Как изготавливается бесшовная труба – Как делают трубы: технология производства бесшовных труб
alexxlab | 10.03.2020 | 0 | Разное
Бесшовные трубы. Производство бесшовных труб
Автор: редакционная статья
Категории: трубное производство
БЕСШОВНЫЕ ТРУБЫ
Способы изготовления горячекатаных бесшовных труб
Главными технологическими операциями в процессе производства стальных горячекатаных бесшовных труб являются прошивка из слитка или катаной заготовки полой гильзы и получение из гильзы трубы. Способ производства труб зависит от процесса прокатки трубы из гильзы.
К самым распространенным трубопрокатным установкам, используемым в производстве горячекатаных труб, относятся установки:
- с автоматическим станом
- с пилигримовым станом
- с непрерывным станом
- с трехвалковым раскатным станом
- с реечным станом
- со станом с вращающимися дисковыми проводками.
Также используется метод выдавливания – он подразумевает прессование труб в горячем состоянии.
Первая операция на установке с автоматическим станом подразумевает прошивку катаной заготовки в полую гильзу. Её осуществляют на прошивном стане косой прокатки, который бывает трех видов: с валками, имеющими бочкообразную форму, валками грибовидной формы и с дисками.
В ходе второй операции осуществляют прокатку гильзы в тонкостенную трубу. Этот процесс проводится на двухвалковых станах с круглыми ручьями (автоматический стан). Прокатка происходит на короткой оправке (рис.2) в 2-3 прохода на одном ручье. Посредством роликов обратной подачи, вращающихся в обратную сторону по отношению к вращению рабочих валков, трубу возвращают на переднюю сторону стана.
Дальнейшие мероприятия по обработке трубы на обкатной машине, конструкция которой схожа с конструкцией прошивных станов, заключаются в раскатке рисок и неровностей трубы с наружной и внутренней стороны. Заканчивается горячая прокатка трубы калибровкой наружного диаметра, которая проводится в двухвалковом многоклетьевом непрерывном стане с одноручьевыми валками.
Установкам с автоматическим станом предшествовали установки с немеханизированными двухвалковыми станами, где прошивку гильз проводят на прошивных станах или на гидравлических прессах, и полуавтоматические, где возврат гильзы на переднюю сторону производится роликом обратной подачи, как на автоматических станах. Тяжелый физический труд рабочих, маленькая производительность и низкое качество продукции поставили их в ряд устаревших.
www.metaljournal.com.ua
Способы производства бесшовных труб | Компания Металл СтройКомплект

В настоящее время на рынке представлено множество разновидностей стальных труб, не имеющих швов. Это связано с тем, что они имеют широкую сферу применения: используются для создания водо- и газопроводов, а также теплотрасс. Эксплуатационные характеристики обусловлены тем, как делают бесшовные трубы.
Как изготавливают бесшовные трубы и из чего их делают?
Способ производства бесшовных изделий имеет ряд нюансов. Первый – трудоемкость, т. к. технологический процесс является очень сложным. В процессе изготовления такие трубы проходят несколько обработочных процессов, лишь после этого удается получить продукцию с требующимися характеристиками.В основном используют две технологии производства стальных бесшовных труб: горячее- и холоднодеформированная обработка деталей. В том и другом случае для создания используются монолитные штанги различных размеров.
Изготовление деталей, которые служат заготовками в производстве бесшовных труб, осуществляется методом литься. Все процедуры выполняются в соответствии с нормативными документами, при этом в них обозначены:
- стандарты;
- сортамент;
- максимальные погрешности;
- размеры.
В нормативных документах нет подробного описания, как именно требуется создавать трубы б/ш.
Популярным стал способ горячей деформации. В данном случае заготовку размещают в печи и нагревают до температуры, которая на 50 градусов выше рекристаллизации. После этого элемент кладут под специальный пресс, в котором под действием давления осуществляется формирование заготовки. Окончательную форму придают с помощью валов. На последнем этапе трубу калибруют и подвергают водяному охлаждению.
При изготовлении способом холодной деформации процесс повторяют почти полностью, однако окончательную обработку проводят иначе. После первой деформации трубу охлаждают и вальцами придают ей нужную форму. Такая технология менее трудоемкая.
Как показывает практика, бесшовные изделия являются более надежными и прочными, чем популярные стальные электросварные трубы, т. к. на них отсутствуют места соединения.
metallz.ru
Преимущества бесшовной трубы перед другими видами
Бесшовная труба представляет собой цельное изделие металлопроката, не имеющего никаких швов вдоль изделия или по спирали. Зачастую для изготовления подобных изделий применяются специальные прокатные станки. Процедура производства называется прокатка на станках.
Современные технологические разработки становятся с годами более сложными и замысловатыми, требуют разнообразных качественных трубных соединений. Бесшовные трубы используются для упрочнения и обеспечения большей надежности разнообразных трубопроводных конструкций. Такие изделия имеют определенные преимущества перед сварными трубами. Об этих достоинствах пойдет речь в данной статье.
Содержание
Виды бесшовных труб
Основные свойства
Применение
Классификация бесшовных труб
Преимущества бесшовных труб
Виды бесшовных труб

