К3878 в сварочном acr200: К3878 в сварочном acr200 — Портал о стройке
alexxlab | 10.06.2020 | 0 | Разное
К3878 в сварочном acr200 — Портал о стройке
Инверторный сварочный аппарат «Форсаж-200М» – это модернизированная модель, собранная на базе инвертора «Форсаж-200», с расширенным функционалом и исправленными недостатками. Данный аппарат пользуется широкой популярностью, как среди начинающих сварщиков, так и среди опытных мастеров.
В этой статье мы рассмотрим сильные и слабые стороны аппарата Форсаж и поймем, чем он так полюбился многим любителям сварочного мастерства. С детальными техническими характеристиками более детально можно познакомиться на официальном сайте производителя или в любом интернет-магазине, где этот аппарат есть в наличии.
Преимущества аппарата Форсаж-200М
Специалисты сварочного дела отмечают высокое качество сварки аппарата. На короткой дистанции сварки, у инвертора практически нет никаких соперников и аппаратов, которые могли бы сравниться по этому показателю. Устойчивая сварочная дуга, отменная работа антистика, который действительно работает в отличие от многих других устройств, и быстрое расплавление металла делает Форсаж практически бессменным лидером.

Аппарат может работать с различными электродами – как с основными покрытиями, так и со специфическими (например, рутиловыми) типами покрытий. Инвертор имеет умеренный разброс напряжения в электрической сети, к которой он подключен. В среднем, может работать при +/-20% от номинального напряжения. Кроме всего прочего, небольшой на свой внешний вид аппарат, имеет возможность подключения к ПДУ (пульту дистанционного управления), что очень удобно в случаях, когда нужно работать в тесных условиях.

Табло аппарата показывает установленное значение сварочного тока, и реальное показание тока дуги. При тестировании и измерении тока амперметром, показания полностью совпадают. В конце концов, еще одной сильной стороной аппарата является его стоимость – аналогов в данной ценовой категории ему практически нет.
Недостатки аппарата Форсаж-200М
К недостаткам устройства стоит отнести байонеты 16 мм², которые затруднительно использовать при сварочном токе в 200А. Комфортным значением в таком случае является байонет 25 мм². Выдержит ли 16-мм байонет столь высокие значения сварочного тока, может показать только время.

Также, существенным недостатком считается отсутствие включения/выключения безопасного напряжения холостого хода (БСН или VRD). По умолчанию, этот режим всегда включен, и для того чтобы отключить его, необходимо на плате сварочного аппарата разъединить перемычку с надписью «ВО». При этом качество зажигания дуги станет на порядок выше. Опытные сварщики рекомендуют отключить этот режим, но вместе с тем, придерживаться правил техники безопасности.
Это, пожалуй, и всё что можно сказать об аппарате Форсаж-200М. Некоторые сварщики отмечают не очень удобный и красивый дизайн аппарата. Но, как говориться, на вкус и цвет…поэтому думая о покупке данного аппарата, всегда помните о его сильных и слабых сторонах.
Source: www.vse-o-svarke.org
Читайте также
Acr 200a 300a Сварочный Аппарат Постоянного Тока
ACR 200A 300A DC сварочный аппарат
Описание продукта:
DC сварочный аппарат
Характеристика:
1. ОснащенБриггс & Страттон/колерДвигатель
2. Управляется бензиновым или дизельным двигателем;
3.Функции сварки и генерации электроэнергии;
4. Используется для трубопроводов, железных дорог, телекоммуникаций, строительства, дикой местности и т. д.
5. Гарантия:Один год глобальной гарантии.
6.Ток на выходе: 200 ампер, 300 ампер, 350 Ампер, 400 ампер.
Технический параметр
| Тип | AXQ1-200T | AXQ1-300T | AXC1-200T | AXC1-300T | |
| Сварочный аппарат | Напряжение без нагрузки (В) | 60-85 | 60-100 | 60-85 | 60-100 |
| Выходное напряжение (В) | 22-28/10. 8-18 | 22-32/10. 8-22 | 22-28/10. 8-18 | 22-32/10. 8-22 | |
| Диапазон выходного тока (A) | В переменного тока, 50-200 | В переменного тока, 50-300 | В переменного тока, 50-200 | В переменного тока, 50-300 | |
| Номинальный рабочий цикл (100%) | 100 | 100 | 100 | 100 | |
| Диаметр электрода (Φмм) | От 2 до 5 лет | От 2 до 6 лет | От 2 до 5 | От 2 до 6 | |
| Тип сварки | Ручная/аргоновая дуговая сварка | Ручная/аргоновая дуговая сварка | Ручная/аргоновая дуговая сварка | Ручная/аргоновая дуговая сварка | |
| Вспомогательный источник питания | DC220V/3KW | DC220V/3KW | DC220V/3KW | DC220V/3KW | |
| Зазор дуги (мм) | ≥3 | ≥3 | ≥3 | ||
Тест аппарата ПРОФИ ARC 200
 Компания «ПТК», специально для которой завод RILAND (Китай) производит инвертор ПРОФИ ARC 200, провела нижеследующие исследования данной модели. В комплект аппарата входят:
Компания «ПТК», специально для которой завод RILAND (Китай) производит инвертор ПРОФИ ARC 200, провела нижеследующие исследования данной модели. В комплект аппарата входят:
- Инвертор ПРОФИ АRC 200
- Электродержатель (3 м)
- Обратный кабель «Земля» (3 м)
- Руководство пользователя
Тест состоял из 3-х частей:
- Сварка;
- Сравнение паспортных данных с реальными значениями;
- Анализ конструктивных особенностей.
Сварка
Для теста использовался электрод ОЗС-12 д.4 мм, производства ESAB. Аппарат хорошо и уверено разжег электрод. Процесс сварки стабильный. Хорошее проплавление. Шов получился однородный, без пор (см. фото).

Сравнение паспортных данных с реальными значениями
В паспорте данного изделия указаны следующие параметры (кликните для увеличения):

Из паспорта: сварочный ток регулируется от 30 до 200 А. ПВ 60% на 200 А, цикл сварки 10 минут. На шильде аппарата указаны следующие значения (см. фото ниже), то есть при сварочном токе 200 А и напряжении 28 В (указано на шильде) или 27 В (указано в паспорте) ПВ должно составлять 60%.

