К разметочному инструменту не относится – 2.5. Разметка. Слесарное дело: Практическое пособие для слесаря
alexxlab | 22.10.2019 | 0 | Разное
Инструменты для плоскостной разметки – Разметка
Чертилки (иглы) – служат для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольника или шаблона. Изготовляют чертилки из инструментальной стали У10 илиьУ12. Для разметки на стальной, хорошо обработанной поверхности применяют чертилки из латуни, а на алюминии риски наносят остро заточенным карандашом.
Рис. 1. Чертилки:а — круглая, б — с отогнутым концом, в — применение чертилки с отогнутым концом, г — со вставными иглами, д — карманная; 1 — игла, 2 — корпус, 3 — запасные иглы, 4 — пробка
Широко применяют три вида чертилок: круглую, с отогнутым концом и со вставной иглой.
Круглая чертилка представляет собой стальной стержень длиной 150 — 200 мм и диаметром 4—5 мм, один конец которого закален на длине 20 — 30 мм и заострен под углом 15° , а другой согнут в кольцо диаметром 25-30 мм (рис. 32, а).
Чертилка с отогнутым концом представляет собой стальной стержень, заостренный с двух сторон, один конец которого отогнут под углом 90° (рис. 1, б). Средняя часть чертилки утолщена и для удобства на ней сделана накатка. Отогнутым концом наносят риски в труднодоступных местах (рис. 1, в).
Чертилка со вставной иглой (рис. 1, г) выполнена по типу часовых отверток; в качестве вставной иглы могут быть использованы стальные заточенные и закаленные стержни.
Чертилка карманная разметчика В. А. Андреева (рис. 1, д) выполнена в виде карандаша с убирающимся острием. Корпус чертилки состоит из двух частей, вращающихся друг относительно друга на четырех шариках, которые заводятся при сборке через продольные пазы. Предусмотрен держатель для крепления чертилки в кармане работающего и для предотвращения скатывания с плиты. На рабочий стержень напаян стержень из твердого сплава ВК6, заточенный на конус с углом 20° Чертилки должны быть острозаточенными.
Рис. 2. Заточка чертилки
Коническая поверхность чертилки должна быть хорошо обработанной (гладкой), не царапать линейку, угольник. Чем острее рабочая часть чертилки, тем тоньше будет разметочная риска и тем, следовательно, выше точность разметки. Затачивают чертилки на заточных станках (рис. 2). Чертилку берут левой рукой за середину, а правой рукой за конец, противоположный затачиваемому. Выдерживая постоянный угол наклона относительно абразивного круга, с легким нажимом прикладывают чертилку конусом к вращающемуся кругу, равномерно вращая ее пальцами правой руки. Во избежание отпуска острие чертилки периодически охлаждают в жидкости.
Кернер — слесарный инструмент, применяется для нанесения углубления (кернов) на предварительно размеченных линиях. Керны делают для того, чтобы риски были отчетливо видны и не стирались в процессе обработки детали. Изготовляют кернеры из инструментальной углеродистой стали У7А, У8А, 7ХФ, 8Хф. Рабочую часть кернеров (конус) термически обрабатывают на длине 15 — 30 мм до твердости HRC 55 — 59, а ударную часть — на длине 15 — 25 мм до твердости HRC 40—45. Средняя часть кернера имеет рифление (накатку) для удобства работы им.
Кернеры бывают обыкновенные, специальные, пружинные (механические) и электрические.
Обыкновенный кернер (рис. 3, а) представляет собой стальной стержень длиной 100, 125 и 160 мм и диаметром 8, 10, 12 мм, боек его имеет сферическую поверхность. Острие кернера затачивают на торце шлифовального круга под углом 50 — 60° (рис. 3, б). При более точной разметке пользуются малыми кернерами с острием, заточенным под углом 30-45° .
У кернеров для разметки центров отверстий, подлежащих сверлению, острие затачивают под углом 75° .
Высокопроизводительными кернерами являются специальные, для шаговой разметки, пружинные, электрические.
Специальные кернеры (рис. 4, а) применяют для накернивания малых отверстий и закруглений небольших радиусов. Применение такого кернера заметно повышает качество разметки и производительность.
Кернер для шаговой разметки (рис. 4, б) состоит из двух кернеров — основного и вспомогательного, скрепленных общей планкой. Расстояние между ними регулируется с помощью отверстий в планке в зависимости от шага размечаемых отверстий. Первое углубление накернивают кернером. Затем в полученное углубление вставляют кернер и ударом молотка по кернеру накернивают углубление. После этого кернер переставляют в следующее положение. Шаг между отверстиями выдерживается автоматически, чем и достигается точность разметки и повышение производительности.
Кернер с лупой С. М. Ненастьева (рис. 4, в) состоит из двух хомутиков, соединенных винтом 6 и затягиваемых после установки лупы по зрению рабочего. В одном хомутике устанавливается 3 — 5-кратиая лупа, другой хомутик служит для установки лупы на кернер по высоте ее крепления.

Рис. 3. Обыкновенный кернер (а), его заточка (б)

Рис. 4. Специальные кернеры: а — для накернивания закруглений; б — шариковый, в — с лупой Л. М. Ненастьева
Рис. 5. Пружинный кернер
Рис. 6. Электрический кернер
Пружинный кернер (рис. 5) применяется для точной разметки тонких и ответственных изделий. Принцип его действия основан на сжатии и мгновенном освобождении пружины.
