Как электросваркой варить тонкий металл: Сварка тонкого металла электродом: ошибки, советы, оборудование
alexxlab | 25.02.2023 | 0 | Разное
Сварка тонкого металла. Особенности и практические рекомендации
Автор: Михаил Щербаков. Рубрика: сварка тонкого металла,сварочный ток
Сварка тонкого металла вызывает большие трудности у начинающих сварщиков и мастеров-любителей. Но чесно говоря, я долго сомневался, нужно ли писать статью на эту тему. Дело в том, что, чтобы осветить тему сварки тонкого металла, потребуется создание целого видеокурса или даже нескольких. Я не знаю, как эту тему можно раскрыть в статье. Тем более, что читать на эту тему не так эффективно, как смотреть видео и повторять увиденное.
Тем не менее, я понимаю, что начался строительный сезон, и многим нужно варить сейчас, а не ждать моих уроков. Поэтому, я всё же что-то попытаюсь прояснить на эту тему.
Итак, основная проблема при сварке тонкого металла — это очень тонкая грань между прожогом металла и прилипанием электрода. Иногда вместо прилипания электрода случается другая проблема — такой дефект, как непровар. Если сварочный ток чуть выше и/или сварщик задерживает электрод в одной точке, то наступает прожог металла насквозь, т. е., дырка. Если же сварочный ток чуть ниже, то получается или непровар и детали попросту отваливаются, или же электрод прилипает к свариваемым деталям. Кроме того, на малых токах даже при незначительном увеличении зазора между электродом и тонким металлом детали, дуга сразу же обрывается. Что делать?
е., дырка. Если же сварочный ток чуть ниже, то получается или непровар и детали попросту отваливаются, или же электрод прилипает к свариваемым деталям. Кроме того, на малых токах даже при незначительном увеличении зазора между электродом и тонким металлом детали, дуга сразу же обрывается. Что делать?
Сварка тонкого металла требует тщательного подбора параметров сварки
Собственно, ответ кроется в названной проблеме — более тщательно сварке тонкого металла скорость движения электрода и длину дуги. Как говорится, «ловкость рук и никакого мошеннства».
Но в этом и заключаются сложности для начинающих сварщиков, т.к. на начальном этапе сварки трудно понять, какой сварочный ток наиболее оптимален, чтобы не наделать дырок, но при этом достаточно проварить тонкий металл для надёжного соединения. И без долгой практики в сварке трудно определить и поддерживать правильную скорость движения электрода и правильную длину дуги.
Но если бы дело было только в этом, то это было бы слишком просто!
Дело в том, что сварка тонкого металла требует подготовки кромок к сварке, а также есть наиболее предпочтительные виды сварных соединений и нежелательные, которые можно использовать лишь в случае крайней необходимости.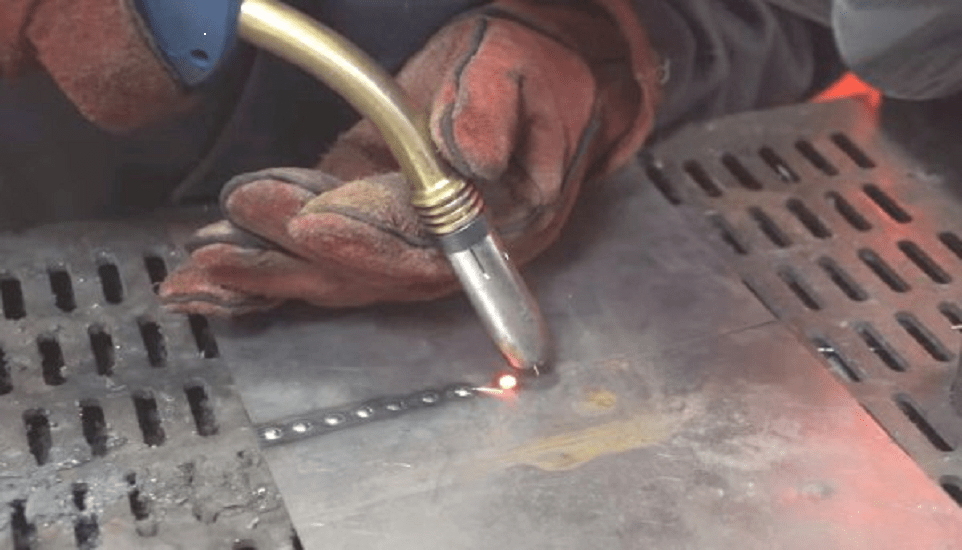 Также это всё зависит от конкретной толщины металла — ведь понятие «тонкий» очень относительное. И, конечно, влияет пространственное положения шва и особенности конкретного сварного соединения. Основы сварки я рассказал, а остальное уже дело частного случая — нужно разбирать различные конкретные ситуации.
