Как крепят дисковые и концевые фрезы: Дисковые фрезы
alexxlab | 08.06.2023 | 0 | Разное
Дисковые фрезы
Отличительной чертой дисковых фрез является форма блина, на торце которого расположены зубцы. Дисковые фрезы, как правило, используют для грубой обработки металла и дерева. Основная сфера применения – распиливание материала и вырезание пазов определённой ширины и глубины.
Согласно ГОСТу, дисковые фрезы изготавливают из инструментальной стали.
Понятно, что это – только общие данные. Для разных видов работ и разных металлов существуют фрезы различных составов и конфигураций.
Что делают, используя дисковые фрезы? Спектр производства здесь довольно широк. Чаще всего с их помощью изготавливают и обрабатывают элементы интерьера: мебель, двери, плинтуса, паркетную доску. Пригодятся они в производстве и ремонте окон. Также с их помощью обрабатывают стенной брус и вагонку. Нужно сказать и о самых разнообразных технических деталях, выполненных из металлов – в процессе их изготовления без фрез не обойтись.
Виды дисковых фрез
Сегодня можно найти дисковые фрезы трёх типов:
- Шлицевые, или шпоночные.

- Двусторонние.
- Трёхсторонние.

Шлицевые и отрезные дисковые фрезы
У них нет зубцов на торцах – только на цилиндрической поверхности. Такие фрезы в свою очередь делятся на несколько подвидов: отрезные, прорезные, пазовые. Уже из названий ясно, для чего они нужны.
Отрезные выполняют функцию ножа. Они, как правило, имеют небольшую ширину.
Прорезные дисковые фрезы отличаются малым диаметром. Их основная задача – прорезать в деталях небольшие шлицы. Они самые тонкие: их ширина составляет от 0.2 до 5 мм.
Пазовые фрезы бывают различного диаметра и толщины – зависимо от того, какие именно пазы нам необходимо выпилить.
Двусторонние дисковые фрезы
У них зубцы есть не только на цилиндрической поверхности, но и на торце. При этом боковые кромки играют скорее вспомогательную роль – у них условия резки менее благоприятны, чем у цилиндрических зубьев.
Трёхсторонние дисковые фрезы
Фрезы этого типа имеют зубцы на цилиндрической поверхности, а также на обоих торцах. Трёхсторонние дисковые фрезы считаются основным и самым популярным типом. Они предназначены для обработки глубоких пазов и уступов.
Кроме того, различают дисковые фрезы с напайными и вставными зубьями. Цельными чаще всего делают фрезы шлицевые. Вставные ножи характерны для двусторонних или трёхсторонних фрез.
Дисковые фрезы могут быть регулируемыми. Такие детали состоят из двух частей. С обеих сторон у них расположены зубцы, перекрывающие друг друга. Регулируемые фрезы позволяют делать пазы разной толщины зависимо от расстояния, на котором расположены диски.
Способы крепления фрезы
Важная часть работы с дисковыми фрезами – установка. Перед началом обработки дерева или металла необходимо разобраться, как правильно зафиксировать имеющуюся фрезу. Неправильно установленный нож будет вращаться прерывисто. Впоследствии нагрузка на некоторые зубья окажется слишком большой, и устройство быстро придёт в негодность.
Неправильно установленный нож будет вращаться прерывисто. Впоследствии нагрузка на некоторые зубья окажется слишком большой, и устройство быстро придёт в негодность.
Дисковые фрезы фиксируются следующими способами:
- На центровую оправку. При этом оправка крепится к станку по бокам: с одной стороны – с помощью конического гнезда, с другой стороны – серьгой.
- На концевую оправку. Такое крепление подойдёт для фрез, у которых основную функцию выполняют торцевые зубья. Концевая оправка по форме напоминает конус. С одной стороны она вставляться в гнездо вращающегося шпинделя аппарата, с другой – на цилиндрический выступ надевается фреза и закручивается винтом.
- На выступ шпинделя. Здесь не нужен «посредник» в виде оправки.
- В гнездо шпинделя (коническое или цилиндрическое). Этот способ – только для фрез, у которых есть соответствующие хвостовики.