Кернер имеет корпус, свинченный из трех частей. В корпусе помещаются две пружины, стержень с кернером, ударник со смещающимся сухарем и плоская пружина. При нажатии на изделие острием кернера внутренний конец стержня упирается в сухарь, в результате чего ударник перемещается вверх и сжимает пружину. Упершись в ребро заплечика, сухарь сдвигается в сторону и кромка его сходит со стержня. В этот момент ударник под действием силы сжатой пружины наносит по концу стержня с кернером удар. Сразу после этого пружиной восстанавливается начальное положение кернера. Сила удара 10—15 кгс регулируется ввинчиванием или отвинчиванием упорного колпачка. Вместо кернера в стержень можно вставить клеймо и тогда механический кернер можно использовать для клеймения деталей.
Электрический кернер (рис. 6) состоит из корпуса, пружин, ударника, катушки, кернера. При нажатии установленным на риске острием кернера электрическая цепь замыкается и ток, проходя через катушку, создает магнитное поле, ударник мгновенно втягивается в катушку и наносит удар по стержню кернера. Во время^ переноса кернера в другую точку пружина размыкает цепь, а пружина возвращает ударник в исходное положение. Электрический кернер отличается высокой производительностью.
Пневматический «пистолет» (рис. 7, а) применяется для различных керновочных работ. Для удобства он снабжен ручкой, расположенной под углом к оси корпуса, и пусковой кнопкой.
Пневматический портативный кернер А. Н. Подвысоцкого (рис. 7, б) отличается от других кернеров малыми размерами и отсутствием рукоятки, которой служит сам кернер.
Циркули используют для разметки окружностей и дуг, для деления отрезков, окружностей и для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
Рис. 7. Кернеры: а — пневматический «пистолет», б — пневматический портативный А. Н. Подвысоцкого

Рис. 8. Циркули слесарные: а — точный, б — пружинный, в — составными иглами
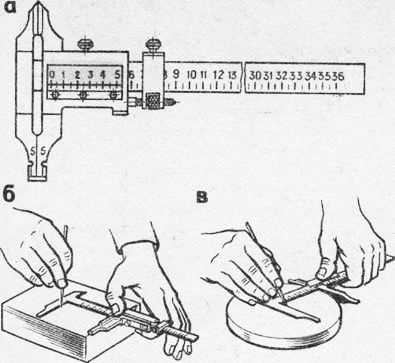
Рис. 9. Разметочный штангенциркуль: а — устройство, б — нанесение прямых линий, а — разметка центра окружности
Разметочные циркули бывают: простои или с дугой, точный (рис. 8, а) и пружинный (рис. 8, б). Простой циркуль состоит из двух шарнирно соединенных ножек (рис. 8, а), целых или со вставными иглами (рис. 8, в), он позволяет установку нужного раствора ножек фиксировать винтов.
Рис. 10. Разметочный штангенциркуль
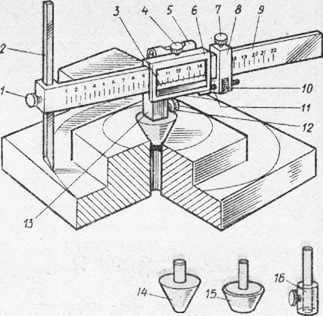
Рис. 11. Усовершенствованный разметочный штангенциркуль: 1 — стопорный зажим, 2 — резец, 3 — нониус, 4, 12 — зажимы, 5 — уровень, 6 — рамка, 7 — винт, 8 — хомутик, 9 — штанга, 10 — гайка, 11 — микровинт, 13, 14, 15 — вставки, 16 — удлинитесь
Слесари-новаторы, стремясь повысить точность разметки, совершенствуют конструкции циркулей.
Л. С. Новиков разработал конструкцию циркуля (рис. 8, г), состоящего из двух ножек, снабженных на концах закаленными иглами, и двух разъемных линз с 5-кратным увеличением.
Для точной установки размеров циркуль имеет микрометрический винт. Преимущества этого циркуля: удобство и высокая точность установки. Однако его детали требуют особо аккуратного обращения и хранения.
Особенностью конструкции циркуля (рис. 8, а) является устройство для установки циркуля непосредственно по его шкале с точностью до 0,2 мм. Микрометрические винты повышают точность этой установки. Сменные иглы затягиваются гайками.
Разметочный штангенциркуль (рис. 9, а) предназначен для точной разметки прямых линий (рис. 9, б) и центров (рис. 9, в).
Разметочный штангенциркуль (рис. 10) служит для разметки окружностей больших диаметров. Он имеет штангу с миллиметровыми делениями и две ножки — неподвижную со стопорным винтом и подвижную с рамкой и нониусом, стопорным винтом для закрепления рамки. Стопорный винт служит для крепления вставной иглы, которая перемещается вниз и вверх и может устанавливаться на разных уровнях.

Рис. 12. Рейсмас (а) и его примененное
Рамка с помощью микрометрического винта соединяется с хомутиком. Перемещается рамка по штанге вручную и закрепляется зажимом. Микрометрическая подача рамки осуществляется поворотом гайки при закрепленном хомутике винтом.
При разметке вначале устанавливают центрирующую опору, соответствующую базовому отверстию, затем на плоскость размечаемой детали устанавливается резец. После этого проверяют горизонтальное положение штангенциркуля по уровню, закрепляют резец стопорным зажимом и производят разметку.
Рейсмас является основным инструментом для пространственной разметки. Он служит для нанесения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмас состоит из чугунного основания (рис. 12, а), вертикальной стойки (штатива), винта с гайкой для крепления чертилки, установочного винта для подводки иглы на точную установку размера, планки и муфты. Применение рейсмаса показано на рис. 12.
Для более точной разметки применяют рейсмас с микрометрическим винтом.
