Как исправить свищи в сварном шве: Вопрос: Вопр_ОЭ/2 Как исправлять в сварном шве свищи? : Смотреть ответ
alexxlab | 28.05.1995 | 0 | Разное
подрез, свищ, непровар, наплыв, перегрев, трещина, прожог
Главная » Технология » Контроль
Все виды дефектов сварных швов регламентированы ГОСТ 30242-97. В этом же документе описаны их характеристики, причины возникновения и классификация. Возникает дефект сварки из-за нарушений нормативов сборки и сваривания деталей. Любое отклонение от нормы является дефектом.
Содержание
- 1 Виды дефектов
- 2 Основные способы выявления
- 3 Способы устранения
Виды дефектов
Все виды некачественных соединений делят на три основные группы:
- Наружные – это те виды, которые можно увидеть при осмотре сварного соединения. В этот вид входят: трещины, подрезы, наплывы, кратеры.
- Внутренние – выявляются только после дефектоскопии, в которую обязательно включается механическая обработка соединения и рентген.

- Сквозные – подразумевают наличие свищей, прожогов и сквозных трещин. То есть визуализируются и снаружи, и внутри.

Основные способы выявления
Чтобы выявить наличие дефекта сварки, применяются следующие виды обследования:
- осмотр соединения;
- цветная дефектоскопия;
- исследование сварного шва ультразвуком;
- магнитный способ;
- радиационное обследование.
Способы устранения
Что делать с деталью, в которой обнаружены нарушения сварки, решает сотрудник отдела качества. Чаще всего изделие отправляется на доработку, в результате которой проблема устраняется.
Виды дефектов и способы их устранения:
- Подрез – представляет собой углубление в той части соединения, где идет переход от основного металла непосредственно на шов.
- Свищ – это дефект соединения в виде полости. Он значительно снижает прочность шва. Также место образования свища может впоследствии привести к появлению трещины сварного шва. Для того чтобы исправить этот недостаток, поврежденное место вырезается и заваривается.
- Непровар – несплавление металла, который наплавляется на основной, или несплавление слоев шва друг с другом. Сюда же можно отнести нарушение, когда сечение заполнено неполностью. Непровар приводит к ухудшению прочности шва и может стать причиной разрушения соединения. Причинами могут послужить слишком низкий сварочный ток, нарушения в подготовке кромок деталей к свариванию, слишком большая скорость сварки, загрязнение кромок. Для исправления ситуации непроваренный участок вырезается и заваривается.
- Наплыв – участок соединения, в котором расплавленный металл натекает на основной, но при этом гомогенного соединения с ним не образуется. Причины возникновения различны: недостаточный прогрев основного металла, малый ток, окалина на кромках, слишком много присадочного материала. Устранить нарушение можно, срезав излишки, после чего соединение проверяется на наличие непровара.
- Перегрев металла – чрезмерно большое значение сварочного тока или слишком медленная сварка могут привести к перегреву основного металла, что снижает прочность соединения. Такой недостаток можно устранить только термической обработкой всей детали.
- Трещина – самый опасный из всех дефектов. Трещины имеют между собой различия по размерам от микро до макро, по времени образования: от появления в процессе до возникновения после окончания сварных работ. К появлению трещин приводит нарушение технологии сварки, ошибка в выборе материалов, слишком резкое охлаждение после окончания сваривания. Наличие большого количества примесей так же может привести к возникновению трещины. Чтобы полностью решить проблему, трещину высверливают полностью, чтобы избежать распространения, сварное соединение удаляют. После этого работы проводят заново с соблюдением всех нормативов и технологии.
- Прожог — металл прожигается насквозь и вытекает в образовавшееся отверстие, образуя натек. Причинами образования прожога являются слишком высокий сварочный ток и чрезмерно медленная сварка. Увеличенный зазор между кромками деталей также может привести к прожогу, как и малая толщина подкладки или её неплотное прилегание к основному материалу. Чтобы устранить прожог, поврежденное место тщательно зачищают и заваривают.

 Для исправления ситуации непроваренный участок вырезается и заваривается.
Для исправления ситуации непроваренный участок вырезается и заваривается.
 Чтобы устранить прожог, поврежденное место тщательно зачищают и заваривают.
