Изготовление разверток: Производство разверток, изготовление разверток по металлу на заказ
alexxlab | 08.10.1987 | 0 | Разное
Производство разверток – по чертежам и эскизам в Москве
Уточнить наличие у менеджера
Описание:
многолезвийный режущий инструмент, по конструкции бывает хвостовой и насадной, черновой и чистовой по способу обработки. Данный инструмент необходим для финишного обрабатывания отверстий, а также для придания им определенной точности и нужной степени шероховатости, используется для достижения требуемых геометрических параметров.
| Виды | Виды регулируемых разверток | Специальные |
|---|---|---|
| конические | раздвижные | котельные |
| ручные | разжимные | шкворневые |
| цилиндрические | для станков с ЧПУ | |
| машинные | ||
| с ножами | ||
| с твердосплавными пластинами |
Этапы производства
Получение или разработка ТЗ Мы получаем от Вас техническое задание или помогаем с его разработкой
Компьютерное моделирование Применение современных технологий для получения 3D модели требуемого изделия
Изготовление Непосредственно производство, обработка деталей на станках и вручную
Поставка Упаковка и доставка готовой партии или штучного изделия на Ваш объект
Способы производстваГибка металла
Вальцовка металла
Сварочные работы
Лазерная резка металла
Сверление металла
Слесарные работы
Зуборезные работы
Токарно-фрезерные работы
Собственное производство Мы изготавливаем детали на своем промышленном предприятии, не обращаясь к третьим лицам
Оптимальные цены Наша ценовая политика удивит даже самого придирчивого клиента
Сервис Мы отвечаем за качество наших изделий
Всегда на связи Наши менеджеры ответят Вам в самые короткие сроки
Для заказа и консультации
Отдел продаж (Москва)
+7(499)390-03-33
По России (бесплатно)
8(800)444-11-31
или оставьте заявку
Опишите изделие
Контакты для связи
*Обязательные поля
Фото работ
Изготовление разверток, специнструмента и технологической оснастки на заказ
Ротор 43
Заказы принимаются на почту [email protected]
Тема в соц сетях :
https://vk.com/album231235076_212753211
https://www.facebook.com/profi…26&type=1&pnref =story
.
Овод
послежу.
gun,master
Как интересноооо….
послежу.
Phaser
Сегодня инструмент приехал! Огромное спасибо мастеру заказ выполнил в короткий срок. Через время будет еще заказ. Всем рекомендую!
Kalashnikov_25
Заказ получил. Хороший мастер. Рекомендую.
Ротор 43
Плашки не делаем, резьбошлифовальный наеб. …
…
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
Ротор 43
Поищу у нас в магазинах и на работе, если найду дам знать
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
Фидель
Подпишусь однако
Ротор 43
ответил в P.M.
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
bobert
Отписал в РМ.
Ротор 43
Из за не добросовестности некоторых форумчан заказ инструмента теперь будет проводится по предоплате, мне надоело складывать инструмент на полку и ждать пока чьято милость его оплатит
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
Ротор 43
ап
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
atakama
[B][/B]
А протяжку под 7,62 как на втором рисунке длинной 220мм.изготавливаете?
И очень желательно было-бы знать цену.
Eric Cartman
Это не протяжка, а развёртка 😛 А у Вас что протяжной станок есть?
Ротор 43
А протяжку под 7,62 как на втором рисунке длинной 220мм.изготавливаете?
И очень желательно было-бы знать цену.
Так протяжки или развертки?
atakama
Протяжка.
Ротор 43
Тогда в личку
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
Най-Турс
Метчик у Вас заказать М15 шаг 1 можно?
Ротор 43
Не проще в штатах заказать? http://www.ebay.com/itm/15mm-x…=item1c20edf9e0
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
Най-Турс
Однозначно проще, только не в штатах
Ротор 43
Все дело в том , что хоть резьба и метрическая, но в ГОСТах ее нет
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
карлсон1
Здравствуйте!Интересуют некоторые позиции по разверткам. Посмотрите Р.М. С уважением.
Посмотрите Р.М. С уважением.
nord 20
Поступают жалобы,что вы плохого качества продукцию присылаете,прокоментируйте пожалуйста
GOMER
Най-Турс
Метчик у Вас заказать М15 шаг 1 можно?
Написал в РМ.
GOMER
Ротор, резьбошлифовальный починили? Нужна плашка 15*1.
GOMER
Жаль, опять в Неметчину заказывать.
SSergei
подпишусь, иногда надо.
RKR
что по ценам на развертки и протяжки
Ротор 43
можно, чертеж есть?
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
Петрович 2
Сколько надо разверток, чтобы развернуть патронник винтовки МОСИНА?
Если непонятно, то разверну вопрос: – сколько разверток применяемых последовательно для разверки патронника, первый номер второй… 😊
Вопрос не парздный , т.к. приходилось развертывать самому.. Протяжки делались в заводских условиях на спец. заточных станках……
Петрович 2
Сколько надо разверток, чтобы развернуть патронник винтовки МОСИНА?
Если непонятно, то разверну вопрос: – сколько разверток применяемых последовательно для разверки патронника, первый номер второй…:)
Вопрос не парздный , т.к. приходилось развертывать самому.. Протяжки делались в заводских условиях на спец. заточных станках……
SSergei
к мерикосам на сайты обратитесь, типа броунелса, там и увидите ответ на вопрос, в виде сета разверток под калибр.
boch2949
ув.петрович-2 слова мои к вам никак не относятся чувствуется вы теме это про теоретиков которые ходят статьи выискивают мешают умным людям общаться что касается девайсов ротора мне лично понравилось все переходы диаметров на одной оси что важно при лечении не сооснасти сегодня 3 часа назад этим занимался на 7.62х54 прошел одной-от ротора у нас то же вроде не деревня но технологи предлагают традиционное-использование набора из нескольких приблуд а у сергея все проще правда развертку я все-таки сломал но миссию свою она выполнила завтра испытаю но думаю все будет тип-топ че-то сумбур какой-то наляпал не получается у меня дружба с клавой а теме большой АП
boch2949
сломалась потому-что рано праздновать начали организм т.е. руки чуствительность потеряли а голова ясность решили прогнать с помощью токарного станка развертку в шпиндель обороты на минимум но станки наверно мне ровеснки вибрация прикусило и п. .ц развертке как говорится лучшее враг хоршего поначалу тени вручную вывели за мудохались приняли по стакану ну короче загубили вещь сегодня расстреляли те бутылки-полет нормальный на следущие поеду посмотрю кучу
.ц развертке как говорится лучшее враг хоршего поначалу тени вручную вывели за мудохались приняли по стакану ну короче загубили вещь сегодня расстреляли те бутылки-полет нормальный на следущие поеду посмотрю кучу
boch2949
1
boch2949
12
boch2949
не грузится фото
Patefon12
Высокоточка,2-я страница,3-я строчка сверху
Вот если бы вы могли указать конкретно! Прошу.
DEDV49
существуют разные решения одной и той же задачи
И даже без развёртки.
вот и хотелось бы ясности в этом вопросе.
Наверное не будет потому,что решения разные.
Ротор 43
Кто что заказывал пишем на мыло Sg-11112ноль[email protected]
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
ded_nikanor
Метчик 25х1,5 сможете сделать?
varan
ded_nikanor
Метчик 25х1,5 сможете сделать?
Звиняйте за любопытство, но сильно интересно – это где такая резьба нашлась? Вот 26х1.5 часто попадаются, а 25 ни разу не встречал. Мож всетки это 1″ – 16Н?
Phaser
Здравствуйте! Имею желание заказать у Вас развертку. Раньше у Вас уже покупал качеством и сроками изготовления остался доволен.
С уважением, Phaser!
ivansnake
Здравствуйте.Реально изготовить подобную развертку.Если да ,то сколько переслать финансов.Заранее спасибо.По ссылке не заказываю,т.к. нет в наличии и когда будут -не известно.http://www.midwayusa.com/product/315017/ptg-interchangeable-pilot-chamber-finish-reamer-380-acp
Strelezz
Развертку для изменить конус за патронником у ружжа 12 калибра – возможно ?
Ротор 43
Здравствуйте.Реально изготовить подобную развертку.Если да ,то сколько переслать финансов.Заранее спасибо.По ссылке не заказываю,т.к. нет в наличии и когда будут -не известно.http://www.midwayusa.com/product/315017/ptg-interchangeable-pilot-chamber-finish-reamer-380-acp
Ссылку перезалейте, не открывается
Развертку для изменить конус за патронником у ружжа 12 калибра – возможно ?
Чертеж развертки есть ?
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
Strelezz
Ротор 43
Чертеж развертки есть ?
Вечером уточню и на мыло . Мне видится обточенная в размер задняя часть конусной 1:50 . А переднюю оставить как есть
ivansnake
ivansnake
Вот такая под 380 АСР.
adolf iuiitttu
Посмотрите Р.М.
Ротор 43
Вот такая под 380 АСР.
Пойдет ?
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
aleks3613
Здравствуйте.регулируемую развертку можете изготовить от 16.1 -до 16.9 или 2 развертки скажем от 16.1 до 16. 4 и 16.5 до 16.9?
4 и 16.5 до 16.9?
Инициатор
Нужен чертёж именно, или безграмотный рисунок с указаниями размеров тоже пойдёт?
ivansnake
В общем принцип такой.А как по размер сделать?Я их просто не знаю.Но есть возможность промерить изделие.И пилотную втулку из мягкого материала.
Ротор 43
Нужен чертёж именно, или безграмотный рисунок с указаниями размеров тоже пойдёт?
Лиж бы были понятны размеры
В общем принцип такой.А как по размер сделать?Я их просто не знаю.Но есть возможность промерить изделие.И пилотную втулку из мягкого материала.
Давайте это обсудим в личке?
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
aleks3613
Мне не ответили???
Ротор 43
Здравствуйте.регулируемую развертку можете изготовить от 16.1 -до 16.9 или 2 развертки скажем от 16.1 до 16.4 и 16.5 до 16.9?
С регулируемой мороки много. 16.1 до 16.4 и 16.5 до 16.9 я так понял они конусные?
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
aleks3613
я так понял они конусные?
нет прямые просто регулируется диаметр чтоб можно было хоть по соткам хоть как проходить по прямому цилиндру.Сможете или нет???
Ротор 43
Смогу то смогу, но для начала нужно найти донора , что бы переточить , а это время
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
BuffaloBill73
Свой заказ получил оперативно. Качеством работ остался очень и очень доволен. Руки если и не золотые (в прямом смысле), то растут откуда надо. Рекомендую
Reb00t
добавлю в закладки!
ап!
——————
Лучше порох в пороховницах чем дробь в ягодицах!
Кто играет с динамитом – тот домой придет убитым!
Просто__Филя
…
Ротор 43
Джентельмены, в связи с неисправностью обрудования, нашего многострадального цеха, заказы временно не принимаю. Сроки ремонта не знает даже Бог, не то что я .
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
solovei-31
ап
Ротор 43
Оборудование востановлено
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
Тыр-Пыр
Быстро управились.
ComteN
развёртку под люгер 9х19 можно заказать ?
Ротор 43
Развертку по чертежу сделаю любую , а вот в названиях я не разбираюсь .
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
кочевник 56
послежу
sniper7.62×54
[B][/B]
Прослежу темка нужная
Ротор 43
Здесь не тема купли продажи. Все цены обсуждаем в личке
Все цены обсуждаем в личке
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
Ротор 43
Очередной заказ готов
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
Джиин
Фрезы угловые делаете?Нужна 45 градусов.
——————
Ни что не способствует обучению плавности движения так,как сломанные ребра…
Eric Cartman
Ротор 43
Развертку по чертежу сделаю любую , а вот в названиях я не разбираюсь .
Правильно 😛
Ротор 43
Фрезы угловые делаете?Нужна 45 градусов.
Угловая или грибковая ?
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
Джиин
Угловая.
Наружный диаметр-60, внутренний, под ногу-22 с пазом под шпильку шириной 5, угол-45 градусов.
——————
Выхожу один я на дорогу…АКМ со мной…и слава богу…
Ротор 43
Угловая.Наружный диаметр-60, внутренний, под ногу-22 с пазом под шпильку шириной 5, угол-45 градусов.
Слишком хлопотно, пожалуй откажусь, тем более такие есть в продаже
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
Джиин
тем более такие есть в продаже
Где?????
——————
“…Но есть иной язык – язык железных птиц, наречье танков,говор пулеметов…” Н.Заболоцкий
Ротор 43
Где?????
Вас в google забанили ?
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
Джиин
Если бы нашел- не спрашивал.
——————
Выхожу один я на дорогу…АКМ со мной…и слава богу…
Ротор 43
“Ищите и обрящите “- как говорил товарищ Христосс
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
solovei-31
В Верх
охотоведИЛХ
Написал в личку.
Ротор 43
А левые наборы метчиков и лерок типа 9*0.5, 10*0.5, 11*0.5 возможны?
Такое не делаю
uthfcbvjd
Отмечусь,чтоб не потерять…
Jin_Green
отмечусь, чтобы тему не потерять
Ротор 43
Очередной заказ готов
охотоведИЛХ
то Ротор 42:
как с моим заказом дела?
Ротор 43
как с моим заказом дела?
К концу следующей недели
ed1368
Написал в личку.
prosto pupkin
в закладки
alexandrfarik
Мастеру огромное спасибо! Качество на 5+ Очень оперативно!
охотоведИЛХ
Ротор 43
как с моим заказом дела?
К концу следующей недели
25 ноября как бэ, жду пояснения сложившейся ситуации.
Ротор 43
25 ноября как бэ, жду пояснения сложившейся ситуации.
Вас много, я один . Вопросы?
охотоведИЛХ
Вот и подходит к концу обещанный Вами срок изготовления развёртки-можно узнать результаты.
Не сочтите за флуд- пускай это будет Апом для Вашей темы!
Ротор 43
К середине недели все восемь разверток будут готовы, в том числе и ваша
——————
Изготавливаю прямые адаптеры под magpul на Сайгу и Вепря
Ротор 43
заказ готов
Ротор 43
Джентельмены , один из недобросовестных заказчиков, а именно Maksim_1990, не забрал и не оплатил соответственно вот эту развертку, кому интересно стучитесь в личку, цену скину
Ротор 43
Все заказы будут готовы в следующем году, прощу прощения,взял больничный
BR-74
отмечусь
karavancu
нужная темка отмечусь
ДонПедро
Закладочку положу..
Rabbit
Да неплохо! Готовлю заказ.
охотоведИЛХ
Ротор 43
Все заказы будут готовы в следующем году, прощу прощения,взял больничный
Как Ваше здоровье, когда планируете отправку заказов??
Ротор 43
сегодня вышел на работу, вы первый в очереди, думаю дней за 5 управлюсь
ссп67
Отписал в р.м.
georg1
Апну темку.В закладки.
Ротор 43
Джентельмены , кто заказывал эту развертку просьба откликнуться на мыло
klim 7548
А хроммолибден возьмет ваша развертка?
АП
Rabbit
Нужна развёртка для торцевания дульного среза, ствола карабина СКС. Диаметр ствола 7,64 мм, угол 11 градусов. В чертежах не специалист, думаю подобные развёртки Вы делали для многих.
