Как измерять микрометром: правила и условия точных измерений. – интернет-магазин ВсеИнструменты.ру
alexxlab | 09.01.2019 | 0 | Разное
Как пользоваться микрометром — РИНКОМ
Микрометрами измеряют размеры деталей с точностью до десятых и сотых долей миллиметра. По виду инструмент напоминает штангенциркуль. Но от него микрометр отличается универсальностью и повышенной точностью.
Со стороны кажется, что это очень сложный прибор. Но это только на первый взгляд. Пользоваться различными типами микрометров может научиться каждый. Расскажем об этом в данной статье.
Содержание
Как пользоваться микрометром
- Устройство и принцип работы типового микрометра
- Как пользоваться типовыми, электронными и рычажными микрометрами (инструкция)
- Какие бывают микрометры
-
Виды микрометров по области применения
- Гладкие микрометры
- Микрометры-нутромеры
- Микрометры для горячего проката
- Микрометры для измерения расстояния между зубцами (зубомеры)
- Двухшкальные микрометры
- Трубные микрометры
- Резьбомерные микрометры
- Микрометры для измерения толщин листов
- Канавочные микрометры
- Проволочные микрометры
- Призматические микрометры
-
Виды микрометров по способу индикации
- Аналоговые микрометры
- Лазерные микрометры
- Цифровые микрометры
- Рычажные микрометры
- Как откалибровать типовой микрометр, настроить его и проверить на точность
- Как настроить микрометр на ноль
- Как правильно пользоваться микрометром (уход и обслуживание)
Устройство и принцип работы типового микрометра
Типовой микрометр состоит из тисков и блока с измерительными механизмами. Для проведения операции деталь зажимают в тисках и плотно удерживают в ней.
Изображение №1: внешний вид и устройство типового микрометра
Принцип действия этого инструмента основан на винтовой паре. По его шагу определяют отклонения от нулевых отметок. Значения считывают с блоков с измерительными механизмами.
Эта цилиндрическая часть микрометра имеет две шкалы.
-
Крутящаяся. Расположена на барабане. Эти деления показывает доли миллиметра.
-
Неподвижная. Расположена на стебле микрометра. Имеются две шкалы с разными ценами деления (0,5 и 1 мм).
Изображение №2: шкалы микрометра
Как пользоваться типовыми, электронными и рычажными микрометрами (инструкция)
При использовании типовых и аналоговых микрометров замеры деталей узнают путем складывания значений, получившихся на барабанах и стеблях микрометров. Как видите, инструкция пользования микрометром выглядит очень просто.
Важно! Всегда помните следующее правило. Если на нижней половине стебля последняя видимая риска находится правее, то к полученному значению нужно прибавить еще 0,5. Схематически это выглядит так.
Изображение №3: инструкция по считыванию результатов измерений
При использовании рычажных и электронных микрометров сложностей гораздо меньше.
Какие бывают микрометры
Микрометры делят по двум главным критериям.
-
По области применения.
-
По способам индикации.
Виды микрометров по области применения
По области применения выделяют следующие виды микрометров.
Гладкие микрометры
Их обычно применяют для измерения плоских и крупных предметов.
Фотография №1: гладкий микрометр
Микрометры-нутромеры
Основная задача таких приборов — измерение внутренних диаметров изделий. Такие микрометры чаще всего применяют в токарном деле для контроля изменения внутренних диаметров деталей в процессе обработки.
Фотография №2: микрометр-нутромер
Микрометры для горячего проката
Это специализированный инструмент, по внешнему виду и конструкции значительно отличающийся от традиционных измерительных приборов данного типа. Этот микрометр имеет колесо с разметкой. С его помощью измеряют толщины изделий при их прокатывании через щипцы.
Фотография №3: микрометр для горячего проката
Микрометры для измерения расстояния между зубцами (зубомеры)
Эти приборы имеют специальные конические насадки, предназначенные для измерения ширины пазов, а также размеры зубчатых колес или шестеренок. Инструменты калибруют по деталям, имеющим эталонные размеры.
Фотография №4 микрометры для измерения расстояния между зубцами (зубомеры)
Двухшкальные микрометры
Такие микрометры еще называют предельными. Предназначены для измерения габаритов сложных деталей.
Фотография №5: двухшкальные микрометры
Трубные микрометры
Основные задачи таких микрометров — измерение толщин труб и их износа. Такими приборами чаще всего пользуются при проверках представители управляющих компаний.
Фотография №6: трубные микрометры
Отличительная черта таких микрометров — наличие специальных насадок, позволяющих измерять бугристые и неровные поверхности.
Резьбомерные микрометры
Имеют специальные насадки для измерения глубины дюймовых и метрических резьб.
Фотография №7: резьбомерный микрометр
Микрометры для измерения толщин листов
С их помощью измеряют толщины заготовок из листовых материалов (металлопрокат, полипропилен и пр.). Могут иметь узкие и удлиненные насадки. Изделия первого типа предназначены для измерения узких листов, а второго — вытянутых и широких.
Фотография №8: микрометр для измерения толщин листов
Канавочные микрометры
Имеют специальные щупы. Их вставляют в канавки, углубления, отверстия и ямы для измерения их габаритов.
Фотография №9: канавочный микрометр
Проволочные микрометры
Эти узкоспециализированные приборы предназначены для измерения диаметров шариков в подшипниках и проволок.
Фотография №10: проволочный микрометр
Призматические микрометры
С поомощью таких микрометров измеряют, к примеру, такие инструменты, как лезвия и ножи.
Фотография №11: призматический микрометр
Виды микрометров по способу индикации
По способу индикации микрометры делятся на 4 вида.
Аналоговые микрометры
Эти приборы наименее функционыльны, просты в исполнении и стоят недорого. Их главное преимущество — максимальная надежность. Если вы уроните прибор, его точность можно без проблем восстановить при помощи настройки и калибровки.
Фотография №12: аналоговый микрометр
Лазерные микрометры
Это наиболее современные, точные и дорогие представители измерительных приборов данной категории.
Фотография №13: лазерный микрометр
Цифровые микрометры
Для замеров используется все тот же винт (как и у аналоговых моделей). Однако показания выводятся в виде точных цифр на специальных дисплеях.
Фотография №14: цифровой микрометр
Рычажные микрометры
Такие модели лучше аналоговых за счет отсуствия необходимости встматирваться в шкалы для фиксации показаний.
Фотография №15: рычажный микрометры
Как откалибровать типовой микрометр, настроить его и проверить на точность
Микрометры относятся к таким приборам, которые перед каждым использованием необходимо проверять, калибровать и настраивать. Расскажем, как это сделать.
Сначала протрите при помощи тонкого листа бумаги поверхности пяток. Для этого сведите их, зажав лист с небольшим усилием. Потом аккуратно вытащите его, но следите, чтобы не было разрывов. В результате пятки очистятся от пыли и жира.
Фотография № 16: сдвигание пяток
Потом возьмите эталонный образец и удостоверьтесь в том, что прибор показывает все правильно.
Фотография №17: проверка точности показаний при помощи образца
В противном случай следует провести настройку.
Как настроить микрометр на ноль
После описанной выше чистки микрометра при помощи листа бумаги соедините лапки инструмента. Зажмите фиксирующий винт. При помощи специального ключа подкрутите стебель так, чтобы обе риски стояли ровно на нуле.
Фотография №18: настройка микрометра на ноль
Как правильно пользоваться микрометром (уход и обслуживание)
Любая техника нуждается в уходе.
-
Следите за чистотой деталей и механизмов. Удаляйте загрязнения сразу же после их появления.
-
Перед каждым использованием протирайте пятки губкой или листом бумаги.
-
Если показания сбились, сразу же перенастройте прибор.
-
Не используйте трещотку при измерении деталей из мягких материалов. Они могут деформироваться.
И последнее. Если хотите получить максимальную точность измерений, не экономьте на качестве инструментов.
| Лидеры продаж ВИКШаблон Красовского УШК-1 Эталоны чувствительности канавочные Магнитный прижим П-образный Фотоальбом дефектов основного металла Термометр testo 905-T2
|
 Микрометры типа МКЦ снабжены цифровым индикатором, повышающим точность и удобство пользования.
Микрометры типа МКЦ снабжены цифровым индикатором, повышающим точность и удобство пользования. А также Республики Казахстан, Белоруссия и другие страны СНГ.
А также Республики Казахстан, Белоруссия и другие страны СНГ.Как пользоваться микрометром, примеры измерения длин и диаметров
Для проведения точных измерений обычной линейки бывает недостаточно. Применяемый большинством домашних мастеров штангенциркуль, так же не всегда обеспечивает необходимую точность. Если требуется измерение такой величины, как микрон (мкм), или 0,001 мм – необходим микрометр (на иллюстрации слева).
Сегодня рассмотрим в подробностях как пользоваться микрометром, делать правильные замеры, правильно калибровать и разбирать инструмент.
Виды микрометров
По способу индикации приборы подразделяются на следующие виды:
Механические аналоговые, со статической шкалой измерения
Показания снимают, совмещая риски на шкале. Рукоятка с микрометрическим винтом проворачивается до касания предмета, и по комбинации цифр на шкале вычисляется истинный размер.
Измерение микрометром этого типа требует определенных навыков.
Механические аналоговые, рычажные
Принцип действия такой же, как у предыдущей модели – но пользоваться гораздо удобнее. Значение измеряемой величины выводится на стрелочный индикатор. Это полезно в случае, когда производится массовое измерение.
Механические цифровые
Замеры производятся с помощью того же микрометрического винта, но показания выводятся на жидкокристаллический дисплей в реальном времени. Для этого в механизм встраивается точный датчик перемещения.
Для этого в механизм встраивается точный датчик перемещения.
Лазерные микрометры
Замеры производятся по методу пересечения лазерного луча. С помощью оптики, луч превращается в плоскость. Приемный фотоэлемент анализирует уменьшение ширины луча, и выводит данные на дисплей.
Преимущество прибора – возможность измерить изделия сложной формы и отсутствие механического контакта с измерительными наконечниками.
Недостатки – невозможность измерить внутренний размер. И разумеется, стоимость. Позволить себе такой инструмент может не каждый домашний мастер.
По области применения микрометры подразделяются на следующие виды:
- Гладкий микрометр. Предназначен для измерений плоских и круглых поверхностей. Самый распространенный тип прибора;
- Микрометр – зубомер. Определяет линейные размеры зубьев шестерен и зубчатых колес. Имеет специальные конические насадки. Как правило, в комплект входит эталонная мера длины;
- Трубный микрометр. Предназначен для замера толщины стен в трубах. Применяется на этапе проверки качества производства, а так же износа стенок. Форма насадок позволяет не зависеть от внутренней кривизны измеряемой заготовки. Щуп касается стенки точечно, благодаря своей форме;
- Микрометр листовой. Позволяет точно замерять толщину листовых, пленочных и рулонных изделий. Подающий винт настроен на малый диапазон шкалы, поэтому точность измерения получается очень высокой. Предлагаются в двух конструктивных исполнениях:
- С плоскими насадками, для измерения нешироких заготовок.
- С удлиненной скобой – для производства замеров изделий большой площади, на удалении от кромки.
- Микрометр универсальный. Возможность смены головок позволяют измерять самые разные детали. Однако по причине лишних стыковочных узлов страдает погрешность прибора;
- Проволочный микрометр. Узкоспециализированный прибор, с помощью которого замеряют диаметр проволоки и шариков в подшипниках.
 За счет этого конструкция более компактная. С его помощью можно производить и другие измерения, но это не так удобно;
За счет этого конструкция более компактная. С его помощью можно производить и другие измерения, но это не так удобно; - Призматический микрометр. Предназначен для измерения диаметра многолезвийного инструмента. Опора выполнена в виде призмы;
- Микрометр канавочный. Его еще можно назвать глубиномером. Замеряет глубину выемок, канавок, дефектов, по отношении к базовой плоскости. Опорной плитой микрометр устанавливается на поверхность – а при помощи щупа измеряется глубина;
- Резьбомерный микрометр. Шкала может быть как метрической, так и дюймовой. В комплект входят специальные насадки для различных видов резьбы;
- Двушкальный (предельный) микрометр. Устанавливает предельные внешние размеры одной заготовки;
- Микрометр для горячего проката. Позволяет контролировать толщину изделия прямо в ходе производства. В качестве измерителя используется специальное откалиброванное колесо;
- Микрометр – нутромер. Предназначен для измерения внутренних диаметров;
 За счет этого конструкция более компактная. С его помощью можно производить и другие измерения, но это не так удобно;
За счет этого конструкция более компактная. С его помощью можно производить и другие измерения, но это не так удобно;Каждая группа имеет свое обозначение. Например, универсальный – МКУ, канавочный – МКН, и так далее, по первым буквам наименования складывается аббревиатура.