Чтобы устранить прожог, поврежденное место тщательно зачищают и заваривают.Рейтинг
( 1 оценка, среднее 5 из 5 )
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
Исправление дефектов сварки: распространенные методы
Екатерина
Дефекты в сварном шве могут не просто ухудшить внешний вид соединения, но и снизить его эксплуатационные характеристики. Чтобы обнаружить дефекты можно использовать различные методы контроля качества: от простейшего визуального осмотра шва, до применения рентгена или ультразвукового оборудования.
Но что делать, если швы оказались дефектными после проведения контроля качества? Обязательно ли утилизировать детали с дефектными швами? Вовсе нет. В этой ситуации поможет исправление дефектов сварки. Далее мы подробно расскажем, какие существуют дефекты сварных швов и способы их исправления.
Содержание статьи
- Виды дефектов
- Наружные дефекты
- Непровары
- Подрезы
- Наплывы
- Прожоги
- Кратеры
- Внутренние дефекты
- Трещины (горячие и холодные)
- Поры
- Наружные дефекты
- Способы исправления дефектов
- Вместо заключения
Виды дефектов
Существуют наружные и внутренние дефекты сварных соединений. Исходя из названий несложно понять, что наружные дефекты располагаются на поверхности шва и их можно легко обнаружить невооруженным глазом. А внутренние дефекты не видны, поскольку располагаются внутри соединений и их можно обнаружить только с помощью специальных приборов.
Исходя из названий несложно понять, что наружные дефекты располагаются на поверхности шва и их можно легко обнаружить невооруженным глазом. А внутренние дефекты не видны, поскольку располагаются внутри соединений и их можно обнаружить только с помощью специальных приборов.
Наружные дефекты
Непровары
Непровары появляются из-за того, что сварщик установил слишком маленькое значение силы сварочного тока на своем сварочном аппарате. Проще говоря, силы сварочного тока не хватило для полноценной проварки металла. Иногда непровары образуются из-за большой скорости сварки или из-за неправильной разделки кромок.
Чтобы предотвратить появление непроваров нужно устанавливать оптимальную силу тока и уменьшить длину сварочной дуги.
Подрезы
Подрез — наиболее часто встречающийся дефект при сварке тавровых соединений и соединений внахлест. Реже встречается при сварке стыкового шва. Зачастую подрез образовывается в том случае, когда установлено неправильное напряжение дуги или вы варите слишком быстро.
Устранение дефектов сварки такого вида требует уменьшения напряжения дуги и равномерной скорости сварки. Также рекомендуем уменьшить длину дуги. Ведь при большой длине дуги шов становится широким, тепловложения просто не хватает на все соединение и образовываются подрезы.
Наплывы
Главная причина наплыва — неправильно настроенный режим сварки. Чтобы предотвратить образование наплывов нужно тщательно очистить кромки и правильно настроить сварочный ток, скорость подачи присадочного материала (если вы варите полуавтоматом), и повысить напряжение в сварочной дуге.
Читайте также: Режимы сварки полуавтоматом в среде защитных газов
Прожоги
Прожог — это, по сути, просто образование сквозного отверстия в сварном соединении. Прожоги — частая ошибка начинающих сварщиков, поскольку такой дефект возникает либо при медленной скорости сварки, когда в одном месте концентрируется слишком большое количество тепла, либо когда установлено большое значение сварочного тока. Такой дефект существенно снижает прочностные характеристики сварного соединения, так что не допускайте его появления.
Такой дефект существенно снижает прочностные характеристики сварного соединения, так что не допускайте его появления.
Чтобы избежать появления прожогов нужно понизить силу сварочного тока, варить немного быстрее и правильно разделывать кромки. Если вы новичок, то поможет только постоянная практика. Особенно, если нужно сварить алюминий, у которого маленькая температура плавления и при этом высокая теплопроводность.
Кратеры
Кратеры образуются на конце сварного соединения в том случае, если вы резко оборвете дугу. Типичный кратер — это небольшая неглубокая воронка, которая тем не менее существенно влияет на качество шва. Чтобы избежать образования кратера не обрывайте дугу и используйте специальные режимы, которые есть у многих современных сварочных аппаратов. Эти режимы автоматически устанавливают пониженное значение тока при окончании сварки.