Фрезеровщик должен знать все параметры станка и его крепёжных деталей, дабы безошибочно подбирать фрезы и способы их фиксации.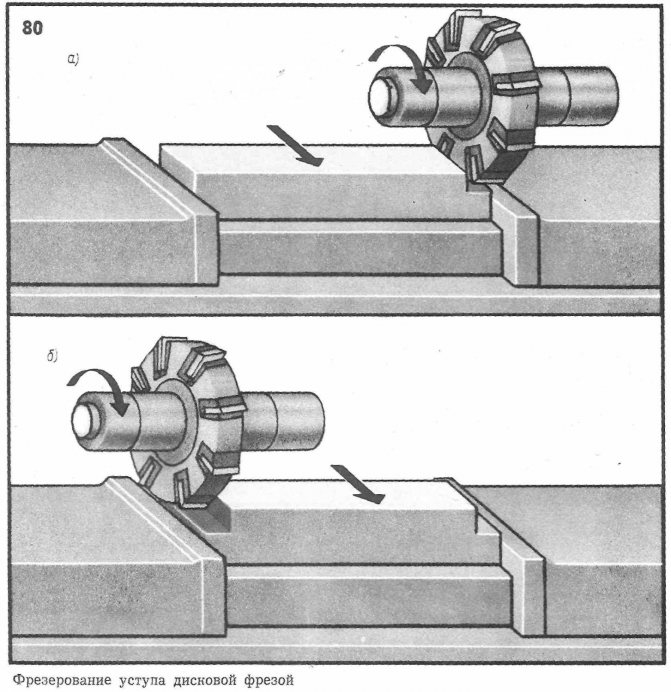
Особенности работы с данными фрезами
Прежде чем купить дисковые фрезы, необходимо ознакомиться с некоторыми особенностями применения:
- Со временем фрезы могут изнашиваться. Если деталь затупилась – это не значит, что её пора выкидывать.
- Не стоит пренебрегать использованием СОЖ – это значительно продлит жизнь дисковой фрезе.
Фрезы по металлу | ИжСпецОснастка
Фрезерование является одним из наиболее распространенных методов обработки. По уровню производительности фрезерование превосходит строгание и в условиях крупносерийного производства уступает лишь наружному протягиванию. Кинематика процесса фрезерования характеризуется быстрым вращением инструмента вокруг его оси и медленным движением подачи. Движение подачи при фрезеровании может быть прямолинейно-поступательным, вращательным, либо винтовым. При прямолинейном движении подачи фрезами производится обработка всевозможных цилиндрических поверхностей: плоскостей, всевозможных пазов и канавок, фасонных цилиндрических поверхностей При вращательном движении подачи фрезерованием обрабатываются поверхности вращения, а при винтовом движении подачи — всевозможные винтовые поверхности, например, стружечные канавки инструментов, впадины косозубых колес и т. п.
п.
Фреза представляет собой исходное тело вращения, которое в процессе обработки касается поверхности детали, и на поверхности которого образованы режущие зубья. Форма исходного тела вращения зависит от формы обработанной поверхности и расположения осифрезы относительно детали. Меняя положение оси инструмента относительно обработанной поверхности, можно спроектировать различные типы фрез, предназначенных для изготовления заданной детали.Многообразие операций, выполняемых на фрезерных станках, обусловило разнообразность типов, форм и размеров фрез.Цилиндрические фрезы ‘применяются на горизонтально-фрезерных станках при обработке плоскостей. Эти фрезы могут быть с прямыми и винтовыми зубьями. Фрезы с винтовыми зубьями работают плавно; они широко применяются на производстве. Фрезы с прямыми зубьями используются лишь для обработки узких плоскостей, где преимущества фрез с винтовым зубом не оказывают большого влияния на процесс резания. В месте стыка фрез предусматривается перекрытие режущих кромок одной фрезы режущими кромками другой. Цилиндрические фрезы изготовляются из быстрорежущей стали, а также оснащаются твердосплавными пластинками, плоскими и винтовыми.Торцовые фрезы широко применяются при обработке плоскостей на вертикально-фрезерных станках. Ось их устанавливается перпендикулярно обработанной плоскости детали. В отличие от цилиндрических фрез, где все точки режущих кромок являются профилирующими и формируют обработанную поверхность, у торцовых фрез только вершины режущих кромок зубьев являются профилирующими. Торцовые режущие кромки являются вспомогательными. Главную работу резания выполняют боковые режущие кромки, расположенные на наружной поверхности.Так как на каждом зубе только вершинные зоны режущих кромок являются профилирующими, формы режущих кромок торцовой фрезы, предназначенной для обработки плоской поверхности, могут быть самыми разнообразными, В практике находят применение торцовые фрезы с режущими кромками в форме ломаной линии либо окружности. Торцовые фрезы обеспечивают плавную работу даже при небольшой величине припуска, так как угол контакта с заготовкой у торцовых фрез не зависит от величины припуска и определяется шириной фрезерования и диаметром фрезы.
