Как исправлять в сварном шве свищи: Вопрос: Вопр_ОЭ/2 Как исправлять в сварном шве свищи? : Смотреть ответ
alexxlab | 16.04.2023 | 0 | Разное
непровар, свищ, подрез, кратер, прожог
При проведении сварочных работ необходимо предпринимать все меры по увеличению качества сформированного шва. От степени качества зависит длительность эксплуатации изделия. Дефекты сварочных швов могут проявляться под действием ряда факторов, среди которых такие, как несоблюдение технологии, отсутствие необходимой квалификации сварщика, халатность, некорректная работа оборудования. В зависимости от степени отклонения параметров от нормы выделяют допустимые и недопустимые дефекты. Все нормы определены ГОСТ 30242-97.
Указанный документ носит название «Дефекты соединений при сварке металлов». В нем, прежде всего, определено понятие дефекта. Под этим термином подразумевается отклонение от показателей, определенных ГОСТом, техническими условиями и чертежами проектов.
Дефекты сварочных швов разделены по группам.
- Первую группу составляют трещины. Это дефект, вызванный разрывом шва. Трещина может возникнуть при резкой смене температур или при воздействии механической нагрузки.

- Полости или поры имеют произвольную форму. Образуются в расплавленном металле при наличии в нем задержавшихся газов.
- Твердые включения представлены инородными телами, попавшими в расплавленный металл при формировании шва.
- Непровары и несплавления определяются, как ненадежное соединение между металлом шва и основным материалом или полное отсутствие такового.
- Под нарушениями формы шва подразумевают отклонения от принятой геометрии, которая определена для наружных поверхностей шва.
- Дефекты сварки, не попавшие в перечисленные группы.

Согласно указанному стандарту каждый дефект обозначается трехзначным кодом или четырехзначным числом, показывающим его разновидность.
К примеру, если натек маркируется числом 509, то натек в горизонтальной плоскости, как его разновидность – 5091.
Некоторые дефекты имеют буквенное обозначение. Порядок их использования согласована с международным институтом сварки.
Содержание
Группа 1. Трещины
Дефекты типа 100 или «Е» считаются недопустимыми. В зоне образования трещины непременно произойдет разрушение конструкции. Разрыв происходит в самом шве или в зоне непосредственной близости. При возникновении трещины раскрытие может быть минимальным, однако действие нагрузок приводит к стремительному разрушению. По статистике данный вид дефектов проявляется при сварке легированных и углеродистых сталей. Повышается риск возникновения трещины при быстром охлаждении шва.
Причиной образования трещин является наличие в металле углерода, кремния, серы, никеля или водорода. При несоблюдении технологии в области шва возникают излишние напряжения. Чтобы устранить уже образовавшиеся трещины следует сначала засверлить их концы. Затем трещина удаляется строжкой, а место ее локализации зачищается и заваривается заново.
Трещины можно классифицировать по происхождению, они делятся на холодные и горячие.
- Холодные трещины образуются после остывания шва, когда температура составляет 300°C градусов. Такие дефекты могут проявить себя и спустя достаточно продолжительное время. Фазовые превращения, происходящие при кристаллизации металла, резко снижают показатели прочности. Атомарный водород не полностью улетучивается и провоцирует появление трещин. Избежать этого можно лишь, обеспечив защиту сварочной ванны.
- Горячие трещины возникают при высоких температурах (1100-1300°C градусов). При кристаллизации происходит процесс, обратный линейному расширению. Стягивание металла приводит к разрыву. Такого вида трещины направлены не только вдоль шва, но и поперек него. Образуются разрывы на границе зерен кристаллов.
Трещины можно разделить по размерам. Макроскопические трещины (100; Е) оцениваются визуально. Микротрещины (1001) проявляются только при использовании увеличительных приборов. Зачастую приходится применять пятидесятикратное увеличение для наблюдения дефекта.
Группа 2. Поры
Поры в металле представляют собой полости, которые заполнены газом. Они начинают образовываться, когда металл находится в жидком состоянии. В это время наблюдается процесс газообразования, но только часть пузырьков выходят наружу. Размер полости варьируется от микрометров до нескольких миллиметров. Иногда наблюдаются целые скопления пор, образующие раковины. Обычно полость имеет округлую форму.
Поры могут появляться по ряду причин. Первая из них – низкое качество очистки поверхностей от загрязнений. На кромках могут оставаться частички ржавчины, окалины, масла. При большой скорости сварки газ просто не успевает выйти из жидкой субстанции, оставаясь в ней в виде пузырьков. Как было уже отмечено, тенденция к образованию пор особенно выражена при работе с углеродистыми сталями.
Нарушение технологии сварки приведет к негативным последствиям. Особое внимание следует обратить на климатические условия. Повышенная влажность влияет на состояние флюса.
Возникновение пор приводит к тому, что после предварительной строжки поверхности приходится зачищать и сварку повторять.
