Изготовление протяжек: Заказать изготовление протяжек – в Москве на собственном производстве
alexxlab | 10.09.1988 | 0 | Разное
Заказать изготовление протяжек – в Москве на собственном производстве
Уточнить наличие у менеджера
Описание: инструмент со множеством лезвий
Назначение:
- обработка стволов огнестрельного оружия;
- обработка поверхностей турбин реактивных двигателей;
- нарезка шпоночных канавок;
- наружная обработка сложных профилей;
- калибровка многогранных, цилиндрических и фигурных отверстий.
Протяжка является инструментом, при помощи которого осуществляется обработка металлических элементов посредством протягивания.
Использование протяжки обеспечивает обработку поверхностей (в том числе наружных) с высокой степенью чистоты и точности. Данный вид инструмента также применяется для обработки элементов со сложной конфигурацией.
ГОСТ 18218-90
| Протяжки для внутренних поверхностей | Протяжки для наружных поверхностей |
Виды по назначению |
|---|---|---|
| круглые | угловые | для квадратных отверстий |
| шпоночные | плоские | для шлицевых отверстий |
| гранные | дуговые | |
| шлицевые | ступенчатые |
быстрорежущая сталь
инструментальная сталь
Этапы производства
Получение или разработка ТЗ Мы получаем от Вас техническое задание или помогаем с его разработкой
Компьютерное моделирование Применение современных технологий для получения 3D модели требуемого изделия
Изготовление Непосредственно производство, обработка деталей на станках и вручную
Поставка Упаковка и доставка готовой партии или штучного изделия на Ваш объект
Способы производства
Вальцовка металла
Сварочные работы
Лазерная резка металла
Сверление металла
Слесарные работы
Зубодолбежные работы
Токарно-фрезерные работы
Собственное производство Мы изготавливаем детали на своем промышленном предприятии, не обращаясь к третьим лицам
Оптимальные цены Наша ценовая политика удивит даже самого придирчивого клиента
Сервис Мы отвечаем за качество наших изделий
Всегда на связи Наши менеджеры ответят Вам в самые короткие сроки
Для заказа и консультации
Отдел продаж (Москва)
+7(499)390-03-33
По России (бесплатно)
8(800)444-11-31
или оставьте заявку
Опишите изделие
Контакты для связи
*Обязательные поля
Фото работ
Видео: Изготовление Режущего Инструмента Протяжки
Поиск
Все Фрезы » Фрезы Червячные ГОСТ 9324 » Фрезы Червячные ГОСТ 6637 » Фрезы Червячные ГОСТ 8027 » Фрезы Червячные для Звездочек ГОСТ 15127 » Фрезы Новикова » Фрезы Дисковые Модульные » Фрезы Концевые » Фрезы Отрезные и Прорезные » Ножи для Фрез » Фреза Торцевая » Фрезы Дисковые Трехсторонние » Фрезы Шпоночные » Фрезы Полукруглые Вогнутые » Фрезы Дисковые Пазовые Долбяки и Шевера » Долбяки Хвостовые » Долбяки Чашечные » Долбяки Дисковые » Долбяки для Зубьев Звездочек » Шевер Дисковый Протяжки » Протяжки Шпоночные » Протяжки Шлицевые » Протяжки Круглые » Протяжки Эвольвентные » Протяжки Квадратные » Протяжки Шестигранные Развертки » Развертки Котельные ГОСТ 18121 » Развертки Машинные ГОСТ 1672 » Развертки Ручные ГОСТ 7722 » Развертки конические Сверла по Металлу » Cверла по Металлу ц/х » Сверло по Металлу к/х » Сверло для сверления рельс ЖД » Сверло Перовое ГОСТ 25526 » Центровочное Сверло ГОСТ 14952 » Кобальтовые Сверла Метчики » Метчик M машинно-ручной м/р » Метчик Гаечный » Метчик Tr Трапецеидальный » Метчик дюймовый UNC/UNF Плашки Круглые » Плашка Tr трапецеидальная » Плашка G трубная Плашки Резьбонакатные Плоские Гребенки Резьбонарезные Плоские Ролики Резьбонакатные » Ролики Резьбонакатные ГОСТ 9539 » Ролики Резьбонакатные НП » Ролики Резьбонакатные ВНГН Пластины Твердосплавные » Шаберные Пластины ВК6 ОМ » Пластина Пятигранная » Пластины Korloy Сегменты к Пиле Геллера Зенкеры Зенковки Резцы » Резцы Зубострогальные Оснастка и Приспособления » Головки Зуборезные » Головка Винторезная ГОСТ 21760 » Центр вращения » Универсальная делительная головка УДГ Мерительный Инструмент » Линейки Поверочные ШД » Линейки Поверочные ШП,ШПХ,ЛЧ,ЛД » Наборы Мер Плоского Угла ГОСТ 2875 » Концевые Меры Длины ГОСТ 9038 » Пластины плоские стеклянные ПИ Уцененные Товары
Главная › Видео › Видео: Изготовление Режущего Инструмента Протяжки
3.2. Выбор материала протяжки
При выборе материала для изготовления протяжек следует руководствоваться следующим:
– протяжки должны иметь высокую стойкость;
– после термической обработки иметь наименьшую деформацию;
– материал, применяемый для изготовления протяжки, должен обладать хорошей обрабатываемостью лезвийным инструментом и шлифуемостью.