Существует несколько основных разновидностей бесшовных изделий металлопроката, отличающихся по способу изготовления.
Бесшовные трубы могут быть:
- Горячекатаные;
- Цельнотянутые;
- Холоднокатаные.
На цельнотянутых трубах отсутствуют любые стыки и швы. Название соответствует способу изготовления. Бесшовная труба отличается достаточно высокими характеристиками плотности и может применяться в ситуациях, когда давление или температура рабочей среды достаточно высокие. Стальные трубы наделены оптимальными для большинства случаев качественными характеристиками.
Цельнотянутые трубы имеют отношение к специальной категории толстостенных. Изготавливаются они из специальных типов стальных сплавов по параметрам, указанным в ГОСТах. Допускается изготовление подобных видов труб из цветных сплавов. Подобные материалы используются в ситуации, когда предусматривается необходимость транспортировки различных химических реагентов по оборудованным коммуникациям. Горячекатаный прокат широко используется при изготовлении криогенной техники.
Основные свойства

Бесшовные трубы считаются одним из наиболее значимых элементов производственных конструкций. Высокая надежность оборудованных магистралей гарантирована, благодаря отсутствию швов в трубах. Изделия достаточно хорошо переносят механическое воздействие, поскольку имеют очень высокие эксплуатационные характеристики.
Разнообразие изготавливаемой продукции обуславливает возможность расширения спектра применения изделий. На отечественном и зарубежном рынках металлопроката существует много видов бесшовных труб, отличающихся по конфигурации, габаритам, форме, а также материалам, из которых они изготовлены. В зависимости от разновидности сечения классифицируются квадратные, круглые или прямоугольные трубы.
Применение бесшовных горячекатаных труб требует достаточно высокой надежности, поэтому их делают максимально прочными.
По ширине стенок горячекатаные трубы делятся на:
- Толстостенные.
- Тонкостенные.
В толстостенных трубах толщина металлической прослойки достигает 12,5-40 мм. Тонкостенные металлические прослойки дстигают 6-12,5 мм. Точность наружного диаметра может быть обычная или повышенная.
Длина бесшовной трубы составляет от 4 до 12,5 м.
Горячедеформированные изделия изготавливаются из специальной углеродистой легированной стали. По этой причине продукция металлопроката наделена высокой устойчивостью к коррозии может использоваться в условиях взаимодействия с агрессивной химической средой.
Специалисты различают несколько основных классов бесшовных труб, различаемых по свойствам используемого металла:
- С нормированием механических качеств;
- Химической составляющей;
- Механической и химической составляющей;
- Корректировка химического состава на изделиях, не прошедших предварительную термическую обработку;
- Без химического и механического нормирования.
Существует 5 основных групп горячекатаных изделий:
- А – с корректировкой механических характеристик;
- Б – с корректировкой химических характеристик;
- В – с обязательной корректировкой химических и металлических характеристик;
- Г – корректировка химической составляющей и контроль за механическими характеристиками на образцах;
- Д – с корректировкой показателей устойчивости к гидравлическому давлению.
Разные классы бесшовных труб наделены индивидуальными техническими характеристиками и применяются там, где подобная специфика оптимальным образом соответствует эксплуатационным запросам пользователей. Например, толстостенные изделия используются для строительства водо- и газопроводных магистралей.
Бесшовные горячекатаные изделия зачастую используются в нефтегазовой промышленности, отрасли машиностроения, а также в коммунальном хозяйстве. Большая часть изготавливаемых в России и Белоруссии изделий металлопроката экспортируется из страны.
Бесшовные трубы, производимые из цельных металлических слитков, нельзя использовать для перевозки вредных веществ, пожароопасных материалов, для транспортировки горячей воды или пара.
Применение