Полость (200; А) может быть произвольной формы со скругленными углами. Внутри пузырька содержится водород, азот или окись углерода. Постепенно металл застывает и образуется пора. Зачастую разделяют эти два понятия, так как пора имеет сферическую форму, а полость – неправильную. Но в данной классификации эти дефекты идентичны. Серия пор, распределенных равномерно (2012) – дефект, наблюдаемый при работе с цветными металлами. Его разновидностью является цепочка (2014) и скопление пор (2013).
Частным случаем поры выступает свищ (2016; Ab). По индексу видно, что это дефект того же типа, однако свищ представлен трубчатой полостью, пронизывающей шов насквозь. Причина его возникновения заключается в повышенной влажности. Форма свища зависит от выделившегося газа. Иногда свищ возникает при перегреве металла или случайном КЗ, вызванном соприкосновением вольфрамового электрода с поверхностью. Исправлять такой дефект приходится полным удалением металла с последующей переваркой.
Исправлять такой дефект приходится полным удалением металла с последующей переваркой.
Кратер, маркирующийся, как дефект 2024 или «К», образует раковину с одного края валика шва. Обычно появляется в результате резкого отрыва электрода. Если с виду кратер не имеет трещин, то при детальном рассмотрении они чаще всего проявляются, поэтому такой дефект приходится устранять.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Образование кратера – результат неумелых действий сварщика.
Группа 3. Твердые включения
Инородные частицы снижают показатели прочности шва и выступают местами локализации чрезмерных напряжений. При обнаружении твердых включений проводят строжку до тех пор, пока не появится здоровый металл, а затем повторяют процесс сварки. Дефект 300, заключающийся в попадании металлических частиц в зону шва, при наличии хотя бы одного острого угла называется остроугольным включением. Примером такого дефекта выступает шлаковое включение (301; Ba), флюсовое включение (302; G), оксидное включение (303; J) и металлическое включение (304 H).
Примером такого дефекта выступает шлаковое включение (301; Ba), флюсовое включение (302; G), оксидное включение (303; J) и металлическое включение (304 H).
Шлаковое включение разделяется на линейное (3011), разобщенное (3012) и прочие (3013). Шлак, который образуется в результате плавления присадки или флюса, всегда всплывает вверх. Но при нарушении технологии ведения электрода или при высокой скорости сварки он зачастую остается внутри расплавленного металла. Для работы в среде защитного газа явление шлаковых включений встречается редко. Существуют установленные нормы размеров частиц, при которых допускается эксплуатация детали. Если эта норма превышена, то шов вырубается и переваривается.
Флюсовые включения подразделяются на те же самые типы (3021, 3022 и 3023 соответственно). Они возникают из остатков флюса, который не успел прореагировать с металлом. Обычно он всплывает на поверхность, но могут оставаться части внутри, образуя дефект.
Подобная ситуация возникает при неправильном подборе флюса.
Например, если он представлен в виде крупных гранул. Провоцировать возникновение включений может также и завышенная скорость сварки.
Оксидное включение – это попавший в металл шва оксид. Он образуется в результате реакции металла с кислородом. Оксидная пленка тугоплавкая и труднорастворимая, поэтому при ее появлении обязательно образуется дефект. Чтобы избежать возникновения пленки, нужно обеспечить защиту сварной зоны активными или инертными газами. Следует также особое внимание уделить подготовке поверхностей. Оксидные включения обычно располагаются в виде прослойки в массиве, что приводит к разрушению шва.
Металлические включения вольфрама (3041), меди (3042) и других элементов (3043) могут возникнуть при недостаточной защите сварочной ванны. В большинстве случаев подобные дефекты можно наблюдать при случайном КЗ вольфрамового электрода. Распознать ситуацию можно по характерному треску и резким вспышкам дуги. Вольфрам имеет высокую температуру плавления, поэтому не растворяется в жидком металле.
Группа 4. Несплавление и непровар
Для несплавления характерным признаком является плохое соединение между элементами шва и металлом заготовки. Разновидностями дефекта являются несплавления по боковой стороне (4011), между валиками (4012) и на окончании шва (4013). Такие дефекты, как несплавления, характерны для дуговой сварки. Суть его заключается в том, что металл кромки не расплавился полностью, поэтому стык получился некачественным.
Нередко тому предшествует неправильная разделка кромок или ошибки в выборе положения электрода. Усугубляет ситуацию химическая неоднородность металлов. Сварщик обязан точно установить все параметры сварки (силу тока, скорость формирования шва).
Дефект 402 или «D» — неполный провар. Непровар технически похож на несплавление. Отличием является то, что в данном виде нарушения технологии наблюдаются участки, где металл не смог проникнуть в корень соединения. Непровар может наблюдаться между основным материалом и металлом шва, а также между слоями шва при многослойной сварке. Наблюдается непровар при двусторонней сварке в середине сечения. Заметить дефект можно визуально, ведь в окончании зоны наблюдается трещина.
Наблюдается непровар при двусторонней сварке в середине сечения. Заметить дефект можно визуально, ведь в окончании зоны наблюдается трещина.