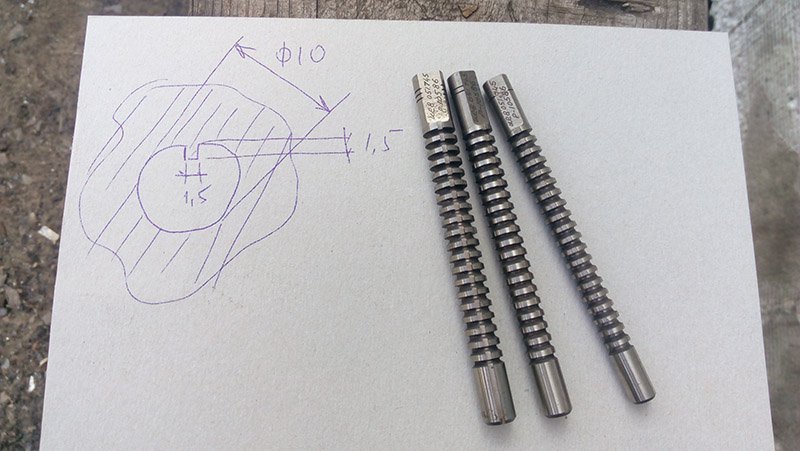
Для изготовления протяжек большой длины, но малого диаметра рекомендуется использовать сталь ХВГ. Для обработки твердых материалов и деталей сложного профиля применяется быстрорежущая сталь по ГОСТ 19265-73 Р6М5.
Протяжки из быстрорежущей стали с диаметром хвостовика 14 мм и выше должны изготавливаться сварным или механическим креплением хвостовика. Хвостовая часть в этих случаях изготавливается из стали 40Х ГОСТ 4543-71.
Формулу
и исполнительные размеры хвостовика
определяют в зависимости от типа протяжки
и посадочного отверстия патрона. Для
круглых,
шлицевых, квадратных, шестигранных и
других типов протяжек с цилиндрическими
хвостовиками диаметр последнего
составляет
Dхв
< Dо
, где Dо-
диаметр предварительно обработанного
отверстия.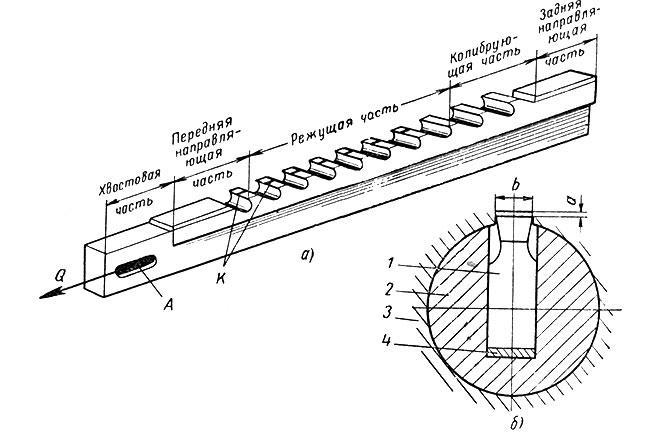 Полученный результат округляют
до ближайшего нормального
диаметра
по ГОСТ 4044-70.
Полученный результат округляют
до ближайшего нормального
диаметра
по ГОСТ 4044-70.