Также это всё зависит от конкретной толщины металла — ведь понятие «тонкий» очень относительное. И, конечно, влияет пространственное положения шва и особенности конкретного сварного соединения. Основы сварки я рассказал, а остальное уже дело частного случая — нужно разбирать различные конкретные ситуации.
Я и дальше постараюсь раскрыть эту тему, но пока у вас есть, что делать — займитесь более точным сварке тонкого металла и уделите масимальное внимание скорости движения электрода и длине дуги. И особенно равномерности движения электрода и постоянству дугового зазора!
В комментариях напишите, что у вас получилось.
Понравилась статья? Тогда обязательно нажмите социальные кнопки
Ещё по теме:
Ошибки при выполнении сварочных швов
Тонкий металл, вертикальный шов
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Сварка тонкого металла электродом: ошибки, советы, правила
Содержание:
Сварка тонкого металла электродом: ошибки, советы, правилаВарить тонкий металл проще всего при помощи аргонодуговой сварки. Таким образом, получится создать узкий и красивый сварной шов с минимальным тепловложением.
Таким образом, получится создать узкий и красивый сварной шов с минимальным тепловложением.
Однако у большинства мастеров нет под рукой полуавтомата. Многие прекрасно обходятся и обычным РДС инвертором, тем более, если нужно варить чисто «для себя» и несколько раз в год.
Именно при сварке тонкого металла инвертором и возникают ошибки чаще всего. Чтобы добиться красивого шва на тонкостенной заготовке, важно понимать, что к чему, и действовать согласно технологии.
Когда нужно варить тонкий металл
В бытовых условиях тонкостенный металл варится чаще всего при изготовлении бака под летний душ. Нередко к сварке электродом прибегают и автомобилисты, когда нужно подварить пороги автомобиля.
Также часто приходится варить тонкостенную профильную трубу, толщина которой едва превышает 2 мм. Именно в таких случаях и возникают определенные проблемы, прожоги и деформации, в результате которых значительно страдает качество шва.
Сложности при сварке тонкого металла
Сразу нужно оговориться и сказать, что тонкий металл — это такой металл, толщина которого от 0,8 до 1,5 мм. Варить металл толщиной менее 0,8 мм обычным электродом нереально.
Варить металл толщиной менее 0,8 мм обычным электродом нереально.
Однако и с более толстым металлом возникают не менее распространенные проблемы:
- Наплывы — они образуются в результате того, что заготовка начинает проваливаться под собственным весом;
- Прожоги — не менее распространенный дефект, который приводит к появлению дыр в заготовке. В результате этого серьёзно страдает внешний вид изделия;
- Непровары — боясь получить прожог, неопытные сварщики используют слишком малый ток для сварки или чрезмерно быстро перемещают электрод вдоль шва. В результате этого наплавленный металл не успевает смешиваться с основным, что и приводит к возникновению непроваров;
- Деформация заготовок — происходит вследствие перегрева основного металла.
Таким образом, зная все вышеперечисленные ошибки при сварке тонкого металла, можно попытаться не допустить их в дальнейшем.