С уважением.
Ротор 43
А хроммолибден возьмет ваша развертка?
Возьмет , если он не термообработан
Нужна развёртка для торцевания дульного среза, ствола карабина СКС.Диаметр ствола 7,64 мм, угол 11 градусов. В чертежах не специалист, думаю подобные развёртки Вы делали для многих.
Рисуем эскиз и мне на почту [email protected]
Какой калибр, если *54-моя.
Ваша без направляющей
Ротор 43
Очередная партия
Ротор 43
Джентельмены, в связи с неблагоприятными погодными условиями у меня в городе, срок выполнения заказов сдвигаю на неделю, просто не могу добраться до работы. Приношу свои извинения за неудобства
Ander1971
Уважаемый Ротор хотел уточнить.Занимаетесь ли Вы изготовлением переходников на приклады?Если-Да,то хотелось бы заказать вариант 3.С уважением Андрей.
ссп67
Апну темку.
karavancu
отписал в ПМ
Durnev
Изготовление фасонных фрез возможно? Нужно ластохвост проточить. С нефига не стантартным углом. Металл изделия- термообработанная хромуглеродистая сталь, твердость где то под 45 ед по роквелу…но это на глаз, так сказать…
Ротор 43
Я на глаз не делаю, чертеж на почту
Ротор 43
Очередной заказ готов
Serga198828
Добрый день!
Если не трудно несколько слов о том в каком состоянии мой заказ?
Serga198828
Serga198828
Добрый день!
Если не трудно несколько слов о том в каком состоянии мой заказ?
ДонПедро
Благодарю Мастера за прекрасный инструмент.
Барсук 7
отмечусь
Ротор 43
Из за недобросовестности особи с почтовым ящиком [email protected] у меня остались предметы которые видно на фото, отдам со скидкой , кому надо, стучитесь в личку
ссп67
добрый вечер. посылку получил. качество на высоте. но уж ооочень долго получилось. теме ап.
Ротор 43
но уж ооочень долго получилось
Это потому что добрый я. Сколько раз зарекался не делать без предоплаты, но каждый раз верю в порядочность людей , что оплатят, не кинут. И вот из за таких чудаков на М , страдают другие, которые ждут свой заказ
sergej_a
Ап, про запас, что бы не потерять.
nimash
В Украину отправляете?
Ротор 43
В Украину отправляете?
Только после присоединения к России
Ротор 43
конусные сверла готовы
stepan 333
Нужна развёртка цилиндрическая 5.67 и 5.7 другая. Длина рабочей поверхности 30мм Нужны в Москве.
duh2958
.
Ротор 43
Нужна развёртка цилиндрическая 5.67 и 5.7 другая. Длина рабочей поверхности 30мм Нужны в Москве.
в личку
NAF 72
доброго дня. пользователь пк я еще тот, попробовал в личку, не знаю дошло ли? по развёртке 7.62х54. спасибо
Просто__Филя
Доброго дня. У меня есть финишная развертка под патронник 22-250
Можно ли сделать уменьшение размера шейки до заданного размера?
Сколько по времени займет эта работа?
Ротор 43
Доброго дня. У меня есть финишная развертка под патронник 22-250Можно ли сделать уменьшение размера шейки до заданного размера?Сколько по времени займет эта работа?
нереально, только делать новую
по развёртке 7.62х54. спасибо
На здоровье
Просто__Филя
нереально, только делать новую
Вкратце объясните причину, если не трудно? По моему непросвещенному мнению ничего особого нет. Речь идет о переточке только цилиндрической части на несколько соток. Затыловка и углы остаются в нормах.
Речь идет о переточке только цилиндрической части на несколько соток. Затыловка и углы остаются в нормах.
Ротор 43
Как я ее базировать буду ? Центров нет
Reb00t
АП! Потерялась что-то!
——————
Лучше порох в пороховницах чем дробь в ягодицах!
Кто играет с динамитом – тот домой придет убитым!
cucel
Здравствуйте Заказ получил Всё отлично С ув Юрий
Ротор 43
на здоровье
chitanew
, друг только не пропадай , ох какое дело нужное !
Ротор 43
заказ готов
энергетик1
отмечусь
YAT
не потерять))
baikalov9
Здравствуйте, вопрос в почту.
С уважением
Ротор 43
еще один заказ
VladSol
Ротор 43
Из за недобросовестности особи с почтовым ящиком [email protected] у меня остались предметы которые видно на фото, отдам со скидкой , кому надо, стучитесь в личку
VladSol
Наслышан о Вашем умении по инструменту.
Нужны развертки
2.300 мм диам, допуск в минус , а именно: минус 10мкм………минус 5 микрон
длина режущей части не менее 20 мм, хвостовик цилиндрический достаточно произвольный
Если твердосплавный – 2 шт,
Если инстр сталь, то 5шт
Сообщите стоимость и сроки, если возьметесь,
Спасибо
Vlad Sol
vsolodovnikov@svetwheel. com
com
Srat
.
mobilly
Теме АП. Все получил.Все качественно и быстро!!!
Ротор 43
Еще один заказ готов
Константиныч
Метчик М14х1 левый можно сдедать?
OlegOleg
Плашку( лерку ) М15-1 – не изготовите . С Ув.
Ротор 43
Метчик М14х1 левый можно сдедать?
Можно
Плашку( лерку ) М15-1 – не изготовите . С Ув.
Надо в справочник глянуть
OlegOleg
Мне для нарезки резьбы на твердой железке. Спасибо.
Спасибо.
svs957
Спасибо за дорн для глухих отверстий!
klim_11
Ап.
Отмечусь, чтоб не потерять.
Аксён
Отписал в РМ.
Ротор 43
Вот такую фигню можно сделать?
Я фигню не делаю. Чертеж или эскиз на почту , потом будем разговаривать
Dondukov
Отмечусь, очень нужная тема. Как профессиональный механик, респект автору.
ded_nikanor
Нужен метчик и плашка 18х1,25 правые. Сколько будет стоить и сроки изготовления?
fog*
Всё получил . Большое спасибо .
pestik2
написал в пм.
Ротор 43
Нужен метчик и плашка 18х1,25 правые. Сколько будет стоить и сроки изготовления?
По 6000 + почта
Ротор 43
Очередной заказ
pestik2
вот такие надо вы мне их и делали
igena
Получил. спасибо.
H@K
Очень завышеные цены, я конечно понимаю что требуется высокая точность , но все же.
Ротор 43
Не надо меня учить сколько стоит моя работа. Нет денег, идите работать, а не трындите тут без дела
Нет денег, идите работать, а не трындите тут без дела
Ротор 43
Очередная
DEMONPATRON
грубиян
Ротор 43
Очередной заказ.Длинна сверел и разверток на фото 550мм.
garik_m
Какая будет цена на развертки от 7.5 до 8.7
Ротор 43
За ценами в личку. Здесь не купле продажа
garik_m
Ротор 43
За ценами в личку. Здесь не купле продажа
Вот бы и отписали в личку
Ротор 43
Сено к лошади не ходит
V l a d
Доброго времени суток. Сможете такой винт повторить (под шестигранник)? Оригинал могу выслать.
Ротор 43
А что на нем за резьбы?
V l a d
Ротор 43
А что на нем за резьбы?
Не знаю. Какая-то обычная буржуйская резьба
Ротор 43
Если буржуйская, то он вам золотым встанет
V l a d
Это от кольца Leupold QRW
http://www.leupold.com/hunting…rw-30mm-medium/
Ротор 43
Ну мне это ни о чем не говорит.
vtsk
Не потерять.
siekor
Написал в почту… тишина…
Ротор 43
Написал в почту… тишина…
Продублируйте
Hicky2
подпишусь
Baika-s
Вопрос-заказ в ПМ
Ротор 43
Ответил
Aleksey_V78
Ротор, посмотрите рм
Михаил232
Добрый день!
Прошу сообщить о возможность подобрать развертки от 10 мм до 15,5 мм
для пороховых мерок.
Михаил
Ротор 43
Что значит подобрать?
TeRz
Михаил232
развертки ……….для пороховых мерок.
Я один думаю, что это извращение?
mincha
Нет! Это спайс!)))
Эстебан
Ап отмечусь, хороший инструмент нонеча редкость.
klim_11
Ап. Посмотрите почту.
kocheef
Хорошая работа!!
sergyn
Какова цена на развертку патронника ПМ?
Ротор 43
Какова цена на развертку патронника ПМ?
Здесь не купля продажа, все вопросы в личку
Brute_one
Ребят, нужны развертки 7.62х25 и 9х19, помогите с чертежом ибо автор не разбирается в калибрах! Заранее спасибо.
Ротор 43
Ребят, нужны развертки 7.62х25 и 9х19, помогите с чертежом ибо автор не разбирается в калибрах! Заранее спасибо.
Феерично 🙂 Три года делаю и видимо наугад 🙂
Brute_one
Прошу прощения, но я листаю тему всегда прежде чем написать. 😊 Было сообщение о том, что бы вам чертеж слали развертки, потому что вы не разбираетесь).
max_7.62
нужен метчик м8шаг1,что-бы нарезать резьбу в затворной раме.
matros7679
Нужно сверло на 5 длина 400 мм , сможете изготовить, если да то какова будет цена .
Ротор 43
Нужно сверло на 5 длина 400 мм , сможете изготовить, если да то какова будет цена .
Пишем в личку, не стесняемся. Тут озвучивать цены запрещенно
kozeldur2
Написал в личку. жду ответа.
kozeldur2
Написал в личку и жду ответа.
Ротор 43
В личке пусто
kozeldur2
Снова написал в личку.
пиражок с вишенкой
нужна конусная развертка
dimak75
Приветствую.
Написал на мыло.
С уважением.
rusin74
нужна развертка.
написал на почту.
Вячеслав Дубовой
Нужная тема…
sherhan6
Видимо забыл сразу отписатся… Заказал у автора развертку, изготовил и отослал как договаривались, качество отличное. Советую.
И вопрос такой, есть вариант изготовить развертку, что бы резала сталь из которой клапана делают?
Ротор 43
И вопрос такой, есть вариант изготовить развертку, что бы резала сталь из которой клапана делают?
Я так понимаю сталь каленая?
plohayaa
Ротор-43,здравствуйте.
Попала в руки развертка изготовленная Вами,позиционируется как 7. 62х54R, но длина режущей части, от края гильзы составляет 46.57мм… я чего-то не понимаю???
62х54R, но длина режущей части, от края гильзы составляет 46.57мм… я чего-то не понимаю???
plohayaa
plohayaa
**
plohayaa
по диаметрам в принципе расхождение в пару соток, возможно инструмент измерительный мой не очень хорош… но меня “терзают смутные сомнения”… может развеете их?
Ротор 43
по диаметрам в принципе расхождение в пару соток, возможно инструмент измерительный мой не очень хорош… но меня “терзают смутные сомнения”… может развеете их?
Развертки изготавливаются по согласованию с заказчиком. Значит заказчик так захотел
Ротор 43
Очередной заказ готов
borsek
В закладки
охотоведИЛХ
plohayaa
Попала в руки развертка изготовленная Вами,позиционируется как 7.62х54R, но длина режущей части, от края гильзы составляет 46.57мм… я чего-то не понимаю???
качество хромает, инструмент одноразовый..
да и Сам мастер подтверждает что Руки их ..опы
Ротор 43
качество хромает, инструмент одноразовый..
Если руки из жопы то да 🙂
sherhan6
цитата:Originally posted by plohayaa:
Попала в руки развертка изготовленная Вами,позиционируется как 7.62х54R, но длина режущей части, от края гильзы составляет 46.57мм… я чего-то не понимаю???
—————————————————————————-
Развертку можно завести на нужную глубину и все ок будет.
—————————————————————————-
Выше спрашивал про развертку для стали из которой клапана делают, там да, каленая сталь, конкретно клапан от чего то, весь инструмент горит на ней у токаря.
Андрей Ро
Мне надо метчики м23х1.Реально изготовить?И цену в ЛС.
Djado
Всем здрасте, не ради стеба задаю этот вопрос, а от неведения. Зачем нужны эти развертки можно кратко и в пм. Спасибо))
Ссанами тряпками просьба не кидать.
охотоведИЛХ
Djado
Зачем нужны эти развертки можно кратко и в пм.
Роторовские развёртки ни к чему и не нужны, т.к. лажа полная.
sherhan6
Роторовские развёртки ни к чему и не нужны, т.к. лажа полная.
Брал у него развертку, нормальный инструмент, америкосу уступает только в оформлении, с поставленной задачей справляется, так что с “лажей полной” не соглашусь.
Ротор 43
Очередной заказ готов
.
mincha
[B][/B]
Брал инструмент множество раз,качество не хуже западного,а совмещение анального отверстия и передних конечностей это громадная проблема!
Poliak961
Для .410х76 развертку можно сделать? Если да, то сколько стоит? Ответ пожалуйста в п.м.
Ротор 43
..
DockerS
Для .410х76 развертку можно сделать?
к вопросу присоединяюсь.
только мне развёртка нужна для изготовления матрицы.
хочу “бутылочную” гильзу сформировать.
P.S. чертёжник из меня никакой. могу так,эскиз нарисовать 😊
Ротор 43
Рисуйте на почту или сюда
MakS74
Задал вопрос на почту.
vsa100
приветствую всех..изделие ротора пользовал дважды..скажу вещ харошая .мастеру успехов и здоровья..а если нипонять што кчиму тои американскими непалучится.
vsa100
заказ сделал..гатов к оплате..
georg1
охотоведИЛХ
Роторовские развёртки ни к чему и не нужны, т.к. лажа полная.
Не соглашусь. Весьма доволен. 😊
Ротор 43
Мечик 15 шаг раз,возможно сваять?
Ротор 43
Мечик 15 шаг раз,возможно сваять?
mixmix
Ротор на тебя что правила не распростроняются??? Снесу тему всю.
Axel Fox
Фрезы ласточки н хвост с диаметром хвост о вика 8 мм.есть возможность изготовить?стоимость какая будет?
Ротор 43
Ротор на тебя что правила не распростроняются??? Снесу тему всю.
Иди на хуй
Фрезы ласточки н хвост с диаметром хвост о вика 8 мм.есть возможность изготовить?стоимость какая будет?
7300 с пересылом
Изготовление – развертка – Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Развертка для обработки капроновых втулок. [1]
[1] |
Изготовление развертки из стали У10 позволяет получить при заточке более острую режущую кромку по сравнению с быстрорежущими сталями или твердым сплавом. [2]
| Державочный резец.| Схема крепления головки блочного инструмента в державке. [3] |
Предусмотрено изготовление разверток по 6, 7, 8, 9, 10-му квалитетам точности. [4]
Допускается изготовление разверток из быстрорежущей стали марок, предусмотренных ГОСТ 9373 – ( 60 и технической документацией Министерства черной металлургии СССР, зарегистрированной в Комитете стандартов, мер и измерительных приборов ори Совете Министров СССР. [5]
Для изготовления разверток применяют стали инструментальные углеродистые марок У10А и У12А, легированные 9ХС или быстрорежущие Р9 и Р18, а также твердые сплавы марки Т15К6 для обработки стали, меди и других вязких металлов и марки ВК8 для обработки чугуна и других хрупких металлов. Развертки из быстрорежущей стали диаметром 10 мм и более изготовляют сварными. Их хвостовики, а также корпуса разверток с пластинками твердого сплава и основные детали разверток сборной конструкции делают из конструкционных сталей.
