Изготовление протяжек – Протяжка и протяжной станок: обработка металла протягиванием
alexxlab | 14.03.2020 | 0 | Разное
Изготовление протяжек по чертежам заказчика, ГОСТам и отраслевым стандартам
Типы: изготавливаем все существующие типы протяжек: цельные, сборные и составные; однопроходные и многопроходные; круглые, плоские, гранные, шлицевые (прямобочные, эвольвентные, с трапецеидальным профилем и для обработки мелких зубьев), шпоночные (с или без фаски, комбинированные круглые с одной шпонкой), спиральные и елочные.
Стандарты: ГОСТ, отраслевые стандарты предприятий и по чертежам заказчика
Материал: быстрорежущая сталь (Р6М5, M2, M35, M42, ASP 23, ASP 30, CPM T15, CPM M4) или твердый сплав. Возможно покрытие нитридом титана TiN
Диапазон размеров: диаметр – от 8 до 250 мм, длина – до 3500 мм
Тестовый образец: возможна поставка протяжек с тестовым образцом протягивания в графите
Конструирование: расчет протяжек по техническому заданию заказчика
Документация: Калибровочный сертификат завода производителя. Возможна поставка с калибровочным сертификатом независимой лаборатории
ГОСТы:
- ГОСТ 16491-80 Протяжки шпоночные. Технические условия
- ГОСТ 18217-90 Протяжки шпоночные. Конструкция
- ГОСТ 18218-90 Протяжки шпоночные с утолщенным телом. Конструкция
- ГОСТ 18219-90 Протяжки шпоночные с фасочными зубьями. Конструкция
- ГОСТ 18220-90 Протяжки шпоночные для пазов повышенной чистоты. Конструкция
- ГОСТ 20365-74 Протяжки круглые переменного резания диаметром от 14 до 90 мм. Конструкция и размеры
- ГОСТ 24818-81 Протяжки для шестишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания. Конструкция и размеры. (Broaches combined for 6-slitting holes with straight-sides profile and centering at outside diameter, alternatives. Design and dimensions)
- ГОСТ 24819-81 Протяжки для шестишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания. Двухпроходные. Конструкция и размеры. (Broaches combined for 6-slitting holes with straight-sides profile and centering at outside diameter, alternatives. Double driven. Design and dimensions)
- ГОСТ 24820-81 Протяжки для восьмишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания. Конструкция и размеры. (Broaches combined for 8-slitting holes with straight-sides profile and centering at outside diameter, alternatives. Design and dimensions)
- ГОСТ 24822-81 Протяжки для десятишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания. Конструкция и размеры. (Broaches combined for 10-slitting holes with straight-sides profile and centering at outside diameter, alternatives. Design and dimensions)
- ГОСТ 24823-81 Протяжки для десятишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания. Двухпроходные. Конструкция и размеры. (Broaches combined for 10-slitting holes with straight-sides profile and centering at outside diameter, alternatives. Double driven. Design and dimensions)
- ГОСТ 25157-82 Протяжки для шлицевых отверстий с эвольвентным профилем диаметром 12 и 14 мм, модулем 1 мм с центрированием по наружному диаметру двухпроходные. Конструкция и размеры (Broaches with diameter from 12 to 14 mm for slitting holes with involute profile and centering at outside diameter with module 1 mm double driven. Construction and dimensions)
- ГОСТ 25158-82 Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 15 до 90 мм, модулем от 1 до 2,5 мм с центрированием по наружному диаметру. Конструкция и размеры. (Broaches with diameter from 15 to 90 mm for slitting holes with involute profile and centering at outside diameter with module from 1 to 2,5 mm. Construction and dimensions)
- ГОСТ 25159-82 Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 15 до 90 мм, модулем от 1 до 2,5 мм с центрированием по наружному диаметру двухпроходные. Конструкция и размеры. (Broaches with diameter from 15 to 90 mm for slitting holes with involute profile and centering at outside diameter with module from 1 to 2,5 mm, double driven. Construction and dimensions)
- ГОСТ 25160-82 Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 45 до 90 мм, модулем от 3 до 5 мм с центрированием по наружному диаметру. Конструкция и размеры.
- ГОСТ 25969-83 Протяжки для шлицевых отверстий с прямобочным профилем с центрирование по внутреннему диаметру комбинированные переменного резания.
