Изготовление осей: Изготовление осей
alexxlab | 13.02.2023 | 0 | Разное
Изготовление осей и валов на заказ. Доставка по РФ
Оставить заявку
ОПИСАНИЕ
Валы при своем использовании подвергаются значительным нагрузкам при кручении, осевом сжатии или сгибе, оси при их функционировании на сгибе также перегружаются. Поэтому изготовление осей и валов предъявляет повышенные требования к технологическому процессу. Особенно это касается точности в производстве изделий, а также их прочности. Для их производства используется различное оборудование для проточки и шлифовки деталей, устройства для термической обработки в процессе цементации. Только наличие комплекса современного оборудования и опытного персонала дает гарантию того, что в ходе дальнейшей эксплуатации вала систематическое влияние деформации и кручения не окажет на него разрушающего воздействия.
Только наличие комплекса современного оборудования и опытного персонала дает гарантию того, что в ходе дальнейшей эксплуатации вала систематическое влияние деформации и кручения не окажет на него разрушающего воздействия.
Всем требованиям по производству этих изделий соответствует компания Zubix, многие годы, оказывающая услуги по металлообработке. За это время мы накопили огромный опыт производства различных осей и валов, у нас есть все необходимое оборудование и строгий контроль качества продукции на всех стадиях технологического цикла.
Какие оси и валы можно изготовить в Zubix
Имеющийся современнейший комплекс оборудования, включающий винторезные и шлифовальные станки, а также термообработку позволяет осуществлять изготовление осей и валов любой категории сложности:
- гибкие, коленчатые и прямые валы;
- шлицевые и валы-шестерни;
- вращающиеся и неподвижные оси;
- фасонные, гладкие, ступенчатые, полые валы и оси и другая продукция.
Мы можем изготовить в очень сжатые сроки валы или оси по чертежам и эскизам клиента, и благодаря нашей грамотной инженерной службе заказ очень быстро поступает в работу.
Преимущества компании Zubix
- Если вы обратитесь в компанию Zubix, то можете быть на сто процентов уверенными, что изготовление осей и валов будет произведено с полным соблюдением всех параметров по точности, а детали будут прочными, долговечными и эффективными в эксплуатации. Гарантом этого является наше передовое оборудование, отлаженный технологический процесс, а также персонал, который, благодаря большому опыту работы, готов выполнить заказ любой категории сложности.
- Один из наших больших плюсов – оперативность изготовления валов и осей. Через два дня после оплаты инженеры отправят заказ в производство, где будут соблюдаться все нормативы контроля за качеством продукции.

- Цены на изготовление различных валов и осей очень приемлемые для клиентов компании, особенно учитывая гарантированно высокое качество.
- Можно забрать продукцию самовывозом в Москве, или мы при помощи надежных транспортных компаний доставим ее по России.
У нас Вы можете заказать изготовление осей и валов с доставкой по РФ и странам ближнего зарубежья, а так же сделать заказ на изготовление по чертежу.
Оформить заказ можно через наших инженеров отдела продаж по тел. +7 (495) 240-82-98 или через электронную почту [email protected]
Наши сотрудники оперативно помогут Вам и ответят на все интересующие вопросы.
Обработка и изготовление осей из металла. Технологический процесс производства
Компания «РПМ» принимает заявки на изготовление металлических осей, которые Вы можете направить через форму обратной связи или по почте, указанной в разделе Контакты. Также вы можете ознакомиться с параметрами , приведенными в таблице «Наши возможности», в которой приведены предельные параметры изготавливаемых осей.
Оси представляют собой тела вращения с длиной больше диаметра. Детали принято классифицировать по формам сечения (полые или сплошные) и поверхности (гладкие или ступенчатые). Отдельные виды изделий состоят из отличных между собой участков, которые бывают фасонными, коническими или цилиндрическими.
Главная задача осей заключается в соединении и поддержке различных частей вращающихся механизмов или конструкций. В отличие от валов, детали неспособны передавать крутящий моментне преднаначены для передачи крутящего момента. Изделия подвергаются деформациям изгиба и воспринимают только поперечные нагрузки.
