Как инвертором заварить алюминий: Cварка алюминия в домашних условиях инвертором
alexxlab | 01.07.2023 | 0 | Разное
Как варить алюминий инверторной электросваркой
Собираясь производить сваривание алюминия, большинство людей думает, что для работы с алюминием в его сплавами необходимо иметь специальный сварочный аппарат и специализированные электроды. Также абсолютное большинство начинающих сварщиков считают, что для сваривания алюминия необходимо иметь огромный опыт работы сварщиком. Такие люди не берут в расчет то, что можно производить успешное сваривание алюминия, имея дома инвертор и сварочные электроды.
Для работы с алюминием потребуется не использовать определенных навыков или приспособлений. Для начала Вам следует подобрать подходящие сварочные электроды для той толщины металла, который Вы собираетесь сваривать. Идеально для сварки алюминия подходят электроды ОЗА, ОЗА-1, ОЗАНА, ОЗАНА-1, ОЗР и ОЗР-2. При правильном подборе сварочных электродов, Вы сделаете уже большой вклад в будущее сваривание.
Успешно производить сваривание возможно при правильном подборе сварочного тока, который изменяется в зависимости от толщины металла и диаметра электрода. Узнать подходящий сварочный ток Вы можете на упаковке электродов, где размещена специальная таблица.
После подбора всех необходимых параметров для сваривания, необходимо прокалить сварочные электроды перед началом работы. Для проведения таких работ необходимо использовать специальную печь для прокалки электродов. Даная печь для прокалки широко применяется не только для сваривания алюминия, потому как прокаливать требуется разные виды электродов и некоторые детали перед свариванием.
Стоит отметить, что для сваривания алюминия подойдет практически любой инвертор, потому как главными требованиями к работе являются правильный подбор электродов, сварочного тока и желание самого сварщика. Имя начальные навыки сваривания, Вы можете с успехом работать над ремонтом и сваркой деталей из алюминия и его сплавов.
В работе со свариванием специальными электродами для сварки алюминия нет разительных отличий от проведения сварочных работ над черным металлом. По этой причине можете не переживать по поводу того, что у Вас нет опыта сваривания алюминия, но есть опыт работы со сталью или ее сплавами. При сварке алюминия требуется внимательность и аккуратность, потому как он не настолько тугоплавок, как сталь, чугун или вольфрам.
Осторожно и внимательно работая над сваркой алюминия, Вы можете сваривать детали прочными и долговечными сварочными швами. Помимо внимательности во время проведения сварочного процесса, требуется качественное сварочное оборудование, которое лучше всего покупать у заводов-изготовителей, потому как покупая прямо с завода, Вы сэкономите деньги, время, силы и Ваше приобретение будет служить Вам долго в отличие от товаров, которые предлагают торговцы или подельщики.
Как правильно варить алюминий полуавтоматом?
Сварка алюминия — довольно сложная задача, справиться с которой под силу только мастерам с навыками сварщика. Алюминий — капризный металл, для его сварки полуавтоматом необходимо использовать качественный инвертор. Как правило, для этой работы подходит любой полуавтомат, но качество сварочного шва может быть обеспечено только сварочным инвертором со специальной функцией сварки алюминия. Кроме того, если вам важен эстетичный внешний вид обрабатываемой детали, то обязательно пользуйтесь аппаратом с функцией импульсной сварки. Подойдет и сварочный инвертор с аргонодуговой сваркой на переменном токе. Сварка алюминия полуавтоматом популярна благодаря высокой скорости работы.
Алюминий — капризный металл, для его сварки полуавтоматом необходимо использовать качественный инвертор. Как правило, для этой работы подходит любой полуавтомат, но качество сварочного шва может быть обеспечено только сварочным инвертором со специальной функцией сварки алюминия. Кроме того, если вам важен эстетичный внешний вид обрабатываемой детали, то обязательно пользуйтесь аппаратом с функцией импульсной сварки. Подойдет и сварочный инвертор с аргонодуговой сваркой на переменном токе. Сварка алюминия полуавтоматом популярна благодаря высокой скорости работы.