Таблица 3.1 Припуск Ао на диаметр при протягивании круглыми протяжками, мм
Предварительная обработка | Диаметр протягиваемых отверстий | Длина протягиваемых отверстий, мм | |||||||
6-10 | 10-18 | 18-30 | 30-50 | 50-80 | 80-120 | 120-180 | 180-250 | ||
Одним инструментом | 10-18 | 0. | 0.5 | 0.6 | 0.8 | – | – | – | – |
18-30 | 0.5 | 0.5 | 0.6 | 0.7–0.8 | 0.8–1.0 | 1.0–1.2 | – | – | |
30-50 | – | 0.6 | 0.7–0.8 | 0.8–1.0 | 1.0 | 1. | 1.2–1.4 | 1.4 | |
50-80 | – | – | 1.0 | 1.0–1.1 | 1.2 | 1.2–1.3 | 1.4 | 1.5 | |
80-120 | – | – | – | 1.2 | 1.2–1.3 | 1.4 | 1.5 | 1.6 | |
Двумя инструментами | 10-18 | 0. | 0.3 | 0.4 | 0.5 | – | – | – | – |
18-30 | 0.3 | 0.3 | 0.4 | 0.5 | 0.5 | 0.6 | – | – | |
30-50 | – | 0.4 | 0.5 | 0.5 | 0.6 | 0. | 0.7 | 0.7 | |
50-80 | – | – | 0.6 | 0.6 | 0.7 | 0.7 | 0.8 | 0.8 | |
80-120 | – | – | – | 0.7 | 0.7 | 0.8 | 0.8 | 1.0 | |
 4
4 2
2 6
6 Примечания:
1. При обработке одним инструментом
отверстия длиной не более одного диаметра
допускаемое отклонение отверстия по
11 квалитету точности, более длинные –
по 12 квалитету.
2. При обработке двумя инструментами отверстия длиной не более одного диаметра допуска-
емое отклонение по 9 квалитету точности, более длинные – по 11 квалитету.
Шейка и переходной конус соединяют хвостовик с рабочей частью протяжки. Диаметр шейки Dш = Dхв – 0,5 мм. Длина шейки выбирается в соответствии с расстоянием от переднего торца протяжки до первого зуба, которое принимается в зависимости от типоразмера станка по табл. 3.2.
Таблица 3.2 Сведения об эксплуатационных возможностях протяжных станков
Модель станка | Тип патрона | Минимальный размер от торца протяжки до первого режущего зуба L, мм | Тяговое усилие, Н | Наибольший ход каретки или ползуна, мм |
7Б55 7А510 | Быстросменный автоматический | 190 + h’ | 100000 | 1250 |
7Б56 | Быстросменный автоматический | 200 + h’ | 200000 | 1600 |
7Б57 | Быстросменный автоматический Клиновой | 400 + h’ 350 + h’ | 400000 | 2000 |
МП6 | Быстросменный автоматический | 370 + h’ | 55000 | 1800 |
Примечание
1. Размер L1
дан с учетом зазора (5-10 мм) между
Размер L1
дан с учетом зазора (5-10 мм) между
торцом обрабатываемой детали и первым режущим зубом.
2. h’ – длина детали.
Переходный конус делается для более легкого ввода передней направляющей протяжки в протягиваемое отверстие. Длина конуса Lпк= 20-25.
Передняя направляющая служит для установки обрабатываемой заготовки соосно с протяжкой, благодаря чему отрезается равномерный припуск по всему контуру отверстия. Передняя направляющая также должна исключить перекос детали.
Длина передней направляющей принимается равной длине, обрабатываемого отверстия, но не менее 40 мм. При ротягивании
длинных отверстий, длина направляющей может быть взята равной 0,75 от длины обрабатываемого отверстия.
Форма передней направляющей должна соответствовать форме предварительного отверстия. Радиальные размеры передней направляющей принимаются равными наименьшим радиальным размерам предварительного отверстия с отклонениями по е8.
Протяжки / Обзор производственного процесса протяжки
Протяжки / Дизайн для протяжки Обзор производственного процесса
Производство
Меню знаний
Услуги по производству прошивок
Дизайн для производства прошивок Обзор процесса производства прошивок – прошивка – это производственный процесс, используемый для создания отверстий, пазов, вырезов
и другие сложные элементы внутренней поверхности. Прошивка может также использоваться для
создавать внешние признаки.