Производство осей. Возможности ООО «РПМ»
Оси российского производства могут изготавливаться как по нормативам ГОСТ 9650-80 , где приводятся основные технологические требования к деталям, так и по собственным разработкам предприятий, владеющих оборудованием, в которых используются такие изделия, как оси из металла. Такая документация определяет виды, размеры и конструктивное исполнение изделий. В таких документах следует прописывать правила приёмки, упаковки и маркировки, а также методы контроля качества и указания по проведению испытаний.
В таких документах следует прописывать правила приёмки, упаковки и маркировки, а также методы контроля качества и указания по проведению испытаний.
| № | Параметр | Мин. значение | Макс. значение |
|---|---|---|---|
| 1 | Диаметр | – | 1300 мм |
| 2 | Длина | – | 5000 мм |
| 3 | Шерорховатость поверхности | Ra=0,1 мкм | Ra=6,4 мкм |
| 4 | Допуск форм и расположения | от 0,002 мкм | |
| 5 | Масса изделия | – | 8 тонн |
| Примечание | В зависимости от габаритов возможно изменение диапазонов допусков и шероховатостей поверхностей | ||
Требования к технологичности деталей
Минимальная разница между диаметрами ступенчатых осей. Соблюдение требования обеспечивает уменьшение металлических отходов и существенно сокращает объёмы мехобработки в процессе производства. Вследствие этого детали, где есть канавки и пружинные колечки, получаются более технологически совершенными, чем изделия с буртами.
Соблюдение требования обеспечивает уменьшение металлических отходов и существенно сокращает объёмы мехобработки в процессе производства. Вследствие этого детали, где есть канавки и пружинные колечки, получаются более технологически совершенными, чем изделия с буртами.
Длина ступеней осей равняется или кратна длине короткой ступеньки. Правило актуально для деталей, которые обрабатываются на многорезцовых машинах. Подобное конструктивное исполнение изделий облегчает регулировку резцов и уменьшает число холостых движений.
Резьбовые или шлицевые участки осей создаются открытыми и имеют на концах бороздки для выхода инструментов. Протяжённые углубления целесообразно делать одинаковой ширины. Тогда удаётся обойтись единственным резцом.
В осях должны быть центровые отверстия. Если в технической документации приведены требования об их недопустимости, это существенно уменьшает технологичность деталей. Для получения нужного результата приходится увеличивать длину заготовок, чтобы нанести временные центры, которые срежутся по завершении мехобработки.
Материалы изготовления
В качестве основного материала изготовления осей используется легированная или конструкционная сталь. Требования к сплавам следующие:
- высокий запас прочности;
- хорошая способность подвергаться обработке;
- низкая чувствительность к повышению местных напряжений на участках контакта деталей;
- повышенная устойчивость к износу.
Перечисленным требованиям удовлетворяет сталь многих марок – 35, 40, 45, 40Г, 40ХН и пр. Довольно редко детали производятся из чугунных заготовок.
В документации к изделиям обязательно указывается твёрдость стали для изготовления осей и необходимость в термообработке. Если значение твёрдости материала заготовки находится в диапазоне HB 200-230, заготовки подвергаются отжигу и нормализации или вообще не обрабатываются.
Чтобы повысить износоустойчивость осей, проводят мероприятия по увеличению твёрдости рабочих поверхностей. В этих целях прибегают к закаливанию с помощью токов высокой частоты (ТВЧ). В результате материал обретает твёрдость в пределах HRC 48-55.
В этих целях прибегают к закаливанию с помощью токов высокой частоты (ТВЧ). В результате материал обретает твёрдость в пределах HRC 48-55.
Если изготовление осей осуществляется из малоуглеродистых сталей, поверхность деталей вначале подвергается углеродному насыщению. Затем изделия закаливаются и термически обрабатываются. За счёт указанных операций достигается твёрдость в диапазоне HRC 55-60.