Реклама:
Читать далее:
Подготовка к разметке
Статьи по теме:
pereosnastka.ru
3 Основные слесарные операции
Технология слесарной обработки содержит ряд основных операций, таких, как разметка, рубка правка и гибка металлов, резка металлов, опиливание, сверление, зенкование, зенкерование и развертывание отверстий, нарезание резьбы, клепка, притирка и доводка, пайка и др. Большинство этих операций относится к обработке металлов резанием.
3.1 Разметка
Разметкой называется операция нанесения на поверхность заготовки линий (рисок), показывающих согласно чертежу контуры детали или местá, подлежащие обработке. Разметку подразделяют на:
– линейную (одномерную) – по длине прутков, проката, полосовой стали,
– плоскостную (двумерную) – для заготовок из листового металла,
– пространственную (объемную, трехмерную) – для объемных заготовок.
К специальному разметочному инструменту относятся чертилки, кернеры, разметочные циркули, рейсмусы. Кроме этих инструментов используются молотки, разметочные плиты и вспомогательные приспособления: подкладки, домкраты и т.д.
Рисунок 6 Чертилка | Чертилки (рисунок 6) служат для нанесения линий на размечаемую поверхность заготовки. Изготавливают их из инструментальной стали У10 или У12 (твердость HRC 58-62). Кернеры (рисунок 7) применяют для нанесения углублений (кернов) на предварительно |
Рисунок 7 Кернер | |
размеченных линиях, чтобы линии были отчетливо видны и не стирались в процессе обработки деталей. Кернер – это стержень из инструментальной углеродистой стали У7, У8 (HRC 52-57) длиной 100-160 мм и диаметром 8-12 мм. Угол заточки — обычно 60, при более точных разметках — 30-45°, для центров будущих отверстий — 75°. Разметочные (слесарные) циркули по устройству аналогичны чертежным циркулям. Рейсмус (рисунок 8) служит для нанесения параллельных вертикальных и горизонтальных рисок. В последнее время чаще используют штангенрейсмус с острым наконечником. Плоскостную и особенно пространственную разметки заготовок производят на разметочных плитах. Разметочная плита — это чугунная отливка, горизонтальная рабочая поверхность и боковые грани которой очень точно обработаны. Шаблоном называется приспособление, по которому изготавливают детали или проверяют их | |

после обработки. Разметка по шаблону используется при изготовлении больших партий одинаковых деталей. Она целесообразна потому, что трудоемкая и требующая много времени разметка по чертежу выполняется только один раз при изготовлении шаблона. Все последую щие операции разметки заготовок заключаются в копировании очертаний шаблона. Кроме того, изготовленные шаблоны могут использоваться для контроля детали после обработки заготовки.
3.2 Правка и гибка металлов
Правкой называется операция по устранению дефектов заготовок и деталей в виде вогнутости, выпуклости, волнистости, коробления, искривления и т. д. Ее сущность заключается в сжатии выпуклого слоя металла и расширении вогнутого.
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор того или иного способа правки зависит от величины прогиба, размеров и материала заготовки (детали).
Правка может быть ручной (на стальной или чугунной правильной плите) или машинной (на правильных вальцах или прессах).
Правильная плита, так же как и разметочная, должна быть массивной. Ее размеры могут быть от 400400 мм до 15003000 мм. Устанавливаются плиты на металлические или деревянные подставки, обеспечивающие устойчивость плиты и горизонтальность ее положения.
Для правки закаленных деталей (рихтовки) используют рихтовальные бабки. Они изготовляются из стали и закаливаются. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150—200 мм.
Ручную правку производят специальными молотками с круглым, радиусным или вставным из мягкого металла бойком. Тонкий листовой металл правят киянкой (деревянным молотком).
Проверяют правку «на глаз», а при высоких требованиях к прямолинейности полосы — лекальной линейкой или на проверочной плите.
Валы и круглые заготовки большого сечения правят с помощью ручного винтового или гидравлического пресса.
Гибка металлов применяется для придания заготовке изогнутой формы согласно чертежу. Сущность ее заключается в том, что одна часть заготовки перегибается по отношению к другой на какой-либо заданный угол. Ручную гибку производят в тисках с помощью слесарного молотка и различных приспособлений.
Гибку тонкого листового металла производят киянкой.
При пластической деформации металла в процессе гибки нужно учитывать упругость материала: после снятия нагрузки угол загиба несколько увеличивается.
Изготовление деталей с очень малыми радиусами изгиба связано с опасностью разрыва наружного слоя заготовки в месте изгиба. Размер минимально допустимого радиуса изгиба зависит от механических свойств материала заготовки, от технологии гибки и качества поверхности.
Гибку труб производят с наполнителем (обычно сухой речной песок) или без него. Наполнитель предохраняет стенки трубы от образования в местах изгиба складок и морщин (гофров).
