Изготовление литейных форм: 3.4. Изготовление литейных форм и стержней
alexxlab | 06.04.2023 | 0 | Разное
3.4. Изготовление литейных форм и стержней
Основными операциями изготовления литейных форм являются: уплотнение формовочной смеси для получения точного отпечатка модели в форме и придание форме достаточной прочности; устройство вентиляционных каналов для вывода газов из полости формы; извлечение модели из формы; отделка и сборка формы.
В зависимости от размеров, массы и толщины стенки отливки, а также марки литейного сплава его заливают в сухие, сырые или химически твердеющие формы. В сырых формах изготовляют мелкие и средние отливки. В других случаях перед сборкой полуформы высушивают на всю глубину или на 20…30 мм от поверхности, обеспечивают химическое твердение смеси в опоке.
Формы изготавливаются вручную, на формовочных машинах и на автоматических линиях.
Ручная формовка применяется для получения одной или нескольких отливок в условиях опытного производства, в ремонтном производстве, для крупных отливок массой 200…300 тонн.
Приемы ручной формовки: в парных опоках по разъемной модели; формовка шаблонами; формовка в кессонах.
Формовку в опоках по разъемной модели отливки применяют, когда модель не имеет плоской поверхности.
Формовку осуществляют в следующей последовательности (рис. 5).
Изготовление формы в парных опоках по разъемной модели
Рис. 5. Изготовление формы в парных опоках по разъемной модели: а – отливка; б – изготовление нижней полуформы; в – изготовление верхней полуформы; г – форма, готовая к заливке; 1 – вентиляционные каналы; 2 – нижняя опока; 3 – нижняя часть модели; 4 – модельная плита; 5 – модель стояка; 6 – выпор; 7 – верхняя половина модели; 8 – верхняя опока; 9 – стержень
Нижнюю половину модели, не имеющую центрирующих шипов 3, и модели питателей ставят плоскостью разъема на модельную плиту 4. Устанавливают нижнюю опоку 2. На модель наносят облицовочную формовочную смесь толщиной 40…100 мм, после чего смесь уплотняют вокруг всей модели. Остальной объем опоки заполняют наполнительной смесью. Ручной или пневматической трамбовкой смесь уплотняют сначала у стенок опоки, а затем в средней части, после добавления смеси выше края опоки уплотняют концом трамбовки. Излишек формовочной смеси срезают линейкой вровень с кромкой опоки. Душником накалывают вентиляционные каналы 1, улучшающие газопроницаемость формы (рис. 5, б).
Излишек формовочной смеси срезают линейкой вровень с кромкой опоки. Душником накалывают вентиляционные каналы 1, улучшающие газопроницаемость формы (рис. 5, б).
Опоку с заформованной в ней половиной модели поворачивают на 180° и разъемом вверх устанавливают на модельную плиту. Формовочную смесь по разъему заглаживают гладилкой. На нижнюю половину модели по центрирующим шипам устанавливают верхнюю половину модели 7 и модели стояка 5, шлакоуловителя выпоров 6. Поверхность разъема формы посыпают тонким слоем сухого кварцевого песка, для того чтобы формовочная смесь в верхней опоке не прилипала к смеси в нижней опоке. Верхнюю опоку 8 устанавливают по центрирующим штырям на нижнюю опоку. Затем производят наполнение и уплотнение смеси в верхней опоке. После уплотнения трамбовкой срезают излишки смеси, выполняют вентиляционные каналы, вокруг стояка гладилкой прорезают литниковую чашу (рис. 5, в).
Модели стояка и выпоров раскачивают и удаляют из верхней полуформы. Верхнюю опоку снимают, переворачивают на 180° разъемом вверх и устанавливают на предварительно подготовленное место. Из полуформ после легкого раскачивания удаляют половины моделей и модели питателей и шлакоуловителя. Обе формы отделывают и припыливают серебристым графитом (если в форму заливают чугун), тальком или цементом для получения отливок с чистой поверхностью.
Верхнюю опоку снимают, переворачивают на 180° разъемом вверх и устанавливают на предварительно подготовленное место. Из полуформ после легкого раскачивания удаляют половины моделей и модели питателей и шлакоуловителя. Обе формы отделывают и припыливают серебристым графитом (если в форму заливают чугун), тальком или цементом для получения отливок с чистой поверхностью.
Иногда при изготовлении сложных отливок одна плоскость разъема не позволяет извлечь модель из верхней и нижней полуформ. В этом случае применяют формовку в трех и более опоках, т.е. форма имеет две и больше поверхностей разъема. В ряде случаев вместо дополнительного разъема на модели делают отъемные части или устанавливают наружные стержни.
Формовка шаблонами применяется для получения отливок, имеющих конфигурацию тел вращения в единичном производстве.
Шаблон – профильная доска. Изготовление формы для шлаковой чаши (рис. 6, а) показано на рис. 6.