Методы обработки осей
Приоритетная задача обработки осей состоит в обеспечении определённого качества поверхностных слоёв деталей. Именно от них напрямую зависят эксплуатационные свойства машин. Вследствие спецобработки поверхностям придаются нужные физические и механические характеристики. В настоящий момент широко используются следующие методы.
Поверхностное закаливание
Поверхностное закаливание предполагает нагрев оси газопламенным оборудованием, электрическим током или лучом лазера. По окончании остывания сердцевина детали остаётся не закалённой, но прочной и вязкой. Поверхностный слой изделия приобретает заданную износостойкость.
Поверхностный слой изделия приобретает заданную износостойкость.
Цементация
При цементации поверхность стали насыщается углеродом. Происходит это путём нагрева и выдержки материала в жидком, твёрдом или газообразном карбюризаторе. Затем деталь закаливается, после чего поверхностный слой становится высокотвёрдым, а сердцевина сохраняет пластичность.
Азотирование
В процессе азотирования поверхность стали насыщается азотом. Деталь нагревается в аммиаке, который находится в газообразном состоянии. Затем изделие выдерживается определённое время при температуре окружающей среды не меньше + 450 oC. После охлаждения у поверхностного слоя увеличивается твёрдость и износостойкость. Дополнительно улучшаются антикоррозийные характеристики.
Цианирование
Цианирование сводится к азотному и углеродному насыщению поверхности стали. Основные цели операции – увеличение твёрдости и износоустойчивости поверхностных слоёв машинных деталей.
Диффузионная металлизация
Диффузионной металлизацией пользуются, когда стали надо придать определённые физические или химические свойства. Вначале стальная поверхность оси, которой предстоит вступить во взаимодействие с металлосодержащей средой, разогревается до установленной технологическим процессом температуры. Потом поверхностный слой насыщается металлами вроде алюминия или хрома.
Вначале стальная поверхность оси, которой предстоит вступить во взаимодействие с металлосодержащей средой, разогревается до установленной технологическим процессом температуры. Потом поверхностный слой насыщается металлами вроде алюминия или хрома.
Покрытие металлами и твёрдыми сплавами
Методы используются для увеличения износоустойчивости осей. Если присадка основывается на порошках, напыление возможно посредством плазменного или лазерного оборудования.
Поверхностно-пластическое деформирование (ППД)
На сегодняшний день поверхностно-пластическое деформирование входит в число самых простых и действенных технологий, к которым прибегают для улучшения базовых характеристик машиностроительных изделий. ППД обеспечивает ряд конкурентных преимуществ – увеличение прочности, уменьшение показателя шероховатости, повышение твёрдости поверхностей деталей и пр.
Абразивная доводка
Абразивная доводка нужна для финальной обработки осевых заготовок. Метод используется для сведения к минимуму отклонений размеров, форм и показателей шероховатости деталей. Технология основана на химических, механических и физико-химических процессах. Поверхность изделий обрабатывается ручными притирами или на доводочных станках.
Технология основана на химических, механических и физико-химических процессах. Поверхность изделий обрабатывается ручными притирами или на доводочных станках.
Суперфиниширование
Суперфиниширование включает обработку осей абразивными брусочками. В итоге уменьшается шероховатость деталей, а относительная опорная длина профилей возрастает до 90 %. Размеры и макрогеометрия практически не изменяются.
Обработка деталей “Ось” осуществляется брусками с зернистостью не меньше 320. Обязательно добавляется смазка. К примеру, смесь из керосина и масла. Скорость операции – не больше 2,5 м/с. Инструменты не должны сильно давить на поверхности.
Полировка
Полировка применяется для снижения показателя шероховатости без отклонений от заданных форм и размеров. Оси обрабатываются войлочными, тканевыми или кожаными кругами, которые покрываются полировальными составами. Применяются также шкурки для шлифовки и свободные абразивы.
