и резкому охлаждению;
- отсутствие деформаций в процессе использования.

Область применения
Алюминиевые пресс-формы широко применяются для изготовления:
- бытовых изделий;
- предметов для домашнего обихода;
- комплектующих электроинструментов;
- деталей для автомобилей, мотоциклов, другого транспорта;
- элементов компьютерной и бытовой техники;
- других деталей и элементов, которые можно изготовить методом литья.
Принцип работы
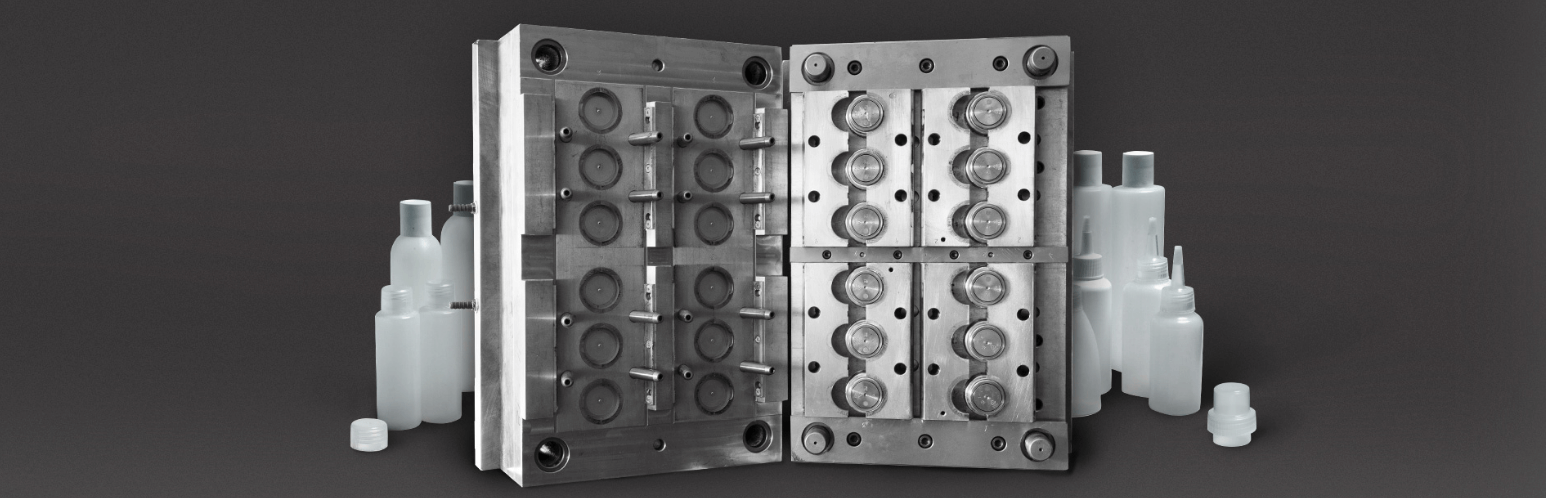
Производство пресс-форм из алюминия – это технически сложный процесс, требующий высокой точности. Они включают подвижную часть – матрицу и неподвижную – пуансон. С их помощью формируются полости, которые являются обратным оттиском внешней поверхности заготовки. Чтобы сделать отверстия используются гладкие знаки. Если нужно создать элементы с внутренней и внешней резьбой, применяются резьбовые знаки и кольца.
Подвод расплавленного материала будущего изделия выполняется через литьевую систему.
Этапы изготовления
Процесс изготовления пресс-форм для литья включает несколько основных этапов:
- подготовка конструкторско-технологической документации;
- производство заготовок;
- доводка и обработка изделий;
- испытания.
1. Конструкторско-технологическая документация.
На первом этапы готовятся эскизы изделий, строятся 3D-модели. Затем выполняется проектирование пресс-форм, оно заключается в конструкторской проработке модели и ее разделение на отдельные конструкционные элементы. Далее проводится проработка каждого отдельного элемента, формирование линии разделения детали, шиберов и вставок.
2. Производство.
Этап производства включает конструирование, прототипирование и сборку пресс-формы.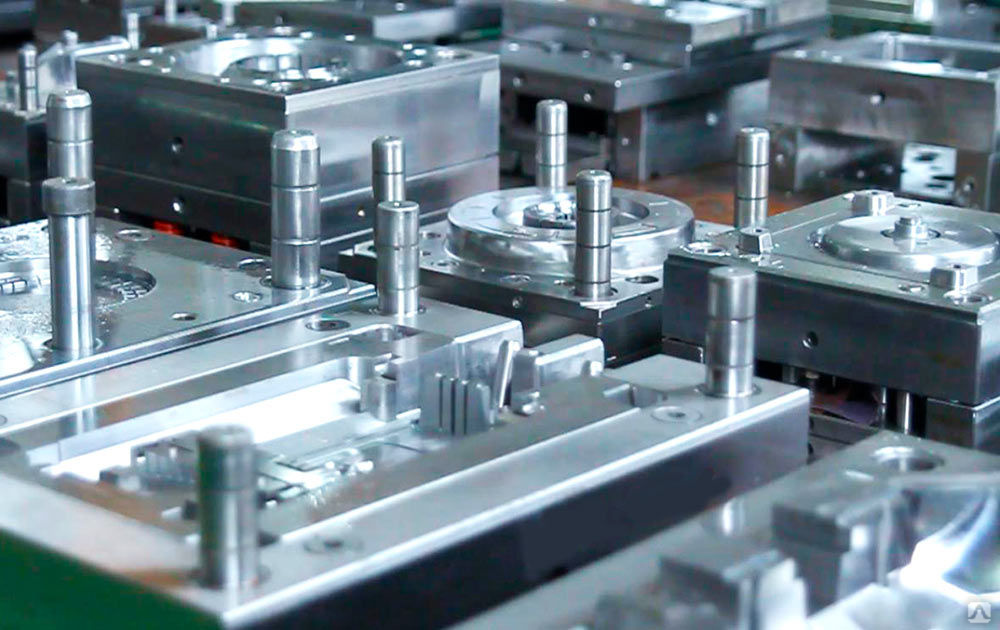 Она включает в себя большое число деталей, которые должны точно соответствовать друг другу. В конечном итоге, кроме пакета плит, структура пресс-формы включает следующие системы:
Она включает в себя большое число деталей, которые должны точно соответствовать друг другу. В конечном итоге, кроме пакета плит, структура пресс-формы включает следующие системы:
- центрирования;
- литниковая;
- выталкивания;
- охлаждения;
- формообразующих элементов.
В пресс-формах может использоваться литниковая система трех типов:
- холодноканальная;
- горячеканальная;
- комбинированная.
Наиболее дешевой является холодноканальная литниковая система.
3. Обработка и доводка.
Чтобы гарантировать требуемое соответствие выливаемых деталей 3D-модели, проводится финишная обработка. Основная часть работ выполняется на фрезерном станке, а затем проводится полирование. Фрезерная обработка алюминия чередуется с термическим закаливаем. Весь цикл состоит из следующих процедур:
- отжиг для снятия остаточных напряжений металла;
- предварительная механическая обработка;
- нормализация;
- получистовая механическая обработка;
- закалка;
- финишная обработка.
На последнем этапе производства выполняют полировку, подгонку и сборку пресс-форм.
4. Испытания.
Испытания выполняются в условиях, которые максимально приближены к реальному производству. Для этой процедуры используются специальные термопластавтоматы. Лучше проводить испытания на тех станках, где будут применяться формы при производстве деталей.
Виды пресс-форм
По принципу действия они делятся на две категории:
- прямого прессования – используются для деталей простой формы;
- литьевого прессования – подходят для серийного производства деталей сложной формы.
По числу формируемых объектов могут быть:
- одногнездными – за один цикл производится одна деталь;
- многогнездными – за цикл выпускается несколько деталей.
По использованию:
- съемные;
- стационарные.
По размещению плоскости разъема:
- вертикальные;
- горизонтальные.
Популярное
21 Июля 2020
Возможности и сферы применения 3D печати
21 Июля 2020Токарная обработка металла: оборудование и виды работ
5 Февраля 2020
Изготовление технологической оснастки
Изготовление форм для литья алюминия
Содержание
- 1 Литье алюминия в домашних условиях: изготовление форм, технологический процесс
- 2 Литье алюминия в домашних условиях
- 3 Процесс литья алюминия в домашних условиях
- 4 Литьё алюминия: особенности и процесс, оборудование и производство форм, алгоритм работы
- 5 Из чего сделать форму для заливки алюминия
- 6 Изготовление пресс-формы для литья алюминия под давлением
- 7 Из чего сделать форму для литья алюминия
- 8 Литье алюминия под давлением
- 9 Литьё алюминия: особенности и процесс, оборудование и производство форм, алгоритм работы
- 10 Литье алюминия в домашних условиях: изготовление форм, технологический процесс
- 11 Литье алюминия в домашних условиях: изготовление форм, технологический процесс
- 12 Фото отливок из алюминиевых сплавов
- 13 Литье алюминия под давлением
Литье алюминия в домашних условиях: изготовление форм, технологический процесс
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
Достичь температуры плавления без использования промышленных технологий можно различными способами. В старину кузнецы ковали сталь и разогревали ее энергией сжигаемого угля. Это первый вариант, но для его реализации понадобится печь с принудительной подачей воздуха.
Литье алюминия в домашних условиях
Литье алюминия в домашних условиях является отличным хобби, которое поможет скоротать свободное время и может выручить в самый неожиданный момент. Существует несколько методик подобного литья, множество из которых применяется в промышленном производстве, но некоторые также подходят для домашнего применения.
- Лом алюминия. В качестве лома можно использовать множество изделий, в том числе проволоку.
 Но следует выбирать более мягкую, так как она содержит меньшее количество оксидов.
Но следует выбирать более мягкую, так как она содержит меньшее количество оксидов. - Гипс. Формы для литья алюминия в домашних условиях лучше всего изготавливать из скульптурного гипса. Но стоимость его довольно высока, поэтому вполне подойдет обычный белый гипс. Его легко найти в любом строительном магазине. Главное, не перепутать его с алебастром, который похож на белый гипс, но категорически не подходит для литья.
- Воск или парафин. Воск является оптимальным вариантом, но парафин дешевле и его проще найти. Можно использовать обычные свечи, избавившись от фитиля и расплавив их.
- Емкости для плавления. Для плавления парафина можно использовать обычную жестяную посуду, а вот для плавления алюминия рекомендуется применять тару из нержавейки или чугуна.
- Источник высокой температуры. Использовать можно как специализированные муфельные или тигельные печи, так и обычные газовые горелки. Выбор источника нагрева индивидуален, зависит от объема требуемого расплавленного металла.
Технология литья деталей из алюминия в домашних условиях довольно проста, но требует тщательного выполнения требований и большого внимания к деталям. Наиболее простая технология заключается в заливке расплавленного алюминия в подготовленные формы. При этом необходимо иметь минимальный набор необходимого оборудования.
После застывания гипса форму из оргстекла необходимо снять. Затем следует удаление парафина. Это можно сделать, положив форму вверх ногами на горячий лист железа, разогреваемого на огне. Также можно прокипятить форму в воде, что позволит более тщательно избавиться от парафина. После этого гипсовую форму нужно высушить.
Затем следует подготовить гипсовую смесь, которая приготавливается с добавлением мелкозернистого песка (в соотношении один к одному). Это очень важно, так как чистый гипс содержит много влаги, которая испаряется при отливке детали и влияет на качество готового изделия.
Процесс литья алюминия в домашних условиях
Интересный факт, что алюминий является самым популярным металлом в мире.
На третьем этапе нужно подобрать воск, именно он является лучшим вариантом для литья деталей малого размера. Чистый воск стоит довольно дорого и его покупка возможна лишь в больших объемах, что не имеет никакого смысла, поэтому лучше всего приобретать обычные свечи, неважно какого вида. Именно при помощи их и будет происходить изготовления пресс форм.
К печам, в которых будет расплавлен алюминий, не предъявляется практически никаких требований, нужно достичь температуры 600 градусов и все. Необходимость печи возникает из-за того, что открытый огонь не обеспечивает такой температуры, именно поэтому приходится создавать закрытое пространство, разогретое до такой температуры.
Для того чтобы алюминий принял нужную форму, можно прибегнуть к использованию земли или изготовлению формы самостоятельно. Под первым вариантом предполагается, что пользователь должен вырыть яму определенно формы, в которую и будет производиться заливка алюминия.
Для начала следует вспомнить некоторые свойства алюминия. Он плавится при температуре 660 градусов, а его температура кипения – 2500 градусов. Главная особенность, на которую стоит обратить внимание – чрезвычайно быстрое окисление в случае контакта с воздухом. Зная свойства алюминия можно заниматься его литьем даже дома, многие люди самостоятельно создают различные устройства, помогающие в этом деле. Но большее количество проблем возникает именно на моменте изготовления формы для заливки.
Затем следует подготовить гипсовую смесь, которая приготавливается с добавлением мелкозернистого песка (в соотношении один к одному). Это очень важно, так как чистый гипс содержит много влаги, которая испаряется при отливке детали и влияет на качество готового изделия.![]()
Главной задачей является расплавление воска или парафина внутри формы с заменой пустот алюминием, после чего остывшую деталь можно легко достать. Первое, что нужно сделать – это подготовить опалубку, в качестве которой можно взять любую картонную коробку, например, из-под обуви, или изготовить ее из фанеры. В нее заливается парафин или воск.
Технология литья деталей из алюминия в домашних условиях довольно проста, но требует тщательного выполнения требований и большого внимания к деталям. Наиболее простая технология заключается в заливке расплавленного алюминия в подготовленные формы. При этом необходимо иметь минимальный набор необходимого оборудования.
- Лом алюминия. В качестве лома можно использовать множество изделий, в том числе проволоку. Но следует выбирать более мягкую, так как она содержит меньшее количество оксидов.
- Гипс. Формы для литья алюминия в домашних условиях лучше всего изготавливать из скульптурного гипса. Но стоимость его довольно высока, поэтому вполне подойдет обычный белый гипс.
 Его легко найти в любом строительном магазине. Главное, не перепутать его с алебастром, который похож на белый гипс, но категорически не подходит для литья.
Его легко найти в любом строительном магазине. Главное, не перепутать его с алебастром, который похож на белый гипс, но категорически не подходит для литья. - Воск или парафин. Воск является оптимальным вариантом, но парафин дешевле и его проще найти. Можно использовать обычные свечи, избавившись от фитиля и расплавив их.
- Емкости для плавления. Для плавления парафина можно использовать обычную жестяную посуду, а вот для плавления алюминия рекомендуется применять тару из нержавейки или чугуна.
- Источник высокой температуры. Использовать можно как специализированные муфельные или тигельные печи, так и обычные газовые горелки. Выбор источника нагрева индивидуален, зависит от объема требуемого расплавленного металла.
