Как исправить в сварном шве свищи: Вопрос: Вопр_ОЭ/2 Как исправлять в сварном шве свищи? : Смотреть ответ
alexxlab | 10.03.2023 | 0 | Разное
непровар, свищ, подрез, кратер, прожог
При проведении сварочных работ необходимо предпринимать все меры по увеличению качества сформированного шва. От степени качества зависит длительность эксплуатации изделия. Дефекты сварочных швов могут проявляться под действием ряда факторов, среди которых такие, как несоблюдение технологии, отсутствие необходимой квалификации сварщика, халатность, некорректная работа оборудования. В зависимости от степени отклонения параметров от нормы выделяют допустимые и недопустимые дефекты. Все нормы определены ГОСТ 30242-97.
Указанный документ носит название «Дефекты соединений при сварке металлов». В нем, прежде всего, определено понятие дефекта. Под этим термином подразумевается отклонение от показателей, определенных ГОСТом, техническими условиями и чертежами проектов.
Дефекты сварочных швов разделены по группам.
- Первую группу составляют трещины. Это дефект, вызванный разрывом шва. Трещина может возникнуть при резкой смене температур или при воздействии механической нагрузки.

- Полости или поры имеют произвольную форму. Образуются в расплавленном металле при наличии в нем задержавшихся газов.
- Твердые включения представлены инородными телами, попавшими в расплавленный металл при формировании шва.
- Непровары и несплавления определяются, как ненадежное соединение между металлом шва и основным материалом или полное отсутствие такового.
- Под нарушениями формы шва подразумевают отклонения от принятой геометрии, которая определена для наружных поверхностей шва.
- Дефекты сварки, не попавшие в перечисленные группы.

Согласно указанному стандарту каждый дефект обозначается трехзначным кодом или четырехзначным числом, показывающим его разновидность.
К примеру, если натек маркируется числом 509, то натек в горизонтальной плоскости, как его разновидность – 5091.
Некоторые дефекты имеют буквенное обозначение. Порядок их использования согласована с международным институтом сварки.
Содержание
Группа 1. Трещины
Дефекты типа 100 или «Е» считаются недопустимыми. В зоне образования трещины непременно произойдет разрушение конструкции. Разрыв происходит в самом шве или в зоне непосредственной близости. При возникновении трещины раскрытие может быть минимальным, однако действие нагрузок приводит к стремительному разрушению. По статистике данный вид дефектов проявляется при сварке легированных и углеродистых сталей. Повышается риск возникновения трещины при быстром охлаждении шва.
Причиной образования трещин является наличие в металле углерода, кремния, серы, никеля или водорода. При несоблюдении технологии в области шва возникают излишние напряжения. Чтобы устранить уже образовавшиеся трещины следует сначала засверлить их концы. Затем трещина удаляется строжкой, а место ее локализации зачищается и заваривается заново.
Трещины можно классифицировать по происхождению, они делятся на холодные и горячие.
- Холодные трещины образуются после остывания шва, когда температура составляет 300°C градусов. Такие дефекты могут проявить себя и спустя достаточно продолжительное время. Фазовые превращения, происходящие при кристаллизации металла, резко снижают показатели прочности. Атомарный водород не полностью улетучивается и провоцирует появление трещин. Избежать этого можно лишь, обеспечив защиту сварочной ванны.
- Горячие трещины возникают при высоких температурах (1100-1300°C градусов). При кристаллизации происходит процесс, обратный линейному расширению. Стягивание металла приводит к разрыву. Такого вида трещины направлены не только вдоль шва, но и поперек него. Образуются разрывы на границе зерен кристаллов.
Трещины можно разделить по размерам. Макроскопические трещины (100; Е) оцениваются визуально. Микротрещины (1001) проявляются только при использовании увеличительных приборов. Зачастую приходится применять пятидесятикратное увеличение для наблюдения дефекта.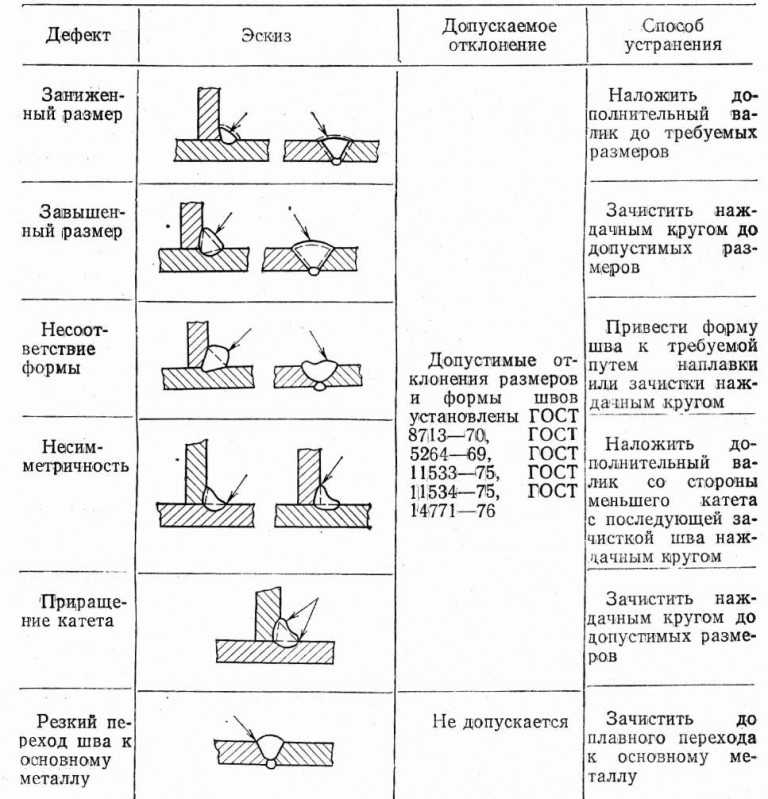
Группа 2. Поры
Поры в металле представляют собой полости, которые заполнены газом. Они начинают образовываться, когда металл находится в жидком состоянии. В это время наблюдается процесс газообразования, но только часть пузырьков выходят наружу. Размер полости варьируется от микрометров до нескольких миллиметров. Иногда наблюдаются целые скопления пор, образующие раковины. Обычно полость имеет округлую форму.