Прошивка может также использоваться для
создавать внешние признаки.
Внутренняя протяжка применяется для изготовления симметричных особенности, такие как отверстия и прорези в деталях, где из-за размера, формы и длина элемента, традиционная обработка невозможна или практичный. Протяжка классически используется для вырезания шпоночных, квадратных или прямоугольный элемент размеров, шестиугольный и создающий внутренние шлицы Особенности.
В протяжном производстве используется ребристый или рифленый инструмент некоторой длины. Инструмент устанавливается в протяжной станок, который обеспечивает возвратно-поступательное движение. Протяжной инструмент позиционируется как требуется на заготовке, а инструмент выдвигается и втягивается в возвратно-поступательном движение канавок, вступающих в контакт с участком поверхности, подлежащим резке на заготовке.
Протяжки по форме напоминают пилу, за исключением того, что высота зубьев увеличивается по длине инструмента. Кроме того, протяжка содержит три отдельных участка: один для черновой обработки, другой для получистовой обработки и последний для чистовой обработки. Протяжка – это необычный процесс обработки, потому что подача встроена в инструмент. Профиль обрабатываемой поверхности всегда противоположен профилю протяжки. Подъем на зуб (RPT), также известный как шаг или подача на зуб, определяет количество удаляемого материала и размер стружки. Протяжку можно перемещать относительно заготовки или наоборот. Поскольку все функции встроены в протяжку, для ее использования не требуется сложных движений или квалифицированного труда. Протяжка фактически представляет собой набор одноточечных режущих инструментов, расположенных последовательно, режущих один за другим; его разрез аналогичен многократным проходам формирователя.
Кроме того, протяжка содержит три отдельных участка: один для черновой обработки, другой для получистовой обработки и последний для чистовой обработки. Протяжка – это необычный процесс обработки, потому что подача встроена в инструмент. Профиль обрабатываемой поверхности всегда противоположен профилю протяжки. Подъем на зуб (RPT), также известный как шаг или подача на зуб, определяет количество удаляемого материала и размер стружки. Протяжку можно перемещать относительно заготовки или наоборот. Поскольку все функции встроены в протяжку, для ее использования не требуется сложных движений или квалифицированного труда. Протяжка фактически представляет собой набор одноточечных режущих инструментов, расположенных последовательно, режущих один за другим; его разрез аналогичен многократным проходам формирователя.
Производство протяжки
Процесс зависит от типа выполняемой протяжки. Поверхностная протяжка очень проста, так как либо заготовка перемещается по неподвижной поверхностной протяжке, либо заготовка удерживается неподвижно, пока протяжка перемещается по ней.
Внутреннее прошивание требует больше усилий. Процесс начинается с зажима заготовки в специальном удерживающем приспособлении, называемом держателем, которое устанавливается на протяжном станке. Элеватор протяжного станка, который является частью станка, перемещает протяжку над держателем, а затем опускает протяжку через заготовку. После прохождения съемник протяжного станка, по сути, крюк, захватывает направляющую протяжки. Затем элеватор освобождает верхнюю часть пилота, и съемник полностью протягивает протяжку через заготовку. Затем заготовка снимается со станка, а протяжка снова поднимается вверх, чтобы снова войти в зацепление с подъемником. Протяжка обычно движется только линейно, но иногда ее также поворачивают, создавая спиральный шлиец или нарезы ствола.
СОЖ используются по трем причинам;
- для охлаждения заготовки и протяжки
- для смазки режущих поверхностей
- для смывания стружки с зубов.
- Обогащенные нефтяные смазочно-охлаждающие жидкости являются наиболее распространенными, однако водорастворимые смазочно-охлаждающие жидкости для тяжелых условий эксплуатации используются из-за их превосходного охлаждения, чистоты и негорючести.
Типы протяжек
Протяжки можно классифицировать по многим признакам:
- Применение: внутреннее или наружное
- Назначение: одинарное или комбинированное
- Движение: толкание, тяга или неподвижность
- Конструкция: сплошная, сборная, полая или оболочковая
- Назначение: черновая обработка, калибровка или полировка
- Если протяжка достаточно велика, затраты могут быть снижены за счет использования сборной или модульной конструкции. Это включает в себя изготовление броши по частям и ее сборку. Если какая-либо часть изнашивается, необходимо заменить только эту часть, а не всю протяжку.