После застывания гипса форму из оргстекла необходимо снять. Затем следует удаление парафина. Это можно сделать, положив форму вверх ногами на горячий лист железа, разогреваемого на огне. Также можно прокипятить форму в воде, что позволит более тщательно избавиться от парафина.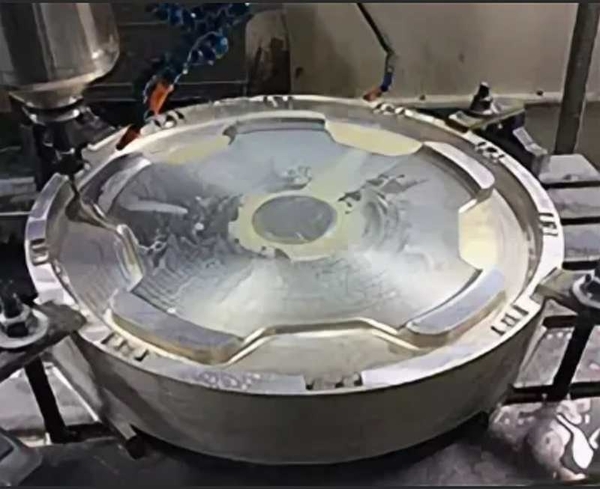 После этого гипсовую форму нужно высушить.
После этого гипсовую форму нужно высушить.
Этот металл до открытия и внедрения доступного способа промышленного получения считался драгоценным. На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением. Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования. А значит, литье алюминия в домашних условиях вполне возможно.
Алюминий нашел широкое применение в современном мире. Этот металл характеризуется легким весом, пластичностью и ковкостью, что позволяет использовать его во многих отраслях промышленности. Температура его плавления составляет 660°C. В производстве часто используется литье алюминия, благодаря которому изготавливаются всевозможные детали.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
На дно получившегося «аквариума» помещается модель детали. Очень желательно ее также прикрепить ко дну небольшим пластилиновым шариком, иначе выливаемый в опалубку раствор гипса может сместить модель, и форма получится кривая (у меня сперва так и получилось).
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку. Такой материал простой и дешевый в использовании.
Надо сказать, что процесс растопки свечей в 4-ех киловаттной муфельной печи без терморегулятора — это тот еще геморрой! Нужно сидеть и постоянно включать и выключать печку, чтобы спираль ТЭНа не успела разогреться до 1000°C. Настоятельно рекомендую — обзаведитесь терморегулятором для своей муфельной печи — сэкономьте электроэнергию, а главное — свои нервы!
Настоятельно рекомендую — обзаведитесь терморегулятором для своей муфельной печи — сэкономьте электроэнергию, а главное — свои нервы!
При использовании для разогрева материалов достаточно мощной печкой необходимо включить в цепь ее питания какой-нибудь регулятор температуры (если его нет). Такая модернизация сэкономит время, нервы и эл/энергию. Достаточно установить простейший реостат или регулируемый трансформатор (ЛАТР). Иначе придется постоянно заниматься включение/выключением прибора, чтобы не «загнать» температуру.
Также нужно помнить, что при застывании свечи дают очень заметную усадку. Посреди формы образуется глубокая воронка. Поэтому растапливайте свечи с большим запасом, потому как очень многое потом придется обрезать для получения ровного прямоугольного брусочка.
В общем, в работе со своей муфельной печью я неоднократно убедился, что без хорошего терморегулятора мне не обойтись. Именно поэтому первое изделие, которое я решил выплавить из алюминия — это корпус для терморегулятора муфельной печи, который будет одновременно радиатором для силовых симисторов, управляющих ТЭНами.
- В качестве каркаса используют стальную емкость, например, старую кастрюлю, сбоку которой нужно проделать отверстие для подачи воздуха через подведенный металлический патрубок.
- Воздух через шланг принудительно может подаваться с помощью пылесоса.
- Внутрь устройства проводится закладка каменного угля.
- Затем уголь поджигают и подают воздух, чтобы огонь не погас.
- Емкость для расплавления алюминия предварительно ставят внутри импровизированной печной конструкции и обкладывают ее с боков углем. При его сгорании обеспечивается равномерное распределение тепла.
- Чтобы тепло не расходовалось на окружающий воздух, сверху «кастрюльную» печь следует неплотно накрыть крышкой, оставив небольшую щель для выхода дыма.
Литьё алюминия: особенности и процесс, оборудование и производство форм, алгоритм работы
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
Банка с сырьем для плавки помещается внутрь другой жестянки и устанавливается на распорках таким образом, чтобы снизу до дна и с боков до стенок был зазор 5-10 мм. Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.
- Минимальная допустимая толщина стенок алюминиевых отливок – 0,8-1,2 мм;
- Масса производимых алюминиевых отливок – от 5 г до 12 кг;
- Шероховатость поверхности отливок согласно ГОСТ 2789-73 Ra = 3,2-10 мкм;
- Класс точности получаемых алюминиевых отливок по ГОСТ Р 53464-2009 : 3-8.
- Предварительно необходимо тщательно подготовить форму. Также при использовании метода «литье в землю» необходимо тщательно проверить уровень оптимального углубления и убедиться, что он в точности повторяет форму необходимой детали.

- Необходимо контролировать степень усадки, поскольку именно от этого будет зависеть качество процедуры плавка алюминия в домашних условиях.
- Для того чтобы усадка была минимальна, необходимо непосредственно на форме выполнить из глины специальный кант небольших размеров.
- Для правильного осуществления процедуры
следует использовать качественную стальную емкость, а также печь для литья алюминия. Также необходимо купить алюминий для литья в требуемом количестве, обращая внимание на его качество.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Из чего сделать форму для заливки алюминия
Литье алюминия в домашних условиях также можно организовать, если в хозяйстве имеется ацетиленовый генератор и резак. Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Как бы то ни было, но моя первая гипсовая форма для литья алюминия готова. Позднее я подробнее расскажу о тех граблях, которые возникают при литье алюминия в гипсовые формы, по которым мне лично довелось пройтись. Надеюсь, это поможет вам избежать моих ошибок.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности. Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.
Выливаем расплавленные свечи в нашу картонную форму и даем ей остыть. Остывает свеча очень долго. Даже если кажется, что все затвердело, внутри парафин/стеарин может быть еще жидким. Я заливал свечу вечером и лишь на следующее утро приступал к изготовлению модели детали. Хотя, конечно, все зависит от размеров.
Я заливал свечу вечером и лишь на следующее утро приступал к изготовлению модели детали. Хотя, конечно, все зависит от размеров.
- Лом алюминия. В качестве лома можно использовать множество изделий, в том числе проволоку. Но следует выбирать более мягкую, так как она содержит меньшее количество оксидов.
- Гипс. Формы для литья алюминия в домашних условиях лучше всего изготавливать из скульптурного гипса. Но стоимость его довольно высока, поэтому вполне подойдет обычный белый гипс. Его легко найти в любом строительном магазине. Главное, не перепутать его с алебастром, который похож на белый гипс, но категорически не подходит для литья.
- Воск или парафин. Воск является оптимальным вариантом, но парафин дешевле и его проще найти. Можно использовать обычные свечи, избавившись от фитиля и расплавив их.
- Емкости для плавления. Для плавления парафина можно использовать обычную жестяную посуду, а вот для плавления алюминия рекомендуется применять тару из нержавейки или чугуна.
- Источник высокой температуры. Использовать можно как специализированные муфельные или тигельные печи, так и обычные газовые горелки. Выбор источника нагрева индивидуален, зависит от объема требуемого расплавленного металла.
Изготовление пресс-формы для литья алюминия под давлением
Наше инструментальное производство обладает большим опытом проектирования и изготовления пресс-форм для литья деталей из алюминия под давлением различной сложности для нужд собственного производства и по коммерческим заказам. За время работы ООО НПО «Электроавтоматика» было выполнено более 239 проектов.
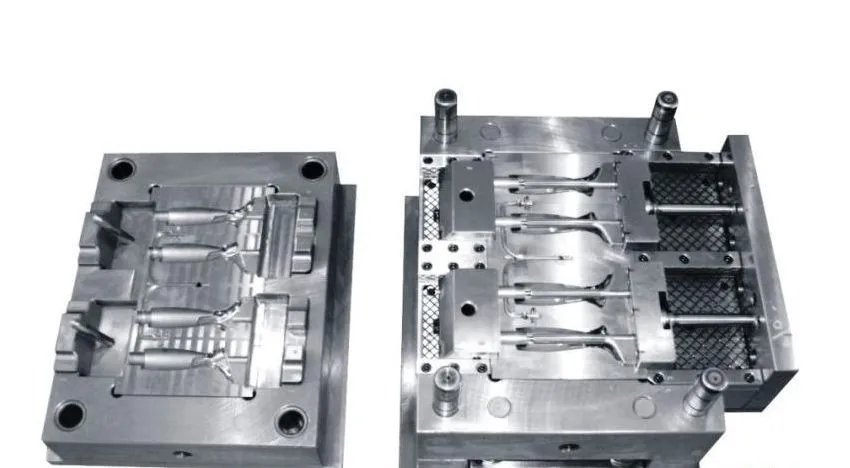
Данная оснастка представляет собой сложное устройство, предназначенное для получения изделий различной формы из алюминия, пластмассы, резины и других материалов под действием температуры и давления, создаваемого на литьевых машинах (термопластавтоматах). Основные формообразующие детали пресс-форм – это матрица и пуансон. Именно за счет матрицы и пуансона формируется готовое изделие, и от того, насколько качественно они изготовлены, зависит и качество конечного изделия в целом.
В НПО «Электроавтоматика» вы можете заказать изготовление пресс-формы для литья под давлением с доставкой по России. Наше предприятие имеет большой опыт в создании технологической оснастки и высокотехнологичную производственную базу. Область применения пресс-форм для алюминия очень обширна, так как они являются неотъемлемой частью любого серийного и мелкосерийного производства.
Производственная база нашей компании позволяет добиться поверхностей с различной шероховатостью до Ra 0,1 (зеркальная). Это, в свою очередь, приводит к идеальной поверхности отливаемой детали, которая не нуждается в дальнейшей обработке. В основе производственной системы НПО «Электроавтоматика» лежат не только собственные технологические разработки и опыт партнеров, но и научные открытия мирового уровня.
Качество и долговечность готовой технологической оснастки обеспечиваются за счет применения современных высокоэффективных станков с ЧПУ компании HAAS (США), а также электроэрозионных станков производства Mitsubishi (Япония). Формообразующие рабочие части изготавливаются из нержавеющей стали, что обеспечивает им высокий ресурс и надежность. Рабочие поверхности пресс-форм подвергаются полировке до 10 класса (зеркальная поверхность).
Формообразующие рабочие части изготавливаются из нержавеющей стали, что обеспечивает им высокий ресурс и надежность. Рабочие поверхности пресс-форм подвергаются полировке до 10 класса (зеркальная поверхность).
Таким образом, формы для литья алюминия могут изготавливаться из самых различных материалов. На крупных масштабных предприятиях используют металлические формы для литья, которые достаточно трудно изготовить в домашних условиях. Самым лучшим вариантом для создания форм является гипс. В интернете представлено большое количество видео про формы для литья алюминия в домашних условиях. Необходим белый гипс, его можно приобрести в любом строительном магазине или хозяйственном рынке.
Кокиль используется для литья алюминия в железные формы. С помощью этой технологии можно получить самые качественные детали, изготовляемые в разборных металлических формах. Кокиль является многоразовым. Его можно использовать после очистки до тысячи раз, поэтому данный метод является еще и очень экономичным. Жидкий сплав здесь застывает без дополнительного внешнего вмешательства, полученные изделия отличаются повышенной плотностью, которая отвечает за уровень герметичности. Литье в кокиль – метод, на котором базируется до 45% изготавливаемых изделий.
Жидкий сплав здесь застывает без дополнительного внешнего вмешательства, полученные изделия отличаются повышенной плотностью, которая отвечает за уровень герметичности. Литье в кокиль – метод, на котором базируется до 45% изготавливаемых изделий.
Изделия, которые производятся таким способом, редко имеют какой-либо брак и обладают высокой точностью. Подобная технология актуальна при изготовлении деталей для авиастроения и приборостроения. Пресс-формы позволяют применять расплавленный металл любой температуры.
- Минимальная допустимая толщина стенок алюминиевых отливок – 0,8-1,2 мм;
- Масса производимых алюминиевых отливок – от 5 г до 12 кг;
- Шероховатость поверхности отливок согласно ГОСТ 2789-73 Ra = 3,2-10 мкм;
- Класс точности получаемых алюминиевых отливок по ГОСТ Р 53464-2009 : 3-8.
Чтобы изготовить алюминиевые детали разного назначения с высокой точностью под давлением, потребуется специальное оборудование: автоматическая машина и прочные пресс-формы. Для литья алюминия их обычно делают на основе стальных сплавов.
Для литья алюминия их обычно делают на основе стальных сплавов.
Из чего сделать форму для литья алюминия
На изготовлении формы для литья серебра стоит остановиться чуть подробнее. Сначала из воска путем лепки и вырезания скальпелем мелких деталей создается модель будущего изделия, полностью повторяющая его форму, но имеющая тонкий выступ в виде круглого прутка.
- При изготовлении гипсовых форм необходимо чтобы в процессе сушки испарилась вся влага. В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.
- При недостаточном нагреве или если перед началом выполнения работ алюминий успел остыть, металл будет плохо заполнять форму и отдаленные участки останутся полыми.
- Не стоит охлаждать металл погружением в жидкость. В этом случае нарушается внутренняя структура материала.
Отливка алюминия своими руками на дому тоже можно выполнить, если в хозяйстве есть ацетиленовый генератор и резак. Подойдет и способ с электрической специальной печкой. Такое оборудование уже можно относить к промышленному типу. Но если вы не хотите делать печь, его вполне можно взять на определенное время и заказать услуги оператора.
Подойдет и способ с электрической специальной печкой. Такое оборудование уже можно относить к промышленному типу. Но если вы не хотите делать печь, его вполне можно взять на определенное время и заказать услуги оператора.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
- Минимально допустимая толщина стенок алюминиевых отливок – 4,0 мм
- Масса производимых алюминиевых отливок – до 50 кг
- Шероховатость поверхностей оформляемых кокилем Rz 60, шероховатость поверхностей оформляемых песчаными стержнями Rz 120.
Литье алюминия под давлением
Алюминиевые детали отлично обрабатываются на фрезерных станках, ручном и электрическом инструменте. С помощью добавления различных модификаторов и добавок можно добиться повышения механической прочности, стойкости к воздействию солей и химикатов, жаропрочности.

Смесь разводят до состояния сметаны средней густоты, после чего раствор загружается в форму. Нужно его готовить столько, чтобы «болванка» была им полностью накрыта. В данном случае экономить на материале не стоит, тем более что и цена на него небольшая. Для удаления воздушных пузырьков, если нет вибростола, форму необходимо хорошенько потрясти вручную.
Что можно использовать? Муфельную печь или самодельный тигел/газовый горн. Главное – добиться требуемой температуры плавления. Что касается последнего «прибора» (тигеля), то из рисунка понятно, как он устроен. Нужно только учесть, что кирпич должен быть обязательно огнеупорным.