[6]
Развертки из быстрорежущей стали диаметром 10 мм и более изготовляют сварными. Их хвостовики, а также корпуса разверток с пластинками твердого сплава и основные детали разверток сборной конструкции делают из конструкционных сталей.
[6]
Для изготовления разверток применяют инструментальную углеродистую сталь марок У10А и У12А, легированную или быстрорежущую сталь марок 9ХС, Р9 и Р18, а также твердые сплавы марки Т15К6 для обработки стали, меди и других вязких металлов, марки ТЗОК4 для высокопрочных материалов и марки ВК8 для чугуна и других хрупких металлов. [7]
Для изготовления разверток применяют стали инструментальные углеродистые марок У10А и У12А, легированные 9ХС или быстрорежущие Р9 и Р18, а также твердые сплавы марки Т15К6 для обработки стали, меди и других вязких металлов и марки ВК8 для обработки чугуна и других хрупких металлов Развертки из быстрорежущей стали диаметром 10 мм и более изготовляют сварными. Их хвостовики, а также корпуса разверток с пластинками твердого сплава и основные детали разверток сборной конструкции делают из конструкционных сталей.
Ошибка изготовления развертки по основному диаметру имеет непосредственное влияние на точность обработанного отверстия. Такие ошибки возникают от неточности доводки размера по диаметру калибрующей части развертки при ее шлифовке, когда возможны появления некруглости, нецилиндричности, вогнутости, завышения или занижения диаметра относительно допустимых пределов. Отступление от правильной геометрической формы калибрующей части при правильной организации процесса заточки и доводки обычно не превышает 0 002 – 0 003 мм и не оказывает существенного влияния на точность, так как ошибки обработки, разбивка отверстия от действия других факторов значительно больше. Но увеличение геометрических ошибок формы цилиндрической калибрующей части вышеуказанных пределов приводит к дополнительным ошибкам разбивки отверстия. [9]
При изготовлении разверток, протяжек и других режущих инструментов повышенной точности центровые отверстия после термической обработки подвергают доводке с помощью чугунного притира и абразивной пасты; шероховатость поверхности Ra 0 634 – 0 32 мкм.
При изготовлении разверток и перешлифовании их на другой размер сначала шлифуют калибрующую часть, затем участок обратной конусности, затачивают затем переднюю и заднюю поверхность зубьев на калибрующей части и на заборной ( режущей) части. После шлифования и заточки производят доводку по диаметру хонингованием алмазными брусками на металлической связке, алмазными пастами твердосплавных разверток и пастами ГОИ разверток из инструментальной стали. [11]
Материалом для изготовления разверток служат инструментальные, легированные и быстрорежущие стали, марка которых берется в зависимости от предполагаемого для обработки материала. Основным направлением совершенствования разверток является улучшение их конструкции с тем, чтобы устранить применение черновой и промежуточной обработки. Так, например, слесарь В. Н. Макеев, увеличив вдвое длину заборной части развертки, уменьшил нагрузку на режущую часть. [12]
Материалом для изготовления разверток служат инструментальные, легированные и быстрорежущие стали, марка которых берется в зависимости от предполагаемого для обработки материала. Основным направлением совершенствования разверток является улучшение их конструкции с тем, чтобы устранить применение черновой и промежуточной обработки. Так, например, слесарь В. Н. Макеев, увеличив вдвое длину заборной части развертки, уменьшил нагрузку на режущую часть.
[13]
Основным направлением совершенствования разверток является улучшение их конструкции с тем, чтобы устранить применение черновой и промежуточной обработки. Так, например, слесарь В. Н. Макеев, увеличив вдвое длину заборной части развертки, уменьшил нагрузку на режущую часть.
[13]
Поле допуска на изготовление развертки Д принимают равным V3 допуска на отверстия 1, 2 и 3-го классов точности и не более Vg-для отверстий 4-го класса точности. [14]
При допуске на изготовление развертки менее 0 01 мм допускается обратная конусность в пределах 0 01 мм. Прямая конусность не допускается. [15]
Страницы: 1 2 3 4
Производство режущего инструмента на заказ — РИНКОМ
Производство режущего инструмента на заказ — РИНКОМГлавная
Статьи
Производство режущего инструмента на заказ Производство режущего инструмента на заказ
22 января 2021
Гирин Кирилл
Производство режущего инструмента на заказ востребовано, когда необходимо изготовить изделия с уникальными характеристиками. При обращении напрямую к изготовителю можно получить инструменты по своим чертежам, доработать существующие или отремонтировать пришедшие в негодность. Инструмент проектируется с учетом особенностей производственных процессов и пожеланий заказчика и изготавливается из быстрорежущих сплавов и других подходящих материалов на станках с ЧПУ.
При обращении напрямую к изготовителю можно получить инструменты по своим чертежам, доработать существующие или отремонтировать пришедшие в негодность. Инструмент проектируется с учетом особенностей производственных процессов и пожеланий заказчика и изготавливается из быстрорежущих сплавов и других подходящих материалов на станках с ЧПУ.
СОДЕРЖАНИЕ
- Какие инструменты можно изготовить?
- Основные этапы производства режущего инструмента
- Станки, которые используются для производства режущего инструмента
- Технология изготовления режущего инструмента на примере фрез
- Материалы для производства режущих инструментов
- Выбор материала для корпусов режущих инструментов
- Какие режущие инструменты производятся из твердых сплавов?
- Вопросы и ответы
- Где заказать производство режущего инструмента?
Разновидности режущего инструмента
Какие инструменты можно изготовить?
Возможно производство на заказ режущих инструментов следующих типов.
- Стандартный монолитный твердосплавный инструмент. Это фрезы для чистовой и черновой обработки с плоскими и сферическими торцами стандартной, увеличенной и уменьшенной длины. Сверла с вращением по часовой и против часовой стрелки, стандартные и удлиненные.
- Нестандартный монолитный твердосплавный концевой инструмент. В эту группу входят ступенчатые сверла, фрезы со сложным профилем, предназначенные для обработки канавок, выступов и карманов, резьбофрезы для нарезания резьб (метрические, дюймовые, упорные).
- Инструмент с напайными твердосплавными пластинами. Используется для работы по цветному металлу и древесине. Максимальный рабочий диаметр — 200 мм.
- Инструмент с режущими кромками из поликристаллического алмаза (PCD). Предназначен для обработки заготовок из цветных металлов, древесины и композитов. Твердосплавные пластины могут быть напаяны на всю режущую кромку или локально.
- Токарный инструмент с напайными пластинами.
 Возможно изготовление как стандартного, так и нестандартного инструмента.
Возможно изготовление как стандартного, так и нестандартного инструмента. - Нестандартный профильный инструмент со сменными пластинами. Изготавливаемые пластины соответствуют стандартам DIN и ISO.
Основные этапы производства режущего инструмента
Опишем весь процесс производства режущих инструментов от момента формирования заказа до получения готового изделия.
- Этап 1. Определение номенклатуры инструмента. На производство передают заказ с указанием названий и основных характеристик инструмента.
- Этап 2. Конструирование инструмента. Конструктор измеряет углы заточки и ширину ленточек, определяет форму и размер округления кромки, выбирает материал основы и наносимого покрытия.
- Этап 3. Изготовление инструмента. При производстве режущего инструмента руководствуются конструкторской документацией. При работе следуют таким циклам.
- Заготовительный цикл — обработка металлических заготовок.
- Формообразующие операции — инструменту придают форму, близкую к окончательной, снимая 50–70 % материала с заготовки.
- Основная термическая обработка.
- Шлифовально-заточные операции — инструмент шлифуют и подвергают заточке.
- Дополнительная термообработка.
- Заготовительный цикл — обработка металлических заготовок.
- Этап 4. Контроль качества. Параметры готовых инструментов проверяют на производстве и в лабораториях, чтобы исключить брак.
- Этап 5. Маркировка и упаковка. Инструмент маркируют согласно принятым обозначениям и упаковывают.
Станки, которые используются для производства режущего инструмента
Поскольку режущие инструменты имеют сложные поверхности, для их производства используют специализированные станки. Наиболее специфичным в инструментальном производстве оборудованием считаются:
- автоматы для отрезки заготовок сверл и иных инструментов от калиброванных прутков;
- токарные полуавтоматы для обработки цилиндрических и конических поверхностей на заготовках сверл, разверток, метчиков;
- полуавтоматы для фрезерования канавок сверл и метчиков, лапок сверл, квадратов на хвостовике метчиков;
- резьбонарезные станки прецизионные и повышенной точности;
- полуавтоматы для шлифования зуборезных долбяков и шеверов;
- заточные станки, как универсальные, так и специализированные для заточки резцов, спиральных сверл, червячных фрез, фрезерных головок сегментных пил, метчиков, плашек, протяжек;
- заточные инструменты для заточки инструментов с режущими кромками из твердых сплавов;
- профильно-шлифовальные станки для шлифования сложных профилей фасонного инструмента;
- гравировальные и клеймильные станки и агрегаты.

Станок для изготовления и заточки режущего инструмента ANCA TX7
Технология изготовления режущего инструмента на примере фрез
Концевые фрезы, зенкеры и развертки диаметром до 50 мм могут быть изготовлены методом глубинного шлифования по целому. Технология производства этих режущих инструментов выглядит следующим образом.
- Входной контроль материалов.
- Оформление технологического паспорта на партию фрез.
- Заготовительная операция. На лазерной установке вырезают базовые отверстия, включая шпоночные пазы и профили стружечных канавок. На этом же этапе часто прорезают разгружающие пазы, чтобы исключить возможность потери устойчивости заготовок под действием остаточных напряжений.
- Шлифовальная операция с ЧПУ. На магнитном патроне шлифуют базовые торцы и отверстия и ленточку по наружному диаметру.
- Заточная операция. Проводится, если требуется подшлифовать профиль стружечных канавок и заточить зубья по передней и задней поверхностям.
- Маркировка инструмента с использованием маркировочного лазера.
- Паспортизация фрез.
Указанная технология производства режущего инструмента гарантирует высокое качество фрез и сокращение производственного цикла. Концевые фрезы диаметром до 50 мм изготавливают из шлифованных заготовок из быстрорежущих сталей, подвергнутых термообработке, и монолитных твердосплавных. В этом случае скорость изготовления фрез составит от 6 до 30 минут.
Если листовые заготовки отсутствуют, в качестве альтернативы можно рассмотреть резку проката из порошковых и быстрорежущих сталей на ленточно-пильных станках с последующей термообработкой.
Материалы для производства режущих инструментов
Режущие инструменты обычно представляют собой сборные изделия, корпус которых изготовлен из конструкционной стали, а режущая часть — из инструментальной. При выборе материала заготовок для режущего инструмента в разных производствах обращают внимание на их твердость, прочность, износостойкость, ударную вязкость, термодинамическую и циклическую прочность, теплопроводность и теплоемкость.
Основные марки инструментальных сталей и быстрорезов для производства режущих инструментов
Чаще всего для производства рабочих частей режущего инструмента используют следующие сплавы.
- Металлокерамика. В том числе твердосплавные вольфрамо-кобальтовые сплавы (марки ВК6, ВК8, ВК10 и др.), вольфрамо-титановые сплавы (марки Т5К10, T15K6, Т14К8 и др.), титано-тантало-вольфрамовые сплавы (марки ТТ7К12, ТТ20К9 и др.).
- Минералокерамика. Производится на базе корунда (марки: Р18, Р6М5, Р18К5Ф2).
- Быстрорежущая сталь ГОСТ 19265-73. Содержит до 18 % вольфрама и ряд дополнительных компонентов: хром (до 4,5 %), молибден, кобальт, ванадий, углерод и т. д.).
- Углеродистая инструментальная сталь ГОСТ 1435-74. Содержит 0,65–1,3 % углерода. Обозначается маркировкой «У» (У7, У8, У9 и т. п.).
- Легированная инструментальная сталь ГОСТ 5950-73. Содержит 0,65–1,3 % углерода, плюс легирующие добавки хрома, ванадия, вольфрама.
 Распространенные марки: 9ХС, ХВГ, ХВ5.
Распространенные марки: 9ХС, ХВГ, ХВ5. - Алмаз поликристаллический. Сверхтвердый композит, включающий частицы природных или синтетических алмазов, связанные тугоплавкими металлами.
Выбор материала для корпусов режущих инструментов
Материалы, которые используются для производства корпусов режущих инструментов, должны соответствовать таким требованиям:
- высокая прочность и теплопроводность;
- стабильность формы и размеров в процессе обработки;
- способность образовывать прочное соединение с режущей частью после сварки или напайки;
- способность качественно обрабатываться.
В полной мере этими свойствами обладают конструкционные углеродистые стали марок 40, 45, 50 и качественные стали марок 40Х, 45Х, 40ХН.
Углеродистые стали используют для изготовления сборных конструкций: державок резцов, корпусов сборных разверток, втулок, клиньев, винтов. Другие корпусы сборных инструментов (в том числе ножи под напайные пластины из твердых сплавов) производят из качественной стали марки 40Х, которая характеризуется повышенной прочностью и гарантирует наименьшее коробление при термообработке.
Другие корпусы сборных инструментов (в том числе ножи под напайные пластины из твердых сплавов) производят из качественной стали марки 40Х, которая характеризуется повышенной прочностью и гарантирует наименьшее коробление при термообработке.
Если инструмент должен обладать повышенной износостойкостью, его корпус изготавливают из инструментальных сталей У7А, У8А, 9ХС. К примеру, если корпус сверла с напаянными пластинами из твердого сплава трется об обработанную часть детали, его производят из стали 9ХС.
Какие режущие инструменты производятся из твердых сплавов?
Твердые сплавы используют для производства режущих инструментов, предназначенных для механической обработки металла и композитных материалов. В эту группу входят:
- токарные резцы — для резки, наружного и внутреннего точения, нарезания резьбы;
- фрезы — торцевые, концевые, фасонные, профильные;
- сверла — центровочные, спиральные, ружейные;
- пилы — ленточные, дисковые;
- резьбонарезной инструмент — метчики, плашки, резьбонакатные ролики, резьбофрезы;
- инструмент для обработки отверстий — зенкеры, зенковки, развертки.

Твердосплавные монолитные режущие инструменты
Вопросы и ответы
Как проходит процесс производства режущего инструмента из твердых сплавов?
Режущие инструменты из твердых сплавов изготавливают методом порошковой металлургии. Принцип состоит в формовании, прессовании и спекании металлических порошков с неметаллическими. При производстве металлокерамических пластин для режущего инструмента используют порошковую смесь из микрочастиц карбидов твердых керамик и связующего металла.
Если используется однокарбидный сплав вольфрамовой группы, в состав смеси включают рабочий материал (карбид вольфрама), и связку (кобальт). Смесь сначала дозированно засыпают в пресс-формы, затем спрессовывают под давлением до 1000 Па в прочный брикет с геометрией и размерами готового инструмента. Затем эту заготовку спекают в печи.