Устройство микрометра
Рассмотрим приборы, относящиеся к стандартному типу МК которые из-за наличия у них плоских измерительных поверхностей именуют гладкими.
Составные части микрометра
Они предназначены для наружных измерений с точностью до одной сотой миллиметра. Основными деталями и узлами, гладкого микрометра, являются неразъемно соединенные между собой:
- микрометрическая головка
- скоба
Микрометрическая головка
Это механическое отсчетное устройство с разрешением, как правило, в одну сотую миллиметра.
Микрометрическая головка
Механизм состоит из стебля, на лицевой части которого нанесены две линейные шкалы, разделенные контрольной риской.
Стебель с нанесенной на нем шкалой и контрольной риской
Обе шкалы миллиметровые, по шкале отмеченной числами, отсчитываются целые миллиметры. Шкала без чисел смещена относительно миллиметровой наполовину миллиметра.
Шкала без чисел смещена относительно миллиметровой наполовину миллиметра.
Шкала без чисел для подсчета половин миллиметра
По ней определяют наличие или отсутствие в размере, половин миллиметра. С одной стороны в стебель вмонтирована микрометрическая гайка.
Микрометрическая гайка
Разрезы и навинчиваемые на её наружную резьбу регулировочная гайка предназначены для устранения люфта в соединении с микрометрическим винтом.
Регулировочная гайка
Отверстие в стебле является направляющим для вращательного и поступательного движения цилиндрической части микрометрического винта.
Отверстие в стебле
Винт имеет высокоточную резьбу с полумиллиметровым шагом.
Микрометрический винт со шпинделем
Цилиндрическая часть винта, условно назовем ее шпинделем, движется по направляющему отверстию в стебле. Торец шпинделя это одна из измерительных поверхностей инструмента.
Измерительные плоскости
На другом конце винта через соединительные детали крепится барабан с круговой шкалой.
Барабан с круговой шкалой
У приборов небольших габаритов круговые шкалы обычно поделены на 50 частей.
Поворот круговой шкалы относительно контрольной риски на одно деление, соответствует перемещению шпинделя на одну сотую миллиметра. Получается, цена деления шкалы барабана 0,01 мм.
Вращение барабана при измерениях и настройке должно выполняться только за колесо привода фрикциона или трещотки.
Трещетка и фрикцион
Трещоткой называют храповой механизм, который также как и фрикцион срабатывает при крутящем моменте превышающем расчётно-допустимый.
На микрометре типа МК устанавливаются головки с одинаковым измерительным диапазоном 25 мм.
Скоба микрометра
Стебель соединён скобой, а с противоположной ее стороны расположена пятка. У микрометров типа МК с верхним пределом измерений до 300 мм пятка несъёмная.
Скоба и пятка микрометра
Торцы пятки и шпиндельной части винта это измерительные поверхности или плоскости с высокой взаимной параллельностью. Винт и пятка соосные.
Винт и пятка соосные.
Твердосплав на торцах пятки и шпиндельной части винта
Для противодействия износа на оконечности пятки шпинделя обычно наплавляют твёрдосплавные элементы.
Пределы измерений микрометров
Микрометры различаются по пределам измерений, которые определяются размерами их скоб и увеличиваются пошагово через каждые 25 мм.
| Пределы измерений микрометров | ||
| Нижний предел измерений | Верхний предел измерений | |
| МК 25 | 25 | |
| МК 50 | 25 | 50 |
| МК 75 | 50 | 75 |
| МК100 | 75 | 100 |
| МК 125 | 100 | 125 |
| МК 150 | 125 | 150 |
| и так до | ||
| МК300 | 275 | 300 |
Микрометры больших размеров
Нижние и верхние пределы указываются на скобах прибора, а число верхнего предела содержится в условных обозначениях моделей, например, МК -300.
Нижний и верхний измерительные пределы
За числом верхнего предела следует число, указывающее на класс точности, например, МК 300-1.
У микрометра с верхним пределом измерений свыше 100, линейная шкала имеет числовую разметку от нуля и к ее показаниям надо прибавлять нижний измерительный предел данного инструмента.
Обозначение нижнего измерительного предела
Поскольку микрометр — прибор высокой точности, скобы некоторых из них изолируются от воздействия температуры рук.
Наличие изолятора на скобах приборов
В комплекте с прибором имеющего верхний измерительный предел от 50 мм и выше, обязательно поставляется установочная мера.
Установочная мера, он же, эталон для калибровки
Установочная мера необходима для проверки и настройки инструмента. Установочные меры длиной 100 и более миллиметров, оснащены теплоизоляцией, за которую их надо удерживать при использовании.
Установочные меры длиной 100 и более миллиметров, оснащены теплоизоляцией, за которую их надо удерживать при использовании.
Установочные меры с теплоизолятором
Проверяем настройку микрометра
Стандартная проверка микрометра на нулевую установку делается:
- перед его использованием;
- периодически в процессе эксплуатации;
- при подозрении в сбое настройки.
Температура микрометра и контрольных мер должна быть уравнена с температурой воздуха в рабочем помещении. Измерительные поверхности пятки и штока очищаются и это лучше делать плотной бумагой.
Чистка инструмента
Использовать текстиль оставляющий ворс нежелательно. После чистки необходимо проконтролировать точность показаний. Для этого необходимо несколько раз свести шток до упора, продолжая вращение на пол оборота с помощью трещотки.
Точное совпадение нулевой риски с контрольной, говорит о готовности инструмента к работе. Микрометры с верхним пределом измерений свыше 50 мм проверяются на ноль с простановкой между измерительными плоскостями установочных мер.
Во избежание нагрева эталонного цилиндра ограничьте его контакт с рукой.
Обратите внимание
При проверке, торцы эталона должны быть плотно и без малейшего перекоса прижаты к измерительным поверхностям инструмента.
Поэтому поперечными и вращательными движениями эталона помогаем поймать плоскость с одновременным поджатием через трещотку.
Направление вращения эталона
Внимание! Вращательные движения эталона нужно на встречу движения барабана. Поскольку усилие прижима шпинделя может превысить расчётное.
Инструкция по калибровке микрометра
Если проверка показала несовпадения контрольной риски с нулём шкалы или произошел полный сбой настройки, инструмент нужно откалибровать.
Сделав, как положено, сведение измерительных поверхностей блокируем шпиндель стопором.
Ослабляем барабан ключом
Если на микрометрической головке фиксация барабана делается винтовым стопором с боку, его надо ослабить с помощью ключа.
Барабаны, фиксирующиеся боковым стопором, после его ослабления, можно смещать з продольно и регулировать его край относительно линейных шкал.
Ставим «0» круговой шкалы точно напротив контрольной риски, одновременно обеспечивая совмещение края барабана с нулевым делением на миллиметровой шкале.
После зажима винта ключом и застопоривания, проверяем результат и, при необходимости, повторяем процедуру.
Проверяем совпадение рисок
Барабаны могут отличаться способом фиксации, некоторые фиксируются корпусом трещотки.
Рассмотрим еще несколько конструкций микрометра
После установки поверочной меры по правилам описанным выше:
- Стопорим шпиндель.
- Отпускаем зажим барабана.
- Поворачиваем его шкалу до совпадения нуля с контрольной риской.
- Придерживая барабан в настроенном положении, затягиваем корпус трещотки.
- Отпускаем стопор шпинделя и проверяем результат настройки.
- Если все хорошо, затягиваем корпус трещотки с большим усилием.
- И повторно проверяем точность настройки.
У некоторых моделей барабан устанавливается на конус винта.
Иное крепление барабана
После снятия основного резьбового натяга требуется подать вперед барабан с некоторым усилием, чтобы снять зажим конуса.
Снимаем зажим конуса
Часто это требуется и после легкого винтового зажима все остальные действия по регулировке такие же.
Как правильно считывать показания?
Шкалу на стебле можно рассматривать, как обычную линейку с дополнительным полу миллиметровым разрешением. В процессе измерения, круговая шкала занимает какое-то положение относительно контрольной риски на линейной шкале.
Деление на миллиметровой шкале ближайшее к острому краю барабана, или совпадающее с ним, показывает число целых миллиметров.
Показывает число целых миллиметров
Если нет полного совпадения с миллиметровым делением, смотрим на деления полу миллиметровой шкалы. Это означает, что в данном размере кроме целых миллиметров есть десятые и сотые, которые надо прибавить к целым делениям на круговой шкале.
Это означает, что в данном размере кроме целых миллиметров есть десятые и сотые, которые надо прибавить к целым делениям на круговой шкале.
Полумиллимитровая шкала
Деление, совпадающее с контрольной риской, соответствует числу сотых долей миллиметра. В итоге все составляющие суммируются, что и будет результатом измерений.
Итоговое значение размера
Примеры измерения целых и дробных размеров
С краем барабана точно совпадает деление с числом 28. Полумиллимитровых составляющих нет, сотых долей тоже. В этом случае обычно говорят, размер в нулях, получилось точное целое число.
Ближнее к краю барабана деление с числом 26, полумиллиметрового деления, которое к краю ближе, чем миллиметровые не наблюдается. Значит полу миллиметровых долей нет. На круговой шкале 36 и пять сотых, таким образом, действительный размер у нас получился 26,365 мм.
Дробный размер
Если микрометр с нижним измерительным пределом от 100 миллиметров, то к его показаниям прибавляется величина нижнего предела указанного на его корпусе.
Наиболее частые ошибки при считывании показаний относительно полумиллиметровой шкалы:
- невнимательность;
- плохое зрение;
- недостаток знаний;
- иногда, неотрегулированное положение края барабана относительно линейных шкал.
Сравнение замеров штангенциркулем и микрометром
Рассмотрим пример измерения размера штангенциркулем. Измерение показало размер 22 мм.
Замеряем штангенциркулем, проверяем микрометром
Уточняющий замер микрометром показал, что этот размер меньше чем 22 на 12 сотых и равен 21,88 мм. На чертеже он записывается как 22 с допуском -0,12.
Такое ступенчатое измерение оградит от многих ошибок. Еще одно применение инструмента заключается в измерении отклонений относительно другого размера, например, при выяснении величины износа или искажение формы.
Как правильно снимать размер, инструкция
Снятие размера начинается с выбора подходящего микрометра. Его верхний предел должен превышать измеряемую деталь, но не более чем на 25 мм.
Его верхний предел должен превышать измеряемую деталь, но не более чем на 25 мм.
- Температура измеряемого изделия и температура микрометра, во время измерения, должна быть равна температуре окружающей среды.
- На поверхностях измеряемого элемента недопустимы забоины, механические загрязнения.
- Положение скобы микрометра ориентируется так, чтобы показания были хорошо видны.
- Для устойчивости, один из пальцев руки держащих скобу, полезно прислонить к детали.
Если прислонить палец к детали, удобно будет делать замер
- Ось микрометра надо ориентировать параллельно и симметрично линии размера.
Если измерительные поверхности ложатся на измеряемую деталь полностью, допускается отклонения оси микрометра от линии диаметра около 2 мм в каждую сторону.
Допустимые отклонения
Наша задача установить ось микрометра параллельно линии размера легким покачиванием корпуса с одновременным закручиванием винта трещотки.
Размер, образованный между плоскостью и диаметром также требует установки оси микрометра симметрично линии диаметра.
Размер считается снятым правильно, если контакт измерительных поверхностей плотный и при срабатывании трещотки показания на круговой шкале не изменяются.
Совершенно не лишнее, для самопроверки, повторить измерения. Если прочтение результата затруднено, необходимо застопорить винт до снятия инструмента с детали.
Попробуйте, не меняя значений, завести инструмент на деталь и вывести. Если при этом вы ощущаете некоторое усилие, то значит замер проведен правильно.
Правильные действия при проведении замера
Усложненные измерения диаметров
По мере увеличения измеряемых диаметров способность к самоустановке у поверхностей уменьшается, а склонность к перекосам возрастает. Вес микрометра и ограниченная видимость прибавляют сложности в измерениях.
Проводя замер больших диаметров, устанавливать измерительные поверхности удобнее на крайние точки диаметра находящиеся в вертикальной плоскости.
Точки диаметра для снятия размера
Как правильно замерять и держать инструмент
Работая с большим инструментом, левой рукой прижимаем пятку к измеряемой поверхности снизу, правая рука удерживает микрометр за привод трещотки, держав оси микрометра в примерно вертикальном положении.
Так держать правильно
Подводя шпиндель, и одновременно делая им движения поперёк оси детали, находим точку на измеряемой поверхности с наибольшим сопротивлением поперечному движению шпинделя.
Находим поперечную точку
После нахождения этой точки двигаем шпинделем вдоль оси детали, одновременно поджимая его.
Ищем продольные точки
В результате шкала барабана останавливается на каких-то наименьших показаниях.
Наличие уплотненного подвижного, но без рывков, контакта измерительных плоскостей с поверхностями обязательно.
Для порядка делаются несколько проверок полученного результата. За достоверные показания принимаются повторяемые.