 Для теста использовали следующее оборудование: балластный реостат, вольтметр, токовые клещи. Во время сварки подключили токовые клещи, выставили значение 200 А, произвели замеры. Значение с паспортными данными совпало.
Для теста использовали следующее оборудование: балластный реостат, вольтметр, токовые клещи. Во время сварки подключили токовые клещи, выставили значение 200 А, произвели замеры. Значение с паспортными данными совпало.
Далее проводился тест под нагрузкой: для этого сварочный аппарат подключается к балластному реостату РБ-306, выставляется значение тока 200 А. Регулировка реостата не позволила выставить точное значение напряжения, поэтому было выставлено значение выше почти 29 В и значение сварочного тока при этом максимальным было 187 А. Аппарат простоял под нагрузкой боле 15 минут и не ушел в защиту. При этом показатели сварочного тока снизились до 170 А, но аппарат продолжал работать. Это означает, что значение ПВ сварочного аппарата ПРОФИ ARC 200 (RILON) на поверку оказалось выше заявленных значений паспорта 60%.
Циклы в данном тесте не выдерживали.
Анализ конструктивных особенностей
Аппарат сделан в жестком двойном металлическом корпусе, все платы и узлы крепятся к металлическом скелету, который сверху защищен металлическим корпусом. Органы управления закрыты козырьком, защищающим от повреждений. На аппарате стоят «большие» кабельные вставки 35-50. Имеется цифровая индикация сварочного тока. Наличие регулируемой функции «форсаж дуги». В комплекте с аппаратом идут электрододержатель и клемма заземления хорошего качества с медными проводами длиной 3 метра. Силовые транзисторы в аппарате стоят фирмы Toshiba.

Охлаждение в данном аппарате построено по принципу «пылевой трубы» (поток воздуха проходит внутри радиатора), что защищает электронику от внешнего воздействия (фото 1). Силовые разъемы закреплены медной шиной (фото 2).


Платы покрыты лаком.

Сварочный инвертор «MMA 200», устройство, ремонт. — Радиомастер инфо
 Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
С появлением мощных высоковольтных транзисторов и диодов широкое распространение получили сварочные инверторы. Основные их достоинства: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
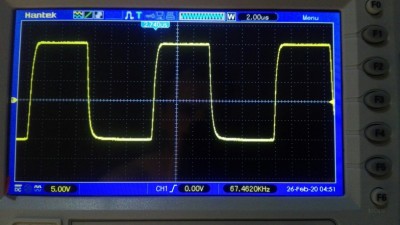
Принцип работы сварочного инвертора понятен из ниже приведенной структурной схемы:
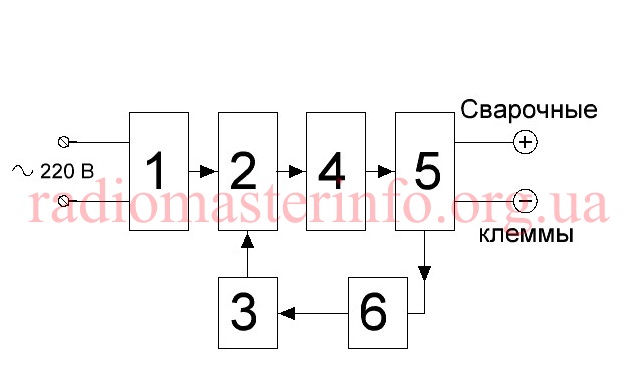
Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который формирует постоянное напряжение 310 В. Это напряжение питает мощный выходной каскад (2). На вход этого мощного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и далее на мощный выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) осуществляет регулировку сварочного тока и защиту.
Так как инвертор работает на частотах 40-70 кГц и выше, а не на частоте 50 Гц, как обычный сварочник, габариты и вес его импульсного трансформатора в десятки раз меньше чем обычного сварочного трансформатора на 50 Гц. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Рассмотрим конкретный пример.
Инвертор перестал варить. Вентилятор работает, индикатор светится, а дуга не появляется.
Такой тип инверторов довольно распространен. Эта модель называется «Gerrard MMA 200»