Какие свойства твердые сплавы придают режущему инструменту?
Благодаря своим уникальным свойствам твердые сплавы практически незаменимы при производстве режущего инструмента. Изделия из этого материала отличаются высокой производительностью и хорошей износостойкостью и могут обработать большее количество деталей на одну режущую кромку. Долгий срок службы твердосплавного инструмента уменьшает его расход.
Изделия из этого материала отличаются высокой производительностью и хорошей износостойкостью и могут обработать большее количество деталей на одну режущую кромку. Долгий срок службы твердосплавного инструмента уменьшает его расход.
Где заказать производство режущего инструмента?
Заказать производство режущего инструмента по своим эскизам и чертежам вы можете в компании «Ринком». Возможно изготовление изделий любой сложности из инструментальных сталей и твердых сплавов, в том числе сверл, разверток, фрез, метчиков и плашек, зенкеров и т. п.
Левая плашка М 75х1,5 производства «Ринком»
Сроки изготовления — от 5 рабочих дней. Ограничения в виде минимальной суммы заказа отсутствуют. Возможно нанесение маркировки и доставка во все регионы РФ.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
1 августа 2022
Инструментальная сталь
22 июня 2022
Инструментальные стали
29 апреля 2022
Хвостовики инструментов
8 марта 2022
Полировка металла на производстве и в быту
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Изготовление разверток по металлу
Содержание
- Содержание: Скрыть Открыть
- Классификация разверток
- Конструкция развертки
- Основные приемы работы с развертками
- Действующие ГОСТы
- Принцип действия
- Основные типы
- Различия между ручными и машинными развертками
Содержание: Скрыть Открыть
Развертка – это режущий точный инструмент, используемый для чистовой обработки различных форм отверстий, придания им требуемой точности и шероховатости. Основное назначение развертки – это доводка отверстий после сверления, растачивания или зенкерования, позволяет достичь 6-9 квалитета точности и шероховатости до показателя Ra = 0,32…1,25 мкм.
Классификация разверток
В металлообработке применяются различные типы разверток, подразделяемые по следующим признакам:
Форма обрабатываемого отверстия:
- Цилиндрические развертки.

- Конические развертки под различные типы конусов.
- Развертки ступенчатые.
Точность развертки отверстия:
- Номер квалитета для цилиндрических инструментов.
- Уровень обработки отверстия (черновой, промежуточный, чистовой) – для конических.
- Регулируемые развертки – раздвижные, шкворневые или разжимные.
Способ зажима:
- Ручные с квадратным хвостовиком.
- Цилиндрический хвостовик (машинные развертки).
- Конические машинные.
- Машинные насадные.
Также развертки подразделяются по количеству режущих кромок, материалу и форме канавок для отвода стружки (спиральные или прямые).
Конструкция развертки
Высокое качество обработки обеспечивает конструкция развертки – большое количество режущих кромок обеспечивающих небольшой припуск при снятии металла. Процесс резания осуществляется при вращении и одновременном поступательном движении инструмента вдоль оси обрабатываемого отверстия.
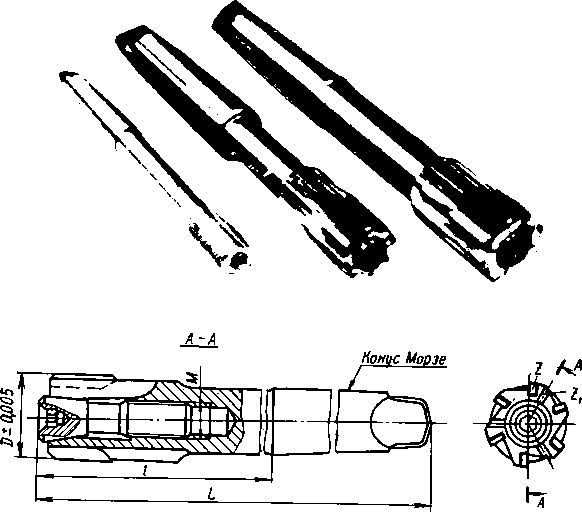
Выше приведены рисунки четырёх типов разверток:
- а) Ручная с цилиндрическим хвостовиком.
- б) Машинная с коническим хвостовиком цельная.
- в) Машинная цельная
- г) Машинная сборная со сменными режущими элементами.
Инструмент имеет от 6 до 16 зубьев неравномерно (как правило) распределенных по окружности для повышения качества обработки. Рассмотрим конструкцию на примере ручной развертки цельной с хвостовиком цилиндрической формы. Инструмент состоит из трех основных частей – рабочей, шейки и хвостовика. В свою очередь рабочая часть развертки состоит из направляющей, режущей и калибрующих частей, а также обратного конуса. Основную часть процесса выполняет режущая часть, которая у ручного инструмента значительно длиннее, чем у машинного.
Основные приемы работы с развертками
Сверло для подготовки отверстия подбирается под диаметры разверток по металлу. Обязательно должен быть небольшой припуск – сверло должно быть меньше на 0,2 – 0,3 мм при черновой развертке, и не более чем 0,05 – 0,1 мм при чистовой. Значения припусков более указанных могут стать причиной быстрого износа заборной части развертки, ухудшению точности результата и качества поверхности.
Значения припусков более указанных могут стать причиной быстрого износа заборной части развертки, ухудшению точности результата и качества поверхности.
При ручной развертке:
- Развертка крепится в воротке и смазывается.
- Заборная часть должна входить таким образом, чтобы полностью совпали оси развертки и отверстия.
- Для проверки положения развертки можно использовать угольник в двух плоскостях расположенных перпендикулярно по отношению друг к другу.
- Вращение начинайте вправо с небольшим давлением сверху.
- Вращение осуществляйте плавно, на небольшой скорости, без рывков. Не ускоряйте вращение даже при легком ходе.
- Обратное вращение недопустимо, так как возможна поломка режущих кромок и задиров на поверхности отверстия. Развертка осуществляется за один проход с одной стороны.
Советы при машинной развертке:
- Развертка крепится так же как и сверло. Сам процесс сходен со сверлением и желательно его выполнять без смены установки детали, сразу после подготовки отверстия.

- Часто развертка крепится в качающихся державках, что позволяет инструменту самоцентрироваться по оси отверстия.
- Желательно использование автоматической подачи, скорость резания должна быть в 2-3 раза ниже, чем при сверлении.
- Необходимо использование значительного количества смазки.
- Чем ниже количество оборотов и скорость подачи – тем выше качество отверстия и стойкость инструмента.
Действующие ГОСТы
Определяет параметры развертки ГОСТ 29240-91. Допуски регулирует ГОСТ 11173-76. Так же на каждый тип развертки есть свой действующий стандарт определяющий её конструкцию и размеры. На ручные цилиндрические — ГОСТ 7722-77, на машинные цельные – ГОСТ 1672-80 и т. д. для всех типов инструмента.
Абразивные материалы в качестве режущего инструмента использовались с древнейших времен: корунд, базальт, гранат, наждак, пемза и т.д. Лишь в конце 19-го века стали использовать в производстве электрокорунд, карбид кремния и т.д. Абразивные материалы имеют разную твердость, форму, размеры зерен и абразивную способность, что позволяет производить, как грубую обработку, так и чистовую (полировку и доводку). В 2008 году наши заводы перешли на маркировку твердости абразивного инструмента в соответствии с ГОСТ Р 52587-2006 и маркировку зернистости в соответствии с ГОСТ Р 52381-2005. Система маркировки абразивного инструмента 1. ТИП КРУГИ 1 — прямой профиль 2 — кольцевые 3 — конический профиль 4 — с двусторонним коническим профилем 5 — с выточкой 6 — чашечные цилиндрические 7, 8, 9 — с двусторонней выточкой 10 — с двусторонней выточкой и ступицей 11 — чашечные конические 12 — тарельчатые плоские 14 — тарельчатые 20 — с односторонней конической выточкой 21 — с двусторонней конической выточкой 23 — с конической и цилиндрической выточками с одной стороны 27 — с утопленным центром 35 — прямого профиля, работающий торцом 36,37,40 — с запресованными крепежными элементами 38 — с односторонней ступицей, работающий торцом 41 — диски отрезные 42 — диски отрезные с утопленным центром СЕГМЕНТЫ СП — прямоугольные 1С — выпукло-вогнутые 3С — выпукло-плоские 4С — плоско-выпуклые 5С — трапециевидные 6С — для шлифовки полов 7С — для плоского шлифования 9С — для шлифовки рельсов БРУСКИ БП — прямоугольные БКв — квадратные БТ — треугольные БКр — круглые БПс — специальные 2.
В 2008 году наши заводы перешли на маркировку твердости абразивного инструмента в соответствии с ГОСТ Р 52587-2006 и маркировку зернистости в соответствии с ГОСТ Р 52381-2005. Система маркировки абразивного инструмента 1. ТИП КРУГИ 1 — прямой профиль 2 — кольцевые 3 — конический профиль 4 — с двусторонним коническим профилем 5 — с выточкой 6 — чашечные цилиндрические 7, 8, 9 — с двусторонней выточкой 10 — с двусторонней выточкой и ступицей 11 — чашечные конические 12 — тарельчатые плоские 14 — тарельчатые 20 — с односторонней конической выточкой 21 — с двусторонней конической выточкой 23 — с конической и цилиндрической выточками с одной стороны 27 — с утопленным центром 35 — прямого профиля, работающий торцом 36,37,40 — с запресованными крепежными элементами 38 — с односторонней ступицей, работающий торцом 41 — диски отрезные 42 — диски отрезные с утопленным центром СЕГМЕНТЫ СП — прямоугольные 1С — выпукло-вогнутые 3С — выпукло-плоские 4С — плоско-выпуклые 5С — трапециевидные 6С — для шлифовки полов 7С — для плоского шлифования 9С — для шлифовки рельсов БРУСКИ БП — прямоугольные БКв — квадратные БТ — треугольные БКр — круглые БПс — специальные 2. РАЗМЕРЫ КРУГА D — наружный диаметр T — высота H — диаметр отверстия 3. ШЛИФМАТЕРИАЛ 14А (A) ЭЛЕКТРОКОРУНД НОРМАЛЬНЫЙ 25А (WA) ЭЛЕКТРОКОРУНД БЕЛЫЙ 38А (ZK) ЭЛЕКТРОКОРУНД ЦИРКОНИЕВЫЙ 53С, 54C (C) КАРБИД КРЕМНИЯ ЧЕРНЫЙ 63C,64С(GC) КАРБИД КРЕМНИЯ ЗЕЛЕНЫЙ 4. ЗЕРНИСТОСТЬ ШЛИФЗЕРНО ГОСТ ГОСТ F10 (200) F36 (50) F12 (160) F40 (40) F14 (160) F46 (40) F16 (160/125) F54 (32) F20 (100 ) F60 (25) F22 (80) F70 (20) F24 (80) F80 (20) F30 (63) F90 (16) ПОРОШКИ F100 (12) F180 (6) F120 (10) F220 (5) F150 (8) МИКРОПОРОШКИ F230 (M63) F360 (M40) F240 (M63/M50) F400 (M28) F280 (M50) F500 (M20) F320 (M50/M40) F600 (M14) 5. ТВЕРДОСТЬ F, G (BM1, BM2) ВЕСЬМА МЯГКИЕ H, I, J (M1, M2, M3) МЯГКИЕ K, L (CM1, CM2) СРЕДНЕМЯГКИЕ M, N (C1, C2) СРЕДНИЕ O, P, Q (CT1, CT2, CT3) СРЕДНЕТВЕРДЫЕ R, S (T1, T2) ТВЕРДЫЕ T (BT) ВЕСЬМА ТВЕРДЫЕ V (ЧT) ЧРЕЗВЫЧАЙНО ТВЕРДЫЕ 6. СТРУКТУРА 1-2-3-4 закрытая 5-6-7 средняя 8-9-10 открытая 11-12-13 высокопористая 7. СВЯЗКА V (К) КЕРАМИЧЕСКАЯ B (Б) БАКЕЛИТОВАЯ BF (БУ) БАКЕЛИТОВАЯ С НАЛИЧИЕМ УПРОЧНЯЮЩИХ ЭЛЕМЕНТОВ B4 (Б4 ) БАКЕЛИТОВАЯ С ГРАФИТОВЫМ НАПОЛНИТЕЛЕМ 8.
РАЗМЕРЫ КРУГА D — наружный диаметр T — высота H — диаметр отверстия 3. ШЛИФМАТЕРИАЛ 14А (A) ЭЛЕКТРОКОРУНД НОРМАЛЬНЫЙ 25А (WA) ЭЛЕКТРОКОРУНД БЕЛЫЙ 38А (ZK) ЭЛЕКТРОКОРУНД ЦИРКОНИЕВЫЙ 53С, 54C (C) КАРБИД КРЕМНИЯ ЧЕРНЫЙ 63C,64С(GC) КАРБИД КРЕМНИЯ ЗЕЛЕНЫЙ 4. ЗЕРНИСТОСТЬ ШЛИФЗЕРНО ГОСТ ГОСТ F10 (200) F36 (50) F12 (160) F40 (40) F14 (160) F46 (40) F16 (160/125) F54 (32) F20 (100 ) F60 (25) F22 (80) F70 (20) F24 (80) F80 (20) F30 (63) F90 (16) ПОРОШКИ F100 (12) F180 (6) F120 (10) F220 (5) F150 (8) МИКРОПОРОШКИ F230 (M63) F360 (M40) F240 (M63/M50) F400 (M28) F280 (M50) F500 (M20) F320 (M50/M40) F600 (M14) 5. ТВЕРДОСТЬ F, G (BM1, BM2) ВЕСЬМА МЯГКИЕ H, I, J (M1, M2, M3) МЯГКИЕ K, L (CM1, CM2) СРЕДНЕМЯГКИЕ M, N (C1, C2) СРЕДНИЕ O, P, Q (CT1, CT2, CT3) СРЕДНЕТВЕРДЫЕ R, S (T1, T2) ТВЕРДЫЕ T (BT) ВЕСЬМА ТВЕРДЫЕ V (ЧT) ЧРЕЗВЫЧАЙНО ТВЕРДЫЕ 6. СТРУКТУРА 1-2-3-4 закрытая 5-6-7 средняя 8-9-10 открытая 11-12-13 высокопористая 7. СВЯЗКА V (К) КЕРАМИЧЕСКАЯ B (Б) БАКЕЛИТОВАЯ BF (БУ) БАКЕЛИТОВАЯ С НАЛИЧИЕМ УПРОЧНЯЮЩИХ ЭЛЕМЕНТОВ B4 (Б4 ) БАКЕЛИТОВАЯ С ГРАФИТОВЫМ НАПОЛНИТЕЛЕМ 8. РАБОЧАЯ СКОРОСТЬ, м/с 20; 25; 32; 35; 40; 50; 63; 80; 100 9. КЛАСС НЕУРАВНОВЕШЕННОСТИ 1, 2 Шлифзерно “Электрокорунд нормальный — 13А, 14А” Материал применяется для кругов на керамической связке. Это материал высокой прочности с широкой областью применения. Он содержит 94,5-96,7% Al2O3, TiO2 — 1.8-2.6% и 1-2% других компонентов. Производится путем плавки бокситов. Обладает высокой огнеупорностью и теплопроводностью, применяется в промышленности при изготовлении огнеупорных изделий. Шлифзерно “Электрокорунд белый 24А, 25А” Материал с высокой прочностью. Содержание Al2O3 — 99,4 — 99,7%, при незначительном наличии других окислов (Fe2O3, CaO, SiO2). Чистый материал используется в основном для кругов на керамической связке. Производится путем плавки очень чистого глинозёма. Обладает электрическими свойствами, применяется для производства высоковольтных разрядников и варисторов, а также силитовых нагревателей. Шлифзерно “Карбид кремния черный — 53С, 54С” Карбид кремния благодаря высокой твердости и режущей способности применяется для производства абразивных инструментов и для свободного шлифования.