Сплав алюминия с магнием и кремнием называется «Авиаль» — авиационный металл. Отличается хорошей коррозийной стойкостью, механической прочностью и пластичностью. Применяется при изготовлении конструкций, подверженных большим нагрузкам. Из сплава «Авиаль» изготавливают лопасти и винты вертолетов, детали самолетов и другие изделия с высокими техническими показателями.
- Если требуется изготовить алюминиевую деталь простой формы, то выполнять литье можно открытым способом непосредственно в грунт — кремнезем. Изготавливают небольшую модель из любого материала: дерево, пенопласт. Устанавливают в опоку. Грунт укладывают вокруг небольшими слоями и тщательно трамбуют. После того как образец извлекают, кремнезем хорошо держит форму и литье выполняют прямо в нее.
- В качестве формирующей смеси можно использовать песок, соединенный с силикатным клеем, или цемент, замешанный на тормозной жидкости. Соотношение материалов должно быть таким, чтобы если смесь сжимать, она сохраняла форму.
Литьё алюминия: особенности и процесс, оборудование и производство форм, алгоритм работы
Технология литья металлов под сильным давлением требует обязательного наличия специального оборудования. Сплав металла осуществляется под максимально высоким давлением, оно может варьироваться в пределах от 7 до 700 МПа. При подаче металла в специальную форму деталь быстро приобретает необходимые очертания.
- Усадка при выполнении заливки должны быть минимальной, в противном случае размеры детали не будут соответствовать заданным.
- Для того чтобы усадка при застывании алюминия имела минимальный показатель, необходимо на форме сделать из глины небольшой кант, по который и заливать в нее расплавленный металл.
- Для расплавления алюминия, как правило, используют стальную емкость и специальную печь.
- На видео, которое размещено ниже, показано литье деталей из алюминиевого металла ручным способом.
- Видео:
- Для того чтобы лить из алюминия самые разные детали, нет необходимости приобретать дорогостоящее оборудование.
- Все что нужно для работы, можно найти в домашнем хозяйстве.
- При этом при выполнении работы не стоит забывать и о правилах по технике безопасности.
- Рекомендуется использовать специальную одежду, которая защитит кожные покровы от возможных ожогов.
Стоит отметить, что самым важным показателем правильно организованного процесса литья в непроизводственных условиях является степень усадки металла. Небольшие детали выплавляют в специальной форме, придать форму которой можно с помощью специального воска. При этом формы, предназначенные непосредственно для литья алюминия, важно предварительно обрабатывать и наносить специальное масло. После изготовления необходимой детали проводят процедуру чернение алюминия, которая производится при помощи специального раствора.
Небольшие детали выплавляют в специальной форме, придать форму которой можно с помощью специального воска. При этом формы, предназначенные непосредственно для литья алюминия, важно предварительно обрабатывать и наносить специальное масло. После изготовления необходимой детали проводят процедуру чернение алюминия, которая производится при помощи специального раствора.
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Надежное оборудование используется преимущественно на предприятиях и представляет собой специально созданные конструкции, предназначенные для качественного изготовления деталей под заказ. Таким образом, высокая цена оборудования для производственного литья алюминия полностью оправдана.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения. Интенсивность горения регулируется.
Производить из него литые изделия в кустарных условиях позволяет свойство алюминия плавиться при относительно невысоких температурах. Для того чтобы самостоятельно изготавливать литые изделия из алюминия, нужно знать поведение этого металла при высоких температурах и его физико-химические свойства.
В случае изготовления макета из пенопласта его заливают гипсовой смесью и оставляют в ней до полного отвердевания формы. Горячий алюминиевый расплав заливают прямо на пенопласт. Благодаря высокой температуре металла происходит расплавление и испарение пенопласта, а его место занимает алюминиевый расплав, принимая заданную пенопластом форму.
Благодаря высокой температуре металла происходит расплавление и испарение пенопласта, а его место занимает алюминиевый расплав, принимая заданную пенопластом форму.
На практике делать формы из чистого гипса нельзя! Дело в том, что в затвердевшем гипсе на молекулярном уровне заперта вода, которую никаким нагреванием не выпарить. При заливке алюминия в такую гипсовую форму вода начинает в любом случае высвобождаться и алюминий начинает бурлить, что сильно портит выплавляемую деталь.
Существует несколько методик литья алюминия, которые используются на производстве, в промышленных масштабах. Но если речь идет о работе в быту, то наиболее приемлемый способ – заливка жидкого алюминия в самодельные формы. Вот о такой технологии и пойдет речь.
- При изготовлении гипсовых форм необходимо чтобы в процессе сушки испарилась вся влага. В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.
- При недостаточном нагреве или если перед началом выполнения работ алюминий успел остыть, металл будет плохо заполнять форму и отдаленные участки останутся полыми.

- Не стоит охлаждать металл погружением в жидкость. В этом случае нарушается внутренняя структура материала.
В качестве емкости используют жестяную банку из-под сгущенки, например. В нее засыпают очищенный и измельченный лом алюминия. Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности. Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.
Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.
Специальные литейные машины в домашних условиях практически не используются. Это не целесообразно не только в отношении больших затрат на их приобретение, но и потому что процесс достаточно сложный в техническом плане. А еще оборудование, которое работает под давлением, очень габаритное.
Мы не оставим вас одних на этапе изготовления форм для литья алюминия, мы готовы оказать вам всяческую помощь в подборе, закупке и поставке высокотехнологичного оборудования для литья алюминия. Мы готовы проконсультировать вас по различным вопросам литья алюминия, что позволит Вам производить продукцию по самым высоким стандартам качества.
Литейные машины могут иметь холодную или горячую камеру, в которой осуществляется процесс прессования форм. Обычно машины с горячей камерой для плавки металла применяются для изготовления сплавов преимущественно на основе цинка. Нужное давление в них нагнетается благодаря применению поршня или сжатого воздуха. Под давлением расплавленная смесь медленно вытесняется вовнутрь предварительно приготовленных пресс-форм.
Обычно машины с горячей камерой для плавки металла применяются для изготовления сплавов преимущественно на основе цинка. Нужное давление в них нагнетается благодаря применению поршня или сжатого воздуха. Под давлением расплавленная смесь медленно вытесняется вовнутрь предварительно приготовленных пресс-форм.
Также процесс выполняют и с использованием обычных форм, которые изготавливаются на основе специальной самодельной смеси. Технологию производства освоить достаточно просто. Алюминий имеет высокую пластичность, благодаря чему может приобретать любую форму. Его температура плавления составляет более 600 градусов.
А машины, где применяют холодное давление, в основном используются тогда, когда потребуется сделать отливки с добавлением медных и магниевых сплавов. Расплавленная смесь в таком случае в процессе литья попадает вовнутрь форм под очень большим давлением, иногда оно может составлять около 700 мегапаскаль.
Литье алюминия в домашних условиях: изготовление форм, технологический процесс
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
В случае изготовления макета из пенопласта его заливают гипсовой смесью и оставляют в ней до полного отвердевания формы. Горячий алюминиевый расплав заливают прямо на пенопласт. Благодаря высокой температуре металла происходит расплавление и испарение пенопласта, а его место занимает алюминиевый расплав, принимая заданную пенопластом форму.
Для многих термин «литейное производство» тесно связано с непосильным трудом и специальными профессиональными умениями и навыками. На самом деле отлить деталь из необходимого металла реально для самого обычного человека без профессиональной подготовки в домашних условиях. Процесс имеет свои тонкости, но по силам для выполнения в домашних условиях своими руками. Внешне напоминает изготовление свинцовых грузов для рыбалки. Особенности процесса литья алюминия связаны с техническими характеристиками материала.
- Если требуется изготовить алюминиевую деталь простой формы, то выполнять литье можно открытым способом непосредственно в грунт — кремнезем. Изготавливают небольшую модель из любого материала: дерево, пенопласт. Устанавливают в опоку. Грунт укладывают вокруг небольшими слоями и тщательно трамбуют. После того как образец извлекают, кремнезем хорошо держит форму и литье выполняют прямо в нее.
- Удалите коробку. Прогрейте форму в печи для того чтобы просушить алебастр и убрать остатки влаги. В противном случае вся воды из алебастра поступит в алюминий и превратится в пар, что приведет к порам в металле и выплескиванию алюминия из формы при выполнении работ.
- Расплавьте алюминий. Удалите с жидкой поверхности расплавленный шлак. Заливайте металл в форму на место пенопласта. От высокой температуры последний начнет выжигаться и его место займет алюминий.
Литье алюминия в домашних условиях: изготовление форм, технологический процесс
- Удалите коробку.
 Прогрейте форму в печи для того чтобы просушить алебастр и убрать остатки влаги. В противном случае вся воды из алебастра поступит в алюминий и превратится в пар, что приведет к порам в металле и выплескиванию алюминия из формы при выполнении работ.
Прогрейте форму в печи для того чтобы просушить алебастр и убрать остатки влаги. В противном случае вся воды из алебастра поступит в алюминий и превратится в пар, что приведет к порам в металле и выплескиванию алюминия из формы при выполнении работ. - Расплавьте алюминий. Удалите с жидкой поверхности расплавленный шлак. Заливайте металл в форму на место пенопласта. От высокой температуры последний начнет выжигаться и его место займет алюминий.
Связаться с нами и обговорить все детали литья на заказ вы можете, позвонив по указанным номерам или заполнив форму заявки непосредственно на сайте нашего предприятия. Литье алюминия ХТС — это достаточно сложный в техническом плане процесс, но и очень востребованный, поскольку обладает огромным количеством преимуществ перед другими методами литья.
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Соединим две получившиеся формы, вставим заготовку. Восстановим опалубку из конструктора. В данном вопросе конструктор незаменимая вещь, из него можно создать любую форму. Смажем разделителем форму. Прибавим сверху один ряд конструктора. Это будет заготовка для третьей секции.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Фото отливок из алюминиевых сплавов
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
Производить из него литые изделия в кустарных условиях позволяет свойство алюминия плавиться при относительно невысоких температурах. Для того чтобы самостоятельно изготавливать литые изделия из алюминия, нужно знать поведение этого металла при высоких температурах и его физико-химические свойства.
Алюминий можно расплавить в любой консервной банке. В качестве источника тепла следует использовать газовую горелку. При этом портативная горелка значительно лучше. Дело в том, что температура горения пропана ниже, чем изобутана, которым заправляются баллончики для портативных плиток и горелок. Хотя и пропан в состоянии расплавить алюминиевую проволоку и листовой металл.
Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения. Интенсивность горения регулируется.
Литье алюминия в домашних условиях также можно организовать, если в хозяйстве имеется ацетиленовый генератор и резак. Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Литье алюминия под давлением
Применяются для обдува и многоточечной смазки полостей заливочных форм. Позволяет подавать многокомпозиционные смазки в самые труднодоступные места.5. Смазчики плунжера предназначены для качественной смазки наконечника поршня в автоматическом режиме. Обеспечивает длительные срок службы и стабильность работы устройства.
- Очень действенный способ достигается благодаря собственноручной тигельной муфельной печи. В рабочую поверхность данной печи устанавливается тигля (необходимый инструмент для плавки алюминия), в него добавляют сырье. С помощью муфельной печи можно очень просто отлить алюминий.

- Муфельная печь для плавки алюминия своими руками, тут!
- Для получения температуры плавления алюминия достаточно температуры горения сжиженного или природного газа, в этом случае процесс можно выполнить в самодельной печи.
- При небольшом объеме плавки можно воспользоваться теплом, получаемом при горении газа в бытовой газовой плите.
- Необходимую температуру обеспечат газовые резаки или ацетиленовые генераторы, если таковые имеются в домашнем хозяйстве.
Нужно учесть, что вся остальная работа делается быстро, так как гипс хорошо схватывается. Но в чистом виде этот материал не применяется. Используется его смесь с песком мельчайших фракций (50 на 50). Иначе в массе гипса останется вода, которая после заливки алюминия начнет испаряться. Это приведет к образованию раковин в готовой детали.
Проводимость электричества у алюминия изменяется в зависимости от его состояния, при термической обработке данный параметр увеличивается. Удельное сопротивление в нормальных условиях составляет 0,029 мкОм*м. В результате повышенного коэффициента проводимости тепла, который равен 0,5 кал/см*с*С его используют при изготовлении батарей отопления.
В результате повышенного коэффициента проводимости тепла, который равен 0,5 кал/см*с*С его используют при изготовлении батарей отопления.
Создание самодельных форм в кустарных условиях происходит в следующем порядке:1. Расплавленный парафин или воск заливается в подручные емкости, соответствующие параметрам будущих деталей.2. Из затвердевших заготовок вырезается макет требуемого изделия. Можно для этих целей использовать пенопласт.3.
18 Фев 2022 klasterlaw 66
Поделитесь записью
Литьё изделий из алюминиевых сплавов | Стирол-ГАЗ
Главная
/
Производство
/
Литьё изделий из алюминиевых сплавов
В нашем производстве мы используем следующие способы литья металлов: литье под давлением, литье в кокиль, литье в песчано-глинистую смесь, литье в ХТС (холодно-твердеющую смесь). Применяем в работе закладные детали и стержни для формирования внутренних полостей. Наш парк оборудования состоит из импортных машин для литья под давлением, кокильных станков. Также мы можем спроектировать и изготовить для вас пресс-формы для литья под давлением, кокили, модельную оснастку для ручной формовки.
Применяем в работе закладные детали и стержни для формирования внутренних полостей. Наш парк оборудования состоит из импортных машин для литья под давлением, кокильных станков. Также мы можем спроектировать и изготовить для вас пресс-формы для литья под давлением, кокили, модельную оснастку для ручной формовки.
Литье под давлением
Для получения качественных прочных деталей из алюминиевого сплава используется метод алюминиевого литья под давлением. Процесс происходит в прочных стальных разъемных формах с помощью специальных поршневых машин.
Благодаря высокой точности отливки готовые детали не нуждаются в шлифовке и полировании, а их качество позволяет использовать эти детали на ответственных участках, где важное значение приобретает их точность. Таким способом отливаются детали сложных форм, с тонкими стенками, а также те из них, которые предназначены для сложных конструкций и комплектаций. Отличные технические свойства деталей из алюминиевых сплавов, отлитых методом горячего прессования, позволяют использовать их для отливки комбинированных усиленных деталей с армированием из другого, более прочного металла.
Алюминиевое литье под давлением — более экономически выгодный и более безопасный экологически способ. В течение короткого промежутка времени можно выполнить несколько отливок, используя лишь одну пресс-форму. В связи с тем, что при этом способе не возникает потребности в использовании алюминиевых формовочных смесей, такое производство является менее вредным и более предпочтительным, а точность конструкций снижает затраты на расход металла и в целом на производство.
Минимальная допустимая толщина стенок: 0,8-1,2 мм.
Масса отливок — 8 кг.