Внутренние дефекты
Трещины (горячие и холодные)
Горячие трещины образуются при использовании неправильного присадочного материала. Например, присадочная проволока может быть изготовлена из алюминия и содержать в своем составе мало углерода, а свариваемый металл — это высокоуглеродистая нержавеющая сталь. Как вы понимаете, налицо полная несовместимость свариваемого материала и присадочной проволоки.
Например, присадочная проволока может быть изготовлена из алюминия и содержать в своем составе мало углерода, а свариваемый металл — это высокоуглеродистая нержавеющая сталь. Как вы понимаете, налицо полная несовместимость свариваемого материала и присадочной проволоки.
Также горячие трещины могут появиться, если вы неправильно заварите образовавшийся кратер. Здесь самое главное — не прекращать сварку резко, иначе образование трещины гарантировано.
Есть еще холодные трещины. Они образуются уже после сварки, когда соединение остыло и затвердело. Также холодные трещины образовываются, когда шов банально не выдерживает механической нагрузки. Мы отнесли трещины к внутренним дефектам, но на самом деле они могут образовываться и на поверхности металла.
Поры
Поры — это, пожалуй, самый распространенный дефект. Любой сварщик хотя бы раз в жизни сталкивался с пористостью шва. Основные причины образования пор — недостаточная защита сварочной зоны от кислорода, неправильная или недостаточная очистка металла перед сваркой, присутствие следов коррозии или загрязнений на поверхности металла. Мы отнесли поры к внутренним дефектам, но они могут быть и наружными.
Мы отнесли поры к внутренним дефектам, но они могут быть и наружными.
Чтобы избежать образования пор нужно проверить исправность горелки, из которой поступает защитный газ, а также избегать сквозняков в цеху и не работать на улице, если дует сильный ветер.
Способы исправления дефектов
Мы вскользь уже упоминали, какие бывают способы устранения дефектов сварных швов. Но давайте разберемся подробнее.
Начнем с исправления трещин. Если трещины крупные, то их нужно банально заварить. А чтобы во время сварки трещина не увеличилась в размерах нужно сделать сквозные отверстия на расстоянии пол сантиметра от концов трещины. Далее трещину нужно разделать V или X-образно. Разделка проводится с помощью пневматического зубила или газового резака. Можно также использовать воздушно-дуговой резак. Далее разделанную трещину нужно зачистить и заварить.
Читайте также: Разделка кромок под сварку
В некоторых случаях концы трещины можно прогреть газовой горелкой перед заваркой. Так шов и нагретые участки будут иметь примерно одинаковую температуру и на концах бывшей трещины не будет остаточного напряжения. Все эти рекомендации подходят только для сварки наружных трещин.
Так шов и нагретые участки будут иметь примерно одинаковую температуру и на концах бывшей трещины не будет остаточного напряжения. Все эти рекомендации подходят только для сварки наружных трещин.
Если у шва есть внутренние небольшие трещины, непровары или шлаковые включения, пережженные места, то эти участки нужно просто вырубить или выплавить и после заново заварить. Чтобы убрать наплавы или натеки нужно их удалить абразивом.
Иногда во время исправления дефектов сварщик по неопытности может деформировать металл. Для решения этой проблемы существуют механические и термические методы устранения дефектов сварных швов. Для механической правки используют домкрат, пресс, молоты и прочие подобные инструменты. Механическая правка используется редко, поскольку она очень трудоемкая и часто приводит к образованию новых дефектов, вроде трещин и сколов.
А вот термический метод правки используется куда чаще. Технология крайне проста: деформируемую часть металла нагревают с помощью газовых горелок до той температуры, пока металл не станет пластичным.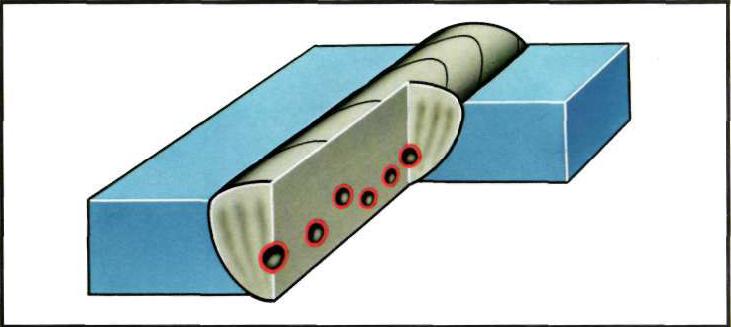 Затем металлу дают остыть. В ходе остывания в нагретых участках возникает обратное напряжение, которое выпрямляет металл.