РАБОЧАЯ СКОРОСТЬ, м/с 20; 25; 32; 35; 40; 50; 63; 80; 100 9. КЛАСС НЕУРАВНОВЕШЕННОСТИ 1, 2 Шлифзерно “Электрокорунд нормальный — 13А, 14А” Материал применяется для кругов на керамической связке. Это материал высокой прочности с широкой областью применения. Он содержит 94,5-96,7% Al2O3, TiO2 — 1.8-2.6% и 1-2% других компонентов. Производится путем плавки бокситов. Обладает высокой огнеупорностью и теплопроводностью, применяется в промышленности при изготовлении огнеупорных изделий. Шлифзерно “Электрокорунд белый 24А, 25А” Материал с высокой прочностью. Содержание Al2O3 — 99,4 — 99,7%, при незначительном наличии других окислов (Fe2O3, CaO, SiO2). Чистый материал используется в основном для кругов на керамической связке. Производится путем плавки очень чистого глинозёма. Обладает электрическими свойствами, применяется для производства высоковольтных разрядников и варисторов, а также силитовых нагревателей. Шлифзерно “Карбид кремния черный — 53С, 54С” Карбид кремния благодаря высокой твердости и режущей способности применяется для производства абразивных инструментов и для свободного шлифования. В карбиде кремния чёрном 53С, 54С содержание SiС составляет 96 — 99%. Карбид кремния черный производится путем восстановления двуокиси кремния в печах сопротивления. Карбид кремния широко применяется для шлифования неметаллических материалов. Шлифзерно “Карбид кремния зеленый — 63С, 64С” Карбид кремния зеленый 63С, 64С подобен карбиду кремния черному, но с более высокой чистотой. Область применения карбид кремния зеленого та же; в основном для кругов средних и мелких зернистостей. Карбид кремния благодаря высокой твердости и режущей способности применяется для производства абразивных инструментов и для свободного шлифования. Он необходим для шлифовки чугуна, твердых сплавов, цветных металлов, камня, стекла. Карбид кремния обладает высокой огнеупорностью и теплопроводностью, поэтому широко применяется в промышленности при изготовлении огнеупорных изделий. Карбид кремния обладает уникальными электрическими свойствами, поэтому применяется для производства высоковольтных разрядников и варисторов, а также силитовых нагревателей.
В карбиде кремния чёрном 53С, 54С содержание SiС составляет 96 — 99%. Карбид кремния черный производится путем восстановления двуокиси кремния в печах сопротивления. Карбид кремния широко применяется для шлифования неметаллических материалов. Шлифзерно “Карбид кремния зеленый — 63С, 64С” Карбид кремния зеленый 63С, 64С подобен карбиду кремния черному, но с более высокой чистотой. Область применения карбид кремния зеленого та же; в основном для кругов средних и мелких зернистостей. Карбид кремния благодаря высокой твердости и режущей способности применяется для производства абразивных инструментов и для свободного шлифования. Он необходим для шлифовки чугуна, твердых сплавов, цветных металлов, камня, стекла. Карбид кремния обладает высокой огнеупорностью и теплопроводностью, поэтому широко применяется в промышленности при изготовлении огнеупорных изделий. Карбид кремния обладает уникальными электрическими свойствами, поэтому применяется для производства высоковольтных разрядников и варисторов, а также силитовых нагревателей.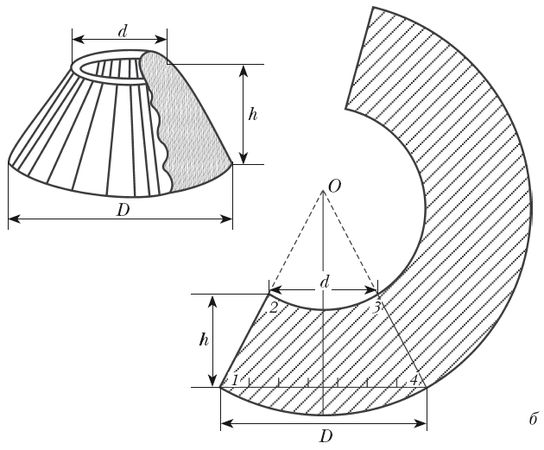 Применяется в металлургической промышленности для раскисления стали, в производстве тиглей для разливки цветных и драгоценных металлов, для обмазки желобов и точек.
Применяется в металлургической промышленности для раскисления стали, в производстве тиглей для разливки цветных и драгоценных металлов, для обмазки желобов и точек.
Развертка представляет собой металлорежущий инструмент, целью применения которого является финишная обработка предварительно просверленных отверстий для доведения их геометрических параметров и шероховатости поверхности до требуемого уровня. Обеспечивать достижение требуемых геометрических параметров при использовании развертки позволяет более высокая точность, которой соответствует такой инструмент.
Развертки по металлу
Так, если диаметр отверстия, обрабатываемого с помощью сверла, может иметь отклонения по своим геометрическим параметрам, то при последующем применении развертки он будет точно соответствовать требуемым размерам. Для выполнения такой технологической операции используются различные виды разверток, выбор которых зависит как от условий развертывания, так и от требований, предъявляемых к качеству обрабатываемой поверхности.
Принцип действия
Применение развертки позволяет получать отверстия, точность поверхности которых соответствует квалитету в диапазоне 6–9, а шероховатость находится в интервале 0,32–1,25 мкм (по шкале Ra). Высокого качества обрабатываемой поверхности удается достичь благодаря тому, что такой инструмент, как развертка, отличается достаточно большим количеством режущих кромок (4–14), за счет чего в процессе выполнения обработки снимается небольшой припуск. Обработка при помощи ручной или механической развертки по металлу осуществляется не только за счет ее вращения, но и посредством ее подачи, совершаемой по направлению к оси обрабатываемого отверстия.
Используя такую технологическую операцию, с внутренней поверхности отверстия можно снимать тончайший слой металла, величина которого составляет десятые (и даже сотые) доли миллиметра.
Элементы резания при развертке
При помощи развертывания могут обрабатываться не только цилиндрические, но и конические отверстия. В первом случае обработку выполняют с применением разверток ручных цилиндрических (или разверток машинных цилиндрических), во втором – с помощью конических инструментов.
В первом случае обработку выполняют с применением разверток ручных цилиндрических (или разверток машинных цилиндрических), во втором – с помощью конических инструментов.
В стандартном исполнении ручной цилиндрический инструмент и развертка коническая имеют схожую конструкцию, состоящую из:
- рабочей части, элементами которой и выполняется основная обработка;
- переходной шейки;
- хвостовика, при помощи которого ручная развертка фиксируется в воротке.
Конструкция ручной развертки
Рабочая поверхность, за счет которой машинные и ручные развертки и способны выполнять обработку внутренней поверхности отверстия, состоит из таких элементов, как:
- главная режущая кромка;
- так называемая ленточка;
- передняя поверхность;
- затыловочная и задняя поверхности.
Геометрия зубьев развертки
Помимо всех вышеперечисленных частей, развертка ручная или машинная содержит следующие элементы:
- заборную часть, которую часто называют режущей;
- часть, которая отвечает за калибровку обрабатываемого отверстия;
- задний конус.

Между зубьями, расположенными на рабочей части каждой развертки, имеются канавки, при помощи которых не только формируются режущие кромки инструмента, но также обеспечивается расположение и отвод стружки, образуемой в процессе обработки. На ручных развертках режущие зубья располагают равномерно по всей окружности инструмента, что обеспечивает требуемое качество выполняемой обработки.
Основные типы
Рассматриваемый ручной инструмент (как и развертка машинная) нужен для того, чтобы формировать отверстия с требуемыми геометрическими параметрами. Обрабатывая с его помощью отверстия с различным уровнем качества предварительной обработки, можно получать поверхности, точность которых находится в диапазоне от первого до десятого класса. На качество и точность обработки, которую выполняют, используя как развертки машинные, так и ручные, оказывают влияние различные факторы. К наиболее значимым из таких факторов следует отнести:
- конструктивные особенности инструмента;
- степень заточки режущей кромки и уровень ее доводки;
- режимы, с которыми выполняется резание;
- величину припуска, который необходимо снять с обрабатываемой поверхности.

Для снятия слоя металла определенной толщины есть грубые и чистовые развертки, различающиеся типом и количеством зубьев
Разделение разверток на различные типы регламентирует ГОСТ, при этом параметрами, в зависимости от которых выполняется такое разделение, являются:
- тип обрабатываемого отверстия;
- способ закрепления инструмента в процессе обработки;
- конструктивные особенности режущих зубьев и их расположение на инструменте;
- возможность регулировки инструмента по размерам обрабатываемого отверстия;
- материал изготовления развертки.
Наиболее универсальными типами инструментов, используемых для развертывания отверстий, являются разжимная или регулируемая развертка, а также развертка цилиндрическая, оснащенная специальным хвостовиком.
Устройство регулируемой развертки
Ознакомиться с требованиями ГОСТ к машинным разверткам можно, скачав документ в формате pdf по ссылке ниже.
Развертки, применяемые для машинной обработки, также представлены большим разнообразием моделей. Среди таких инструментов, требования к конструкции и геометрическим параметрам которых регламентирует ГОСТ 1672-80, выделяют:
Среди таких инструментов, требования к конструкции и геометрическим параметрам которых регламентирует ГОСТ 1672-80, выделяют:
- цилиндрические машинные с коническим хвостовиком и насадными зубьями;
- со вставными зубьями;
- с напаянными пластинами из твердого сплава в качестве режущих зубьев.
Развертки машинные цельные
Стандарт описывает не только цилиндрические развертки, ГОСТ 1672-80 также оговаривает требования к инструменту конического типа. Такие развертки, при помощи которых обрабатываются конусные поверхности, тоже представлены в большом разнообразии моделей. В частности, развертки конические используются для обработки отверстий:
- для конусных штифтов;
- предназначенных для нарезания конусной резьбы;
- выполненных по стандарту «конус Морзе»;
- метрических конусных;
- с конусностью 1:30 и др.
Развертка для окончательной обработки конических отверстий в изделиях из конструкционной стали и чугуна
Из разверток машинного типа наибольшее распространение получили мелкоразмерные инструменты с утолщенным хвостовиком, требования к характеристикам которых также указывает ГОСТ 1672-80.
В ГОСТе на развертки оговариваются не только геометрические параметры самого инструмента, но и поля допусков отверстий, которые можно обрабатывать с его помощью.
Различия между ручными и машинными развертками
Инструмент, используемый для выполнения развертывания, как уже говорилось выше, может быть ручным или машинным. К наиболее важным параметрам, на которые ориентируются при выборе разверток, относятся тип и калибр их режущей части, количество зубьев и их направленность, углы резания и неравномерность шага расположения зубьев, а также профиль канавок и конфигурация зажимной части инструмента.
Рабочая часть ручного инструмента имеет цилиндрическую форму, режущие зубья, которые на ней располагаются, отличаются острыми гранями по всей своей длине. Выпускается такой инструмент в диапазоне диаметров 3–58 мм, с шагом, соответствующим 1 мм. Кроме того, ручные инструменты для развертывания могут выпускаться с шагом, равным 3,5; 4,5; 6,5 (вплоть до 15,5 мм). Специалисты, как правило, стараются иметь в своем распоряжении целый набор разверток, чтобы выполнять при помощи такого инструмента обработку отверстий любого диаметра.
Специалисты, как правило, стараются иметь в своем распоряжении целый набор разверток, чтобы выполнять при помощи такого инструмента обработку отверстий любого диаметра.
Ручная коническая развертка
Вопрос о том, как сделать развертку отверстия при помощи ручного инструмента, как правило, не возникает. Для этого необходимо иметь в своем распоряжении не только сам инструмент, но и вороток, в котором он фиксируется посредством своего хвостовика с квадратным поперечным сечением конечной части.
Передний конец рабочей части ручных разверток – заход – отличается меньшим диаметром, чем размер поперечного сечения основной режущей части. Такая особенность конструкции нужна для того, чтобы обеспечить более легкий заход инструмента в обрабатываемое отверстие. Заметить эту разницу в диаметрах основной рабочей части и переднего конца инструмента можно даже на фото ручной развертки.
Точность геометрических параметров обрабатываемого отверстия, а также чистота формируемой поверхности зависят от того, какое количество режущих зубьев имеется на рабочей поверхности развертки. Качество выполняемой обработки будет тем выше, чем большим количеством зубьев оснащена развертка. Между тем использование инструмента с большим количеством режущих зубьев имеет и свои минусы, основной из которых заключается в том, что в таком случае затрудняется отвод стружки из зоны обработки.
Качество выполняемой обработки будет тем выше, чем большим количеством зубьев оснащена развертка. Между тем использование инструмента с большим количеством режущих зубьев имеет и свои минусы, основной из которых заключается в том, что в таком случае затрудняется отвод стружки из зоны обработки.
Точность изготовления отверстий развертыванием
Преимущественное большинство разверток, используемых для ручной обработки, имеют режущие зубья прямой формы, но есть и модели инструментов, рабочие зубья которых расположены по винтовой линии. Применение инструмента с винтовым расположением режущих зубьев целесообразно в тех случаях, когда отверстия, которые необходимо обработать, сформированы прерывистой поверхностью по своей длине.
Задаваясь вопросом о том, как сделать развертку отверстия при помощи инструмента машинного типа, следует иметь в виду, что для этого необходимо использовать уже не вороток, а оборудование, в шпинделе которого и фиксируется с помощью своего хвостовика такой инструмент. Конусные хвостовики стандартизированы, и их геометрические параметры зависят от диаметра самой развертки.
Конусные хвостовики стандартизированы, и их геометрические параметры зависят от диаметра самой развертки.
Рабочая часть машинной развертки, оснащенной твердосплавными напаиваемыми пластинами
Для изготовления машинного инструмента, который в процессе обработки испытывает значительные механические нагрузки, используется быстрорежущий металлический сплав. Лучшим по качеству использованного металла считается машинный инструмент, сделанный еще в советские времена, но найти его в свободной продаже сегодня достаточно проблематично.