Технологический процесс изготовления оси
В общем случае изготовление детали “Ось” выполняется в строго заданной последовательности и включает следующие операции
Заготовительная
Если используется прокат, технологический процесс изготовления оси начинается с рубки или обрезки прутков. В первом случае пользуются прессами, а во втором – станками. Когда заготовки производятся с применением пластической деформации, изделия штампуются или куются.
В первом случае пользуются прессами, а во втором – станками. Когда заготовки производятся с применением пластической деформации, изделия штампуются или куются.
Правильная
Операция актуальна для проката. Заготовки правятся на прессах. На предприятиях с серийным производством продукции процесс выполняется до отрезки изделий. Коррекция прутков производится на правильно-калибровочных машинах.
Подготовка технологической базы
На данном этапе обрабатываются торцы и высверливаются центровые отверстия. Оборудование подбирается по типу производства. Для выполнения требуемых операций используются токарные, фрезерные и центровальные станки.
Токарная черновая
Черновая обработка предназначена для создания канавок и резки наружных поверхностей. Операция призвана обеспечить надлежащий показатель точности и шероховатости. Детали обрабатываются с применением различных типов машин – от винторезных до копировальных или многорезцовых.
Токарная чистовая
Цели аналогичны черновой обработке. Однако на этом этапе производят чистовую металлообработку шеек с припуском под шлифовку.
Однако на этом этапе производят чистовую металлообработку шеек с припуском под шлифовку.
Фрезерная
Фрезеровка используется для создания бороздок, зубцов, шпицев и пр. Обработка сквозных и глухих шпоночных пазов выполняется дисковыми или пальцевыми фрезами. Операция проводится на горизонтальных или вертикальных фрезеровальных станках. На крупных производственных предприятиях пользуются шпоночно-фрезерными автоматами.
Для создания шлицевых поверхностей осей нужны червячные фрезы. Обкатка происходит на зубофрезерном либо шлицефрезерном оборудовании. Если диаметр у шейки изделий превышает 8 см, прорези для вхождения зубьев сопряжённых деталей фрезеруются за 2 операции.
Сверлильная
В оси сверлятся отверстия установленного диаметра, сечения и глубины.
Резьбонарезная
Если производство оси предполагает наличие закаливаемых шеек, нарезкой резьбы занимаются до температурной обработки. Когда деталь не надо закаливать, резьбонарезные операции проводятся после финальной шлифовки шеек.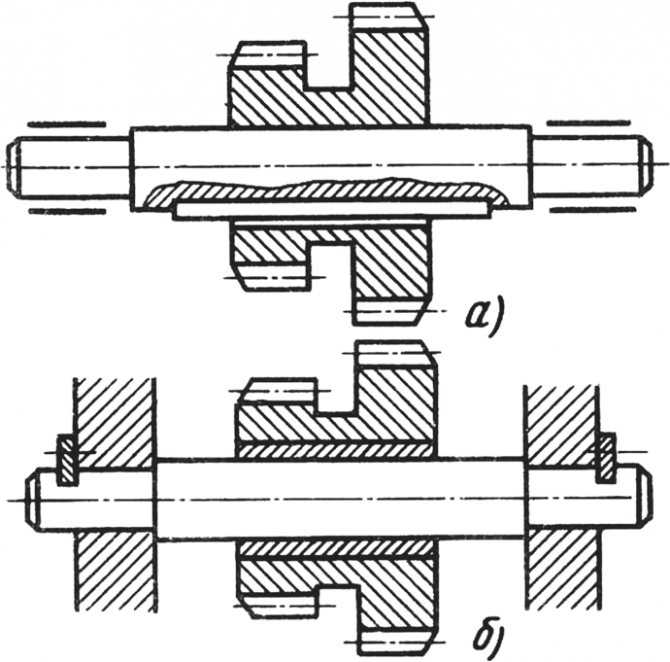 Как результат – предотвращаются механические повреждения.
Как результат – предотвращаются механические повреждения.