Какие требования необходимо соблюдать?
При работе с алюминием используются чистый аргон или его смесь с гелием, которые выполняют функцию защитного газа. Второй вариант чаще всего используют при работе с толстыми листами. Перед началом работы запаситесь алюминиевой сварочной проволокой для полуавтоматов, ее сечение должно быть сплошным.
Таблица характеристик электродов для сварки.
Горелка обязательно должна быть расположена на прямом без перегибов и скручиваний шланге не длиннее 3 м. Это связано с тем, что алюминиевая проволока очень мягкая. Обычный канал в горелке рекомендуется заменить тефлоновым, который специально предназначен для обработки алюминия.
Если длины шланга горелки вам для работы недостаточно, то можно приблизить аппарат к обрабатываемой заготовке. Если такой возможности тоже нет, то для работы вам подойдет только полуавтомат с отдельно подающим механизмом. Обратите также внимание на необходимость использовать наконечники с большим отверстием, чем для сварки стали, так как алюминий расширяется сильнее.
Электроды для сварки алюминия подходят не всякие. Для лучшего результата можно использовать электроды одной из следующих разновидностей:
- ОЗАНА-1 И ОЗАНА-2;
- ОК 96.10, ОК 96.20 И ОК 96.50;
- неплавящиеся электроды.
Электроды, относящиеся к первой категории, получили широкое применение чуть больше 10 лет назад. Ими обрабатывают технический алюминий марок А3, А2 , А1 и А0. Кроме того, они применимы для работы с литейным браком и сплавами алюминия. Данные электроды способны обеспечить ровное горение дуги, шов, сходный по свойствам с основным металлом, и возможность легкого отделения шлаковой корки.
Ими обрабатывают технический алюминий марок А3, А2 , А1 и А0. Кроме того, они применимы для работы с литейным браком и сплавами алюминия. Данные электроды способны обеспечить ровное горение дуги, шов, сходный по свойствам с основным металлом, и возможность легкого отделения шлаковой корки.
Электроды второй категории обладают щелочно-солевым покрытием. Они применимы для работы с различными сплавами этого металла в зависимости от типа электрода. В большинстве случаев для них необходим предварительный нагрев до +150-300°С.
Варить алюминий можно и при помощи неплавящихся электродов из вольфрама. Они зажигают сварочную дугу и поддерживают ее стабильную работу. Их диаметр варьируется от 2 до 6 мм, оптимальный диаметр для каждого отдельного случая определяется с учетом толщины обрабатываемого изделия. Электроды из чистого вольфрама работают хуже, чем электроды с различными присадками, например, из цикория.
Сварка алюминия инвертором предполагает использование недешевых электродов, поэтому необходимо внимательно подбирать подходящий для вашей работы вариант.
Вернуться к оглавлению
Особенности сварки
Схема процесса сварки алюминия полуавтоматом.Сложности при сварке алюминия в первую очередь возникают из-за оксидной пленки, которая появляется на его поверхности в процессе обработки сварочным аппаратом. Температура, при которой расплавляется данная оксидная пленка, составляет порядка +2050°С, что намного выше, чем температура расплавления основного материала.
Технология сварки подразумевает, что оксидная пленка будет пробита, а затем расплавится и сам металл. Для этого идеально подходит импульсный способ сварки. Так как алюминий хорошо проводит тепло и плавится при относительно низкой температуре, есть риск, что при сварке деталь зажжется. Избежать этого можно, если перед тем, как варить алюминий, его немного подогреть. Предварительный нагрев детали увеличит глубину ее провара.
Перед сваркой необходимо почистить обрабатываемую деталь при помощи металлической щетки, чтобы разбить оксидный слой было проще.
