Как инверторной сваркой варить тонкий металл: Сварка тонкого металла электродом: ошибки, советы, оборудование
alexxlab | 07.05.2023 | 0 | Разное
Как варить тонкий металл. Какой полярностью варить тонкий металл инвертором
Автор Мастер М На чтение 13 мин Просмотров 79 Опубликовано
Содержание
- Прямая и обратная полярность при сварке
- В этой статье:
- Отличия режимов сварки
- Режим и сила тока
- Какую полярность сварочного инвертора выставить
- Как варить тонкий металл инверторной сваркой
- Техники и методы сварки тонких листов металлов
- Сварка оцинковки
- Полярность при сварке инвертором
- Технические условия для выбора полярности
- Толщина металлической заготовки
- Типы свариваемых металлов
- Тип сварочной проволоки или электрода
- Видео описание
- Коротко о главном
Поскольку важно сваривать тонкий металл электродами, первое, что нужно сделать, это выбрать правильную пропорцию между машиной, инструментом и толщиной детали.
При этом важно следовать следующим критериям
 При этом важно следовать следующим критериям
При этом важно следовать следующим критериямПрямая и обратная полярность при сварке
Процесс сварки, качество шва и расход электрода зависят от выбора полярности. Рассмотрим разницу между сваркой с предварительной и обратной полярностью.
В литературе по технологии сварки и руководствах по сварочным двигателям часто используется формула «до и после полярности». Процесс сварки, качество шва, расход электрода и глубина проплавления зависят от выбора полярности. Для новичка важно знать, что подразумевается под прямой и обратной полярностью, чтобы выбрать правильную функцию сварки в данной ситуации.
Электрическая дуга, используемая для сварки, требует источника энергии и перекрытия небольшого воздушного зазора 3-5 мм. Источниками питания являются сварочные преобразователи, инверторы, выпрямители и генераторы. Концепция полярности возможна только для источников непрерывного тока. Это происходит потому, что трансформатор, генерирующий переменный ток, меняет направление движения электронов до 100 раз в секунду.
В результате нагрузка меняется с положительной на отрицательную за несколько секунд. При таких «скачках» и хаотичных движениях нет стабильной полярности. В непрерывном токе отрицательно заряженные электроны движутся от отрицательных значений к положительным. Их направление стабильно и обеспечивает определенные свойства.
Сварочные аппараты непрерывного тока имеют два гнезда для подключения ограничительного кабеля и кабеля заземления. Электрод вставляется в рецептор, и электрошапито обрабатывает его для создания сварного шва. Кабель заземления подключается к заготовке с помощью зажимов типа «крокодил».
Если держатель установлен в гнездо ‘-‘, а кабель заземления подключен к гнезду ‘+’, полярность будет прямой. Если держатель подключен к гнезду «+», а кабель заземления подключен к гнезду «-«, полярность будет обратной.
Отличия режимов сварки
Рассмотрим разницу между предварительной и обратной полярностью при сварке. Согласно законам физики, непрерывный ток течет в одном направлении от отрицательного к положительному (движение электрона с отрицательной нагрузкой).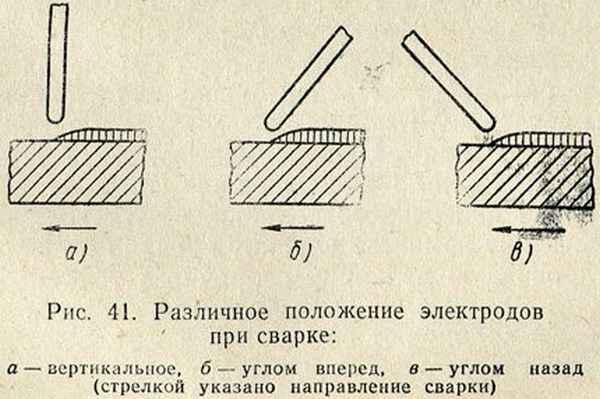 Тепло всегда концентрируется на положительной стороне. Поэтому, если присутствует знак «+», температура будет выше.
Тепло всегда концентрируется на положительной стороне. Поэтому, если присутствует знак «+», температура будет выше.
При сварке с прямой полярностью «+» находится на изделии. Это обеспечивает больше тепла на поверхности и в то же время электрод не перегревается. Тепловая точка на этом конце будет направлена вверх. Использование обратной полярности означает, что «плюс» на конце электрода образует нисходящую тепловую точку. Это сильнее нагревает расходные материалы и уменьшает заготовку. Разница температур составляет приблизительно 1000ºC.
При выборе тока для работы с раскаленным электродом рекомендуется выполнить пробную сварку, чтобы упростить проект.