Непровар может привести к снижению прочности конструкций. Особенно чувствительны швы с непроваром при вибрационных нагрузках. Даже мелкие участки с дефектом снижают показатели на 40%. Непровар корня ухудшает прочность соединения на 70%. Как и при несплавлении, в данном случае причина кроется в неправильном выборе режима сварки. Дефект между слоями возникает при плохой обработке поверхностей. Дефект исправляется путем удаления шва и повторного сваривания.
Группа 5. Нарушение формы шва
Перед выполнением сварочных работ происходит предварительное проектирование, в результате которого устанавливается геометрия будущего шва. Отклонение формы от установленных норм квалифицируется, как дефект 500. Нарушение формы шва не только негативно влияет на его прочность, но и ухудшает эстетический вид. К причинам относят возможные скачки напряжения сети, неравномерная подача проволоки или неверный угол наклона электрода.
К наиболее часто встречающимся дефектам данного вида относят различные подрезы. Они ослабляют устойчивость конструкции к нагрузкам. Подрез возникает при превышении силы тока или при увеличении пламени газовой горелки.
Современные полуавтоматы позволяют контролировать режим сварки, поэтому в последнее время подрезы стали значительно реже встречаться, однако при недостаточной квалификации сварщика данный дефект имеет место быть.
Исправляются подрезы повторным наложением ниточного шва. Если при этом эстетика теряется, то прочность соединения приходит в норму. В работе с тонкими листами металлов возникают прожоги. Наличие прожога (510). Он визуально определяется в виде сквозных отверстий и свидетельствует о том, что на инверторе установлена слишком большая сила сварочного тока. Устранение прожогов связано с зачисткой мест их локализации и повторным провариванием.
Группа 6
Все остальные дефекты, не попавшие в предыдущие группы, позиционируются, как дефекты 600. К ним относится случайная дуга, разбрызгивание, задиры и уменьшение толщины металла. Несмотря на большое разнообразие дефектов сварочных швов, разработаны вполне определенные рекомендации по их недопущению.
К ним относится случайная дуга, разбрызгивание, задиры и уменьшение толщины металла. Несмотря на большое разнообразие дефектов сварочных швов, разработаны вполне определенные рекомендации по их недопущению.
Начинающему сварщику трудно будет соблюдать все требования, однако профессиональные мастера без проблем могут избежать некачественного результата. Необходимо изначально выработать методику ведения сварки. Для этого предстоит решить такие вопросы, как выбор оборудования, выбор расходных материалов, правильная обработка поверхностей, техника ведения сварки.
обнаружение и способы их устранения
Друзья! Давайте вместе поддержим Христианский портал!
Узнать подробнее
Содержание:
- Какие дефекты возникают при сварочных работах
- Методы обнаружения дефектов
- Устранение дефектов сварки
- Особенности исправления дефектов
- Интересное видео
Сварка – один из самых востребованных процессов металлообработки, позволяющий в самых разных конструкциях соединять стальные детали.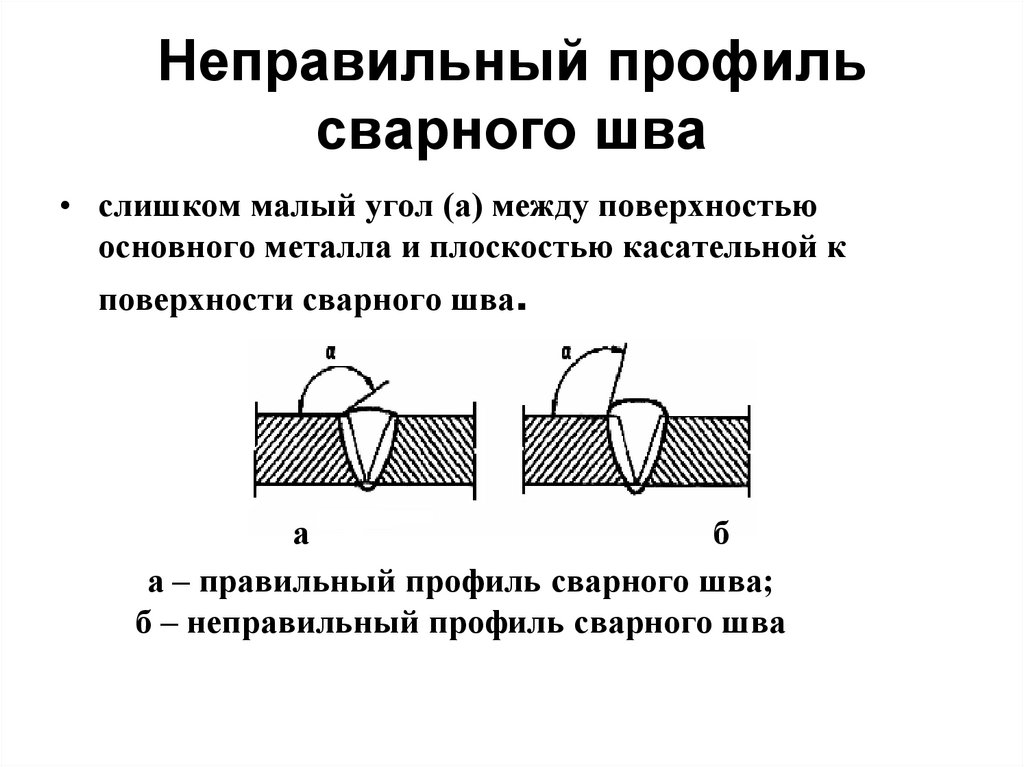
Если при проведении контроля качества обнаружены изъяны, влияющие на прочность и надежность изделия, то исправление дефектов сварки в таких случаях является обязательным мероприятием.