- ГОСТ 25970-83 Протяжки для шестишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания двухпроходные. Конструкция и размеры. (Combined alternative double driven broaches for 6-slitting holes with straight-sides profile and centering at outside diameter. Design and dimensions)
- ГОСТ 25971-83 Протяжки для восьмишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания. Конструкция и размеры. (Combined alternative broaches for 8-slitting holes with straight-sides profile and centering at outside diameter. Design and dimensions)
- ГОСТ 26478-85 Протяжки для квадратных отверстий со стороной от 10 до 12 мм. Двухпроходные. Конструкция и размеры. (Double-pass square broaches for holes with sides from 10 to 12 mm. Design and dimensions)
- ГОСТ 26479-85 Протяжки для квадратных отверстий со стороной от 12,5 до 60 мм. Двухпроходные. Конструкция и размеры. (Double-pass square broaches for holes with sides from 12,5 to 60 mm. Design and dimensions)
- ГОСТ 26480-85 Протяжки для квадратных отверстий со стороной от 25 до 41 мм. Конструкция и размеры. (Square broaches for holes with sides from 25 to 41 mm. Design and dimensions)
- ГОСТ 28044-89 Протяжки сборные для десятишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания. Конструкция. (Internal broaches for straight splines based at internal diameter, one pass combined type. Construction)
- ГОСТ 28045-89 Протяжки сборные для десятишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания двухпроходные. Конструкция. (Internal broaches for straight splines based at internal diameter, double pass combined type. Construction)
- ГОСТ 28051-89 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 70 до 130 мм модулем от 3 до 5 мм с центрированием по наружному диаметру двухпроходные. Конструкция. (Broaches with diameter from 70 to 130 mm for slitting holes with involute with wind round tail and centering at outside diameter with module from 3 to 5 mm double driven. Construction)
- ГОСТ 28442-90 Протяжки для цилиндрических, шлицевых и гранных отверстий. (Broaches for cylindrical, slitting and polyhedral profile holes. Specification)
- ГОСТ 4043-70 Хвостовики плоские для протяжек. Типы и основные размеры. (Flat shanks for broaches. Types and main dimensions)
- ГОСТ 4044-70 Хвостовики круглые для протяжек. Типы и основные размеры. (Round shanks for broaches. Types and main dimensions)
- ГОСТ Р 50035-92 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 50 до 120 мм, модулем от 1,5 до 2,5 мм с центрированием по наружному диаметру комбинированные. Конструкция. (Combined broaches with diameter from 50 to 120 mm for slitting holes with involute with wind round tail and centering at outside diameter with module from 1,5 to 2,5 mm. Construction)
- ГОСТ Р 50036-92 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 90 до 120 мм, модулем 2,5 мм с центрированием по наружному диаметру комбинированные двухпроходные. Конструкция. (Combined broaches with diameter from 90 to 120 mm for slitting holes with involute with wind round tail and centering at outside diameter with module 2,5 mm. Construction)
- ГОСТ Р 50038-92 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 55 до 130 мм, модулем от 3 до 5 мм с центрированием по наружному диаметру комбинированные двухпроходные. Конструкция. (Combined broaches with diameter from 55 to 130 mm for slitting holes with involute with wind round tail and centering at outside diameter with module from 3 to 5 mm. Construction)
bazistools.ru
Изготовление протяжек | Протяжки
Производственное объединение «Литштамп» уже несколько лет занимается изготовлением различных инструментов. Здесь выпускается очень много разной инструментальной продукции, такой как: протяжки, резцы, сверла, ножи для гильотин, плоские ножи, штаммы, модельно-литейные оснастки и др. Также на предприятии налажен выпуск разной мерительной техники (скобы, кольца резьбовые и т.п.). У нас в компании работают опытные сотрудники, которые вместе представляют собой одну хорошо сплоченную команду.
Основным преимуществом нашей компании является хорошее качество выпускаемой продукции. Качество нашей продукции ни чем не уступает продукции, произведенной на инструментальном заводе. На предприятии «Литштамп» есть все самое необходимое современное оборудование и техническое оснащение, которое позволяет выпускать высококачественную продукцию. Так у нас имеются разные станки, ЧПУ, токарное оснащение, резьбошлифовальное и заточное оборудование. Все детали проходят в процессе изготовление как электроэрозионную, так и механическую обработку. Весь процесс производства начинается от конструкторско-опытных лабораторных разработок, чертежей и т.п. до уже готовой к продаже и реализации продукции. Также с каждым годом наша компания осваивает все новые методы и отрасли в производстве инструментария и техники. Так было налажено производство запчастей для горного оборудования, литье и поковка и другие подобные виды деятельности.
Вторым большим преимуществом организации «Литштамп» является то, что наши специалисты готовы не имея на руках чертежа изготовить инструмент любой сложности в соответствии с конкретными требованиями заказчика, изготовление протяжек по чертежам заказчика. Компания поставляет свою продукцию почти по всей территории страны.
Одним из самых передовых и основных спецификаций предприятия можно назвать изготовление протяжек. Компания сделает под заказ любые протяжки по ГОСТУ. Протяжки – это многозубчастый инструмент, с последовательно выступающими друг над другом зубцами. Это один из самых основных инструментов, который активно используется в тяжелой промышленности (например, на машиностроительных предприятиях), а также при изготовлении разных деталей (например, протяжки для отверстий).
В процессе протягивания можно добиться наиболее эффективной степени обработки материалов. Протяжки для отверстий – это незаменимый инструмент при изготовлении различных деталей, и поэтому требует очень тщательного подхода и высоких параметров качества. Поэтому, что бы изготовить протяжки для отверстий согласно всем нормам и ГОСТам, нужно приложить немало затрат и усилий. Но специалисты нашей компании, обладая уже солидным опытом в этом деле, смогут даже без необходимых чертежей изготовить протяжки для отверстий согласно всем стандартам.
Протяжки классифицируют по нескольким признакам.
1. По области назначения различают два вида протяжек:
а) Протяжки для обработки внутренних поверхностей:
– шлицевые протяжки – для обработки шлицевых отверстий;
– круглые;
– шпоночные – для обработки пазов;
– протяжки для обработки многогранных отверстий.