Режим и сила тока
Сварочный инвертор рекомендуется использовать для сварки тонкого металла только на малых токах. В таблице ниже приведены значения диаметра электрода и силы тока.
Если используются электроды диаметром 1,5 мм, сила тока не должна превышать 45 ампер. Для электродов диаметром 2 мм сила тока должна увеличиться до 60 ампер.
Какую полярность сварочного инвертора выставить
Рекомендуется обратная полярность, чтобы избежать прожога тонкого металла при сварке инверторами. Почему следует использовать обратную полярность на инверторах?
Существует два типа поляризованной инверторной сварки: передняя и задняя. Прямая полярность подходит для сварки толстых металлов, а обратная полярность — для тонких металлов.
Все это связано с температурой дуги: предыдущая полярность имеет более высокую температуру, чем обратная. При инверторной сварке на обратной полярности гнездо электрода подключается к положительной стороне аппарата, а провод заземления — к отрицательной стороне (стандартные соединения: + к + и — к -).
Как варить тонкий металл инверторной сваркой
Тонкий металл не следует сваривать непрерывной сваркой; рекомендуется сваривать детали небольшими швами на расстоянии 5-10 см. Только после этого можно выполнять непрерывную сварку.
Что это дает? Самое главное, чтобы тонкий металл не превратился в свинец.
Следующий совет — сваривать тонкий металл только с небольшими бантиками. Новичкам в сварочном деле необходимо сначала научиться выдерживать короткую дугу. Это объясняется тем, что не все так просто.
Длина короткой дуги не превышает 4 мм, в то время как нормальная длина дуги составляет 4-6 мм. Поэтому для сварки короткой дугой (длинная дуга может прожечь металл) электрод необходимо быстро отводить от металла и во время сварки держать его как можно ближе к поверхности.
Если металл очень тонкий, менее 2 мм, следует использовать теплоотводящую пластину для охлаждения соединения во время сварки. Следует также делать перерывы, чтобы дать металлу немного остыть, так как длительное воздействие высоких температур может деформировать металл.
Тонкие металлы нужно сваривать быстро. Это означает, что электрод не должен оставаться на одном месте в течение длительных периодов времени. Невыполнение этого требования может привести к износу.
Основная проблема заключается в том, что металл не должен быть перегрет, так как при образовании отверстия изделие быстро сгорает.
Поэтому, чем быстрее сварка, тем больше электрод должен вестись строго по линии шва.
Техники и методы сварки тонких листов металлов
Может потребоваться склеивание тонких листов под углом. В этом случае удобнее использовать фланцевый метод. Края листа загибаются под нужным углом и закрепляются небольшими поперечными сварными швами через каждые 5-10 см. Затем она сваривается, как указано выше. Сверху донизу имеется непрерывный шов.
Без зачистки не всегда можно избежать прожога во время сварки. Затем дуга удаляется на несколько минут, после чего электрод снова опускается в ту же точку и продвигается на несколько миллиметров дальше. Таким образом, лук оттягивается назад и вперед и сваривается. Этот метод гарантирует, что металл успеет остыть во время процесса разрыва. На видео можно увидеть, как меняется цвет точки сварки после удаления электрода. Главное помнить, что нельзя допускать чрезмерного охлаждения металла.
Подробнее об инверторах и выборе электрода для сварки.
Если для тонкостенных швов не требуется непрерывная сварка, используется точечная сварка. При этом методе сварки небольшие швы свариваются рядом друг с другом на небольшом расстоянии. Этот метод называется прерывистой сваркой.
Прерывистая сварка тонких металлов выглядит следующим образом
В целом, сварка тонкой стали является сложной задачей. Сварка LAPA — это просто. Детали не сильно перегреваются, и меньше шансов «погнуть» все детали.
При сварке тонкого металла между створками можно установить тонкую проволоку диаметром 2,5-3,5 мм (корпус можно разделить на поврежденные электроды). Он устанавливается так, чтобы передняя часть была на одном уровне с поверхностью металла, а задняя выступала примерно на половину диаметра. Во время сварки носовая часть приводится в движение этой проволокой. Он принимает на себя основную тепловую нагрузку, а свариваемые металлические листья нагреваются периферийным током. Они не перегреты, не деформированы, сварной шов ровный и нет признаков перегрева. После удаления кабеля трудно заметить какие-либо следы его присутствия.
Они не перегреты, не деформированы, сварной шов ровный и нет признаков перегрева. После удаления кабеля трудно заметить какие-либо следы его присутствия.
Поэтому они выглядят как тонкие металлические сварные швы с теплоотводящими проводами под ними.