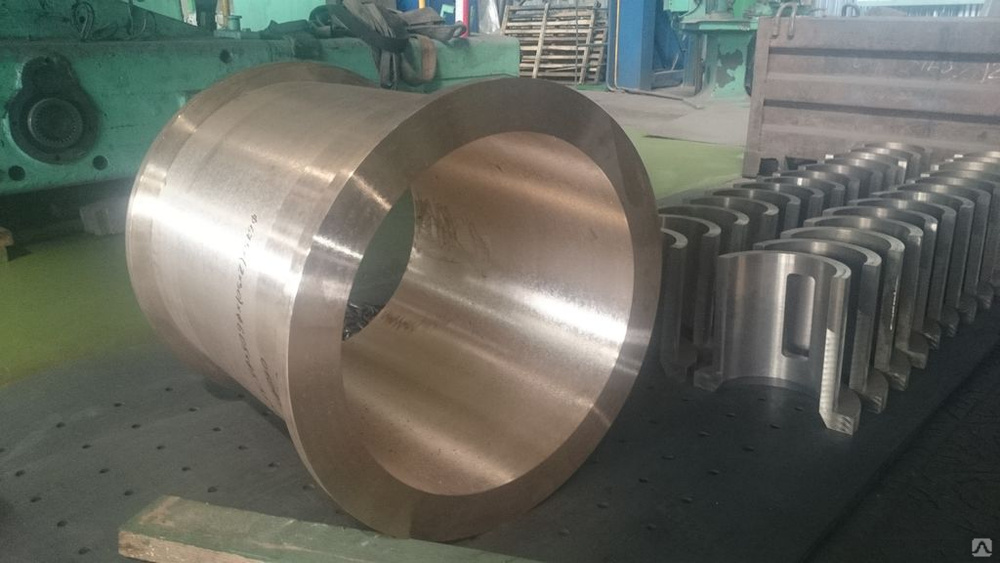
Литье алюминия в кокиль
Второй популярный способ отливки деталей из алюминиевых сплавов называется кокилем. Это специальная металлическая разъемная или неразъемная форма, которая применяется для формовки простых и сложных деталей из алюминиевых сплавов. Для простых деталей используют неразъемные формы, готовые отливки просто вытряхивают из них с помощью специальных приспособлений. Разъемные кокиля могут быть с разными плоскостями разъемов:
Разъемные кокиля могут быть с разными плоскостями разъемов:
-
вертикальная;
-
горизонтальная;
-
криволинейная.
Кокиль с вертикальной плоскостью разъема состоит из двух половинок, точность соединения которых обеспечивается использованием особых втулок и штырей. Перед использованием формы нагревают до 270-300°С и покрывают специальной огнеупорной краской, затем в него устанавливают специальные стержни, максимально точно и прочно скрепляют обе половинки формы.
Жидкий алюминий заливают в форму-кокиль и оставляют до полного остывания. Этот процесс не отличается быстротой, поэтому для изготовления большого количества деталей необходимо соответствующее количество кокилей. Точность отливки при этом способе формовки соответствует 5-9 классам, шероховатость поверхности — 4-6 классу. По сравнению с отливкой деталей под высоким давлением, в этом случае расход металла на припуски увеличивается на 0,5-2 мм. Такой способ отливки, как алюминиевое литье в кокиль, также довольно экономичен, а детали отличаются высокой точностью и прочностью. Форму-кокиль можно использовать многократно.
Такой способ отливки, как алюминиевое литье в кокиль, также довольно экономичен, а детали отличаются высокой точностью и прочностью. Форму-кокиль можно использовать многократно.
Минимально допустимая толщина стенок — 1,5 мм.
Масса отливок от 20 г до 100 кг.
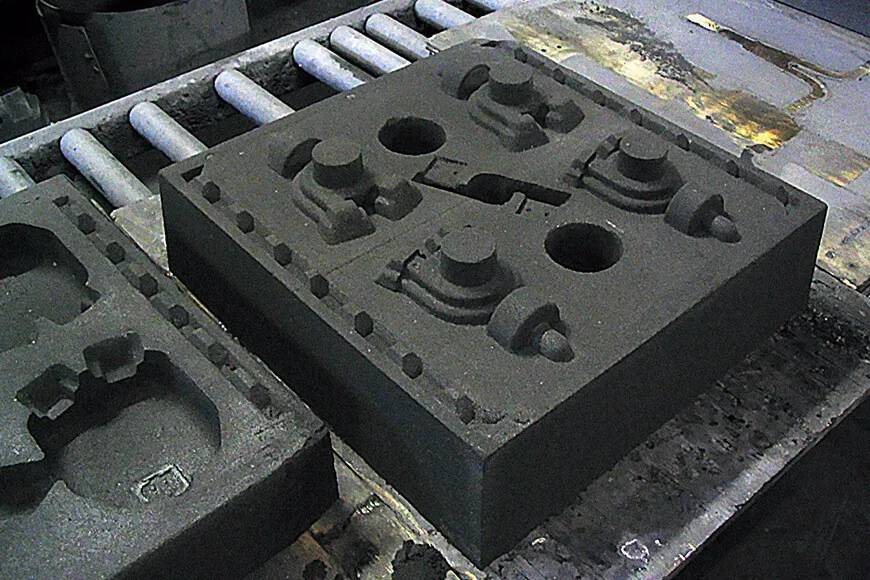
Литье в песчано-глинистые формы
Этот способ получения отливок является наиболее древним. Они выполняются из специальных смесей в виде двух полуформ, которые составляются вместе и образуют единый объем для заливки расплава. В верхней полуформе делают заливочную воронку литник и каналы для выхода воздуха и газов. Верхняя часть канала, отводящего газы, которая не входит в объем литой детали, называется прибылью. После остывания металла литник и прибыль должны быть удалены. Детали больших габаритов и весом до десятков тонн льют в формы, которые выполняют прямо в полу формовочного цеха. Форму для деталей небольших размеров делают в опоках, представляющих собой ящики, собираемые из пластин, образующих стенки опоки. Формовка осуществляется по моделям и шаблонам. Модель часто выполняется из дерева и повторяет объемные очертания будущей детали. Шаблоном называют профильные доски, которой формуют в песчано-глинистой смеси необходимую поверхность. При большом количестве и простой форме выпускаемых изделий формовка осуществляется с помощью формовочных машин по модельному комплекту.
Формовка осуществляется по моделям и шаблонам. Модель часто выполняется из дерева и повторяет объемные очертания будущей детали. Шаблоном называют профильные доски, которой формуют в песчано-глинистой смеси необходимую поверхность. При большом количестве и простой форме выпускаемых изделий формовка осуществляется с помощью формовочных машин по модельному комплекту.
Процесс изготовления литой детали включает в себя изготовление модели или специальных шаблонов, приготовление формовочной смеси, выполнение полуформ с литниками и газовыми каналами, сборку полуформ, заливку форм расплавом. Некоторое время выдерживают изделие для кристаллизации, а затем производят выбивку форм, т.е. разрушение формы для извлечения готовой детали. Далее очищают поверхности от остатков формовочной смеси металлическими щетками или с помощью пескоструйной машины, обрубают остатки литниковой системы, прибыли и облой. Облоем называют металл, застывший в зазоре между полуформами.
Литейное производство очень трудоемкое и вредное, поэтому его всегда стремятся механизировать и уменьшить долю ручного труда. Литье в песчано-глинистую форму позволяет получить детали сложной формы и уникальной конфигурации. При большом объеме производства применяют более прогрессивные методы образования форм и литья.
Литье в песчано-глинистую форму позволяет получить детали сложной формы и уникальной конфигурации. При большом объеме производства применяют более прогрессивные методы образования форм и литья.
Минимально допустимая толщина стенок — 3 мм.
Масса отливок 150 кг.
Возврат к списку
Мы расположены
Адрес: Российская Федерация, 410004,
г. Саратов, ул. Набережная, 18
- Тел.: +7 (8452) 24-23-71
- Тел.: +7 (8452) 29-53-65
- Тел.: +7 (8452) 24-23-72
- Факс: +7 (8452) 24-55-71
- e-mail: [email protected]
Нажимая на кнопку «Заказать звонок», вы даете согласие на обработку своих персональных данных
Спасибо, Ваша заявка отправлена!
| Продукты | Цинковая матрица Производитель литья, поставщик алюминиевого литья, поставщик металлических отливок, цинк Сплав литье части,Oem углеродистая сталь литье части, Алюминиевая матрица Литейные детали |
| материалы | алюминий
ADC12, A380 и т.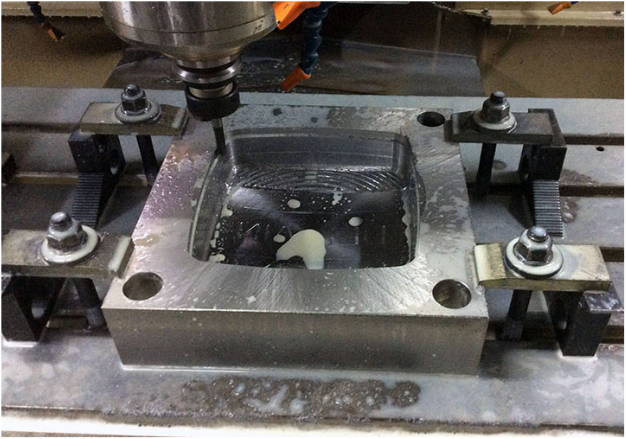 Д. Д. |
| Габаритные размеры | В соответствии К чертежу клиента |
| Обработка поверхности | Высокая температура Обработка, полировка, порошковое покрытие, гальванизация, гальванизация, распыление, И живопись и так далее |
| упаковка | деревянный Или в соответствии с требованиями заказчика |
| Оборудование для переработки | CNC Обрабатывающий центр, шлифовальный станок, фрезерный станок, сверлильный станок, Горизонтальный фрезерный станок, фаская машина, станки с ЧПУ и т.д. |
| Измерительное оборудование | твердость Тестер, прецизионная штепсельная вилка, измерительный блок, цифровой внешний микрометр, Внешний микрометр, цифровой суппорт, внутренний микрометр, внутренний циферблат Индикатор, штангенциркуль циферблат, индикатор циферблата, глубина штангенциркуль и так на |
| MOQ | оборотный |
| Точность / Толерантность | +/- 0. 01мм 01мм |
| Оплата | T / T 50% депозит заранее, 50% T / T до отгрузки, или другие. |
| Сфера деятельности | CNC Центровая обработка, алюминиевая литая мануфактура, Токарная обработка cnc, шлифовка, нарезание резьбы, Дизайн и обработка пресс-форм, литье, листовое умственное производство и т. Д. |
| заявка | автоматизация Машина, медицинское устройство, промышленная машина, автомобиль, электрический прибор, И другие отрасли промышленности, алюминиевые детали литья под давлением, автозапчасти |
| Порты | ShenZhen Китай |
| Доставка | 20-25 дней После депозита T / T 50% |
| Основное оборудование | металл Литье поставщик |
| 1.Name: Заводская цена OEM алюминий литья деталей | |
2. Process: Литье под давлением алюминия, механическая обработка cnc Process: Литье под давлением алюминия, механическая обработка cnc |
|
| 3.Material: Алюминий ADC12, A380 etc | |
| 4.Surface: Полировка, порошковое покрытие, анодирование, никелирование, Хромат и т.д. | |
| 5.Tolerance: смогите достигнуть к +/- 0.01mm | |
| Контроль качества: 100% проверяется | |
| 7.Specification: OEM serice, строго в чертеж и образцы | |
8. Время доставки: 25-30 дней, за продукты. |
|
| 9. Применение: алюминиевые детали литья под давлением, горные аксессуары, Оборудование для аксессуаров, автозапчасти и т. Д. | |
| 10. Заказчик: США, Канада, Austrial, EU и т. Д. | |
| 11. Сертификация: ISO 9001 | |
| Наше преимущество | |
1. 10-летний опыт работы с сертифицированным ISO 10-летний опыт работы с сертифицированным ISO |
|
| 2. Доступно все виды материалов | |
| 3. Все виды штрафа гарантированы | |
| 4. Высокое качество с конкурентоспособной ценой | |
| 5. Быстрая доставка | |
| 6. Доступный образец | |
| 7. Имейте опыт экспорта во всем мире | |
| Наши услуги | |
| Образец детали литья из алюминиевого литья: Может поставляться для контрольная работа | |
| Упаковка деталей из алюминиевого литья: Стандартная упаковка | |
| Сертификация алюминиевых деталей для литья: ISO9001 | |
| Качество деталей литья из алюминиевого литья: строгое качество контроль | |
| Алюминиевые детали литья под давлением OEM приветствуется | |
Изготовление прессформ для литья алюминия на заказ
Изготовление пресс форм – процесс весьма трудоёмкий и ответственный. Однако, современный уровень технического оснащения и высокой квалификации специалистов позволяет нам производить пресс формы для пластмасс высокой сложности по приемлемым ценам. Стоимость определяется набором параметров и требований, предъявляемых к оснастке в каждом конкретном случае. На основании Ваших исходных данных наши специалисты помогут Вам подобрать нужную конфигурацию параметров оснастки для заказа.
Однако, современный уровень технического оснащения и высокой квалификации специалистов позволяет нам производить пресс формы для пластмасс высокой сложности по приемлемым ценам. Стоимость определяется набором параметров и требований, предъявляемых к оснастке в каждом конкретном случае. На основании Ваших исходных данных наши специалисты помогут Вам подобрать нужную конфигурацию параметров оснастки для заказа.
Проектирование пресс форм основывается на формировании грамотного технического задания на требуемые изделия из пластмасс. Наши специалисты, благодаря своей высочайшей квалификации и огромному опыту, учтут все необходимые технические и технологические требования и изготовят для Вас конструкторскую документацию как на изделия, так и непосредственно на пресс формы для литья. Специалисты 3D-дизайна построят для Вас пространственную модель изделия с учётом Ваших пожеланий по его внешнему виду.
Накопленный опыт позволяет нам реализовывать пресс формы в Москве, а также в регионах. Мы сотрудничаем как с розничными покупателями, так и с оптовиками.
Мы сотрудничаем как с розничными покупателями, так и с оптовиками.
Мы предлагаем не только производство пресс форм, но и их последующую эксплуатацию на горизонтальных термопластавтоматах различных усилий смыкания.
Соблюдение мировых стандартов прессформостроения, индивидуальный подход и порядочность – наш ориентир, а значит – залог Вашей уверенности в успешном результате!
Компания «pressmold» — Ваш надёжный партнёр на пути к успеху!
«Pressmold» является производителем электротехнического оборудования и мы одни из немногих для кого «производители» означает делать все самим «с нуля» и контролировать каждый шаг производственного процесса. Поэтому пресс-формы для изготовления нашей продукции мы тоже делаем сами. Многолетний опыт работы, слаженность взаимодействий всех отделов причастных к производству позволяет нам предлагать свои услуги в изготовлении производственной оснастки — штампов и пресс-форм.
ПРЕСС-ФОРМА И ЕЕ НАЗНАЧЕНИЕ
Пресс-форма — устройство для получения изделий различной конфигурации из металлов, пластмасс, резины и других материалов под действием давления, создаваемого на литьевых машинах или прессах.
Изготовление пресс-форм — сложный, высокотехнологичный процесс, который требует большой ответственности и профессионализма от изготовителя. Это трудоемкое и весьма дорогостоящее мероприятие, но вполне оправдывающее себя при серийном производстве изделий.