б) Протяжки для обработки внешних поверхностей с разными профилями. Это могут быть протяжки для обработки канавок, разных цилиндрических и других сложных поверхностей, Т-образных пазов и т.п.
2. По конструктивному исполнению протяжки бывают цельными и составными.
3. По материалу, из которого изготовлена режущая часть: протяжки из инструментальной и быстрорежущей стали.
Наше предприятие наладило выпуск таких видов протяжек:
– шлицевые – 6-ти, 8-ми и 10 – шлицевые протяжки;
– шпоночные;
– круглые;
– квадратные;
– шестигранные и восьмигранные – для обработки многранных отверстий;
– острошлицевые.
Кроме того, компания занимается реализацией такого вида протяжек как шлицевые протяжки для обработки деталей и материалов с эвольвентным профилем. Они также бывают разных диаметров и разных и соответствуют разным ГОСТам. Это протяжки двухпроводные и с навертным хвостовиком. Также есть и комбинированные протяжки ГОСТ 50038-92 и ГОСТ 50036-92.
Каждый из этих видов вышеперечисленных протяжек имеет свои ГОСТы, согласно которым происходит процесс изготовление.
Предыдущие статьи:
www.instrument-osnastka.ru
Изготовление протяжек по чертежам заказчика, ГОСТам и отраслевым стандартам
Типы: изготавливаем все существующие типы протяжек: цельные, сборные и составные; однопроходные и многопроходные; круглые, плоские, гранные, шлицевые (прямобочные, эвольвентные, с трапецеидальным профилем и для обработки мелких зубьев), шпоночные (с или без фаски, комбинированные круглые с одной шпонкой), спиральные и елочные.
Стандарты: ГОСТ, отраслевые стандарты предприятий и по чертежам заказчика
Материал: быстрорежущая сталь (Р6М5, M2, M35, M42, ASP 23, ASP 30, CPM T15, CPM M4) или твердый сплав. Возможно покрытие нитридом титана TiN
Диапазон размеров: диаметр – от 8 до 250 мм, длина – до 3500 мм
Тестовый образец: возможна поставка протяжек с тестовым образцом протягивания в графите
Конструирование: расчет протяжек по техническому заданию заказчика
Документация: Калибровочный сертификат завода производителя. Возможна поставка с калибровочным сертификатом независимой лаборатории
ГОСТы:
- ГОСТ 16491-80 Протяжки шпоночные. Технические условия
- ГОСТ 18217-90 Протяжки шпоночные. Конструкция
- ГОСТ 18218-90 Протяжки шпоночные с утолщенным телом. Конструкция
- ГОСТ 18219-90 Протяжки шпоночные с фасочными зубьями. Конструкция
- ГОСТ 18220-90 Протяжки шпоночные для пазов повышенной чистоты. Конструкция
- ГОСТ 20365-74 Протяжки круглые переменного резания диаметром от 14 до 90 мм. Конструкция и размеры
- ГОСТ 24818-81 Протяжки для шестишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания. Конструкция и размеры. (Broaches combined for 6-slitting holes with straight-sides profile and centering at outside diameter, alternatives. Design and dimensions)
- ГОСТ 24819-81 Протяжки для шестишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания. Двухпроходные. Конструкция и размеры. (Broaches combined for 6-slitting holes with straight-sides profile and centering at outside diameter, alternatives. Double driven. Design and dimensions)
- ГОСТ 24820-81 Протяжки для восьмишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания. Конструкция и размеры. (Broaches combined for 8-slitting holes with straight-sides profile and centering at outside diameter, alternatives. Design and dimensions)
- ГОСТ 24822-81 Протяжки для десятишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания. Конструкция и размеры. (Broaches combined for 10-slitting holes with straight-sides profile and centering at outside diameter, alternatives. Design and dimensions)
- ГОСТ 24823-81 Протяжки для десятишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания. Двухпроходные. Конструкция и размеры. (Broaches combined for 10-slitting holes with straight-sides profile and centering at outside diameter, alternatives. Double driven. Design and dimensions)
- ГОСТ 25157-82 Протяжки для шлицевых отверстий с эвольвентным профилем диаметром 12 и 14 мм, модулем 1 мм с центрированием по наружному диаметру двухпроходные. Конструкция и размеры (Broaches with diameter from 12 to 14 mm for slitting holes with involute profile and centering at outside diameter with module 1 mm double driven. Construction and dimensions)
- ГОСТ 25158-82 Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 15 до 90 мм, модулем от 1 до 2,5 мм с центрированием по наружному диаметру. Конструкция и размеры. (Broaches with diameter from 15 to 90 mm for slitting holes with involute profile and centering at outside diameter with module from 1 to 2,5 mm. Construction and dimensions)
- ГОСТ 25159-82 Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 15 до 90 мм, модулем от 1 до 2,5 мм с центрированием по наружному диаметру двухпроходные. Конструкция и размеры. (Broaches with diameter from 15 to 90 mm for slitting holes with involute profile and centering at outside diameter with module from 1 to 2,5 mm, double driven. Construction and dimensions)
- ГОСТ 25160-82 Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 45 до 90 мм, модулем от 3 до 5 мм с центрированием по наружному диаметру. Конструкция и размеры.