studfiles.net
2.2 Разметка. Назначение разметки, разметочные инструменты. Особенности слесарных работ судоремонтного завода
Похожие главы из других работ:
Исследование механизма кузнечно-штамповочного автомата
2.1 Построение разметки механизма и силовой диаграммы
После построения разметки переходим к силовой диаграмме, которую необходимо перенести из исходных данных на лист. При этом важно определить величины сил сопротивления в каждом положении разметки и установить их соответствие этим положениям…
Кинематический, силовой и динамический расчёт механизма качающегося конвейера
1.2 Разметка механизма
Разметкой механизма называется ряд последовательных положений его звеньев в зависимости от положения начального звена, охватывающий весь цикл движения этого звена. В выбранном масштабе, характеризуемом масштабным коэффициентом м=0.001 м/мм…
Кривошипно-ползунный механизм рабочей машины
2.2.1 Разметка механизма
Разметка механизма представляет собой механизм в двенадцати положениях в определенные моменты времени. Разметка механизма строится исходя из исходных данных…
Проектирование и исследование кривошипно-ползунного механизма рабочей машины
1.2 Разметка механизма
Разметка механизма выполняется для определения крайних положений, в дальнейшем скоростей и ускорений механизма. Для построения разметки необходимо: 1) На свободном поле чертежа выбрать ось вращения точку О…
Разработка технической документации на проведение монтажных и ремонтных работ солодосушилки
1.2 Разметка и установка солодосушилки на отметку монтажа
Для определения местоположения солодосушилки в производственном помещении необходимо провести разметочные работы, т.е. перенести главные монтажные оси солодосушилки на пол производственного помещения согласно привязочных координат…
Разработка технологии изготовления адсорбера
3.6 Разметка корпуса под штуцера и люки
Задачей разметки является определение координат центра отверстия штуцера или люка согласно основному виду и плану расположения штуцеров и люков. Используется способ лазерной разметки. Выбирается базовая плоскость, как правило…
Разработка технологии изготовления корпуса адсорбера
2.6 Разметка листового проката
Разметка стандартных листов осуществляется по шаблону, который представляет собой точную копию будущей детали. Шаблоны изготавливают из тонколистового алюминия, картона или плотной бумаги. Контуры деталей наносятся мелом или керном…
Разработка технологии изготовления корпуса адсорбера
3.5 Разметка и вырезка отверстий под штуцера и люки
Задачей разметки является определение координаты центра отверстия штуцера или люка. Как правило, используется два способа разметки: с помощью лазера, с помощью мелового шнура. Будем использовать способ разметки с помощью лазера…
Разработка технологии изготовления цилиндрического аппарата
6.1 Разметка заготовок
Операцию перенесения необходимых для изготовления детали размеров с рабочего чертежа (813-КЦ, 813-РЦ) или образца на металл с учетом припусков для последующем обработки называют разметкой. Разметку различают поверхностную и пространственную…
Разработка технологии изготовления цилиндрического аппарата
7.7 Разметка, выполнение отверстий и скосов
Отверстия выполняем под патрубки 813-П-200 (Dy = 200мм), 813-П-80 (Dy = 80мм), 813-П-400 (Dy = 400мм). Разметку прямых скосов и центров отверстий удобно и производительно выполнять, используя специальное приспособление (рис. 7…
Разработка технологического процесса изготовления сварочного аппарата
2.1.3 Разметка заготовок
Разметка заготовок из листового проката осуществляется построением разверток и вычерчиванием на плоскости. При этом имеют в виду раскрой металла с минимальными отходами. Различают три метода разметки: 1…
Слесарное дело
1.2 Разметочные работы
Чем серьезнее и ответственнее относится слесарь к своей работе, тем полнее у него набор разметочных инструментов и приспособлений. Металл не бумага и не дерево, по которым удобно рисовать карандашом…
Технологический процесс изготовления бриллианта фантазийной формы “овал”
Глава 1. Выбор кристалла алмаза и его разметка
…
Технологический процесс изготовления бриллианта фантазийной формы “овал”
1.2 Выбор кристалла алмаза и варианта его разметки
Выберем кристалл, обработка которого в бриллиант Ов-57 будет являться экономически эффективной. Был выбран кристалл алмаза, эскиз которого представлен на рис.1.6. Характеристика сырья: Z white 4-6 gr. Стоимость сырья за карат: $ 519. Масса кристалла: 1,35 ct…
Технология изготовления корпуса цистерны
4.2 Разметка
Разметка производится по схеме, показанной на рис.11. В дальнейшем после резки заготовки, предназначенные для обечаек, транспортируются на операции гибки и сварки продольного шва. Заготовки, предназначенные для последующей штамповки днищ…
prod.bobrodobro.ru
Инструменты и приспособления, применяемые при разметке в слесарном деле
Инструменты и приспособления, применяемые при разметке в слесарном деле
Категория:
Разметка
Инструменты и приспособления, применяемые при разметке в слесарном деле
Разметка выполняется с помощью различных инструментов и приспособлений, к которым относятся чертилка, циркуль, рейсмус, штангенрейсмус, масштабный высотомер, угольники, уголь-ники-центроискатели, кернеры, колокол, молоток, разметочная плита,
Чертилка употребляется для прочерчивания линий (рисок) на размечаемой поверхности по линейке, угольнику или шаблону При нанесении рисок чертилку держат в руке, как карандаш, плотно прижимая ее к линейке или шаблону и немного наклоняя в сторону движения, для того чтобы она не дрожала. Риску проводят только один раз, она тогда получается чистой и правильной, Способы пользования чертилкой показаны на рис. 1.
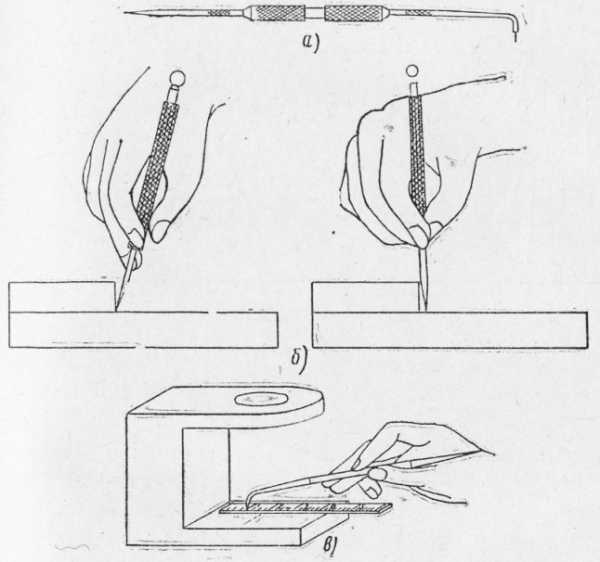
Рис. 1. Чертилка и ее применение: а — чертилка, б — два положения чертилки при проведении риски: правильное (слева) и неправильное (справа), в — нанесение риски загнутым концом чертилки
Изготовляется чертилка из углеродистой инструментальной стали У10—У12. Концы ее на длине около 20 мм закаливаются. Чертилку затачивают на заточном станке, при этом ее держат левой рукой за середину, а правой — за незатачиваемый конец. Приложив острие чертилки к вращающемуся камню, равномерно поворачивают ее пальцами обеих рук вокруг продольной оси.