Формовка шаблонами
Рис. 6. Формовка шаблонами: а – отливка; б – оснастка для формовки; в – оформление наружного контура; г – изготовление верхней полуформы; д – оформление внутреннего контура; е – форма, готовая к заливке; 1, 4 – шаблоны; 2 – шпиндель; 3 – серьга; 5 – упор; 6 – верхняя опока; 7 – подпятник
В уплотненной формовочной смеси вращением шаблона 1, закрепленного на шпинделе 2 до упора 5 при помощи серьги 3, оформляют наружную поверхность отливки (рис. 6, в) и используют ее как модель для формовки в опоке верхней полуформы 6 (рис. 6, г). Снимают серьгу с шаблоном, плоскость разъема покрывают разделительным слоем сухого кварцевого песка, устанавливают модели литниковой системы, опоку, засыпают формовочную смесь и уплотняют ее. Затем снимают верхнюю полуформу. В подпятник 7 устанавливают шпиндель с шаблоном 4, которым оформляют нижнюю полуформу, снимая слой смеси, равный толщине стенки отливки (рис. 2.6, д). Снимают шаблон, удаляют шпиндель, отделывают болван и устанавливают верхнюю полуформу (рис. 2.6, е). В готовую литейную форму заливают расплавленный металл.
6, в) и используют ее как модель для формовки в опоке верхней полуформы 6 (рис. 6, г). Снимают серьгу с шаблоном, плоскость разъема покрывают разделительным слоем сухого кварцевого песка, устанавливают модели литниковой системы, опоку, засыпают формовочную смесь и уплотняют ее. Затем снимают верхнюю полуформу. В подпятник 7 устанавливают шпиндель с шаблоном 4, которым оформляют нижнюю полуформу, снимая слой смеси, равный толщине стенки отливки (рис. 2.6, д). Снимают шаблон, удаляют шпиндель, отделывают болван и устанавливают верхнюю полуформу (рис. 2.6, е). В готовую литейную форму заливают расплавленный металл.
Формовка в кессонах.
Формовкой в кессонах получают крупные отливки массой до 200 тонн, не требующие высокой точности.
Кессон – железобетонная яма, расположенная ниже уровня пола цеха, водонепроницаемая для грунтовых вод.
Формовочную смесь уплотняют вокруг модели с помощью пневматических трамбовок или пескометом, а при изготовлении небольших отливок модель вдавливают в заранее подготовленный слой формовочной смеси.
Механизированный кессон имеет две подвижные и две неподвижные стенки из чугунных плит. Дно из полых плит, которые можно продувать (для ускорения охлаждения отливок), и кессона. Кессон имеет механизм для передвижения стенок и приспособлен для установки и закрепления верхней полуформы.
Машинная формовка
Машинная формовка используется в массовом и серийном производстве, а также для мелких серий и отдельных отливок.
Машины позволяют механизировать две основные операции формовки (уплотнение смеси, удаление модели из формы) и некоторые вспомогательные (устройство литниковых каналов, поворот опок и др.). Повышается производительность труда, улучшается качество форм и отливок, снижается брак, облегчаются условия работы.
По характеру уплотнения различают машины прессовые, встряхивающие, пескометы и другие.
Уплотнение прессованием может осуществляться по различным схемам, выбор которых зависит от размеров формы моделей, степени и равномерности уплотнения и других условий.
В машинах с верхним уплотнением (рис. 7, а) уплотняющее давление действует сверху.
Схемы способов уплотнения литейных форм при машинной формовке
Рис. 7. Схемы способов уплотнения литейных форм при машинной формовке:
а – прессованием; б – встряхиванием;
1 – цилиндр; 2 – поршень; 3 – стол; 4 – модельная плита с моделью; 5 – опока; 6 – наполнительная рамка; 7 – прессовая колодка; 8 – траверса
Модельную плиту 4 с моделью укрепляют на столе 3. Устанавливают опоку 5 с наполнительной рамкой 6, затем в нее насыпают формовочную смесь. При подаче сжатого воздуха в нижнюю часть цилиндра 1 прессовый поршень 2, стол 3 с прикрепленной к нему модельной плитой 4 с моделью поднимается. Прессовая колодка 7, закрепленная на траверсе 8, входит в наполнительную рамку 6 и уплотняет формовочную смесь в опоке 5. После прессования стол с модельной оснасткой опускают в исходное положение.
У машин с нижним прессованием формовочная смесь уплотняется самой моделью и модельной плитой.
В некоторых машинах прессование осуществляется одновременно с вибрацией. Песчинки смеси совершают колебания с малой амплитудой и большой частотой, трение между ними и о боковые стенки опоки уменьшается. В результате прессование происходит эффективнее, смесь уплотняется более равномерно. Можно использовать более высокие опоки.