Зачем необходимы развертки регулируемого типа? Такой вопрос часто возникает у начинающих специалистов по металлообработке. При помощи такого инструмента с регулируемым диаметром рабочей части выполняют обработку отверстий, размеры поперечного сечения которых соответствуют не целому числу (допустим, 10 или 16 мм), а дробному значению. Диметр рабочей части такого инструмента изменяется достаточно просто, для этого используются обычные гаечные ключи, при помощи которых ослабляют и закручивают регулировочные гайки, специально предусмотренные в конструкции развертки.
Развертки от RE-AL S.A.
| Развертки от RE-AL S.A. |
Каталоги компанииRE-AL SA:Новая продукция RE-AL – удлиненные развертки серии XL (eng, скачать 0,1 Мб) Полный каталог продукции RE-AL 2010 года (русский, скачать 0,7 Мб) Полный каталог продукции RE-AL 2010 года (eng, скачать 2,1 Мб) Полный каталог продукции 2006 года (скачать 1,91 Мб) Каталог новинок 2008 года (скачать 1,99 Мб) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 1 – 0.2 мм; диапазон зажима 1.0 – 7.0 мм
1 – 0.2 мм; диапазон зажима 1.0 – 7.0 мм 5
5 5
5 A. такие, как:
A. такие, как:
Развертки своими руками | Главная Модель Форум машинистов двигателей
измельчить
Известный член
- #1
При обсуждении заводских разверток я нашел это в своих файлах. Я думаю, что это от Колина Бинни – если у кого-то есть правильная атрибуция, дайте мне знать. Я видел «тип 1», называемый «разверткой слесаря», где-то еще.
оззи46
Известный член
- #2
Спасибо, Шред, должным образом отмечено и отправлено для использования.
Рон
БМайерс
Известный член
- #3
Спасибо! Очень помог сегодня, когда мне понадобилась развертка 1/8″
.
плотный
Участник
- #4
Этот метод работает очень хорошо. Много раз я использовал его.
Возьмите музыкальную проволоку нужного вам размера и заточите ее при температуре около 30 град. на настольном шлифовальном станке просверлите несколько тысяч отверстий, а затем используйте эту новую развертку. Обычно это будет в пределах примерно половины. Это доказано. обычно работает с мягкими металлами, такими как алюминий и латунь, только пару раз использовал его со сталью. Отлично с размерами чисел.
Отлично с размерами чисел.
БМайерс
Известный член
- #5
есть ли ограничение на то, насколько большой будет работать этот метод?
отпариватель
Известный член
- #6
Я увеличил их до 1/2 дюйма без каких-либо проблем
Заметьте, они не для заедания, но они добавят размер отверстия.
Дэйв
БМайерс
Известный член
- #7
Дэйв, На 1/2 дюйма насколько меньше ты сделал отверстие?
отпариватель
Известный член
- #8
Привет, BMeyers,
Извините за задержку. ….
….
.002 – .005……этот инструмент никогда не предназначался для захвата!
Вот процедура.
Сверло меньшего размера.
Отверстие до .002-.005 заниженного размера. Это устраняет любое биение. Если вы этого не сделаете, развертка будет следовать за отверстием, и готовое отверстие закончится.
Закончите разверткой на низкой скорости и с постоянной подачей. и смажьте в соответствии с требованиями материала.
Закончив, я останавливаю токарный станок. ТОГДА я убираю инструмент с остановленной работой, так как опасаюсь, что он может порезаться на выходе из-за того, что стружка застревает за задней частью инструмента, заставляя режущую кромку врезаться в работу.
Дэйв
БМайерс
Известный член
- #9
Дейв,
спасибо, сегодня сделал 12 мм. просверлил 15/32 дюйма, затем расширил отверстие на фрезе. Отверстие оказалось на 0,472 дюйма, я доволен.
отпариватель
Известный член
- #10
Хорошо! ;D
Дэйв
скаттерлогический
Новый член
- #11
У меня есть множество сломанных кусочков твердосплавных борфрез из моей передней части (ну, знаете, вращающийся инструмент и шлифовальный станок, который съел бы дремель на закуску, прежде чем врезаться в чугун и закончить тонкой полировкой и детализацией).
Во всяком случае, я припаивал их различных размеров (у меня есть все, от некоторых своих станков с ЧПУ для печатных плат до 6-мм и 10-мм заусенцев) на несколько сверл с подходящей выемкой на конце, чтобы оставить только зубья. торчащие с некоторым зазором (обязательно сориентируйте бор так, чтобы зубья были наклонены вверх и назад, как бы по часовой стрелке).
Эти малыши очень быстро прорежут широкое отверстие практически в любом материале (множество режущих точек), они не привередливы в своей ориентации и оставят прекрасную гладкую поверхность, когда вы сделаете несколько последних проходов. Единственная трудность иногда заключается в том, чтобы заставить этот чертов заусенец оставаться на месте, пока вы припаиваете жучок 9. 0230
0230
SAM в Лос-Анджелесе
Известный член
- #12
скаттерлогический сказал:
У меня есть множество сломанных кусочков твердосплавных заусенцев из моей передней части (вы знаете, вращающийся инструмент с шлифовальной машиной, которая съела бы дремель на закуску, прежде чем врезаться в немного чугуна и закончить тонкой полировкой и детализацией).
Во всяком случае, я припаивал их различных размеров (у меня есть все, от некоторых своих станков с ЧПУ для печатных плат до 6-мм и 10-мм заусенцев) на несколько сверл с подходящей выемкой на конце, чтобы оставить только зубья.
торчащие с некоторым зазором (обязательно сориентируйте бор так, чтобы зубья были наклонены вверх и назад, как бы по часовой стрелке).
Эти малыши очень быстро прорежут широкое отверстие практически в любом материале (множество режущих точек), они не привередливы в своей ориентации и оставят прекрасную гладкую поверхность, когда вы сделаете несколько последних проходов. Единственная трудность иногда заключается в том, чтобы заставить этот чертов заусенец оставаться на месте, пока вы припаиваете жучок 9.0007
Нажмите, чтобы развернуть…
Возможно, вы можете опубликовать на th_wwp изображение одного из сделанных вами инструментов. Может быть, я просто медлительный, но мне трудно представить, что вы сделали.
СЭМ
Изготовление разверток D | Хобби-машинист
стрелок123456
Зарегистрировано
- #1
Недавно я пытался сделать несколько разверток, и у меня возникли проблемы с правильной геометрией.
Большая часть информации, которую мне удалось найти, просто говорит о том, что нужно вывернуть стержень до нужного диаметра, а затем разрезать его пополам. Я пробовал, и с первого раза получилось не очень. У меня были проблемы с тем, что он перепрыгивал через отверстие, прежде чем он вкопался и начал резать.
Затем я попытался добавить несколько ракурсов на основе видео, которое я видел, где это работало хорошо, и все прошло хорошо, за исключением того, что я немного промахнулся при разрезании пополам, и он был примерно на 0,005 дюйма меньше размера, и при резке отверстие было плохим отделка и была увеличена на хороший бит.
Вместо того, чтобы делать еще 5, пока я не подойду поближе, я решил сначала спросить и получить некоторые указания.
Я добавлю несколько фотографий, чтобы вы могли видеть, где я.
Я работал с куском инструментальной стали O1, который я обточил до 0,2501 дюйма, затем вставил его в шлицевой индекс на фрезе, разрезал пополам и немного срезал на заднем конце. Затем обрезал углы. .Закалял на сверлильном станке при отжиме пропановой горелкой и мап газом и закалял в отработанном моторном масле.Потом немного почистил и заточил на камне.
Любая помощь была бы кстати.
Биллх50
RIP 2018
- #2
Можно ли для этой работы использовать обычную развертку? Нужна скользящая посадка, плотная посадка или прессовая посадка? Я могу прислать тебе ример, если хочешь.
стрелок123456
Зарегистрировано
- #3
Billh50 сказал:
Можете ли вы использовать обычную развертку для выполнения этой работы? Нужна скользящая посадка, плотная посадка или прессовая посадка? Я могу прислать тебе ример, если хочешь.
Нажмите, чтобы развернуть…
Я мог бы использовать для этой работы обычную развертку, но я хочу научиться их делать. Подгонка на самом деле не так уж критична в этом случае, потому что развертка — это проект, а не инструмент, стоящий на пути завершения другого.
Но я очень ценю это предложение.
Биллх50
RIP 2018
- #4
О, хорошо. Никогда не делал мечтателей, так что не могу вам помочь.
pinefolks
Активный пользователь
- #5
Мне кажется, что нижняя передняя кромка передней части развертки будет тереться до того, как режущая кромка сможет резать. Конечно у меня плохие глаза
Конечно у меня плохие глаза
rgray
Активный пользователь
- #6
Посмотрите здесь некоторые идеи геометрии. http://www.sterlinggundrills.com/nose-grind-contours.php
Я постараюсь завтра отправить несколько фотографий, если никто не подскажет что-нибудь хорошее.
Глубина отверстия, которое вы расширили, была бы хорошей информацией.
фишек и больше
Активный пользователь
- #7
Попробуйте посмотреть «Изготовление разверток для часовщика». И те, о которых я думаю, подходят для развертывания тонкого материала, но не пробуйте их на глубоком отверстии… Дэйв.
rgray
Активный пользователь
- #8
Хорошо. попробую фото. Не размещал фото на слух с тех пор, как сайт сменил платформу. Кроме того, моя верная старая цифровая камера умерла, так что я впервые использую камеру телефона для получения изображения на компьютере.
Я постараюсь вставить фото и написать описание под:
Просмотреть медиа-элемент 955463 сверла. Внизу — коммерческая дрель. Карбид имеет сколы, но вы можете видеть форму. Средний – D-ример, который я сделал. Режущая кромка спереди выходит за центр. изготовлен из 5/16 0-1 и хвостовик не облегчен (ошибка). Верхний – .375 с калибром 22 калибра, который повторяет канал ствола пистолетного ствола калибра 22. Это 0-1 и хвостовик освобожден.
Внизу — коммерческая дрель. Карбид имеет сколы, но вы можете видеть форму. Средний – D-ример, который я сделал. Режущая кромка спереди выходит за центр. изготовлен из 5/16 0-1 и хвостовик не облегчен (ошибка). Верхний – .375 с калибром 22 калибра, который повторяет канал ствола пистолетного ствола калибра 22. Это 0-1 и хвостовик освобожден.
Просмотр медиафайла 95547Вид сбоку на все 3. Следует отметить рельеф под режущей кромкой того, что посередине. Я сделал этот расширитель, чтобы закончить недоступную центральную часть ствола 22 калибра, который должен был быть слишком длинным для купленного сверла для облицовки ствола, чтобы добраться с обоих концов. Это 17 дюймов, а сверло для футеровки ствола – 14. Мне нужно было всего лишь увеличить ствол на пару дюймов, и это сработало, хотя я не снял хвостовик.
Просмотрите элемент мультимедиа 95548Задняя сторона, и вы увидите, что режущая кромка теперь находится вверху и ведет за собой все остальные поверхности. Верхний – 0,375, а оставшийся хвостовик загнут до 0,360. Я не освобождал нижнюю сторону режущей кромки. Это больше дрель, чем развертка.
Я не освобождал нижнюю сторону режущей кромки. Это больше дрель, чем развертка.
View media item 95549Это развертка, которую я сделал, чтобы закончить отверстие от 0,375 до 0,380 для вкладыша. Его длина 12 1/2 дюйма, поэтому он подойдет для большинства пистолетных стволов. Сложнее сделать, чем другие, так как вы должны начать с большего запаса и уменьшить размер режущей кромки, а вал уменьшить еще меньше. Сделал это на фрезе с поворотным индексом и сделал ошибку, не поддерживая конец, поэтому вы можете видеть, что канавка шире на конце, где она изгибается в сторону от концевой фрезы. Кажется, это не беспокоило, что сначала был обрезан большой диаметр. курс. Не уверен, что что-то из этого полезно. В отличие от обычного ружейного сверла, это в основном инструменты для черновой обработки, так как все, что они должны сделать, это сделать отверстие достаточно большим для вкладыша, который вставляется на место с помощью Loctite, Solider или стекловолокна.
Не уверен, с каким отверстием или допуском вы работаете, но я слышал, что простой наклонный рез на круглой инструментальной стали, которая затем закаляется, дает хорошую отделку в качестве развертки. Я еще не попробовал это. Я считаю, что он должен быть близок к размеру отверстия.
Я еще не попробовал это. Я считаю, что он должен быть близок к размеру отверстия.
rgray
Активный пользователь
- #9
Я левша, а последняя развертка режет в обратном направлении (против часовой стрелки) Я буду действовать так, как будто это было намеренно!
Кобра
Активный пользователь
- #10
Не видно изображений
Новости
ГТА – Информационный центр | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ..
..  В январе этого года мы представляем вам первую в истории виртуальную выставку пневматического оружия, на которой будет проведен виртуальный день стрельбы в прямом эфире, а также представлены живые демонстрации продуктов и множество личностей из мира пневматического оружия! И многое другое….
В январе этого года мы представляем вам первую в истории виртуальную выставку пневматического оружия, на которой будет проведен виртуальный день стрельбы в прямом эфире, а также представлены живые демонстрации продуктов и множество личностей из мира пневматического оружия! И многое другое….  ..
..  , 14:32:58
, 14:32:58
 , 14:34:50
, 14:34:50 Хотя у меня есть страсть ко всем видам стрелкового спорта, моим фаворитом на протяжении многих лет стали мощные пневматические винтовки. Мы стреляем по мишеням, варминтам и крупной дичи и хорошо проводим время. Наша цель — помочь людям максимально использовать то, что существует, и понять механизмы, возможности и ограничения современных продуктов и аксессуаров для пневматического оружия. Еще раз спасибо за просмотр AirgunWeb.com и AirgunWebTV. Чтобы получить дополнительную информацию или узнать, как представить вашу продукцию на выставке, посетите: https://airgunweb.com и https://airgunwebtv.com. AirgunWeb и AirgunWebTV производятся компанией Dog River Design, LLC. www.dogriverdesign.com.
Хотя у меня есть страсть ко всем видам стрелкового спорта, моим фаворитом на протяжении многих лет стали мощные пневматические винтовки. Мы стреляем по мишеням, варминтам и крупной дичи и хорошо проводим время. Наша цель — помочь людям максимально использовать то, что существует, и понять механизмы, возможности и ограничения современных продуктов и аксессуаров для пневматического оружия. Еще раз спасибо за просмотр AirgunWeb.com и AirgunWebTV. Чтобы получить дополнительную информацию или узнать, как представить вашу продукцию на выставке, посетите: https://airgunweb.com и https://airgunwebtv.com. AirgunWeb и AirgunWebTV производятся компанией Dog River Design, LLC. www.dogriverdesign.com.  Одна из самых популярных вещей, которыми я известен, — это комплекты модификации для Umarex Gauntlet. Комплекты для модификации, которые я разрабатываю и изготавливаю, в основном предназначены для тех, кто хочет сделать все самостоятельно, кто хочет большего от своего продукта, но я также предлагаю комплексные услуги по настройке для максимального опыта «под ключ», когда я полностью настраиваю и модифицирую винтовку для вас! Так что осмотритесь и дайте мне знать, если у вас есть какие-либо вопросы.