На многоместной пресс-форме можно изготавливать одновременно несколько различных деталей одного изделия. Конечно, при проектировании такой пресс-формы учитываются многие параметры будущих деталей (вес, габариты, толщина стенок — параметры от которых зависит время застывания материала) и возможность их одновременного прессования.
Широкое применение в опытном и серийном изготовлении пластмассовых деталей получили универсальные блоки (модульные пресс-формы), позволяющие на одной пресс-форме получать различные изделия. Блок представляет собой приспособление, устанавливаемое на прессе и выполняющее функции некоторых элементов конструкции стационарных пресс-форм. В универсальном блоке предусматривается система обогрева пресс-формы, механизмы разъема пресс-формы и выталкивания готового изделия, элементы крепления к плитам пресса. Детали, оформляющие изделие (пуансон, матрица и другие), вставляются в универсальный блок в качестве сменных элементов. Применяя универсальные блоки, можно не изготавливать для каждого пластмассового изделия стационарную пресс-форму. Достаточно изготовить вновь только детали, непосредственно оформляющие изделие.
Детали, оформляющие изделие (пуансон, матрица и другие), вставляются в универсальный блок в качестве сменных элементов. Применяя универсальные блоки, можно не изготавливать для каждого пластмассового изделия стационарную пресс-форму. Достаточно изготовить вновь только детали, непосредственно оформляющие изделие.
Статьи о пресс-формах
НовостиЗавод пресс-форм
Изготовление качественных пресс форм для литья требует три основных компонента: наличие опытного мастера, способного как разработать…
https://pressmold.ru/wp-content/uploads/2021/04/pressmold-isgotovlenie-pressform-banner2.jpg 1120 1680 admin https://pressmold.ru/wp-content/uploads/2021/07/logo.png admin2022-06-05 11:57:472022-06-05 11:57:59Завод пресс-формНовостиЭксплуатация пресс-форм
Литье – один из лучших методов массового производства изделий. С его помощью можно в короткие сроки получить огромное количество полностью…
С его помощью можно в короткие сроки получить огромное количество полностью…
Как сделать пресс форму
https://pressmold.ru/wp-content/uploads/2022/05/korziny800.jpg 762 800 admin https://pressmold.ru/wp-content/uploads/2021/07/logo.png admin2022-05-30 10:45:482022-05-30 10:49:29Как сделать пресс формуНовостиВиды пресс-форм
Какими бывают пресс-формы?
РЕСУРС РАБОТЫ ПРЕСС-ФОРМЫ
Мы производим пресс-формы для литья пластмасс. Материал изготовления – сталь…
Материал изготовления – сталь…
Что нужно знать, заказывая пресс-форму
РЕСУРС РАБОТЫ ПРЕСС-ФОРМЫ Сталь, из которой изготавливается пресс-форма, может отличаться своими прочностными характеристиками.…
https://pressmold.ru/wp-content/uploads/2021/09/proektirovanie-press-formy-dlya-litya-plastika.jpg 474 612 admin https://pressmold.ru/wp-content/uploads/2021/07/logo.png admin2021-09-25 10:38:132022-06-04 20:01:56Что нужно знать, заказывая пресс-формуНовостиГорячеканальные пресс-формы
Безлитниковое литьё пластмасс появилось следствием повышением требований промышленных компаний и заказчиков к себестоимости продукции,…
https://pressmold. ru/wp-content/uploads/2021/09/goryachekanalnye-press-formy.jpg
1024
952
admin
https://pressmold.ru/wp-content/uploads/2021/07/logo.png
admin2021-09-23 17:30:192021-11-11 16:25:02Горячеканальные пресс-формы
ru/wp-content/uploads/2021/09/goryachekanalnye-press-formy.jpg
1024
952
admin
https://pressmold.ru/wp-content/uploads/2021/07/logo.png
admin2021-09-23 17:30:192021-11-11 16:25:02Горячеканальные пресс-формыПредыдущийСледующий
Пресс-формы для литья алюминия в Украине. Цены на Пресс-формы для литья алюминия на Prom.ua
Работает
Изготовление пресс форм для литья пластмасс (алюминиевые или сталь)
Услуга
Цену уточняйте
“ПЛАСТМАССОР” -мелкосерийное литье, изготовление, производство пластмассовых изделий
Работает
Изготовление пресс форм для литья пластика (алюминиевые или сталь)
Услуга
Цену уточняйте
“ПЛАСТМАССОР” -мелкосерийное литье, изготовление, производство пластмассовых изделий
Работает
Пресс форма для литья пласмассы
На складе в г. Полтава
Доставка по Украине
80 000 грн
72 000 грн
Купить
ФОП Ищенко
Работает
Пресс формы для литья силиконовых приманок
Услуга
Цену уточняйте
ФОП Шелепко П. В.
В.
Работает
Изготовления пресс-форм для литья подошв
Услуга
Цену уточняйте
ФОП Шелепко П.В.
Работает
Пресс форма кухонная универсальная для бургеров гамбургеров котлет сендвичей 11,5 мм прес Burger press ФОТО
На складе в г. Никополь
Доставка по Украине
424 грн
299 грн
Купить
Боб Не Жмот
Работает
Изготовление пресс форм для литья рыболовных грузил
Услуга
Цену уточняйте
ФОП Шелепко П.В.
Работает
Изготовление пресс-форм для литья по выплавляемым моделям (ЛВМ)
Услуга
2 000 грн
ФОП Шелепко П.В.
Работает
Изготовление и обслуживание пресс-форм для литья из пластмасс. Литье из пластмасс на термопластавтомате
Услуга
от 30 000 грн
Интернет-магазин “ЧАЙКА” – качественные товары для отдыха и туризма.
Работает
Изготовление пресс-формы для литья пластмасс под давлением
Услуга
от 29 777 грн
Сюрприз
Работает
Проектирование и изготовление пресс-форм для литья пластмасс
Услуга
от 49 777 грн
Сюрприз
Работает
Изготовление пресс-форм для литья изделий из пластмассы
Услуга
Цену уточняйте
ООО «СД Энергопласт»
Работает
Форма-пресс для выпечки Сердце 7579 8х8х4 см
Доставка по Украине
по 45 грн
от 6 продавцов
45 грн
Купить
Dress. net.ua – одежда, обувь и аксессуары для всей семьи
net.ua – одежда, обувь и аксессуары для всей семьи
Работает
Изготовление пресс-форм для литья по газ моделям (ЛГМ)
Услуга
2 000 грн
ФОП Шелепко П.В.
Работает
Производство пресс-форм для литья пластмасс , цветных металлов под давлением
Услуга
Цену уточняйте
ООО “Микрон Центр”
Смотрите также
Работает
Пресс форма для котлет бургеров Burger Press 11,5 см
На складе
Доставка по Украине
162 грн
Купить
Интернет магазин “Силикон-Молд”
Работает
Ручной круглый пресс для приготовления котлет Burger press Benson Пресс-форма гамбургеров Бенсон Живые фото
На складе в г. Киев
Доставка по Украине
444 грн
319 грн
Купить
BE SMILE молодежный интернет магазин
Работает
Пресс форма кухонная универсальная для бургеров гамбургеров котлет сендвичей 11,5 мм прес Burger press ФОТО
На складе в г. Киев
Киев
Доставка по Украине
444 грн
319 грн
Купить
BE SMILE молодежный интернет магазин
Работает
Пресс форма для котлет бургеров Burger Press А-плюс 9 см
На складе в г. Киев
Доставка по Украине
125 грн
Купить
Кастрюлька
Работает
Изготовление пресс-форм для литья пластмасс
Доставка по Украине
от 5 000 грн
Купить
ТОВ “УЛЬТРА ТРЕЙДИНГ”
Работает
Кондитерский шприц, пресс форма для выпечки 12 насадок, 8 сопел Cookie Set and Icing Set
Заканчивается
Доставка по Украине
418 — 476 грн
от 2 продавцов
465 грн
Купить
Інтернет магазин Zakupasik
Работает
Пресс-форма для литья пенопласта из гранул, обработка тефлоном
Услуга
от 2 000 грн
NOVAFLON®
Работает
Форма-пресс для выпечки Сердце 7579 8х8х4 см
Доставка по Украине
45 грн
Купить
Igrushka Shop
Работает
Прес форма для котлет, гамбургерів, бургерів Benson BN-084
На складе в г. Одесса
Одесса
Доставка по Украине
237.6 — 247.5 грн
от 5 продавцов
267 грн
240.30 грн
Купить
DeniShop
Работает
Проектирование пресс-форм для литья пластмасс под давлением
Услуга
Цену уточняйте
ООО “Компания “Парк”
Работает
Проектирование пресс-форм. Пресс формы для литья пластмасс под давлением.
Услуга
Цену уточняйте
ООО “Компания “Парк”
Работает
Пресс форма для гамбургеров из литого алюминия 11,8 х 1,8 см GRILLI 77760
Доставка по Украине
по 590 грн
от 2 продавцов
590 грн
Купить
Интернет-магазин “TUDO”
Работает
Проектирование и изготовление пресс-форм для литья пластмасс под заказ
Услуга
Цену уточняйте
ЧАО “Спектр-Смела”
Работает
Пресс формы для литья пластмассовых изделий под заказ
Под заказ
Доставка по Украине
Цену уточняйте
ЧП “Авалон 2002”
какой процесс следует выбрать
Методы литья алюминия различаются в зависимости от различных производственных процессов, от литья в песчаные формы, литья под давлением, литья под давлением, непрерывного литья, литья в оболочковые формы и т. д. Каждое литье алюминия процесс будет иметь свои преимущества и недостатки. D В зависимости от размера и сложности отливки мы можем выбрать наиболее подходящий метод.
д. Каждое литье алюминия процесс будет иметь свои преимущества и недостатки. D В зависимости от размера и сложности отливки мы можем выбрать наиболее подходящий метод.
Алюминий широко применяется в различных отливках, используемых в различных отраслях промышленности, как непромышленных, так и промышленных. Для тех, кто часто сомневается в «Как отливать алюминиевые детали» , ответ заключается в том, что алюминиевые литейные заводы используют различные технологии литья, и качество является одним из ключевых факторов при принятии решения о том, какая технология подходит.
Качество литья является мерой как внутренней, так и внешней части литья, а также его прочности и пластичности. Инженеры должны всегда продвигать преимущества и преодолевать недостатки методов литья алюминия, чтобы улучшить качество продукции и оптимально удовлетворить потребности клиентов.
Сравнение методов литья алюминия:
| Процесс литья | Диапазон размеров | Допуски | Стоимость инструментов | Относительная стоимость | .Минимальная толщина профиля | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Литье в песчаные формы | Все размеры | 0-3″ = 1/32″ 3″- 6″=3/64″ 6+”=1/18″. Поперек линии разъема добавьте 0,020 дюйма к небольшим отливкам. 0,090″ до больших отливок. | $ 50-15 000 | Низкий | Самый низкий | 175-350 ОБС | 1-5⁰ | 0,125 ’’-0,25 ’’ | ||||||
| . Дополнительные 0,010″ на размеры, на которые влияет линия разъема. | $5,000-$150,000 | Самый низкий | Самый высокий | 20-90 RMS | 1-3⁰ | 0.050″ 905 906 Мелкие детали 2 0.080″ 55 Отливка в оболочковую форму | Обычный максимум 80 см 2 полезная площадь формы. | 1″ =0,004″ 1″-3″ =0,010″ 3″-6″ =0,013″ 6″-12″ =0,016″ 12″-20″ =0,020″. Добавьте 0,005″-0,010″ поперек линий разъема. | 1 500–25 000 долл. США | Средний | Средний | 75–125 | Снаружи: от 0 до 1 1/2⁰. Внутри: от 0 до 2⁰ Внутри: от 0 до 2⁰ | 0,100’’ |
| Постоянное литье | 0,25–50 кг | 0,015–1″. Поперек линии разъема добавьте +/- 0,010″, если малая отливка, +/- 0,030″, если большая отливка. | $1,500-$55,000 | Low | Lowest | 125-200 RMS | 2-4⁰ | 0.100″-0.150″ | ||||||
| Investment casting | 1 ounce-100 pounds | +/-0.005″- 3 ″ +/- 0,002 ″ там после | $ 500- 20 000 долларов | Высшая | Средняя | 60-120RMS | Нет | 0,3 ” | ||||||
| CENTRIFALAGAL CASTING | ::::||||||||||||||
| . Длина: до 50 футов. Вес: до 5 тонн | ± 0,01″ для цилиндрической формы. ± 0,002″ для сложной формы. | Нет данных | Низкий | Средний | 63 – 500 микродюймов для цилиндрической формы 32 – 500 микродюймов для сложной формы. | None | 0.1 – 5.0’’ | |||||||
| Continuous casting | Up to 0.2-1m | Low | High | None | Depend on the shape |
Содержание
- Обсуждение методов литья алюминия. Центробежное литье алюминия
- 7. Непрерывное литье алюминия
- Рассмотрение подходящих технологий литья алюминия
Обсуждение методов литья алюминия
1. Литье алюминия в песчаные формы
Литье в песчаные формы является одним из старейших методов литья, появившихся около 2000 лет назад. Литье в песчаные формы использовалось для отливки алюминия с тех пор, как металлический алюминий стал популярным с начала 20 века.
В алюминиевом литье в песчаные формы форма изготовлена из песка и связующих веществ; выкройки помещаются внутрь формы и плотно прижимаются.
После извлечения шаблона создается полость пресс-формы, которая является копией формы алюминиевой отливки.
Через литниковую систему расплавленный алюминий заливается в полость формы и затвердевает. Когда отливка остывает, литейщик разбивает песчаную форму, и отливка собирается.
Алюминиевое литье в зеленый песокВ настоящее время усовершенствования в технологии литья в песчаные формы привели к увеличению веса и среднего размера алюминиевого литья в песчаные формы. Многие алюминиевые изделия, отлитые в песчаные формы, весят более 50 кг, даже некоторые отливки размером до 100 м 3 .
См. статью о литье в песчаные формы здесь.
Преимущества литья алюминия в песчаные формы
- Низкая стоимость.
- Гибкость в изготовлении количества отливок, будь то малый или крупный заказ.
- Любой алюминиевый сплав может быть отлит в песчаные формы, в том числе сплавы с горячекороткой конструкцией.
- Сырой песок имеет низкую прочность на сжатие, что сводит к минимуму риск появления дефектов горячего растрескивания.
- Гибкость настройки рисунка.
Недостатки алюминиевого литья в песчаные формы
- Поверхность не гладкая. Для улучшения качества поверхности его можно обработать пескоструйной обработкой.
- Размер отливки имеет более высокий допуск, чем другие методы литья алюминия.
Как рассчитать усадку алюминиевого литья: https://vietnamcastiron.com/aluminum-casting-shrinkage/
Применение алюминиевого литья в песчаные формы
изготовление практически всех деталей любых размеров.
Если у вас умеренный бюджет и вы хотите отливать алюминиевые изделия, не предъявляющие слишком высоких требований к чистоте поверхности, то метод литья в песчаные формы является лучшим выбором.