Альтернативный вариант — поместить медную пластину под компаунд. Медь обладает очень высокой теплопроводностью — в семь-восемь раз выше, чем у стали. Установленный под точкой сварки, он отводит большое количество тепла, не позволяя металлу перегреваться. Этот метод сварки тонкого металла называется «с охлаждающими подушками».
Сварка оцинковки
Оцинкованная сталь — это то же самое, что и тонкий лист, только покрытый слоем цинка. Если его необходимо сварить, то со сварочной кромки должно быть полностью удалено это покрытие, пока она не станет чистой сталью. Существует несколько способов сделать это. Первый — это его механическое удаление. Это делается с помощью абразивного круга, абразивной бумаги или металлической щетки на фрезе или фрезах. Другой метод — сжечь его с помощью сварки. В этом случае электрод дважды проходит вдоль шва. Это цинковое испарение (испаряется при 900°C), а его пары очень токсичны. Поэтому эту работу можно выполнять либо на открытом воздухе, либо при наличии вытяжки на рабочем месте. После каждого прохода поток следует удалить.
Другой метод — сжечь его с помощью сварки. В этом случае электрод дважды проходит вдоль шва. Это цинковое испарение (испаряется при 900°C), а его пары очень токсичны. Поэтому эту работу можно выполнять либо на открытом воздухе, либо при наличии вытяжки на рабочем месте. После каждого прохода поток следует удалить.
Оцинковку рекомендуется проводить в сельской местности. Испарение цинка очень вредно.
После удаления цинка начинается сварка. При сварке оцинкованных труб для получения качественного сварного шва требуется два прохода с разными электродами. Первая сварка выполняется электродами с обычным покрытием. MP-3, ANO-4 и OZS-4. В этом случае колебания очень короткие. Верхний шов — лицевая сторона должна быть шире. Диаметр электрода составляет приблизительно 3. Важно не сваривать в спешке. Этот проход осуществляется с покрытыми электродами (УОНИ-13/55, УОНИ-13/45, ДСК-50).
В этом случае электрод не нужно менять, так как оборудование обеспечивает непрерывную подачу кабеля.
В результате работа занимает больше времени, что важно для крупных проектов. Поскольку в электроде нет воспламеняющихся частей, легче контролировать расстояние от заготовки до нагревателя.
Полярность при сварке инвертором
Основная задача при сварке — объединить соединяемые принадлежности. Этот фактор сильно зависит от правильной настройки сварочного аппарата. При использовании полуавтоматических двигателей необходимо регулировать не только интенсивность мощности, но и соответствующую полярность при сварке инверторами. Настройки по умолчанию не позволяют получить комплексные решения, особенно в отношении редких материалов или сталей с высоким содержанием сплавов. Однако все инверторы могут быть отрегулированы для правильной работы и получения высококачественных сварных швов.
Понятие полярности применительно к сварочному оборудованию относится к конкретным вариантам подключения, связанным с текущим процессом и потребностями конкретного применения. Чтобы изменить полярность, просто поменяйте местами соединительные клеммы. Ток меняет направление, физический процесс и сама сварка отличаются в каждом случае.
Ток меняет направление, физический процесс и сама сварка отличаются в каждом случае.
Существует два типа полярности, которые регулируются перед завершением работы.
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
Пред- и постполярность сварного шва конвертера регулируется сварщиком в зависимости от конкретной задачи. Некоторые молодые специалисты не знакомы со всеми настройками и могут иметь проблемы с нагревом и проникновением в различные куски материала. Рекомендуется сначала изучить техническую документацию по инверторной сварке и проверить теорию на практике.
Технические условия для выбора полярности
Полярность подключения следует выбирать в соответствии с техническими условиями, необходимыми для данного применения. Изменяя тип соединения, можно сконцентрировать теплое восходящее острие на самой детали или на электроде. Непосредственный нагрев обеспечивается плюсом клеммы, поэтому прямое подключение к клемме делает точку более горячей.
Это соединение позволяет выбрать режим работы в зависимости от следующих факторов
Толщина металлической заготовки
При сварке аксессуаров средней и большой толщины необходимо использовать соединение on-line. В этом случае тепловая энергия фокусируется на самой детали, и может произойти сварка с проплавлением. Металл также можно резать таким способом, независимо от его толщины. Обратная полярность рекомендуется для сварки тонких металлических листов, где тепло концентрируется в основном на электроде. Это позволяет избежать перегрева детали и расплавить электрод гораздо быстрее.
В этом случае тепловая энергия фокусируется на самой детали, и может произойти сварка с проплавлением. Металл также можно резать таким способом, независимо от его толщины. Обратная полярность рекомендуется для сварки тонких металлических листов, где тепло концентрируется в основном на электроде. Это позволяет избежать перегрева детали и расплавить электрод гораздо быстрее.