Более равномерное уплотнение формовочной смеси достигается при использовании в качестве уплотняющего органа машины эластичной диаграммы или многоплунжерной прессовой головки.
Уплотнение встряхиванием происходит в результате многократно повторяющихся встряхиваний (рис. 7, б).
Под действием сжатого воздуха, подаваемого в нижнюю часть цилиндра 1, встряхивающий поршень 2 и стол с закрепленной на нем модельной плитой 4 с моделью поднимается на 30…100 мм до выпускного отверстия, после выхода сжатого воздуха стол падает и ударяется о преграду. Формовочная смесь в опоке 5 и наполнительной рамке 6 уплотняется в результате появления инерционных сил. Число ударов стола о преграду – борта пневматического цилиндра – составляет 30…50 в минуту. Способ характеризуется неравномерностью уплотнения. Наиболее сильно уплотняются нижние слои, непосредственно прилегающие к модельной плите. По мере удаления от плиты степень уплотнения уменьшается. Уплотнение верхних слоев достигается допрессовкой.
Формовочная смесь в опоке 5 и наполнительной рамке 6 уплотняется в результате появления инерционных сил. Число ударов стола о преграду – борта пневматического цилиндра – составляет 30…50 в минуту. Способ характеризуется неравномерностью уплотнения. Наиболее сильно уплотняются нижние слои, непосредственно прилегающие к модельной плите. По мере удаления от плиты степень уплотнения уменьшается. Уплотнение верхних слоев достигается допрессовкой.
Вакуумная формовка
Изготовление форм основано на формообразовании и придании им определенной прочности за счет разности давлений с внешней стороны формы (атмосферного) и внутренней, между частицами песка.
Модельная плита имеет вакуумную полость. В модели имеются сквозные отверстия диаметром 0,5…1 мм, совпадающие с отверстиями в плите. Модельную плиту с моделью закрывают нагретой термопластичной полимерной пленкой. В воздушной коробке насосами создается вакуум 40…50 кПа, под действием которого пленка прилипает к модели и модельной плите. Затем устанавливается опока с сухим кварцевым песком, который уплотняется с помощью вибраций.
Затем устанавливается опока с сухим кварцевым песком, который уплотняется с помощью вибраций.
На верхнюю поверхность помещают разогретую пленку, плотно прилегающую к опоке, и в опоке образуется вакуум. Полуформу снимают с модели. Аналогично изготовляют вторую полуформу. При установке стержней, сборке формы, заливке ее металлом и в период затвердевания отливки в полуформах сохраняется вакуум. При заливке металла пленка, оформляющая рабочую полость формы, сгорает, образуя противопригарное покрытие. Верхняя пленка остается.
После охлаждения отливки до заданной температуры вакуум снимается, и отливка свободно удаляется из опок. Песок используется многократно.
При применении этого способа формовки отпадает необходимость в связующих материалах и выбивных устройствах, увеличивается срок службы моделей, так как нет контакта модели с песком, снижается брак по газовым раковинам, обеспечивается высокое качество поверхности.
Уплотнение пескометом осуществляется рабочим органом пескомета – метательной головкой (рис. 8).
8).
Внутри кожуха головки 1 с большой скоростью вращается ротор с одной или двумя лопатками 3. Формовочная смесь подается в головку непрерывно транспортером 2. Пескомет обеспечивает засыпку смеси и ее уплотнение. При вращении ротора со скоростью 1000…1500 мин–1, формовочная смесь 5 лопатками 3 через отверстие 4 выбрасывается в опоку со скоростью 30…60 м/с. При падении за счет силы тяжести смесь уплотняется. Метательная головка может перемещаться над опокой. Пескомет – высокопроизводительная формовочная машина, его применяют при изготовлении крупных отливок в опоках и кессонах.
Уплотнение смеси пескометом
Рис. 8. Уплотнение смеси пескометом: 1 – кожух; 2 – транспортер; 3 – лопатка; 4 – отверстие; 5 – формовочная смесь
Формовка на автоматических линиях
Созданы высокопроизводительные формовочные линии, в которых механизированы все операции. В состав автоматических и полуавтоматических формовочных линий входят формовочные машины, которые бывают однопозиционными проходными и многопозиционными карусельными.
На однопозиционных проходных машинах все операции формовки осуществляются последовательно: обдув модели воздухом, подача смеси в опоку, уплотнение, снятие полуформы с модельной плиты и подача ее на приемное устройство.
Многопозиционные карусельные машины имеют четыре и более позиций, расположенных через равные интервалы на круглом столе. На всех позициях одновременно выполняются различные технологические операции.
Безопочная автоматическая формовка
Используется при изготовлении форм для мелких отливок из чугуна и стали в серийном и массовом производстве.
Изготовление литейных форм осуществляется на высокопроизводительных пескодувно-прессовых автоматических линиях (рис. 9).