Поры могут появляться по ряду причин. Первая из них – низкое качество очистки поверхностей от загрязнений. На кромках могут оставаться частички ржавчины, окалины, масла. При большой скорости сварки газ просто не успевает выйти из жидкой субстанции, оставаясь в ней в виде пузырьков. Как было уже отмечено, тенденция к образованию пор особенно выражена при работе с углеродистыми сталями.
Нарушение технологии сварки приведет к негативным последствиям. Особое внимание следует обратить на климатические условия. Повышенная влажность влияет на состояние флюса.
 Возникновение пор приводит к тому, что после предварительной строжки поверхности приходится зачищать и сварку повторять.
Возникновение пор приводит к тому, что после предварительной строжки поверхности приходится зачищать и сварку повторять.Полость (200; А) может быть произвольной формы со скругленными углами. Внутри пузырька содержится водород, азот или окись углерода. Постепенно металл застывает и образуется пора. Зачастую разделяют эти два понятия, так как пора имеет сферическую форму, а полость – неправильную. Но в данной классификации эти дефекты идентичны. Серия пор, распределенных равномерно (2012) – дефект, наблюдаемый при работе с цветными металлами. Его разновидностью является цепочка (2014) и скопление пор (2013).
Частным случаем поры выступает свищ (2016; Ab). По индексу видно, что это дефект того же типа, однако свищ представлен трубчатой полостью, пронизывающей шов насквозь. Причина его возникновения заключается в повышенной влажности. Форма свища зависит от выделившегося газа. Иногда свищ возникает при перегреве металла или случайном КЗ, вызванном соприкосновением вольфрамового электрода с поверхностью. Исправлять такой дефект приходится полным удалением металла с последующей переваркой.
Исправлять такой дефект приходится полным удалением металла с последующей переваркой.
Кратер, маркирующийся, как дефект 2024 или «К», образует раковину с одного края валика шва. Обычно появляется в результате резкого отрыва электрода. Если с виду кратер не имеет трещин, то при детальном рассмотрении они чаще всего проявляются, поэтому такой дефект приходится устранять.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Образование кратера – результат неумелых действий сварщика.
Группа 3. Твердые включения
Инородные частицы снижают показатели прочности шва и выступают местами локализации чрезмерных напряжений. При обнаружении твердых включений проводят строжку до тех пор, пока не появится здоровый металл, а затем повторяют процесс сварки. Дефект 300, заключающийся в попадании металлических частиц в зону шва, при наличии хотя бы одного острого угла называется остроугольным включением. Примером такого дефекта выступает шлаковое включение (301; Ba), флюсовое включение (302; G), оксидное включение (303; J) и металлическое включение (304 H).
Примером такого дефекта выступает шлаковое включение (301; Ba), флюсовое включение (302; G), оксидное включение (303; J) и металлическое включение (304 H).
Шлаковое включение разделяется на линейное (3011), разобщенное (3012) и прочие (3013). Шлак, который образуется в результате плавления присадки или флюса, всегда всплывает вверх. Но при нарушении технологии ведения электрода или при высокой скорости сварки он зачастую остается внутри расплавленного металла. Для работы в среде защитного газа явление шлаковых включений встречается редко. Существуют установленные нормы размеров частиц, при которых допускается эксплуатация детали. Если эта норма превышена, то шов вырубается и переваривается.
Флюсовые включения подразделяются на те же самые типы (3021, 3022 и 3023 соответственно). Они возникают из остатков флюса, который не успел прореагировать с металлом. Обычно он всплывает на поверхность, но могут оставаться части внутри, образуя дефект.
Подобная ситуация возникает при неправильном подборе флюса.
 Например, если он представлен в виде крупных гранул. Провоцировать возникновение включений может также и завышенная скорость сварки.
Например, если он представлен в виде крупных гранул. Провоцировать возникновение включений может также и завышенная скорость сварки.Оксидное включение – это попавший в металл шва оксид. Он образуется в результате реакции металла с кислородом. Оксидная пленка тугоплавкая и труднорастворимая, поэтому при ее появлении обязательно образуется дефект. Чтобы избежать возникновения пленки, нужно обеспечить защиту сварной зоны активными или инертными газами. Следует также особое внимание уделить подготовке поверхностей. Оксидные включения обычно располагаются в виде прослойки в массиве, что приводит к разрушению шва.