Циркуль служит для переноса линейных размеров с масштабной линейки на обрабатываемую деталь, деления линий на равные части построения углов, разметки окружностей и кривых, для измерения расстояний между двумя точками с последующим определением размера по масштабной линейке.
Существуют разметочные циркули простые (рис. 2, а) и пружинные (рис. 2, б). Простой циркуль состоит из двух соединенных шарнирно ножек, цельных или со вставными иглами. Для закрепления раскрытых ножек в требуемом положении на одной из них прикреплена дуга <? с прорезью, а на другой — стопорный винт.
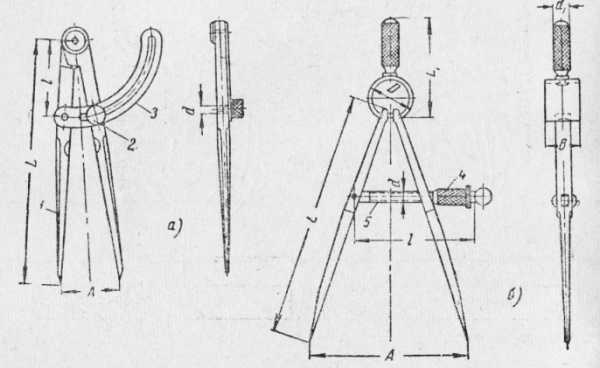
Рис. 2. Циркули: а — простой, б — пружинный
У пружинного циркуля ножки соединены пружинным кольцом. Разведение и сближение ножек производят вращением в ту или другую сторону разъемной гайки по установочному винту.
Ножки циркуля изготовляют из стали марок 45 и 50. Концы рабочих частей ножек на длине около 20 мм закаливают.
Рейсмус служит для проведения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмус состоит из чугунного основания, стойки и чертилки. Чертилку можно закреплять на любом месте стойки, повертывать вокруг оси и наклонять под любым углом. На рис. 3,б показаны различные виды рейсмусов и способы пользования ими.
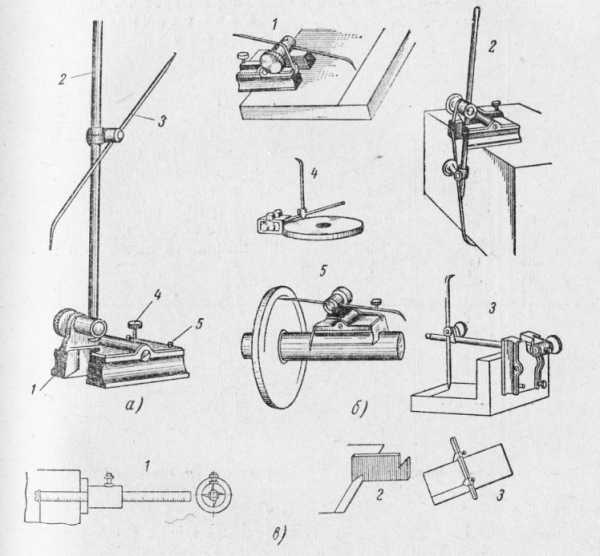
Рис. 3. Рейсмус и его применение: а — общий вид рейсмуса: 1 — основание, 2 — стойка, 3 — игла-чертилка, 4 — установочный винт для подводки иглы на точную установку размера, 5 — упорные штифты; б — некоторые приемы пользования рейсмусом: 1 — проведение параллельных рисок (упорные штифты рейсмуса пружинками опущены вниз, и рейсмус упирается ими в край размечаемой плитки), 2 и 3 — нанесение рисок при различных положениях иглы рейсмуса, 4 и 5 — проведение круговых рисок на дисках; в — рейсмусы для разметки листового материала: 1 — раздвижной рейсмус с точной установкой на размер, 2 —пластинка для нанесения рисок от кромки листа на одном определенном расстоянии от нее, 3 — проетой раздвижной рейсмус с установкой размера по масштабной линейке
Масштабный высотомер. Кроме описанной ранее масштабной линейки, применяемой для определения линейных размеров и проведения прямых линий на поверхности размечаемых заготовок, применяют масштабный высотомер для измерения расстояний и откладывания размеров по вертикали.
Разметочный штангенциркуль предназначается для вычерчивания окружностей больших диаметров. Он состоит из штанги с миллиметровыми делениями и двух ножек — неподвижной и подвижной с нониусом. Ножки, укрепляемые в требуемом положении стопорными винтами, имеют вставные иглы, которые можно помещать выше или ниже, что очень удобно при описывании окружности на разных уровнях.
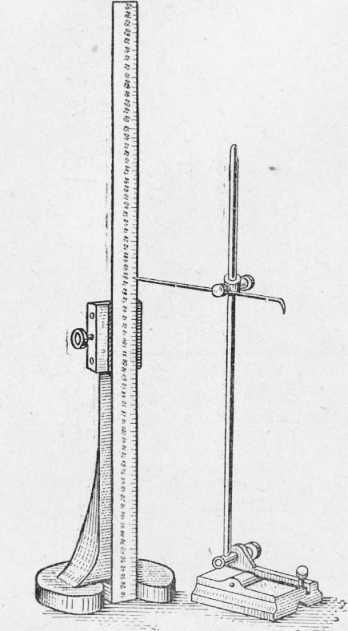
Рис. 4. Масштабный высотомер (рядом рейсмус)

Рис. 5. Разметочный штангенциркуль со вставными иглами: 1 — неподвижная ножка, 2 — штанга, 3 — стопорный винт для закрепления рамки, 4 — рамка с нониусом, 5 — сто. порный винт для крепления вставной иглы, 6— подвижная ножка, 7 — вставные иглы
На рис. 6 изображен разметочный штангенциркуль другого типа для более точной разметки прямых линий и центров и показаны примеры пользования им.