- ГОСТ 25969-83 Протяжки для шлицевых отверстий с прямобочным профилем с центрирование по внутреннему диаметру комбинированные переменного резания.
- ГОСТ 25970-83 Протяжки для шестишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания двухпроходные. Конструкция и размеры. (Combined alternative double driven broaches for 6-slitting holes with straight-sides profile and centering at outside diameter. Design and dimensions)
- ГОСТ 25971-83 Протяжки для восьмишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания. Конструкция и размеры. (Combined alternative broaches for 8-slitting holes with straight-sides profile and centering at outside diameter. Design and dimensions)
- ГОСТ 26478-85 Протяжки для квадратных отверстий со стороной от 10 до 12 мм. Двухпроходные. Конструкция и размеры. (Double-pass square broaches for holes with sides from 10 to 12 mm. Design and dimensions)
- ГОСТ 26479-85 Протяжки для квадратных отверстий со стороной от 12,5 до 60 мм. Двухпроходные. Конструкция и размеры. (Double-pass square broaches for holes with sides from 12,5 to 60 mm. Design and dimensions)
- ГОСТ 26480-85 Протяжки для квадратных отверстий со стороной от 25 до 41 мм. Конструкция и размеры. (Square broaches for holes with sides from 25 to 41 mm. Design and dimensions)
- ГОСТ 28044-89 Протяжки сборные для десятишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания. Конструкция. (Internal broaches for straight splines based at internal diameter, one pass combined type. Construction)
- ГОСТ 28045-89 Протяжки сборные для десятишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания двухпроходные. Конструкция. (Internal broaches for straight splines based at internal diameter, double pass combined type. Construction)
- ГОСТ 28051-89 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 70 до 130 мм модулем от 3 до 5 мм с центрированием по наружному диаметру двухпроходные. Конструкция. (Broaches with diameter from 70 to 130 mm for slitting holes with involute with wind round tail and centering at outside diameter with module from 3 to 5 mm double driven. Construction)
- ГОСТ 28442-90 Протяжки для цилиндрических, шлицевых и гранных отверстий. (Broaches for cylindrical, slitting and polyhedral profile holes. Specification)
- ГОСТ 4043-70 Хвостовики плоские для протяжек. Типы и основные размеры. (Flat shanks for broaches. Types and main dimensions)
- ГОСТ 4044-70 Хвостовики круглые для протяжек. Типы и основные размеры. (Round shanks for broaches. Types and main dimensions)
- ГОСТ Р 50035-92 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 50 до 120 мм, модулем от 1,5 до 2,5 мм с центрированием по наружному диаметру комбинированные. Конструкция. (Combined broaches with diameter from 50 to 120 mm for slitting holes with involute with wind round tail and centering at outside diameter with module from 1,5 to 2,5 mm. Construction)
- ГОСТ Р 50036-92 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 90 до 120 мм, модулем 2,5 мм с центрированием по наружному диаметру комбинированные двухпроходные. Конструкция. (Combined broaches with diameter from 90 to 120 mm for slitting holes with involute with wind round tail and centering at outside diameter with module 2,5 mm. Construction)
- ГОСТ Р 50038-92 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 55 до 130 мм, модулем от 3 до 5 мм с центрированием по наружному диаметру комбинированные двухпроходные. Конструкция. (Combined broaches with diameter from 55 to 130 mm for slitting holes with involute with wind round tail and centering at outside diameter with module from 3 to 5 mm. Construction)
1 Протяжка – многозубый инструмент с рядом последовательно выступающих друг над другом зубьев в направлении, перпендикулярном направлению главного движения резания. Протяжки применяются для обработки отверстий, пазов и наружных поверхностей с простым или произвольным фасонным контуром. При резании протяжками используют только одно, обычно поступательное движение инструмента, скорость которого является скоростью резания. Движения подачи отсутствуют, а срезание слоев металла осуществляется за счет увеличения высоты или ширины последующего зуба относительно предыдущего зуба протяжки.
bazistools.ru
Технологический процесс изготовления круглой протяжки
Министерство образования РФ
Тольяттинский государственный университет
Машиностроительный факультет
Кафедра: “Резание, станки и инструменты”
Расчетно-пояснительная записка
к курсовому проекту по дисциплине:
“Основы технологии машиностроения”
(“Технология инструментального производства”)
Студент: Мисюра К.В.
Группа: М-303
Преподаватель: Маханов А.М.
Тольятти 2002
Содержание
1. Аннотация
2. Анализ служебного назначения технологичности детали
2.1 Описание режущего инструмента
2.2 Классификация поверхностей
3. Определение типа производства
4. Выбор заготовки и расчет припусков
5. Разработка технологического маршрута обработки
5.1. Последовательность методов обработки поверхностей заготовки
5.2. Маршрут последовательности обработки
6. Проектирование операций, выбор баз и оборудования
7. Технологический маршрут обработки детали
8. Разработка технологических операций
8.1. Выбор режущего инструмента для проектируемых операций
8.2. Расчет режимов резания
9. Термообработка инструмента
10. Выбор измерительного инструмента
Список используемой литературы
В данном курсовом проекте разрабатывается технологический процесс изготовления круглой протяжки диаметром 32 мм и длиной 1242 мм для обработки отверстия длиной 96мм. Особенностями разработанного технологического процесса является то, что я объединила точение задней и передней направляющей с нарезанием зубьев. Это стало возможным в результате использования токарно-винторезного станка с ЧПУ.