Металлические включения вольфрама (3041), меди (3042) и других элементов (3043) могут возникнуть при недостаточной защите сварочной ванны. В большинстве случаев подобные дефекты можно наблюдать при случайном КЗ вольфрамового электрода. Распознать ситуацию можно по характерному треску и резким вспышкам дуги. Вольфрам имеет высокую температуру плавления, поэтому не растворяется в жидком металле.
Группа 4. Несплавление и непровар
Для несплавления характерным признаком является плохое соединение между элементами шва и металлом заготовки. Разновидностями дефекта являются несплавления по боковой стороне (4011), между валиками (4012) и на окончании шва (4013). Такие дефекты, как несплавления, характерны для дуговой сварки. Суть его заключается в том, что металл кромки не расплавился полностью, поэтому стык получился некачественным.
Нередко тому предшествует неправильная разделка кромок или ошибки в выборе положения электрода. Усугубляет ситуацию химическая неоднородность металлов. Сварщик обязан точно установить все параметры сварки (силу тока, скорость формирования шва).
Дефект 402 или «D» — неполный провар. Непровар технически похож на несплавление. Отличием является то, что в данном виде нарушения технологии наблюдаются участки, где металл не смог проникнуть в корень соединения. Непровар может наблюдаться между основным материалом и металлом шва, а также между слоями шва при многослойной сварке. Наблюдается непровар при двусторонней сварке в середине сечения. Заметить дефект можно визуально, ведь в окончании зоны наблюдается трещина.
Наблюдается непровар при двусторонней сварке в середине сечения. Заметить дефект можно визуально, ведь в окончании зоны наблюдается трещина.
Непровар может привести к снижению прочности конструкций. Особенно чувствительны швы с непроваром при вибрационных нагрузках. Даже мелкие участки с дефектом снижают показатели на 40%. Непровар корня ухудшает прочность соединения на 70%. Как и при несплавлении, в данном случае причина кроется в неправильном выборе режима сварки. Дефект между слоями возникает при плохой обработке поверхностей. Дефект исправляется путем удаления шва и повторного сваривания.
Группа 5. Нарушение формы шва
Перед выполнением сварочных работ происходит предварительное проектирование, в результате которого устанавливается геометрия будущего шва. Отклонение формы от установленных норм квалифицируется, как дефект 500. Нарушение формы шва не только негативно влияет на его прочность, но и ухудшает эстетический вид. К причинам относят возможные скачки напряжения сети, неравномерная подача проволоки или неверный угол наклона электрода.
К наиболее часто встречающимся дефектам данного вида относят различные подрезы. Они ослабляют устойчивость конструкции к нагрузкам. Подрез возникает при превышении силы тока или при увеличении пламени газовой горелки.
Современные полуавтоматы позволяют контролировать режим сварки, поэтому в последнее время подрезы стали значительно реже встречаться, однако при недостаточной квалификации сварщика данный дефект имеет место быть.
Исправляются подрезы повторным наложением ниточного шва. Если при этом эстетика теряется, то прочность соединения приходит в норму. В работе с тонкими листами металлов возникают прожоги. Наличие прожога (510). Он визуально определяется в виде сквозных отверстий и свидетельствует о том, что на инверторе установлена слишком большая сила сварочного тока. Устранение прожогов связано с зачисткой мест их локализации и повторным провариванием.
Группа 6
Все остальные дефекты, не попавшие в предыдущие группы, позиционируются, как дефекты 600. К ним относится случайная дуга, разбрызгивание, задиры и уменьшение толщины металла. Несмотря на большое разнообразие дефектов сварочных швов, разработаны вполне определенные рекомендации по их недопущению.
К ним относится случайная дуга, разбрызгивание, задиры и уменьшение толщины металла. Несмотря на большое разнообразие дефектов сварочных швов, разработаны вполне определенные рекомендации по их недопущению.
Начинающему сварщику трудно будет соблюдать все требования, однако профессиональные мастера без проблем могут избежать некачественного результата. Необходимо изначально выработать методику ведения сварки. Для этого предстоит решить такие вопросы, как выбор оборудования, выбор расходных материалов, правильная обработка поверхностей, техника ведения сварки.
Дефекты сварных швов
В силу разных причин сварные соединения могут иметь дефекты, влияющие на их прочность. Все виды дефектов швов подразделяют на три группы:
- наружные, к основным из которых относятся: трещины, подрезы, наплывы, кратеры;
- внутренние, среди которых чаще всего встречаются: пористость, непровары и посторонние включения;
- сквозные – трещины, прожоги.

Причинами возникновения дефектов могут быть различные обстоятельства: низкое качество свариваемого металла, неисправное или некачественное оборудование, неверный выбор сварочных материалов, нарушение технологии сварки или неправильный выбор режима, недостаточная квалификация сварщика.
Основные дефекты сварки, их характеристика, причины возникновения и способы исправления
Трещины. Это наиболее опасные дефекты сварки, способные привести к практически мгновенному разрушению сваренных конструкций с самыми трагическими последствиям. Трещины различаются по размерам (микро- и макротрещины) и времени возникновения (в процессе сварки или после нее).
Дефект сварного шва: трещина
Дефекты сварного шва: трещины
Чаще всего причиной образования трещин является несоблюдение технологии сварки (например, неправильное расположение швов, приводящее к возникновению концентрации напряжения), неверный выбор сварочных материалов, резкое охлаждение конструкции.