Типы свариваемых металлов
Возможность изменения положения точки подъема по высоте позволяет выбрать наиболее эффективный режим для конкретной детали. Например, при склеивании чугуна или инверторной нержавеющей стали используется обратная полярность, чтобы сплав не перегревался и образовывал надежное соединение. Алюминий же, напротив, должен соблюдать метод фронтального соединения, чтобы как можно быстрее преодолеть пленку окисления. Существуют рекомендации по составлению оборудования из конкретных сплавов. Они должны быть тщательно изучены и использованы на практике.
Тип сварочной проволоки или электрода
Эти компоненты также имеют индивидуальные регулировки температуры, которые в значительной степени зависят от используемого потока. Если происходит сварка угольными электродами, подключение к обратной полярности нецелесообразно, так как поток страдает от сильного перегрева, делая электрод непригодным для использования. В этих случаях выбор более подходящего регулятора зависит исключительно от потока и типа провода.
Если происходит сварка угольными электродами, подключение к обратной полярности нецелесообразно, так как поток страдает от сильного перегрева, делая электрод непригодным для использования. В этих случаях выбор более подходящего регулятора зависит исключительно от потока и типа провода.
Это объясняется тем, что линия сварочного озера находится ниже уровня основного металла, и если проникновение носовой части в основной металл будет сильным и быстрым, оно оттолкнет шину назад и приведет к образованию шва.
Видео описание
Видео по сварке 1 мм металла электродом:.
Существует две основные техники сварки тонкого металла электродом диаметром 2 мм — это
Первый вариант обычно используется, когда края детали накладываются друг на друга. Негативные эффекты, такие как прогорание, покрытие и деформация, либо сведены к минимуму, либо вообще не проявляются. Это позволяет использовать более высокие параметры мощности, большие диаметры электродов и снижать скорость сварки.
Вторая техника используется для меньшей толщины при резке резанием. Ток, диаметр электрода и скорость сварки минимизированы для достижения максимальной скорости сварки. Сварка выполняется в те же этапы, что и для небольших секций.
Рекомендация! Сварка тонкой сваркой маслом для предотвращения перегрева, что уменьшает прожог металла, а бронзовая подложка или проволока располагается за сварным швом. Благодаря высокой теплопроводности материала тепло быстро распространяется, предотвращая возгорание мусора.
Несколько простых, но важных советов о том, как сварить тонкий металл с помощью инвертора для начинающих.
- Высокое качество шва гарантировано при тщательном его контроле со всех сторон во время проведения сварочных работ.
- Расстояние между электродом и деталью (дуговой зазор) должно быть равным электродному диаметру. При меньшем значении шов приобретет выпуклую форму, при большем – не проварится.
- Для визуального контроля расстояния между электродом и металлом необходимо ориентироваться на раскаленную область в месте контакта.
 Появление пятна красного цвета свидетельствует о процессе плавления – необходимого для сварного соединения.
Появление пятна красного цвета свидетельствует о процессе плавления – необходимого для сварного соединения. - Для наиболее плотного соединения листов при сварке внахлест необходимо детали придавить грузом или зажать.
- Чем меньше расстояние между швами при точечной технике сварки, тем меньше искривление.
- Наилучший наклон электрода при сварке – от 45 до 90 градусов.
Полезная информация! Если вы хотите, чтобы нагрев был как можно меньше, изделие должно находиться в вертикальном положении. Угол контакта между электродом и металлом должен составлять 30-40°. Движение осуществляется только сверху вниз.
Коротко о главном
Чтобы ответить на вопрос, как сварить тонкий металл инвертором, необходимо рассмотреть некоторые возникающие трудности.
- Тонкий металл моментально прожигается при перегреве.
- Дуговой зазор маленький, так как сила тока, выдаваемая аппаратом, должна быть минимальна.
- Длинный шов и тонкая структура приводит к искривлению детали.

- Не проваренные участки и наплывы с обратной стороны соединения часто сопровождают работу неопытного сварщика.
При соблюдении всех оттенков и технологий инверторы могут производить прочные, высококачественные, долговечные и нерезкие сварные швы. Однако это требует тщательного подбора параметров оборудования и диаметров электродов в соответствии с конкретной толщиной материала. Существует два основных метода — непрерывное покрытие и резка с отсечкой для сварки. Новичкам следует учитывать рекомендации экспертов, чтобы сварочные работы прошли успешно.
Как варить полуавтоматом тонкий металл
О чем статья:
Как варить полуавтоматом тонкий металл — с газом и без него
Полуавтоматическая сварка получила большую популярность при сварке тонколистового металла из нержавеющей стали и цветных металлов. Можно варить полуавтоматом и чугун, зная, как это правильно делается.