Разбить оксидный слой будет проще, если перед сваркой вы почистите обрабатываемую деталь при помощи металлической щетки. Деталь будет лучше проплавлена, при этом времени процесс займет меньше. Начинать варить деталь необходимо в течение суток после зачистки.
В ходе работы необходимо следить за поддержанием постоянной длины дуги. Это правило универсально, оно действует и при сварке других металлов. При длине дуги, большей необходимой, деталь не расплавится, а при меньшей — зажжется. Необходимая длина дуги зависит от химического состава обрабатываемого материала, так как теплопроводность различных сплавов разная. Среднее значение для алюминия — 12-15 мм.
Заварить кратер в конце шва бывает достаточно сложно. Это связано с тем, что алюминий остывает довольно быстро. Устранить эту проблему можно, если пользоваться специальным полуавтоматом, который в самом начале процесса сварки дает сильный ток, хорошо пробивающий оксидную пленку, а затем меньший, позволяющий без труда заварить кратер в конце шва.
https://onmood.ru/youtu.be/NopfUuLBbRo
Таким образом, для сварки алюминия должного качества необходимо применять специальное оборудование, пригодное для данной цели. Электроды для сварки алюминия должны обладать определенными параметрами. Кроме того, этот металл обладает некоторыми специфическими особенностями, которые нужно учитывать при работе, в противном случае вам грозит порча обрабатываемых деталей и расходных материалов.
Регулируемая выходная частота для сварки алюминия методом TIG — Baker’s Gas & Welding Supplies, Inc. GTAW)
, регулирование частоты редко рассматривалось как способ улучшить сварку алюминия
. Ток, идущий от стены — 60 герц — был тем же самым током, который шел в сварной шов. С тех пор бесчисленное количество операторов отказались от этой
менталитет, увидев воочию преимущества регулируемой выходной частоты.
Крупная революция в частотной технологии произошла с изобретением инвертора
. Традиционная технология ограничивает частоту переменного тока до 50 или 60 Гц, что соответствует
Традиционная технология ограничивает частоту переменного тока до 50 или 60 Гц, что соответствует
для однофазной входной мощности. Однако инверторная технология позволяет выводить
частот в диапазоне 20–400 Гц.
Инвертор также позволил разработать усовершенствованную прямоугольную волну,
которая сокращает время, необходимое току для изменения направления,
еще больше повышает стабильность дуги и устраняет необходимость в постоянной высокой частоте
. По сравнению с обычными машинами, инверторы позволяют добавить к работе примерно на 25 % больше тепла за то же время. Это увеличивает проплавление
на ампер сварочной мощности.
Частота, или Гц, представляет собой количество переключений дуги TIG переменного тока между
положительным электродом (EP) и отрицательным электродом (EN) за одну секунду. В Соединенных Штатах
Указывает частоту его доставки 60 циклов в секунду (60 Гц). Это означает, что
имеется 120 изменений направления тока через дугу в секунду.
Увеличение частоты выше 60 Гц повышает стабильность дуги, а
обеспечивает узкую дугу с лучшим контролем направления. Снижение частоты
до 60 Гц или меньше снижает стабильность дуги и создает мягкую и широкую дугу.
Инвертор переменного тока TIG идеально подходит для сварки алюминия, поскольку он позволяет
точно настроить профиль сварного шва, контролируя форму конуса дуги и силу дуги
за счет улучшенного баланса и контроля частоты. Полезно думать об инверторе
, как если бы вы добавляли насадку к пожарному шлангу. Он позволяет изменить форму и силу «воды» (сварочного тока)
с широкого веера на более сфокусированный поток
. Конус дуги на частоте 400 Гц намного более плотный и более сфокусирован в точном месте
, на которое указывает электрод, чем конус дуги, работающий на частоте 60 Гц.
В отличие от других типов управления формой волны, таких как баланс и амплитуда, 9Регулятор частоты 0011 обеспечивает хорошее проникновение как на низких, так и на высоких частотах.