Как варить тонкий металл электродом
Для сварки тонкого металла важно использовать только подходящие электроды. Лучшим вариантом станут электроды диаметром 2-2,5 мм. Такими электродами можно легко сварить металл, толщина которого 1 мм. Если толщина металла значительно меньше, то рекомендуется применять электроды диаметром 1,6 мм.
Лучшим вариантом станут электроды диаметром 2-2,5 мм. Такими электродами можно легко сварить металл, толщина которого 1 мм. Если толщина металла значительно меньше, то рекомендуется применять электроды диаметром 1,6 мм.
Не менее важно и правильно подобрать сварочный ток для электродов. Если используются электроды 2-2,5 мм диаметром, то сила тока не должна превышать 35 Ампер. Для электродов 1,6 мм диаметром, сила тока должна быть в районе 10-20 Ампер.
Ниже приведены несколько главных правил, как варить тонкий металл электродом:
- Не перегревайте основной металл. Держите дугу строго по центру соединения, таким образом, получится избежать прожога по краям заготовки;
- Не задерживайте подолгу электрод над металлом. Данная ошибка приведёт к прожогу и деформации заготовки;
- Старайтесь держать конец электрода как можно ближе к металлу, чтобы всегда была короткая дуга, длиной до 3 мм;
- Держите электрод под углом в 30-45 градусов.
Кроме того, используйте сварку на обратной полярности, поскольку это позволит не прожигать тонкий металл. Чтобы значительно минимизировать деформацию металла, строго соблюдайте порядок провара сварных швов.
Чтобы значительно минимизировать деформацию металла, строго соблюдайте порядок провара сварных швов.
Насадки для сварки MIG тонкого металла
MIG ( Металлическая дуга в среде инертного газа ) — это тип сварки непрерывной проволокой , подходящий для высокой производительности, гибкий и универсальный. Благодаря оборудованию последнего поколения Minifaber может сваривать любой металл, даже самый тонкий.
Риск при сварке очень тонких листов (0,6–5 мм) заключается в образовании пузырей и пористости на поверхности линии сварки. Чтобы этого избежать, можно предпринять ряд мер.
Давайте посмотрим:
- Что такое сварка MIG для тонкого металла?
- Методы сварки MIG тонкого металла
- Какой провод выбрать?
- Какую толщину можно сваривать с помощью сварки MIG?
- Как сваривать тонкую нержавеющую сталь MIG
- Можно ли сваривать тонкий металл с толстым?
Что такое сварка MIG для тонкого металла?
Сначала давайте посмотрим, что такое сварка МИГ.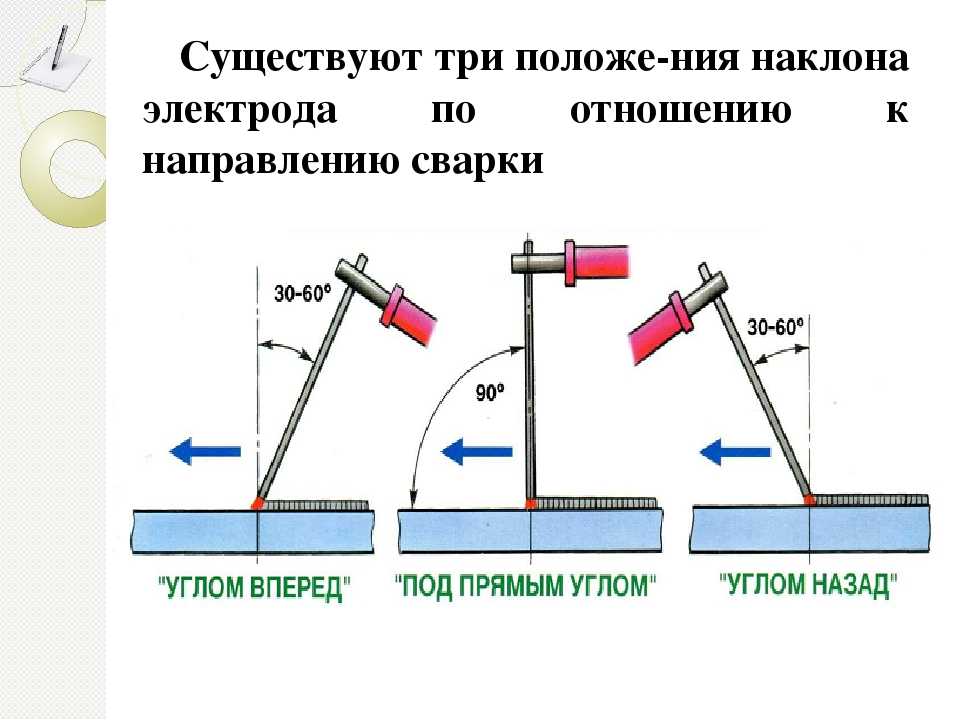
Сварка МИГ представляет собой разновидность дуговой сварки. Чтобы нагреть металлы и обеспечить возможность сварки, он использует мощность, выделяемую электрической дугой , которая стреляет между электродом (называемым присадочным материалом) и свариваемым металлом. Это также тип сварки непрерывной проволокой. Электрод представляет собой бесконечную проволоку; в процессе она сплавляется с кромками свариваемого металла.