В общем, там, где нужно получить хорошее качество сварного шва, используют полуавтоматы для сварки.
В последние годы наблюдается существенный недостаток информации на рынке среди электриков относительно преимуществ установки стабилизаторов напряжения. Многие ошибочно полагают, что стабилизатор напряжения не так уж и нужен и полезен в электроустановке, или наоборот, это некая «роскошь». В сочетании с отсутствием ликвидности или необходимостью снижения затрат они сознательно решили не устанавливать стабилизатор. Если вы не знаете где купить качественней стабилизатор тогда мы вам поможем стабилизаторы напряжения ЭНЕРГОТЕХ достойный и проведений вариант.
Плюсы сварки полуавтоматом
Сварка инверторным полуавтоматом имеет огромное количество положительных сторон:
- Она идеально подходит для новичков;
- При сварке полуавтоматом нет шлака;
- Не нужны электроды;
- При полуавтоматической сварке практически отсутствует разбрызгивание металла.
Что касается недостатков, то они связаны в первую очередь с тем, что нужен газ, поэтому оборудование для полуавтоматической сварки достаточно громоздкое. Также, варить полуавтоматом неудобно в сильный ветер, поскольку сквозняк сдувает защитный газ, что плохо сказывается на сварочном соединении.
Также, варить полуавтоматом неудобно в сильный ветер, поскольку сквозняк сдувает защитный газ, что плохо сказывается на сварочном соединении.
Как подготовить полуавтомат к работе
Сначала инверторный полуавтомат для сварки нужно заправить сварочной проволокой, установив катушку в аппарат. Используя специальный механизм для протяжки, нужно отрегулировать степень натяжения проволоки.
В том случае, когда используется катушка несколько большего диаметра, чем нужно, следует воспользоваться специальным адаптером. Проволока выводится из механизма примерно на 15 см, после чего её излишняя длина обрезается.
Далее нужно установить баллон с газом, проверить, снабжена ли система предохранителями. Обязательно следует обратить внимание на то, правильный ли был выбран режим сварки полуавтоматом, а также подходящий ли в баллоне газ для сваривания какого-то конкретного металла.
Сварка полуавтоматом для начинающих
Варить бытовым инверторным полуавтоматом можно различные по толщине металлы, начиная от 0,2 мм и заканчивая 4 мм и выше.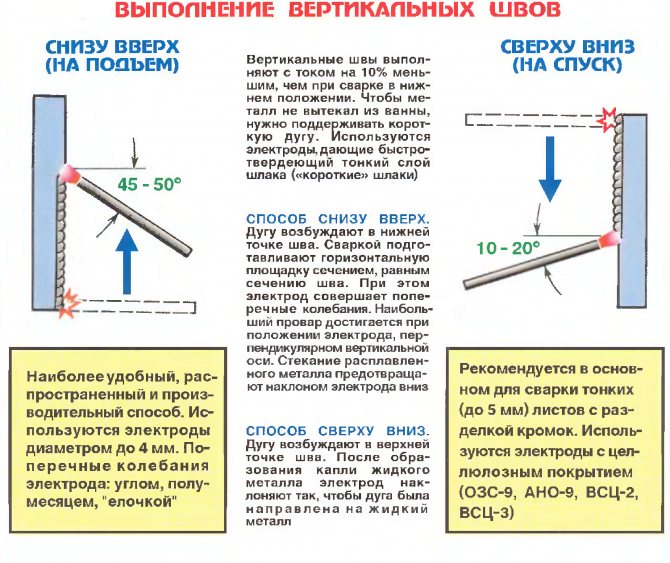
Несмотря на простоту использования полуавтомата, при сварке следует придерживаться следующих советов:
- Крайне важно выбрать правильный режим сварки полуавтоматом;
- Тонкий металл варят полуавтоматической сваркой на пониженных токах, до 75 Ампер;
- Скорость подачи сварочной проволоки выше, чем при сваривании толстых металлов;
- Вести горелку вдоль сварочного шва нужно равномерно, чтобы не появились наплывы металла или не образовался прожог;
- Точечную сварку полуавтоматом всегда лучше начинать от центра заготовки.
Чтобы сварной шов полуавтоматом получился красивым, нужно тщательно очистить металл. Это очень важно и для собственной безопасности, ведь следы краски и других загрязнений способны выделять вредные испарения, которые могут оказывать вредное воздействие на человеческий организм.