Горячекатаные трубы повсеместно используются в тех отраслях, где нужно исключить вероятность протечки эксплуатируемой рабочей среды. Возможности применения таких изделий безграничны. Бесшовные изделия металлопроката применяются в самых разнообразных отраслях деятельности людей.
Отрасли применения:
- Автопром;
- Тракторостроение;
- Авиация и т.д.
Стальные горячекатаные экземпляры достаточно широко применяются при добыче нефти и других химических реагентов. Благодаря таким изделиям в жилые помещения предоставляются коммунальные услуги. Бесшовные трубы применяются для проведения газа и водопровода, перемещения пара, газа и других полезных в промышленности веществ.
Классификация

Для удобства эксплуатации рассматриваемые изделия делятся на подкатегории:
- Класс 1. К нему относятся горячедеформированные изделия для систем без повышенного давления, к которым не предъявляются высокие требования. Например, строительство ограждений, водопровода. Зачастую такие трубы весят немного;
- 2 класс применяется в процессе оборудования магистральных трубопроводов. Изделия отличаются более высокими характеристиками прочности. Поэтому они подходят для возможной подачи различных жидкостей;
- 3 класс производится из легированной стали. ГОСТ для таких изделий регламентируется наиболее строго. Такие трубы изготавливаются специально для возможности выдержать высокие нагрузки, большое давление, сохранять прежние эксплуатационные характеристики при повышении температуры рабочей среды. Трубы применяются для установки в печные трубопроводы или современные котловые отопительные агрегаты;
- 4 класс считается высокопрочными трубами, зачастую используемыми для добычи нефтепродуктов в специальных бурильных устройствах, которые рассчитаны на повышенное давление внутри оборудованных магистралей;
- 5 класс применяется в автомобильной промышленности и строительстве мостов. Почти все подъемные краны изготовлены из таких труб;
- 6 класс – высокопрочные трубы с тонкими стенками. В производстве таких изделий используется хромоникелевая сталь. Вес конструкций может быть значительно понижен при использовании подобных технологий. Из подобных труб создаются поршни, подшипники и другие конструктивные элементы.
Трубы 6 класса также применяются в химической промышленности. Подобные изделия наделены достаточно высокими антикоррозийными качествами, они достаточно устойчивы к химическим воздействиям. Они имеют сравнительно небольшой вес. Это дает возможность переводить по таким трубам агрессивные вещества наподобие кислот, щелочей или всевозможных ядовитых газов.
Преимущества бесшовных труб

Рассмотрим основные достоинства, которыми наделены бесшовные трубы отечественного производства:
- Надежность и достаточно высокая прочность. Поскольку подобные изделия вытягиваются из металлических заготовок, на них отсутствуют сварные швы или другие соединения. Следовательно, прочность таких изделий максимально высокая;
- Термостойкость. Трубы достаточно устойчивы к высоким температурам, а также к очень низким;
- Высокая продолжительность эксплуатационного периода;
- Устойчивость к коррозии;
- Некоторые изделия имеют сравнительно небольшой вес;
- Могут производиться тонкостенные или толстостенные трубы.
Современные технологические разработки становятся все сложнее с каждым днем. Для того, чтобы все системы работали исправно, необходим качественный металлопрокат.
trubadelo.ru
Как делают бесшовные трубы
Металлопрокат представляет собой группу изделий, которая включает в себе очень много разновидностей. Особое место среди всего этого разнообразия занимают трубы, которые отличаются не только размером, но сечением профиля.