Затем металлу дают остыть. В ходе остывания в нагретых участках возникает обратное напряжение, которое выпрямляет металл.
Также есть ряд очевидных способов предотвратить образование дефектов еще перед сваркой. Чтобы дефекты не образовывались нужно четко соблюдать технологию сварки, иметь достаточную квалификацию для выполнения тех или иных работ, выбирать качественные комплектующие, учитывать физико-химические свойства свариваемого металла и правильно настраивать режим сварки. Если вы выполните эти пункты, то вероятность образования дефектов сводится к нулю.
Вместо заключения
Похожие публикации
Анальный свищ — Лечение — NHS
Для лечения анального свища обычно требуется хирургическое вмешательство, поскольку они обычно не заживают сами по себе.
Существует несколько различных процедур. Лучший вариант для вас будет зависеть от положения вашего свища и от того, является ли он одним каналом или ответвляется в разных направлениях.
Лучший вариант для вас будет зависеть от положения вашего свища и от того, является ли он одним каналом или ответвляется в разных направлениях.
Хирург расскажет вам о доступных вариантах и о том, какой из них, по его мнению, наиболее подходит для вас.
Операция по поводу анальной фистулы обычно проводится под общей анестезией. Во многих случаях после этого нет необходимости оставаться в больнице на ночь.
Целью операции является заживление свища, избегая при этом повреждения мышц сфинктера, кольца мышц, открывающих и закрывающих задний проход, что потенциально может привести к потере контроля над кишечником (недержание кишечника).
Здесь перечислены основные параметры.
Фистулотомия
Наиболее распространенным видом хирургического вмешательства при анальных свищах является фистулотомия.
Фистулотомия является наиболее эффективным методом лечения многих анальных свищей, хотя обычно она подходит только для свищей, которые не проходят через большую часть мышц сфинктера, так как риск недержания мочи в этих случаях самый низкий.
Если хирургу придется разрезать небольшую часть мышцы анального сфинктера во время процедуры, он приложит все усилия, чтобы снизить риск недержания мочи.
В случаях, когда риск недержания считается слишком высоким, вместо этого может быть рекомендована другая процедура.
Техники Сетона
Если фистула проходит через значительную часть мышцы анального сфинктера, хирург может сначала порекомендовать ввести сетон.
Сетон — это кусок хирургической нити, который оставляют в свище на несколько недель, чтобы он оставался открытым.
Это позволяет ему дренировать и помогает заживлению, избегая при этом необходимости разрезания мышц сфинктера.
Свободные сетоны позволяют дренировать свищи, но не излечивают их. Чтобы вылечить свищ, можно использовать более плотные сетоны, чтобы медленно прорезать свищ.
Для этого может потребоваться несколько процедур, которые хирург может обсудить с вами.
Или могут предложить провести несколько процедур фистулотомии, каждый раз осторожно вскрывая небольшой участок свища, или другое лечение.
Процедура выдвижения лоскута
Процедура выдвижения лоскута может быть рассмотрена, если ваш свищ проходит через мышцы анального сфинктера, а фистулотомия сопряжена с высоким риском недержания мочи.
Это включает разрезание или выскабливание свища и закрытие отверстия, где он вошел в кишечник, лоскутом ткани, взятой изнутри прямой кишки, которая является конечной частью кишечника.
При этом вероятность успеха ниже, чем при фистулотомии, но при этом не требуется рассечение мышц анального сфинктера.
Процедура LIFT
Перевязка межсфинктерного свищевого хода (LIFT) — это лечение свищей, проходящих через мышцы анального сфинктера, когда фистулотомия была бы слишком рискованной.
Во время лечения делается надрез кожи над свищом и раздвигаются мышцы сфинктера. Затем фистулу закрывают с обоих концов и разрезают, чтобы она лежала ровно.
До сих пор эта процедура давала многообещающие результаты, но она существует всего несколько лет, поэтому необходимы дополнительные исследования, чтобы определить, насколько хорошо она работает в краткосрочной и долгосрочной перспективе.