При сварке тонких металлов полуавтоматом выдерживают угол между поверхностью и горелкой в 45 градусов.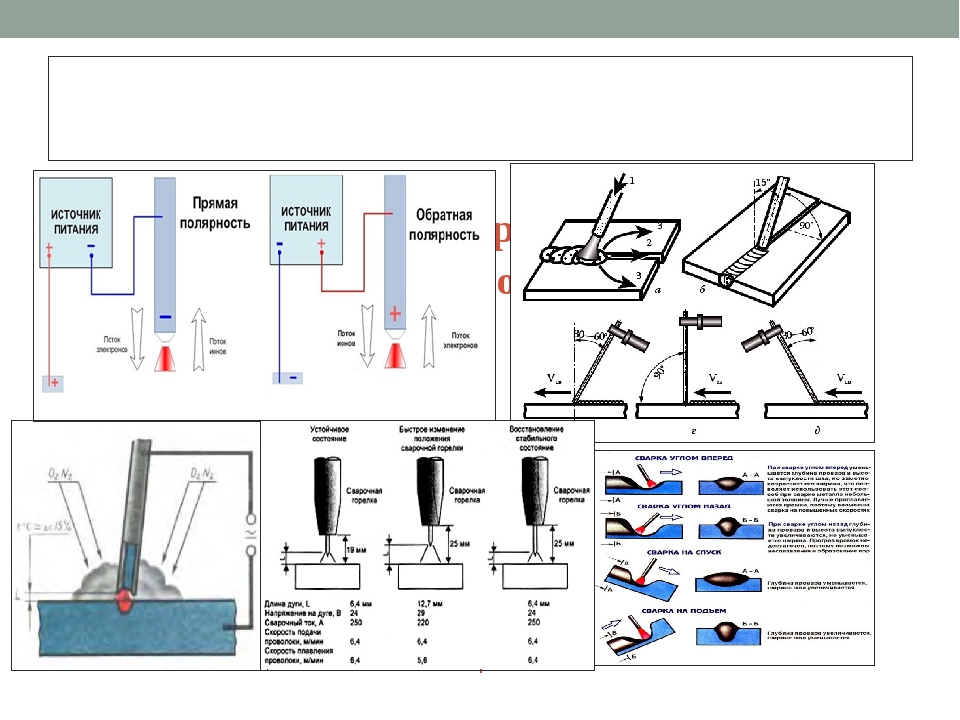 При этом присадочный материал должен обладать продолжительным периодом плавления.
При этом присадочный материал должен обладать продолжительным периодом плавления.
Перед сваркой тонкого металла необходимо досконально изучить весь технологический процесс, поскольку это поможет избежать многих распространённых ошибок.
Сварка тонкого металла:
Сварка тонкого металла является сложной задачей даже для некоторых опытных сварщиков. Начинающим сварщикам обычно приходится нелегко. Правила здесь совсем не такие, как при сварке толстых изделий: много особенностей и сложностей, что усложняет подбор режимов и электродов. Легче это сделать сварочными полуавтоматами, но в быту они встречаются достаточно редко, гораздо чаще встречаются инверторы. Здесь речь пойдет о сварке тонкого металла инвертором.
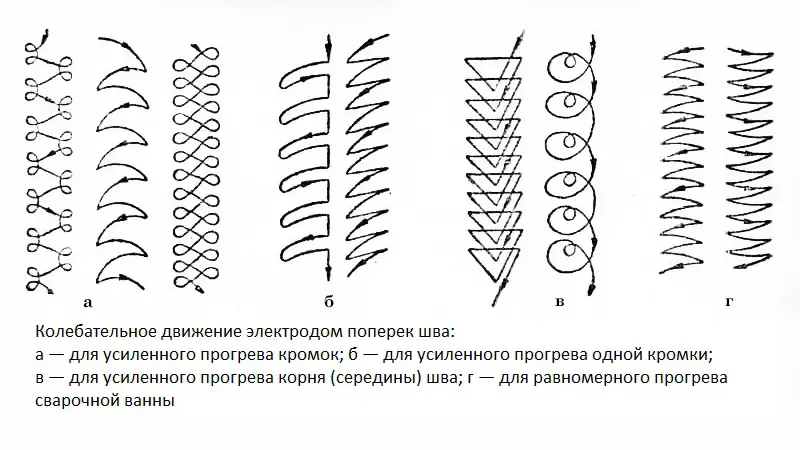
И первая трудность при сварке металла небольшой толщины в том, что его нельзя сильно нагревать: он выгорает, образуются дырки. Поэтому они работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь вообще не идет. Тонкий листовой металл сваривают пропусканием электрода в одном направлении – вдоль шва без каких-либо отклонений.