При измерениях больших диаметров классическим способом многое зависит от навыков измеряющего.
Способ измерения микрометром с уравновешенной по вертикали осью, уменьшает влияние человеческого фактора.
Уравновешивающий груз
Плоскость пятки устанавливается на верхнюю точку диаметра, и ось микрометра автоматически совпадает с линией размера.
Останется только сделать прижим шпинделем, но для начала надо найти на диаметре верхнюю точку.
На неё укажет максимальные отклонения стрелки индикатора биения проходящего над диаметром.
Прибор контроля на биение
Найденное место отмечается маркером.
Верхнюю точку можно определить приложенным гидроуровнем. Точка соприкосновения корпуса уровня с диаметром будет верхней.
Определение верхней точки уровнем
Измерение длины
При измерении значительных длин между параллельными плоскостями, ось микрометра надо установить параллельно линии размера.
Измерение значительных длин
Склонность к самоустановке сохраняется, если плоскость на измеряемом элементе только с одной стороны, а с другой образуется лишь точечный контакт.
Плоскость и точечный контакт
При измерении расстояния между плоскостями, за достоверные показания принимают наименьшие, при условии наличия уплотненного контакта измерительных плоскостей с измеряемыми.
Условия уплотненного контакта
Уплотнение контакта должно ограничиваться срабатыванием трещотки.
Длины могут находиться между линиями и точками, создающими с измерительными поверхностями точечный контакт в одной или двух плоскостях.
Варианты измерения размеров
Познакомиться с порядком измерения длины между двух радиусов с параллельными осями и точечным контактом с измерительными поверхностями в одной плоскости.
Измерение длины между двух радиусов
Пятка микрометра прижата. Шпиндель медленно подводится, совершая движение поперек оси радиуса, в поисках точки уплотненного контакта.
Встав на найденные точки, шпиндель продолжает подводиться при мелких подвижках, но уже параллельно оси радиуса.
Снятие размера можно считать законченным, при установке шкалы на наименьших показаниях при уплотненном контакте.
Длины между сферами или острыми конусами создают точечный контакт с измерительными поверхностями в двух плоскостях.
Измерение между сферами
Тем самым полностью, исключая возможность их самоустановки.
Пятку микрометра прижимаем, перемещая шпиндель к линии размера, производя пробные замеры.
Стрелкой указано направление движения микрометром
Находим положение, в котором будет уплотненный контакт с размерообразующими точками при наибольших показаниях шкалы.
Показания шкалы и уплотнение контакта должны ограничиваться срабатыванием трещотки.
За справедливые показания принимаются повторяемые при проверке.
Влияние температуры на измерения
Вместе с погрешностями измерений, природа которых механическая, искажения в измерениях возникают из-за перепадов температур. Тепловым расширением подвержены детали, микрометры, установочные меры.
Причём чем больше измерительные пределы микрометра, тем выше требования к его температурной стабильности.
Настроенный на «0» микрометр и затем подогретый, например, будучи положенным в карман. Через полчаса при проверке покажет отклонения от нулевой настройки.
Поэтому настроенный микрометр при использовании размещается подальше от любых источников даже незначительного нагрева.
Тепловые расширения деталей могут быть ещё большими. Даже при чистовой обработке может создаваться нагрев искажающий измерение.
Интенсивное жидкостное охлаждение остужает деталь, не позволяя ей увеличиваться в размерах.
Диагностика состояния микрометра и обслуживание
Нарушение правильной работы микрометра происходит из-за:
- естественного износа резьбы микрометрической пары;
Износ микрометрической пары
- износа измерительных плоскостей;
- деформации скобы, вызываемые нештатными силовыми воздействиями.
Что приводит к нарушению параллельности между измерительными поверхностями.
Люфт микрометрической пары регулируется накидной гайкой с проверкой легкости хода винта на всём диапазоне.
Проверка винта на износ, заключается в контрольных измерениях проверенными эталонами. Делается пять разных замеров.
Пять замеров при проверке на износ
Для микрометра от 0 до 25 это мерные плитки с длинами от 5 до 25 мм.
Отклонение от нуля при измерении мерных длин плиток свидетельствует об износе винта.
Износ винта дает погрешность при измерении
Величина износа не должна оказывать влияние на превышение предельно допустимых отклонений предусмотренных техническими условиями на микрометры.
Отклонения у измерительных поверхностей от плоскостности выражается в их неравномерном износе с занижением по краям.
Выявляется износ измерением мерной длины с полным контактом с измерительными плоскостями и при контакте с краями.
Износ измерительных плоскостей
Разница в показаниях это величина износа.
Деформации скобы проявляются в нарушении параллельности измерительных плоскостей, которые проверяются измерениями мерной длины их краями и в 4-х положениях по окружности.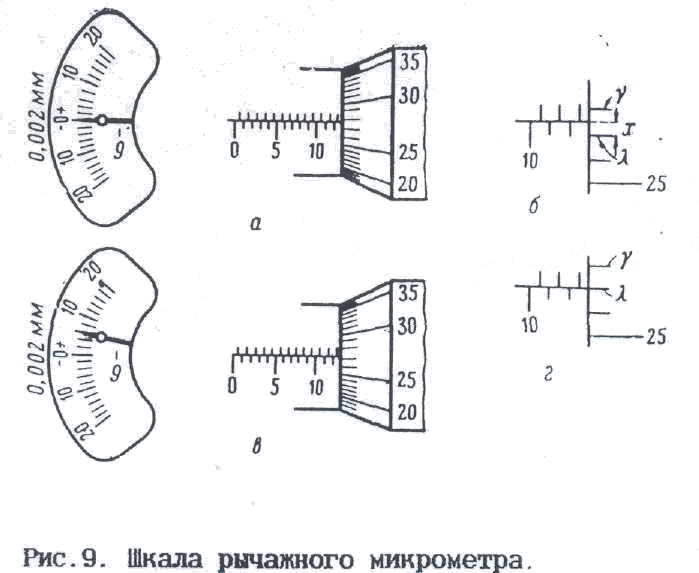
Предельно допустимые отклонения измерительных поверхностей от параллельности и плоскостности, зависящие от класса точности микрометра и его измерительных пределов приводятся в стандартных технических условиях.
Таблица предельно допустимых отклонений измерительных поверхностей
В качестве обслуживающей и консервационной смазки для микрометров, обычно применяется технический вазелин.
Перед тем как сдать инструмент на поверку в лабораторию, его разбирают, чистят, смазывают и калибруют.
About sposport
View all posts by sposport
Механический микрометр – как измерять и считывать показания
Измерительная линейка не всегда позволяет произвести измерение линейного размера с необходимой точностью. В этих случаях и следует воспользоваться более точным измерительным инструментом – микрометром.
Микрометр – это измерительный прибор с высокой точностью.
Принципы, на которых основана работа микрометра, таковы, что освоить их несложно, но они позволяют обеспечить постоянное совершенствование точности измерения.
Откуда такое название
Допустимые значения микрометра.
Дело в том, что минимальные изменения размеров, которые уверенно может зафиксировать этот измерительный прибор – миллионные доли метра (микрометры). 1 мкм (0,001 мм) – величина практически неразличимая для человеческого глаза. Измерения микрометром можно осуществлять с точностью до нескольких микрометров.
Потребность в очень точных измерениях возникла еще в ХVI в оружейном производстве. С точки зрения механики микрометр устроен достаточно просто – винт и гайка. Позже этот принцип начал применяться в геодезии, но таким, каким мы его знаем, микрометр стал к середине ХIХ века. Дело в том, что показания в нем снимаются с тщательнейшим образом размеченных и досконально выверенных шкал, изготовление которых возможно лишь при достаточно высоком уровне развития технологий.
Вернуться к оглавлению
Механический микрометр – устройство и принцип действия
Наряду с обычными микрометрами, выпускаются электронные. Принцип действия тот же, но электронная индикация и возможность усовершенствованной калибровки позволяют повысить удобство и увеличить точность измерений. Но они пока достаточно редки и дороги, а освоить работу с ними, умея работать с механическими, несложно. Поэтому далее приводятся рекомендации по использованию механического микрометра.
Принцип действия тот же, но электронная индикация и возможность усовершенствованной калибровки позволяют повысить удобство и увеличить точность измерений. Но они пока достаточно редки и дороги, а освоить работу с ними, умея работать с механическими, несложно. Поэтому далее приводятся рекомендации по использованию механического микрометра.
Рисунок 1. Устройство микрометра.
Внешний вид прибора показан на Рисунке 1. Обозначения на этом рисунке:
- Пятка.
- Измеряемый предмет.
- Шпиндель микрометрического винта.
- Стопор микрометрического винта.
- Горизонтальная шкала.
- Трещотка.
- Барабан с круговой шкалой.
- Скоба.
Работа прибора основывается на смещении винта, вызванном его вращением в закрепленной гайке. Это смещение прямо пропорционально углу поворота. Шаг винта – ровно полмиллиметра. Барабан, связанный с винтом, проходит 0,5 мм за 1 оборот, закрывая или открывая штрихи горизонтальной шкалы. Шкала, нанесенная на барабан, имеет 50 делений, следовательно, цена ее деления – 0,01 мм/дел.
Вернуться к оглавлению
Механический микрометр – рекомендации по использованию
Существует два основных способа того, как измерять микрометром:
Микрометр (а) и примеры расчета по его шкале (б, в, г).
- Абсолютный, когда разъем прибора прикладывается прямо к измеряемому предмету, в соответствии с его геометрией выставляются зажимы. Затем размеры считываются непосредственно со шкал измерителя.
- Относительный, когда измеряются размеры границ или предметов, находящихся рядом с измеряемой деталью, размеры которой затем находят с помощью математических вычислений.
Перед тем как мерить деталь, ее вместе с микрометром следует выдержать в едином температурном режиме не менее 3 часов.
Непосредственно после приобретения, а затем периодически и в процессе эксплуатации инструмент необходимо проверять. Для проверки без детали смыкают пятку и шпиндель. Делать это следует осторожно, непосредственно перед смыканием винт вращают с помощью трещотки. После трех щелчков вращение прекращается.
Делать это следует осторожно, непосредственно перед смыканием винт вращают с помощью трещотки. После трех щелчков вращение прекращается.
Барабан при этом должен практически полностью закрыть горизонтальную шкалу, а его начальная отметка должна совпасть с продольной риской этой шкалы. Если шкала сбита, ее можно отрегулировать с помощью специального ключа.
Казалось бы, измерять микрометром просто – зажать измеряемую деталь между пяткой и шпинделем и снять показания шкал. Но это прибор высокой точности, и даже небольшое усилие может деформировать деталь и исказить результат. Еще хуже, если будет сбита настройка прибора.
Устройство мкрометра с цифровой индикацией.
Для того чтобы этого не произошло, придумана трещотка. Когда за счет вращения барабана шпиндель приблизился к поверхности детали, переходят на его вращение с помощью трещотки. Как и при калибровке, после трех щелчков вращение прекращается.
Деталь зафиксирована надежно, но не деформирована, что позволяет измерять микрометром точно и с небольшой погрешностью.
Электронный прибор сразу покажет конечный результат на своем индикаторе. А вот если прибор механический, то измерять микрометром не так уж просто. Относится это, прежде всего, к снятию его показаний. Начинается оно с чтения значений самого крупного разряда цифр (миллиметров), а заканчивается самым мелким – сотыми долями миллиметра.
Миллиметры считываются со шкалы, нанесенной на неподвижную часть корпуса прибора. Горизонтальная шкала состоит из двух частей. Деления снизу означают миллиметры. И на левом, и на правом рисунке это значение равно 5 мм. Деления сверху показывают половинки миллиметров.
Деление, соответствующее половинке миллиметра, после значения 5 мм на нижней шкале закрыто барабаном, следовательно, общее показание складывается из 5 и 0,35 мм (на барабане). Размер детали 5,35 мм. На барабане то же значение 0,35, но деление, соответствующее половине миллиметра, сверху после значения 5 мм на нижней шкале открыто. Общее показание теперь складывается из 5, 0,5 и 0,35 мм. Итоговый размер детали на этом рисунке 5,85 мм.
Общее показание теперь складывается из 5, 0,5 и 0,35 мм. Итоговый размер детали на этом рисунке 5,85 мм.
Это самый распространенный вариант микрометра. Для других видов инструментов значения штрихов могут быть иными.