Исправление трещины заключается в рассверливании ее начала и конца, с целью исключения дальнейшего распространения, удалении шва (вырубанию или вырезанию) и заваривании.
Подрезы. Подрезы – это углубления (канавки) в месте перехода “основной металл-сварной шов”. Подрезы встречаются довольно часто. Их отрицательное действие выражается в уменьшении сечения шва и возникновении очага концентрации напряжения. И то и другое ослабляет шов. Подрезы возникают из-за повышенной величины сварочного тока. Чаще всего этот дефект образуется в горизонтальных швах. Устраняют его наплавкой тонкого шва по линии подреза.
Дефекты сварного шва: подрезы
Наплывы. Наплывы возникают, когда расплавленный металл натекает на основной, но не образует с ним гомогенного соединения. Дефект шва возникает по разным причинам – при недостаточном прогреве основного металла вследствие малого тока, из-за наличия окалины на свариваемых кромках, препятствующей сплавлению, излишнего количества присадочного материала. Устраняются наплывы срезанием с проверкой наличия непровара в этом месте.
Дефект шва возникает по разным причинам – при недостаточном прогреве основного металла вследствие малого тока, из-за наличия окалины на свариваемых кромках, препятствующей сплавлению, излишнего количества присадочного материала. Устраняются наплывы срезанием с проверкой наличия непровара в этом месте.
Наплыв сварного шва
Дефекты сварного шва: наплывы
Прожоги. Прожогами называют дефекты сварки, проявляющиеся в сквозном проплавлении и вытекании жидкого металла через сквозное отверстие в шве. При этом обычно с другой стороны образуется натек. Прожоги возникают из-за чрезмерно высокого сварочного тока, недостаточной скорости перемещения электрода, большого зазора между кромками металла, слишком малой толщины подкладки или ее неплотного прилегания к основному металлу. Исправляют дефект зачисткой и последующей заваркой.
Прожог сварного соединения
Непровар. Непровары – это локальные несплавления наплавленного металла с основным, или слоев шва между собой. К этому дефекту относят и незаполнение сечения шва. Непровары существенно снижают прочность шва и могут явиться причиной разрушения конструкции.
Непровары – это локальные несплавления наплавленного металла с основным, или слоев шва между собой. К этому дефекту относят и незаполнение сечения шва. Непровары существенно снижают прочность шва и могут явиться причиной разрушения конструкции.
Незаполнение и непровар шва
Дефект возникает из-за заниженного сварочного тока, неправильной подготовки кромок, излишне высокой скорости сварки, наличия на кромках свариваемых деталей посторонних веществ (окалины, ржавчины, шлака) и загрязнений. При исправлении нужно вырезать зону непровара и заварить её.
Кратеры. Это дефекты в виде углубления, возникающего в результате обрыва сварочной дуги. Кратеры снижают прочность шва из-за уменьшения его сечения. В них могут находиться усадочные рыхлости, способствующие образованию трещин. Кратеры надлежит вырезать до основного металла и заварить.
Кратер сварочного шва
Кратер сварочного шва
Свищи. Свищами называют дефекты швов в виде полости. Как и кратеры, они уменьшают прочность шва и способствуют развитию трещин. Способ исправления обычный – вырезка дефектного места и заварка.
Свищами называют дефекты швов в виде полости. Как и кратеры, они уменьшают прочность шва и способствуют развитию трещин. Способ исправления обычный – вырезка дефектного места и заварка.
Свищи сварных швов
Посторонние включения. Включения могут состоять из различных веществ – шлака, вольфрама, окислов металлов и пр. Шлаковые включения образуются тогда, когда шлак не успевает всплыть на поверхность металла и остается внутри него. Это происходит при неправильном режиме сварки (завышенной скорости, например), плохой зачистке свариваемого металла или предыдущего слоя при многослойной сварке.
Посторонние включения сварного соединения
Вольфрамовые включения возникают при сварке вольфрамовым электродом, окисные – из-за плохой растворимости окислов и чрезмерно быстрого охлаждения.
Все виды включений уменьшают сечение шва и образуют очаг концентрации напряжения, снижая тем самым прочность соединения. Дефект устраняют вырезкой и завариванием.
Дефект устраняют вырезкой и завариванием.
Пористость. Пористость – это полости, заполненные газами. Они возникают из-за интенсивного газообразования внутри металла, при котором газовые пузырьки остаются в металле после его затвердевания. Размеры пор могут быть микроскопическими или достигать нескольких миллиметров. Нередко возникает целое скопление пор в сочетании со свищами и раковинами.
Пористость в сварном шве
Пористость в сварном шве
Возникновению пор способствует наличие загрязнений и посторонних веществ на поверхности свариваемого металла, высокое содержание углерода в присадочном материале и основном металле, слишком высокая скорость сварки, из-за которой газы не успевают выйти наружу, повышенная влажность электродов. Как и прочие дефекты, пористость снижет прочность сварного шва. Зону с ней необходимо вырезать до основного металла и заварить.
Перегрев и пережог металла. Пережог и перегрев возникают из-за чрезмерно большого сварочного тока или малой скорости сварки. При перегреве размеры зерен металла в шве и околошовной зоне увеличиваются, в результате чего снижаются прочностные характеристики сварного соединения, главным образом – ударная вязкость. Перегрев устраняется термической обработкой изделия.