Большинство протяжек изготавливаются из быстрорежущей стали (HSS) или легированной стали; Покрытия TiN распространены на быстрорежущих станках для продления срока службы. За исключением протяжки чугуна, карбид вольфрама редко используется в качестве материала для зубьев, потому что режущая кромка трескается при первом проходе.
Типы протяжек |
Протяжные инструменты |
Протяжное производство |
Поверхностные протяжки
Плитная протяжка – самая простая поверхностная протяжка. Это универсальный инструмент для резки плоских поверхностей.
Протяжки для пазов (G и H) предназначены для вырезания пазов различных размеров при высокой производительности. Протяжка пазов выполняется намного быстрее, чем фрезерование, когда необходимо обработать более одного паза, потому что на одном и том же протяжном станке через деталь можно одновременно выполнять несколько протяжек.
Контурные протяжки предназначены для вырезания вогнутых, выпуклых, кулачковых, контурных и неправильной формы поверхностей.
Горшечные протяжки вырезаны в обратном направлении внутренней протяжки; они вырезают внешний диаметр цилиндрической заготовки. Они названы в честь приспособления, похожего на горшок, в котором установлены протяжки; приспособление часто называют «горшком». Горшок предназначен для размещения нескольких протяжных инструментов концентрически по всей его длине. Протяжка удерживается неподвижно, в то время как заготовка проталкивается или протягивается через нее. Это заменило зубофрезерование некоторых эвольвентных зубчатых колес и нарезание внешних шлицов и пазов.
Протяжки с двумя плоскостями используются для резки параллельных поверхностей на противоположных сторонах заготовки за один проход. Этот тип протягивания имеет более узкие допуски, чем если бы два разреза выполнялись независимо друг от друга. Он назван в честь того факта, что протяжки «оседлают» заготовку с нескольких сторон.
Внутренние протяжки
Сплошные протяжки являются наиболее распространенным типом; они сделаны из одного цельного куска материала.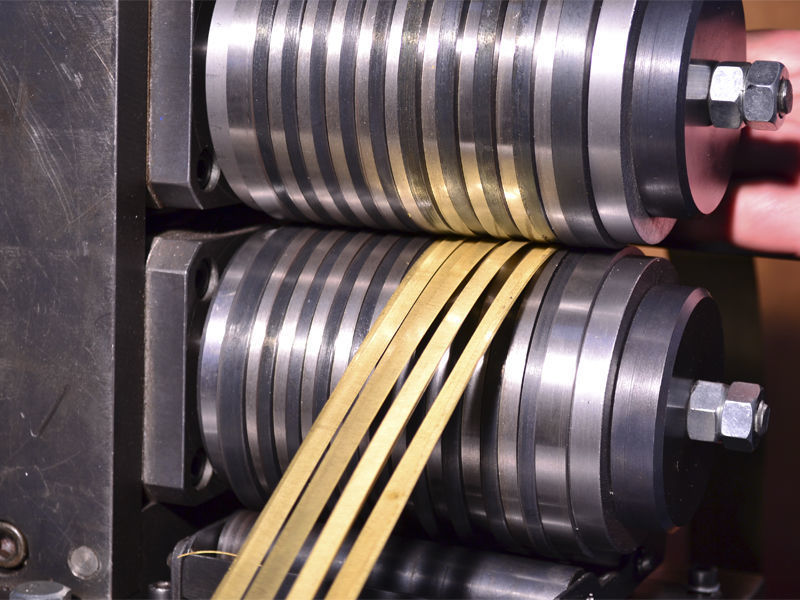 Для быстроизнашивающихся протяжек применяют протяжки-раковины; эти протяжки похожи на цельные протяжки, за исключением того, что в центре есть отверстие, где они крепятся к оправке. Протяжки с оболочкой изначально стоят дороже, но в целом снижают затраты, если протяжку необходимо часто заменять, потому что направляющие находятся на оправке и их не нужно воспроизводить при каждой замене.
Для быстроизнашивающихся протяжек применяют протяжки-раковины; эти протяжки похожи на цельные протяжки, за исключением того, что в центре есть отверстие, где они крепятся к оправке. Протяжки с оболочкой изначально стоят дороже, но в целом снижают затраты, если протяжку необходимо часто заменять, потому что направляющие находятся на оправке и их не нужно воспроизводить при каждой замене.