Штангенрейсмус применяется для проверки высот и более точного нанесения центровых и других разметочных линий на обрабатываемые поверхности.
Угольники служат для проведения на размечаемых поверхностях вертикальных и горизонтальных линий, проверки правильности установки деталей на плите, а также для разметки листового и полосового материала, угольники-центроискатели применяются для нанесения рисок, проходящих через центр, на торцы круглых изделий. Угольник-центроискатель (рис. 30) состоит из двух планок, соединенных под углом; через середину угла проходит рабочее Ребро линейки. Соединительная планка служит для жесткости пРибора. При разметке центров размечаемую деталь ставят на торец. На верхний торец накладывают, угольник так, чтобы планки, соединенные под углом, касались детали. По линейке чертилкой проводят риску. Затем поворачивают деталь или угольник примерно на 90° и проводят вторую риску. Пересечение рисок определяет центр торца детали.

Рис. 6. Штангенциркуль для точной разметки прямых линий и центров (а) и его применение (б)
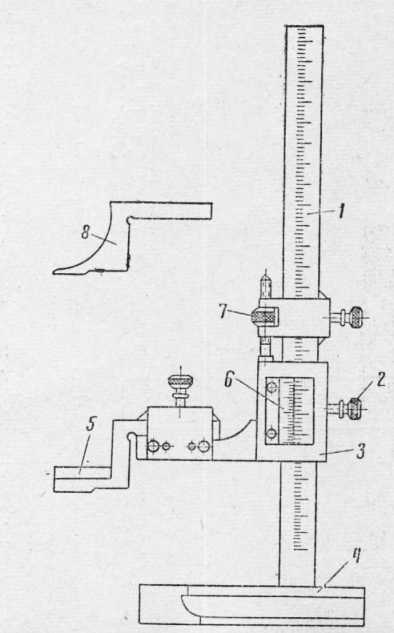
Рис. 7. Штангеирейсмус: 1 — штанга, 2 — зажим рамки, 3 — рамка, 4 — основание, 5 — ножка для измерения рысот, 6 — нониус, 7 — микрометрическая подача рамки, 8 — ножка для разметки

Рис. 8. Разметочный угольник и его применение. а — угольник с полкой, б — установка угольника при нанесении (или проверке) вертикальных линий, в — положение угольника при нанесении линий в горизонтальной плоскости
Кернер служит для нанесения небольших углублений на рисках. Этот инструмент представляет собой круглый с накаткой в средней части стержень, на одном конце которого имеется коническое острие с углом при йершине 45—60°; другой конец кернера оттянут на конус; по этому концу при кернении наносят удары молотком.

Рис. 9. Угольник-центроискатель
Рис. 10. Кернер
Кернеры изготовляют из углеродистой инструментальной ст.али У7А. Их рабочую часть (острие) закаливают на длине около 20 мм, а ударную часть на длине около 15 мм.
Острие кернера затачивают на шлифовальном станке, закрепляя кернер в патроне; ни в коем случае нельзя при заточке держать кернер в руках.
При кернении кернер берется тремя пальцами левой руки — большим, указательным и средним, как показано на рис. 32. Острие кернера устанавливают точно на середину риски или в точку пересечения рисок. Перед ударом немного наклоняют кернер от себя, чтобы точнее его поставить, а в момент удара, не сДвигая кернер с риски, ставят его вертикально. Удар молотком наносят легко.
Молоток для нанесения ударов по кернеру должен быть небольшого веса, примерно 50—100 г.
Колокол — специальное приспособление, которым легко и удобно производить разметку центра и накернивание центровых отверстий на торцах круглых деталей, Приспособление ставят на торец детали конусным отверстием; при этом кернер колокола автоматически устанавливается по центру торца детали. Легким ударом молотка по кернеру намечают центр.

Рис. 11. Кернение: а —установка кернера на риску, б — положение кернера при ударе молотком, в — размеченная и накерненная деталь до обработки (вверху) и после обработки (внизу)
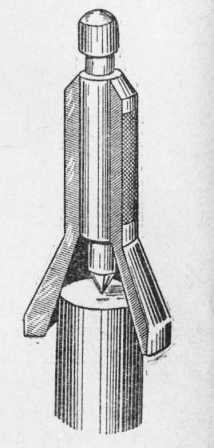
Рис. 12. Колокол для накернивания центров
Рис. 13. Пружинный кернер
Пружинный кернер имеет корпус, свинченный из трех частей. В корпусе помещаются две пружины, стержень с кернером, ударник со смещающимся сухарем и плоская пружина. При кернении, т. е. при нажатии на изделие острием кернера, внутренний конец стержня упирается в сухарь, в результате чего ударник перемещается вверх и сжимает пружину. Упершись в ребро заплечика, сухарь
сдвигается в сторону, и кромка его сходит со стержня. В этот момент ударник под действием силы сжатой пружины наносит по концу стержня с кернером сильный удар. Сразу же после этого пружиной восстанавливается начальное положение кернера.