Эндоскопическая абляция
При этой процедуре в свищ вводится эндоскоп (трубка с камерой на конце).
Затем через эндоскоп вводят электрод, который используется для герметизации фистулы.
Эндоскопическая абляция работает хорошо, и ее безопасность не вызывает серьезных опасений.
Лазерная хирургия
Лечение лазерным волокном с радиальным излучением включает использование небольшого лазерного луча для герметизации фистулы.
Есть сомнения относительно того, насколько хорошо это работает, но серьезных проблем с безопасностью нет.
Фибриновый клей
Лечение фибриновым клеем в настоящее время является единственным нехирургическим методом лечения анальных свищей.
Хирург вводит клей в фистулу, пока вы находитесь под общей анестезией. Клей помогает закрыть свищ и способствует его заживлению.
Как правило, это менее эффективно, чем фистулотомия, при простых свищах, и результаты могут быть недолгими, но это может быть полезным вариантом при свищах, которые проходят через мышцы анального сфинктера, поскольку их не нужно разрезать.
Биопротезная заглушка
Другим вариантом является установка биопротеза.
Это конусообразная заглушка из тканей животных, которая используется для блокировки внутреннего отверстия фистулы.
Эта процедура хорошо работает для блокирования анального свища, и ее безопасность не вызывает серьезных опасений.
Риски хирургического лечения анальных свищей
Как и любой вид лечения, лечение анальных свищей сопряжено с рядом рисков.
Основные риски:
- инфекция — может потребоваться курс антибиотиков; в тяжелых случаях может потребоваться лечение в больнице
- рецидив свища — свищ может иногда возникать повторно, несмотря на хирургическое вмешательство чтобы предотвратить это
Уровень риска будет зависеть от таких вещей, как местонахождение вашего свища и конкретная процедура, которую вы проводите.
Поговорите с хирургом о потенциальных рисках процедуры, которую он рекомендует.
Последняя проверка страницы: 18 июня 2019 г.
Дата следующей проверки: 18 июня 2022 г.
Как лечить ороназальные свищи
Распечатать статью полностью
Обсуждение хирургического подхода к лечению
4 мая 2018 г.
Джон Льюис, VMD, FAVD, DAVDC
Пунктирные линии обозначают освобождающие разрезы, а прямоугольная рамка указывает область, где эпителий должен быть удален для создания подходящего реципиентного ложа. В прошлом месяце я обсуждал клинические признаки и результаты физикального обследования, связанные с ороназальными свищами, возникающими вторично по отношению к тяжелому периодонтальному заболеванию. В колонке этого месяца обсуждается хирургический подход к лечению наиболее частых проявлений ороназальных свищей: свищей, возникающих в области клыка верхней челюсти у собак (рис. 1). Техника, которую я опишу ниже, может быть использована для лечения уже существующих ороназальных свищей или свищей, обнаруженных во время удаления верхнечелюстного клыка.
1). Техника, которую я опишу ниже, может быть использована для лечения уже существующих ороназальных свищей или свищей, обнаруженных во время удаления верхнечелюстного клыка.
Перед тем, как приступить к успешной пластике рото-носовой фистулы, необходимо усвоить две важные концепции. Первое и самое важное — понять, что такое фистула: ненормальное соединение между двумя полыми пространствами. В контексте ороназальных свищей это эпителизированное сообщение. Если не предпринимать попыток деэпителизировать реципиентное ложе, слизисто-надкостничный лоскут абсолютно не заживет, даже если будет поднят идеальный лоскут. Освежение реципиентного ложа путем удаления ткани лезвием скальпеля или алмазным бором имеет важное значение для успешного результата (рис. 2).
Рисунок 2 : Алмазный бор № 23 используется для деэпителизации реципиентного ложа (вентрально и небно по отношению к дефекту) перед поднятием слизисто-надкостничного лоскута. Вторая важная концепция такова: для успешного устранения мелких дефектов необходимо больших лоскутов, а для успешного устранения крупных дефектов необходимо очень больших лоскутов. Очень важно, чтобы эти лоскуты не натягивались. Таким образом, надкостница должна быть отделена от подлежащей слизистой оболочки (рис. 3), а широкие разрезы для освобождения слизистой оболочки расширяются дорсально по мере необходимости, чтобы обеспечить закрытие без натяжения. Чтобы освободить надкостницу, я использую ножницы для тенотомии, ириса или Лагранжа.