Изготовление безопочных литейных форм
Рис. 9. Изготовление безопочных литейных форм: а – изготовление формы; б – форма, готовая к заливке; 1, 3 – модельные плиты; 2 – головка; 4 – плунжер;5 – полость; 6 – ковш; 7 – отливка
Модельная плита 1 закреплена на прессовой машине, модельная плита 3 – на плите противодавления.
Формовочная камера заполняется смесью с помощью сжатого воздуха из головки 2. Уплотнение осуществляется при перемещении модельной плиты 1 плунжером 4. После уплотнения поворотная модельная плита 3 отходит влево и поворачивается в горизонтальное положение. Полуформа перемещается плунжером 4 до соприкосновения с предыдущим комом, образуя полость 5. Затем производят заливку металла из ковша 6. После затвердевания и охлаждения отливок формы подаются на выбивную решетку, где отливки 7 освобождаются от формовочной смеси. Смесь поступает на переработку и повторное использование, а отливки – в обрубное отделение.
Изготовление стержней
Изготовление стержней осуществляется в ящиках вручную или на специальных стержневых машинах из стержневых смесей. В основном используются пескодувный и пескострельный методы, реже встряхивание.
Изготовление стержней включает операции: формовку сырого стержня, сушку, окраску сухого стержня. Если стержень состоит из нескольких частей, то после сушки их склеивают.
Если стержень состоит из нескольких частей, то после сушки их склеивают.
Ручная формовка осуществляется в стержневых ящиках.
Стержни можно изготовить в неразъемных и разъемных ящиках. Наиболее часто используют разъемные ящики, состоящие из двух частей, которые центрируют с помощью шипов и втулок и скрепляют скобами, струбцинами, барашками или эксцентриками.
Рабочую полость стержневого ящика очищают от пыли и остатков смеси.Кистью или пульверизатором наносят разделительное покрытие. По центрирующим шипам и отверстиям части ящика соединяют и скрепляют скобами. Ящик устанавливают на щиток и наполняют стержневой смесью, смесь уплотняют. В стержень вводят каркас из стальной проволоки. Ящик полностью заполняют смесью и уплотняют ее. После окончательного уплотнения смеси ее излишки срезают, торцы стержня заглаживают гладилкой, а затем в них выполняют вентиляционные каналы. Готовый стержень извлекают из стержневого ящика.
Для придания стержням необходимой прочности используются арматурные каркасы из стальной проволоки (в средних стержнях) или литого чугуна (в крупных массивных стержнях). Каркас не должен ухудшать податливость стержня, его вентиляцию и выбиваемость. Его укладывают на определенном расстоянии от поверхности стержня.
Каркас не должен ухудшать податливость стержня, его вентиляцию и выбиваемость. Его укладывают на определенном расстоянии от поверхности стержня.
Наиболее простые по конфигурации стержни изготавливают в неразъемных ящиках.
Готовые стержни, за исключением химически твердеющих, подвергаются сушке при температуре 200…230 0С для увеличения газопроницаемости и прочности. Во время сушки из стержня удаляется влага, частично или полностью выгорают органические примеси. Режим сушки выбирают с учетом состава стержневой смеси и размеров стержня.
Контроль стержней заключается в проверке размеров шаблонами или другими инструментами. Также оценивают качество поверхностей – определяют наличие трещин, заусенцев и т.д.
Склеивают стержни и исправляют дефекты вручную с помощью специальных приспособлений.
Окраску осуществляют с помощью пульверизатора или окунанием ровным слоем толщиной не более 1…1,5 мм. После подсушки стержни передают на склад.
При использовании смесей с синтетическими смолами, стержни изготовляют в металлических ящиках, нагретых до 250…350 0С. Заполнение ящиков стержневой смесью осуществляется или свободной засыпкой, или с помощью пескодувных машин. Твердение стержней в оснастке повышает их точность и прочность.
Заполнение ящиков стержневой смесью осуществляется или свободной засыпкой, или с помощью пескодувных машин. Твердение стержней в оснастке повышает их точность и прочность.
Изготовление стержней из жидкостекольных смесей состоит в химическом отверждении жидкого стекла путем продувки стержня углекислым газом. После продувки стержни отделывают и окрашивают самовысыхающими красками. Этим способом изготовляют средние и крупные по массе стержни.
Процесс изготовления стержней из холоднотвердеющих смесей исключает операции уплотнения смеси и тепловую сушку, сокращает трудоемкость и цикл изготовления.
В состав таких смесей кроме песка входят фурановые смолы и отвердитель (ортофосфорная кислота). Отвердитель вводят в смесь перед заполнением ею стержневого ящика. Стержень выдерживают в ящике 2…15 мин. При достижении достаточной прочности стержень извлекают из ящика, и окончательное отверждение его происходит на воздухе. При использовании этих смесей должна быть обеспечена хорошая вентиляция помещения.