Электрический кернер состоит из корпуса, пружин, ударника, катушки с обмоткой из лакированной проволоки, кернера. При нажатии установленного на риске острия кернера электрическая цепь замыкается и ток, проходя через катушку, создает магнитное поле, ударник мгновенно втягивается в катушку и наносит удар по стержню кернера. Во время переноса кернера в другую точку пружина размыкает цепь, а пружина возвращает ударник в исходное положение.
Рис. 14. Электрический кернер
Рис. 15. Разметочная плита на столе
Разметочная плита — основное приспособление для разметки. Она представляет собой чугунную плигу с точно обработанными верхней поверхностью и боковыми сторонами. На плоскости плиты устанавливают размечаемое изделие и производят разметку. Поверхность разметочной плиты следует оберегать от повреждений и ударов. По окончании разметки плиту вытирают сухой чистой тряпкой или промывают керосином и смазывают маслом, затем покрывают предохранительным деревянным щитом.
При разметке употребляют различные приспособления в виде подкладок, призм, кубиков.
Основные этапы разметки
Перед разметкой заготовку внимательно осматривают, проверяя, нет ли у нее пороков — раковин, пузырей, трещин, плён, перекосов, правильны ли ее размеры, достаточны ли припуски. После этого намеченную к разметке поверхность очищают от окалины и остатков формовочной земли и удаляют с нее неровности (оугорки, заусеницы), затем приступают к окрашиванию
Окрашивание заготовки производится для того, чтобы разметочные линии были отчетливо видны при обработке. Черные, т. е. необработанные, а также грубо обработанные поверхности окрашивают мелом, скоросохнущими красками или лаками. Мел (порошок) разводят в воде до густоты молока и в полученную массу прибавляют немного льняного масла и сиккатива. Не рекомендуется натирать размечаемую поверхность куском мела, так как мел быстро осыпается и разметочные линии пропадают.
Для окрашивания чисто обработанных поверхностей применяют медный купорос — в растворе или кусками. Раствор медного купороса (две-три чайные ложки на стакан воды) наносится на поверхность кистью или тряпочкой; кусковым купоросом натирают смоченные водой поверхности. В обоих случаях поверхность покрывается тонким и прочным медным слоем, на котором отчетливо видны разметочные линии.
Перед нанесением на окрашенную поверхность разметочных рисок определяют базу, от которой будут наноситься риски. При плоскостной разметке базами могут служить наружные кромки плоских деталей, полосового и листового материала, а также различные линии, нанесенные на поверхность, например центровые, средние, горизонтальные, вертикальные или наклонные. Если базой является наружная кромка (нижняя, верхняя ^ди боковая), то ее нужно предварительно выровнять.
Риски обычно наносятся в следующем порядке: сначала проводят все горизонтальные риски, затем вертикальные, после этого наклонные и, наконец, окружности, дуги и закругления.
Так как риски во время работы легко затереть руками и они тогда станут плохо заметны, по линиям рисок набивают кернером небольшие углубления. Эти углубления — керны должны быть неглубокими и разделяться риской пополам.
Расстояния между кернерами определяют на глаз. На длинных линиях простого очертания эти расстояния принимаются от 20 до 100 мм; на коротких линиях, а также в углах, перегибах или закруглениях — от 5 до 10 мм.
На обработанных поверхностях точных изделий разметочные линии не кернятся.
Реклама:
Читать далее:
Разметка по шаблонам и по изделию в слесарном деле
Статьи по теме:
pereosnastka.ru
Разметочный инструмент – Большая Энциклопедия Нефти и Газа, статья, страница 2
Разметочный инструмент
Cтраница 2
Наиболее распространенными разметочными инструментами являются чертилки, рейсмусы, разметочные циркули, центроискатели и кернеры. [16]
Затачивать разметочные инструменты следует с охлаждением. [17]
Весь разметочный инструмент необходимо постоянно поддерживать в исправном состоянии, систематически его проверять и затачивать. [18]
Какой разметочный инструмент и какие приспособления применяют при плоскостной разметке. [19]
К разметочному инструменту относятся: циркули, штангенциркули, рейсмусы, чертилки, кернеры, центроискатели, разметочные плиты. [20]
Чертежный или разметочный инструмент для уменьшения или увеличения линейных размеров в постоянном отношении. [21]
При заточке разметочных инструментов следует пользоваться защитными очками. [22]
Разметка производится разметочным инструментом. Для нанесения прямых линий применяются измерительная и специальная разметочная линейки, угольник, рейсмус, штангенциркуль; окружности, дуги, центры и углы наносят при помощи циркуля, транспортира, линейки, угольника и штангенциркуля. Разметоч – ые линии – риски – прочерчиваются на обрабатываемой плоскости стальной иглой – чертилкой. Точки-углубления в металле по размечаемому контуру – керны – образуют ( на необработанных поверхностях) специальным инструментом – кернером, нанося по нему удары молотком. [23]
Разметка производится разметочным инструментом. Для нанесения прямых линий применяют измерительную и специальную разметочную линийки, угольник, рейсмус, штангенциркуль. [24]
Разметку выполняют разметочным инструментом. Для нанесения прямых линий применяют измерительную и специальную разметочную линейки, угольник, рейсмус, штангенциркуль. [25]
При пользовании обычными разметочными инструментами, которые устанавливают на глаз, с учетом толщины рисок и постепенно накапливающихся ошибок точность нанесения рисок при разметке заготовок для деталей машин находится в пределах ( 0 3) – f – ( 0 5) мм в зависимости от квалификации разметчика и условий работы. [26]
При разметке используют разметочные инструменты и при-способления: шаблон, рулетку, циркуль, шест с рамкой. [27]
Для разметки используются следующие разметочные инструменты ( фиг. [28]
При разметке применяются различные измерительные и специальные разметочные инструменты. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
Столярное дело в школе VIII вида: Разметочный инструмент
Точная разметка контуров изготавливаемых деталей создает основу для всей последующей работы.