Основное различие между ними заключается в ширине конуса дуги и
результирующего сварного шва. Контроль баланса влияет на очищающее действие, срок службы вольфрама и проникающую способность
.
Вот некоторые преимущества регулируемой частоты:
- Более высокая частота дает более узкую дугу
- Более высокая частота обеспечивает более стабильную и направленную дугу
- Более низкая частота расширяет дугу
- Более низкая частота создает более мягкую и менее сильную дугу
Увеличение частоты переменного тока («сужение сопла») обеспечивает более сфокусированный конус дуги
с улучшенным управлением направлением и более узким сварным швом и зоной очистки
. Повышенная частота помогает при сварке в углах, на корневых проходах
, угловых швах, внахлестку и тавровых соединениях.
Для соединения внахлестку и таврового соединения использование более высокой частоты позволяет установить сварной шов
лужа ровно у корня. Это может обеспечить хорошее проникновение, контролировать ширину валика 900×11 и минимизировать зону травления. Оператор может направить дугу точно на стык
Это может обеспечить хорошее проникновение, контролировать ширину валика 900×11 и минимизировать зону травления. Оператор может направить дугу точно на стык
и не допустить скачка дуги от пластины к пластине. Увеличение частоты также
может увеличить скорость движения до 40 процентов в некоторых приложениях.
Уменьшение частоты приводит к более широкому конусу дуги, что расширяет профиль сварного шва
и лучше удаляет загрязнения с поверхности металла. Это также
передает максимальное количество энергии заготовке, что ускоряет выполнение операций
, требующих осаждения тяжелых металлов. Частоты ниже 60 Гц передают
больше энергии в работу и создают более широкий валик с приличным проникновением — идеальная комбинация
для наращивания, захвата обоих краев внешнего угла или
для заполнения прохода с сохранением скорости движения.
Регулятор частоты переменного тока управляет шириной дуги
конуса. Увеличение частоты переменного тока обеспечивает более сфокусированную дугу с улучшенным контролем направления. Уменьшение частоты переменного тока смягчает дугу и расширяет сварочную ванну для более широкой зоны сварки.
Увеличение частоты переменного тока обеспечивает более сфокусированную дугу с улучшенным контролем направления. Уменьшение частоты переменного тока смягчает дугу и расширяет сварочную ванну для более широкой зоны сварки.
В целом, хорошей отправной точкой для обычной сварки является частота от 80 до 120 Гц. Эти частоты
удобны в работе, улучшают контроль направления дуги,
и повышают скорость перемещения. Для достижения полного провара в сварном шве без слишком большой силы тока в металле, частота должна быть увеличена до 200 Гц для углового сварного шва
. Для наращивания частота должна начинаться с 60 Гц, а затем
должна быть уменьшена.
Марк Кадлец
Техник по сварке, Tig Solutions
Miller Electric Mfg. Co. An
ITW Company
Mark Kadlec работает в сварочной отрасли последние 40 лет.
С 1998 года он занимается разработкой продуктов и их применением в качестве техника/инженера по сварке
в компании Miller’s TIG Solutions. До этой должности Марк занимал
До этой должности Марк занимал
должностей в сфере производства и сертификации третьих лиц в компании Miller.
Подано в: как сварить алюминий, инвертор, Учиться, Миллер Электрик, Специальные сварочные процессы, Техники, тиг сварщик, тиг сварка, сварной альмунин, сварщик, обучение сварщиков, сварка, сварочное образование, сварочный наконечник, обучение сварке
Сварочный аппарат TIG AC/DC London 2400 | VECTOR WELDING
Артикул: T1054VW
Аппарат для сварки TIG переменным/постоянным током – Лондон 2400
Аппарат для сварки TIG переменным/постоянным током London 2400 от Vector Welding основан на цифровой системе сварки. Он предлагает точный, профессиональный процесс сварки TIG переменным и постоянным током .
Он предлагает точный, профессиональный процесс сварки TIG переменным и постоянным током .
С помощью London 2400 можно обрабатывать все свариваемые металлы, включая алюминий .