Цилиндрические фрезы изготовляются из быстрорежущей стали, а также оснащаются твердосплавными пластинками, плоскими и винтовыми.Торцовые фрезы широко применяются при обработке плоскостей на вертикально-фрезерных станках. Ось их устанавливается перпендикулярно обработанной плоскости детали. В отличие от цилиндрических фрез, где все точки режущих кромок являются профилирующими и формируют обработанную поверхность, у торцовых фрез только вершины режущих кромок зубьев являются профилирующими. Торцовые режущие кромки являются вспомогательными. Главную работу резания выполняют боковые режущие кромки, расположенные на наружной поверхности.Так как на каждом зубе только вершинные зоны режущих кромок являются профилирующими, формы режущих кромок торцовой фрезы, предназначенной для обработки плоской поверхности, могут быть самыми разнообразными, В практике находят применение торцовые фрезы с режущими кромками в форме ломаной линии либо окружности. Торцовые фрезы обеспечивают плавную работу даже при небольшой величине припуска, так как угол контакта с заготовкой у торцовых фрез не зависит от величины припуска и определяется шириной фрезерования и диаметром фрезы.
Дисковые фрезы пазовые, двух- и трехсторонние используются при фрезеровании пазов и канавок. Пазовые дисковые фрезы имеют зубья только на цилиндрической поверхности и предназначены для обработки относительно неглубоких пазов. Важным элементом пазовой фрезы является ее толщина, которая выполняется с допуском 0,04-0,05 мм. По мере стачивания зубьев, в результате поднутрения, толщина фрезы уменьшается Дисковые двухсторонние и трехсторонние фрезы имеют зубья, расположенные не только на цилиндрической поверхности, но и на одном или обоих торцах. Дисковые фрезы имеют прямые или наклонные зубья.
Концевые фрезы применяются для обработки глубоких пазов в корпусных деталях контурных выемок, уступов, взаимно перпендикулярных плоскостей. Концевые фрезы в шпинделе станка крепятся коническим или цилиндрическим хвостовиком. У этих фрез основную работу резания выполняют главные режущие кромки, расположенные на цилиндрической поверхности, а вспомогательные торцовые режущие кромки только зачищают дно канавки. Такие фрезы, как правило, изготовляются с винтовыми или наклонными зубьями. Разновидностью концевых фрез являются шпоночные двузубые фрезы. Шпоночные фрезы могут углубляться в материал заготовки при осевом движении подачи и высверливать отверстие, а затем двигаться вдоль канавки. В момент осевой подачи основную работу резания выполняют торцовые кромки. Одна из них должна доходить до оси фрезы, чтобы обеспечить сверление отверстия.
Такие фрезы, как правило, изготовляются с винтовыми или наклонными зубьями. Разновидностью концевых фрез являются шпоночные двузубые фрезы. Шпоночные фрезы могут углубляться в материал заготовки при осевом движении подачи и высверливать отверстие, а затем двигаться вдоль канавки. В момент осевой подачи основную работу резания выполняют торцовые кромки. Одна из них должна доходить до оси фрезы, чтобы обеспечить сверление отверстия.