Деталь литья из зеленого песка:
2. Литье алюминия под давлением
Существует два типа литья под давлением: литье алюминия под высоким давлением и литье алюминия под низким давлением .
Литье под высоким давлением алюминия под давлением
Литье под давлением алюминия под высоким давлением цилиндр-пистолет.Жидкий алюминий перекачивается с высокой скоростью и быстро затвердевает, образуя алюминиевые отливки.
Существует два типа литых камеров в высоком давлении Алюминий Die Лист ING :
- 9 HOT CAMBER :
- 9 HOT CAMBER :
- 9 HOT CAMBER :
- 9 HOT CAMBER :
- 9 . расположены в печной системе и имеют ту же температуру, что и температура плавления алюминиевого сплава.
- Холодильная камера : литейная камера, в которой расплавленный алюминиевый сплав заливается в цилиндр, а затем поршень проталкивает металл в форму под большим давлением. Этот пистолет не ставится в духовку и считается крутым. Холодильная камера в основном используется для алюминиевых сплавов.
Литье алюминия под высоким давлением подходит для массового производства мелких деталей весом около 5 кг, тонкой режущей поверхностью и толщиной около 0,4 мм. Чем больше алюминиевая отливка, тем выше стоимость.
Литье алюминия под низким давлением
Литье алюминия под низким давлениемПри литье алюминия под низким давлением форма заполняется жидким металлом из тигля с регулируемым давлением (обычно 0,7 бар).
Печь для отжига металла расположена снизу (а не горизонтально, как при литье алюминия под высоким давлением), расплавленный алюминий перекачивается непосредственно снизу вверх для заполнения формы .
Литье алюминия под низким давлением подходит для изготовления алюминиевых отливок с толщиной стенки 3 мм и более, а объем может достигать 150 кг.
При литье под давлением алюминиевый сплав является одним из наиболее часто отливаемых металлов, что в два раза превышает использование других методов литья металлов.
Типы алюминиевых сплавов, используемых методом литья под давлением
- 380.0 (Al + Si + Cu + Mg): литой алюминиевый сплав, высокая механическая прочность, хорошая коррозионная стойкость, высокое разбавление, низкая цена. Часто используется для литья редукторов. Этот тип сплава составляет 85% алюминиевого сплава, используемого сегодня в литье алюминия под давлением.
- A360.0 (уменьшить количество Cu): высококачественный литой алюминиевый сплав, меньше примесей, лучшая коррозионная стойкость, чем у 380. Используется для литья музыкальных инструментов, антикоррозийных деталей.
- 413.0 (Al + Si): литой сплав, более устойчивый к коррозии, чем 360. Часто используется для литья пистолета, коленчатого вала.
- 518 (Al + Mg): лучший сплав в слитках (слитках), с лучшей износостойкостью, но с низким разбавлением и сложностью отливки, высокой стоимостью.
Преимущества литья под давлением
- Жесткий допуск алюминиевого литья.
- Поверхность гладкая и блестящая, с небольшим количеством дефектов на поверхности, что облегчает нанесение на изделие лакокрасочного покрытия.
- Алюминиевые зерна имеют плотную текстуру, плотные и мелкие, гладкие, что помогает отливке иметь высокие механические свойства и хорошую износостойкость.
- Подходит для автоматических производственных линий.
Недостатки литья под давлением
- Поскольку расплавленный алюминий перекачивается с высокой скоростью и быстро остывает, он увлекает конденсат в отливку, что затрудняет сварку и термическую обработку. Для обработки газа, оставшегося в отливке, литейное производство может использовать технологию вакуумного удаления окалины. Следует выбирать алюминиевые сплавы с коротким диапазоном температур замерзания.
- Инвестиционные затраты на эксплуатацию и пресс-форму высоки, подходят только для больших объемов заказа.
- Очень сложно адаптировать дизайн продукта к методу литья в песчаные формы.
- Из-за течения сплава под высоким давлением форма быстро изнашивается.
Применение литья под давлением
Этот процесс литья алюминия имеет широкий спектр применений от простых компонентов, таких как компоненты освещения, до сложных компонентов, таких как двигатели, картеры трансмиссии, колеса, автомобильная подвеска и космические корабли.
3. Литье алюминия в оболочковые формы
Отливки в оболочковые формыЛитье в оболочковые формы представляет собой технологию формования с использованием формы, изготовленной из термореактивной фенольной смолы .
Сначала две половинки шаблона проектируются и создаются из металла, а затем нагреваются и покрываются смазкой. Затем поместите выкройку в подготовленную выше камеру с термореактивным песком и переверните ее вверх дном. Смесь смоляного песка прилипает к рисунку, затвердевает, образуя оболочку.
Выкройка удаляется, остается оболочка. Две половины шаблона образуют две формы-оболочки толщиной около 10-20 мм.
Эти две оболочковые формы собираются в единую форму. Жидкий алюминий заливается в форму и затвердевает в форму для отливки.На данный момент, просто разбивая оболочку формы, мы можем собрать отливку .
Литье алюминия в оболочковые формы — это один из методов литья алюминия, который подходит для изготовления полых сердечников или литья под давлением .
Преимущества литья в оболочковые формы
- Уровень совершенства обработки поверхности относительно высок.
- Размер отливки более точный; толерантность жесткая.
- Выкройка многоразовая.
Недостатки литья в оболочковые формы
- Высокая стоимость производства.
- Большие и сложные отливки отливать будет непросто.
Литье в оболочковые формы
Этот процесс литья алюминия применим для литья головок цилиндров, шатунов, блоков цилиндров и коллекторов, оснований машин, капотов грузовиков, корпусов клапанов и т.
д.4. Литье алюминия в постоянные формы
Постоянное Литье алюминия в форму, также известное как литье в форму, является одним из методов литья алюминия, который использовать металл в качестве материала формы аналогично литью под давлением. Соответственно, жидкий алюминий выталкивается в форму своей силой тяжести , поэтому скорость заливки довольно низкая.
Благодаря металлической форме скорость охлаждения отливки высокая. Пресс-формы имеют длительный срок службы, поэтому их называют постоянными пресс-формами .
Постоянное литье алюминияПостоянное литье алюминия в форму подходит для литья масс, превышающих литье под высоким давлением, около 10 кг. Чем больше объем, тем дороже стоимость.
В сочетании с методами термической обработки повышаются механические свойства металлических форм. Небольшие отливки быстро остывают, поэтому термическая обработка не требуется.
Для достижения максимальных механических свойств обработать специальным раствором при высоких температурах, затем охладить и дать возможность естественному или искусственному старению .
Алюминиевый сплав, используемый в алюминиевом литье с постоянной пресс-формой
- 366: производство пистолетов и автомобилей.
- 355.0, C355.0, A357.0: производство редукторов для высокопрочных компонентов, таких как детали ракет.
- 356.0, A356.0: детали машин, колеса самолетов, …
Преимущества алюминиевого литья в постоянные формы
- Свойства алюминиевого литья высоки благодаря быстрой скорости охлаждения отливки.
- Низкая скорость усадки алюминия и дефект газовой пористости. Допуск размера составляет всего около 1 мм.
- Хорошее качество поверхности Ra 1–6 мкм.
- Меньше лома.
Недостатки алюминиевого корпуса постоянной формы
- Высокая стоимость.
- Трудноизвлекаемые изделия из алюминиевого литья высокой сложности и больших размеров.
- Сложно настроить дизайн изделия.
Применение в алюминиевом литье с постоянной пресс-формой
В автомобильной промышленности для создания таких деталей, как шестерни, отливки, подвески, корпуса впрыска топлива и поршни двигателя.
Детали самолетов также часто изготавливаются путем литья алюминия в постоянные формы.Этот процесс литья алюминия используется в автомобильной и авиационной промышленности для создания таких деталей, как шестерни, подвески, пистолеты, корпуса топливных баков и т. д.
5. Литье алюминия по выплавляемым моделям
Литье алюминия по выплавляемым моделямЛитье алюминия по выплавляемым моделям, также известное как алюминий литье по выплавляемым моделям , представляет собой метод литья алюминия путем вставки воска или термопластов в предварительно изготовленные металлические или резиновые формы.
Восковые модели собираются и собираются в ветку дерева , соединенную с литниковой системой для отливки в той же партии. Восковая модель теперь будет применяться с огнеупорными материалами . Этот процесс повторяется до тех пор, пока внешняя оболочка не достигнет толщины 5-15 мм. Эта оболочка представляет собой инвестиционную форму .
Затем высушите и нагрейте дерево, чтобы воск внутри расплавился, оставив внутреннюю камеру формы в форме желаемой отливки.
Затем опоку нагревают перед заливкой алюминиевой жидкости. Любые трещины, которые появляются в форме, могут быть отремонтированы керамическими или специальными материалами .
Расплавленный алюминий заливают в форму, после высыхания только разрушают внешнюю керамическую оболочку. Отливка снимается с дерева и передается в отделочный процесс.
Преимущества алюминиевого литья по выплавляемым моделям
- Высокая чистота поверхности, высокая точность размеров.
- Возможно литье сложных алюминиевых отливок.
- Многие алюминиевые отливки отливаются одновременно.
Недостатки алюминиевого литья по выплавляемым моделям
- Высокие производственные затраты.
- Если в отливку входит сердечник, отливать его будет сложно и трудно.
- Требует более длительного производственного цикла.
- Обычно подходит только для небольших алюминиевых отливок.
Алюминиевое литье по выплавляемым моделям
Технология литья по выплавляемым моделям имеет множество применений, таких как производство алюминиевых отливок в аэрокосмической промышленности, электроэнергетике, оружейной, автомобильной, военной, газовой и нефтяной промышленности, …
6. Центробежное литье алюминия
Алюминий центробежное литьеАлюминий Центробежное литье — это процесс литья алюминия, при котором форма изготавливается из металла, гипса или графита. Форма поворачивается на на машине центробежного литья, при этом снаружи в форму заливается расплавленный алюминий. Жидкий алюминий будет равномерно распределяться по стенке формы под действием центробежной силы и затвердевать в соответствии с формой формы.
Существуют два типа кристаллизаторов для центробежного литья: вертикальное центробежное литье с вертикальной осью и горизонтальное центробежное литье с горизонтальной осью.
Вращательный двигатель формы вращает форму, чтобы равномерно распределить металл по поверхности формы.Преимущества центробежного литья алюминия
- Размер алюминиевой отливки очень точен из-за ограниченной центробежной силы, а металл плотно закрыт.
- Алюминиевое литье имеет высокие механические свойства, малую мелкую организацию металла снаружи.
- Нет необходимости использовать сердечник, но его можно опустошить посередине, чтобы сократить затраты на производство сердечника.
- Нет необходимости в системе заливки для экономии металла.
Недостатки алюминиевого центробежного литья
- Внутренняя поверхность алюминиевых деталей центробежного литья имеет плохую отделку, много примесей и внутренний диаметр не правильный.
- Обычно подходит только для литья круглых или цилиндрических алюминиевых деталей. При сложных формах отливок необходимо сочетать их с методом литья в оболочковые формы.
Применение центробежного литья
Центробежное литье используется алюминиевыми литейными заводами для производства алюминиевых отливок деталей компрессоров реактивных двигателей, труб нефтехимических печей и многих частей военного и оборонного оборудования.
7. Непрерывное литье алюминия
Непрерывное литье алюминияНепрерывное литье алюминия — это процесс литья, при котором алюминиевый сплав непрерывно заливают в форму с циркуляционной системой водяного охлаждения. Где бы ни производилась отливка, ее тут же охлаждают и извлекают.
Установка сразу после системы литья будет непрерывной линией штамповки и прокатки. Литые изделия представляют собой алюминиевые прутки, пластины или трубы размерами до 0,2х1м.
Это очень эффективная система литья, которая широко используется в алюминиевых и сталелитейных цехах .
Преимущества непрерывного литья
- Благодаря быстрому охлаждению алюминиевое непрерывное литье обладает высокими механическими свойствами.
- Автоматизация легко приводит к высокой производительности.
- Поверхность отливки идеальна, зерна металла расположены плотно.
Недостатки непрерывного литья алюминия
- Подходит только для алюминиевого литья изделий простой формы.
- Невозможно отливать предметы с длинами поперечного сечения.
- Высокие первоначальные затраты на строительство.
Алюминий Непрерывное литье
Алюминий Непрерывное литье используется для литья металлических прутков, металлических труб различных размеров.
Кроме того, существует несколько других методов литья алюминия, используемых для изготовления алюминиевых отливок, таких как процесс литья под вакуумом, литье с абляцией, литье по выплавляемым моделям и т. д. Они также имеют много преимуществ, аналогичных описанным выше процессам литья.
Рассмотрение подходящих технологий литья алюминия
Какую технологию литья следует выбрать для литья алюминияКаждый процесс литья алюминия имеет свои преимущества и недостатки. Внимательно изучив информацию, сравнивающую различные методы литья алюминия в статье, сделайте выбор для своего литейного производства, исходя из вашего бюджета, типа изделий из алюминиевого литья, на которые вы хотите ориентироваться, требований к точности и годовой производительности.
Многие другие факторы влияющий на выбор технологии литья алюминия . Тем не менее, мы надеемся, что благодаря информации, представленной в статье, VIC частично помогла читателям лучше понять методы литья алюминия, а также принять правильные решения.
В VIC есть система литейных цехов с различными технологиями обработки. В частности, в литье алюминия VIC использует технологии литья в сырой песок и литье по газифицируемым моделям и находится на пути к расширению производственной линии за счет других технологий литья, которые соответствуют требованиям рынка.
VIC рада сотрудничеству с партнерами по всему миру, чтобы помочь клиентам продавать продукцию металлического литья с разумным качеством и ценой.
Контактная информация:
Vietnam Cast Iron Company Limited
- Адрес: Lai Xuan, Thuy Nguyen District, Hai Phong city, Vietnam
- Телефон: +84 86 543 0133
- Email [90 2protected]
прессформа литого алюминия – металл восхода солнца
- Что такое прессформа литого алюминия?
- Компоненты формы для литья алюминия под давлением
- Типы пресс-форм для литья под давлением
- Преимущества алюминиевой формы для литья под давлением
- Процесс обработки литой алюминиевой формы
- Важные аспекты конструкции литой алюминиевой формы
Что такое литая алюминиевая форма? Литая алюминиевая форма
также широко известна как штампы.
Эти пресс-формы используются для массового производства алюминиевых деталей. Изготовление пресс-форм раньше было сложной задачей. Благодаря технологии CNC Machining изготовление пресс-форм стало быстрее и эффективнее, чем когда-либо.Алюминиевая форма для литья под давлением требует материала с более высокой прочностью и температурой плавления, чем алюминий. В противном случае штамп будет поврежден в процессе литья. Обычно стальные формы используются для литья алюминия под давлением.
Высококачественная сталь довольно дорога и трудна в обработке. Таким образом, стоимость оснастки штампа относительно высока. Несмотря на высокую стоимость оснастки, оснастка для литья алюминия под давлением обеспечивает наилучшую экономичность и качество при крупносерийном производстве.