Какие дефекты возникают при сварочных работах
В зависимости от причин возникновения, размеров, форм и места размещения на шве различают разные виды дефектов. Чтобы понять какие способы устранения дефектов сварных соединений будут наилучшими, вначале нужно определить их вид и почему они возникли.
Согласно классификации по ГОСТу 30242-97 выделяют следующие группы дефектов:
- трещины в сварочных швах, которые могут быть поперечными, продольными, радиальными и другими;
- нарушение формы шва за счет образования натеков, подрезов, прожогов, выпуклостей, смещений и других изъянов;
- наличие в месте сварки пор, полостей, свищей, кратеров.
 Они могут скопляться на одном участке или же распределяться по всему шву равномерно;
Они могут скопляться на одном участке или же распределяться по всему шву равномерно; - непроваренные участки и несплавленные кромки;
- наличие твердых (оксидных, металлических, шлаковых) вкраплений и включений в сварном шве.
По месту расположения дефекты разделяются на внутренние, наружные и сквозные. Конкретное цифровое обозначение классификатором установлено на все образующиеся дефекты сварных соединений и способы их устранения выбираются в соответствии проставленных в местах их присутствия номеров.
Методы обнаружения дефектов
После проведения сварочных работ полученный шов должен проверяться на наличие или отсутствие брака. Только так можно понять требуется или нет устранение дефектов сварки.
Способы для выявления бракованных участков применяют разные:
- визуальный осмотр. Результат будет более точным, если осмотр проводить с применением приборов с увеличительным эффектом;
- магнитный метод, при котором брак определяется степенью искажения волн;
- дефектоскопия.
 На наличие недостатков указывает изменение цвета сварного соединения после контакта поверхностей со специальным идентифицирующим составом, например, керосином;
На наличие недостатков указывает изменение цвета сварного соединения после контакта поверхностей со специальным идентифицирующим составом, например, керосином; - исследование ультразвуком. Проводится с помощью дефектоскопа, брак определятся по звуковым волнам посредством измерения их отражения;
- радиационный способ. Сварные соединения просвечиваются рентгеном, в результате все детали дефекта видны на полученном снимке.
Качество полученных в процессе сварки соединений обозначается маркировкой. У каждого профессионального сварщика есть собственное клеймо, которое он ставит на участке выполнения сварки.
Устранение дефектов сварки
Если в ходе контрольных испытаний обнаружен недопустимый для безопасной эксплуатации конструкций брак, то неизбежным процессом является устранение дефектов сварных соединений.
Для ликвидации выявленных недостатков используются следующие методы устранения дефектов сварных швов:
- непровары, сторонние включения, небольшие внутренние трещины подлежат механической вырубке или полной зачистке, после чего проводится повторное сваривание;
- ликвидация крупных и глубоких трещин осуществляется посредством заварки после предварительной их механической зачистки или сверления;
- заварка тонкими слоями или наплавка используется для устранения подрезов и неполных швов;
- наплывы уничтожаются механическим путем с применением абразивного инструмента;
- термической обработкой устраняется перегрев металла.

Это основные способы исправления дефектов сварных соединений, которые используются для ликвидации брака. После исправления конструкции повторно проходят контрольные испытания и только при полном отсутствии изъянов разрешается их дальнейшая эксплуатация.
Особенности исправления дефектов
Если выполненные с применением сварки конструкции не соответствуют техническим условиям по причине наличия брака, то здесь важно не только правильно выбрать способы устранения дефектов сварных швов, но также безошибочно выполнить все необходимые действия.
В стальных изделиях бракованные сварные швы исправлять следует плазменно-дуговой резкой или строжкой, после чего эти участки обрабатываются абразивными кругами. Наплавкой ниточного шва ликвидируются подрезы, при этом выполняется наплавка по всей длине дефекта. При исправлении неровностей и наплывов механическим способом нужно следить за общим сечением и не допускать его занижения.
Перед тем как исправляются свищи в сварном шве необходимо сперва провести вырубку, тщательно зачистить образовавшуюся полость и после этого повторно заварить изделие.
Чтобы качественно ликвидировать дефекты сварных швов и способы их устранения провести эффективно, то следует соблюдать несколько простых правил:
- длина исправляемого участка должна превышать длину дефекта;
- ширина вырубки должна быть такой, чтобы максимальный размер нового шва не превышал более чем в два раза его ширину до ликвидации дефекта;
- на поверхностях выборок не должно присутствовать никаких заусенцев и острых углублений, очертания должны быть плавными и без резких выступов;
- при выполнении заварки на прилегающих к дефекту участках нужно обеспечить перекрытие основного металла.