В конце концов, это тип сварки, в котором используется действие определенных газов. Как? В качестве защиты сварочной ванны. Газы вводятся в сварочную ванну баллоном для защиты дуги и зоны сварки от воздействия окружающей атмосферы.
Сварка MIG тонкого металла, например Сварка MIG алюминия , сегодня полностью автоматизирована благодаря использованию антропоморфных роботов , которые направляют горелку на сварной шов свариваемой детали.
Техника сварки МИГ тонкого металла
Дуговая сварка МИГ может выполняться:
- С газовой защитой (G.M.A.W. газовая дуговая сварка металлическим электродом)
- Без защиты газа (флюс или самозащитная проволока)
Эти два процесса отличаются газом, используемым для защиты сварочной ванны. В случае сварки тонких металлов не следует использовать Co2, так как он слишком горячий, и следует предпочесть газ аргон вместо этого.
Чтобы приступить к сварке MIG тонких металлов, необходимо знать больше о сварочной проволоке.
Сварка тонкого металла методом MIG требует опыта и высокой точности. Мы поможем вам с индивидуальной сметой. Свяжитесь с нами
Безгазовая сварка MIG тонкого металла: какую проволоку выбрать?
Как вы знаете, при сварке непрерывной проволокой используется проволока, которая вставляется в горелку сварочного аппарата. Какую проволоку следует предпочесть для сварки MIG тонких металлов? Морфология сечения проволоки может быть двух типов:
Какую проволоку следует предпочесть для сварки MIG тонких металлов? Морфология сечения проволоки может быть двух типов:
- Сплошная проволока : секция, состоящая только из металлической порошковой проволоки. Сплошную проволоку выбирают из того же свариваемого вещества; он должен иметь такой же химический состав, чтобы быть эффективным. В проволоке есть элементы, помогающие в очистке свариваемого материала.
- Порошковая проволока , содержащая гранулы. Порошковая проволока выполняет ту же функцию, что и электрод с покрытием. Порошковая проволока имеет газозащиту, центр проволоки заполнен гранулированным порошком – флюсом. Так как он работает как электрод с покрытием, он может быть рутиловым, основным или специальным типом.
Для сварки тонкого металла лучше всего подходит порошковая проволока из-за ее меньшей силы тока.
Насколько тонкий слой можно сваривать с помощью сварки MIG?
Машины Minifaber могут контролировать количество тепла, сваривать любой лист толщиной менее 0,8 мм с использованием процесса MIG. Однако в идеале мы используем сварку TIG ( Tungsten Inert Gas ) для листов толщиной 0,6 мм или тоньше.
Однако в идеале мы используем сварку TIG ( Tungsten Inert Gas ) для листов толщиной 0,6 мм или тоньше.