Производство подобных конструкций предполагает использование специальных станков. Чтобы узнать детальнее технологическую схему получения таких изделий, следует посетить сайт одного из известных производителей.
Основные понятия
Бесшовные трубы представляют собой металлические заготовки круглого сечения с различной толщиной стенок. Отличительной особенностью такого продукта является отсутствие соединительного сварного шва.
Такая форма изделия способствует тому, что оно получает несколько очень важных свойств:
- Высокий уровень стойкости к коррозионному разрушению.
- Качественные показатели теплопроводности.
- Низкий коэффициент линейного расширения.
Но одним из недостатков бесшовных труб является плохая пластичность, что не позволяет гнуть их и придавать нужную форму. В качестве основных материалов для получения таких продуктов используют различные виды стали, но в некоторых случаях встречаются изделия и из других металлов.

Технология производства
Получение бесшовных труб предполагает значительные затраты, что в свою очередь и приводит к увеличению стоимости этого изделия. Одним из самых популярных способов производства такой продукции является горячая прокатка. Данный процесс можно разбить на несколько последовательных шагов:
- Подготовка заготовки. Этот элемент представляет собой полую круглую конструкцию определенного диаметра и длины. Получают ее из специальных видов стали. Перед тем, как заготовка будет подаваться на прокатку, ее нагревают до температуры 1180-1200 градусов Цельсия.
- Формирование гильзы. Данный процесс производится своеобразным сверлом, который бурит в заготовке отверстие конкретного диаметра. После этого операции получается уже, что-то похожее на трубу.
- Прокатка. Такой процесс выполняется в несколько подходов. Подготовленную заготовку уже подают на специальные прокатные станки, которые состоят из нескольких валиков. Контроль внутреннего и внешнего диаметра также регулируется специальными механизмами. Помещенная между валиками труба начинает вытягиваться в одном из направлений. Внутри же нее располагается своеобразный ограничитель, который и является регулятором диаметра.
Чтобы добиться нужной толщины стенки и качественной поверхности, подобные операции повторяются несколько раз на специальных станках.
Процесс изготовления бесшовных труб очень сложный и требует соблюдения многих правил. Поэтому все операции и проводятся только на оснащенных заводах и предприятиях.
www.stroim-2014.ru
Бесшовные трубы: история, применение, преимущества
Один только термин «бесшовная труба» уже говорит нам о том, что стальная труба не должна иметь швов и прочих соединений.
Виды бесшовных труб
Стальные бесшовные трубы классифицируют как по способу их изготовления, так и по температуре, при которой была произведена продукция. Бесшовные трубы могут изготавливаться несколькими способами:
— прокат;
— ковка;
— волочение;
— прессование.
Если говорить о температурах производства, то бесшовные трубы подразделяются на:
— горячеформованные;
— теплоформованные;
— холодноформованные.
Последний вид труб изготавливается без применения нагрева; трубы теплоформованные нагревают до температуры, при которой осуществляется рекристаллизация. Когда же эта точка нагрева преодолена, получаются горячеформованные бесшовные трубы.
Что такое раскрой бесшовных труб?
Бесшовные трубы подразделяются также на немерные (4-12,5 м) и мерные, ориентировочной длины и длины кратной мерной.
Когда и кем были изобретены бесшовные трубы?
В XIX веке два брата из Германии по фамилии Маннесман делали винтовую прокатку, получая внутри обрабатываемых прутков рыхлость, а потом и полость. Это позволило изобретателям запатентовать столь необычный в те времена способ производства труб-гильз, которые не имели швов.
Чуть позже появились станы, раскатывающие гильзы в трубы нужного сечения. После удачной выставки в Париже и настоящего фурора братья не заметили, как их коморка превратилась в самый крупный концерн их имени, который и по сей день является одним из лидирующих предприятий на мировом рынке.
Бесшовные трубы предприимчивых немцев использовались и для изготовления оружия, и для производства трубопроводов высокого давления, газопроводов и для котлов, а также химического оборудования.
Сегодня бесшовные стальные трубы применяются на котельных установках, трубопроводах, в автомобильной и авиапромышленности, криогенной технике и в судостроении.
Бесшовные трубы и их преимущества
Бесшовные трубы обладают неимоверной прочностью и долговечностью, применяясь всё чаще и чаще для производства водопроводов или газопроводов. Также эта продукция выносит большие нагрузки, например, при производстве водопроводных коллекторов, в газопроводных системах или различных коммуникациях.
Этот вид труб привлекает заказчиков своей ценой, которая является довольно приемлемой по сравнению с другими видами подобной продукции. Качественный и недорогой вариант, который получают заказчики, позволяет использовать трубы для решения самых разнообразных задач.
Отметим и то, что бесшовные стальные трубы способны выступать в качестве заготовки для холоднокатных труб, производимых при помощи метода холодной прокатки или волочения. Каждый тип продукции выпускается в соответствие определённым стандартам (ГОСТам): так, бесшовные трубы для нефтепромышленности должны обрабатываться определёнными составами. Трубы для котельной промышленности, судостроения также соответствуют стандартам, которые оговаривают особенность производства той или иной продукции и сферу их применения.
Какие факторы учитываются в производстве бесшовных стальных труб?
К примеру, должны быть учтены все характеристики трубопровода, для которого будут производиться или подбираться трубы. Для того, чтоб изготовить идеальную трубу под конкретную задачу, необходимо учитывать транспортируемую среду, её химическую агрессивность или же давление. Всё это позволяет гарантировать безопасность строительства, учёт всех нормативов, тем более, что трубопровод имеет разное давление на участках.
Бесшовные трубы стали сегодня символом качества, надёжности, износостойкости и долговечности.
mnogo-trub.ru
видео-инструкция по монтажу своими руками, особенности производства толстостенных, холоднокатаных, гидравлических изделий, ГОСТ 8732 78, сортамент, цена, фото
Невзирая на активное внедрение современных пластиковых труб для создания разного рода коммуникаций, стальные аналоги не спешат покидать свои позиции. Благодаря техническим характеристикам, которыми они наделены, прочные изделия незаменимы в некоторых случаях, в частности, за ними остается приоритет в обустройстве систем водоснабжения промышленных объектов.