Пережог и перегрев возникают из-за чрезмерно большого сварочного тока или малой скорости сварки. При перегреве размеры зерен металла в шве и околошовной зоне увеличиваются, в результате чего снижаются прочностные характеристики сварного соединения, главным образом – ударная вязкость. Перегрев устраняется термической обработкой изделия.
Пережог представляет собой более опасный дефект, чем перегрев. Пережженный металл становится хрупким из-за наличия окисленных зерен, обладающих малым взаимным сцеплением. Причины пережога те же самые, что и перегрева, а кроме этого еще и недостаточная защита расплавленного металла от азота и кислорода воздуха. Пережженный металл необходимо полностью вырезать и заварить это место заново.
Пережог металла шва
ВВЕРХ
Пузырно-влагалищный свищ: какой метод закрытия предпочтительнее?
Пузырно-влагалищный свищ (ВВФ) представляет собой всемирную проблему; однако истинная заболеваемость и распространенность неизвестны. Сообщается, что это число затрагивает до двух миллионов женщин, и это число отражает оценку, основанную на мнении экспертов, без использования национальных или региональных данных о распространенности «опросов и обследований» [1]. В большинстве мест, где акушерские свищи представляют собой постоянную проблему общественного здравоохранения, заболеваемость свищами экстраполируется на основе оценок материнской смертности (до 1: 7 в бедных странах по сравнению с 1: 4000 в промышленно развитых странах), если вообще рассчитывается. Точные данные о глобальной распространенности собрать сложно, особенно в регионах с плохой инфраструктурой и большими группами населения, проживающими в отдаленных сельских районах, где наиболее распространены акушерские свищи.
Сообщается, что это число затрагивает до двух миллионов женщин, и это число отражает оценку, основанную на мнении экспертов, без использования национальных или региональных данных о распространенности «опросов и обследований» [1]. В большинстве мест, где акушерские свищи представляют собой постоянную проблему общественного здравоохранения, заболеваемость свищами экстраполируется на основе оценок материнской смертности (до 1: 7 в бедных странах по сравнению с 1: 4000 в промышленно развитых странах), если вообще рассчитывается. Точные данные о глобальной распространенности собрать сложно, особенно в регионах с плохой инфраструктурой и большими группами населения, проживающими в отдаленных сельских районах, где наиболее распространены акушерские свищи.
За последние 150 лет мы увидели, что VVF от акушерской травмы может быть и был практически устранен при своевременном оказании акушерской помощи. В более развитых странах произошел резкий сдвиг, и VVF чаще всего регистрируется после обширных гинекологических операций (обычно гистерэктомии [2]), злокачественных новообразований органов малого таза или лучевой терапии. Тем не менее, даже в этих промышленно развитых странах эпидемиология генитальных свищей неполна, а фактическая распространенность ВВФ в результате гинекологических операций остается плохо документированной.
Тем не менее, даже в этих промышленно развитых странах эпидемиология генитальных свищей неполна, а фактическая распространенность ВВФ в результате гинекологических операций остается плохо документированной.
Весьма интересно кратко рассмотреть историю вагинальной хирургии VVF, которая восходит к пергаментам фараонов. В отличие от многих гинекологических операций, которые имеют более короткую историю, современная вагинальная VVF-хирургия восходит к хирургическим попыткам около 1663 года, когда Иоганн Фатио впервые сообщил об успешном закрытии в 1675 году. Вагинальные кожные лоскуты и закрытие без натяжения были приняты в 1830-х годах, до знаковой работы. Дж. Марион Симс в 1852 г. на рабыне по имени Анарха, которая после 30 попыток с помощью серебряной проволоки добилась успешного закрытия влагалища [3]. Дальнейшее изучение истории хирургии VVF обнаруживает множество исторически интересных модификаций техники: Collis 1861 — многослойное закрытие; Шухардт 1893 — параректальный разрез для увеличения экспозиции; Maisonneuve, середина 1880-х годов – мочевой пузырь отделен от влагалища; Kelly 1896 — вагинальный VVF и абдоминальный доступ 1906; Garlock 1928 — лоскут тонкой мышцы и мочеточниковые катетеры; и Martius 1928 — бульбокавернозный лоскут.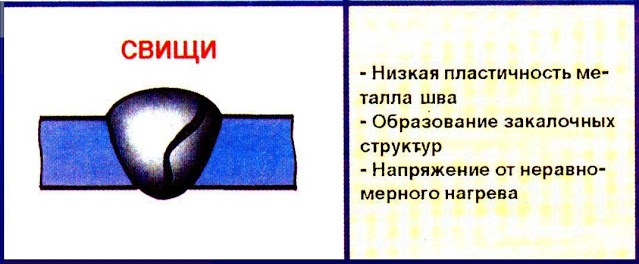 В 1942 г. Latzko представил вагинальную технику малодоступной VVF [4], которую многие считают стандартной техникой восстановления влагалища.
В 1942 г. Latzko представил вагинальную технику малодоступной VVF [4], которую многие считают стандартной техникой восстановления влагалища.
Хотя первоначальная клятва Гиппократа отводила (абдоминальное) удаление камней мочевого пузыря обученным практикующим врачам (литотомистам), только примерно в середине 1880-х годов Тренделенбург ввел абдоминальный надлобковый доступ для VVF. Далее, только около 1950, что была введена абдоминальная пластика O’Conor для супратригональной VVF [5], при которой мочевой пузырь двустворчатый. Этот метод считается текущим золотым стандартом абдоминального доступа.