Сборка литейной формы
Качество сборки формы определяет точность геометрических размеров отливки, образование заливов, трудоемкость обрубки.
Сборка литейной формы включает: установку нижней полуформы; установку стержней; контроль отклонения размеров основных полостей формы; установку верхней полуформы.
Нижнюю полуформу устанавливают на заливочную площадку. Из полости полуформы сжатым воздухом выдувают сор и пыль, попавшие при извлечении модели и отделке полуформы.
В полость полуформы в определенной последовательности устанавливаются стержни 9, устойчивое положение которых обеспечивается стержневыми знаками (рис. 5, г). В некоторых случаях используют специальные металлические подставки – жеребейки. Правильность установки стержней проверяют контрольными шаблонами или другими приспособлениями.
Одновременно со стержнями устанавливают внутренние холодильники и строго их фиксируют относительно стенок формы и стержней.
Осуществляют контроль отклонения размеров основных полостей формы, проверяют элементы литниковой системы, устанавливают фильтровальные сетки, очищают от загрязнений выпоры.
Нижнюю полуформу накрывают верхней. Точность совмещения нижней и верхней полуформ обеспечивается центрирующими штырями.
Изготовление литейных форм и стержней
§ 32.
Технологический процесс изготовления литейных форм называется ф о р м о в к о й. Различают ручную и машинную формовку. При ручной формовке наиболее широкое распространение получила формовка по модели. Такую формовку выполняют в почве — сплошном слое земли, находящемся на полу цеха или в опоках.
Рис. 29. Формовка по модели в двух опоках:
1 — модель, 2 — подмодельный щиток, 3 — нижняя опока, 4 — верхняя опока,
5 —модель стояка, 6 — каналы для выхода газа
Наибольшее распространение получила формовка
деталей по модели в двух опоках (рис. 29, а, б, в, г). Основными
операциями ручной формовки являются уплотнение формовочной смеси в опоке
и извлечение модели из формы. Уплотнение формовочной смеси представляет
трудоемкую работу, а извлечение модели требует умения и аккуратности.
Схемы работы различных типов формовочных машин приведены на рис, 30. В прессующей машине (рис. 30, а) сжатый воздух или масло под давлением поступает в цилиндр 7 и поднимает поршень 6 вместе со столом 5, моделью 3, опокой 4 и рамкой 2 так, что уплотняет формовочную смесь в опоке, после чего воздух или жидкость выпускаются из цилиндра 7. Встряхивающие машины применяют без подпрессовки (рис. 30, б) и с верхней подпрессовкой (рис. 30, в). Встряхивание производится сжатым воздухом, поступающим через каналы 8 и 9 под поршень 6 и поднимающим
его до уровня канала, по которому воздух выходит в
атмосферу. После этого поршень вместе со столом машины, моделью, опокой
и формовочной смесью падает вниз, стол ударяется о станину машины, и
смесь уплотняется. Затем цикл повторяется. В машинах с подпрессовкой
(рис. 30, в) встряхивающий поршень 6 поднимается внутри цилиндра 10,
который сам служит поршнем при подпрессовке.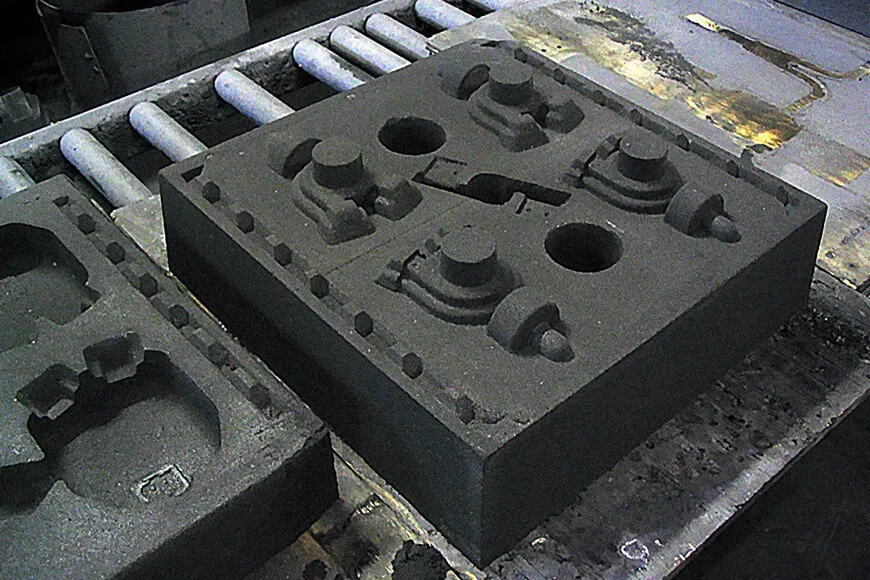
Рис. 30. Схема работы различных формовочных машин: с — прессовая, б — встряхивающая, е — встряхивающая с подпрессовкой, г — пескометная
В отличие от встряхивающих и прессовых машин
пескомет производит уплотнение формовочной смеси и опоке действием
центробежной силы. Рабочим органом пескомета является бы-стровращающаяся
лопатка, которая выбрасывает смесь с большой скоростью в опоку. Головка
пескомета 3 (рис. 30, г) представляет собой кожух, в котором вращается
вокруг горизонтальной оси лопатка 1. Формовочная смесь непрерывно
подается внутрь головки пескомета ленточным транспортером 2,
захватывается лопаткой и с большой скоростью выбрасывается через
отверстие 4 в подставленную опоку, где смесь уплотняется.