Описываемые нами изделия редко встречаются в частном строительстве, но популярны в строительных отраслях
Классификация и способы производства стальных труб
Трубопровод – очень важный элемент любой постройки, именно поэтому стоит уделить особое внимание всем элемента, из которого он состоит. Далее будет изложена подробная информация о бесшовных трубах, изделиях, не имеющих аналогов на строительном рынке, многие рядовые граждане могут даже не знать о существовании последних.
Изготовление
По способу производства обширный ассортимент стальных труб условно подразделяется на две группы:
- Бесшовная (холоднокатаная, тепло- или горячедеформированная).
- Электросварная (с прямым или спиралевидным швом).

На фото изображены трубы, изготовленные с применение технологии сварки спиралевидным швом
К сведению!
Первая группа характеризуется более высокими прочностными и эксплуатационными качествами, а также усложненным процессом производства.
Среди электросварных изделий лидируют по этим показателям трубы со спиральным швом.
Толщина стенки
Вне зависимости от способа изготовления, а в соответствии с диаметром и назначением стальные трубы производят и классифицируют по толщине стенки:
- Тонкостенные. Такими выпускаются стальные изделия с диаметром до 20 мм (толщина стенки равна или менее 1,5 мм).
- Особо тонкостенные. К ним относятся трубы с соответствующим параметром менее 0,5 мм.
- Толстостенные (толщина свыше 2 мм).

Толще стенка означает более прочное изделие, при этом оно будет более тяжелым, что немного усложнит рабочий процесс
- Особо толстостенные.
Для стальных бесшовных труб применим еще один распознавательный параметр –соотношение наружного диаметра и толщины стенки:
- Бесшовная толстостенная труба по ГОСТу имеет соотношение этих величин от 6 до 12,5.
- Отношение менее 6-ти единиц характеризует особо толстостенные трубы.
- Для тонкостенных, имеющих минимальный вес погонного метра, это отношение равно 12,5-40.
Нормативная база
Для определения класса труб с целью планирования или проектирования конкретных объектов существует сортамент. Это технический стандарт, отражающий все основные параметры в данном случае труб, вплоть до класса стали использованной при производстве конкретного изделия.
Например, сортамент на бесшовные трубы по ГОСТу 8732 78 охватывает продукцию сплошного трубопроката без шва(продольного)выполненную методом горячего деформирования из стали с различным химическим составом.
Труба бесшовная по ГОСТу 8732 78 может иметь следующие геометрические параметры:
- Диаметр в пределах от 20 до 550 мм.
- Толщина стенки от 2 до 45 мм.
- Длина:
- Немерная (4000-12500 мм).
- Мерная в фиксированных размерах.
- Кратная мерной.
Цена бесшовной трубы во многом зависит от способа производства, а также от качества и химического состава сырья. Также к стоимости изделий можно добавлять транспортировку в районы, где подобные изделия не производятся, а это в некоторых случаях около 20-30 % наценки.
ГОСТ на бесшовные трубы строго регламентирует классностью стали, из которой их изготавливают для той или иной области применения.
В отраслях с повышенными требованиями к эксплуатационным характеристикам используется:
- Труба 12х18н10т изготовленная из коррозионностойкой стали.
Такое изделие способно работать:- Под давлением.
- При температурах в широком диапазоне от – 196 до +600 градусов.
- С агрессивными средами-растворами (при температуре до +350 градусов):
- Кислот (азотной, фосфорной, уксусной).
- Щелочей.
- Солей.
- Бесшовная оцинкованная труба имеет дополнительное антикоррозионное покрытие из цинка, нанесенного одним из способов:

Оцинкованный образец
- Горячим цинкованием.
- Электрогальваническим.
Оцинкованные бесшовные водогазопроводные трубы с высокими антикоррозийными свойствами и устойчивостью к отложениям на внутренней поверхности применяют в основном для создания внутренних систем:
- Водоснабжения:
- Холодного.
- Горячего.
- Отопления.
- Газоснабжения.
Гидравлическая труба бесшовная, выполненная по нормам DIN 2391 путем холодного и теплого деформирования, используется:
- При создании специальной техники (дорожной, сельскохозяйственной и строительной и др.).

Подобные изделия встречаются в машиностроении крупногабаритной техники
- При создании пневматических и гидравлических цеховых линий.
Примечание!
В целом, оборудование, изготовленное из вышеуказанных изделий, обладает повышенной прочностью и длительным сроком службы, конечно, при соблюдении максимально допустимых нагрузок.
Горячее деформирование
Несколько слов о том, как делают бесшовные трубы. Технология производства бесшовной трубы подразумевает использование монолитной детали цилиндрической формы, называемой штангой.
Поэтапная инструкция этого процесса выглядит следующим образом:
- Сначала выполняется разогрев заготовки до температуры, превышающей порог кристаллизации сплава на 50-60 градусов. Металл при этом становится пластичным, но еще не расплавляется (приобретает способность изменять форму).

После нагрева трубы малого диаметра легко гнуть, что значительно расширяет их рынок сбыта
- На специальном прошивочном прессе заготовка превращается в пустотелый цилиндр, похожий на трубу с очень толстыми стенками.
- Далее выполняют придание трубе заданной формы с определенной толщиной стенки путем горячего деформирования на различном оборудовании (станах различного назначения):
- Пилигримовой прокатки.
- Автоматическом.

Подобное оборудование используется для различных целей, к примеру, на производстве двутавровых балок
- Раскаточном продольно-винтовой прокатки.
- Рельсовом.
- Непрерывном.