Одна из самых популярных вещей, которыми я известен, — это комплекты модификации для Umarex Gauntlet. Комплекты для модификации, которые я разрабатываю и изготавливаю, в основном предназначены для тех, кто хочет сделать все самостоятельно, кто хочет большего от своего продукта, но я также предлагаю комплексные услуги по настройке для максимального опыта «под ключ», когда я полностью настраиваю и модифицирую винтовку для вас! Так что осмотритесь и дайте мне знать, если у вас есть какие-либо вопросы.  ..
..  Содержание этих ворот предлагается только как мнения, и авторы и GTA не несут ответственности за их точность. Вы соглашаетесь использовать этот контент полностью на свой страх и риск. Эти ворота будут содержать их сборки, идеи и технические обсуждения, а также «Мы приветствуем вас, приходите и получайте удовольствие».
Содержание этих ворот предлагается только как мнения, и авторы и GTA не несут ответственности за их точность. Вы соглашаетесь использовать этот контент полностью на свой страх и риск. Эти ворота будут содержать их сборки, идеи и технические обсуждения, а также «Мы приветствуем вас, приходите и получайте удовольствие». 
 ..
..  Особое примечание: этот форум предназначен для полевой охоты с пневматическим оружием. Может быть графика, которую нежелательно просматривать.
«Пожалуйста, не заходите на этот форум, если вы против откровенной графики или не оправдываете этот спорт.
Незаконные убийства охотничьих животных и фотографии: в связи с тем, что в каждом штате действуют свои собственные законы, касающиеся борьбы с вредителями и мелкой дичью, GTA просит вас знать законы об охоте в вашем регионе и не давать показания против федеральных законов штата и законов, касающихся охраняемых видов. ЗАПРЕЩАЕТСЯ размещать фотографии или обсуждать съемки диких кошек, собак или других домашних животных.
Все игровые картинки ДОЛЖНЫ БЫТЬ сопровождены повествованием! Темы и сообщения о незаконных убийствах дичи вне соответствующих сезонов охоты будут УДАЛЕНЫ, как и любые сообщения, не демонстрирующие надлежащего спортивного поведения и этики.
Если вы не делаете это для защиты домашнего скота или работающей фермы, НЕ Публикуйте истории об отстреле мелкой дичи не в сезон.
Особое примечание: этот форум предназначен для полевой охоты с пневматическим оружием. Может быть графика, которую нежелательно просматривать.
«Пожалуйста, не заходите на этот форум, если вы против откровенной графики или не оправдываете этот спорт.
Незаконные убийства охотничьих животных и фотографии: в связи с тем, что в каждом штате действуют свои собственные законы, касающиеся борьбы с вредителями и мелкой дичью, GTA просит вас знать законы об охоте в вашем регионе и не давать показания против федеральных законов штата и законов, касающихся охраняемых видов. ЗАПРЕЩАЕТСЯ размещать фотографии или обсуждать съемки диких кошек, собак или других домашних животных.
Все игровые картинки ДОЛЖНЫ БЫТЬ сопровождены повествованием! Темы и сообщения о незаконных убийствах дичи вне соответствующих сезонов охоты будут УДАЛЕНЫ, как и любые сообщения, не демонстрирующие надлежащего спортивного поведения и этики.
Если вы не делаете это для защиты домашнего скота или работающей фермы, НЕ Публикуйте истории об отстреле мелкой дичи не в сезон. Сообщения будут удаляться, а правонарушители-рецидивисты могут потерять право публиковать сообщения в Охотничьих воротах. Найдите друзей по охоте с пневматическим оружием здесь: https://www.zeemaps.com/map?group=962067
Сообщения будут удаляться, а правонарушители-рецидивисты могут потерять право публиковать сообщения в Охотничьих воротах. Найдите друзей по охоте с пневматическим оружием здесь: https://www.zeemaps.com/map?group=962067  ..
.. 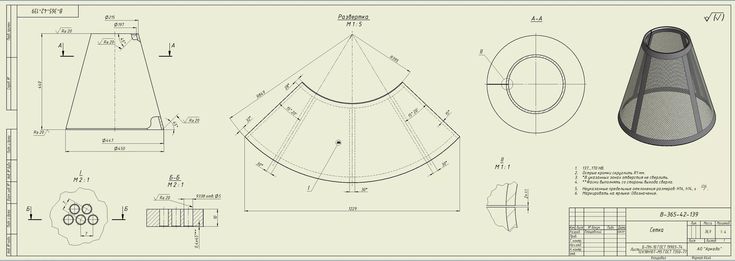 Не дискуссия или пламенная область. На этом форуме по-прежнему действуют правила GTA: нецензурная брань, оскорбления на расовой почве и/или личные нападки запрещены.
Не дискуссия или пламенная область. На этом форуме по-прежнему действуют правила GTA: нецензурная брань, оскорбления на расовой почве и/или личные нападки запрещены. 
 ..
..  ..
..  , 15:49:27
, 15:49:27Статья по изготовлению ювелирных изделий.
 Выбор правильной развертки для бисера: незаменимый инструмент для ювелирных дизайнеров
Выбор правильной развертки для бисера: незаменимый инструмент для ювелирных дизайнеров- Ресурсы для бисероплетения/
- Изделия для ювелирного дела/
- Выбор правильной развертки для бисера: важный инструмент для бисероплетения для дизайнеров ювелирных изделий
Энн Мари Хантер, эксклюзивно для Fire Mountain Gems and Beads®
Говорят, что хорошая развертка для бусин может стать вашим лучшим другом.
Развертка для валиков представляет собой заостренный круглый надфиль, который используется либо для сглаживания краев просверленного отверстия в валике, либо для увеличения или выравнивания самого отверстия. Развертка позволяет использовать бусины, которые могут показаться непригодными для использования из-за того, что отверстие для нанизывания слишком маленькое, не выровнено должным образом, имеет заусенцы или острые края. может изнашивать или истирать провод или шнур вашей конструкции. Наконец, развертка для валиков помогает дизайнеру добиться ровных центров и больших отверстий валиков, не повреждая валики.
может изнашивать или истирать провод или шнур вашей конструкции. Наконец, развертка для валиков помогает дизайнеру добиться ровных центров и больших отверстий валиков, не повреждая валики.
Развертки имеют отличительные особенности, поэтому очень важно выбрать правильный инструмент для конкретного материала. Fire Mountain Gems and Beads® предлагает отличный выбор разверток для бисера, и дополнительная информация о выборе правильной развертки может способствовать успеху в дизайне ювелирных изделий и мастеров по бисероплетению:
- Сверхтонкая развертка для жемчуга
По словам Эстер, эксперта по ювелирному делу, «жемчуг мягче, а рифленая двойная спираль этой сверхтонкой развертки для жемчуга позволяет увеличить или сгладить размер отверстия жемчуга». Эта развертка идеально подходит для пресноводного жемчуга, потому что они могут быть хрупкими. Он наиболее эффективен при использовании легкого скручивающего движения. Изготовленный из сплава нержавеющей стали и имеющий специальное поперечное сечение S-образной формы, этот развертка устойчива к поломке.
Изготовленный из сплава нержавеющей стали и имеющий специальное поперечное сечение S-образной формы, этот развертка устойчива к поломке. - Набор алмазных разверток с напылением
«Развёртки в этом наборе из четырёх предметов больше действуют как напильники», — отмечает Эстер. «Они очень хорошо работают с бусинами из драгоценных камней, чтобы увеличить размер отверстия или удалить нежелательные заусенцы из отверстия. Эти развертки удаляют небольшое количество материала за один раз с более твердых поверхностей драгоценных камней, чтобы снизить риск повреждения. Они хорошо подходят для открытия конца бусины с незавершенным или незавершенным отверстием». Инкрустированные алмазной пылью промышленного качества и доступные в нескольких формах и ширинах, эти стальные инструменты хорошо подходят для камней с очень небольшие отверстия или нежелательные заусенцы. - Развертка с алмазным напылением
Эта развертка равномерно увеличивает размер отверстия до желаемого размера, начиная с 1 мм. Благодаря алмазному покрытию эта развертка идеально подходит для более твердых драгоценных камней или бусин. Его можно использовать на большинстве камней, стекла и керамики. Размер развертки 1 мм в ширину.
Благодаря алмазному покрытию эта развертка идеально подходит для более твердых драгоценных камней или бусин. Его можно использовать на большинстве камней, стекла и керамики. Размер развертки 1 мм в ширину. - Набор сменных разверток из 4 предметов
Великолепные развертки для драгоценных камней. Наконечники с алмазным напылением из этого набора увеличивают и выпрямляют отверстия и сглаживают любые поверхности или шероховатые края вокруг отверстий. Эти развертки также отлично подходят для полимерной глины и деревянных бусин, так как часто деревянные бусины имеют свободные волокна или осколки в отверстии, которые при использовании зацепят нанизывающие материалы, такие как атласный шнур. - Развертка с алмазным напылением
Эта стальная развертка с алмазным напылением незаменима для многих наиболее распространенных задач развёртывания, используйте её как для увеличения диаметра, так и для выпрямления отверстий. Держите его под рукой для использования с акриловыми бусинами, художественной глиной или бисквитными бусинами. шириной 1,8 мм.
Набор из 4 предметов включает: желтый 1,8 мм, красный 3,0 мм, зеленый 4,8 мм и синий 5,0 мм
Сменный набор из 4 предметов включает: один длинный виток (длина 80 мм, ширина 3,2 мм в верхней части), один плоский (ширина 5,7 х толщина 1,4 мм в верхней части. Сужается до 0,5 мм на конце), один короткий виток (2 мм толщиной в верхней части файла) и одну стрелку (толщиной 5,8 мм).
Как пользоваться разверткой для бусин
Для бусин диаметром 8 мм или меньше пинцет с пластиковым наконечником будет удерживать бусины на месте при работе с разверткой. Кроме того, рекомендуется рассверливать бусины и камни, пока они мокрые или в миске с водой. Вода действует как смазка для защиты шариков от сколов или растрескивания из-за теплоты трения, возникающей при использовании этих инструментов. Вода не только защищает компонент от повреждений, но и снижает износ самой развертки. В целях безопасности всегда надевайте защитные очки при использовании жемчужных или бусинных разверток.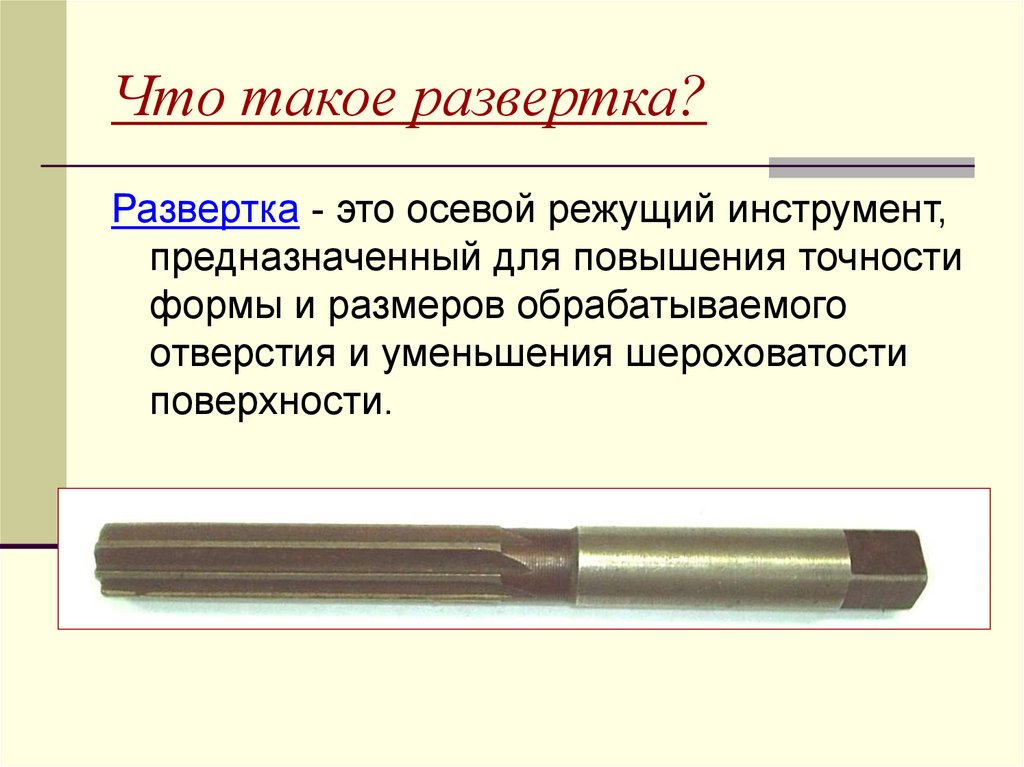
Наконец, Эстер дает отличный совет по эффективному использованию римера. ”Используйте наименьшие чаевые для начала, потому что чаевые специально предназначены для приема понемногу за раз. Не заставляйте развертку делать эту работу, а позвольте инструменту сделать работу за вас, чтобы бусины не были повреждены». Вы также можете использовать ювелирную пилу в качестве развертки, как показано в этом коротком видео: «Использование ювелирной пилы в качестве развертки жемчуга / бисера».
| Какой ример использовать в зависимости от материала | |||||
Артикул h30-1539TL | Артикул h30-3232TL | Артикул h30-3234TL | Артикул h30-3263TL | Артикул h30-1590TL | |
Акриловые бусины | х | х | х | х | Да |
Бисквитные керамические бусины | Да | х | Да | х | Да |
Глазурованные керамические бусины | х | х | Да | х | х |
Бусины из драгоценных камней | х | Да | Да | Да | х |
Стеклянные бусины | х | х | Да | х | х |
Металлическая глина | х | х | х | х | Да |
Жемчуг | Да | х | х | х | х |
Бусины из полимерной глины | х | х | х | Да | х |
Деревянные бусины | х | х | х | Да | х |
Дизайн с . ..
..
- Развертки борта
- Ювелирная пила и пильные диски
- Пинцет с пластиковым наконечником
Дополнительные ресурсы …
- ”Как использовать развертки для бисера и жемчуга” обучающее видео
Как вам понравился этот ресурс ? Ваши отзывы помогают нам предоставлять ресурсы, которые наиболее важны для вас.
Что такое развертка?
Развертка или развертка для бисера станет прекрасным дополнением к вашей коллекции украшений. Но если вы никогда об этом не слышали, вам может быть интересно: что такое развертка? Ниже мы изложили некоторые основные сведения об инструментах для развертки и о том, как их можно использовать для улучшения вашего проекта по изготовлению ювелирных изделий.
Что такое развертка и для чего она используется?
Развертка используется для небольшого увеличения размера уже существующего отверстия в металле, чтобы оставить гладкие стороны, удаляя любые заусенцы или шероховатые края. Это заостренный круглый напильник с наконечником, который обычно покрыт алмазной пылью для создания твердой и прочной поверхности, которая отлично подходит для опиливания. Развертки идеальны для тех, кто ищет более точное отверстие, так как они берут предварительно просверленное сверлом отверстие и делают его по-настоящему круглым и точного диаметра.