Процесс изготовления стержней во многом аналогичен формовке, но в части конструкции стержней и способов их изготовления имеются специфические особенности. Стержни должны обладать высокой газопроницаемостью и прочностью, так как при заливке они окружены со всех сторон жидким металлом. Для улучшения указанных свойств стержни подвергают сушке в
печах на специальных фасонных или плоских металлических плитах Чтобы повысить прочность стержней, в них заформовыва-ют арматуру (в виде литых каркасов или металлических прутков), а для улучшения газоотвода делают вентиляционные каналы. Наиболее распространен способ изготовления стержней в стержневых ящиках, внутреннее пространство которых заполняется стержневой смесью, уплотняемой тем или иным способом.
Наиболее простые стержни изготовляют в неразъемных—-дельных ящиках. В
большинстве случаев ящик состоит из двух и более частей, которые плотно
соединяют на шипах, скрепляя скобами (рис. 31). Ручной способ
изготовления стержней малопроизводителен и трудоемок. В настоящее время
широко применяют машинные способы изготовления стержней. По способу
уплотнения стержневой смеси машины подразделяют на мундштучные,
прессовые, встряхивающие, пескодувные, пескострельные и пескометы.
Наибольшее распространение имеют встряхивающие и пескодувные машины.
31). Ручной способ
изготовления стержней малопроизводителен и трудоемок. В настоящее время
широко применяют машинные способы изготовления стержней. По способу
уплотнения стержневой смеси машины подразделяют на мундштучные,
прессовые, встряхивающие, пескодувные, пескострельные и пескометы.
Наибольшее распространение имеют встряхивающие и пескодувные машины.
Рис. 31. Основные типы стержневых ящиков:
а — цельный, б — разъемный, в — вытряхной; 1 — стержень,
2— корпус ящика, 3, 4, 5 — вкладыши
Изготовление формы 101: Изготовление формы
Как сделать форму из силикона – Мастер-класс по изготовлению формы.
Как сделать коробку из силиконовой формы. Подготовить изделие к формовке проще, чем вы думаете, и, скорее всего, все необходимое есть у вас дома или в магазине. В этом видео показаны некоторые материалы, которые можно использовать для изготовления формовочной коробки для силиконовой резины. Это простое руководство по формовке и литью.
В этом видео показаны некоторые материалы, которые можно использовать для изготовления формовочной коробки для силиконовой резины. Это простое руководство по формовке и литью.
Силиконовая резина – Как смешать силиконовую резину – Учебное пособие по литью и литью
Как смешивать силиконовую резину. В этом видеоролике показаны способы правильного смешивания продуктов из силиконового каучука в пропорции 10:1 от Alumilite Corporation. Для полного отверждения силикона необходимо правильное перемешивание. Как лепить и отливать.
Дегазация силикона
Основная процедура дегазации силиконового каучука перед изготовлением формы из силиконового каучука. В этом видео мы используем силикон на платиновой основе с высокой твердостью под названием Plat 55. Это превосходная резина для изготовления пресс-форм для высокодетализированных 1- и 2-компонентных форм.
Это превосходная резина для изготовления пресс-форм для высокодетализированных 1- и 2-компонентных форм.
Учебное пособие по изготовлению цельной силиконовой формы и литьевой смолы – литье и литье
Заливка цельной силиконовой формы — это простой процесс с помощью этого краткого введения в изготовление форм. Узнайте, какие типы оригиналов лучше всего подходят для этого типа формы, как собрать коробку для формы и, наконец, залить собственную силиконовую форму.
Заливка собственных форм позволяет лепить изделия, которые вы не можете купить, и это может быть дешевле, чем формочки, купленные в магазине. Как формовать и отливать. Литье, литьевая смола.