Во всем мире наиболее распространенный ВВФ является вторичным по отношению к затрудненным родам в странах, где акушерская помощь недоступна. Предпочтительным путем подавляющего большинства хирургов, занимающихся лечением свищей в этих условиях, является вагинальный доступ, обычно под регионарной анестезией, в соответствии с доступными ресурсами. Несмотря на то, что успех определяется сложностью свища или свищей, удивительно, насколько успешны в целом хирурги в условиях ограниченных ресурсов. Еще одно интересное наблюдение состоит в том, что в некоторых странах, где акушерские свищи распространены, хирурги-фистулы могут выбрать вагинальное восстановление акушерских свищей, если повреждение является вторичным по отношению к вагинальному некрозу под давлением. Однако, если фистула связана с абдоминальными родами, хирург может выбрать абдоминальное восстановление фистулы, хотя в медицинской литературе нет четкой доказательной поддержки. Учитывая большую изменчивость условий от региона к региону и страны к стране, региональную политическую стабильность и то, является ли фистула гинекологической или акушерской по происхождению, наиболее эффективный подход к восстановлению VVF остается в пределах опыта и технических навыков хирурга.
Еще одно интересное наблюдение состоит в том, что в некоторых странах, где акушерские свищи распространены, хирурги-фистулы могут выбрать вагинальное восстановление акушерских свищей, если повреждение является вторичным по отношению к вагинальному некрозу под давлением. Однако, если фистула связана с абдоминальными родами, хирург может выбрать абдоминальное восстановление фистулы, хотя в медицинской литературе нет четкой доказательной поддержки. Учитывая большую изменчивость условий от региона к региону и страны к стране, региональную политическую стабильность и то, является ли фистула гинекологической или акушерской по происхождению, наиболее эффективный подход к восстановлению VVF остается в пределах опыта и технических навыков хирурга.
Темпы инноваций в области лечения свищей замедлились почти до полной остановки после применения методики O’Conor с применением абдоминальных двустворчатых моллюсков и некоторых недавних работ, касающихся фульгурации с помощью прижигания и лазерного лечения тщательно отобранных очень маленьких генитальных свищей [6, 7]. В последнее десятилетие гинекологические методы восстановления VVF с использованием передовых абдоминальных доступов с помощью лапароскопических методов (традиционных и роботизированных) [8] приобрели популярность в развитых странах, вариант, который непрактичен и недоступен в беднейших странах, страдающих от самых высоких показателей акушерских фистул и ограниченные ресурсы.
В последнее десятилетие гинекологические методы восстановления VVF с использованием передовых абдоминальных доступов с помощью лапароскопических методов (традиционных и роботизированных) [8] приобрели популярность в развитых странах, вариант, который непрактичен и недоступен в беднейших странах, страдающих от самых высоких показателей акушерских фистул и ограниченные ресурсы.
Независимо от этиологии фистулы или используемого хирургического доступа применяются основные принципы восстановления VVF. Couvelaire в 1953 г. сформулировал это просто: хорошая визуализация, хорошая диссекция, хорошее сближение краев и хороший отток мочи [9]. Более кратко, эти принципы включают отсутствие уплотнения и чрезмерного воспаления, закрытие мочевого пузыря без натяжения одним или несколькими слоями, сохранение адекватного кровоснабжения, закрытие влагалища отдельными слоями, избежание перекрывания линий швов и непрерывное дренирование мочевого пузыря в послеоперационном периоде. . В некоторых случаях может потребоваться отведение мочевого или колоректального тракта, что поднимает вопрос о пожизненном отведении и уходе за стомой, которое должно выполняться с максимальной степенью планирования, обучения, предусмотрительности и осторожности в условиях плохой инфраструктуры и высокой неграмотности. Осложнения отведения включают инфекцию мочевыводящих путей, гиперхлоремический метаболический ацидоз, анальное недержание мочи, иногда аденокарциному и смерть [10].
Осложнения отведения включают инфекцию мочевыводящих путей, гиперхлоремический метаболический ацидоз, анальное недержание мочи, иногда аденокарциному и смерть [10].
Все опытные фистулохирурги согласны с тем, что первая операция дает наибольшие шансы на успех. Они также согласны с тем, что ни одна фистула, даже считающаяся «простой», не должна восстанавливаться неопытными хирургами или в плохих условиях операционной. Гибкое использование подходов, в том числе двойная установка для закрытия влагалища с возможным переходом на абдоминальную пластику, может быть оптимальной ситуацией для закрытия при любой начальной операции по пластике фистулы. Большинство фистулохирургов согласны с тем, что иссечение свищевого хода, частичный кольпоклейзис (Latzko), J-образный разрез и техника расщепления лоскута достаточны по отдельности или в комбинации для восстановления влагалищного доступа, успех которого коррелирует с классификацией свища и первичным или повторным лечением.