Модульные протяжки обычно используются для больших внутренних протяжек. Они похожи на протяжки из ракушек тем, что представляют собой многокомпонентную конструкцию. Эта конструкция используется потому, что ее дешевле построить и заточить, а также она более гибкая, чем сплошная конструкция.
Распространенным типом внутренней протяжки является протяжка со шпоночным пазом (C и D). В нем используется специальное приспособление, называемое рогом, для поддержки протяжки и правильного расположения детали относительно протяжки.
Протяжка для концентричности — это специальный тип протяжки для резки шлицев, который прорезает как меньший диаметр, так и форму шлица для обеспечения точной концентричности.
Протяжка для резки и повторной резки предназначена для резки тонкостенных заготовок. Тонкостенные детали имеют тенденцию расширяться во время резки, а затем сжиматься. Эта протяжка решает эту проблему за счет того, что сначала протягивается стандартными черновыми зубьями, а затем следует «дышащая» секция, которая служит пилотом, когда заготовка усаживается. Затем зубы после «дышащего» участка включают черновые, получистовые и чистовые зубы.
Rev Инструмент для протяжки – ПРОИЗВОДСТВЕННЫЕ ПРОШИВКИ
Производственные протяжки специально разработаны для больших серий одинаковых отверстий, так как они могут обеспечить максимальную скорость и точность.
Этот тип протяжки является самонесущим, поэтому ни прокладки, ни втулки не нужны.
По запросу возможна специальная функция снятия фаски.
Производственные протяжки доступны с покрытием TIN или TIALN.
ШПОНОЧНЫЙ ПАЗ | ДИАМЕТР КОРПУСА | ГЛУБИНА ШПОНОЧНОГО ПАЗА | ДЛИНА ПРОШИВКИ | ДЛИНА РЕЗАНИЯ СТАЛИ 50 (мин. | МАКС. ДАВЛЕНИЕ |
1/16” | 5 мм |
| 143 мм | 5-25 мм | 176 кг |
1/16” | 6 мм |
| 157 мм | 5-25 мм | 176 кг |
1/8” | 10 мм |
| 216 мм | 7–32 мм | 385 кг |
1/8” | 13 мм |
| 298 мм | 10-64 мм | 653 кг |
1/8” | 14 мм |
| 298 мм | 10-64 мм | 653 кг |
1/8” | 16 мм |
| 298 мм | 10-64 мм | 653 кг |
3/16” | 16 мм |
| 375 мм | 10-64 мм | 984 кг |
3/16” | 19 мм |
| 375 мм | 10-64 мм | 984 кг |
3/16” | 22 мм |
| 375 мм | 10-64 мм | 984 кг |
1/4” | 25 мм |
| 457 мм | 10-64 мм | 1301 кг |
4 мм | 10 мм |
| 305 мм | 8-48 мм | 703 кг |
 и макс.)
и макс.)
Плечи и спина отшлифованы в соответствии с отверстием.
Эти 3 опорные поверхности проходят по всей длине протяжки.
Еще в этой категории: « ПРОИЗВОДСТВЕННЫЕ ПРОШИВКИ ДЛЯ ШПОНОЧНЫХ ПАЗОВ – МЕТРИЧЕСКИЕ РАЗМЕРЫ
наверх
Броши – Erasteel
Когда необходимо изготовить сложные отверстия или поверхности, протяжка может быть подходящим процессом для достижения высокой точности. Протяжки – это длинные инструменты, которые могут создавать сложные формы за один проход, содержащие черновые, получистовые и чистовые зубья на одном инструменте. Это означает, что сами протяжки состоят из множества зубьев, причем каждый зуб режет только один раз на деталь. Это позволяет протяжке производить большое количество деталей, прежде чем потребуется повторная заточка.