Протяжка изготавливается цельной, т.к стоимость техпроцесса изготовления сварной протяжки больше стоимости материала потраченного на изготовление цельной протяжки (по данным полученным на АО “АвтоВАЗ” в бюро технологов цеха 51-2).
В данном проекте я более подробно разрабатываю следующие операции: обработка хвостовика (токарная), заточка зубьев по передней поверхности и шлифование зубьев по диаметру.
Режущий инструмент “протяжка” по классу принадлежит к осевому инструменту. Протяжки являются многозубыми металлорежущими инструментами, осуществляющими снятие припуска без движения подачи за счет превышения высоты или ширины последующего зуба по отношению к ширине или высоте предыдущего. Они применяются для чистовой обработки различных по форме внутренних и наружных поверхностей деталей. Протяжки – узкоспециализированный инструмент, предназначенный для обработки одной и, редко, нескольких деталей, мало отличающихся размерами. Из-за высокой стоимости их применение эффективно в массовом и серийном производстве. При использовании данного инструмента достигается высокая точность (до 5-го квалитета) и малая шероховатость обрабатываемой поверхности (Rа до 0.32 мкм). В процессе обработки протяжка испытывает нагрузки на растяжение. В данной работе мы проектируем круглую протяжку.
Исполнительные поверхности – поверхности, от которых зависит выполнение инструментом своего служебного назначения.
Основные конструкторские базы – поверхности, определяющие местоположение детали в приспособлении станка.
Вспомогательные конструкторские базы – поверхности, определяющие местоположение присоединяемых деталей относительно инструмента.
Свободные – поверхности, не имеющие особого назначения.
Нам задан серийный тип производства. Этот тип производства характеризуется ограниченной номенклатурой деталей, изготавливаемых периодически повторяющимися партиями. Используются универсальные станки, оснащенные как специальными, так и универсальными инструментами и приспособлениям. Этот тип производства наиболее характерен для изготовления металлорежущих инструментов. Принимаем групповую форму производства.
Припуск на цилиндрическую поверхность рассчитаем аналитическим метом – по переходам. Результаты расчета будем заносить в таблицу.
В графы 1 и 2 заносим номера и содержание переходов по порядку, начиная с получения заготовки и заканчивая окончательной обработкой; заготовительной операции присваиваем № 0, а термообработке – № ТО.
В графу 3 записываем квалитет точности, получаемый на каждом переходе. По таблице определяем величину Td допуска для каждого квалитета и записываем в графу 4.
Для каждого перехода определяем составляющие припуска. Определяем суммарную величину а = hд +Rz , где Rz – высота неровностей профиля, мм hд – глубина дефектного слоя, мм. Значения а заносим в графу 5.
Определяем суммарное отклонение формы и расположения поверхностей после обработки на каждом переходе. Значение Δ заносим в графу 6.
Определяем погрешность установки ε заготовки в приспособлении на каждом переходе. Значение ε заносим в графу 7. Для переходов 0 и ТО 7 делаем прочерк.
Определяем предельные значения припусков на обработку для каждого перехода, кроме 0 и ТО.
Минимальное значение припусков определяем по формуле:
.Здесь и далее индекс i относится к данному переходу, i-1 – к предыдущему переходу, i+1 – к последующему переходу.
Максимальное значение припуска определяем по формуле:
.Значения Z min и Z max заносим в графы 8 и 9 таблицы, округляя их в сторону увеличения до того знака после запятой, с каким задан допуск на размер для данного квалитета точности. В строках, соответствующих переходам 0 и ТО, делаем прочерк.
Определяем среднее значение припуска для каждого перехода по формуле:
.Значение Zср заносим в графу 10.
Определяем общий припуск на обработку по формулам:
.Значения заносим в нижнюю строку, графы.
Припуск по торцам принимаем по 1 мм с каждой стороны.
Округляем диаметр прутка до стандартного и принимаем его равным 36 мм. Длину прутка принимаем равной 1244 мм.