Компания «ИжСпецОснастка» предлагает качественные фрезы по доступным ценам.
Общий | Нужны предложения о том, как нарезать диски по диаметру на фрезерном станке | Практик-механик
Клодбастер
Алюминий
- #1
Привет всем,
Итак, у меня есть проект, в котором я пытаюсь использовать узел диска и подшипника для изготовления некоторых других деталей. Это изношенные диски для обработки почвы, поэтому износостойкая сталь более высокого качества, я не знаю характеристик, но они совсем не сверлят и не фрезеруют. Они имеют диаметр около 15 дюймов и толщину 1/8 дюйма, с подшипником 5/8 дюйма. Я пытаюсь уменьшить их до 12 дюймов в диаметре, нужно сделать 18 штук.
Это изношенные диски для обработки почвы, поэтому износостойкая сталь более высокого качества, я не знаю характеристик, но они совсем не сверлят и не фрезеруют. Они имеют диаметр около 15 дюймов и толщину 1/8 дюйма, с подшипником 5/8 дюйма. Я пытаюсь уменьшить их до 12 дюймов в диаметре, нужно сделать 18 штук.
Теперь самое сложное. Токарного станка у меня пока нет, да и места под него нет. У меня мельница в Бриджпорте, без поворотного стола. Я попытался создать дугу с показанной настройкой. Он недостаточно жесткий ни для врезания фрезой, ни для дуги, хочет захватить и сломать концевые фрезы.
Как настроить это как повторяемую задачу с машинами, которые у меня есть? Что за оснастка? Отрезной инструмент удерживается в тисках? Сверлильные станки? Открыт для всех предложений.
Спасибо
Ванная L
Алмаз
- #2
«Недостаточно жесткая ни для врезания фрезой, ни для дуги, хочет захватить и сломать концевые фрезы» скорость, соответствующая материалу фрезы и работе. Начинайте резать по радиальной линии от края, зафиксировав заготовку, прежде чем повернуть заготовку. Концевая фреза с шестью или восемью зубьями не просверлит собственное отверстие врезанием. Смазочно-охлаждающая жидкость или смазка для стержней Tapmatic Edge продлевают срок службы инструмента.
Ларри
дана шестерня
Горячекатаный
- #3
Соберите себе направляющий штифт 5/8 дюйма, измерьте расстояние, необходимое для нужного вам диаметра, например, от центра штифта 5/8 дюйма до центра головки плазменной резки, и изготовьте рычаг, который приваривается к направляющему штифту.
Иллинойанс
Нержавеющая сталь
- #4
Забудьте о мельнице. Сделайте шаблон, который находится на центральном отверстии. Резать плазмой.
Липовые Сами
Алмаз
- #5
Плюс еще один на плазме, или ОА факел, …….если еще будут диски для культивации и т.д. – плевать.
Скраффи887
Титан
- #6
Я удивлен, что вы так далеко продвинулись с фрезой, свисающей так далеко из цангового патрона. С таким большим вылетом есть хороший шанс, что вы собираетесь раструбить цангу, что сделает ее бесполезной.
Ларри Дикман
Титан
- #7
трепанация.
Мичиганбак
Алмаз
- #8
Прочная распорка снизу возле выреза ровная из дерева и немного прижимается вверх, а валик на верхней стороне прижимается вниз. И то, и другое очень близко к механической обработке. Короткая концевая фреза 3/4 или лучше.
Спираль концевой фрезы должна иметь распорку/опору в направлении подъема (с правым EM) очень близко к режущему действию.
*Согласитесь, было бы неплохо разослать.
Вы можете запустить их стопкой, по 6 за раз, чтобы сделать деталь более прочной. зажмите верхнюю и нижнюю параллельные части рядом с вырезом… и переместите их вдоль края выреза… с помощью 3/4-дюймовой 4-зубой концевой фрезы. Вероятно, все еще потребуется верхняя боковая распорка.
зажмите верхнюю и нижнюю параллельные части рядом с вырезом… и переместите их вдоль края выреза… с помощью 3/4-дюймовой 4-зубой концевой фрезы. Вероятно, все еще потребуется верхняя боковая распорка.