Быстрорежущие стали для протяжек
Протяжка может быть как внутренней, так и внешней. Внутренние протяжки обычно создают отверстия сложной формы в центре инструментов, такие как некруглые отверстия, внутренние шлицы, шпоночные канавки и плоские поверхности.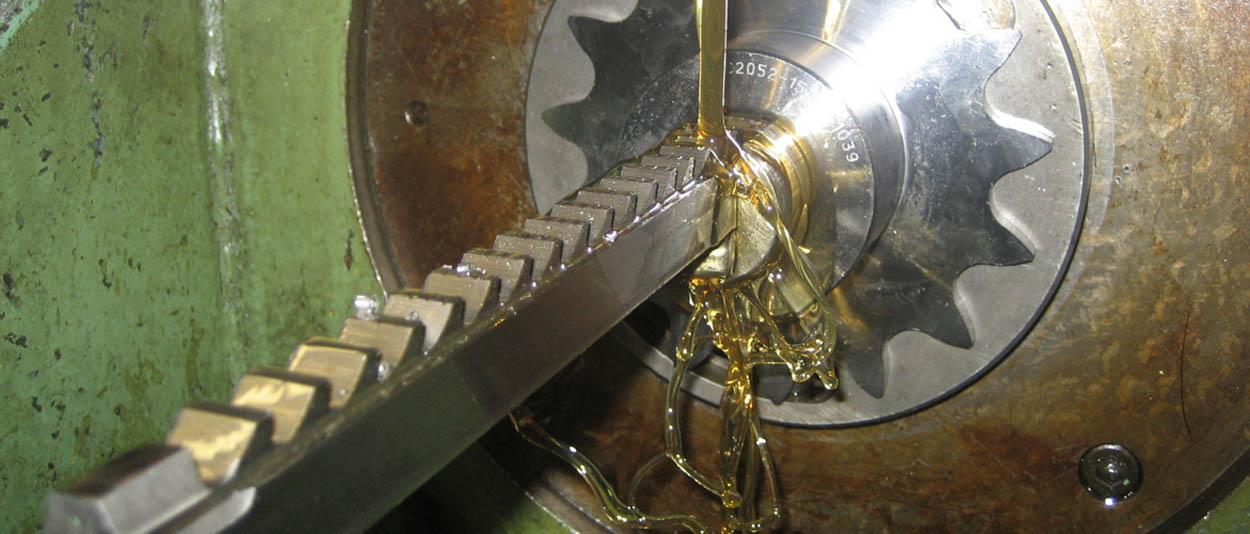 Внешние протяжки можно использовать для изготовления шлицев, пазов или других контуров поверхности, требующих высокой точности. Протяжки используются вместе с протяжным станком, что обеспечивает хорошую повторяемость и стабильный процесс, подходящий для крупносерийного производства в качестве альтернативы фрезерованию, расточке, точению, шлифованию и электроэрозионной обработке.
Внешние протяжки можно использовать для изготовления шлицев, пазов или других контуров поверхности, требующих высокой точности. Протяжки используются вместе с протяжным станком, что обеспечивает хорошую повторяемость и стабильный процесс, подходящий для крупносерийного производства в качестве альтернативы фрезерованию, расточке, точению, шлифованию и электроэрозионной обработке.
В зависимости от раскроя материала, сложности формы и количества изготавливаемых деталей требования к протяжке могут несколько различаться. Общим для всех протяжек является то, что термическая стабильность материала должна быть достаточной, а инструментальный материал должен сохранять одинаковые свойства по всему инструменту. Поскольку протяжки могут быть относительно длинными инструментами, они могут деформироваться во время термообработки и даже во время использования, что может отрицательно сказаться на точности результата. Это переместило большую часть использования сегодня от обычной HSS к ASP®.
Сплавы ASP® для протяжек
Сплавы ASP® обладают несколькими ключевыми свойствами, повышающими производительность протяжек и их производство. Важными свойствами являются высокая шлифуемость и ударная вязкость, снижающие количество неожиданных поломок, высокая износостойкость и хорошая термическая стабильность. Типичные сорта, используемые сегодня на рынке, включают ASP®2023, ASP®2030 и ASP®2015.
Важными свойствами являются высокая шлифуемость и ударная вязкость, снижающие количество неожиданных поломок, высокая износостойкость и хорошая термическая стабильность. Типичные сорта, используемые сегодня на рынке, включают ASP®2023, ASP®2030 и ASP®2015.
Приложение для протяжки включает в себя:
- Круглые протяжки
- Плоские протяжки
- Протяжки профилированные
См. также
| Классы | Приложения | Сильные стороны |
|---|---|---|
ASP®2055 | Протяжки круглые, плоские и профилированные | МаркаPM, когда требуется высокая износостойкость и твердость |
ASP®2030 | Протяжки круглые, плоские и профилированные | Марка PM 67 HRC с Co. |