Но отличия невелики, следовательно, разобраться в значениях разметки на шкалах и научиться измерять микрометром любого типа нетрудно.
| о компании | ||||||||||
| Компания АТЛАС ИНВЕСТ основана 15 ноября 1993 года. Мы специализируемся на продаже измерительных приборов, геодезического оборудования, КИПиА, средств неразрушающего контроля, испытательного оборудования, средств контроля в строительстве и т.п. Оказываем услуги по поверке и калибровке средств измерений. подробнее | ||||||||||
|
| |||||||||
 Доставка …… подробнее
Доставка …… подробнееПользование микрометром при ремонте двигателя
Измерения и расчеты, выполняемые при ремонте двигателей
Цель ремонта двигателя, независимо от того, что конкретно ремонтируется, — восстановить допуски параметров двигателя до технических требований, установленных заводом-изготовителем. При любом ремонте двигателя производятся измерения. Специалист автосервиса обязан производить измерения дважды:
• Необходимо производить обмер частей ремонтируемого двигателя с целью проверки их соответствия заводским техническим требованиям и необходимости в их восстановлении.
• Прежде чем приступать к сборке ремонтируемого двигателя, необходимо производить обмер запасных частей и поверхностей, прошедших механическую обработку в процессе ремонта, с целью проверки соответствия их размеров требуемым.
МИКРОМЕТР
При техническом обслуживании и ремонте двигателя самым необходимым и чаще всего используемым измерительным инструментом является микрометр (рис. 11.1). Барабан вращается на цилиндрической ручке (стебле) микрометра на винте с микрометрической резьбой, имеющей сорок витков на дюйм. При каждом обороте барабана шпиндель микрометра перемещается на расстояние 0,025 дюйма. Барабан размечен по периметру на 25 одинаковых секторов. Таким образом, повороту измерительного барабана на одно деление соответствует перемещение шпинделя на 0,001 дюйма. Все микрометры должны регулярно проходить метрологическую поверку (рис.11.2).
Рис. 11.1. Примеры типичных микрометров, используемых для контроля геометрических размеров
Рис. 11.2. Все микрометры необходимо поверять и, при необходимости, калибровать, используя для этого эталонный стержень
Как пользоваться микрометромИл. 20.1. Этот большой деревянный макет служит для демонстрации того, как пользоваться микрометром. Неподвижный корпус называется стеблем
Ил. 20.2. Подвижная часть микрометра называется барабаном
Ил. 20.3. Для снятия показаний микрометра по длине стебля нанесены риски с шагом 0,025 дюйма, промаркированные числами через каждую 0,100 дюйма
Ил. 20.4. По периметру барабана равномерно расставлены 25 рисок, каждая соответствует 0,001 дюйма
Ил. 20.5. За сорок оборотов барабан перемещается на один дюйм. Таким образом, за один оборот барабан перемещается по стеблю микрометра на 0,025 дюйма (1,000 дюйм, деленный на 40, дает в результате 0,025 дюйма)
Ил. 20.6. Следовательно, для считывания показания микрометра необходимо считать показание на стебле микрометра и показание на барабане и сложить их
Ил. 20.7. За один оборот барабан смещается по ручке на одно деление, нанесенное на ней. Цена одного деления составляет 0,025 дюйма. Четыре деления составляют 0,025 х 4 = 0,100 дюйма. Напротив соответствующей риски на стебле стоит цифра “1”, означающая одну тысячную дюйма
20.7. За один оборот барабан смещается по ручке на одно деление, нанесенное на ней. Цена одного деления составляет 0,025 дюйма. Четыре деления составляют 0,025 х 4 = 0,100 дюйма. Напротив соответствующей риски на стебле стоит цифра “1”, означающая одну тысячную дюйма
Ил. 20.8. В этом положении измерительного механизма видна одна риска на стебле микрометра, и риска на барабане, отмеченная цифрой “О” совпадает с линией шкалы, нанесенной на стебле микрометра, что означает, что барабан совершил полный оборот сверх 0,025 дюйма. Вторая риска на стебле микрометра находится под самым краем измерительного барабана. Это показание означает 0,050 дюйма
Ил. 20.9. При повороте барабана на одно деление показание микрометра увеличивается на одну тысячную дюйма и становится равным 0,051 дюйма (0,025 дюйма х 2 + 0,001 дюйма с барабана = 0,051 дюйма)
Ил. 20.10. Барабан был повернут на много оборотов пока на стебле не открылась цифра “1”, означающая 0,100 дюйма (сто тысячных) плюс еще одна риска на стебле, означающая еще 0,025 дюйма (25 тысячных), плюс барабан стоит в таком положении, в котором риска на нем, отмеченная числом “10”, совместилась с линией шкалы, нанесенной на стебле микрометра, что означает еще 0,010 дюйма (десять тысячных). Таким образом, это показание микрометра означает 0,135 дюйма (100+ 25+ 10= 135)
Ил. 20.11. Это показание означает 0,315 дюйма (0,300 на гтрбпо микоометра плюс 0,015 на барабане)
Ил. 20.12. Одна тысячная дюйма записывается как 0,001 дюйма, а 920 тысячных дюйма — как 0,920 дюйма
Измерение геометрических параметров коленчатого валаШейки шатунных и коренных подшипников коленчатого вала, как правило, отличаются по размерам. И те, и другие необходимо обмерять, проверяя на овальность и конусность (рис. 11.3).
Измерение овальности
Профиль шейки измеряется не менее чем в двух поперечных сечениях по ее длине. Измерение диаметра в каждом сечении производится через каждые 120 градусов по периметру профиля шейки, под одинаковыми углами. В примере, показанном на рис. 11.4, производится всего шесть измерений. Расчет овальности шейки производится путем вычисления разницы между наибольшим и наименьшим результатами измерений.
Измерение диаметра в каждом сечении производится через каждые 120 градусов по периметру профиля шейки, под одинаковыми углами. В примере, показанном на рис. 11.4, производится всего шесть измерений. Расчет овальности шейки производится путем вычисления разницы между наибольшим и наименьшим результатами измерений.
Поперечное сечение А:
2,0000 – 1,9995 = 0,0005 дюйма;
Поперечное сечение Б:
2,0000 – 1,9989 = 0,0011 дюйма;
Но результатам измерений максимальная величина овальности выявлена в поперечном сечении А и составляет 0,0011 дюйма. Этот результат и следует
Рис. 11.3. Измерение овальности и конусности шатунной шейки коленчатого вала с помощью микрометра
использовать для сравнения с заводскими техническими требованиями с целью определения необходимости в механической обработке детали.
Измерение конусности
Для определения конусности шейки сравниваются диаметры, измеренные в поперечных сечениях А и Б под одинаковым углом, и вычисляется разность между ними. Например:
Поперечное Поперечное сечение А сечение Б
2,0000 – 2,0000 = 0,0000
1,9999 – 1,9999 = 0,0000
1,9995 – 1,9989 = 0,0006
Максимальная разность между результатами измерений составляет 0,0006 дюйма — она характеризует конусность шейки и сравнивается с заводскими техническими требованиями.
Рис. 11.4. Измерение геометрических параметров шейки коленчатого вала. Каждую шейку необходимо измерить не менее чем в шести позициях: в поперечном сечении А и поперечном сечении Б через каждые 120 градусов по периметру профиля шейки, под одинаковыми углами
Рис. 11.5. Овальность шейки распределительного вала определяется по результатам трех измерении в одном поперечном сечении шейки — через каждые 120 градусов по периметру профиля шейки
Измерение геометрических параметров распределительного валаШейки распределительного(ых) вала(ов) также проверяются на овальность и конусность путем измерения с помощью микрометра и сравнения результатов с техническими требованиями завода-изготовителя (рис. 11.5).
11.5).
ПРИМЕЧАНИЕ
В двигателях с верхним расположением клапанов и нижним расположением распределительного вала шейки распределительного вала делаются часто с уменьшением диаметра по направлению к заднему концу двигателя. В двигателях с верхним расположением распределительного вала шеики распределительного вала имеют обычно одинаковый диаметр.
Высота вершин кулачков распределительного вала также измеряется с помощью микрометра, как показано на рис. 11.6, и сравнивается с заводскими техническими требованиями.
Рис. 11.6. Распределительный вал проверяется на степень изношенности путем измерения с помощью микрометра высоты вершин кулачков
Микрометры по выгодной стоимости – оптовые цены на Микрометры в Москве
Микрометр – прибор для измерения наружного размера заготовки, детали. Он необходим для слесарного, токарного дела, в машиностроении, при проведении автомобильного ремонта. Этот измерительный инструмент помогает определить толщину листового металла, стенок цилиндра, деталей, проволоки. Им измеряют длину и глубину пазов, уступов и другие небольшие величины. Купить микрометр нужно, чтобы проверять заводские параметры деталей и обеспечивать точность заготовок для дальнейшей обработки.
Микрометр состоит из D-образной скобы, в которую вставлена статичная или движущаяся пятка, и шпинделя с зажимным микрометрическим винтом. Для измерения деталь зажимают между пяткой и шпинделем.
Виды микрометров
Существует три основных разновидности микрометров:
- 1. Механические – самые простые, с винтовой парой. Вращаемый винт зажимает деталь. Для определения размера нужно посмотреть на шкалы, которые нанесены на рукоятку и стержень винта. Их шаг – 0,01, 0,05 или 1,0 мм.
- 2. Рычажные – у них подвижная пятка, которая при перемещении давит на рычаг и заставляет работать зубчатый механизм. При измерении стрелка на механическом табло показывает величину изделия, зажатого в приборе.
- 3. Цифровые – самые современные и точные. Результат выводится на дисплей, точность составляет 0,001 мм.

Для разных целей подходят разные модели. Например, точно определить сечение мелкого проводника возможно только цифровым прибором. А для более крупных деталей подходят простые инструменты. К тому же у цифровых можно изменить метрическую систему на дюймовую или установить пределы допуска.
Перечисленные измерительные инструменты – самые распространенные. Также бывают канавочные, зубомерные, трубные, листовые, универсальные, специальные.
Характеристики инструментов
При работе с микрометрами важны два показателя. Во-первых, это точность. Цифровые, электронные приборы имеют погрешность до 0,001 мм, а механические и рычажные – до 0,01 мм.
Второй показатель – диапазон измерений. Это толщина элементов, деталей, заготовок, которые могут быть зажаты в приборе для определения размеров. Диапазоны указываются на приборе и могут быть, например, 0 – 25 мм или 100 – 125 мм и т. д.
Как выбрать микрометр
Чтобы купить микрометр в Москве, нужно решить, какие характеристики важны. Насколько точным должен быть прибор и в каком диапазоне он должен работать. Также нужно выбрать тип – механический, рычажный или электронный.
У нас широкий выбор измерительных инструментов по доступным ценам. Они изготовлены в соответствии с ГОСТ или ТУ, надежно упакованы, имеют паспорт.
5.4: Как проводить измерения с помощью микрометра
Микрометр – важный инструмент для проведения точных измерений. Он имеет точность 0,01 мм, и если вы когда-нибудь захотите сделать что-то с жесткими допусками, вам, вероятно, придется его использовать. Мы рассмотрим, как использовать традиционный аналоговый микрометр и как правильно читать размер.
В видео я показываю, как проводить измерения, а также немного рассказываю о том, как сделан микрометр. Так что это может быть полезно для лучшего понимания этого устройства.
Видео: В этом видео мы смотрим на микрометр. Это прибор для точных измерений. Он имеет точность 0,01 мм и незаменим в любом механическом цехе. Я быстро покажу, как он устроен и как работает, а также как с его помощью проводить измерения. Надеюсь, это поможет.
Припасов:
- Микрометр
- Деталь для измерения
Шаг 1: Измерьте
- Поместите деталь между измерительными поверхностями.
- Поднесите измерительную поверхность к детали, вращая шпиндель.
- Когда вы находитесь близко, используйте храповик, чтобы прижать измерительную поверхность к детали. Достаточное измерительное усилие должно быть достигнуто путем поворота храповика два или три раза.
- Теперь вы можете заблокировать измерение с помощью фиксирующей гайки.
Шаг 2. Чтение линейной градуировки
Считайте линейную градуировку. 🙂
Количество линий в верхней части горизонтальной нулевой линии указывает миллиметры.Мы видим 4 линии для этого измерения. Это означает, что наш размер превышает 4 мм.
Линии под горизонтальной нулевой линией показывают нам полмиллиметра. Когда вы не можете видеть полмиллиметровую линию , это означает, что ваш размер составляет от 4,0 до 4,5 мм. Если может увидеть линию в половину мм, это означает, что размер составляет от 4,5 до 5 мм.
Шаг 3: Чтение градуировки наперстка
Эта градуировка показывает десятые и сотни миллиметров.Он разделен на 50 градаций. Следовательно, каждая градуировка равна 0,01 мм. Мы просто посмотрим, какая градация совпадает с горизонтальной нулевой линией. В этой части мы видим, что это число 29. Поскольку мы не можем видеть полумиллиметровую линию, не видим, мы просто добавляем это число к 4,0 мм. Таким образом, наш окончательный размер составляет 4,29 мм.
Таким образом, наш окончательный размер составляет 4,29 мм.
Если, с другой стороны, могли бы видеть линию в половину мм, мы бы добавили это число к 4,5 мм, и результат был бы 4.79 мм.