Если бы можно было распилить, вы могли бы приблизить его/их, распилив до размера 1/16.
Если бы вы могли распиливать с точностью до 1/32, вы могли бы использовать такую вращающуюся установку для шлифовки на верстаке.
Обрезка срезов пилой до грубой обработки может привести к их отвердению, что затруднит фрезерование.. но можно попробовать отшлифовать в сторону от конечного размера, чтобы посмотреть, затвердеет ли он/будет ли он затвердевать.
Последнее редактирование:
Лимовый Сами
Алмаз
- #9
Для тех, кто не знает, …..стали, обычно используемые для изготовления дисков бороны, лучше всего охарактеризовать как «не предназначенные для механической обработки», и это до образования нагартованной корки.
Продолжайте механическую обработку, если хотите, но я бы уподобился тому, чтобы просить, чтобы вас неоднократно пнули под дых
Маттидж
Титан
- #10
Сельский дом: вращающийся диск на шпинделе и большая угловая шлифовальная машина. Деревянный блок под внешним краем, чтобы обеспечить некоторое торможение.
Клодбастер
Алюминий
- #11
Я уже пробовал это с установкой горелки OA. Это делает разрез ровным, но высокая температура деформирует диски в форме колокола, что делает их непригодными для использования в качестве деталей. Мне нужен более холодный процесс.
Кроме того, первое изображение просто демонстрирует то, что я сделал, эта концевая фреза даже не прижата, а рычаг не прикручен болтами. В эксплуатации все держалось крепко.
Клодбастер
Алюминий
- #12
Трепан это?
Не могли бы вы уточнить – это новое для меня.
Клодбастер
Алюминий
- №13
И у меня есть большая вертикальная ленточная пила – это хорошая идея… но ее слишком сложно пилить.
бхигдог
Нержавеющая сталь
- №14
Клодбастер сказал:
И у меня есть большая вертикальная ленточная пила – это хорошая идея… но и пилить ее слишком сложно.
Нажмите, чтобы развернуть…
Трение увидело их……….Боб
Ричард Уинн
Алюминий
- №15
сложить кучу на стол
и сделать набросок
Рэй Бенер
Алмаз
- №16
Клодбастер сказал:
Трепан это?
Не могли бы вы уточнить – это новое для меня.
Нажмите, чтобы развернуть…
YouTube
Я с плазменной связкой однако.
ОКТАНОВЫЙ МЕХАНИЗМ
Алюминий
- # 17
Water-Jet, сохраняет прохладу и не имеет значения, из какого материала.
рыхлитель
Нержавеющая сталь
- # 18
ОКТАНОВОЕ ОБОРУДОВАНИЕ сказал:
Water-Jet, сохраняет прохладу и не имеет значения, из какого материала.
Нажмите, чтобы развернуть…
Почти уверен, что если бы у ОП была водометная струя, у нас бы не было этого разговора. стержень и измельчить их правильно.
Мне бы снились кошмары, если бы я перемалывал их на своей мельнице
Мне немного любопытно, для чего нужен конечный результат?
Отправлено с моего iPhone с помощью Tapatalk Pro
Лимовый Сами
Алмаз
- # 19
Клодбастер сказал:
Я уже пробовал это с настройкой горелки OA. Это делает разрез ровным, но высокая температура деформирует диски в форме колокола, что делает их непригодными для использования в качестве деталей. Мне нужен более холодный процесс..
Нажмите, чтобы развернуть…
Похоже, вы нагреваете его слишком сильно (распространенная ошибка при резке OA), так что могу ли я предложить вам заточить свой резак акт
Сделайте простой зажим, чтобы резак можно было держать на правильном радиусе и расстоянии от плита.
Очистите (с помощью лепесткового диска и т. д.) без ржавчины и краски обе стороны места, где вы собираетесь резать, и след от обода.
Методом проб и ошибок используйте наименьшее возможное сопло, которое для 1/8 дюйма будет самым маленьким из доступных.