В данном случае используется прокатный стан горячей обработки
- Сформированная труба подвергается очень быстрому охлаждению и дорабатывается (калибруется) на вальцах.
- В завершение процесса выполняется нарезка на отдельные изделия стандартной длины.
К сведению!
Все эти процессы обязательны для получения качественного изделия, производители, не соблюдающие технологию изготовления, предлагают низкокачественные трубы.
Холодное деформирование
Производство бесшовных труб холодным методом имеет два различия с вышеописанным горячим деформированием:
- Охлаждение выполняется непосредственно после прошивки заготовки. Предварительный прокат осуществляют в холодном состоянии.
- Перед попаданием на вальцы для окончательного формирования гильза отжигается, то есть нагревается до состояния рекристаллизации сплава. (См. также статью Вальцовка труб: особенности.)
Монтажные работы
Особенных отличий в работе с бесшовной и электросварной трубой нет, однако (особенно при выполнении работ своими руками) некоторые нюансы все следует учитывать:
- Сложность, а иногда и невозможность нарезать резьбу на тонкостенных трубах ограничивает применение на них резьбовых соединений.
- Толстостенные изделия перед сваркой необходимо подготовить-снять фаску на стыковочной кромке. Это поможет выполнить качественное сварное соединение, если этого не сделать, можно не проварить всю толщину металла, что значительно снизит надежность трубопровода в месте соединения.
- Тонкостенные трубы лучше соединять с помощью газовой сварки, при этом соблюдать максимально допустимую рабочую температуру. (См. также статью Сварка труб встык: особенности.)
Вывод
Хотелось бы еще раз выделить основное преимущество описываемых нами материалов – прочность по всей длине изделия. Чего нельзя сказать о конструкциях, произведенных путем сварки и состоящих из нескольких элементов.
Все, что было описано ранее, поможет вам сделать правильный выбор в пользу того или иного материала.В представленном видео в этой статье вы найдете дополнительную информацию по данной теме.
gidroguru.com
Технология изготовления бесшовных труб
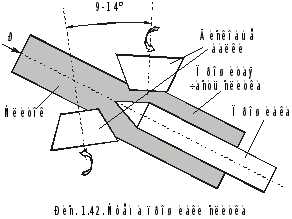
Круглый или граненый слиток диаметром 250–600 мм и массой 0,6–3 т прошивается на прошивочном стане (рис. 1.42). Валки (грибовидной или дисковой формы) установлены под углом 9–14°друг к другу. Заготовка продавливается через оправку, а из-за растягивающих напряжений, создаваемых вращающимися валками, происходит течение металла от центра слитка, и за счет этого без больших усилий происходит прошивка отверстия.
Далее проводится раскатка полученной гильзы на оправке (рис. 1.43), в результате уменьшаются внутренний и наружный диаметры и увеличивается длина заготовки. Прокатку выполняют за два прохода с поворотом трубы на 90°. Получают трубу диаметром свыше 57 мм. На третьем этапе получения трубы дальнейшее уменьшение их диаметров ведут в непрерывных станах уже без оправки.
Сварныетрубы изготовляются диаметром до 2500 мм. Они дешевле бесшовных, но менее надежны и прочны. Сначала проводится формовка плоской заготовки в трубу, далее сваривается стык трубы, проводится отделка и правка. Заготовка изготовляется в виде ленты или берутся листы, шириной равные длине трубы. Используются следующие способы сварки труб: электродуговой под слоем флюса, электроконтактный сопротивлением, кузнечный (печной).
При непрерывной печной сварке проводится нагрев заготовки до 1300–1350° С, стык обдувается кислородом или воздухом и металл разогревается до расплавления и проводится кузнечная сварка стыка кромок трубы сжатых роликами непрерывного стана.
При электроконтактной сварке (рис. 1.44) заготовка поступает в трубоэлектросварочный стан и сжимается. Стык разогревается электрическим током низкого напряжения (6–10 В), подаваемым через сварочные ролики, и при охлаждении сваривается.Волочение металла— это процесс протягивания проволоки, прутка или трубы через очко специнструмента (волоку). В итоге получаются высокоточные размеры, чистая и гладкая поверхность. Перед волочением металл очищают от окалины, промывают, наносят подсмазочный слой (омеднение, фосфатирование и т. д.), сушат и наносят слой смазки (графит, эмульсии, минеральные масла).
Прессование металлаиспользуется чаще всего для цветных сплавов: можно получить прутки диаметром 5–200 мм, трубы до 800 мм диаметром с толщиной стенок 1,5–8 мм, фасонные профили. Нагретый металл из контейнера выдавливается через очко матрицы. При прессовании труб заготовка прошивается стальной иглой, конец которой проходит через очко; металл выпрессовывается между иглой и очком.
Ковка и штамповка— промежуточные операции для изготовления заготовок деталей на пневматических, гидравлических или механических прессах. Механические свойства кованных и штампованных изделий выше, чем у полученных механической обработкой, т. к. в этом случае волокна перераспределяются в соответствии с формой деталей. Штамповка может быть горячая и холодная. Объемная штамповка проводится в штампах, где течение металла ограничено поверхностями штампа. По сравнению со свободной кузнечной ковкой объемная штамповка в 50–100 раз производительнее, получается выше качество и прочность поковок, имеется возможность получения поковок сложной формы. В автомобилестроениилистовойштамповкой получают до 75 % деталей, а при производстве товаров широкого потребления — до 98 %.
studfiles.net