mirznanii.com
|
Металлообработка – процесс сложный и многогранный, требующий опыта, навыков и специального оборудования. Поэтому все без исключения предприятия, специализирующиеся на металлообработке, используют сегодня протяжка инструмент, который позволяет обрабатывать детали и проделывать в них отверстия различного диаметра и конфигурации. Виды протяжек могут быть различными. Так, сегодня существуют такие металлорежущие инструменты, как протяжка шлицевая, протяжка шпоночная. Кроме этого, различают типы протяжек в зависимости от области применения и предназначения. Такие, как протяжка плоская, цилиндрическая протяжка, протяжка шестигранная, протяжка круглая протяжка квадратная и протяжка прошивка, благодаря которым можно получать различные отверстия, углубления и пазы в металлических деталях. Причем, для прошивки, как правило, используются протяжки для обработки отверстий, которые позволяют аккуратно отшлифовать края паза либо углубления, не оставляя на нем заусениц и шероховатостей. Причем, особой прочностью и надежностью отличается протяжка эвольвентная, которая имеет профиль особой конструкции, в несколько раз увеличивающий сроки эксплуатации металлорежущего инструмента. Также на крупных предприятиях с широким ассортиментом продукции очень часто используется комбинированная протяжка, которая позволяет выполнять различные операции, экономя ресурсы и время. Протяжка отверстий сегодня является одной из самых востребованных операций при обработке металла. Технология протяжки существует уже около века и постоянно совершенствуется. При этом конструкция оборудования, на котором выполняются данные виды работ, имеет множество требований и стандартов. Так, станок протяжка должен отличатся повышенной прочностью и надежностью, так как протяжка металла производится на больших оборотах. Поэтому проектирование и изготовление протяжек в производственном объединении «Литштамп» выполняется опытными специалистами, которые обладают знаниями и навыками в различных областях, от физики до металлообработки. Перед тем, как наладит выпуск этого вида инструментов, создается чертеж протяжки, который должен соответствовать утвержденным требованиям. Так, протяжки гост предусматривают, что процесс резки должен быть равномерно распределен на все зубья. Поэтому, к примеру, проектирование шлицевой протяжки может занимать несколько месяцев, так как протяжка шлицевая гост должна отличаться особой точностью и филигранностью. При этом расчет шлицевой протяжки зависит от типа оборудования и области его применения. А протяжки шпоночные гост выполняются из особо прочных металлических сплавов, что обеспечивает их надежность и удобство в эксплуатации. ПРОИЗВОДИМ: ПРОТЯЖКИ КВАДРАТНЫЕ И ТРЕУГОЛЬНЫЕ ПРОТЯЖКИ ШЛИЦЕВЫЕ ПРЯМОБОЧНЫЕ ПРОТЯЖКИ ШЛИЦЕВЫЕ ЭВОЛЬВЕНТНЫЕ ОСТРОШЛИЦЕВЫЕ ПРОТЯЖКИ КРУГЛЫЕ ПРОТЯЖКИ ШПОНОЧНЫЕ ПРОТЯЖКИ 6-ТИ И 8-МИ ГРАННЫЕ ПРОТЯЖКИ Предыдущие статьи: Похожие статьи: Следующие статьи: |
www.instrument-osnastka.ru
3.2. Выбор материала протяжки
При выборе материала для изготовления протяжек следует руководствоваться следующим:
– протяжки должны иметь высокую стойкость;
– после термической обработки иметь наименьшую деформацию;
– материал, применяемый для изготовления протяжки, должен обладать хорошей обрабатываемостью лезвийным инструментом и шлифуемостью.
Для изготовления протяжек большой длины, но малого диаметра рекомендуется использовать сталь ХВГ. Для обработки твердых материалов и деталей сложного профиля применяется быстрорежущая сталь по ГОСТ 19265-73 Р6М5.
Протяжки из быстрорежущей стали с диаметром хвостовика 14 мм и выше должны изготавливаться сварным или механическим креплением хвостовика. Хвостовая часть в этих случаях изготавливается из стали 40Х ГОСТ 4543-71.
3.3. Расчет хвостовой и направляющей частей
Формулу и исполнительные размеры хвостовика определяют в зависимости от типа протяжки и посадочного отверстия патрона. Для круглых, шлицевых, квадратных, шестигранных и других типов протяжек с цилиндрическими хвостовиками диаметр последнего составляет Dхв < Dо , где Dо- диаметр предварительно обработанного отверстия. Полученный результат округляют до ближайшего нормального диаметра по ГОСТ 4044-70.
Таблица 3.1 Припуск Ао на диаметр при протягивании круглыми протяжками, мм
Предварительная обработка | Диаметр протягиваемых отверстий | Длина протягиваемых отверстий, мм | |||||||
6-10 | 10-18 | 18-30 | 30-50 | 50-80 | 80-120 | 120-180 | 180-250 | ||
Одним инструментом | 10-18 | 0.4 | 0.5 | 0.6 | 0.8 | – | – | – | – |
18-30 | 0.5 | 0.5 | 0.6 | 0.7–0.8 | 0.8–1.0 | 1.0–1.2 | – | – | |
30-50 | – | 0.6 | 0.7–0.8 | 0.8–1.0 | 1.0 | 1.0–1.2 | 1.2–1.4 | 1.4 | |
50-80 | – | – | 1.0 | 1.0–1.1 | 1.2 | 1.2–1.3 | 1.4 | 1.5 | |
80-120 | – | – | – | 1.2 | 1.2–1.3 | 1.4 | 1.5 | 1.6 | |
Двумя инструментами | 10-18 | 0.2 | 0.3 | 0.4 | 0.5 | – | – | – | – |
18-30 | 0.3 | 0.3 | 0.4 | 0.5 | 0.5 | 0.6 | – | – | |
30-50 | – | 0.4 | 0.5 | 0.5 | 0.6 | 0.6 | 0.7 | 0.7 | |
50-80 | – | – | 0.6 | 0.6 | 0.7 | 0.7 | 0.8 | 0.8 | |
80-120 | – | – | – | 0.7 | 0.7 | 0.8 | 0.8 | 1.0 | |
Примечания: 1. При обработке одним инструментом отверстия длиной не более одного диаметра допускаемое отклонение отверстия по 11 квалитету точности, более длинные – по 12 квалитету.