Это заостренный круглый напильник с наконечником, который обычно покрыт алмазной пылью для создания твердой и прочной поверхности, которая отлично подходит для опиливания. Развертки идеальны для тех, кто ищет более точное отверстие, так как они берут предварительно просверленное сверлом отверстие и делают его по-настоящему круглым и точного диаметра.
В чем разница между сверлением, расточкой и развертыванием?
Все три процесса преследуют одну и ту же цель, но как их отличить? Основные различия между сверлением, растачиванием и развертыванием заключаются в том, что каждый из них выполняет свою роль и использует разные инструменты:
- Сверление используется для формирования совершенно нового отверстия с помощью сверла.
- Растачивание используется для расширения отверстия на токарном станке.
- Развертка используется для совершенствования и сглаживания и использует инструмент развертки.
При создании отверстия процесс растачивания всегда должен идти после сверления, а развертывание должно быть последним – эта последовательность никогда не меняется, так как нельзя растачивать, пока не просверлишь, и нельзя разворачивать, пока При создании отверстия, процесс сверления всегда должен быть первым, затем расточкой и последним должно быть развертывание. Эта последовательность никогда не должна меняться. Сверление формирует отверстие, а два других процесса помогают сформировать точное или лучшее отверстие.
Эта последовательность никогда не должна меняться. Сверление формирует отверстие, а два других процесса помогают сформировать точное или лучшее отверстие.
Итак, для чего в ювелирном деле используется развертка?
Обычно в металлообработке используется развертка. Но в ювелирном деле развертки отлично подходят для бисероплетения, поскольку они позволяют создавать точные отверстия для продевания цепочек разного размера. Вам может пригодиться развертка, когда у вас есть острые края, которые могут обрезать вашу нить для бисероплетения, когда ваши бусины не совсем правильно выровнены или отверстия слишком малы для вашей иглы или проволоки для бисероплетения. Инструмент для удаления заусенцев удобен для нанизывания бисера, так как он может аккуратно увеличить отверстия в стеклянных, каменных и керамических бусинах, а это означает, что вам не придется разочаровываться, когда ваша бусина не подходит к проволоке или нитке.
Итак, если вы нашли идеальную бусину для своего дизайна, но вам не нравится отделка, возьмите набор из 4 алмазных разверток, чтобы избавиться от ненужных остатков и увеличить отверстия для бисероплетения. С выбором из двух конических разверток, одной цилиндрической формы и одной конусной формы у вас есть все, что вам нужно.
С выбором из двух конических разверток, одной цилиндрической формы и одной конусной формы у вас есть все, что вам нужно.
Типы разверток: какой выбрать?
Как уже упоминалось, развертка представляет собой круглый напильник, который используется для увеличения, выравнивания или сглаживания отверстий, которые уже были просверлены с помощью сверла или режущего инструмента. Но что вы должны использовать для своего ювелирного проекта? Это будет зависеть от ваших требований и материалов, с которыми вы работаете. Мы составили список некоторых типов разверток, которые могут вам пригодиться при воплощении ваших украшений в жизнь:
- Ручная развертка . Как правило, наборы ручных разверток поставляются с наконечниками разного размера для различных буртиков – от плоских напильников до остроконечных разверток.
- Развертка для жемчуга идеально подходит для тех, кто хочет создавать украшения из жемчуга.
- Эти наборы инструментов для развёртки имеют узкие наконечники, которые могут поместиться в естественные маленькие отверстия в жемчуге.

- Развертка аккумуляторная: Они отлично подходят для тех, кто регулярно работает с развертками, или для тех, у кого могут возникнуть трудности с захватом инструментов руками. По сути, они делают всю регистрацию за вас и помогают ускорить производственный процесс. Они доступны с насадками разного размера, чтобы удовлетворить широкий спектр проектов и требований по бисероплетению.
- Наконечники для округления проволоки: Они часто доступны в качестве насадки для аккумуляторных разверток. Эти наконечники можно использовать для закругления концов проволоки и удаления любых острых краев, которые могут зацепиться или поцарапаться. Их можно использовать как для тонкой проволоки, так и для ушной проволоки ручной работы.
Независимо от того, какой тип развертки вы выберете, вы сможете воспользоваться преимуществами. От экономии денег за счет отсутствия необходимости выбрасывать непригодные бусины до защиты ваших ниток и цепочек от зацепления за грубые заусенцы в отверстиях бусинок.
Отправляйтесь в Cooksongold, чтобы найти все инструменты для бисероплетения , необходимые для совершенствования вашего следующего ювелирного проекта, – от инструментов для разверток до ковриков и досок для бисероплетения, чтобы убедиться, что ваши материалы остаются на месте во время работы. Закажите инструменты для изготовления ювелирных изделий онлайн сегодня.
Сохранить на потом
Написано
Куксонгольд
Развертки Kennametal® PCD Full Form — инструменты для развертки для сверления и изготовления отверстий
Фильтры
162460
Фильтры
Посмотреть фильтры в
Метрика
Дюйм
Обновить поисковый запрос
Показать устаревшие продукты
Основные фильтры
Материал заготовки
Материал заготовки
Н Н Цветные материалы (45)
Н1 N1
Кованый алюминий
(45)
Н2 N2
Алюминиевые сплавы с низким содержанием кремния и сплавы магния Si <12,2%
(45)
Н3 N3
Алюминиевые сплавы с высоким содержанием кремния Si >12,2%
(45)
N4 N4
Медь, латунь, цинк на основе индекса обрабатываемости в диапазоне 70-100
(45)
Приложения
Приложения
выбор диапазона знак равно ≥ ≤ Диапазон
Диаметр резки
Диаметр резки
0,237 0,237 дюйма (2)
0,25 0,25 дюйма (2)
0,313 0,313 дюйма (2)
0,315 0,315 дюйма (2)
0,375 0,375 дюйма (2)
0,394 0,394 дюйма (2)
0,438 0,438 дюйма (2)
0,473 0,473 дюйма (2)
0,5 0,5 дюйма (2)
0,551 0,551 дюйма (2)
0,625 0,625 дюйма (2)
0,63 0,63 дюйма (2)
0,709 0,709 дюйма (2)
0,75 0,75 дюйма (2)
0,787 0,787 дюйма (2)
0,866 0,866 дюйма (1)
0,876 0,876 дюйма (1)
0,984 0,984 дюйма (1)
1,0 1,0 дюйма (1)
1.
 102
1,102 дюйма
(1)
102
1,102 дюйма
(1)1,125 1,125 дюйма (1)
1,181 1,181 дюйма (1)
1,25 1,25 дюйма (1)
1,26 1,26 дюйма (1)
1,417 1,417 дюйма (1)
1,438 1,438 дюйма (1)
1,563 1,563 дюйма (1)
1,575 1,575 дюйма (1)
1,653 1,653 дюйма (1)
1,655 1,655 дюйма (1)
Минимальный диаметр резки режущий диаметр_I Введите значение 0,237 дюйма (2) 0,25 дюйма (2) 0,313 дюйма (2) 0,315 дюйма (2) 0,375 дюйма (2) 0,394 дюйма (2) 0,438 дюйма (2) 0,473 дюйма (2) 0,5 дюйма (2) 0,551 дюйма (2) 0,625 дюйма (2) 0,63 дюйма (2) 0,709 дюйма (2) 0,75 дюйма (2) 0,787 дюйма (2) 0,866 дюйма (1) 0,876 дюйма (1) 0,984 дюйма (1) 1,0 дюйма (1) 1,102 дюйма (1) 1,125 дюйма (1) 1,181 дюйма (1) 1,25 дюйма (1) 1,26 дюйма (1) 1,417 дюйма (1) 1,438 дюйма (1) 1,563 дюйма (1) 1,575 дюйма (1) 1,653 дюйма (1) 1,655 дюйма (1) к Максимальный диаметр резки Диаметр резки 0,237 дюйма (2) 0,25 дюйма (2) 0,313 дюйма (2) 0,315 дюйма (2) 0,375 дюйма (2) 0,394 дюйма (2) 0,438 дюйма (2) 0,473 дюйма (2) 0,5 дюйма (2) 0,551 дюйма (2) 0,625 дюйма (2) 0,63 дюйма (2) 0,709 дюйма (2) 0,75 дюйма (2) 0,787 дюйма (2) 0,866 дюйма (1) 0,876 дюйма (1) 0,984 дюйма (1) 1,0 дюйма (1) 1,102 дюйма (1) 1,125 дюйма (1) 1,181 дюйма (1) 1,25 дюйма (1) 1,26 дюйма (1) 1,417 дюйма (1) 1,438 дюйма (1) 1,563 дюйма (1) 1,575 дюйма (1) 1,653 дюйма (1) 1,655 дюйма (1)
выбор диапазона знак равно ≥ ≤ Диапазон
Диаметр резки
Диаметр резки
6.
0
6,0 мм
(2)6.351 6,351 мм (2)
7,95 7,95 мм (2)
8.0 8,0 мм (2)
9,525 9,525 мм (2)
10,0 10,0 мм (2)
11.
125
11,125 мм
(2)12,0 12,0 мм (2)
12.701 12 701 мм (2)
14,0 14,0 мм (2)
15.
875
15,875 мм
(2)16,0 16,0 мм (2)
18,0 18,0 мм (2)
19.05 19,05 мм (2)
20,0 20,0 мм (2)
22,0 22,0 мм (1)
22.
25
22,25 мм
(1)25,0 25,0 мм (1)
25.401 25 401 мм (1)
28,0 28,0 мм (1)
28.
576
28,576 мм
(1)30,0 30,0 мм (1)
31,75 31,75 мм (1)
32,0 32,0 мм (1)
36,0 36,0 мм (1)
36.
525
36,525 мм
(1)39,7 39,7 мм (1)
40,0 40,0 мм (1)
41,95 41,95 мм (1)
42,0 42,0 мм (1)
Минимальный диаметр резки режущий диаметр_M Введите значение 6,0 мм (2) 6,351 мм (2) 7,95 мм (2) 8,0 мм (2) 9,525 мм (2) 10,0 мм (2) 11,125 мм (2) 12,0 мм (2) 12 701 мм (2) 14,0 мм (2) 15,875 мм (2) 16,0 мм (2) 18,0 мм (2) 190,05 мм (2) 20,0 мм (2) 22,0 мм (1) 22,25 мм (1) 25,0 мм (1) 25 401 мм (1) 28,0 мм (1) 28,576 мм (1) 30,0 мм (1) 31,75 мм (1) 32,0 мм (1) 36,0 мм (1) 36,525 мм (1) 39,7 мм (1) 40,0 мм (1) 41,95 мм (1) 42,0 мм (1) к Максимальный диаметр резки Диаметр резки 6,0 мм (2) 6,351 мм (2) 7,95 мм (2) 8,0 мм (2) 9,525 мм (2) 10,0 мм (2) 11,125 мм (2) 12,0 мм (2) 12 701 мм (2) 14,0 мм (2) 15,875 мм (2) 16,0 мм (2) 18,0 мм (2) 19,05 мм (2) 20,0 мм (2) 22,0 мм (1) 22,25 мм (1) 25,0 мм (1) 25 401 мм (1) 28,0 мм (1) 28,576 мм (1) 30,0 мм (1) 31,75 мм (1) 32,0 мм (1) 36,0 мм (1) 36,525 мм (1) 390,7 мм (1) 40,0 мм (1) 41,95 мм (1) 42,0 мм (1)
Стиль соединения
Стиль соединения
Короткий конический хвостовик развертки Короткий конический хвостовик развертки (17)
Прямоцилиндрический Прямоцилиндрический (28)
Количество флейт
Количество флейт
2 2 (4)
4 4 (30)
6 6 (11)
Серверная часть
Тип соединения
Тип соединения
ЦИЛИНДРИЧЕСКИЙ ЦИЛИНДРИЧЕСКИЙ (28)
КОРОТКИЙ КОНУС КОРОТКИЙ КОНУС (17)
выбор диапазона знак равно ≥ ≤ Диапазон
Задний диаметр
Задний диаметр
6.
0
6,0 мм
(2)6.351 6,351 мм (2)
7,95 7,95 мм (2)
8.0 8,0 мм (2)
9,525 9,525 мм (2)
10,0 10,0 мм (2)
11.
101
11,101 мм
(2)12,0 12,0 мм (2)
12.701 12 701 мм (2)
14,0 14,0 мм (2)
15.
875
15,875 мм
(2)16,0 16,0 мм (2)
17,5 17,5 мм (4)
18,0 18,0 мм (2)
19.
05
19,05 мм
(1)20,0 20,0 мм (3)
25,0 25,0 мм (5)
30,0 30,0 мм (2)
35,0 35,0 мм (4)
Минимальный диаметр задней части
бэкэндDiameter_M
Введите значение
6,0 мм (2)
6,351 мм (2)
7,95 мм (2)
8,0 мм (2)
9,525 мм (2)
10,0 мм (2)
11 101 мм (2)
12,0 мм (2)
12 701 мм (2)
14,0 мм (2)
15,875 мм (2)
16,0 мм (2)
17,5 мм (4)
18,0 мм (2)
190,05 мм (1)
20,0 мм (3)
25,0 мм (5)
30,0 мм (2)
35,0 мм (4)
к
Макс. задний диаметр
Задний диаметр
6,0 мм (2)
6,351 мм (2)
7,95 мм (2)
8,0 мм (2)
9,525 мм (2)
10,0 мм (2)
11 101 мм (2)
12,0 мм (2)
12 701 мм (2)
14,0 мм (2)
15,875 мм (2)
16,0 мм (2)
17,5 мм (4)
18,0 мм (2)
190,05 мм (1)
20,0 мм (3)
25,0 мм (5)
30,0 мм (2)
35,0 мм (4)
выбор диапазона знак равно ≥ ≤ Диапазон
Задний диаметр
Задний диаметр
0,237 0,237 дюйма (2)
0,25 0,25 дюйма (2)
0,313 0,313 дюйма (2)
0,315 0,315 дюйма (2)
0,375 0,375 дюйма (2)
0,394 0,394 дюйма (2)
0,437 0,437 дюйма (2)
0,473 0,473 дюйма (2)
0,5 0,5 дюйма (2)
0,551 0,551 дюйма (2)
0,625 0,625 дюйма (2)
0,63 0,63 дюйма (2)
0,69 0,69 дюйма (4)
0,709 0,709 дюйма (2)
0,75 0,75 дюйма (1)
0,787 0,787 дюйма (3)
0,984 0,984 дюйма (5)
1,181 1,181 дюйма (2)
1,379 1,379 дюйма (4)
Минимальный диаметр задней части
бэкэндDiameter_I
Введите значение
0,237 дюйма (2)
0,25 дюйма (2)
0,313 дюйма (2)
0,315 дюйма (2)
0,375 дюйма (2)
0,394 дюйма (2)
0,437 дюйма (2)
0,473 дюйма (2)
0,5 дюйма (2)
0,551 дюйма (2)
0,625 дюйма (2)
0,63 дюйма (2)
0,69 дюйма (4)
0,709в (2)
0,75 дюйма (1)
0,787 дюйма (3)
0,984 дюйма (5)
1,181 дюйма (2)
1,379 дюйма (4)
к
Макс.