При сварке тонких металлов листы перегреваются и гнутся
Вторая сложность заключается в том, что нужно работать на малых токах, а это приводит к тому, что дугу приходится делать короткой. При небольшом отрыве он просто гаснет. Также могут быть проблемы с зажиганием дуги, поэтому используйте аппараты с хорошей ВАХ (напряжение холостого хода выше 70 В) и плавной регулировкой сварочного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве меняется геометрия тонких листов: они гнутся волнами. Избавиться от этого недостатка очень сложно. Единственный вариант — стараться не перегревать и не отводить тепло (о способе с теплоотводящими прокладками читайте ниже).
При стыковой сварке тонких листов металла их кромки тщательно обрабатывают и зачищают. Наличие грязи и ржавчины сделает сварку еще более проблематичной. Поэтому тщательно все выровняйте и зачистите. Располагают листы очень близко друг к другу – без зазора. Детали закрепляют струбцинами, зажимами и другими приспособлениями. Затем детали приметываются через каждые 7-10 см короткими швами – закрепками. Они предотвращают перемещение деталей и с меньшей вероятностью изгибаются.
Затем детали приметываются через каждые 7-10 см короткими швами – закрепками. Они предотвращают перемещение деталей и с меньшей вероятностью изгибаются.
Если хорошо зачистить края, получится хороший шов.
Как варить тонкий металл инвертором
Сварочные аппараты постоянного тока хороши тем, что мы можем сваривать с обратной полярностью. Для этого подсоедините кабель с электрододержателем к «+», а «-» зацепите за деталь. При таком соединении электрод нагревается сильнее, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте здесь.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. В этом случае нужно выбирать с высоким коэффициентом плавления: тогда даже при малых токах шов будет качественным. Ток установлен небольшой. Для электродов 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. На самом деле иногда ставят ниже: важно, чтобы можно было работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм – 2 мм | 2 мм | 2,0 мм – 2,5 мм | 4 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали располагают в вертикальном или хотя бы наклонном направлении. Затем варят сверху вниз, перемещая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона – это угол вперед, при этом его величина составляет 30-40°. Так нагрев металла будет минимальным, а это одна из важнейших задач при сварке тонких металлов.
Затем варят сверху вниз, перемещая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона – это угол вперед, при этом его величина составляет 30-40°. Так нагрев металла будет минимальным, а это одна из важнейших задач при сварке тонких металлов.
Положения сварочных электродов и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: покупайте качественные импортные электроды для таких работ. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте здесь.
Техника и способы сварки тонких металлических листов
Иногда тонкие листы необходимо сваривать под углом. В этом случае удобнее использовать метод отбортовки: края листа загибают под необходимым углом, скрепляют короткими поперечными швами через каждые 5-10 см. После этого их сваривают так, как было сказано выше: сплошным швом сверху вниз.
Не всегда удается избежать прожога при сварке без отрыва. Затем можно попытаться на несколько мгновений прервать дугу, а затем снова опустить электрод на то же место и продвинуть его еще на несколько миллиметров. Итак, тянем и возвращаем дугу, и готовим. При таком способе получается, что металл успевает остыть во время отрыва дуги. На видео вы увидите, как меняется цвет места сварки после удаления электрода. Главное, не давать металлу сильно остыть.
Затем можно попытаться на несколько мгновений прервать дугу, а затем снова опустить электрод на то же место и продвинуть его еще на несколько миллиметров. Итак, тянем и возвращаем дугу, и готовим. При таком способе получается, что металл успевает остыть во время отрыва дуги. На видео вы увидите, как меняется цвет места сварки после удаления электрода. Главное, не давать металлу сильно остыть.
О выборе электродов для сварки инверторным аппаратом читайте здесь.
Если при сварке тонкого металла сплошной шов не требуется, применяют точечную сварку. При этом малогабаритном способе сварки прихватки располагаются на небольшом расстоянии одна от другой. Этот метод называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще сварка тонкого железа встык затруднена. Внахлест проще: детали не так сильно перегреваются и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте здесь.
При электросварке тонкого металла встык между листами можно прокладывать тонкую проволоку диаметром 2,5-3,5 мм (на поврежденных электродах можно взбить покрытие и использовать их). Его располагают так, чтобы с лицевой стороны он был вровень с металлической поверхностью, а с тыльной выступал почти на половину диаметра. При сварке дуга ведется по этой проволоке. Он принимает на себя основную тепловую нагрузку, а свариваемые металлические листы нагреваются периферийными токами. При этом не перегреваются, не коробятся, шов ровный, без следов перегрева. После снятия провода трудно увидеть следы того, что он присутствовал.