Шаг 4: Заключительные советы
Считывание показаний микрометра может быть непростым, если вы к нему не привыкли. Чтобы уменьшить любую ошибку считывания, полезно сначала провести более грубое измерение с помощью штангенциркуля, чтобы увидеть, к какому размеру вы стремитесь.
Если вы хотите попрактиковаться в чтении микрометра, то вот довольно милый симулятор микрометра .
микрометров | Типы и характеристики измерительных систем | Основы измерения
Микрометр – это инструмент, который измеряет размер цели, закрывая ее.Некоторые модели даже могут выполнять измерения с точностью до 1 мкм. В отличие от ручных штангенциркулей, микрометры соответствуют принципу Аббе, который позволяет им выполнять более точные измерения.
В общем, термин «микрометр» относится к внешним микрометрам. Также существует множество других типов микрометров в зависимости от различных измерительных приложений. Примеры включают внутренние микрометры, микрометры внутреннего диаметра, микрометры трубы и микрометры глубины. Диапазон измерения различается каждые 25 мм, например от 0 до 25 мм и от 25 до 50 мм, в зависимости от размера рамки, поэтому необходимо использовать микрометр, соответствующий цели.В последнее время невероятную популярность приобрели цифровые микрометры.
Аббе гласит: «Чтобы повысить точность измерения, цель измерения и шкала измерительного прибора должны располагаться коллинеарно в направлении измерения». В микрометрах шкала и положение измерения коллинеарны, поэтому эти инструменты соответствуют принципу Аббе. Таким образом, можно сказать, что микрометры обладают высокой точностью измерения.
- А
- Наковальня
- B
- Шпиндель
- С
- Зажим
- D
- Гильза
- E
- Рама
- F
- Пластина жаропрочная
- G
- Масштаб
- H
- Наперсток
- I
- Ограничитель с храповым механизмом
- Поместите цель между наковальней и шпинделем, а затем поверните наперсток, чтобы зафиксировать цель между двумя поверхностями.

- Перед измерением протрите поверхности опоры и шпинделя чистой тканью. Это удаляет грязь и пыль с поверхностей, что обеспечивает точные измерения.
- Чтобы удерживать микрометр, удерживайте термостойкую пластину на раме большим и указательным пальцами левой руки и зажмите наперсток между большим и указательным пальцами правой руки.
- Возьмитесь за цель между наковальней и шпинделем, поверните ограничитель храповика до проскальзывания, а затем прочтите значение.
- Считайте значение по основной шкале на рукаве и шкале на наперстке. Используйте линию на правом краю рукава, чтобы прочитать значение с шагом 0,5 мм. Затем вы можете использовать шкалу, по которой проходит центральная линия наперстка (шкала), чтобы считать значение в единицах 0,01 мм.
- А
- Шкала наперстка показывает «0,15».
- B
- Шкала наперстка превышает “12”.0 мм “
- Используйте измерительный блок или специальный измерительный прибор для калибровки микрометра. Для проведения точных измерений поверхность наковальни всегда должна быть плоской. После выполнения нескольких измерений поверхность может перестать быть плоской из-за износа и накопления грязи. Поэтому периодически используйте деталь, известную как оптическая плоскость, чтобы проверять, является ли поверхность плоской в соответствии с отображаемыми кольцами Ньютона.
- При измерении металлической мишени и калибровке с помощью измерительного блока соблюдайте осторожность в отношении теплового расширения.По возможности не держитесь за металл голыми руками или используйте перчатки, не пропускающие тепло и предназначенные для точной работы.
- Межповерочный интервал микрометров составляет от 3 месяцев до 1 года.
Дом
Как считывать внешний микрометр
Как считывать внешний микрометр
Микрометр обычно обеспечивает большую точность, чем штангенциркуль, но имеет ограниченные возможности.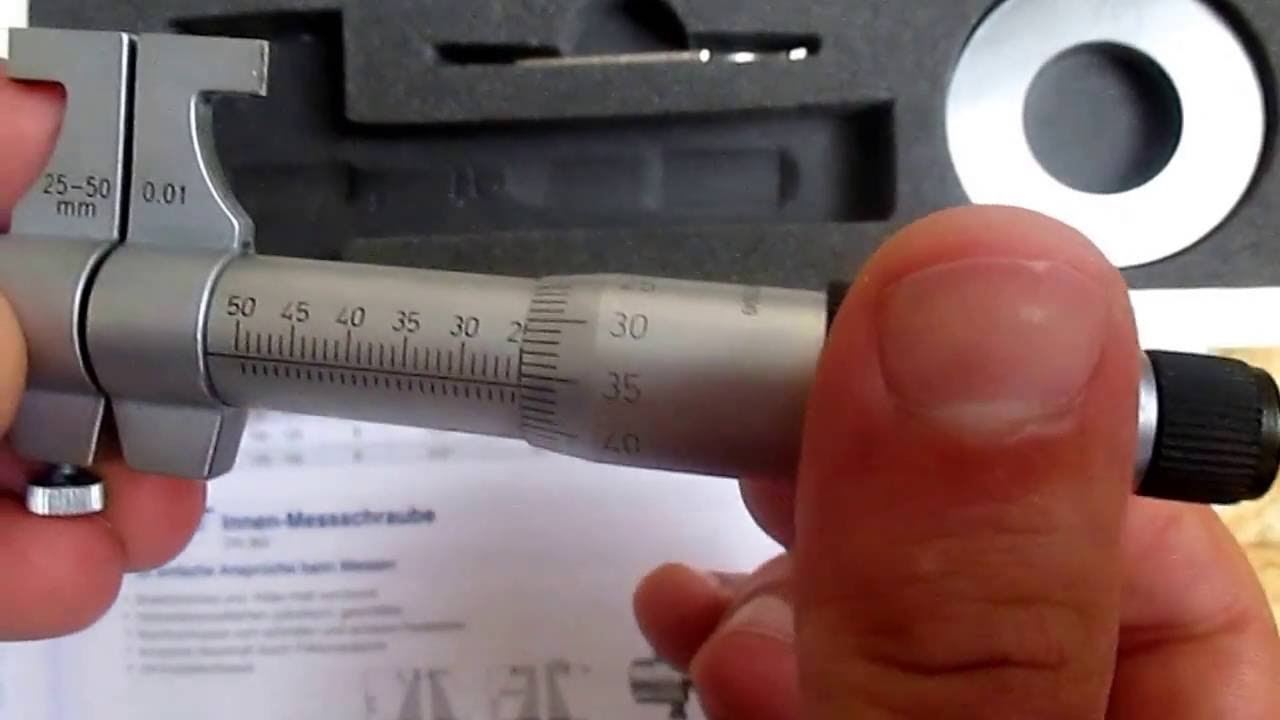 на меньший диапазон длин.Например, потребуется набор из шести предметов
микрометров для покрытия диапазона 6 штангенциркуля.
на меньший диапазон длин.Например, потребуется набор из шести предметов
микрометров для покрытия диапазона 6 штангенциркуля.
Части внешнего микрометра
Правильное использование и уход за микрометром
Обязательно разблокируйте стопорный рычаг, прежде чем пытаться повернуть наперсток.
Очистите измерительные поверхности чистой тканью до и после измерений.
Также рекомендуется время от времени чистить шпиндель, чтобы
загрязнения от попадания внутрь рукава.Держитесь за наперсток, когда
требуя большого количества поездок, но когда вы приближаетесь к
объект, который необходимо измерить, используйте храповой упор, чтобы не перетягивать наперсток
и дают ошибочное прочтение. Никогда не оставляйте микрометр на палящем солнце
а затем попытайтесь измерить. Это также привело бы к ошибочному чтению.
Когда микрометр на минимальном значении, горизонтальная линия на рукаве
должен совпадать с 0 на наперстке. Если это не так, это будет
необходимо откалибровать микрометр, вращая гильзу.Каждый микрометр
поставляется с регулировочным ключом в виде полумесяца для этой цели. Сделать корректировку
просто загоните ключ сбоку от шпинделя и вставьте маленький наконечник
в отверстие для рычага. Для поворота шпинделя не потребуется больших усилий.
однако в шпинделе имеется достаточное сопротивление, поэтому он никогда не сдвинется с места.
самостоятельно. Микрометры большего размера поставляются со стандартами для проверки правильности
калибровка. При проверке держите эталон прямо между
наковальня и шпиндель.Чтобы помочь с этим, попробуйте слегка повернуть эталон с помощью
пальцами, осторожно поворачивая наперсток, когда вы приближаетесь к стандарту.
- Как читать внешний микрометр
-
Щелкните, чтобы перейти к
1. Считывание шкалы 0,001
2. Считывание шкалы 0,001
3. Считывание шкалы 0,01 мм
4. Считывание шкалы 0,001 ммПрежде всего, основы:
Шаг винтовая резьба на стандартном шпинделе составляет 40 витков на дюйм. Один
вращение наперстка продвигает лицевую сторону шпинделя к или от
поверхность наковальни точно 1/40 дюйма или 0,025 дюйма, что равно расстоянию между двумя
градация на рукаве. Строка чтения на рукаве разделена на 40
равными частями вертикальными линиями, соответствующими количеству ниток на
шпиндель. Следовательно, каждая вертикальная линия обозначает 1/40 дюйма или 0,025 дюйма. Каждый четвертый
Линия, которая длиннее остальных, обозначает 0,100 “и пронумерована.
скошенный край наперстка разделен на 25 равных частей с каждой линией
представляющий 0.001 “, и каждая строка может быть пронумерована или не нумероваться, однако каждый
пятая строка нумеруется последовательно. Чтобы прочитать микрометр в тысячных долях,
умножьте количество вертикальных делений, видимых на рукаве, на 0,025 дюйма, и
к этому добавьте количество тысячных, указанное линией на наперстке,
Лучше всего совпадает с центральной длинной линией на рукаве.А теперь несколько примеров:
Как читать микрометр с градуировкой 0,001 дюйма
Наперсток микрометра показывает 0.276 дюймов
На рисунке выше наперсток расположен в том месте, где он находится между 2-я и 3-я пронумерованные градации, таким образом, 2 x 0,100 = 0,200. Прошлое там есть три дополнительных подразделения, что составляет 3 x 0,025 = 0,075. Наконец градация 1 на наперстке – ближайшая к центральной длинной линии на рукав поэтому 1 x 0,001 = 0,001. Таким образом, значение будет 0,200 + 0,075. + 0,001, всего 0,276 дюйма.
Как прочитать внешний микрометр с градуировкой 0.0001 “ (с дополнительным нониусом шкала).
Многие микрометры включают нониусную шкалу на втулке в дополнение к регулярные выпускные. Это позволяет проводить измерения в пределах 0,001 миллиметра. производится на метрических микрометрах или 0,0001 дюймов на микрометрах дюймовой системы.
Дополнительная цифра этих микрометров получается путем нахождения линии на рукав, который лучше всего совпадает с линией на наперстке. Количество этого
совпадающая линия нониуса представляет собой дополнительную цифру. В следующем примере используется от 1 до 2 микрометров (показано со стандартом 1).
Горизонтальная шкала на рукаве имеет деления каждые 0,025 (25 тысячные). Каждому 4-му выпуску (начиная с 0) присваивается номер. последовательно. Эти числа представляют 0,100 (4 x 0,025 = 0,100), что читается как 100 тысячных.
Градуировка по вертикальной шкале на наперстке составляет 0,001 (1 тысячная). Каждая 5-я градация пронумерована для наглядности.
Градуировка вертикальной шкалы на рукаве соответствует 0,0001 (десятая часть тысячные). Это нониусная шкала.Показания микрометра 1,1551 дюйма
-
Показание для этого примера определяется сложением пяти отдельных цифр.
А это:
Длина эталона – 1,0000
Пронумерованная градация на втулке 1 или 0,1000
Две дополнительные градуировки на 2-й строке втулки после 1, которая равна 2 x 0,025 = 0,050 (50 тысячных).
Число тысячных по вертикальной шкале наперстка – от 5 до 6 поэтому .005
Наилучшее совпадение двух вертикальных шкал, то есть 1.0001
Итого всех пяти цифр:
1,0000
0,1000
0,0500
0,0050
0,0001
– это
1,1551, что просто читается как 1,1551 дюйм или может быть прочитанным как один и один тысяча пятьсот пятьдесят одна десятитысячная дюйма.Другой пример в дюймах с использованием от 0 до 1 микрометра:
-
Как читать микрометр с нулевой шкалой.01 мм -
Шаг резьбы на метрическом шпинделе составляет полмиллиметра. (0,5 мм). Один оборот наперстка перемещает лицевую сторону шпинделя в сторону или в сторону. от поверхности наковальни точно 0,5 мм. Линия чтения на рукаве градуирована. над центральной длинной линией в миллиметрах (1,0 мм) с каждым пятым миллиметром пронумерованы. Каждый миллиметр также делится пополам (0,5 мм) ниже центральная длинная линия. Скошенный край наперстка делится на пятьдесят равных
частей, где каждая строка представляет 0.01мм и каждая пятая строка нумеруется
от 0 до 50. Таким образом, количество видимых миллиметровых и полумиллиметровых делений
на рукаве плюс количество сотых миллиметра, обозначенное значком
градуировка наперстка, которая совпадает с центральной длинной линией на рукаве,
дать чтение.