В конструкциях из титана, алюминия и сплавов этих металлов ликвидацию дефектов разрешается выполнять только механическими методами: резкой или абразивной шлифовкой. В некоторых случаях допускается вырубка.
Если при повторном контроле снова будут обнаружены бракованные участки, то такие конструкции опять подлежат исправлению. На одном и том же участке сварного шва количество исправлений не должно превышать трех, в противном случае металлоконструкция выполняется с нуля.
Интересное видео
Рубрика статьи
Назад
Вперёд
Как исправить ротоназальные свищи – Новости ветеринарной практики
Джон Льюис, VMD, FAVD, DAVDC
Рисунок 1 : Ороназальные свищи, связанные с отсутствием левого клыка верхней челюсти (зуб 204). Пунктирные линии обозначают освобождающие разрезы, а прямоугольная рамка указывает область, где эпителий должен быть удален для создания подходящего реципиентного ложа. В прошлом месяце я обсуждал клинические признаки и результаты физикального обследования, связанные с ороназальными свищами, возникающими вторично по отношению к тяжелому периодонтальному заболеванию. В колонке этого месяца обсуждается хирургический подход к лечению наиболее частых проявлений ороназальных свищей: свищей, возникающих в области клыка верхней челюсти у собак (рис. 1). Техника, которую я опишу ниже, может быть использована для лечения уже существующих ороназальных свищей или свищей, обнаруженных во время удаления верхнечелюстного клыка.
1). Техника, которую я опишу ниже, может быть использована для лечения уже существующих ороназальных свищей или свищей, обнаруженных во время удаления верхнечелюстного клыка.
Прежде чем приступить к успешному лечению ороназальных свищей, необходимо усвоить две важные концепции. Первое и самое важное — понять, что такое фистула: ненормальное соединение между двумя полыми пространствами. В контексте ороназальных свищей это эпителизированное сообщение. Если не предпринимать попыток деэпителизировать реципиентное ложе, слизисто-надкостничный лоскут абсолютно не заживет, даже если будет поднят идеальный лоскут. Освежение реципиентного ложа путем удаления ткани лезвием скальпеля или алмазным бором имеет важное значение для успешного результата (рис. 2).
Рисунок 2 : Алмазный бор № 23 используется для деэпителизации реципиентного ложа (вентрально и небно по отношению к дефекту) перед поднятием слизисто-надкостничного лоскута. Вторая важная концепция такова: для успешного устранения мелких дефектов необходимо больших лоскутов, а для успешного устранения крупных дефектов необходимо очень больших лоскутов. Очень важно, чтобы эти лоскуты не натягивались. Таким образом, надкостница должна быть отделена от подлежащей слизистой оболочки (рис. 3), а широкие разрезы для освобождения слизистой оболочки расширяются дорсально по мере необходимости, чтобы обеспечить закрытие без натяжения. Чтобы освободить надкостницу, я использую ножницы для тенотомии, ириса или Лагранжа.
Очень важно, чтобы эти лоскуты не натягивались. Таким образом, надкостница должна быть отделена от подлежащей слизистой оболочки (рис. 3), а широкие разрезы для освобождения слизистой оболочки расширяются дорсально по мере необходимости, чтобы обеспечить закрытие без натяжения. Чтобы освободить надкостницу, я использую ножницы для тенотомии, ириса или Лагранжа.
Стоматология, как и жизнь, чаще связана с ловкостью, чем с силой. Это приходит на ум при лечении ороназального свища. Вместо того, чтобы использовать шовный материал большего размера, я предпочитаю использовать рассасывающиеся мононити 5-0 простым прерывистым узором на конической игле. К конической игле нужно немного привыкнуть, но она с меньшей вероятностью порвет рыхлые ткани.
Меньший размер нити позволяет мне расположить швы более близко друг к другу, так что я надеюсь, что каждая нить будет служить для точечной сварки лоскута с реципиентным ложем. Близко расположенные простые узловые швы являются ключевыми.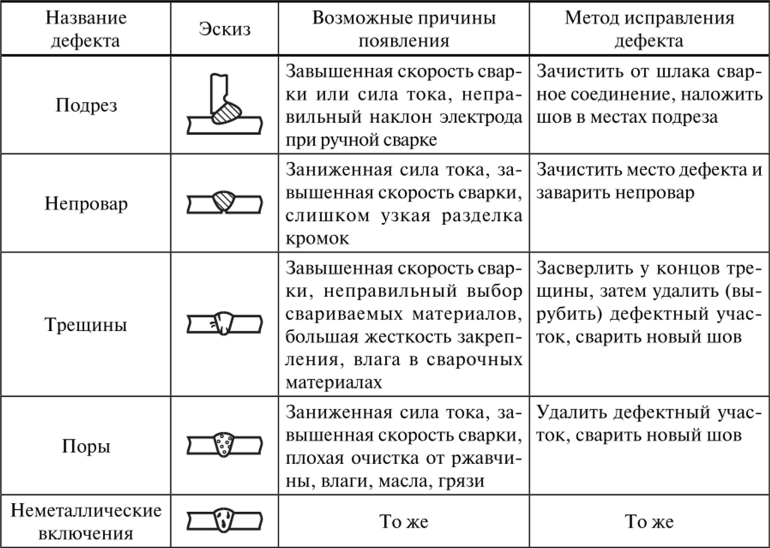 Я обнаружил, что полезно наложить начальный подслизистый горизонтальный матрацный шов, который уменьшает натяжение слизистого слоя швов и может снизить вероятность расхождения швов (рис. 4).