Изготовление силиконовой формы из двух частей
Заливка силиконовой формы, состоящей из двух частей, — это простой процесс с помощью этого краткого руководства. Узнайте, какие типы оригиналов лучше всего подходят для этого типа формы, как собрать коробку для формы и, наконец, как залить силиконовую форму самостоятельно.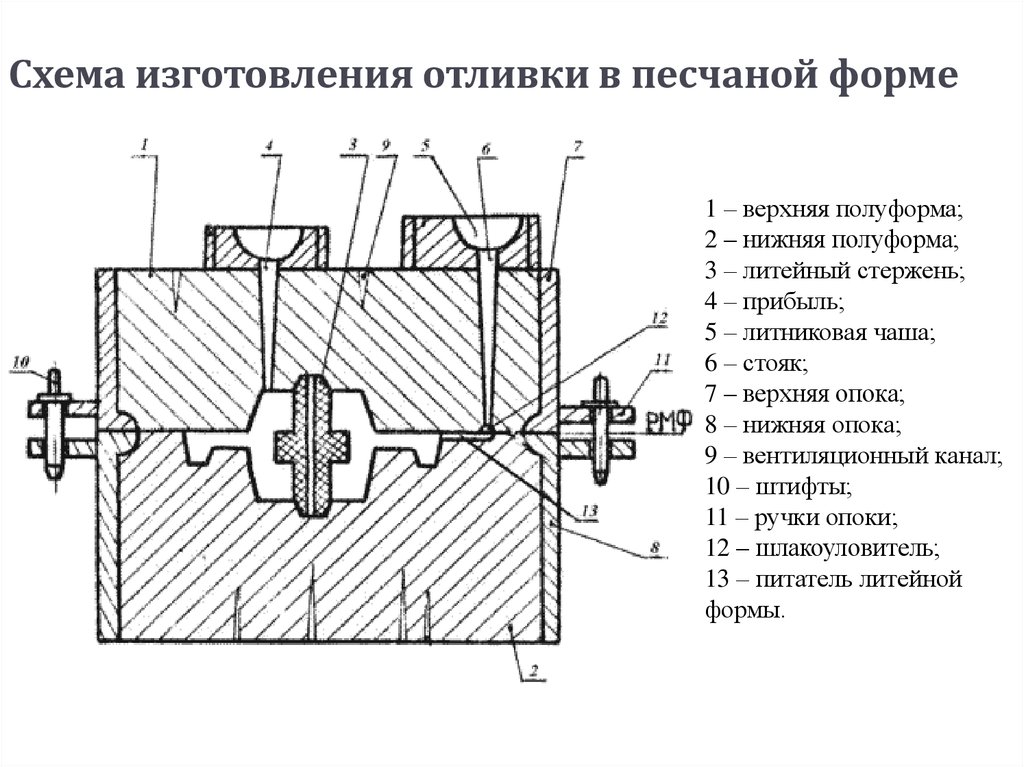
Заливка собственных форм позволяет лепить изделия, которые вы не можете купить, и они могут быть дешевле, чем формочки, купленные в магазине.
Использование уретановой смазки для пресс-форм Stoner
Stoner Mold Release компании Alumilite является первым выбором для извлечения уретановых литых деталей из любой формы, но особенно хорошо работает с формами из силиконовой резины, алюминия, гибкого уретанового эластомера и любой другой непористой формы.
Уретановая смазка для пресс-форм Stoner обеспечивает наилучшее разъединение, которое создает меньшую нагрузку на ваши формы, что сохраняет и продлевает срок службы ваших форм.
Обзор синтетической пластилина для лепки
Используйте синтетическую пластилин для моделирования для создания оригинальных моделей, запечатывания коробок для форм и лепки форм, состоящих из двух частей. Эта глина для лепки никогда не высыхает и может использоваться снова и снова.
- Нетоксичный
- Не содержит серы, не ингибирует силиконы на основе платины
Что нового и что работает в производстве пресс-форм
Последний выпуск | Архив
Горячие бегуны
Как перейти от холодноканальной формы к горячеканальной
Материалы для форм
Высококачественная сверхмелкозернистая сталь, полученная с помощью новой термической обработки
Swiss Steel Group применяет к стали технологию Extreme Performance Technology (XTP) для улучшения динамических и механических характеристик.
#инструментальная сталь
НОВОСТИ
Системы 3D-печати демонстрируют крупномасштабное изготовление пресс-форм
Производитель станков с ЧПУ и крупномасштабного оборудования для аддитивного производства Thermwood представляет информацию о партнерских проектах, которые расширяют возможности производства пресс-форм в аэрокосмической и оборонной отраслях.
Отметьте в своих календарях официальное объявление об этих наградах на PTXPO в среду, 29 марта, в 14:30 на стенде Mold Technologies Division 1614.
#ptxpo
Кристина Фугес Редакционный директор, Технология изготовления пресс-форм
Техническое обслуживание и ремонт
Встроенные водяные фильтры поддерживают чистоту каналов охлаждения пресс-формы
Фильтры Mouldpro, распространяемые в Северной Америке компанией Globeius Inc., отлично справляются с частицами грязи, ржавчиной или водными отложениями.