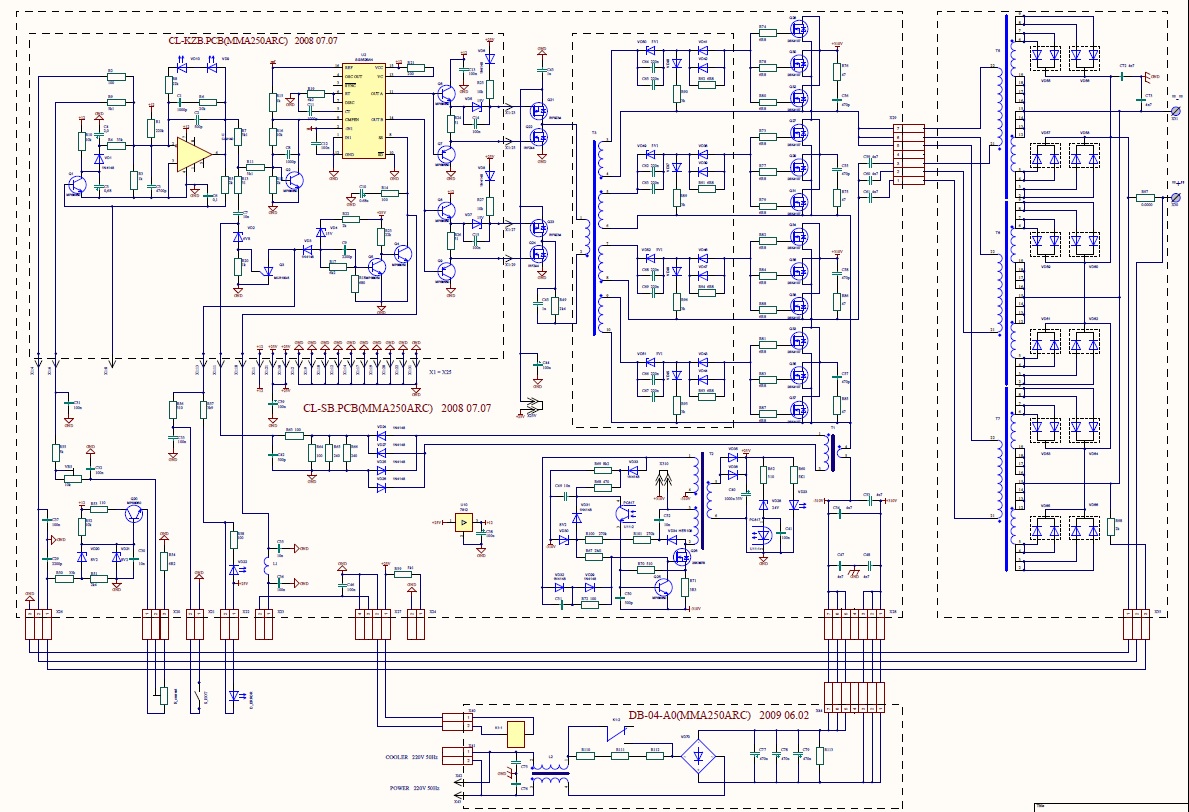
Удалось найти схему инвертора «ММА 250», которая оказалась очень похожа и существенно помогла в ремонте. Основное ее отличие от нужной схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема идентична.
Коротко о самой схеме.
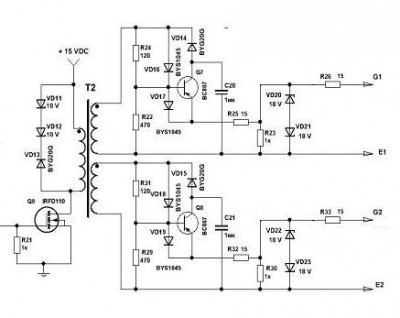
В начале статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощный импульсный блок питания с напряжением холостого хода около 55 В, что необходимо для возникновения сварочной дуги, а также, регулируемым током сварки, в данном случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления последующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140. По этой цепи осуществляется регулировка скважности импульсов генератора и таким образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель.
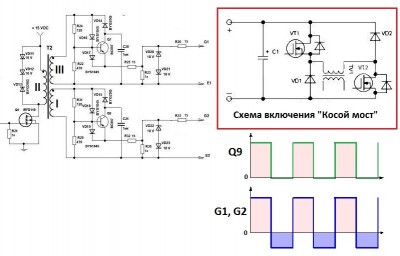
С выхода генератора импульсы поступают на предварительный усилитель выполненный на биполярных транзисторах Q6 — Q9 и полевиках Q22 – Q24 работающих на трансформатор Т3. Этот трансформатор имеет 4 выходные обмотки которые через формирователи подают импульсы на 4 плеча выходного каскада собранного по мостовой схеме. В каждом плече в параллель стоят по два или по три мощных полевика. В схеме ММА 200 – по два, в схеме ММА – 250 – по три. В моем случае ММА – 200 стоят по два полевых транзистора типа K2837 (2SK2837).
C выходного каскада через трансформаторы Т5, Т6 мощные импульсы поступают на выпрямитель. Выпрямитель состоит из двух (ММА 200) или трех (ММА 250) схем двухполупериодных выпрямителей со средней точкой. Их выходы соединены параллельно.
С выхода выпрямителя через разъемы Х35 и Х26 подается сигнал обратной связи.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5.
Выходной каскад питается от выпрямителя сетевого напряжения, собранного на диодном мосте VD70, конденсаторах С77-С79 и формирующего напряжение 310 В.
Для питания низковольтных цепей используется отдельный импульсный блок питания, выполненный на транзисторах Q25, Q26 и трансформаторе Т2. Этот блок питания формирует напряжение +25 В, из которого дополнительно через U10 формируется +12 В.
Вернемся к ремонту. После открывания корпуса визуальным осмотром был обнаружен подгоревший конденсатор 4,7 мкФ на 250 В.

Это один из конденсаторов, через которые подключаются выходные трансформаторы к выходному каскаду на полевиках.

Конденсатор был заменен, инвертор заработал. Все напряжения в норме. Через несколько дней инвертор снова перестал работать.
При детальном осмотре были обнаружены два разорванных резистора в цепи затворов выходных транзисторов. Их номинал 6,8 Ом, фактически они в обрыве.

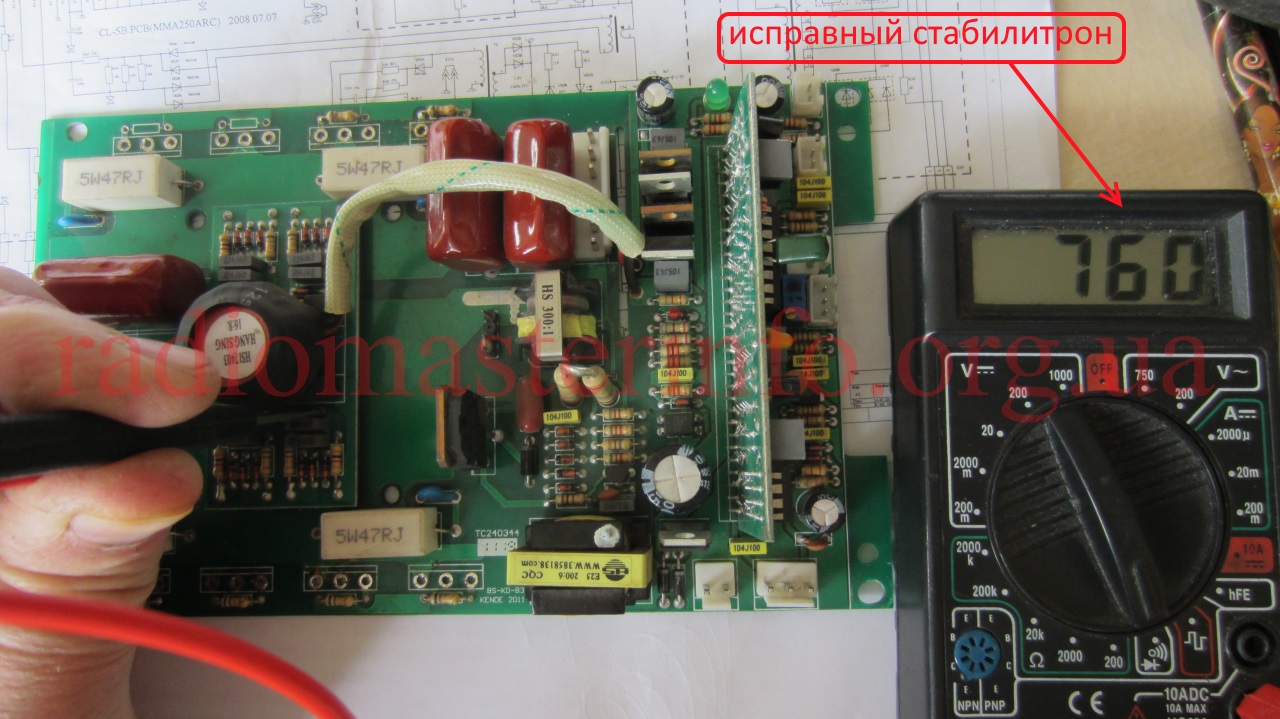
Были проверены все восемь выходных полевых транзистора. Как упоминалось выше, они включены по два в каждом плече. Два плеча, т.е. четыре полевика, вышли из строя, их выводы накоротко соединены между собой. При таком дефекте высокое напряжение от цепей стока попадает в цепи затворов. Поэтому были проверены входные цепи. Там также обнаружены неисправные элементы. Это стабилитрон и диод в цепи формирования импульсов на входах выходных транзисторов.