Я обнаружил, что полезно наложить начальный подслизистый горизонтальный матрацный шов, который уменьшает натяжение слизистого слоя швов и может снизить вероятность расхождения швов (рис. 4).
Как насчет использования мембран под слизисто-надкостничными лоскутами, используемыми для закрытия ороназальных фистул? Одной из таких мембран является мембрана костного аллотрансплантата, которая удерживает швы. Мембраны можно рассматривать как попытку обеспечить некоторую поддержку костного дефекта, если они могут быть сшиты поперек дефекта до закрытия слизисто-надкостничного лоскута. Точно так же было описано использование ушного хряща для восстановления ороназальных коммуникаций, поскольку он действует как каркас для эпителия, который пересекает участок в более мелких дефектах. 1-3 Я нахожу это редко необходимым.
Возможно, вы слышали о методе двойного лоскута. Этот метод жизнеспособен, хотя я обнаружил, что мне редко приходится рассматривать что-то большее, чем метод единственного лоскута для дефектов, связанных с больным или отсутствующим верхнечелюстным клыком.
Этот метод жизнеспособен, хотя я обнаружил, что мне редко приходится рассматривать что-то большее, чем метод единственного лоскута для дефектов, связанных с больным или отсутствующим верхнечелюстным клыком.
Техника двойного лоскута включает не только слизисто-надкостничный лоскут, поднятый на щечной стороне дефекта, но и исходный лоскут небной слизистой и подслизистой оболочки, поднятый с шарнирным прикреплением небно к дефекту.
Перед закрытием попробуйте этот тест, чтобы определить, не натянута ли заслонка. Положите лоскут на дефект и посмотрите, возвращается ли он в исходное положение или остается на месте даже без швов. Это скажет вам, будет ли напряжение играть роль в возможном раскрытии. Если лоскут откидывается, необходимо дополнительное высвобождение надкостницы или следует удлинить освобождающие разрезы. После операции предупредите владельцев домашних животных, чтобы они не натягивали пришитый лоскут, избегая приподнимать верхнюю губу со стороны носо-носовой фистулы.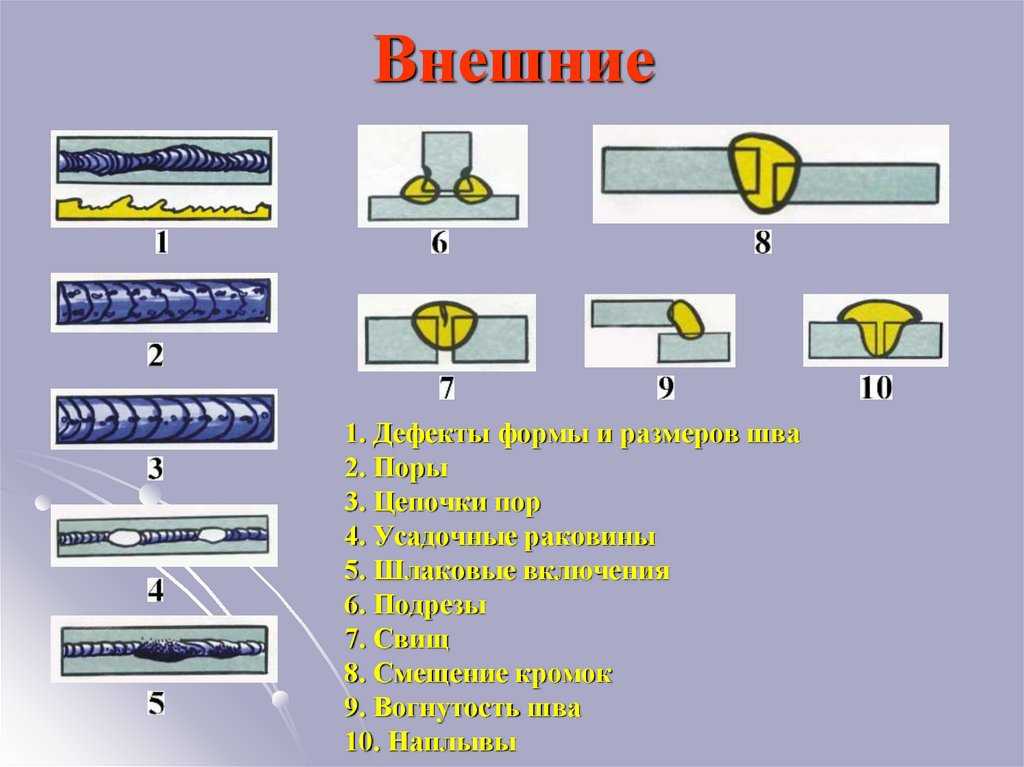
Надеемся, что эти советы помогут вам в следующем ремонте рото-носовой фистулы. Как и при операциях по поводу врожденного дефекта неба, первый шанс получить закрытие является лучшим шансом, поэтому поднимите большой свободный лоскут и наложите простые узловые швы близко друг к другу (рис. 5) для достижения оптимальных результатов.