Очень важно, чтобы эти лоскуты не натягивались. Таким образом, надкостница должна быть отделена от подлежащей слизистой оболочки (рис. 3), а широкие разрезы для освобождения слизистой оболочки расширяются дорсально по мере необходимости, чтобы обеспечить закрытие без натяжения. Чтобы освободить надкостницу, я использую ножницы для тенотомии, ириса или Лагранжа.
Стоматология, как и жизнь, чаще связана с ловкостью, чем с силой. Это приходит на ум при лечении ороназального свища. Вместо того, чтобы использовать шовный материал большего размера, я предпочитаю использовать рассасывающиеся мононити 5-0 простым прерывистым узором на конической игле. К конической игле нужно немного привыкнуть, но она с меньшей вероятностью порвет рыхлые ткани.
Меньший размер нити позволяет мне располагать швы более близко друг к другу, так что я надеюсь, что каждая нить будет служить для точечной сварки лоскута с реципиентным ложем. Близко расположенные простые узловые швы являются ключевыми. Я обнаружил, что полезно наложить начальный подслизистый горизонтальный матрацный шов, который уменьшает натяжение слизистого слоя швов и может снизить вероятность расхождения швов (рис. 4).
Я обнаружил, что полезно наложить начальный подслизистый горизонтальный матрацный шов, который уменьшает натяжение слизистого слоя швов и может снизить вероятность расхождения швов (рис. 4).
Как насчет использования мембран под слизисто-надкостничными лоскутами, используемыми для закрытия ороназальных фистул? Одной из таких мембран является мембрана костного аллотрансплантата, которая удерживает швы. Мембраны можно рассматривать как попытку обеспечить некоторую поддержку костного дефекта, если они могут быть сшиты поперек дефекта до закрытия слизисто-надкостничного лоскута. Точно так же было описано использование ушного хряща для восстановления ороназальных коммуникаций, поскольку он действует как каркас для эпителия, который пересекает участок в более мелких дефектах. 1-3 Я считаю, что это редко бывает необходимо.
Возможно, вы слышали о методе двойного лоскута. Этот метод жизнеспособен, хотя я обнаружил, что мне редко приходится рассматривать что-то большее, чем метод единственного лоскута для дефектов, связанных с больным или отсутствующим верхнечелюстным клыком.
Техника двойного лоскута включает не только слизисто-надкостничный лоскут, поднятый на щечной стороне дефекта, но и первоначальный лоскут небной слизистой и подслизистой оболочки, поднятый с шарнирным прикреплением небно к дефекту.
Перед закрытием попробуйте этот тест, чтобы определить, не натянута ли заслонка. Положите лоскут на дефект и посмотрите, возвращается ли он в исходное положение или остается на месте даже без швов. Это скажет вам, будет ли напряжение играть роль в возможном раскрытии. Если лоскут откидывается, необходимо дополнительное высвобождение надкостницы или следует удлинить освобождающие разрезы. После операции предупредите владельцев домашних животных, чтобы они не натягивали пришитый лоскут, избегая приподнимать верхнюю губу со стороны носо-носовой фистулы.
Надеемся, что эти советы помогут вам в следующем ремонте рото-носовой фистулы. Как и при операциях по поводу врожденного дефекта неба, первый шанс получить закрытие является лучшим шансом, поэтому поднимите большой свободный лоскут и наложите простые узловые швы близко друг к другу (рис. 5) для достижения оптимальных результатов.
Рисунок 4 : Начальный подслизистый матрацный шов. Откусывается подслизистая оболочка неба (желтые стрелки) и подслизистые мягкие ткани слизисто-надкостничного лоскута (черные стрелки). Этот шов помогает уменьшить натяжение слизистой оболочки швов Рисунок 5 : послеоперационное появление метода отдельного лоскута для закрытия ороназальной фистулы, показанного на рисунке 1. 1 COX CLAN CLA, HUTME GB, HUTME GB. Восстановление ороназальных свищей с использованием трансплантатов ушного хряща у пяти кошек. Ветеринар хирург. 2007;36(2):164-9.