Проверка производилась без выпаивания деталей путем сравнения сопротивлений между одинаковыми точками всех четырех формирователей импульсов.
Также были проверены все остальные цепи вплоть до выходных клемм.
При проверке выходных полевиков все они были выпаяны. Неисправных, как выше упоминалось, оказалось 4.
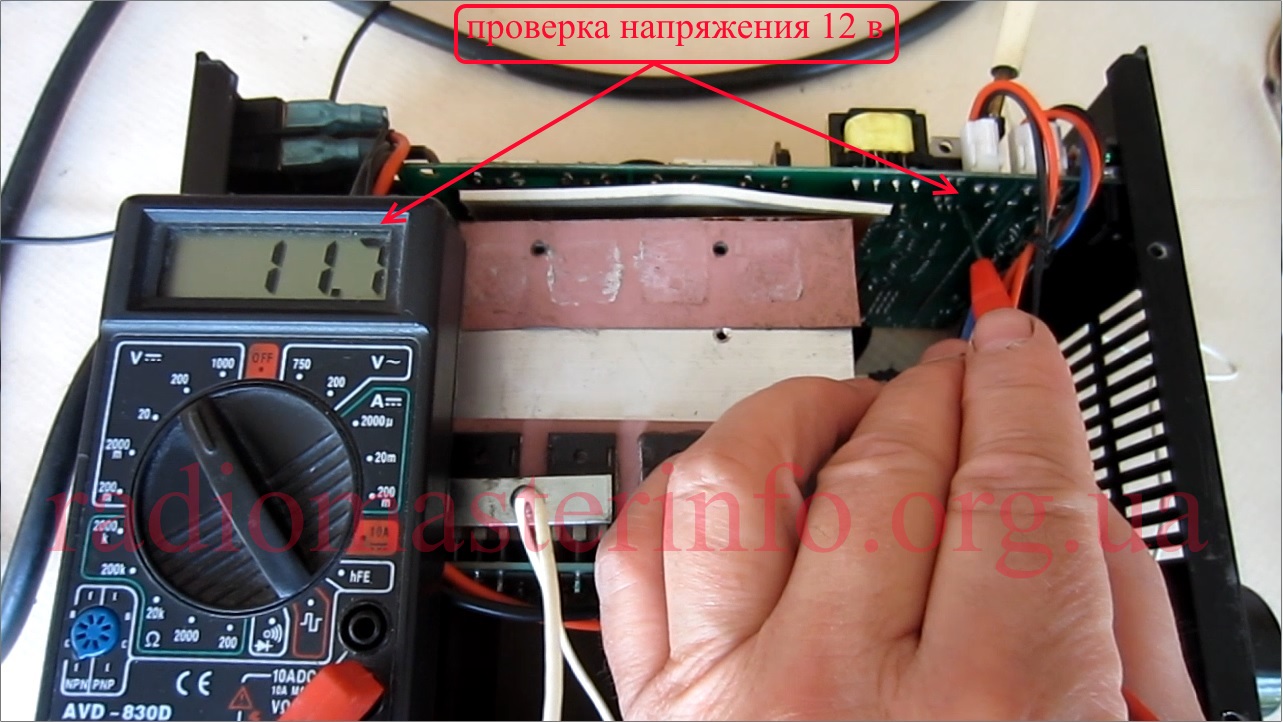
Первое включение делалось вообще без мощных полевых транзисторов. При этом включении была проверена исправность всех источников питания 310 В, 25 В, 12 В. Они в норме.
Точки проверки напряжений на схеме:

Проверка напряжения 25 В на плате:

Проверка напряжения 12 В на плате:
После этого были проверены импульсы на выходах генератора импульсов и на выходах формирователей
Радиосхемы. – Схемы сварочных инверторов
схемы сварочного оборудования
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.
Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум!
Материалы данного раздела:
Ресанта САИ-140
Ресанта САИ-150АД
Ресанта САИ-160К
Ресанта САИ-180АД
Ресанта САИ-190К
Ресанта САИ- 220
Ресанта САИ- 230
Ресанта САИ-250
Ресанта САИ-315
Ресанта САИПА-135
Ресанта САИПА-165
Ресанта САИПА-190МФ
Ресанта САИПА-200
Источник плазменной резки ИПР-25 производства Ресанта
Источник плазменной резки ИПР-40 производства Ресанта
Источник плазменной резки ИПР-40К производства Ресанта
Сварочный инвертор Eurolux IWM-160 производства Ресанта
Сварочный инвертор Eurolux IWM-190 производства Ресанта
Сварочный инвертор Eurolux IWM-220 производства Ресанта
Сварочный инвертор Eurolux IWM-250 производства Ресанта
ИИСТ-140
ИИСТ-160
Инвертор сварочный GYSMI-131
СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160P
Сварочный инвертор Gysmi 161
Сварочный инвертор Gysmi 165
Сварочный инвертор Gysmi 183
Сварочный инвертор Gysmi 190
INVERTER 3200 TOP
PULS mini ММА 250
Сварочный аппарат FORWARD 200 IGBT
Полуавтомат сварочный Пульсар
Сварочный источник BLUEWELD Prestige 144
Prestige-164/ Technika- 164 инструкция по ремонту
TELWIN-140 сварочный инвертор
TELWIN TECNICA 141-161
Telwin TECNICA 144-164
TELWIN TECNICA 150, 152, 168, 170
Telwin Technology 175, 210, 188CE/GE
Сварочные источники COLT 1300, COLT и PUMA 150
Red Welder i2100
Инверторы сварочные ASEA-160 и ASEA-250
Инвертор сварочный ARC-200
Инвертор сварочный САИ-200
Сварочный инвертор ZX7- 200
Сварочный источник Kende ZX7-160
Инвертор сварочный ММА-160
Сварочный выпрямитель ВДУ-504
Сварочный выпрямитель ВДУ-506, ВДУ-506С
Сварочный источник ВД-200
Инвертор сварочный DECA MOS-168
Инвертор сварочный Калибр СВИ-160АП
Инвертор сварочный Калибр MINI СВИ-225 (225)
Инвертор сварочный Монолит ММА 161
Инвертор-плазморез Telwin TECNICA PLASMA 34
Источник сварочный ФЭБ Альфа 161
Инвертор сварочный Tecnoweld Monster 170
Схема сварочного полуавтомата ПДГ100-УХЛ4
Сварочный источник МАГМА‐З15
Сварочный полуавтомат Edon MIG-308
Аппарат точечной сварки Aurora PRO SHOOT M10
Сварочный полуавтомат Норма- 200МП
Славтех 185\ 200\ 205
Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)
Сварочный источник Энергомаш СА-97И14Н
Сварочный источник Приоритет САУ-150 схема
Сварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемы
Схема основной платы Awelco 5679 сварочного источника Awelco
Принципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных Awelco
Схема сварочного полуавтомата ПДГ-151
Инверторный сварочный источник MIG 160 IGBT схема
Схемы на инверторные источники TIG160….TIG400
Blueweld Combi 4.165 сварочный полуавтомат
Инверторные сварочные источники Minarc-150
Сварочный полуавтомат MIG200
Сварочный полуавтомат ПДГ-201
EWM PICO 162 схема и инструкция
Инверторы сварочные ВДУЧ-315 (315М)
Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемы
Сварочный полуавтомат ПДГ-102 УЗ СВАП-02
Сварочный аппарат LHF 250 (400, 630, 800 )
Сварочный аппарат LHF 405 (615) Pipeweld
Сварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150
Сварочный полуавтомат ESAB LKA150
Сварочный полуавтомат ESAB LKA 180\ LKA 140
Сварочный аппарат ESAB LTH 161\ Tigma 161
Сварочный аппарат ESAB LKB 400W мануал
Устройство протяжки сварочной проволоки ESAB MED 44 Aristo
Сварочный аппарат ВДУЧ-350МАГ схема
Сварочный источник ТИР-630 инструкция и схема
Комплект электродуговой металлизации КДМ-2 схема
Инвертор сварочный ДОН-150
Выпрямитель сварочный ВДУ-506М
Сварочный источник FUBAG IR160\ IR180\ IR200
Генератор сварочный ГД-4002 У2
Источник плазменной резки КАРАТ-100М схема
Сварочный источник Kemppi PS5000 схема
Сварочные полуавтоматы ESAB Mig C141/C151
Сварочный источник универсальный ESAB DTA400ACDC
Сварочные полуавтоматы MIG Autoplus-120\ 130
Сварочный аппарат TIG схема
Сварочный источник TRIODIN TIG-20
Генератор для импульсной сварки Triodyn DP20
Сварочный регулируемый выпрямитель WTU-200
Инверторный сварочный источник АСПТ-60 схема
Инверторный сварочный источник АСПТ-90 схема
Инверторный сварочный источник Фора-60 схема
Источник плазменной резки LGK8-40 производства Китай
Источник плазменной резки SUPERIOR PLASMA 90 HF
Источник сварочный BestWeld BEST 210
Автомобильная сварочная приставка АСП1
Источник сварочный STURM AW97I20
Сварочный инвертор КРАТОН WT-130S
Сварочный аппарат Дуга-Профессионал схема
Сварочный полуавтомат ПСТ-161
Сварочный источник ВД-306Д схема
Сварочный инвертор Форсаж 160\ 250
Сварочный полуавтомат MIGATRONIC AUTOMIG
Установка плазменной резки MEGATRONIC PI 400 PLASMA
Сварочный аппарат GYSPOT мануал
Сварочные инвертор Idealarc DC400
Сварочный инвертор МК-300А схема
Инверторный сварочный источник IDEALARC DC-400 инструкция по тех.обслуживанию
Сварочный инвертор ASEA-160 схема
Сварочный инвертор INVERTEC STT схема
Сварочный инвертор INVERTEC V205-T схема
Сварочный инвертор INVERTEC V250-S схема
Сварочный инвертор INVERTEC V300-I схема
Сварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521
Сварочный аппарат Murex Transtig AC/DC 200 схема
Регулятор контактной сварки РКС-601 УХЛ4 схема и описание
Регулятор контактной сварки РКС-502 УХЛ4 схема
Установка для аргонно-дуговой сварки УДГУ-2510
Аппарат сварочный Akai TE-7514AAAC
Сварочный выпрямитель универсальный ВСВУ-400 схема
Регулятор контактной сварки РКС-801 УХЛ4 схема
Сварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
AIKEN WELD WARRIOR 200 ремонт
Ремонт сварочного инвертора AIKEN WELD WARRIOR 200. Инвертор включался как положено, напряжение на выходе присутствовало, ничего не моргало, не дымилось, но тока не было, так… искорки сыпались.
В силовой части инвертора применяются MOSFET транзисторы Fuji Electric — FMh33N50E.
В выпрямителе используются диоды — FMX4202S (X4202S) или D92-02.
Субмодуль управления построен на микросхемах: шим-контроллер — KA3525A и CA3140EZ — операционный усилитель с полевым входом, выходной каскад на биполярных транзисторах.