Показания микрометрического наконечника 5,78 ммНа рисунке выше наконечник расположен там, где край наконечника фаска расположена между 5-м и 6-м делением на верхней стороне масштабируйте таким образом 5.0миллиметр. Он также прошёл следующую градуировку на нижней стороне шкалы, таким образом, дополнительные 0,5 мм. Наконец выпуск 28 (.28) на наперсток совпадает с центральной длинной линией рукава. Тогда чтение будет 5,00 + 0,5 + 0,28 = 5,78 мм.
Как читать микрометр с градуировкой 0,001 мм
- Показание микрометра 5,783 миллиметра
На приведенном выше рисунке этот микрометр имеет дополнительную шкалу нониуса. рукав.Он читается примерно так же, как и в предыдущем примере, но более точные показания могут быть получены с помощью этой нониусной шкалы. Выпуск 31 на Наперсток лучше всего совпадает с отметкой 0,003 на рукаве. Таким образом значение будет 5,00 + 0,5 + 0,28 + 0,003 = 5,783 мм.
Для получения точных показаний всех прецизионных измерений важно держать обрабатываемую деталь перпендикулярно измерительному инструменту. Подумайте о покупке микрометра подставка, которая может служить третьей рукой. Стенд может значительно повысить точность измерения и фактически ускорить процесс, особенно при измерении части постоянно.
 Один
вращение наперстка продвигает лицевую сторону шпинделя к или от
поверхность наковальни точно 1/40 дюйма или 0,025 дюйма, что равно расстоянию между двумя
градация на рукаве. Строка чтения на рукаве разделена на 40
равными частями вертикальными линиями, соответствующими количеству ниток на
шпиндель. Следовательно, каждая вертикальная линия обозначает 1/40 дюйма или 0,025 дюйма. Каждый четвертый
Линия, которая длиннее остальных, обозначает 0,100 “и пронумерована.
скошенный край наперстка разделен на 25 равных частей с каждой линией
представляющий 0.001 “, и каждая строка может быть пронумерована или не нумероваться, однако каждый
пятая строка нумеруется последовательно. Чтобы прочитать микрометр в тысячных долях,
умножьте количество вертикальных делений, видимых на рукаве, на 0,025 дюйма, и
к этому добавьте количество тысячных, указанное линией на наперстке,
Лучше всего совпадает с центральной длинной линией на рукаве.
Один
вращение наперстка продвигает лицевую сторону шпинделя к или от
поверхность наковальни точно 1/40 дюйма или 0,025 дюйма, что равно расстоянию между двумя
градация на рукаве. Строка чтения на рукаве разделена на 40
равными частями вертикальными линиями, соответствующими количеству ниток на
шпиндель. Следовательно, каждая вертикальная линия обозначает 1/40 дюйма или 0,025 дюйма. Каждый четвертый
Линия, которая длиннее остальных, обозначает 0,100 “и пронумерована.
скошенный край наперстка разделен на 25 равных частей с каждой линией
представляющий 0.001 “, и каждая строка может быть пронумерована или не нумероваться, однако каждый
пятая строка нумеруется последовательно. Чтобы прочитать микрометр в тысячных долях,
умножьте количество вертикальных делений, видимых на рукаве, на 0,025 дюйма, и
к этому добавьте количество тысячных, указанное линией на наперстке,
Лучше всего совпадает с центральной длинной линией на рукаве. Количество этого
совпадающая линия нониуса представляет собой дополнительную цифру.
Количество этого
совпадающая линия нониуса представляет собой дополнительную цифру. Скошенный край наперстка делится на пятьдесят равных
частей, где каждая строка представляет 0.01мм и каждая пятая строка нумеруется
от 0 до 50. Таким образом, количество видимых миллиметровых и полумиллиметровых делений
на рукаве плюс количество сотых миллиметра, обозначенное значком
градуировка наперстка, которая совпадает с центральной длинной линией на рукаве,
дать чтение.
Скошенный край наперстка делится на пятьдесят равных
частей, где каждая строка представляет 0.01мм и каждая пятая строка нумеруется
от 0 до 50. Таким образом, количество видимых миллиметровых и полумиллиметровых делений
на рукаве плюс количество сотых миллиметра, обозначенное значком
градуировка наперстка, которая совпадает с центральной длинной линией на рукаве,
дать чтение.Класс отклонен!
Приобретайте наши продукты у следующих розничных продавцов:
Закрытое окно
Микрометры – Измерительные инструменты | Craftsmanspace
Микрометр состоит из полукруглой рамки с цилиндрическим удлинением, цилиндра (гильзы) на правом конце и закаленной наковальни на другом конце.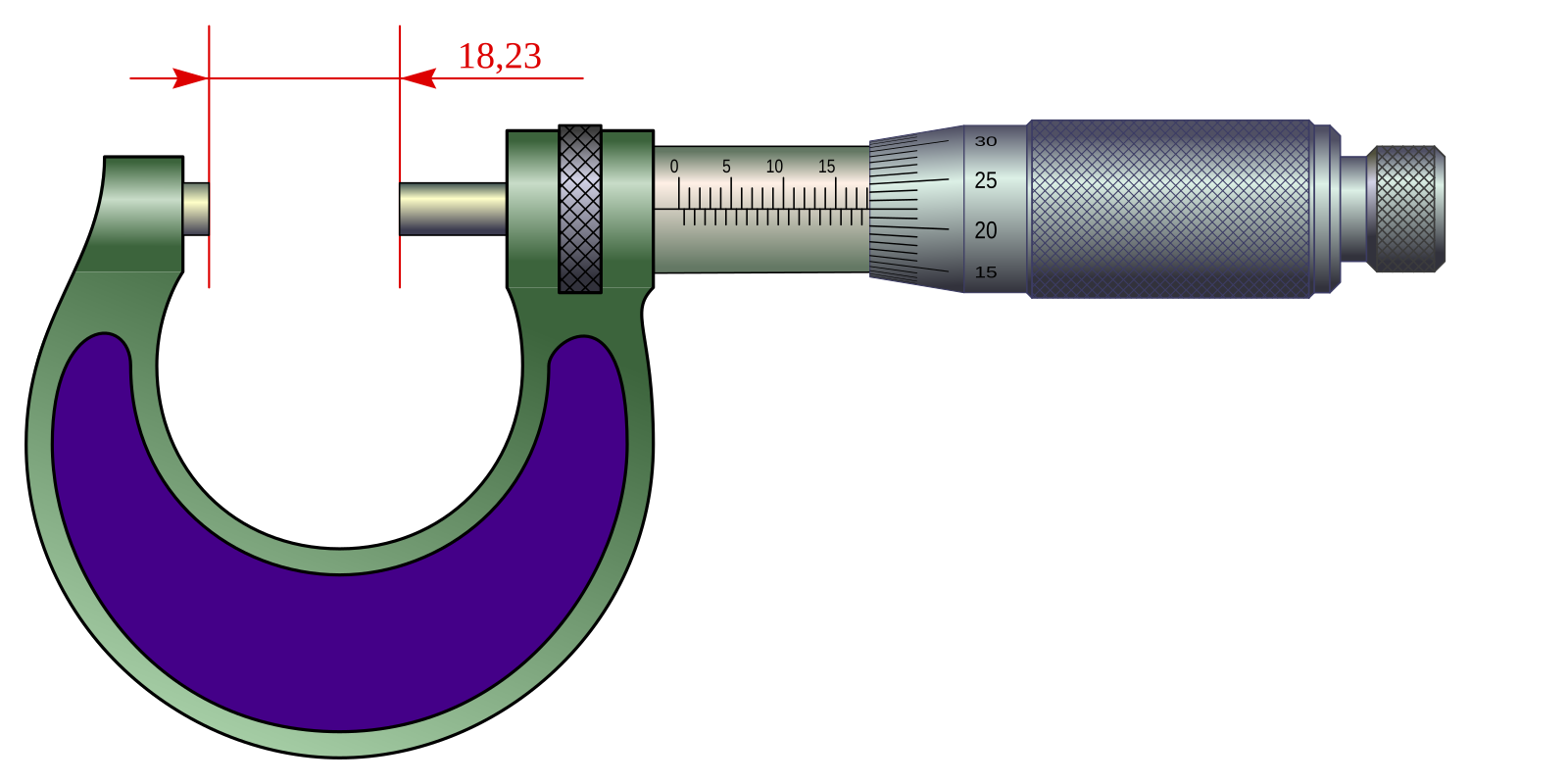 Канал ствола (втулки) имеет резьбу, а шпиндель ввинчивается в канал ствола.На шпинделе есть градуированный наперсток, который вращается заодно с ним.
Канал ствола (втулки) имеет резьбу, а шпиндель ввинчивается в канал ствола.На шпинделе есть градуированный наперсток, который вращается заодно с ним.
Обычно используются три типа микрометров: внешний микрометр, внутренний микрометр и глубинный микрометр.
НАРУЖНЫЕ МИКРОМЕТРЫ
Наружные микрометры используются для измерения внешнего расстояния или диаметра с точностью до 0,001 дюйма.
ВНУТРЕННИЕ МИКРОМЕТРЫ
Внутренние микрометры используются для измерения внутреннего диаметра с точностью до.001 дюйма.
МИКРОМЕТРЫ ГЛУБИНЫ
Глубинные микрометры используются для измерения глубины с точностью до 0,001 дюйма.
– Детали микрометра
Микрометрыоснащены двумя усовершенствованиями, которые очень помогают пользователю. Первым из них является блокировка шпинделя, которая представляет собой устройство, которое позволяет надежно заблокировать шпиндель в любых положениях. Микрометр можно установить в желаемое положение, а затем заблокировать.Вторая доработка – это храповой упор, который размещается на конце наперстка. Только относительно небольшое давление на гильзу может привести к появлению значительной силы между двумя наковальнями. Если бы сила была чрезмерной, то можно было бы перегрузить раму, что привело бы к необратимому повреждению микрометра, что, в свою очередь, привело бы к получению неверных показаний. Для решения этой проблемы установлен стопор с храповым механизмом, который пропускает гильзу через храповое устройство.
Имперский микрометр
Чтение микрометра – это всего лишь считывание шкалы микрометра или подсчет оборотов наперстка и прибавление к этому любой доли оборота. Винт микрометра имеет 40 витков резьбы на дюйм. Это означает, что за один полный и точный оборот микрометрического винта шпиндель перемещается от опоры или к ней ровно на 1/40 или 0,025 дюйма.
Линии на цилиндре соответствуют шагу микрометрического винта, каждая линия показывает 0.025 дюймов, и каждая четвертая строка пронумерована 1, 2, 3 и так далее. Скошенный край гильзы разделен на 25 частей, каждая линия показывает 0,001 дюйма или 0,025 дюйма, покрытых одним полным и точным оборотом гильзы. Каждая пятая строчка на наперстке пронумерована, чтобы обозначить размер в тысячных долях дюйма.
– ЧТОБЫ ПРОЧИТАТЬ ИЗМЕРЕНИЕ, КАК ПОКАЗАНО ВЫШЕ.
Считайте самую высокую цифру, видимую на бочке … . . . 3 x 0,1 дюйма = 0.300 дюймов
Количество видимых линий между № 3 и краем наперстка. . . . . . . 1 x 0,025 дюйма = 0,025 дюйма
Линия на наперстке, которая совпадает с оборотом или длинной линией в стволе или превышает их. . … . . 16 x 0,001 дюйма = 0,016 дюйма
ИТОГО = 0,300 дюйма + 0,025 дюйма + 0,016 дюйма = 0,341 дюйма
Показания метрического микрометра
Тот же принцип применяется при считывании показаний метрического градуированного микрометра, но используются следующие изменения градуировки: Шаг микрометрического винта равен 0.5 мм. Один оборот шпинделя продвигает или отводит винт на расстояние, равное 0,5 мм.
На цилиндре базовая линия градуирована двумя наборами линий: одна ниже исходной точки в миллиметрах, а вторая – в полмиллиметрах. Шкала наперстка делится на пятьдесят равных делений, деленных на пять, так что каждое маленькое деление на наперстке представляет 1/50 от 1/2 мм, что равно 1/100 мм, что составляет 0,01 мм.