Дизайн и программное обеспечение
Новые параметры компонентов стали доступными для собственной параметрической САПР
Разработчикам пресс-форм SolidWorks доступно около 100 новых продуктов Hasco, которые они могут использовать для создания и настройки пресс-форм.
Автоматика
Приложение Robot Calibration упрощает проектирование сложных пресс-форм и производственные ограничения
Программное обеспечение для программирования роботов SprutCAM X с помощью бесплатного мобильного приложения Robot Calibration расширило список поддерживаемых роботов и механизмов для точной калибровки движений роботов и операций с инструментами.
#индустрия40
НОВОСТИ
Westec Plastics 3D печатает вкладыши для пресс-форм с использованием технологии TrueShape
Металлическая 3D-печать Mantle позволила Westec быстро реагировать на меняющиеся требования клиентов, быстро изготавливать прототипы вкладышей формы h23 и поддерживать проектирование и разработку в соответствии с графиком.
НОВОСТИ
Образовательный фонд «Женщины в производстве» объявляет состав совета директоров на 2023 год
WiMEF финансирует Институт лидерства женщин в производстве и STEM, Консорциум лидерства, Программу развития менеджмента и Программу расширения прав и возможностей женщин в производстве.
НОВОСТИ
Общество инженеров по пластмассам приобретает 3Dnatives и расширяет опыт аддитивного производства
3Dnative, ведущая глобальная платформа для СМИ и мероприятий, расширит глобальный охват SPE за счет ежедневных отраслевых новостей и отдельных рыночных платформ, созданных на пяти языках.
Материалы для форм
Редакционный директор MoldMaking Technology Кристина Фуджес беседует с Шейном Аппелем, инженером по производству полимеров в General Motors, о проекте, проведенном совместно с Omega Tool и Finkl Steel для подтверждения размерной стабильности новой марки стали P20. Этот выпуск представляет вам ISCAR с новыми идеями для интеллектуальной обработки.
#инструментальная сталь
Кристина Фугес Редакционный директор, MoldMaking Technology
Аддитивное производство
Программное обеспечение CAD/CAM создает уникальные аддитивные траектории инструментов для каналов охлаждения пресс-формы
Решение для аддитивного производства Open Mind hyperMILL предлагает множество аддитивных/гибридных функций, включая стратегии траектории движения инструмента для проектирования сложного конформного охлаждения в многоосевой установке для обработки.
ПОСМОТРЕТЬ ВСЕ ВИДЕО
Чаты MMT: основные болевые точки и области использования расширенных инструментов
Редакционный директор MoldMaking Technology Кристина Фуджес беседует с доктором Ахмедом Араби Хассеном, научным сотрудником отдела исследований и разработок Окриджской национальной лаборатории, о передовых исследованиях и разработках в области инструментов. Этот выпуск представляет вам ISCAR с новыми идеями для интеллектуальной обработки.
Этот выпуск представляет вам ISCAR с новыми идеями для интеллектуальной обработки.
Чаты MMT: целостный подход к созданию пресс-форм с упором на эффективность
Адам Шаал, менеджер по развитию бизнеса Roembke Mfg & Design в Оссиане, штат Индиана, беседует со мной обо всем, от преимуществ универсального магазина для клиентов до возможностей партнерских отношений в разработке технологий для повышения эффективности изготовления пресс-форм. Этот выпуск представляет вам ISCAR с новыми идеями для интеллектуальной обработки.
В обзоре технологий этого месяца представлены несколько производителей пресс-форм, которые обладают страстью, решимостью и способностями, которые поддерживают движение отрасли вперед.
Кэти Лиземанн Помощник редактора, Gardner Business Media
Обработка
Как производить более точные формы и сократить количество переделок
Запатентованный процесс микрофрезерования для производства плоской и параллельной стальной пластины помогает производителям пресс-форм сократить время изготовления пресс-форм и повысить точность.
#FAQ #советы #toolsteel
Горячие бегуны
Переход на горячеканальные системы окупается для формовочной машины для шкивов
Компания Retlaw сократила объем брака, улучшила качество деталей и сократила количество рабочих циклов с момента внедрения горячеканальной технологии.
Горячие каналы
Устройства контроля температуры обеспечивают точное и простое управление горячеканальной системой
Hasco Hot Runner представляет разработки и новые инновации для высокопроизводительных, точных и надежных устройств контроля температуры горячеканальных систем, которые будут использоваться в процессе литья под давлением.
НОВОСТИ
Следующая глава Производство расширяется в медицинскую промышленность, инициирует NXCMED
Аддитивная хирургическая компания будет поставлять решения для хирургических устройств, таких как имплантаты и сложные хирургические устройства, с помощью прорывного дизайна и технологий 3D-печати.