Как сваривать MIG тонкую нержавеющую сталь
Minifaber может сваривать даже тонкие листы из стали и нержавеющей стали методом MIG. В этом случае обязательно соблюдать осторожность, чтобы не превысить температуру сварки, но в то же время достичь достаточно высокой температуры для сварки твердого материала, такого как нержавеющая сталь.
Можно ли сваривать тонкий металл с толстым?
Правильные настройки — это первый шаг в сварке металлов разного размера. Для начала станки Минифабер настроены на рекомендуемые цифры для самой толстой заготовки. Резак перемещается быстро, чтобы не допустить возгорания более тонкой заготовки. Длина дуги также влияет на количество передаваемого тепла. Чем длиннее дуга, тем больше вольт и, следовательно, тем горячее
. Вот почему вам нужно поддерживать узкую дугу (в идеале 3 мм), чтобы снизить температуру.
Вот почему вам нужно поддерживать узкую дугу (в идеале 3 мм), чтобы снизить температуру.
Свяжитесь с нашими специалистами, чтобы узнать больше о MIG-сварке тонкого металла. Свяжитесь с нами
Ручная сварка листового металла. Можно ли дуговой сваркой тонкий металл?
от персонала
Сварка листового металла считается высококвалифицированным процессом, требующим многолетней практики для освоения. Чаще всего для сварки листового металла (по порядку) используются процессы сварки TIG, MIG и, наконец, сварка электродами. Заметно, что сварка палкой находится в конце этого списка.
Почему сварка электродом или электродуговая сварка в среде защитного газа (SMAW) используется значительно реже, чем другие виды сварки? Давайте рассмотрим этот распространенный вопрос в следующей статье.
Содержание страницы
- Можете ли вы приклеить сварной лист?
- Ручная сварка тонкого металла
- Насколько тонкий металл можно использовать для дуговой сварки?
- Можно ли сваривать листовой металл 22 калибра?
- Какой тип сварочного аппарата лучше всего подходит для тонколистового металла?
Можете ли вы сваривать листовой металл?
Да, можно сваривать листовой металл с помощью аппарата для сварки электродом, но это наиболее сложный вариант из-за агрессивного характера процесса сварки электродом. Мы рекомендуем использовать сварочный аппарат для сварки листового металла только в том случае, если у вас очень ограниченный бюджет (и у вас нет доступа к аппарату для сварки TIG или MIG) или вы работаете на открытом воздухе (в этой области преобладающим типом сварки является электрод).
Мы рекомендуем использовать сварочный аппарат для сварки листового металла только в том случае, если у вас очень ограниченный бюджет (и у вас нет доступа к аппарату для сварки TIG или MIG) или вы работаете на открытом воздухе (в этой области преобладающим типом сварки является электрод).
Сварка тонкого металла электродом
Итак, если вы решили, что аппарат для сварки электродом является лучшим вариантом для вашего проекта, вот несколько важных советов, которые следует учитывать, например, для успешной сварки листового металла:
Настройка
Подготовка к установке для сварки листового металла стержнем даже важнее, чем при стандартных процедурах сварки, если вы хотите добиться успеха. Убедитесь, что сварочный аппарат работает на постоянном токе, чтобы обеспечить бесперебойную работу и сварку. Когда дело доходит до силы тока, начните с более холодного и предпочтительно на тестовом образце и отрегулируйте силу тока экспериментально. Более толстый листовой металл потребует немного больше тепла, чем более тонкий.
Выбор электрода
Мы рекомендуем использовать электрод E6011 или E6013 для сварки листового металла. Это связано с тем, что эти электроды содержат высокую концентрацию целлюлозы, что значительно упрощает их использование с плавной дугой.
Сварочный процесс
Как обычно при сварке электродом, вы хотите перетащить сварной шов (так, чтобы ваша рука находилась перед сварочной ванной). Важно наблюдать за сварочной ванной, чтобы убедиться, что вы не перегреваете листовой металл, что может привести к чрезмерному проплавлению и потенциальному короблению стали. Скорость перемещения сварного шва может иметь ключевое значение для поддержания достаточного количества подводимого тепла.