Компоненты алюминиевой формы для литья под давлением
Форма для литья под давлением состоит из нескольких частей, каждая из которых служит определенной цели. Основные компоненты формы для литья под давлением перечислены ниже.
- Матрица крышки
- Матрица выталкивателя
- Штифт выталкивателя
- Бегун
- Литник
- Вставка для полости
- Пластина выталкивателя
- Опорная пластина и т. д.
Эти компоненты обычно присутствуют в большинстве форм для литья под давлением. Хотя могут быть и специальные формы с несколькими дополнительными компонентами.
Типы форм для литья под давлением
Формы или штампы для литья под давлением можно разделить на различные типы в зависимости от назначения, которому они служат. Они есть,
- Производственные штампы
- Штампы для прототипирования
- Матрицы для отделки
- Штампы
Производственные штампы
Производственные штампы используются для крупносерийного производства. Они изготовлены из высококачественного прочного материала, что обеспечивает более длительный срок службы матрицы. Первоначальная стоимость инструмента для производства штампа очень высока, но в конечном итоге стоимость снижается при длительном использовании.
Штампы для прототипирования
Эти штампы в основном используются для создания прототипов. Процесс оснастки и функциональность такие же, как и у производственных штампов. Но сложные элементы упрощаются и обрабатываются с меньшей точностью, чтобы минимизировать стоимость инструмента.
Матрицы для обрезки
После завершения цикла литья на деталях остаются остатки литья, такие как литники, направляющие, стояки, заусенцы и т. д. Матрицы для обрезки используются для обрезки лишнего материала из готового литья под давлением. Он также используется для отделения деталей от модели литья.
Единичные матрицы
Единичные матрицы являются экономичной альтернативой обычным матрицам. Он в основном используется для литья мелких деталей. Единичные штампы состоят из съемных штампов, называемых вставками штампов. Для новых деталей вместо замены всего штампа достаточно просто заменить вставку штампа.
Теперь штампы можно дополнительно классифицировать и по структуре полости.
Они есть,- Одногнездная матрица
- Многогнездная матрица
- Комбинированный штамп
Здесь матрица с одной полостью содержит полость только для одной отливки. В то время как несколько полостей будут иметь шаблон полости для детали. С другой стороны, комбинированная матрица также имеет несколько полостей, но они не являются шаблоном и состоят из полостей для разных частей.
Преимущества алюминиевой формы для литья под давлением
Алюминиевая форма для литья под давлением значительно упростила производство алюминиевых деталей. Некоторые из преимуществ форм для литья под давлением объясняются ниже.
- Одна пресс-форма может производить тысячи деталей
- Может производить детали с очень жесткими допусками
- Может выдерживать высокие температуры
- Может выдерживать очень высокое давление
- Значительно снижает себестоимость при крупносерийном производстве
- Может производить несколько алюминиевых деталей за один раз
- Повышенная скорость охлаждения и затвердевания позволяет ускорить производство
Благодаря этим многочисленным преимуществам алюминиевые формы для литья под давлением используются для повышения производительности литья алюминия под давлением.
Процесс обработки алюминиевой формы для литья под давлением
Литая алюминиевая форма для литья под давлением, выполненная на станке с ЧПУ. Пресс-формы, обработанные на станке с ЧПУ, имеют очень хорошую точность и быстрее, чем любые методы изготовления пресс-форм вручную. Процесс изготовления оснастки из литого под давлением алюминия описан ниже.
3D-моделирование
3D-модель алюминиевой детали подготовлена с использованием программного обеспечения САПР. Затем создается модель пресс-формы в соответствии с размерами детали. Некоторые сложные детали не могут быть отлиты под давлением, поэтому такие детали избегаются при моделировании.
Дизайн для производства
Модель анализируется и корректируется для облегчения отливки. Реальная модель может быть разделена на сегменты или упрощены некоторые сложные геометрические элементы. В конструкции предусмотрена надлежащая тяга, позволяющая легко выбрасывать отливку.
Программирование
Станок с ЧПУ не может напрямую использовать 3D-модель.
Модель необходимо преобразовать в G-код с помощью программного обеспечения CAM. Станки с ЧПУ режут в соответствии с кодом. Также необходим М-код для процесса, который управляет операциями, выполняемыми машиной.Обработка
После ввода G-кода и М-кода станок с ЧПУ начнет резать форму. Весь процесс автоматизирован и не допускает ошибок, если только не были допущены какие-либо ошибки программирования. В зависимости от геометрии деталей и требований к точности детали могут быть обработаны очень быстро, а могут занять очень много времени.
Важные аспекты конструкции алюминиевой формы для литья под давлением
При изготовлении алюминиевой формы для литья под давлением необходимо соблюдать некоторые рекомендации. Это может значительно сократить время и сложность изготовления штампов. Вот несколько важных советов по изготовлению форм.
- Заменить острые края скруглениями
- Форма должна иметь достаточную осадку для облегчения выброса отливки
- Избегайте глубоких карманов и тонких стенок
- Минимизируйте количество подрезов и держите их на одном уровне с линией разъема
- Обеспечьте достаточное количество желобов, переливов, вентиляционных отверстий для улучшения качества литья
- Обратите особое внимание на ориентацию деталей при проектировании пресс-формы
Соблюдение этих советов по проектированию повысит эффективность оснастки из литого под давлением алюминия и увеличит ее срок службы.
Sunrise Metal — ваш выбор №1 для производства литейных форм из алюминия.
Это лишь небольшая часть, но очень важная, которую мы обслуживаем для вас в проектах по литейным алюминиевым формам.
Sunrise Metal может предложить вам полный спектр услуг, если у вас есть какие-либо требования к проектам литья алюминия под давлением, и вы хотите узнать больше о литье алюминия под давлением.
Что такое литье алюминия под давлением? 5 вещей, которые вам нужно знать
Когда вы находитесь в процессе проектирования алюминиевой детали, важно учитывать, какой производственный процесс вы будете использовать для ее производства. Существуют различные методы формовки алюминия, и литье алюминия под давлением является одним из наиболее распространенных вариантов, которые дизайнеры рассматривают.
Литье алюминия под давлением является методом выбора для многих автомобильных, промышленных и телекоммуникационных изделий.
Он также часто используется для производства электрических, гидравлических и осветительных компонентов.Если вы хотите узнать больше о процессе литья алюминия под давлением и вам нужна помощь в принятии решения о том, подходит ли он для вашей области применения, вы попали по адресу.
Содержание
Что такое литье алюминия под давлением? Описание процесса
Высокоточная пресс-форма для литья алюминиевых автомобильных деталей
Литье алюминия под давлением — это процесс формовки металла, который позволяет создавать сложные алюминиевые детали. Слитки из алюминиевого сплава нагревают до очень высоких температур, пока они полностью не расплавятся.
Жидкий алюминий впрыскивается под высоким давлением в полость стальной матрицы, также известной как пресс-форма — вы можете увидеть пример пресс-формы для автомобильных деталей выше. Пресс-форма состоит из двух половин, и после затвердевания расплавленного алюминия они разделяются, открывая отлитую алюминиевую часть.
Полученный алюминиевый продукт имеет точную форму с гладкой поверхностью и часто требует минимальной механической обработки или вообще не требует ее. Учитывая, что используются стальные штампы, процесс можно повторять много раз с использованием одной и той же формы, прежде чем она испортится, что делает литье алюминия под давлением идеальным для крупносерийного производства алюминиевых деталей.
1. Преимущества литья алюминия под давлением
Литье алюминия под давлением имеет ряд преимуществ по сравнению с другими процессами формовки металлов, которые могут сделать его подходящим выбором для изготовления алюминиевых деталей.
Одним из наиболее примечательных является возможность изготовления очень сложных форм, которые не могут быть эффективно созданы ни экструзией, ни механической обработкой. Прекрасным примером этого является производство сложных автомобильных деталей, таких как трансмиссии и блоки цилиндров. Другие процессы не могут постоянно обеспечивать сложность и жесткие допуски, необходимые для этих продуктов.
Дополнительные преимущества включают возможность иметь текстурированные или гладкие поверхности и возможность размещения как крупных, так и мелких деталей.
Узнайте больше: преимущества и недостатки литья под высоким давлением
2. Основные факторы, которые следует учитывать при проектировании деталей
Различные алюминиевые детали, изготовленные методом литья под давлением под высоким давлением
При проектировании детали необходимо учитывать несколько соображений. быть брошенным.
Во-первых, форма должна быть спроектирована таким образом, чтобы затвердевшая алюминиевая деталь могла отделяться и выходить наружу. Линия, которая отмечает, где две половины пресс-формы расходятся, называется линией разъема, и вы должны учитывать ее на ранних этапах проектирования штампа.
Другим важным фактором является расположение точек инъекции. Матрица может быть спроектирована с несколькими точками впрыска в тех случаях, когда в противном случае расплавленный металл затвердел бы, не достигнув каждой щели в матрице.
Это также может помочь, если в конструкцию включены полости; вы можете окружить их алюминием, и при этом часть все еще будет отрываться, когда форма отделяется.Также необходимо учитывать толщину стенок детали. Обычно не существует рекомендаций по минимальной толщине стенок благодаря последним технологическим разработкам, но часто предпочтительнее иметь стенки одинаковой толщины.
Узнайте больше: Руководство по проектированию литья алюминия под давлением
3. Сравните его с литьем в сырой песок и литьем в постоянную форму
Оператор заливает расплавленный металл в форму для литья в песчаную форму
Сырой песок и постоянная форма являются двумя распространенными альтернативными литье алюминия под давлением. В процессах с зеленым песком для создания формы для отливки используется влажный песок, что делает его менее дорогим, чем два других процесса. Выше вы можете видеть, как оператор заливает расплавленный металл в форму для литья из песка.
В отличие от литья под давлением, при котором используется впрыск, литье в постоянные формы требует заливки расплавленного алюминия в форму под действием силы тяжести.
Отливки в постоянные формы также потенциально могут производить более прочные отливки.Тем не менее, литье под давлением обеспечивает лучшие допуски и лучшую отделку поверхности, чем два других метода, часто устраняя необходимость в последующей обработке поверхности.
Узнайте больше: литье под давлением и литье в песчаные формы
4. Варианты обработки и чистовой обработки
Литые под давлением алюминиевые детали часто требуют минимальной механической обработки, и доступно несколько вариантов обработки поверхности. Литье под давлением имеет очень хорошую чистоту поверхности по стандартам литья, но все же может иметь дефекты, такие как металлические швы в месте соединения половинок формы. Шероховатую поверхность или другие дефекты, не соответствующие данной детали, можно устранить путем шлифовки, пескоструйной обработки или орбитальной шлифовки.
Процесс холодной обработки дробеструйным упрочнением часто используется для литого под давлением алюминия для повышения сопротивления усталости.
В качестве альтернативы на готовую деталь можно нанести защитное или декоративное покрытие, например, порошковое покрытие. Другие виды модификации также могут быть применены к деталям после литья, например, нарезание резьбы сверлами.5. Наиболее распространенные алюминиевые сплавы для литья под давлением
Алюминиевые слитки, которые будут переплавляться для производства
Некоторые из наиболее часто используемых алюминиевых сплавов для литья под давлением: A380, 383, B390, A413, A360 и CC401. Основное соображение при выборе подходящего сплава – предполагаемое применение.
Например, A360 обладает отличной коррозионной стойкостью, герметичностью и очень хорошей текучестью в расплавленном состоянии. B390 обладает выдающейся износостойкостью и высокой твердостью, а также имеет самую низкую пластичность среди всех литых сплавов, поэтому он используется в таких областях, как блоки автомобильных двигателей. Сплав A380 является идеальным универсальным сплавом, предлагающим хорошее сочетание свойств литья и продукта, и является наиболее часто используемым сплавом для литья широкого спектра продуктов.
Узнайте больше: Сравнение алюминиевых сплавов для литья под давлением
Заключение
В конце концов, выбранный вами процесс формовки металла будет зависеть от вашего бюджета, назначения вашей алюминиевой детали и количества деталей, которые вы хотите изготовить. . Литье под давлением может быть дорогим методом, но оно того стоит, если ваша конструкция имеет высокую сложность и вам требуется большое количество деталей.
Профессиональные услуги Gabrian по литью алюминия под давлением включают в себя профессиональное проектирование штампов, обеспечивающее заполнение расплавленным металлом всех частей формы, и соответствие стандарту ISO 9.001:2015-сертифицированное производственное предприятие, предлагающее профессиональное производство с превосходным контролем качества и стабильными свойствами. Предприятие также сертифицировано IATF16949 и ISO14001, и мы предоставляем электронное покрытие и порошковое покрытие для отливок, если это требуется заказчику.
Если вы хотите изучить другие варианты производства алюминия, ознакомьтесь с нашей статьей о литье под давлением в сравнении с алюминиевым профилем.
Часто задаваемые вопросы по алюминиевому литью и алюминиевым отливкам
0001
Как работает процесс литья алюминия Alcast ELECTRO-MAGNETIC?
Один из наиболее частых вопросов, которые мы получаем, касается того, как работает наш запатентованный процесс ELECTRO-MAGNETIC алюминиевого литья . Это очень хороший вопрос, так как в наших насосах нет движущихся частей, а алюминий не магнитится, в каком-то смысле это кажется волшебством.
Принцип работы наших электромагнитных насосов — закон Лапласа, также известный как сила Лоренца или закон Био-Савара. Эти законы объясняют, как работают асинхронные двигатели, и более известны как правило левой руки Флеминга.
Для простоты, через расплавленный алюминий (проводник) в насосе проходит ток с помощью магнитного поля. Когда ток, протекающий по проводнику, и магнитные поля выровнены под прямым углом, к проводнику прикладывается сила. Эта сила, приложенная к расплавленному алюминию, создает насосное действие нашего насоса.
Использование компьютеров для контроля того, сколько энергии подается на насос и как быстро она применяется к насосу, определяет скорость заполнения и уровень заполнения наших форм.Узнайте больше о наших процессах литья алюминия
Что такое литье алюминия в постоянную форму?
В процессе литья алюминия с постоянными формами вместо одноразовой песчаной формы используется многоразовая металлическая форма. Форма покрыта различными огнеупорными красками, чтобы защитить ее от расплавленного алюминия, а также помогает контролировать затвердевание. Многоразовый стальной сердечник или направляющие также могут быть добавлены для более сложных отливок.
Узнайте больше о нашем процессе изготовления перманентных форм
Что такое полупостоянная алюминиевая отливка?
Семи постоянная отливка прессформы алюминиевая очень подобна перм. Процесс пресс-формы, используемый в нашем алюминиевом литейном цехе , за одним исключением.
Наши одноразовые сердечники оболочки используются вместе с пресс-формой. Один песчаный стержень, несколько стержней или набор стержней вставляются в форму перед литьем, а затем подвергаются пескоструйной очистке или обжигу до или во время процесса термообработки. Этот процесс позволяет производить гораздо более сложные алюминиевые отливки.Узнайте больше о нашем полупостоянном процессе формования
Что такое песчаные стержни Shell?