Виновником неправильной работы оказался SMD резистор неизвестного номера сопротивлением 33 килоома. Причем он не сгорел, не оборвался, а уменьшил свое сопротивление в сто раз, звонился примерно на 300 Ом.
Резистор этот стоит в схеме узла форсирования дуги (Arc Force), в книге Володина «Как отремонтировать сварочные аппараты своими руками» эту схему можно найти на 45 странице, неисправный резистор под номером R31.
Кроме резистора, пришлось установить синий подстроечник на ПУ, его там не было, хотя выводы от него торчали. Клиент клялся «никто не лазил, ничего не трогал»… может китайцы оторвали. И заменить CA3140EZ, со старой напряжение на 6-ом выводе в ноль почему-то не устанавливалось.
Режим работы платы управления сварочного инвертора AIKEN WELD WARRIOR 200.
Проблемные ТГР сварочных инверторов, Есть определенные серии сварочных инверторов , в которых типичной “болезнью” является трансформатор гальванической развязки ТГР . Его малый ресурс можно связать с некачественным магнитопроводом (он как раз и теряет свои свойства) , малыми габаритными размерами (не имеет запаса ппо индуктивности и работает близко к максимальной габаритной мощности) и ко всему прочему “проблемные” ТГР залиты эпоксидной смолой , что мешает охлаждению, а тепло значительно ускоряет процесс потери свойств магнитопровода.
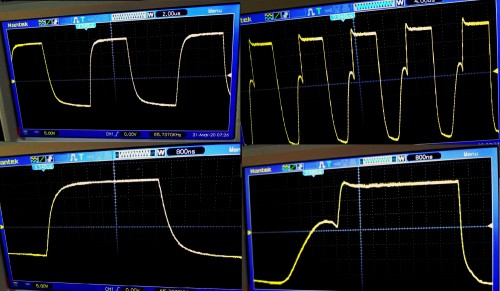
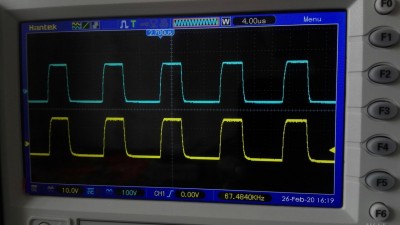
Сигнал от ШИМ контроллера коммутируемый MOSFET транзистором средней мощности поступает на трансформатор Т2 , который и выполняет роль гальванической развязки между верхним, нижним плечом и низковольтной частью схемы , в момент когда магнитопровод потерял значительную часть своих свойств , индуктивность обмоток падает , а потери в трансформаторе возрастают . Учитывая то что нагрузка трансформатора имеет емкостный характер, а именно емкость затворов IGBT транзисторов, сигнал после “подсевшего” ТГР начинает терять в амплитуде, а главное начинают растягивать фронта (длительность нарастания и спада импульса ), и пошла цепочка последовательностей…. Растянутые фронта – увеличивают время открытия и закрытия силового ключа , это в свою очередь дают перегрев кристалла полупроводника транзистора , так как время пока транзистор находится между полностью открытом и полностью закрытом состоянии практически вся мощность рассеивается на транзисторе. В итоге транзисторы перегреваются, а в какой-то момент включение на столько замедляется что мощность превышает мощность рассеивания на транзисторе и происходит тепловой пробой кристалла, тут ни какая тепловая защита уже не спасет , так как транзистор попросту не успевает передать все выделенное тепло на радиатор…
Но к сожалению на практике не все так красиво как в теории , чаще всего пробой силовых ключей происходит именно когда сердечник ТГР еще не сильно утерял свои свойства , а сам аппарат был перегружен. Поэтому при ремонте осциллограммы кажутся вполне приемлемыми, но замеры мы веть делаем быз сетевого напряжения, поэтому ТГР нагружен только емкостью затвор-эмиттер (Сзэ) но есть еще емкость затвор-коллектор (Сзк) которая гораздо меньше и ее зачастую просто не учитывают, а напрасно!
Дело в том что емкость затвор-эмиттер (Сзэ) хоть и гораздо больше чем емкость затвор-коллектор (Сзк) но заряжается она до напряжения управления затвором , часто это от -10В до +15В , а вот емкость затвор-коллектор (Сзк) заряжается до напряжения затвор – коллектор , это порядка 280….320В , и разряжается до нуля при открытии транзистора , следовательно это емкости для заряда до такого большого напряжения тоже требуется определенное время . Вот и получается что при включении сварочного инвертора от сети, нагрузка на ТГР больше чем при тестах от блока питания на столе, и форма сигнала естественно отличается не в лучшую сторону.
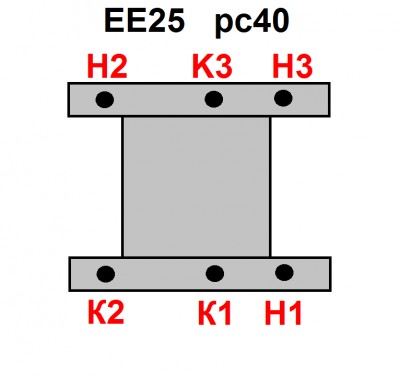
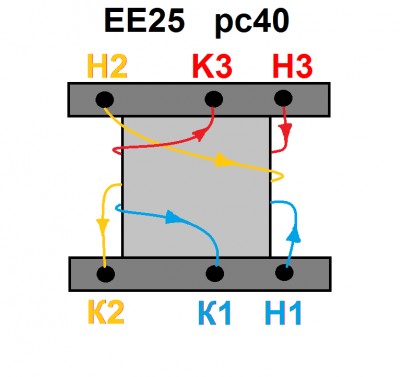
Теперь направление обмотки – здесь опять же мотать можно в любую сторону но обязательно одинаково все три обмотки, начали мотать первичку по часовой стрелке, значит и остальные должны быть намотаны так же.
Сначала намотана обмотка нижнего плеча (Н1,К1) , затем обмотка возбуждения (Н2,К2) и последней обмотка верхнего ключа , такое решение сделано только потому что между обмотками нижнего и верхнего плеча достаточно большой потенциал и если обмотки намотаны рядом да еще и плохо изолированы – пробой дело времени. Разумеется о намотке в два или в три провода речи идти не может – слишком большой риск пробоя, конечно если использовать провод МГТФ это можно сделать но такой провод не поместится на этом сердечнике.
Из рисунка думаю все понятно – вид снизу, между слоями изолировал термоскотчем в два слоя, особое внимание к выводам, они не должны касаться следующих обмоток.
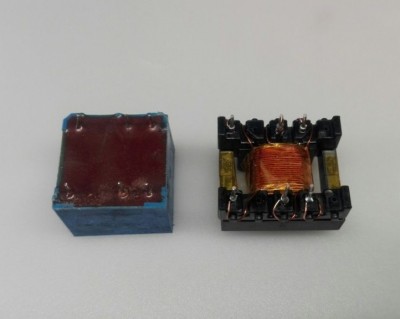
Даже с первого взгляда понятно что новый трансформатор имеет свободный доступ воздуха и не будет так накапливать в себе тепло как штатный буквально заключенный в “шубу” из эпоксидной смолы, а тепло как я писал выше вызывает деградацию материала сердечника.
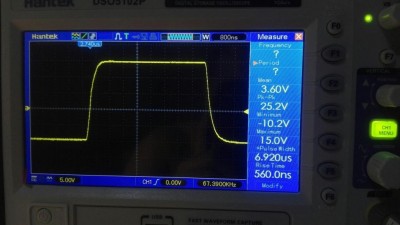
В качестве нагрузки на ТГР во время проверки можно временно подставить силовые ключи или использовать их эквивалент – конденсаторы на 4700 пф включенные между затвором и эмиттером, по одному вместо каждого транзистора . Как видим форма сигнала получилась хорошая. Вернемся к эпюрам , максимальное напряжение +15В минимальное -10В такая разность позволяет четко открывать и быстро закрывать IGBT транзисторы. На последнем фото осцилографа можно видеть “плавно” нарастающие и спадающие франта, ничего в мире не делается мгновенно и это как раз время заряда емкости затвора и ее разряда, в данном случае одна клеточка на экране осциллографа это 800нс , время нарастания (Rise Timе) 560нс что равняется 0,00000056 секунды или 0,56 мкс или 0,00056 мс, так что вполне не плохой результат во времени для заряда емкости затворов 4х ключей.
Всем кто осилил статью целиком – спасибо за внимание ! Вопросы, замечания и пожелания пишите в комментариях.
|