Мелкая резьба закаливаемых осей нарезается на резьбошлифовальном оборудовании, а внутренняя – на резьбонарезном, револьверном или сверлильном. Метод нарезки наружной резьбы определяется характером производства. На современных предприятиях используются специальные резцы, гребёнки и станки винторезного, болторезного или резьбофрезерного типа.
Термическая
Температурное закаливание делится на 2 типа – объёмное и локальное. Вид операции определяется по чертежу оси.
Шлифовальная
Последний этап изготовления осей и валов. Шлифовка шеек деталей производится несколькими видами станков. Речь идёт о круглошлифовальном и бесцентрошлифовальном оборудовании. Шлифование шлицев осуществляется с учётом центрирования (по наружной или внутренней поверхности).
American Axle & Manufacturing Holdings, Inc. – Отчет о компании
бизнес
СРАВНИТЕЛЬНЫЙ МАРКИНГ КОМПАНИЙ • США
Доступ ко всем 5000+ профилям компаний через Benchmarking Pro, доступный подписчикам Membership Plus. Получите доступ к интерактивным инструментам сравнения с конкурентами, которые покажут, как American Axle & Manufacturing Holdings, Inc. превосходит конкурентов, и предоставят актуальную информацию о конкурентах и отрасли у вас под рукой.
Получите доступ к интерактивным инструментам сравнения с конкурентами, которые покажут, как American Axle & Manufacturing Holdings, Inc. превосходит конкурентов, и предоставят актуальную информацию о конкурентах и отрасли у вас под рукой.
American Axle & Manufacturing Holdings, Inc. — Обзор
Описание
American Axle & Manufacturing Holdings — открытая компания со штаб-квартирой в Мичигане, в которой работает около 18 000 сотрудников. В США компания имеет заметную долю рынка по крайней мере в одной отрасли: производство автомобильных трансмиссий, где на их долю приходится примерно 6,0% общего дохода отрасли.
Информация о компании
Зарегистрированное название: American Axle & Manufacturing Holdings, Inc.
Тип компании: Эксплуатация
Обмен: NYSE
Штаб -квартира: One Dauch Drive Detroit Mi 48211-1198
Сотрудники: 18000
Американец и производственные задержания, IC.
 Основные конкуренты
Основные конкурентыerror_outline Чтобы просмотреть все отрасли и конкурентов American Axle & Manufacturing Holdings, Inc., см. варианты покупки.
American Axle & Manufacturing Holdings, Inc. – Продукция и услуги
error_outline Чтобы ознакомиться со всеми продуктами и услугами American Axle & Manufacturing Holdings, Inc., см. варианты покупки.
American Axle & Manufacturing Holdings, Inc. – Анализ аналитиков
AAM является ключевым поставщиком ведущих марок автомобилей
в дополнение к карданным валам для ряда грузовиков Ram. Хотя компания имеет долгосрочное партнерство с Ram, это расширило ассортимент автомобилей, для которых AAM поставляет передние и задние оси. Помимо грузовиков Ram, в мае 2021 года AAM была названа единственным поставщиком передних и задних мостов для производства на заводе General Motors в Ошаве, Канада, что способствовало стратегическому партнерству компании и поддержке программы General Motor по выпуску полноразмерных легких грузовиков.
Новая деятельность
В ответ на неустойчивый спрос после первого всплеска COVID-19 компания провела комплексную программу сокращения затрат, направленную на повышение затрат на оплату труда и поставки.
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Maecenas non leo lacinia, consectetur ipsum non, pretium augue. Vestibulum accumsan dignissim massa, eu scelerisque mi malesuada ut. Aliquam scelerisque facilisis nisl ac varius. Nunc luctus nunc vel erosiaculis, vitae tristique ante fringilla. Ut vitae vulputate est, vel lacinia nisi. Curabitur eget nulla vitae mi faucibus imperdiet. Cras sagittis arcu eu diam pharetra iaculis eget sit amet risus. Morbi eget turpis ut diam commodo congue id eu lacus.