Наши стержневые стержни Shell Sand Core изготавливаются на предприятии с использованием покрытого смолой песка, который вдувается в нагретый стальной стержневой ящик. Песок отверждается в стержневом ящике для образования твердой оболочки снаружи сердечника или для упрочнения всего стержня в зависимости от его размера и области применения. Затем эти песчаные стержни Shell можно использовать в нашем процессе литья алюминия в полупостоянные формы.
Что такое алюминиевая отливка пресс-формы низкого давления?
Наш процесс литья алюминия под низким давлением в постоянную форму использует наши ЭЛЕКТРОМАГНИТНЫЕ насосы для создания низкого давления для подачи расплавленного алюминия в полость формы.
Расплавленный алюминий выходит из насоса и попадает прямо на дно формы, поэтому металл, закачиваемый в форму, исключительно чистый. Преимущества этого процесса включают очень небольшую турбулентность при заполнении формы, что сводит к минимуму пористость газа и образование оксида. Механические свойства, как правило, примерно на 5% лучше, чем у литья в постоянные формы.Узнайте больше о наших процессах литья
Что такое литье алюминия с постоянным наклоном формы?
В процессе литья алюминия под наклоном в постоянную форму машина имеет выдерживающую печь, заполненную расплавленным алюминием. Форма закрывается с помощью гидроцилиндров, и вся машина медленно наклоняется, регулируя скорость входа металла в полость формы до ее заполнения. Машина удерживается в наклонном положении до тех пор, пока отливка не затвердеет, после чего она снова наклоняется вниз. Как только отливка становится достаточно твердой, чтобы ее можно было извлечь из формы, она открывается, отливка удаляется, и процесс заливки с наклоном начинается заново.
Узнайте больше о нашем процессе литья под наклоном
Как долго работает ваш алюминиевый литейный завод?
Алюминиевый литейный завод компании Alcast был основан в 1970 году Уильямом А. и Мэрилин Л. Митченер. Мы занимаемся производством высококачественных алюминиевых отливок уже 45 лет и в настоящее время являемся компанией ESOP, принадлежащей сотрудникам.
Узнайте больше об истории компании Alcast
Производит ли Alcast небольшие алюминиевые отливки?
Да, компания Alcast производит множество небольших алюминиевых отливок от нескольких долей фунта до одного фунта с объемами, превышающими 500 000 штук в год. Мы производим маленькие и большие отливки и все, что между ними!
См. нашу галерею компонентов тормозов и галерею корпусов клапанов, чтобы узнать больше о наших малых отливках
Производит ли Alcast большие алюминиевые отливки?
Да, мы также производим большое количество крупных алюминиевых отливок весом до 220 фунтов и диаметром 41 дюйм в количестве от 10 до 400 штук в год.
Запатентованное компанией Alcast оборудование для алюминиевого литья с постоянными формами обеспечивает большую гибкость в отношении размера отливки, веса и дизайна. Мы производим большие и маленькие отливки и все, что между ними!См. нашу галерею гидротрансформаторов, галерею вентиляторов и прочее. Галерея для большего количества наших больших отливок.
Можно ли отливать в отливки трубы, вставки из нержавеющей стали, чугуна или стали?
Да, наш алюминиевый литейный завод производит много алюминиевых отливок с трубами или вставками, отлитыми на месте.
См. множество примеров в нашей галерее литья труб и стальных вставок.
Выполняет ли Alcast термообработку отливок в домашних условиях?
Да, благодаря использованию пяти отдельных систем мы можем предоставить нашим клиентам различные варианты. Наиболее распространенными процессами являются твердость T5 и T6, хотя на нашем оборудовании возможны многие другие процессы.
Подробнее о наших возможностях термообработки
Предоставляете ли вы необработанные или обработанные алюминиевые отливки?
Мы можем предоставить как необработанные, так и полностью обработанные алюминиевые отливки. Наш алюминиевый литейный завод также имеет полностью оборудованный цех с ЧПУ, который может обеспечить прецизионное литье для наших клиентов.
Дополнительную информацию см. на страницах нашего механического цеха и дополнительных услуг.
Литье в постоянные формы | Услуги алюминиевого литья
0019
Обладая более чем 70-летним производственным опытом, Le Sueur Incorporated является вашим лучшим выбором для литья алюминия в неразъемные формы и отделки. Не уверен, с чего начать? Наша знающая и дружная команда инженеров понимает сложности, возникающие при проектировании постоянных и полупостоянных отливок в формы. Наш процесс литья алюминиевых форм является всеобъемлющим. От раннего участия в проектировании и прототипировании до комплексных услуг по механической обработке, чистовой обработке и сборке, LSI предоставляет услуги от начала до конца для вашего проекта литья в постоянные формы.
Le Sueur Incorporated предоставляет услуги литья в постоянные формы под низким давлением (LPPM) и литья в постоянные формы с наклоном. Мы специализируемся на сложных по размерам и герметичных изделиях с использованием нескольких алюминиевых сплавов, в том числе 319, 355, 356, A356 и 413. Наш литейный цех, расположенный за пределами Миннеаполиса, штат Миннесота, имеет 15 литейных цехов с наклонной заливкой и 8 литейных цехов с постоянным давлением низкого давления. Мы также предлагаем полупостоянное литье в формы с использованием обоих процессов.
Чтобы узнать больше о наших услугах по литью в постоянные формы, задайте нам вопрос или запросите предложение сегодня.
Процессы литья в постоянные формы
Литье в постоянные формы, также известное как литье под давлением, похоже на литье под давлением и использует многоразовые стальные формы для производства формованных компонентов.
Для изготовления детали расплавленный алюминий заливается в стальную форму под действием силы тяжести или заполняется под низким давлением.
После того, как алюминиевая отливка остынет, деталь вынимается из формы и обрабатывается. Отливки в постоянные формы имеют высокую степень структурной целостности, внутренней прочности и обладают превосходными механическими свойствами.Полупостоянное литье в форму включает аналогичный процесс, но включает введение песчаных стержней для образования полых проходов или отливки сложной геометрической формы, которая не может быть сформирована с помощью стальной оснастки для постоянной формы.
Постоянная плесень с низким давлением
Наклона Поличная плесень
Постоянное литье плесени низкого давления. Этот метод литья в алюминиевые формы обеспечивает высокое качество и однородность отделки, что сводит к минимуму операции по отделке, тем самым экономя время и ресурсы.
Литье под наклоном в постоянную форму
При литье под наклоном или под действием силы тяжести используются формы с обратным изображением отливаемой детали.
Затем расплавленный металл заливается под действием силы тяжести, чтобы заполнить форму и произвести отливку. Этот процесс очень стабилен, что приводит к постоянным качественным отливкам.Преимущества использования услуг LSI по литью в постоянные формы
- Собственное производство стержней состоит из процессов isocure и shell
- Термическая обработка осуществляется в (5) печах быстрого охлаждения с опусканием вниз
- Комплектные металлургические лаборатории и лаборатории неразрушающего контроля
- Зарегистрированная система менеджмента качества ISO 9001:2015
- CAD-системы: Pro/ENGINEER и SOLIDWORKS
- Моделирование литья MAGMA
- Рентген: цифровая рентгенография (в реальном времени), компьютерная рентгенография (CR) и обычная пленка
Алюминиевые отливки в постоянные и полупостоянные формы Решения для продуктов
Отливки в постоянные и полупостоянные формы используются в широком диапазоне отраслей промышленности, требующих герметичного и конструкционного литья.
Продукты включают в себя:- Воздушные баллоны
- Алюминиевые корпуса
- Алюминиевые колеса
- Базовые корпуса
- Холодные тарелки
- Корпуса компрессоров
- Охлаждающие ребра и вентиляторы
- Муфты
- Крышки
- Мембранные насосы
- Корпуса дифференциала
- Электрические коробки
- Электропередающее оборудование
- Промежуточные пластины двигателя
- Ступицы лопастей вентилятора
- Основания фильтров
- Коробки передач
- Коробки передач
- Нагревательные элементы
- Ступицы
- Гидравлические цилиндры
- Крыльчатки
- Коллекторы
- Морские компоненты
- Масляные поддоны
- Поршни
- Корпуса высокого давления
- Компоненты подвески
- Пластины канала передачи
- Картеры коробки передач
- Базовые опоры для транца для морского применения
- Корпуса клапанов
- Корпуса клапанов
- Различные компоненты насоса
- Ветроэнергетическое оборудование
Узнайте больше о наших услугах по постоянному литью в формы
Являясь ведущим поставщиком алюминиевого литья и литья пластмасс под давлением, компания Le Sueur предлагает вам как полупостоянные, так и постоянные услуги по литью в алюминиевые формы.
Позвольте нашим опытным инженерам помочь вам найти наиболее экономичное и эффективное решение для ваших постоянных или полупостоянных потребностей в литье в формы. Наши возможности включают прецизионную механическую обработку, чистовую обработку и сборку.Пожалуйста, свяжитесь с нами, чтобы обсудить ваш проект по литью алюминия в постоянную форму сегодня.
Запросить предложение
Лучший способ литья алюминия
Арун Гупта
Гупта Пермолд Корп.
Питтсбург, ПенсильванияПод редакцией Джин Хоффман
Форма для этого 17-фунтового вентилятора диаметром 48 дюймов была переработана методом литья в песчаные формы. Вентилятор, используемый в сельском хозяйстве, отлит из цельного куска. Высокая повторяемость процесса литья в постоянные формы помогает свести к минимуму операции вторичной обработки и процессы балансировки вращения.
Литье в песчаные формы включает в себя временные формы, изготовленные из металлических или деревянных моделей.
Следовательно, первоначальные инвестиции в оснастку невелики, но цены за деталь обычно выше, чем отливки в постоянные формы. И наоборот, литье под давлением имеет более короткое время цикла, что снижает цену за деталь, но оснастка может стоить до 10 раз дороже, чем оснастка для постоянной формы.Отливки в постоянные формы остывают быстрее, чем отливки в песчаные формы, что придает им гораздо более тонкую и однородную микроструктуру. Это повышает механические свойства до 20%. Для сравнения, детали, отлитые под давлением, имеют гораздо более прочную кожу, но более слабые внутренние части.
Фазовые диаграммы алюминиевых сплавов довольно сложны, но в иллюстративных целях простая двухкомпонентная диаграмма иллюстрирует диапазон замерзания или превращения жидкости в твердое, наиболее подходящий для отливок. Сплав состава 88 % Al и 12 % кремния (Si), например, имеет короткий интервал застывания — порядка 20°С.
Диапазон замерзания 12% Si является самым коротким на диаграмме и называется эвтектическим составом. Для литья в постоянные формы эвтектические сплавы обычно являются идеальными литейными сплавами.Сегодня постоянные металлические формы с гравитационной подачей позволяют изготавливать детали почти чистой формы из различных алюминиевых сплавов. Но конструктор должен убедиться, что использование постоянных пресс-форм для производства детали возможно и выгодно. Знание ограничений этого процесса литья может помочь разработчикам создавать детали, которые в полной мере используют преимущества этого проверенного производственного процесса.
Процесс
Постоянные формы производят большое количество деталей с повторяемыми размерами, используя формы, изготовленные из чугуна или стали. Напротив, инвестиционные формы и формы для литья в песчаные формы разрушаются во время удаления деталей, а во время литья под давлением расплавленный металл впрыскивается в формы под чрезвычайно высоким давлением. Следовательно, штампы должны быть спроектированы таким образом, чтобы выдерживать это давление, что резко повышает стоимость по сравнению с постоянными формами, заполняемыми самотеком.Отливки в постоянные формы могут быть изготовлены с однородной непористой микроструктурой, но эти качества сильно зависят от скорости затвердевания и конструкции литейной оснастки. Формы должны быть тщательно спроектированы с литниками, вентиляционными отверстиями и стояками, работающими в тандеме, чтобы металл полностью заполнил форму при плавном контролируемом потоке.
Конструкция и размещение литников и литников имеют решающее значение для обеспечения контролируемого ламинарного потока металла в форму и адекватной подачи ко всем частям отливки. Ламинарный поток также сводит к минимуму количество газа, поступающего в расплав. Чрезмерное количество растворенного газа в расплаве приводит к образованию пустот в отливках.
Стояки действуют как резервуары металла для подачи постоянного потока в области детали, которые в противном случае могут оказаться изолированными.
Тонкие срезы замерзают быстрее, чем толстые. Таким образом, необходимы тщательно расположенные стояки для непрерывной подачи в полость по мере того, как металл сжимается во время охлаждения, иначе в области отливки может не хватить металла для заполнения позади сжимающегося металла. Пустота, образовавшаяся в результате этого явления, является дефектом литья, известным как усадочная пористость, главным врагом в мире литья. В идеале стояки и литники затвердевают последними, что приводит к так называемому «направленному отверждению».Конструкции постоянных пресс-форм
Конструкторам, незнакомым с процессами изготовления неразъемных форм, следует заранее проконсультироваться с литейным цехом. Это поможет гарантировать, что пресс-формы будут многократно формировать детали с правильными допусками. Вот несколько советов по проектированию постоянных пресс-форм, которые помогут дизайнерам начать работу:Используйте стенки одинаковой толщины. Части пресс-формы с наименьшей площадью поперечного сечения обычно охлаждаются и затвердевают первыми.
Толстые секции часто действуют как резервуары для расплавленного металла, питая тонкие секции по мере их затвердевания и усадки. Однако большинство деталей имеют различное поперечное сечение, и более тонкие секции замерзнут раньше, чем более толстые. Пути подачи должны учитывать затвердевание от самых тонких до самых толстых участков.Выполнение стенок готовой детали одинаковой толщины упрощает проектирование тракта подачи. Постепенное затвердевание легче поддерживать в конструкциях с однородным поперечным сечением. Это также сделает микроструктуру детали и механические свойства более стабильными.
Используйте подходящие сплавы. Существуют алюминиевые сплавы, предназначенные для литья в постоянные формы, в том числе 319, 356, A356, 413 и 535. В общем, кремний (Si) является наиболее важным легирующим элементом для любого процесса литья алюминия. Его высокая удельная теплоемкость означает, что он удерживает тепло дольше, чем алюминий. При затвердевании это приводит к равномерному застыванию отливки.
Сплавы также должны иметь короткий диапазон перехода из жидкого состояния в твердое (замерзание), что помогает обеспечить высокие механические свойства. Фазовые диаграммы иллюстрируют превращение жидкости в твердое. Сплавы, которые переходят из жидкого состояния в твердое при температуре около 50°С, лучше всего подходят для литья в постоянные формы и широко известны как эвтектические сплавы.
Обратите внимание на детали детали. Используйте скругления вместо острых углов. Дифференциальная усадка на острых углах приведет к стойкой усадочной пористости, которая может появиться в процессе обработки. Вместо массивных секций следует использовать ребра и косынки. Рекомендуется постепенное смешивание легких участков с тяжелыми. Когда это возможно, детали должны иметь конусность для облегчения извлечения детали — для большинства деталей рекомендуется конусность или уклон 2°. И рассмотрите методы сверления для сложных форм и даже поднутрений. Это может исключить операции вторичной обработки.
- 9 HOT CAMBER :
- 9 HOT CAMBER :
- 9 HOT CAMBER :