Машина работает с 200A в режиме TIG и 170A в режиме MMA/электрод/стержень . Простое управление и полный набор функций: все необходимые элементы управления для сварки TIG постоянным и переменным током с ВЧ-зажиганием или MMA/сварка электродом с контактным зажиганием можно быстро настроить через панель управления.
London 2400 ОСОБЕННОСТИ И ПРЕИМУЩЕСТВА:
AC/DC TIG : сварка все свариваемые металлы, включая алюминий
Регулируемая выходная частота переменного тока позволяет оператор фокусирует дугу, чтобы свести к минимуму тепловое воздействие зона.
Усовершенствованный регулятор баланса переменного тока помогает для поддержания острой вольфрамовой иглы для точного управления дугой в сварной шов.

Импульс функция : во время импульсной сварки сварочный ток переключается между выходным и пиковым током на желаемой частоте. Чем длиннее интервалы, тем меньше энергии и тепла поступает к заготовка
- Непрерывный выходной контроль : Сфокусировать дугу для другого материала толщины. Сильный для тяжелых условий эксплуатации: 200 А в режиме TIG и 170 А в режиме ММА.
Триггер Управление: 4Т/2Т
ММА/электроды/стик : используются покрытые электроды – в этом процессе электроды дуговые несущий и присадочный металл в одном.
Горячий пуск :каждый при перезапуске сварочного аппарата обеспечивается перегрузка по току и, таким образом, поддерживает зажигание дуги.
Arc-Force : Расплавленный материал легче переносится на заготовку. Предотвращает дугу от тушения, если этот материал вызывает контакт между электродами и расплавленный бассейн.

9 ячейки памяти для индивидуальной настройки параметры сварки.
London 2400 ХАРАКТЕРИСТИКИ:
London 2400 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| Диапазон регулировки сварочного тока (TIG) | 111 10–200 А |
| Диапазон регулировки сварочного тока (MMA/
Электрод ) | 10–170 А |
| Рабочий цикл TIG 20°C | 200 А при 18 В 40 % |
| Рабочий цикл MMA 20°C | 170 А при 26,8 В 25 % |
| Входное напряжение | 1 x 230 В |