Рисунок 4 : Начальный подслизистый матрацный шов. Откусывается подслизистая оболочка неба (желтые стрелки) и подслизистые мягкие ткани слизисто-надкостничного лоскута (черные стрелки). Этот шов помогает уменьшить натяжение слизистой оболочки швов Рисунок 5 : послеоперационный вид техники отдельного клапана для закрытия ороназальной свищей, показанной на рисунке 1. 1 COX CL, Hunt GB, Cadier MM. Восстановление ороназальных свищей с использованием трансплантатов ушного хряща у пяти кошек. Ветеринар хирург. 2007;36(2):164-9.
2 Soukup JW, Snyder CJ, Gengler WR. Свободный аутотрансплантат из ушного хряща для пластики ороназального свища у собаки. J Vet Dent. 2009;26(2):86-95.
3 Лоррен Р.П., Лежандр Л.Ф. Восстановление рото-носовой фистулы с помощью ушного хряща. Дж Вет Дент. 2012;29(3):172-5.
Доктор Джон Льюис практикует ветеринарную стоматологию и челюстно-лицевую хирургию в NorthStar Vets в Роббинсвилле, штат Нью-Джерси.
Существует несколько различных процедур. Лучший вариант для вас будет зависеть от положения вашего свища и от того, является ли он одним каналом или ответвляется в разных направлениях.
Иногда вам может потребоваться первичный осмотр области под общей анестезией (там, где вы спите), чтобы определить наилучшее лечение.
Хирург расскажет вам о доступных вариантах и о том, какой из них, по его мнению, наиболее подходит для вас.
Операция по поводу анального свища обычно проводится под общей анестезией. Во многих случаях после этого нет необходимости оставаться в больнице на ночь.
Цель хирургического вмешательства — вылечить свищ и избежать повреждения мышц сфинктера (кольца мышц, открывающих и закрывающих задний проход). Повреждение мышц сфинктера потенциально может привести к потере контроля над кишечником (недержание кишечника).
Здесь описаны основные хирургические варианты.
Фистулотомия
Наиболее распространенным типом хирургического вмешательства при анальных свищах является фистулотомия. Это включает разрез по всей длине свища, чтобы открыть его, чтобы он зажил как плоский рубец.
Фистулотомия является наиболее эффективным методом лечения многих анальных свищей. Но обычно это подходит только для свищей, которые не проходят через большую часть мышц сфинктера.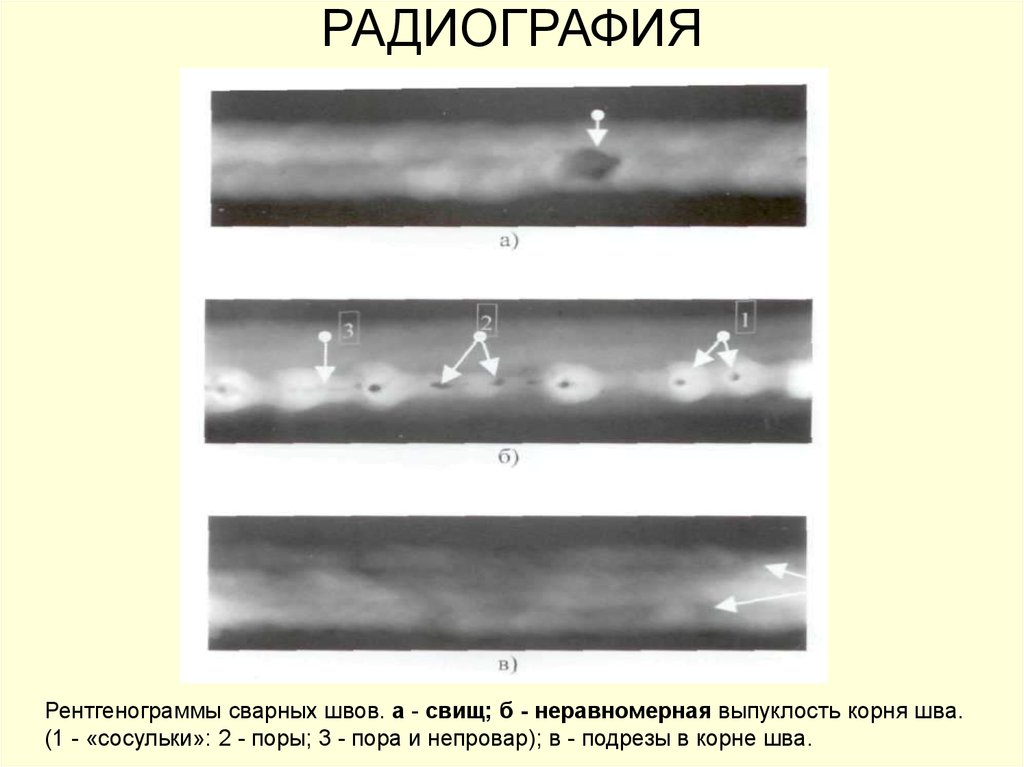 Это связано с тем, что риск недержания мочи в этих случаях самый низкий.