Aoweziic 2020+ 100% новый импортный оригинальный K3878 2SK3878 TO 247 N Channel MOS Type Switching Regulator Applications 9A 900V | Applicator |

Сырье Aoweziic Co., Ltd.
= О нас цель =
Мы являемся лидером на рынке онлайн-дистрибьюторов и решений для спецификации.
Если вы покупаете больше, свяжитесь с нами, и я предложу выгодную цену.
Если вы не можете найти нужный продукт, свяжитесь с нами, мы дадим вам расценки, мы предоставим комплексные услуги по закупкам.
Aoweziic raw Materials Co., Ltd. в основном занимается резисторами, конденсаторами, транзисторами, микросхемами памяти, микросхемами связи, высокочастотными радиочастотами и другими высококачественными продуктами. Наш принцип – это поставка сырья и первая услуга честности. Компания в Северном Хуацян основана в течение 10 лет, Интернет имеет мощный производитель систем в поставках и торговых агентов.
= Оплата =
1. Перед совершением платежа убедитесь, что ваш платежный счет доступен.
2. Все платежи должны быть отменены в течение 7 дней с момента получения позиции. Если вы действительно не можете заплатить, пожалуйста, сначала свяжитесь с нами, и мы поможем вам решить проблему.
3. Если у Вас есть особые требования к деталям проекта, пожалуйста, оставьте сообщение в заказе.
= Отгрузка =
1. Мы можем отправить товар по всему миру.
2. Бесплатная логистика AliExpress – стандарты , DHL, FedEx, TNT, UPS, EMS, почта Китая, почта Гонконга доступны. Друзья в Бразилии.Из-за высоких условий таможенного оформления DHL, FedEx, TNT и UPS на бразильской таможне, таможенное оформление затруднено. Продавцы могут выбрать EMS. Логистику EMS проще пройти таможню в Бразилии.
3. После оплаты товар будет отправлен в течении 3-х дней.
4. При оплате убедитесь, что ваш адрес доставки и контактный телефон указаны правильно.
5. Вы можете отслеживать состояние товара на сайте после отгрузки.
= Обратная связь =
1.Поскольку ваше мнение очень важно для нашего развития, если вы удовлетворены нашими продуктами и услугами, мы искренне приглашаем вас оставить нам положительный отзыв. Спасибо вам большое за ваше время.
2. Наш план оставит такой же отзыв после вашего положительного отзыва.
3. Пожалуйста, свяжитесь с нами, прежде чем оставлять отрицательный отзыв или открывать какие-либо споры на сайте, и мы постараемся сделать все, чтобы решить эту проблему.
Большое спасибо за вашу поддержку и желаю вам приятного дня!
Однофазная дуговая сварка с инвертором постоянного тока Mma Portable Welding (acr-200)
Shanghai Sanyu 2014 Новая разработка для горячей продажи пластиковых инверторных сварочных аппаратов MMA
1. Антипригарное покрытие – позволяет легко извлекать электрод, не повреждая его. в случае прилипания
2. LIFT TIG
3. Сила дуги – увеличивает ток, чтобы избежать прилипания при входе электрода в расплавленный металл
4.Горячий старт – увеличивает ток в начале сварки
5. Чипы IGBT известного бренда (FAIRCHILD из США)
6. Технология SMT, которая значительно снизила скорость поломки печатной платы
7. Термостат, перенапряжение, пониженное напряжение, максимальная токовая защита
8.Используемые электроды: рутиловые, основные, нержавеющая сталь, чугун и т. д.
9. Полные принадлежности – электрододержатель, зажим заземления с кабелем; маска и щетка
Технические характеристики:
Профессиональный инвертор постоянного тока MMA Сварочный аппарат IGBT
| Модель | MMA-130S | MMA-160S | MMA-175S | MMA-200S |
| Напряжение | 220V +/- 15% | 220V +/- 15% | 220V + / -15% | 220V +/- 15% |
| Диапазон тока | 10-130A | 10-160A | 10-175A | 10-200A |
| Напряжение без нагрузки | 67V | 63V | 63V | 63V |
| Входной ток | 29A | 35A | 36A | 45A |
| Рабочий цикл при 40 ℃ | 40% | 40% | 40% | 40% |
| IP | 23 | 23 | 23 | 23 |
| Электрод | 1.6-4,0 | 1,6-5,0 | 1,6-5,0 | 1,6-5,0 |
| Размер | 312 * 120 * 183 мм | 312 * 120 * 183 мм | 312 * 120 * 183 мм | 312 * 120 * 183 мм |
| NW | 3,5 кг | 4 кг | 4,6 кг | 4,7 кг |
Продукт используется в широком спектре отраслей:
Аэрокосмическая промышленность / Техника / Автомобильная промышленность Строительство / Электроника / Процесс ковки / Изоляция / Монтаж / Легкое и тяжелое оборудование / Морское оборудование / Нефтехимия / Судостроение / Знаки и декоративная отделка / Игрушки / Транспорт / Металлообработка
- Помогите клиенту проанализировать проект продукта и обеспечить сварку решение.
- Свободный образец сварочного теста.
- Предлагаем профессиональные сварочные решения.
- Услуги квалифицированного кондуктора.
- Предоставляет услуги проверки информации о доставке / доставке.
- Один год гарантии, обещание на всю жизнь.
- Скорость обратной связи 24 часа по электронной почте.
Производство
Тестирование
Выставка продукта
FAQ:
1.Q: вы фабрика или торговая компания?
A: Мы являемся торговой компанией с собственным заводом с более чем 10 производственными линиями и строгой системой контроля качества и оборудованием, поэтому мы можем удовлетворить ваши требования по количеству и качеству.
2. Вопрос: Могу ли я получить образцы?
A: Да, мы рады предложить вам образцы. После подтверждения цены и заказа стоимость образцов будет снижена.
3. Q: Когда я могу получить товары?
A: Ваши продукты будут доставлены в ближайший внутренний порт после подтверждения заказа, это около 30 дней.
4.Q: Как работает ваша фабрика в отношении контроля качества?
A: Наш завод получил сертификат SAA, сертификат EMC и аутентификацию ISO9002. Качество
делает нас теми, кто мы есть сегодня. Мы делаем упор на качество от начала до конца.
5. Могу ли я покупать другие товары фабрики напрямую у вас?
A: Да, конечно. Таким образом, с нами уже сотрудничают многие клиенты. Мы работаем более 10 лет и обладаем обширными знаниями в области технологий и рынка.Наша хорошая репутация в Китае была отмечена Alibaba Group как ее избранным деловым партнером.
.Оплата | Обратите внимание, что мы также принимаем перевод проволоки, Western Union, Paypal и другие. |
Доставка | США, 7-13 рабочих дней |
Канада, 15-20 рабочих дней | |
Австралия, Западная Европа 20-45 рабочих дней | |
Другая страна: 30-60 рабочих дней ————————————– ————————————————– ———————————– | |