| Частота сети | 50–60 Гц |
| Класс защиты | IP23 |
| Размеры в мм (Д x Ш x В) | 525 х 260 х 445 |
| Вес (кг) | 11 |
| Стандарты | ЕН 60974-1 / МЭК 60974-1 |
| Охлаждение | Вентилятор охлаждения |
| Тип сварочного аппарата | Источник питания инвертора |
1. Дисплей Дисплей | 5. Включение/выключение питания | 9. Настройка параметров сварки |
| 2. Функция PULS | 6. Индикатор перегрева | 10. Горячий пуск/форсирование дуги/антиприлипание |
| 3. Триггер 2T/4T | 7. РАБОТА и СОХРАНЕНИЕ | 11. Дисплей настроек |
| 4. Режим сварки (MMA/TIG) | 8. Режим переменного/постоянного тока | |
Лондон 2400 ДЕТАЛИ НАСТРОЙКИ:
| 1. Расход газа | 6. Ширина импульса | 11. Частота переменного тока (50-200 Гц) |
| 2. Мощность нагрузки | 7.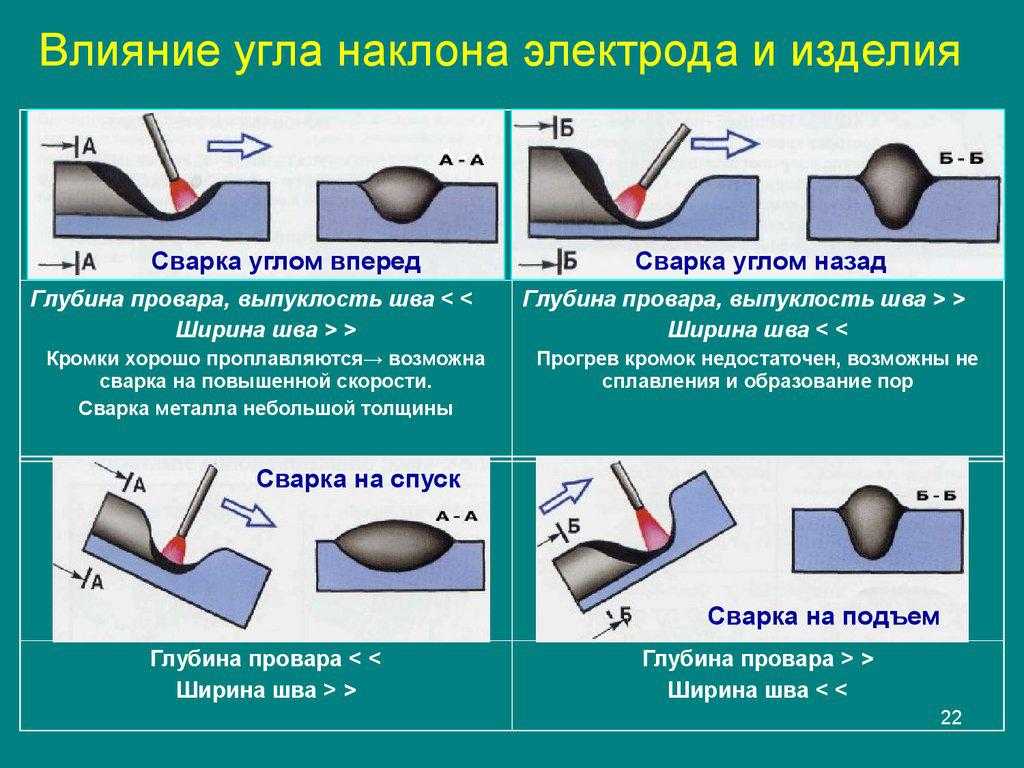 Частота импульсов (Гц) Частота импульсов (Гц) | 12. Перемещение электроэнергии (10-50%) |
| 3. Увеличение электроэнергии | 8. Снижение тока | REM=Дистанционное управление/лампа дистанционного управления |
| 4. Первичный ток | 9. Ток включения | |
| 5. Вторичный ток | 10. Газовый выбег | |
| Вес брутто: | 13,80 кг |
| Размеры (Длина × ширина × высота): | 51,50 × 30,00 × 39,00 см |
London 2400 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| Диапазон регулировки сварочного тока (TIG) | 10–200 А |
| Диапазон регулировки сварочного тока (ММА/электрод) | 10–170 А |
| Рабочий цикл ВИГ 20°C | 200 А при 18 В 40 % |
| Рабочий цикл MMA 20°C | 170 А при 26,8 В 25 % |
| Входное напряжение | 1 x 230 В |
| Частота сети | 50–60 Гц |
| Класс защиты | IP23 |
| Размеры в мм (Д x Ш x В) | 525 х 260 х 445 |
| Вес (кг) | 11 |
| Стандарты | ЕН 60974-1 / МЭК 60974-1 |
| Охлаждение | Вентилятор охлаждения |
| Тип сварочного аппарата | Источник питания инвертора |
Variante auswählen
▶ ДИСПЛЕЙ
1. Дисплей Дисплей | 5. Включение/выключение питания | 9. Настройка параметров |
| 2. Функция ПУЛЬС | 6. Индикатор перегрева | 10. Горячий пуск/форсирование дуги/антиприлипание |
| 3. 2T/4T | 7. ЗАДАТЬ и СОХРАНИТЬ | 11. Дисплей настроек |