Cras sagittis arcu eu diam pharetra iaculis eget sit amet risus. Morbi eget turpis ut diam commodo congue id eu lacus.
error_outline Чтобы просмотреть все аналитические выводы о American Axle & Manufacturing Holdings, Inc. , см. варианты покупки.
, см. варианты покупки.
American Axle & Manufacturing Holdings, Inc. – SWOT-анализ
Сильные и слабые стороны учитывают внутренние факторы и основаны на результатах деятельности American Axle & Manufacturing Holdings, Inc. по сравнению с ее конкурентами. Возможности и угрозы сосредоточены на внешних влияниях и основаны на тенденциях и спросе в производстве автомобильных трансмиссий в промышленности США.
Сильные стороныДни Дебиторская задолженность: x.x%
Приобретите членство, чтобы разблокировать полный SWOT-анализ этой компании.
замок
Ранг: 2 из 3 сверстников
Lorem Ipsum — это просто фиктивный текст полиграфической и наборной промышленности. Lorem Ipsum был стандартным фиктивным текстом в отрасли с 1500-х годов, когда неизвестный печатник взял гранку шрифта и перемешал ее, чтобы сделать книгу образцов шрифтов.
Годовой оборот: x.x%
Приобретите членство, чтобы разблокировать полный SWOT-анализ этой компании.
замок
Ранг: 2 из 3 сверстников
Lorem Ipsum — это просто фиктивный текст полиграфической и наборной промышленности. Lorem Ipsum был стандартным фиктивным текстом в отрасли с 1500-х годов, когда неизвестный печатник взял гранку шрифта и перемешал ее, чтобы сделать книгу образцов шрифтов.
Слабые стороныКредитный риск: x.x%
Приобретите членство, чтобы разблокировать полный SWOT-анализ этой компании.
замок
Ранг: 2 из 3 сверстников
Lorem Ipsum — это просто фиктивный текст полиграфической и наборной промышленности. Lorem Ipsum был стандартным фиктивным текстом в отрасли с 1500-х годов, когда неизвестный печатник взял гранку шрифта и перемешал ее, чтобы сделать книгу образцов шрифтов.
Доход на одного сотрудника: $xx
Приобретите членство, чтобы разблокировать полный SWOT-анализ этой компании.
замок
Ранг: 2 из 3 сверстников
Lorem Ipsum — это просто фиктивный текст полиграфической и наборной промышленности. Lorem Ipsum был стандартным фиктивным текстом в отрасли с 1500-х годов, когда неизвестный печатник взял гранку шрифта и перемешал ее, чтобы сделать книгу образцов шрифтов.
Возможности- ААААА
- AAAAA
- AAAAA
- AAAAA
- AAAAA
- AAAAA
error_outline To view American Axle & Manufacturing Holdings, Inc.’s full SWOT analysis, see purchase options.
American Axle & Manufacturing Holdings, Inc. — Финансовая отчетность и коэффициенты
pie_chart American Axle & Manufacturing Holdings, Inc.
 Балансовый отчет
Балансовый отчет| Дата баланса | 12/31/2021 | 12/31/2020 | 12/31/2019 | 12/31/2018 | 12/10186 12/10186 12/30186 12/3186.1186 12/20186 12/3186 12/20186 12/3186 12/20186 | . |
|---|---|---|---|---|---|---|
| Cash and Equivalents | 530.2 | 557.0 | 532.0 | 476.4 | 376.8 | 481.2 |
| Short-Term Investments | 0000 | 0000 | 0000 | 0000 | 0000 | 0000 |
| Derivative Assets, Current | 0000 | 0000 | 0000 | 0000 | 0000 | 0000 |
| Restricted Cash and Investments | 0000 | 0000 | 0000 | 0000 | 0000 | 0000 |
| AAAAAA AAAAAA | 0000 | 0000 | 0000 | 0000 | ||
pie_chart American Axle & Manufacturing Holdings, Inc.