– ДЛЯ ПРОСМОТРА ИЗМЕРЕНИЙ, КАК ВЫШЕ:
Сначала отметьте полное количество делений в миллиметрах на стволе (основные деления ниже базовой линии)……….. 15 x 1,0 мм = 15,00 мм
Затем посмотрите, видна ли половина мм (небольшие деления над базовой линией) ………… 3 x 0,50 мм = 1,50 мм
Наконец прочтите линию на наперстке, совпадающую с линией нулевой точки. Это дает сотые доли мм. ……….. 16 x 0,01 мм = 0,16 мм
Это дает сотые доли мм. ……….. 16 x 0,01 мм = 0,16 мм
ИТОГО: 15,00 мм = 1,50 мм + 0,16 мм = 16,66 мм
МИКРОМЕТРЫ ЦИФРОВЫЕ
Цифровой микрометр очень точен и требует вычислений, необходимых для стандартного микрометра.Когда шпиндель и опора соприкасаются с заготовкой, результат измерения можно считать непосредственно с цифрового дисплея.
УХОД ЗА МИКРОМЕТРАМИ
- Покройте металлические части всех микрометров тонким слоем масла для предотвращения ржавчины.
- Хранить микрометры в отдельных контейнерах, предоставленных производителем.
- Следите за чистотой и разборчивостью делений и отметок на всех микрометрах.
- Не роняйте микрометр. Небольшие зазубрины или царапины при сканировании приводят к неточным измерениям.
Как использовать микрометры – Mega Depot
Микрометры – это устройства для точного измерения минутных расстояний; современные гаджеты имеют точность до одной десятитысячной дюйма. В зависимости от области применения это могут быть настольные или небольшие ручные инструменты. Микрометры применяются для измерения наружных диаметров; внутренние диаметры; расстояние между параллельными поверхностями; глубина отверстий, пазов, зенковок и углублений; и расстояние от поверхности до некоторой утопленной части.
Микрометры доступны с метрической и британской градуировкой.
Микрометр состоит из полукруглой рамки с цилиндрическим удлинением, цилиндра (гильзы) на правом конце и закаленной наковальни на другом конце. Канал ствола (втулки) имеет резьбу, а шпиндель ввинчивается в канал ствола. На шпинделе есть градуированный наперсток, который вращается заодно с ним.
Части микрометра (подробные)
Измерение ЛИЦ
Измеряемые предметы кладут между измерительными поверхностями, опорой и шпинделем (также называемые – измерительные стержни ).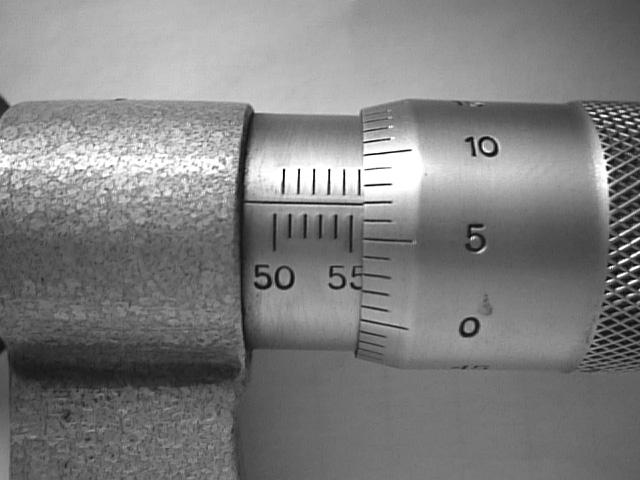 Наковальня – это неподвижная измерительная поверхность, к которой прижимаются детали до тех пор, пока шпиндель не соприкоснется с изделием.
Наковальня – это неподвижная измерительная поверхность, к которой прижимаются детали до тех пор, пока шпиндель не соприкоснется с изделием.
ШПИНДЕЛЬ с резьбой – подвижная измерительная поверхность устройства. Шпиндель выступает из наперстка. Когда оператор поворачивает наперсток, шпиндель прижимает измеряемый предмет к наковальне. Шпиндель плотно прижимает предмет к наковальне, и снимаются показания.
НАПЕРСТОК
Наперсток относится к вращающейся части ручки гаджета.Поворот наконечника открывает губки инструмента для считывания внутренних диапазонов или выдвигает стержень для расчета внешних диапазонов или глубины. Отметки на наперстке вращаются вместе с рукояткой, чтобы совмещать их со шкалой ствола и обеспечивать измерение.
ЗАПОРНАЯ ГАЙКА
Блокирующее устройство фиксирует шпиндель и сохраняет результат измерения, чтобы микрометр можно было снять с заготовки перед снятием показания. Некоторые устройства имеют стопорную гайку (как показано на рисунке), в то время как другие могут иметь стопорный рычаг.
РУКАВ (ствол) шкала
Ствол образует самую верхнюю часть рукоятки; часть, ближайшая к «U» кадра. Ствол представляет собой металлическую деталь цилиндрической формы, неразъемную с рамой; рама и ствол выполнены как одно целое. На окружности ствола есть отметки, указывающие на размер. Поскольку микрометр-штангенциркуль измеряет в микромасштабе, его вычисления часто являются длинными десятичными знаками. Для экономии места на стволе метки отображаются в виде целых чисел, которые относятся к легенде, напечатанной на внешней стороне рамы.В случае подгруппы – Электронные микрометры (как в модели Fowler 54-860-241-0) результаты отображаются с механическими числами, которые меняются местами.
ТРЕЩЕТКА Speeder-Stop
Храповик увеличивает скорость вращения шпинделя, поэтому расстояние между наковальней и шпинделем сокращается быстрее, чем если бы гильза использовалась. Использование спидера с храповым механизмом сокращает время, необходимое для использования гаджета.
Использование спидера с храповым механизмом сокращает время, необходимое для использования гаджета.
Храповик включает механизм проскальзывающей муфты, который предотвращает чрезмерное затягивание и помогает пользователю прикладывать постоянное измерительное усилие к шпинделю, помогая обеспечить надежные измерения.Если бы сила была чрезмерной, то можно было бы перегрузить раму, что привело бы к необратимому повреждению микрометра, что, в свою очередь, привело бы к получению неверных показаний. Для решения этой проблемы установлен храповой упор, который пропускает гильзу через храповое устройство.
РАМА
Рамка – это базовый элемент любого микрометра-штангенциркуля. Рама выглядит как кусок металла в форме буквы U. На внешней стороне рамы выгравирована легенда или список, объясняющий градуировку, указанную на корпусе инструмента.Ручка выступает с одной стороны рамы, так что по внешнему виду напоминает косу.
Типы микрометров
В настоящее время рассматриваются три типа устройств, которые обычно используются: внешний, внутренний и глубинные микрометры.
1. Наружные микрометры – используются для определения внешних диапазонов, таких как толщина листовой заготовки или внешний диаметр круглой заготовки.Тип винтовой резьбы гаджета – это тип внешнего микрометра, применяемый для измерения не только диаметра винтов, но и шага их резьбы. Предмет для измерения находится между неподвижным концом устройства, называемым наковальней, и подвижным концом, называемым шпинделем. Ручка, называемая храповиком, поворачивается, прижимая шпиндель к предмету. Толщина может быть обозначена отметкой на нониусной шкале или цифровым дисплеем. |
2.Внутренние микрометры – применяются для определения внутренних диапазонов объекта: внутреннего диаметра трубки, втулки, цилиндра и т.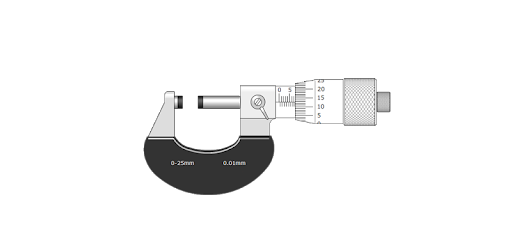 Д. Они состоят из головки устройства, набора удлинительных стержней и в некоторых случаях ручки. Длина самой головки – это то, что измеряется, поскольку она находится в пределах рассчитываемого диаметра; самые маленькие доступные головки – четверть дюйма. Удлинители применяются, когда максимальная длина головки слишком мала для проема. Ручка используется для труднодоступных мест, а диаметр считывается по нониусной шкале или цифровому дисплею.
Д. Они состоят из головки устройства, набора удлинительных стержней и в некоторых случаях ручки. Длина самой головки – это то, что измеряется, поскольку она находится в пределах рассчитываемого диаметра; самые маленькие доступные головки – четверть дюйма. Удлинители применяются, когда максимальная длина головки слишком мала для проема. Ручка используется для труднодоступных мест, а диаметр считывается по нониусной шкале или цифровому дисплею.
3. Глубинные микрометры используются для измерения глубины глухих пустот, канавок, углублений и т. Д. Для основания микрометра требуется плоская поверхность в верхней части отверстия, и микрометр должен прочно удерживаться в нем. место для точного чтения. Храповик поворачивают до тех пор, пока шпиндель не коснется дна отверстия, а глубина будет считана по нониусной шкале или цифровому дисплею.
Методика измерения
1.Поместите предмет, длину, диаметр или толщину которого необходимо определить между стержнями (шпинделем и опорой). 2. Поверните наперсток или трещотку, чтобы закрыть стержни вокруг объекта измерения. Стержни должны слегка касаться предмета между ними, но не зажимать его. 3. Поверните фиксирующий рычаг, чтобы зафиксировать стержни на месте. 4. Считайте значение только что выставленного наперстка на центральной линии цилиндра. Это значение в мм (миллиметрах). Как правило, через каждые полмиллиметра наносится метка, при этом метки в миллиметрах поднимаются над центральной линией, а полумиллиметровые метки идут под ней.Например, вы можете заметить, что объект показывает 12,5 миллиметра. | Как держать микрометр |
5. Прочтите метку на наперстке, совмещенную с центральной линией на цилиндре. Это отметка в сотых долях мм. Например, вы можете прочитать цифру 12 на этой шкале, что означает 0,12 мм. Таких отметок 50, что означает, что каждый оборот наперстка соответствует половине мм, расстоянию между отметками вверх и вниз на центральной линии цилиндра. 6. Сложите эти значения вместе. Это измерение предмета между стержнями. В этом примере вы должны добавить 12,5 и 0,12, чтобы получить 12,62 миллиметра. | |
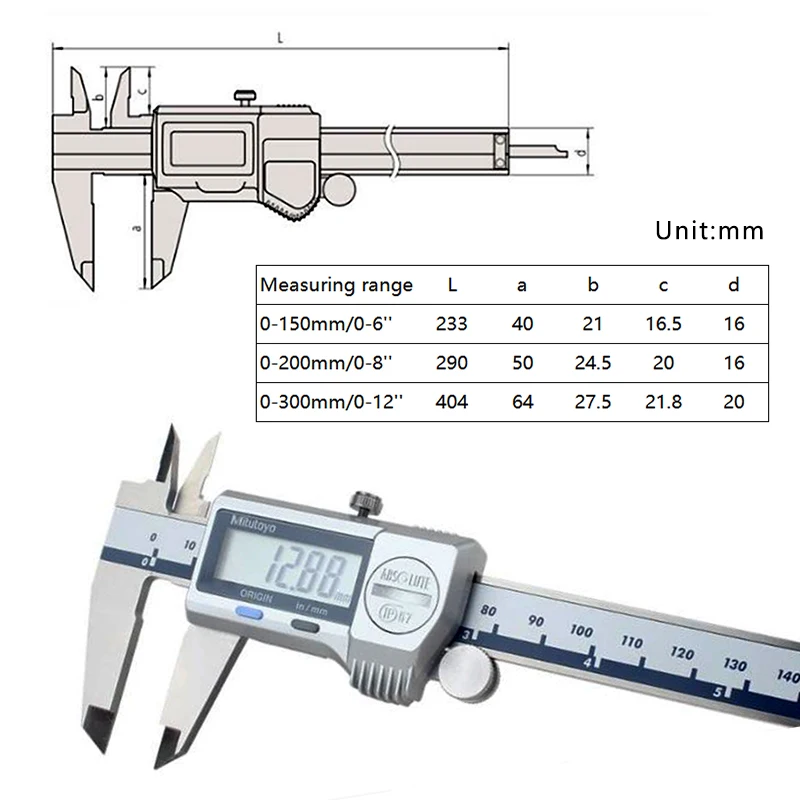
Правильное использование и уход за микрометром
Обязательно разблокируйте стопорный рычаг, прежде чем пытаться повернуть наперсток.
Очистите измерительные поверхности чистой тканью до и после измерения.Также рекомендуется время от времени очищать шпиндель, чтобы предотвратить попадание загрязнений в втулку.
Используйте рукоятку наперстка, когда требуется большой ход, но когда вы приближаетесь к измеряемому объекту, используйте храповой упор, чтобы не перетягивать наперсток и не давать ошибочные показания.