Какую толщину можно использовать для дуговой сварки?
При сварке листового металла толщина (или калибр) листового металла не является большой проблемой, если речь идет о более толстых листах. Однако сварка гораздо менее гибка при работе с более тонкими материалами. Наши рекомендации по минимальной и максимальной толщине листового металла должны начинаться не менее чем с 16 калибра или 1,5 мм и не превышать 6 мм (15/64 дюйма). Все, что больше 6 мм, считается металлической пластиной, а не листовым металлом.
Наши рекомендации по минимальной и максимальной толщине листового металла должны начинаться не менее чем с 16 калибра или 1,5 мм и не превышать 6 мм (15/64 дюйма). Все, что больше 6 мм, считается металлической пластиной, а не листовым металлом.
Мы рекомендуем минимум 1/16 дюйма (1,5 мм), потому что все, что меньше 16 калибра, создаст больше проблем, чем стоит сваривать. Листы толщиной 22 (0,7 мм), например, обычно используются в производстве листового металла для всех видов производственных работ.
Можно ли сваривать листовой металл 22 калибра?
Металлический лист толщиной 22 калибра (0,03 дюйма) можно сваривать с помощью сварочного аппарата TIG или даже с помощью сварочного аппарата MIG. Тем не менее, не рекомендуется выполнять сварку листового металла толщиной 22 дюйма, так как высока вероятность чрезмерного провара, что может стать проблемой. Калибр 16 или 1,5 мм является безопасным нижним пределом толщины материала при сварке листового металла.
Если вы впервые свариваете лист с помощью сварочного аппарата, то лучше всего начать с листового металла толщиной 2 мм и выше. Сварка более толстого листового металла стержнем намного проще из-за ограниченного проникновения, лучшего контроля тепла (сварочная ванна не будет деформироваться или продувать металл) и будет производить более эстетичные сварные швы.
Сварка более толстого листового металла стержнем намного проще из-за ограниченного проникновения, лучшего контроля тепла (сварочная ванна не будет деформироваться или продувать металл) и будет производить более эстетичные сварные швы.
Если вам абсолютно необходимо сварить тонкий лист металла с помощью сварочного аппарата, мы рекомендуем использовать минимально возможную силу тока в сочетании с высокой скоростью перемещения сварного шва. Ключевым моментом здесь является избегание чрезмерного подвода тепла, поэтому постарайтесь сначала потренироваться на пробном образце, прежде чем приступать к серьезному проекту.
Какой тип сварочного аппарата лучше всего подходит для тонколистового металла? Без сомнения, это должен быть процесс сварки TIG. Сварка TIG с газом была разработана специально для сварки листового металла и может работать намного эффективнее при более низких температурах, чем сварка Stick или MIG. Точность также является важным преимуществом использования аппарата TIG, поскольку гораздо проще управлять контролем нагрева, что, как мы уже говорили, очень важно при сварке листового металла.
Следующим лучшим вариантом, в зависимости от обстоятельств, может быть сварочный аппарат MIG или использование автоматизированного роботизированного аппарата (например, лазерного сварочного аппарата). Сварочные аппараты MIG с защитным газом отлично подходят для сварки более толстого листового металла (3,5 мм +), поскольку они очень производительны благодаря своей скорости сварки и хороши для сохранения глубины провара и качества сварки.
Сварка MIG не так практична для использования на более тонких листовых металлах, как и сварка электродами, поскольку она имеет свои ограничения в отношении тепловложения и качества сварки.
В качестве альтернативы можно использовать автоматический сварочный аппарат, который окажется отличным вариантом для сварки листового металла. Часто в автоматических сварочных аппаратах используется установка TIG или лазерной сварки, и благодаря исключению человеческого фактора точность и качество являются исключительными.
Ограничения существуют для автоматической сварки листового металла и обнаруживаются, когда сварное соединение сложное (например, с кривизной или внутри компонента).