Установите наименьшее возможное пламя предварительного нагрева (опять же с помощью T&E), затем быстро двигайтесь от края и начинайте вращать так быстро, как только сможете, и продолжайте резать
Немного практики скоро поможет вам в работе.
При редактировании. Для справки, я проделал ту же самую работу, многие десятки, если не сотни деталей, ……..более 40 лет назад и только с горелкой OA и угловой шлифовальной машиной.
триумф506
Титан
- #20
Используйте самую маленькую концевую фрезу.
Так что, если он зацепится и т. д., он сломает концевую фрезу.
Если вы сделаете это большой концевой фрезой, то фреза не сломается, но может повредить вам в зависимости от того, как вы держите диск
Система сменных концевых фрез Seco X-Head
Внесите изменения. Сменные концевые фрезы означают больше операций фрезерования с меньшим количеством инструментов.
Ознакомьтесь с ассортиментом продукции
ОДИН ИНСТРУМЕНТ, МНОЖЕСТВО ВАРИАНТОВ ФРЕЗЕРОВАНИЯ
Зачем хранить больше фрез, чем вам нужно? Если вы хотите перейти от высокой подачи к прямоугольному уступу и к другим операциям фрезерования, система Seco X-Head позволяет быстро и легко переключаться между различными профилями и типами цельных твердосплавных сплавов. Оптимизируйте все свои фрезерные операции, сократив при этом производственные затраты и количество инструментов. Благодаря безопасным и надежным соединениям фрезерные головки устанавливаются на хвостовики различной длины, что обеспечивает еще большую универсальность.
Ваша задача:
Для различных операций фрезерования и обработки деталей требуются различные фрезы, что увеличивает затраты на инструменты и запасы, а также время простоя станка.
Решение Seco:
Один сменный хвостовик Seco X-Head подходит для различных типов и геометрий фрез, легко и экономично адаптируясь к изменяющимся потребностям обработки деталей.
СОХРАНЯЙТЕ ДЕРЖАТЕЛИ В МАШИНЕ ДЛЯ БЫСТРОЙ ЗАМЕНЫ ИНСТРУМЕНТА
Время имеет решающее значение, когда речь идет о смене инструмента, особенно в условиях массового производства. Чтобы обеспечить быструю и легкую замену, система Seco X-Head позволяет заменять различные профили и типы фрез простым поворотом ключа, оставляя хвостовик системы в станке. Избавьтесь от необходимости изменять длину инструмента благодаря безопасному и надежному соединению, обеспечивающему точность замены головок в пределах 50 микрон.
Ваш вызов:
Станки простаивают, что приводит к потере драгоценного производственного времени, поскольку операторы повторно измеряют и сбрасывают высоту инструмента после смены инструмента.
Решение Seco:
Хвостовики системы Seco X-Head остаются в станке, поэтому магазины быстро заменяют концевые фрезы различных диаметров и типов простым поворотом гаечного ключа. Избавьтесь от трудоемкой задачи
по снятию, повторному измерению и сбросу инструментов.
ПРЕКРАЩАЙТЕСЬ В ВАШИХ ФРЕЗЕРНЫХ ОПЕРАЦИЯХ
Для обработки глубоких полостей и других деталей часто требуются различные типы дорогостоящих инструментов с большим вылетом. Получите необходимую досягаемость инструмента и сэкономьте время и деньги с системой сменных концевых фрез Seco X-Head, которая включает в себя хвостовики различной длины в соответствии с вашими потребностями.
Ваша задача:
Труднодоступные детали требуют наличия различных фрез с большим вылетом, что увеличивает затраты на инструмент и смену инструмента.
Решение Seco:
Используйте широкий ассортимент быстросменных концевых фрез Seco X-Head с различными хвостовиками с большим вылетом, которые позволяют получить доступ к глубоким деталям.