Как и при всех реконструктивных операциях, выбор метода восстановления VVF зависит от опыта хирурга. Хирурги в районах с ограниченными ресурсами, где большинство фистул носит акушерский характер, могут приобретать опыт, направленный на восстановление влагалища. Напротив, хирурги, имеющие дело в первую очередь с гинекологическими свищами, могут чувствовать себя более комфортно при абдоминальной или лапароскопической пластике с использованием вариаций техники О’Конора. Это особенно верно в условиях, когда повреждение мочеточника после гистерэктомии встречается чаще. Еще одним фактором при выборе операции является хирургический объем. Хирург будет , а не становятся экспертами, если подвергаются только случайным свищам. В идеале опытный хирург VVF должен владеть вагинальными и абдоминальными методами и иметь относительно большой объем облучения, что позволяет получить оптимальное информированное согласие и гибкий индивидуальный подход, подходящий для конкретной архитектуры VVF и уровня сложности [11].
Хирурги в районах с ограниченными ресурсами, где большинство фистул носит акушерский характер, могут приобретать опыт, направленный на восстановление влагалища. Напротив, хирурги, имеющие дело в первую очередь с гинекологическими свищами, могут чувствовать себя более комфортно при абдоминальной или лапароскопической пластике с использованием вариаций техники О’Конора. Это особенно верно в условиях, когда повреждение мочеточника после гистерэктомии встречается чаще. Еще одним фактором при выборе операции является хирургический объем. Хирург будет , а не становятся экспертами, если подвергаются только случайным свищам. В идеале опытный хирург VVF должен владеть вагинальными и абдоминальными методами и иметь относительно большой объем облучения, что позволяет получить оптимальное информированное согласие и гибкий индивидуальный подход, подходящий для конкретной архитектуры VVF и уровня сложности [11].
Хирурги должны учитывать точку зрения пациента. Теперь мы понимаем, что «закрытие отверстия» может быть недостаточным для восстановления качества жизни и возвращения к семье и обществу для женщин с вагинальным свищом, затрагивающим уретру (механизм удержания мочи), или для восстановления VVF, приводящего к сверхнизкой вместимости мочевого пузыря, плохой податливости, и то, и другое обычно приводит к тяжелому недержанию мочи после восстановления свища, даже когда сам свищ успешно закрывается. Наиболее распространенной этиологией генитальных свищей в странах, где отсутствует доступ к неотложной акушерской помощи, являются затрудненные роды, часто длящиеся несколько дней, увеличивающие материнскую смертность и оставляющие после себя следы клинических заболеваний среди выживших, включая вагинальные свищи, отвисание стопы, вагинальный стеноз. фиброз, дефекты клоаки и бесплодие. Независимо от этиологии и метода восстановления, цели пациента, включая восстановление анатомии влагалища, достаточной для полового акта, успешное закрытие свища и удержание мочи и стула, остаются общим делом пациента, страдающего фистулой, и хирурга, занимающегося лечением свищей.
Наиболее распространенной этиологией генитальных свищей в странах, где отсутствует доступ к неотложной акушерской помощи, являются затрудненные роды, часто длящиеся несколько дней, увеличивающие материнскую смертность и оставляющие после себя следы клинических заболеваний среди выживших, включая вагинальные свищи, отвисание стопы, вагинальный стеноз. фиброз, дефекты клоаки и бесплодие. Независимо от этиологии и метода восстановления, цели пациента, включая восстановление анатомии влагалища, достаточной для полового акта, успешное закрытие свища и удержание мочи и стула, остаются общим делом пациента, страдающего фистулой, и хирурга, занимающегося лечением свищей.
Пословицы «есть много способов содрать шкуру с кошки» и «когда у тебя есть только молоток, все выглядит как гвоздь» здесь применимы обе пословицы. По мере развития медицины в слаборазвитых регионах хирурги будут перенимать современные технологии, используемые в системах здравоохранения богатых стран. Хирурги из районов с высокой распространенностью акушерских свищей будут продолжать расширять свой репертуар. Понятно, что для хирургов, которые чаще сталкиваются с послеоперационными гинекологическими свищами, их опыт может смещаться в сторону операций на брюшной полости, включая лапароскопические методы, в условиях, богатых технологиями. Однако мы повторяем, что для большинства случаев VVF предпочтительным является вагинальный доступ. Пластика брюшной полости зарезервирована для случаев, связанных с трудным вагинальным доступом, высокой VVF, вовлечением мочеточника, требующим реимплантации, или необходимостью сопутствующей абдоминальной процедуры.
Понятно, что для хирургов, которые чаще сталкиваются с послеоперационными гинекологическими свищами, их опыт может смещаться в сторону операций на брюшной полости, включая лапароскопические методы, в условиях, богатых технологиями. Однако мы повторяем, что для большинства случаев VVF предпочтительным является вагинальный доступ. Пластика брюшной полости зарезервирована для случаев, связанных с трудным вагинальным доступом, высокой VVF, вовлечением мочеточника, требующим реимплантации, или необходимостью сопутствующей абдоминальной процедуры.
ВОЗ (2010 г.) 10 фактов об акушерских свищах. Доступно на http://www.who.int/features/factfiles/obstetric_fistula/en/
Lee RA, Symmonds RE, Williams TJ (1988) Текущее состояние мочеполовой фистулы. Obstet Gynecol 72:313–319
PubMed КАС Google ученый
Latzko W (1942) Послеоперационные пузырно-влагалищные свищи. Am J Surg 58:211
Статья Google ученый
O’Conor VJ Jr (1980) Обзор опыта лечения пузырно-влагалищных свищей. J Urol 123(3):367–369
PubMed Google ученый
Shah SJ (2010) Роль дневного ухода за фульгурацией пузырно-влагалищного свища при небольшом пузырно-влагалищном свище. Дж. Эндоурол 21 (10): 1659–1660
Артикул Google ученый
Догра П.Н., Сайни А.К. (2011)Лазерная сварка пузырно-влагалищных свищей — анализ результатов и долгосрочные результаты: опыт одного центра.