| 4. Режим сварки (MMA/TIG) | 8. Режим переменного/постоянного тока |
▶ ДЕТАЛИ ДИСПЛЕЯ (ВИГ)
| 1. Расход газа/время подачи газа | 6. Ширина импульса | 11. Частота переменного тока (50-200 Гц) |
| 2. Пусковой ток | 7.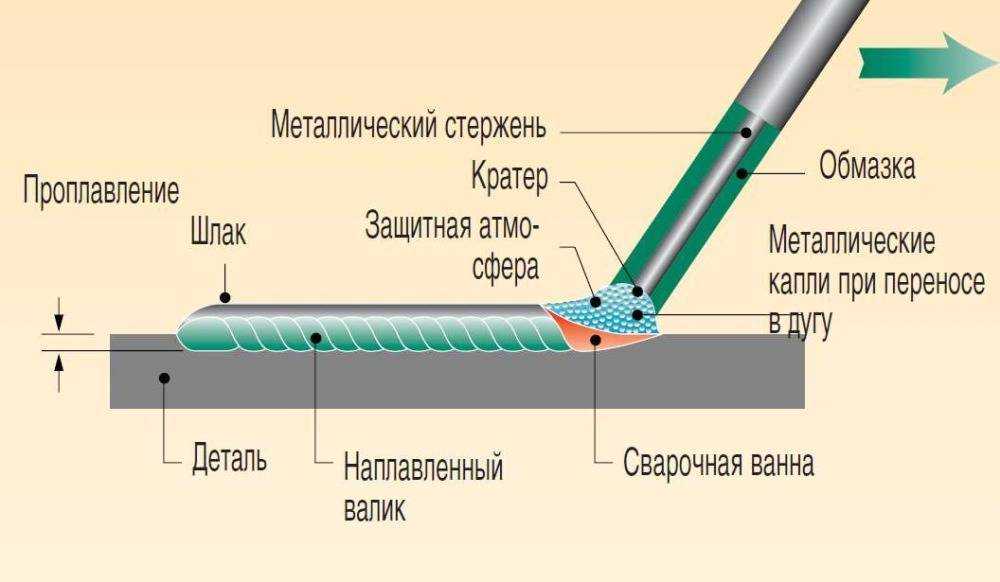 Частота импульсов (Гц) Частота импульсов (Гц) | 12. Баланс переменного тока (10-30%) |
| 3. Текущее увеличение | 8. Снижение тока | REM=Удаленный |
| 4. Первичный ток | 9. Конечный ток | |
| 5. Вторичный ток | 10. Контроль газа |
▶ НАСТРОЙКИ ВИГ
Далее мы объясним варианты настройки для сварки ВИГ – последовательность настроек можно найти в ДЕТАЛИ ОТОБРАЖЕНИЯ (ВИГ). В нашем примере мы свариваем стальной лист толщиной 1,5 мм. Обратите внимание, что параметры сварки всегда должны быть адаптированы индивидуально к вашему проекту.
1. Задаем время подачи газа (от 0,1 до 10 секунд), выбираем 0,4 сек. Эмпирическое правило: 0,1 секунды на метр пакета шлангов — хорошая базовая настройка.
2. Пусковой ток: регулируется от 10 до 200 ампер, в зависимости от выбранного основного тока, для нашего примера мы выбираем 30 ампер, так как мы будем сваривать при 60 ампер. Это позволяет добиться более «мягкого» воспламенения, что особенно выгодно для тонких листов. ВНИМАНИЕ: Эти настройки активны только в режиме 4T.
3. Увеличение тока: Здесь мы устанавливаем скорость, с которой устройство переключается с пускового тока на основной ток. Диапазон регулировки зависит от основного тока. В нашем случае мы выбираем 0,6 секунды.
4. Первичный (основной) ток: относительный сварочный ток, регулируемый в диапазоне от 10 до 200 ампер. В нашем случае выбираем 60 А.
5. Вторичный (базовый) ток: при импульсном режиме мы можем установить здесь второй ток (более низкий), и наш сварочный ток будет постоянно чередоваться между основным током и базовым током. Пропорцию можно определить.
6. Длительность импульса: указывается в процентах и определяет долю основного тока по отношению к базовому току.