Откройте для себя диапазон продуктов
Связаться с США
Дом
Связанный контент
Seco Assistant – Получите новое Seco Mobile App
Seco High Perm SP
. – Seco X-HeadsИнформационный бюллетень – Seco X-Heads
Метчики Seco
Концевые фрезы Seco серии JS754 Stub
Seco Helical SN8-13
Seco High Feed SP
ИНФОРМАЦИОННЫЙ ДОКУМЕНТ – БЫСТРОСМЕННЫЕ СИСТЕМЫ ФРЕЗЕРНЫХ ГОЛОВОК Heling aSN-1
8 Seco Performance at Milling System
8 Низкая стоимость кромки
Видео – Не умничай, будь X-head: Запись вебинара
Гидравлические патроны Seco
Обзор новостей Seco 2022.2
Фрезы со сменной головкой
ФРЕЗЫ ДЛЯ КВАДРАТНЫХ УСТУПОВ TURBO 16
Повышение универсальности и снижение затрат благодаря системе быстросменных фрезерных головок Seco X-Head
Фрезы X-Head
ВЕБИНАР — ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ ПРИ МАЛООБРАБОТНОЙ ОБРАБОТКЕ
SECO JH724-JH726 SECO JH724-JH726 ФРЕЗЫ
Мониторинг станков
JETSTREAM TOOLING® SECO CAPTO™ GENERAL ISO TURNING
КОНЦЕВЫЕ ФРЕЗЫ SECO ДЛЯ СТОМАТОЛОГИЧЕСКОГО ФРЕЗЕРОВАНИЯ
НОВЫЕ СПЛАВЫ ДЛЯ ФРЕЗЕРОВАНИЯ MP
JETI ISO TOOLHENSION0007
Jeti Conversion Grooving & Plasting-Off Capto
JM100 Mini Cond Mills
Модульный QC (быстрый change) держатель инструмента для малых деталей.
Seco-Capto Toolshents и кассеты для расширенного материала
xp08 Aluminum roundure
. ДЕРЖАТЕЛЕЙ НАКЛАДНЫХ ФРЕЗ, УСОВЕРШЕНСТВОВАНИЯ МАЛЕНЬКИХ ТОРЦЕВЫХ И БОКОВЫХ ДЕРЖАТЕЛЕЙ
COMBIMASTER™ M20
EASYSHRINK EVO
УНИВЕРСАЛЬНЫЕ СВЕРЛА 8XD И 12XD
SECO ROUND 9 INSING MILLS 10 И 16 COPTY0007
Double Turbo 16
Высокий квадратный квадратный размер. ™
STEADYLINE® и СЕРИЯ ø25MM (1”)
DOUBLE QUATTROMILL™ 22
Minimaster Plus — квадратный уступ
Minimaster™ Plus
Высокоскоростные фрезы X-Head
Цилиндрические хвостовики — X-образные фрезы
Высокопроизводительная обработка X-образных фрез
Высокопроизводительная обработка X-образных фрез
Общего назначения — X-образные фрезы
Высокопроизводительная обработка керамического сплава — X-образные фрезы
7 Обработка композитных материалов — Фрезы с Х-образной головкой
Усовершенствованная черновая обработка — Фрезы с Х-образной головкой
XHT740 — Высокая скорость — Форма конуса — ISO-M и ISO-S — 4–6 зубьев
XVE540 — Высокопроизводительная — Квадратная — Универсальная — 3 -4 флейты
XSE720/XSB720 — Высококачественные — Квадратные и со сферическим концом — Титан — 6 зубьев
XSE550 — Высокопроизводительные — Квадратные — Универсальные — 3-4-5 зубьев
XSE450 — Высокопроизводительные — Квадратные — Алюминий — 3 зубья
XSB540 – Высокопроизводительный – Сферический – Универсальный – 4 зуба
XHF780 – Высокая подача – ISO-M и ISO-S – 3 зуба
XHF580 – Высокая подача – Универсальный – 4 зуба
Обработка графита – X-образные фрезы
XVK310 — общего назначения — вогнутый — универсальный — 4 зуба
XVC506/XVC509/XVC512 — общего назначения — фаска — универсальный — 2 зуба
XVE510/XVB510 — общего назначения — квадратный и сферический — универсальный — 2 зуба
Видео: Minimaster Plus — Minimaster следующего поколения
Seco добавляет
Mini Disc – 335.