Рулетка
Измерение и разметка линейных размеров деталей и конструкций от 1 до 5 метров.
Метр складной. Рейсшина
Измерение небольших деталей (длиной до 1 м).| Рейсшина. |
| Складной метр. |
Угольник
Измерение углов и проверка соединения деталей под прямым углом.
| Металический столярный угольник. |
| Универсальный угольник с передвижной колодкой. |
Циркуль
Перенесение размеров на пиломатериал, очерчивание круглых и дуговых разметок.

Рейсмус
Нанесение линий разметки (рисок), параллельных одной из сторон детали.
| Металический одноразмерный рейсмус. |
| Металический двухразмерный рейсмус производства фирмы “Veritas” (Канада). |
 |
| Деревянный одноразмерный рейсмус. |
Ерунок
Служит для разметки углов 45 и 135 градусов. Он состоит из основания-колодки, в которую вставлена деревянная или металлическая линейка под углом 45 градусов.
Малка
Для измерения углов по образцу и перенесения их на заготовки-детали. Она состоит из основания-колодки и линейки, соединенных между собой шарнирно. Изготовляют из металла и из дерева.

Кернер
Пробивание (кернение) конического углубления на деталях для последующего сверления. На мягких материалах для этого может использоваться шило или чертилка.
 |
| Кернер. Изготавливается из закаленной инструментальной стали. |
| Шило. |
| Чертилка. |
Карандаш
Нанесение разметочных линий и меток на деталях.
 |
| Прямоугольное или овальное сечение столярного карандаша предотвращает скатывание. |
Лекало
Применяется для вычерчивания криволинейных контуров на шаблонах.
| Комплеткт лекал. |
woodboy8.blogspot.com
Инструмент применяемый при разметке
Разметка необходима для того, чтобы с наименьшим количеством отходов получить деталь требуемых размеров. Разметка помогает произвести расчеты точных контуров. С помощью инструментов для разметки обозначаются точки, линии и изгибы для вырезания, сверления, долбления, строгания. При этом необходимо также учитывать, из какой древесины делается заготовка.
Малка
Малка – инструмент для измерения угла по образцу и перенесения его на заготовку. Малка представляет собой колодку и линейку, которые соединены шарниром.
Уровень
Уровень предназначен для проверки горизонтального или вертикального расположения строительных конструкций. Уровень представляет собой корпус с ампулой, в которой находится подкрашенная жидкость (спирт).
В жидкости имеется пузырек воздуха, который согласно законам физики всегда стремиться быть в самой верхней точке. Обязательно следует отрегулировать уровень таким образом, чтобы пузырек воздуха находился против отметки на трубочке, когда уровень располагается строго горизонтально.
Циркуль
Циркуль используется для того, чтобы чертить круговые метки, а также чтобы переносить размеры с чертежа или шаблона на заготовки.
Нутромер
Нутромер имеет то же применение, что и циркуль, только для внутренних замеров.
Отволока
Отволока применяется для нанесения разметки на край доски. Отволока представляет собой брусок (как правило деревянный) длиной 400 мм и на расстоянии одной трети от края – выступ. В выступе находится острый штырь или гвоздь, острием которого наносится линии.
Скоба
Скоба предназначена для нанесения разметки при ручной зарезке шипов и проушин. Скоба представляет собой деревянный брусок, в котором имеется выборка, на расстоянии одной трети от края выбрана четверть. Обозначение наносится острием гвоздей, вбитых в выбранную четверть через определенный отрезок.
Рейсмус
Рейсмус предназначен для нанесения меток, которые идут параллельно одной из сторон заготовки. Рейсмус изготавливается из деревянной колодки, в которую через два отверстия вставлены два бруска, на конце которых имеется острая шпилька, которая и наносит риски.
При использовании рейсмуса конец бруска выпускается за колодку, устанавливается необходимое расстояние от кромки бруска до намеченной линии, затем шпилькой наносят метки.
Уровень с отвесом
Уровень с отвесом помогает проверить вертикальное положение заготовок. На самом деле это равносторонний треугольник, к вершине которого прикреплен отвес.
Угольник – центроискатель
Угольник – центроискатель– это угольник, к которому присоединена линейка. В верхнем углу угольник скреплен планкой. Ля того, чтобы правильно установить линейку, необходимо установить ее в середине скрепляющей планки таким образом, чтобы она делила прямой угол угольника пополам.
Если необходимо найти центр заготовки в форме цилиндра, ее кладут на угольник и с помощью линейки проводят две пересекающиеся линии, которые одновременно будут являться диаметрами цилиндрической заготовки. Точка пересечения этих линий будет центром цилиндрической заготовки.
Рулетка
Рулетка используется для линейных измерений и для приблизительной разметки длинных заготовок. Рулетка представляет собой измерительную ленту длиной о 1 до 100 м, которая размещается в свернутом виде в пластмассовом или металлическом футляре.
Угольник
Угольник используется для проверки и установки прямоугольности строительных заготовок. Угольник представляет собой основание, на котором под прямым углом прикреплена линейка с делениями.
Метр – рулетка
Метр – рулетка предназначена для того, чтобы делать более точные измерения заготовок небольшой длины – до 2 метров.
Ерунок
Ерунок изготовлен из колодки, в которую вставляется металлическая или деревянная линейка по углом 45°. Ерунок используется для быстрого измерения и разметки углов величиной 135 и 45°.
Складной метр
Складной метр – это не что иное, как соединенные шаровидные линейки. При помощи складного метра измеряют заготовки и готовые изделия небольшой длины
Смотрите также:chudoogorod.ru