Товар будет отправлен в течение 3-5 дней. После получения оплаты в обычном режиме, если есть какие-либо особые случаи | |
По вопросам стоимости комбинированной доставки, пожалуйста, свяжитесь с нами для дальнейших переговоров. | |
Если у вас не будет номера для отслеживания в течение 5 дней после оплаты, свяжитесь с нами. | |
Пожалуйста, свяжитесь с нами, если у вас возникнут трудности с получением товара после обещанного рабочего дня. ———————————————— ————————————————– ————————- | |
Ввозная пошлина | Ввозные пошлины, налоги и другие сборы не включены в товар. цена или стоимость доставки. |
Пожалуйста, свяжитесь с таможней вашей страны, чтобы определить, какие дополнительные расходы будут | |
Политика возврата | Возврат возможен только в течение 7 дней после получения товара. |
В том маловероятном случае, если потребуется возврат, пожалуйста, свяжитесь с нами ———————————————— ————————————————– ———————— | |
Все возвраты должны включать все оригинальные товары, неповрежденные, в состоянии повторной продажи, всю оригинальную упаковку | |
Стоимость доставки и обработки не возвращается. | |
Покупатель несет ответственность за сохранность и стоимость доставки возвращенного продукта. ———————————————— ————————————————– ————————- | |
Свяжитесь с нами | Мы поддерживаем высокие стандарты качества и стремимся к 100% удовлетворенности клиентов ! Обратная связь |
Китайский производитель дуговой / TIG сварочной машины, резак, поставщик автоматов для резки
В 1999 году рост компании Mindray Automation Equipment Co., Ltd. На переднем крае реформ и открытости – Шэньчжэнь! Хорошая бизнес-среда для автоматизации Mindray шаг за шагом к успеху, и она стала лидером SMT индустрии неэтилированного оборудования в Китае. Компания Mindray позиционирует себя как поставщик первоклассного оборудования для электронной промышленности и предлагает любую серию основных продуктов «MR»…
В 1999 году рост компании Mindray Automation Equipment Co., Ltd. На переднем крае реформ и открытости – Шэньчжэнь! Хорошая бизнес-среда для автоматизации Mindray шаг за шагом к успеху, и она стала лидером SMT индустрии неэтилированного оборудования в Китае. Компания Mindray позиционирует себя как первоклассное оборудование для производства электроники, чтобы иметь любую из основных продуктов серии MR: бессвинцовая пайка волной, бессвинцовая пайка оплавлением, бессвинцовая азотная пайка волной, бессвинцовая пайка оплавлением азотом. , Машины SMT, печатные машины SMT, производственные линии и периферийные продукты серии SMT.Mindray Automation как известные производители оборудования для бессвинцовой пайки волной пайки оплавлением, компания стала высокотехнологичным предприятием в городе Шэньчжэнь, отличной производительностью, превосходным качеством, постоянным сохранением лидирующих позиций в отраслевых продажах, быстрым ростом на зарубежных рынках.
После Решением Совета директоров в 2006 году компания Mindray инвестировала 12 миллионов юаней в создание компании Mindray Gaoke Electric Co., Ltd., специализирующейся на разработке и производстве продукции для инверторных сварочных аппаратов, а также услуг: аппараты для ручной дуговой сварки, сварочные аппараты, аппараты плазменной резки. Сварочный аппарат с защитой от углекислого газа и другие продукты, в настоящее время имеет более 200 агентов и дистрибьюторов.
Между тем, мы постоянно совершенствуем организационную структуру компании, повышаем скорость принятия решений, сокращаем дистанцию с клиентами. На фронте службы на стороне. Продолжайте понимать потребности клиентов и отслеживать развитие клиентов, а также изучать обслуживание клиентов, чтобы повысить удовлетворенность продуктом. Быстрые улучшения и инновации для удовлетворения меняющихся потребностей клиентов, предоставление клиентам удовлетворительного обслуживания. Повышение ценности для клиентов с помощью обслуживания для создания ценности компании.Мы уважаем знания, уважаем таланты, поощряем конкуренцию, делаем упор на сотрудничество, чтобы построить платформу для демонстрации своих талантов сотрудникам или создать широкое пространство для развития и возможностей для сотрудников. Мы надеемся, что первоклассные продукты, качественные и эффективные услуги, а также клиенты для создания блестящего будущего!
@Product
Автоматизация Mindray для предоставления комплексных решений для обработки SMT и сопутствующих услуг для отечественных и зарубежных клиентов, основные продукты включают в себя: серию бессвинцовой пайки оплавлением, бессвинцовой пайки волной припоя, машины SMT, производственной линии серия, серия вспомогательного оборудования SMT, серия испытательного оборудования для печатных плат и другие серии из более чем 60 видов бессвинцового оборудования и вспомогательных продуктов.Широко используется в электронных схемах, интегральных схемах, контрольно-измерительных приборах, печатных схемах, производителях компьютеров, мобильной связи, автомобильных запчастях, точных приборах, городских огнях, светодиодных дисплеях, электронике, индустрии печатных форм.
@Research
Mindray Automation R&D сила, корпорация имеет сотни R & D команды, в настоящее время имеет ряд изобретений, запатентованных авторских прав на программное обеспечение управления, ряд основных технологий на международном продвинутом уровне, первые пиковые вентиляционные отверстия автоматически регулируются ширина «независимых исследований и компаний».
@Quality
Автоматизация Mindray в соответствии с системой контроля качества ISO9001 и системой экологического менеджмента ISO14001 была доработана для продуктов во всех аспектах строгих проверок входящих, технологических, машинных и отгрузочных операций, чтобы гарантировать, что поставки продукта соответствуют характеристикам и качеству; Несколько продуктовых линий Сертификация ЕС CE
@Service
Компания Mindray Automation создала специальный центр управления маркетингом, сеть продаж и обслуживания, охватывающую всю страну, чтобы открыть 10 филиалов за рубежом, а также штат технических специалистов, чтобы предоставить клиентам комплексную предварительную подготовку. продажа, послепродажная поддержка и сервис