Это связано с тем, что риск недержания мочи в этих случаях самый низкий.
Если хирургу приходится отрезать небольшую часть мышцы анального сфинктера во время процедуры, он сделает все возможное, чтобы снизить риск недержания мочи.
В случаях, когда риск недержания считается слишком высоким, вместо этого может быть рекомендована другая процедура.
Методы Сетона
Если фистула проходит через значительную часть мышцы анального сфинктера, хирург может сначала порекомендовать ввести сетон.
Сетон — это кусок хирургической нити, который оставляют в свище на несколько недель , чтобы он оставался открытым.
Это позволяет дренировать и помогает заживлению, избегая при этом необходимости разрезания мышц сфинктера.
Свободные сетоны позволяют дренировать свищи, но не излечивают их. Чтобы вылечить свищ, можно использовать более плотные сетоны, чтобы медленно прорезать свищ.
Чтобы вылечить свищ, можно использовать более плотные сетоны, чтобы медленно прорезать свищ.
Для этого может потребоваться несколько процедур, которые хирург может обсудить с вами.
Или могут предложить провести несколько процедур фистулотомии, каждый раз осторожно вскрывая небольшой участок свища, или другое лечение.
Процедура выдвижения клапана
Процедура выдвижения лоскута может быть рассмотрена, если ваш свищ проходит через мышцы анального сфинктера, а проведение фистулотомии сопряжено с высоким риском недержания мочи.
Это включает вырезание или выскабливание свища и закрытие отверстия, в котором он вошел в кишечник, лоскутом ткани, взятой изнутри прямой кишки, которая является конечной частью кишечника.
При этом вероятность успеха ниже, чем при фистулотомии, но при этом не требуется рассечение мышц анального сфинктера.
Процедура ПОДЪЕМА
Процедура перевязки межсфинктерного свищевого хода (LIFT) представляет собой лечение свищей, проходящих через мышцы анального сфинктера, когда фистулотомия была бы слишком рискованной.
Во время лечения делается надрез кожи над свищом и раздвигаются мышцы сфинктера. Затем фистулу закрывают с обоих концов и разрезают, чтобы она лежала ровно.
До сих пор эта процедура давала многообещающие результаты, но она существует всего несколько лет, поэтому необходимы дополнительные исследования, чтобы определить, насколько хорошо она работает в краткосрочной и долгосрочной перспективе.
Эндоскопическая абляция
Эндоскопическая абляция — это введение эндоскопа (длинной тонкой трубки с небольшой камерой на конце) в фистулу.
Затем через эндоскоп вводят электрод, который используется для герметизации фистулы.
Эндоскопическая абляция работает хорошо, и ее безопасность не вызывает серьезных опасений.
Лазерная хирургия
Лечение с помощью радиально-излучающего лазерного волокна включает использование небольшого лазерного луча для герметизации фистулы.
Есть сомнения относительно того, насколько хорошо это работает, но серьезных проблем с безопасностью нет.
Фибриновый клей
Лечение фибриновым клеем в настоящее время является единственным нехирургическим методом лечения анальных свищей.
Хирург вводит клей в фистулу, пока вы находитесь под общей анестезией. Клей помогает закрыть свищ и способствует его заживлению.
Как правило, это менее эффективно, чем фистулотомия при простых свищах, и результаты могут быть недолговечными. Но это может быть полезным вариантом для свищей, которые проходят через мышцы анального сфинктера, потому что их не нужно разрезать.
Пробка биопротеза
Другим вариантом является введение биопротеза.
Это конусообразная заглушка из тканей животных, которая используется для блокировки внутреннего отверстия фистулы.
Эта процедура хорошо работает для блокирования анального свища, и ее безопасность не вызывает серьезных опасений.
Риски хирургического лечения анальных свищей
Как и любой другой вид лечения, лечение анальных свищей сопряжено с рядом рисков.
Основные риски:
- инфекция – может потребоваться курс антибиотиков, а в тяжелых случаях может потребоваться лечение в больнице
- рецидив свища – свищ может иногда возникать повторно, несмотря на операцию
- недержание кишечника — это потенциальный риск при большинстве видов лечения анальных свищей, хотя серьезное недержание мочи встречается редко, и будут предприняты все усилия, чтобы предотвратить его
конкретная процедура у вас есть.