Когда устройство показывает минимальные показания, горизонтальная линия на рукаве должна совпадать с «0» на наперстке.Если это не так, необходимо будет откалибровать микрометр, повернув гильзу. Для этого к каждому гаджету прилагается регулировочный ключ в виде полумесяца. Чтобы отрегулировать, просто вставьте гаечный ключ сбоку от шпинделя и вставьте маленький наконечник в отверстие для рычага. Чтобы повернуть шпиндель, не потребуется много усилий, однако в шпинделе имеется достаточное сопротивление, поэтому он никогда не будет двигаться сам по себе. Гаджеты большего размера поставляются со стандартами для проверки правильности калибровки.При проверке обязательно держите стандарт прямо между наковальней и шпинделем. Чтобы помочь с этим, попробуйте слегка повернуть эталон пальцами, одновременно осторожно поворачивая наперсток, когда вы приближаетесь к эталону.
Никогда не оставляйте инструмент на открытом воздухе (храните его в ящике для инструментов, на качественной полке или в шкафу, который можно найти и купить в мебельных магазинах), а затем попробуйте выполнить процедуру измерения. Это также привело бы к ошибочному чтению.

Метрический микрометр
| Метрический микрометр очень похож на стандартный дюйм микрометра, пока вы не посмотрите на деления на рукаве и ствол (Рисунок 1). | |
| На рукаве метрики два отдельных ряда линий микрометр (рисунок 2). | |
Нижний ряд представляет деления в миллиметрах. Верхний ряд представляет половину миллиметра. Каждый полный оборот наперстка движется миллиметр шпинделя (0,5 мм). Окружность наперстка равна разделены на 50 равных частей (рис. 2) или 0,01 мм.
Показания метрического микрометра
Чтобы прочитать метрический микрометр, сначала прочтите число целых миллиметров на нижнем ряду гильзы микрометра (рис. 3).Это целые миллиметры. Если есть дополнительная строка без покрытия в верхнем ряду, это равно половине миллиметра (рис. 3). Таким образом, к измеренному значению необходимо добавить 0,5 мм. Затем добавьте считывание показаний наперстка с точностью до показаний полымиллиметрового рукава. Ссылаться на рисунки 3,4 и 5 и попробуйте прочитать измерения, прежде чем смотреть на ответ в объяснении рисунка.
| Открыто 23 целых деления = 23 миллиметра. 0 миллиметров деления открыты = 0,0 миллиметра 15 делений 0,01 миллиметра совпадают на гильзе = 0,15
миллиметры. |
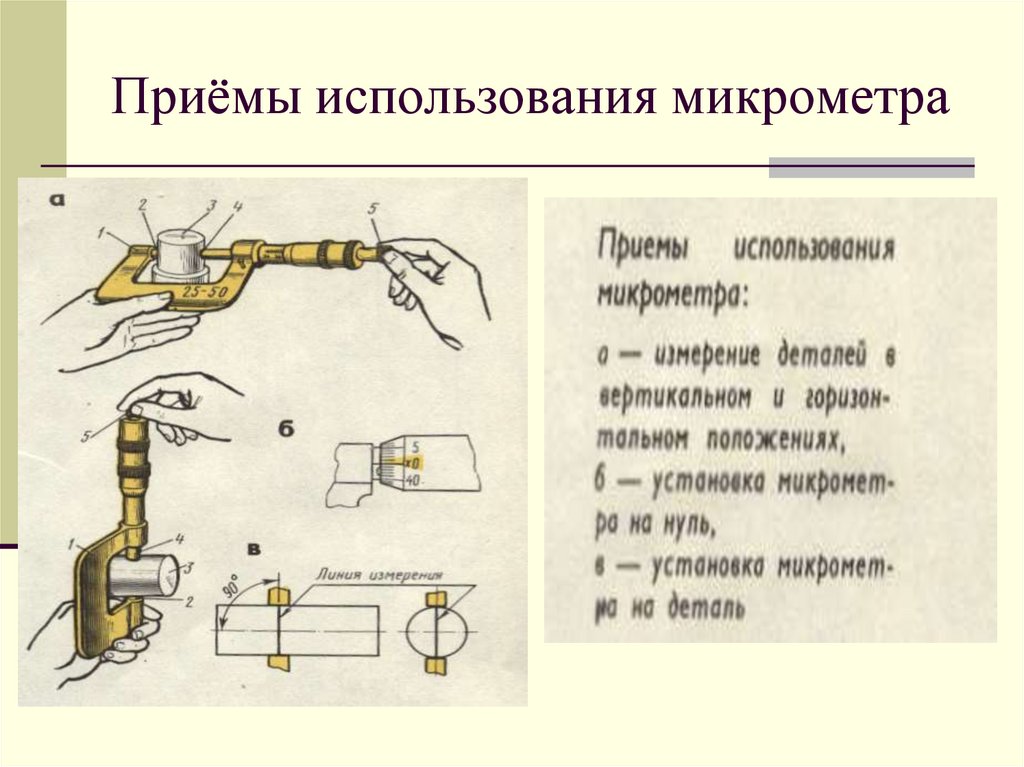
| 18 целых делений открыты = 18 миллиметров. 0,5 миллиметра деления не покрыто = 0,5 миллиметра 10 0.На наперстке совпадает 01 деление миллиметра = 0,10 миллиметры. | |
| 15 – целые деления открыты = 15 миллиметров. 1 – 0,50 миллиметра открыта = 0,5 миллиметра 13 делений 0,01 миллиметра совпадают на гильзе = 0,13 миллиметры. |
Примечание: некоторые производители микрометров могут изменить положение цельной и половинной деления миллиметра.Порядок, в котором вы считывать микрометры останутся прежними, т.е. целые миллиметры, полмиллиметра и сотые доли миллиметра.
Считывание показаний нониусного метрического микрометра
Нониусный метрический микрометр может измерять до двух тысячные доли миллиметра (0,002 мм). 0,002 мм эквивалентно приблизительно 0,00008 дюйма.
Нониус градуируется с шагом 0.002 мм стартовый и оканчивающийся на 0 (рисунок 5).
Если 0 на шкале деления нониуса совпадает с наперстком показания, никакие дополнительные тысячные доли миллиметра не добавляются к чтение.
Рис. 5 Линия нониусной шкалы с точностью до двух тысячных долей.
с градуированной линией на наперстке добавляется к показаниям.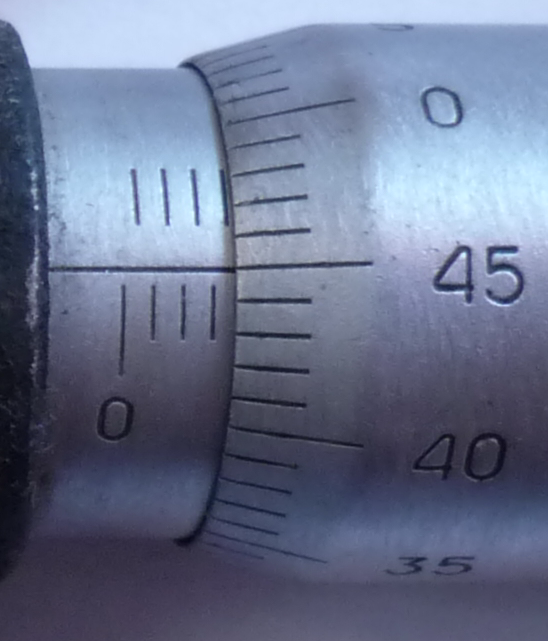 В этом
корпус 0.006 мм необходимо добавить.
В этом
корпус 0.006 мм необходимо добавить.
Считывание нониусного метрического микрометра осуществляется складывая целый миллиметр, полмиллиметра и сотые доли миллиметр, как и раньше. К этому чтению добавляется количество две тысячных миллиметра, считываемые по нониусной шкале (Рисунок 5).
| 15 – целые деления открыты = 15 миллиметров. 1 – 0,50 миллиметра открыта = 0,5 миллиметра 8 делений 0,01 миллиметра совпадают на гильзе = 0,08 миллиметры. 4 деления нониуса выстраиваются по нониусной шкале = 0,004 |
Анатомия микрометра и способы их считывания
Микрометр – один из инструментов, используемых для измерения предметов различных небольших размеров.В этом посте мы рассмотрим анатомию микрометра и то, как их читать. В качестве примера мы будем использовать микрометр Mitutoyo.
Части микрометра Рама
Рама обычно имеет U-образную форму. Есть рамки с цифровым считыванием. Он также используется для крепления микрометра. Тепло может повлиять на показания микрометра, поэтому рамка должна быть изготовлена из материала, который может поглощать это тепло, например из пластика.
Наковальня
Наковальня – это компонент, который не движется, поэтому объект, который необходимо измерить, будет удерживаться там.
Шпиндель
Шпиндель также удерживает объект, который необходимо измерить, но он перемещается, вращая наперсток. Шпиндель должен быть плотно прижат к объекту. Внутри шпиндель имеет резьбу и соединяется с винтом.
Зажим
Этот зажим используется во время считывания результатов измерения и фиксирует измеряемый объект на месте для точного считывания.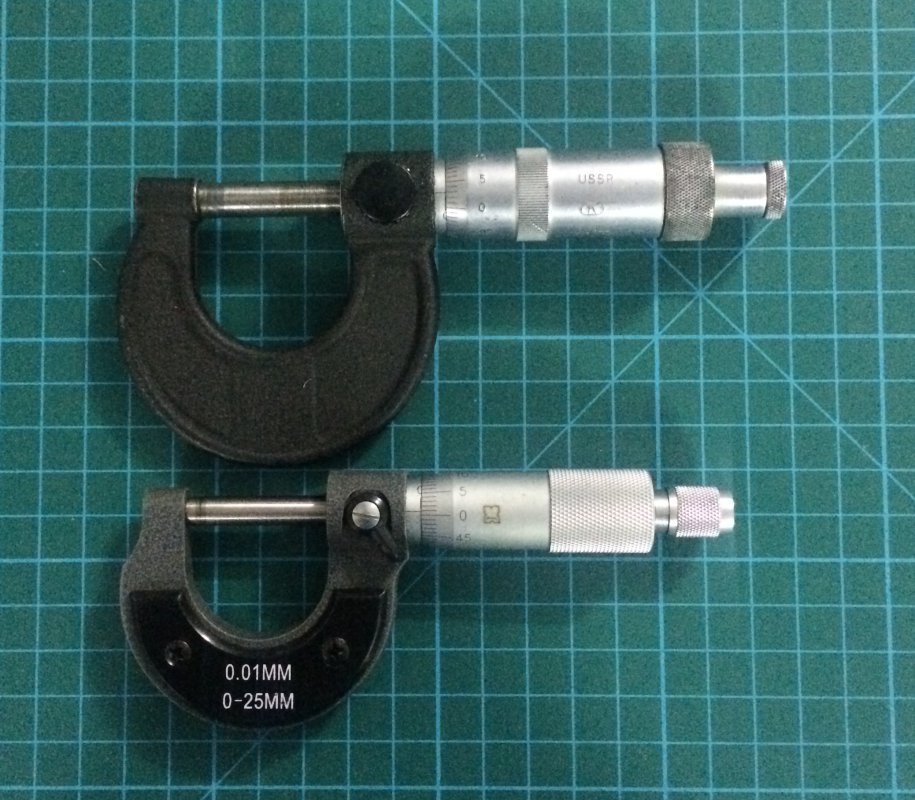 Положение блокировки обращено к шпинделю.
Положение блокировки обращено к шпинделю.
Гильза
На гильзе видна первичная шкала, а наперсток вращается вокруг нее.Индексная линия также расположена на рукаве для показаний измерений.
Наконечник
Наконечник также может перемещаться, вращаясь вокруг рукава, как упоминалось ранее. Вторичная шкала находится на наперстке для измерения с более высоким разрешением. Поверхность рифленая для правильного захвата при вращении.
Стопор с храповым механизмом
В конце микрометра находится упор с храповым механизмом, он также поможет при правильном считывании. Это гарантирует, что объект удерживается с правильным давлением – вы услышите щелчок при его повороте, чтобы подтвердить соответствующее давление.
Как читать микрометр
Для получения точных показаний микрометр лучше всего измеряет, когда он установлен, чтобы избежать ненужного нагрева во время работы. Обычно рама используется для крепления микрометра.
Если вам все же нужно держать рукой, рекомендуется измерять положение руки, показанное ниже. Может пригодиться использование микрометра в полевых условиях.
Как держать микрометр в рукеСовет: При удерживании в руке используйте ладонь и палец, чтобы закрепить раму.
Первичная шкала расположена на рукаве. Эта шкала содержит показания приращения 1 мм и приращения половины мм. Вторая шкала расположена на наперстке и насчитывает 50 отметок.
ВесыКогда вы измеряете свой объект, считайте только выставленные отметки до края наперстка.
ИзмеренияПока что на изображении 7 мм.
Для измерения с точностью до сотых миллиметров используйте указательную линию так, чтобы она соответствовала отметке второй шкалы на наперстке.
В примере на изображении размер наперстка составляет 0,14 мм.
Для получения общего показания просто сложите измерение первичной шкалы и измерение вторичной шкалы.