Так выглядит шов при сварке тонкого металла встык с уложенной снизу теплопроводной проволокой
Другой способ – подложить под стык медные пластины. Медь имеет очень высокую теплопроводность – в 7-8 раз выше, чем у стали. Помещенный под место сварки, он отводит значительную часть тепла, предотвращая перегрев металла. Этот метод сварки тонких металлов называется «термоотводом».
Этот метод сварки тонких металлов называется «термоотводом».
Как сварить металлическую беседку читайте здесь. Возможно, вам будет интересно прочитать, как сделать мангал из газового баллона или металла? Вещь нужная и подходящая для освоения сварки.
Оцинкованная сварка
Оцинкованная сталь – такой же тонкий лист, только покрытый слоем цинка. Если вам нужно его сварить, вам придется полностью удалить это покрытие на кромках для сварки, чтобы очистить сталь. Есть несколько способов. Первый – удалить механическим способом: абразивным кругом на шлифовальной машине или болгарке, наждачной бумагой и металлической щеткой. Есть еще способ – выжечь сваркой. При этом электрод дважды проходит по шву. При этом цинк испаряется (испаряется при 900°С), а его пары очень ядовиты. Так что эту работу можно проводить либо на улице, либо при наличии на рабочем месте вытяжки. После каждого прохода нужно сбивать флюс.
Оцинкованные лучше сваривать на открытом воздухе: испарения цинка очень вредны
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб потребуется два прохода разными электродами для получения хорошего шва. Первый шов сваривают электродами с рутиловым покрытием, например, МП-3, АНО-4, ОЗС-4. При этом колебания имеют очень малую амплитуду. Сделайте верхний шов шире. Он примерно равен трем диаметрам электрода. Здесь важно не торопиться и хорошо прокипятить. Этот проход используют электроды с основным покрытием (например, УОНИ-13/55, УОНИ-13/45, ДСК-50).
При сварке оцинкованных труб потребуется два прохода разными электродами для получения хорошего шва. Первый шов сваривают электродами с рутиловым покрытием, например, МП-3, АНО-4, ОЗС-4. При этом колебания имеют очень малую амплитуду. Сделайте верхний шов шире. Он примерно равен трем диаметрам электрода. Здесь важно не торопиться и хорошо прокипятить. Этот проход используют электроды с основным покрытием (например, УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте здесь.
Как склеить сварку тонкого металла
12 января 2023 г. 12 января 2023 г. | 16:33
Сварка стержнем — популярная форма сварки, которая часто используется для изготовления стали и нержавеющей стали. Это универсальный процесс сварки, который можно использовать для сварки различных типов металлов, в том числе тонколистовых. В этом сообщении блога мы рассмотрим основы сварки тонкого металла электродом, чтобы вы могли уверенно приступить к следующему проекту.
Что нужно знать перед началом работы
Прежде чем приступить к сварке тонких металлов, важно знать, с каким материалом вы работаете. Различные металлы имеют разные температуры плавления, и перед началом любого сварочного проекта необходимо учитывать температуру, при которой они плавятся. Кроме того, ключевым моментом является выбор правильного электрода для работы; если вы не выберете правильный электрод для своего приложения, он может работать неправильно или может не дать приемлемых результатов.
Безопасность также является важным фактором при электродуговой сварке тонкого металла. Обязательно наденьте все необходимое защитное снаряжение, такое как шлем и перчатки, а также одежду с длинными рукавами и штаны из огнеупорного материала. Искры, возникающие при сварке, могут вызвать сильные ожоги при попадании на кожу или одежду. Кроме того, убедитесь, что в помещении, где вы работаете, имеется достаточная вентиляция, чтобы пары не накапливались и не становились опасными для вашего здоровья.
Как приклеить сварку тонкого металла
После того, как вы примете все необходимые меры предосторожности и выберете электрод, подходящий для вашего применения, пора начинать электродуговую сварку! Начните с настройки источника питания в соответствии с инструкциями производителя, а затем убедитесь, что зажим заземления надежно подключен к неподвижной поверхности. Затем включите источник питания и регулируйте его, пока не будет достигнуто желаемое значение силы тока — чем выше значение силы тока, тем больше тепла будет выделяться в процессе сварки.
Затем зажгите дугу между заготовкой и электродом, слегка постукивая по ним, пока из них не начнут лететь искры; как только это произойдет, слегка раздвиньте их, пока между ними не останется зазор примерно в одну восьмую дюйма (или больше для более толстых кусков). Затем вы должны медленно двигаться вдоль сустава, поддерживая постоянное давление на обе части, чтобы они оставались вместе на протяжении всего процесса. После того, как все ваши соединения будут завершены, дайте время для охлаждения, прежде чем обращаться с любыми деталями или перемещать их, чтобы предотвратить деформацию или повреждение из-за теплового удара.