Int Urogynecol J 22(8):981–984Статья пабмед Google ученый
Wong C, Lam PN, Lucente VR (2006)Лапароскопическая трансабдоминальная трансвезикальная пластика пузырно-влагалищных свищей. Дж. Эндоурол 20 (4): 240–243
Артикул пабмед Google ученый
Couvelaire R (1953) Размышления о личной статистике 136 пузырно-влагалищных свищей. J Urol Medicale Chir 59:150–160
PubMed КАС Google ученый
Азимуддин К., Хубчандани И.Т., Стасик Дж.Дж., Розен Л., Рейтер Р.Д. (1999) Неоплазия после уретеросигмоидостомии. Dis Colon Rectum 42(12):1632–1638
Статья пабмед КАС Google ученый
Blaivas JF, Heritz DM, Romanzi LJ (1995) Раннее и позднее восстановление пузырно-влагалищных свищей: вагинальный и абдоминальный подходы.
J Urol 153(4):1110–1112Статья пабмед КАС Google ученый
 “>
“>Spettel S, White MD (2011) Изображение противоречивого хирургического наследия Дж. Мэрион Симс. Дж. Урол 185(6):2424–2427
Артикул пабмед Google ученый
 Int Urogynecol J 22(8):981–984
Int Urogynecol J 22(8):981–984 J Urol 153(4):1110–1112
J Urol 153(4):1110–1112Скачать ссылки
Анальный свищ | Johns Hopkins Medicine
Анальный свищ | Медицина Джона ХопкинсаАнальный свищ представляет собой аномальный туннель под кожей, соединяющий анальный канал в толстой кишке с кожей ягодиц. Большинство анальных свищей образуются в ответ на анальную железу, в которой развилась заполненная гноем инфекция (абсцесс).
Симптомы
Симптомы анального абсцесса и анального свища могут быть схожими и могут включать:
Боль и отек вокруг анальной области
Лихорадка и озноб
Чувство усталости и тошноты
Покраснение, болезненность или зуд кожи вокруг анального отверстия
Дренаж гноя возле анального отверстия
Кто входит в группу риска
Если у вас развился анальный абсцесс, вероятность развития анального свища составляет около 50%. Даже если ваш абсцесс дренируется сам по себе, у вас примерно такой же риск образования свища.
Даже если ваш абсцесс дренируется сам по себе, у вас примерно такой же риск образования свища.
Определенные состояния, поражающие нижнюю часть пищеварительного тракта или анальную область, также могут повышать риск. К ним относятся:
Диагностика
Если у вас есть симптомы, указывающие на анальный свищ, ваш поставщик медицинских услуг может направить вас к специалисту, который специализируется на заболеваниях толстой и прямой кишки. Специалист спросит о ваших симптомах и истории болезни. Во время физического осмотра врач будет искать свищ рядом с анальным отверстием. Он или она может надавить на область, чтобы увидеть, болит ли она и выходит ли гной. Для диагностики могут использоваться различные методы, например:
Зонд для свищей. Длинный тонкий зонд проводят через наружное отверстие свища. Может быть введен специальный краситель, чтобы выяснить, где фистула открывается внутри.
Аноскоп.
Это специальный эндоскоп, используемый для осмотра анального канала.Визуализирующие исследования. Они могут включать ультразвук, который создает изображение анальной области с помощью звуковых волн. Или они могут включать МРТ, которая делает изображения области с помощью специальных магнитов и компьютера.
 Это специальный эндоскоп, используемый для осмотра анального канала.
Это специальный эндоскоп, используемый для осмотра анального канала.Лечение
Если у вас образовался анальный свищ, одни антибиотики его не вылечат. Вам нужно будет сделать операцию, чтобы вылечить фистулу. Варианты хирургического лечения включают:
Фистулотомия. Эта процедура открывает фистулу таким образом, что она заживает изнутри. Обычно это амбулаторная процедура. Это означает, что вы отправляетесь домой в тот же день.
Заполнение свища специальным клеем или заглушкой. Это новый вид лечения, который закрывает внутреннее отверстие свища. Затем врач заполняет туннель свища материалом, который со временем впитается в ваше тело.
Реконструктивная хирургия или операция, которая проводится поэтапно. В некоторых случаях это может быть опцией.
Размещение Сетона. Эта процедура включает в себя наложение шва или резиновой ленты (сетона) на фистулу, которая постепенно затягивается. Это позволяет свищу заживать позади сетона и снижает риск недержания мочи.

Примечание. Анальные свищи очень часто встречаются у людей с болезнью Крона. Людям, страдающим как болезнью Крона, так и фистулой, перед операцией часто пробуют медикаментозную терапию.
В центре внимания исследования перианальных фистул | Johns Hopkins Meyerhoff IBD Center
Осложнения
Осложнения включают фистулу, которая рецидивирует после лечения, и неспособность контролировать дефекацию (недержание кала).