2. При обработке двумя инструментами отверстия длиной не более одного диаметра допуска-
емое отклонение по 9 квалитету точности, более длинные – по 11 квалитету.
Шейка и переходной конус соединяют хвостовик с рабочей частью протяжки. Диаметр шейки Dш = Dхв – 0,5 мм. Длина шейки выбирается в соответствии с расстоянием от переднего торца протяжки до первого зуба, которое принимается в зависимости от типоразмера станка по табл. 3.2.
Таблица 3.2 Сведения об эксплуатационных возможностях протяжных станков
Модель станка | Тип патрона | Минимальный размер от торца протяжки до первого режущего зуба L, мм | Тяговое усилие, Н | Наибольший ход каретки или ползуна, мм |
7Б55 7А510 | Быстросменный автоматический | 190 + h’ | 100000 | 1250 |
7Б56 | Быстросменный автоматический | 200 + h’ | 200000 | 1600 |
7Б57 | Быстросменный автоматический Клиновой | 400 + h’ 350 + h’ | 400000 | 2000 |
МП6 | Быстросменный автоматический | 370 + h’ | 55000 | 1800 |
Примечание 1. Размер L1 дан с учетом зазора (5-10 мм) между
торцом обрабатываемой детали и первым режущим зубом.
2. h’ – длина детали.
Переходный конус делается для более легкого ввода передней направляющей протяжки в протягиваемое отверстие. Длина конуса Lпк= 20-25.
Передняя направляющая служит для установки обрабатываемой заготовки соосно с протяжкой, благодаря чему отрезается равномерный припуск по всему контуру отверстия. Передняя направляющая также должна исключить перекос детали.
Длина передней направляющей принимается равной длине, обрабатываемого отверстия, но не менее 40 мм. При ротягивании
длинных отверстий, длина направляющей может быть взята равной 0,75 от длины обрабатываемого отверстия.
Форма передней направляющей должна соответствовать форме предварительного отверстия. Радиальные размеры передней направляющей принимаются равными наименьшим радиальным размерам предварительного отверстия с отклонениями по е8.
studfiles.net
Протяжки и принцип их работы. Назначение и виды протяжек. Эффективность их применения. Схемы резания при протягивании. Составные части протяжек и конструкции канавок.
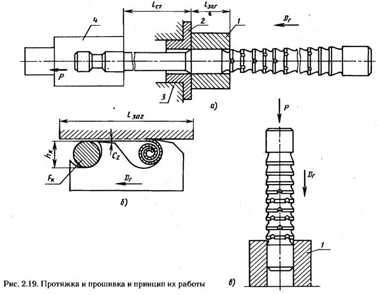
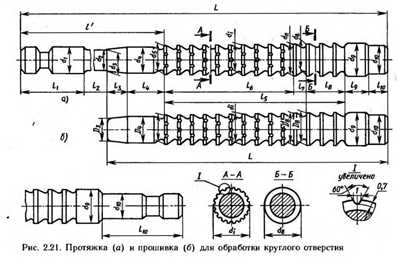
Протяжка — многолезвийный инструмент с рядом последовательно выступающих одно над другим лезвий в направлении, перпендикулярном к направлению скорости главного движения, предназначенный для обработки при поступательном или вращательном главном движении лезвия и отсутствии движения подачи (ГОСТ 25751—83). Большую группу протяжек применяют для обработки цилиндрических внутренних и наружных поверхностей заготовок с неизменными формой и размерами по длине обрабатываемой поверхности детали. Для обработки таких поверхностей протяжки имеют стержневую форму. У этих протяжек главное движение Dr прямолинейно поступательное, по направлению совпадает с осью инструмента (рис. 2.19). Режущие кромки, смещенные в направлении, перпендикулярном к направлению главного движения (к оси протяжки), срезают слои материала с поверхности заготовки. Режущая кромка каждого зуба не копирует путь предыдущего, а перемещается параллельно его траектории с углублением в образованную предыдущим зубом поверхность. Такой принцип обработки резанием называют протягиванием, а применяемый инструмент протяжкой или прошивкой. В протяжках (рис. 2.19, а, б) сила резания приложена к передней рабочей части инструмента, при этом деформируется корпус инструмента (деформация растяжения).\ В прошивках (рис. 2.19, в) сила резания Приложена к задней рабочей части инструмента, при этом деформируется стержень инструмента (деформация сжатия).
Каждая режущая кромка в процессе обработки перемешается прямолинейно поступательно, не имеет движения подачи на глубину, направление результирующего движения De (резания) совпадает с направлением главного движения Dr инструмента и лезвия, поэтому кинематические геометрические параметры режущей кромки инструмента равны инструментальным.
Протяжки применяют на протяжных станках с прямолинейным главным движением Dг — движением резания в горизонтальном или вертикальном направлении. Обработка производится при сравнительно невысоких скоростях резания v = 6… 10 м/мин; в последнее время выпускают станки для непрерывного протягивания с обеспечением скорости резания 45 м/мин и более.