 Cash Flow
Cash Flow| BALANCE DATE | 12/31/2021 | 12/31/2020 | 12/31/2019 | 12/31/2018 | 12/31/2017 | 12/31/2016 |
|---|---|---|---|---|---|---|
| Net Income | 5.9 | -561.1 | -484.1 | -56.8 | 337.5 | 240.7 |
| Income (Loss) From Discontinued Operations | 0000 | 0000 | 0000 | 0000 | 0000 | 0000 |
| Depreciation, Depletion and Amortization | 0000 | 0000 | 0000 | 0000 | 0000 | 0000 |
| 0000 | ||||||
| AAAAAA AAAAAA | 0000 | 0000 | 0000 | 0000 | 0000 | 0000 |
error_outline To view all financial data for American Axle & Manufacturing Holdings, Inc. , см. варианты покупки.
, см. варианты покупки.
ВАРИАНТЫ ПРИОБРЕТЕНИЯ
СКАЧАТЬ ОБРАЗЕЦ ОТЧЕТА
Что внутри
Сравнительный анализ Pro?
Доступен с пакетами US Membership Plus, этот набор данных компании и отрасли:
| Сравнение компаний со средними показателями по отрасли или сегментами аналогичного размера, а также с ближайшими конкурентами | |
| Определяет реальные сильные стороны, возможности, слабости и угрозы | |
| Выявляет возможности роста или предупреждающие знаки в стратегии роста бизнеса |
УЗНАТЬ БОЛЬШЕ
Включено в отчет
-
История предприятия и синопсис -
Финансовая отчетность компании -
Распределение доли рынка в отрасли -
Матрица отраслевых конкурентов -
SWOT-анализ -
Товары и услуги -
Ключевые показатели компании
Зачем покупать доступ к Benchmarking Pro?
Этот профиль на American Axle & Manufacturing Holdings, Inc.
 включает:
включает:- Обзор компании
- Данные о доходах компании и сотрудниках
- Финансовая отчетность компании
- Распределение доли рынка в отрасли
- SWOT-анализ
- Товары и услуги
- Ключевые показатели компании
- Взаимосвязанные профили конкурентов и отраслевые отчеты
- Полный доступ к Benchmarking Pro
Решение IBISWorld Benchmarking Pro позволяет:
- Понимать конкурентную среду предприятия и то, как оно работает в отраслевом сегменте аналогичного размера.

- Сравнение компаний со средними показателями по отрасли, средними показателями по сегментам и их конкурентами.
- Определите реальные сильные стороны, возможности, слабые стороны и угрозы для компаний.
- Нацельтесь на возможности роста или определите тревожные флажки в стратегии роста бизнеса.
- Переключайтесь между профилями компаний и отраслевыми отчетами для полного обзора положения компании.
IBISWorld предоставляет информацию о тысячах ведущих компаний по всему миру. Наши клиенты полагаются на нашу информацию и данные, чтобы быть в курсе тенденций бизнеса и отрасли во всех секторах экономики. Этот профиль компании, наряду с соответствующими предоставленными данными о конкурентах и отрасли, включает тщательно изученную, достоверную и актуальную информацию, которая поможет вам принимать более быстрые и эффективные деловые решения.
Колеса Производство Втулки Оси
X
Выберите CSV-файл, который содержит: Артикул продукта и количество для добавления в корзину
Wheels Mfg Оси изготовлены из легированной стали авиационного качества 4130, изготовленной специально для Wheels Mfg. ось хрупкая. Накатанная резьба облегчает сборку конусов и контргаек.
Wheels Mfg рекомендует обратиться в местный магазин велосипедов, чтобы подобрать нужную ось. Все продажи осей являются окончательными: возврату не подлежит!
Сортировать по Должность Установить нисходящее направление
Посмотреть как Сетка Список
18 шт.
Страница
- Вы сейчас читаете страницу 1
- Страница 2
- Страница Следующий
Показывать
8 12 16 Все
на страницу
Сортировать по Должность Установить нисходящее направление
Посмотреть как Сетка Список
18 шт.