Профиль образованной поверхности определяется формой режущих кромок зубьев, поэтому протяжки относят к фасонным лезвийным инструментам специального назначения, применяемым для обработки определенной формы и размеров. Используют протяжки преимущественно в крупносерийном производствах, а также мелкосерийном производстве для обработки поверхностей заготовок одинаковых по форме и размерам. В основном их применяют для обработки круглых, шлицевых, многогранных и других отверстий, а также шпоночных канавок (рис. 2.20), наружных поверхностей, прямолинейных по длине. Их применяют для получения деталей диаметром или шириной от 6—8 до 100 мм и более. Возможности обработки ограничиваются возможностями протяжного станка, силой тяги, создаваемой приводом на хвостовике протяжки, длиной рабочего хода ползуна. В отдельных случаях протяжки работают с вращательным главным движением и их применяют для обработки поверхностей вращения.
При обработке протяжками припуск снимается одновременно режущими лезвиями нескольких зубьев, что и определяет высокую производительность процесса. Обработка, в том числе и сложных поверхностей заготовок, осуществляемся за один рабочий ход инструмента, благодаря чему сокращается вспомогательное время и обеспечивается высокая точность взаимного расположения элементов профиля обработанной поверхности.
При обработке отверстий обеспечивается точность в пределах 7—9-го квалитетов, параметр шероховатости обработанной поверхности Ra=.0,32..2,5 мкм, и производительность повышается в 3—12 раз по сравнению с другими способами механической обработки резанием.
Имеются примеры применения протяжек в технологических процессах механической обработки в условиях ГПС.
При внутреннем протягивании обработка происходит внутри заготовки, стружка формируется в замкнутом пространстве канавки, что затрудняет ее образование и отвод, затруднен подвод СОЖ, и наблюдать за процессом резания невозможно.
Предварительно отверстие в заготовке для обработки внутренними протяжками делают круглого сечения, легко технологически получаемое сверлением, растачиванием и другими аналогичными методами. Припуск, оставляемый на обработку протяжкой, зависит от качества предварительно обработанного отверстия, его размеров, диаметра d и длины L; ориентировочно припуск на диаметр
Назначение и виды протяжек.
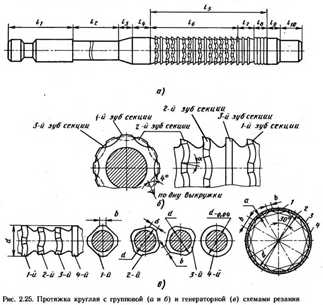
Протяжки для круглых отверстий могут быть спроектированы с использованием всех трех схем резания: профильной (одинарного резания), группой (переменного резания) и генераторной.

Шлицевые протяжки (рис. 2.26, а) предназначены для обработки шлицевых отверстий.
Протяжки для обработки многогранных отверстий (квадратных, шестигранных и др.)
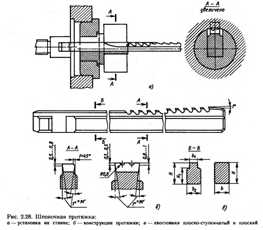 Шпоночные протяжки применяют для изготовления шпоночных канавок в отверстиях заготовок (рис. 2.28).
Шпоночные протяжки применяют для изготовления шпоночных канавок в отверстиях заготовок (рис. 2.28).
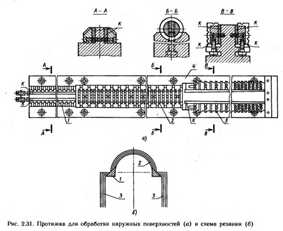
Протяжки для обработки наружных плоских и фасонных поверхностей заготовок
Схема резания н форма режущих кромок. Большое значение при проектировании протяжки имеет схема резания, т. е. последовательность удаления срезаемого слоя, и схема формообразования поверхности.
Схему резания и форму режущих кромок устанавливают в зависимости от назначения протяжки, требуемого профиля заготовки. Используют все виды схем резания. Схему резания выбирают с учетом получения оптимальной конструкции протяжки, наименьшей ее длины, более полного использования тяговой силы двигателя станка, обеспечения прочности протяжки, ее работоспособности и стойкости, а также величины подъема зубьев, определяющей толщину аг срезаемого слоя лезвием протяжки (аг = Сг) и пр. Целесообразность принятой схемы резания должна быть подтверждена соответствующим анализом. Применяемые схемы резания и их влияние на конструктивное оформление зубьев (их режущих кромок) рассмотрены ниже для конкретных видов протяжек.
На режущих кромках большой ширины (больше 6—8 мм) для лучших условий стружкоформирования делают стружкоразделительные канавки sK (рис. 2.23, е, ж). Наибольшее изнашивание зубьев при работе протяжки получается по боковым сторонам стружкоразделительных канавок, у их наружной границы в месте сопряжения главной и вспомогательной режущих кромок. Для уменьшения изнашивания на вспомогательных режущих кромках канавок должны быть созданы достаточные задние углы, а для этого внутренний угол канавок принимают обычно равным 60—45°. Стружкоразделительные канавки делают на зубьях в шахматном порядке и на срезаемых стружках образуются выступы (ребра жесткости), затрудняющие естественное завивание стружки в спираль. Повышенный износ лезвий по уголкам канавок и ухудшение стружкоформирования являются большим недостатком такой конструкции протяжки. Поэтому более целесообразны протяжки с групповой схемой резания (переменного резания), например круглые протяжки с выкружками на зубьях.

cyberpedia.su