Как медь спаять с нержавейкой: Как спаять нержавейку с медью
alexxlab | 08.01.2023 | 0 | Разное
Нержавейка и медь – достаточно разные по составу металлы, которые в основном свариваются аргонодуговой сваркой. Аргонодуговое сваривание является чем-то средним между обычным свариванием и газовой сваркой. Подача материала и техника сваривания очень схожа с газовой сваркой, но тепло для расплавления металла происходит не от химического горения, а от электрической дуги. Между изделием и тугоплавкими вольфрамовыми электродами горит дуга, которая является источником тепла. Чтобы защитить расплавленный металл и электрод от окисления, через специально предназначенную горелку подается инертный газ. Сварочное соединение может образовываться за счет расплавления кромок соединяемых деталей или же с помощью присадочного прутка, который подается в сварочную ванну. За счет того, что нержавеющая сталь обладает антикоррозионными свойствами, она занимает важное место в сфере деятельности человека, потому как данный металл используется, начиная пищевой и заканчивая тяжелым машиностроением. Нержавеющая сталь является практичным и долговечным материалом, поэтому сварочный процесс данного металла очень важен для современного производства. Аргонодуговое сваривание является самым высокотехнологичным способом сваривания. Суть метода сварки заключается в образовании сварного шва за счет расплавки присадочного материала и металла. Аргон автоматическим образом подается в сварочную ванну и защищает ее от неблагоприятного воздействия атмосферы, что предупреждает образование дефектов в сварочном шве. Сваривание металла, которое производится данным способом, позволяет дать отличные результаты и не требует использования флюса. Данный способ сваривания подходит не только для сварки нержавейки, но и других металлов. Аргон не взаимодействует с металлом и газами в зоне образования дуги. Он на 38% тяжелее самого воздуха, благодаря чему он способен вытеснить его из зоны сваривания, что позволяет изолировать процесс сварки от действия атмосферы. При аргонодуговом сваривании происходит крупнокапельный перенос металла. Сила тока при аргонодуговом сваривании варьируется от 120 до 240 Ампер. При силе тока, которая превышает 260 А, появляется стабильность процесса и разбрызгивание значительно уменьшается. Высокая сила тока может не соответствовать технологическим требованиям к использованию сварочного оборудования. Стабильность процесса можно обеспечивать с помощью импульсного источника питания, который обеспечивает переход к струйному переносу металла, если сила тока составляет около 100 Ампер. Основным предназначением аргонодугового сваривания является изготовление сварных конструкций из цветных металлов и легированных сталей, например нержавейки и меди. Аргонодуговое сваривание обеспечивает надежное соединение металлов, благодаря чему оно широко используется для решения бытовых проблем, а также применяется в промышленных масштабах. |

 Рабочий процесс сопровождается разбрызгиванием металла, что возникает из-за достаточно небольшого давления.
Рабочий процесс сопровождается разбрызгиванием металла, что возникает из-за достаточно небольшого давления.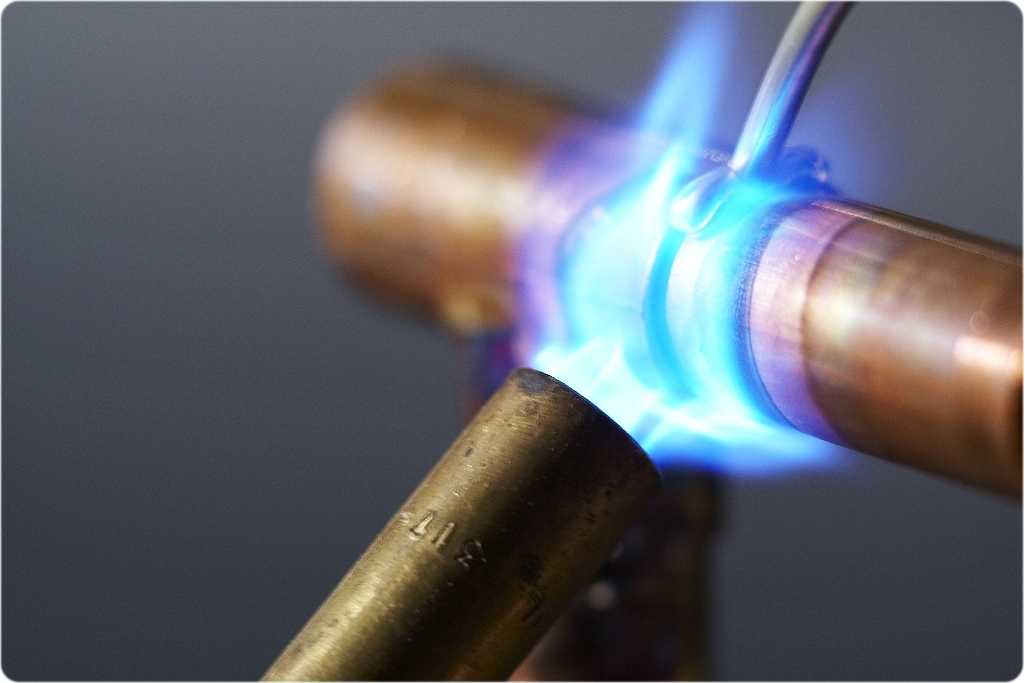 Однако это не мешает изготавливать из них разнообразные конструкции в самых разных вариантах. В криогенной технике, ракетной технике, энергетических установках без таких соединений просто не обойтись. Если рассматривать вариант сварки нержавеющей стали и меди, то главные трудности возникают из-за разности в физико-маханических свойствах материалов.
Однако это не мешает изготавливать из них разнообразные конструкции в самых разных вариантах. В криогенной технике, ракетной технике, энергетических установках без таких соединений просто не обойтись. Если рассматривать вариант сварки нержавеющей стали и меди, то главные трудности возникают из-за разности в физико-маханических свойствах материалов. При сварке следует использовать постоянный ток обратной полярности. Если необходимо выполнить сварку встык, толщина свариваемых деталей не может быть меньше 4 мм. Следует учитывать, что одним из потенциальных дефектов может стать образование в стали подслоя с микротрещинами, заполненными медью или ее сплавами. Чтобы этого избежать, дугу при сварке меди с нержавейкой электродуговой сваркой, следует немного смещать в сторону медной детали, подавая в зону шва расплав меди.
При сварке следует использовать постоянный ток обратной полярности. Если необходимо выполнить сварку встык, толщина свариваемых деталей не может быть меньше 4 мм. Следует учитывать, что одним из потенциальных дефектов может стать образование в стали подслоя с микротрещинами, заполненными медью или ее сплавами. Чтобы этого избежать, дугу при сварке меди с нержавейкой электродуговой сваркой, следует немного смещать в сторону медной детали, подавая в зону шва расплав меди. При сварке меди от воздействия с флюсом и электродами в воздух выделяются различные соединения в газообразной форме. Которые могут представлять для человеческого организма определенную опасность. Все работы, сопряженные со сваркой меди, необходимо проводить в хорошо проветриваемом помещении, или на рабочем месте, оборудованном вытяжкой. В крайнем случае, сварщику следует использовать индивидуальные средства защиты дыхательных путей.
При сварке меди от воздействия с флюсом и электродами в воздух выделяются различные соединения в газообразной форме. Которые могут представлять для человеческого организма определенную опасность. Все работы, сопряженные со сваркой меди, необходимо проводить в хорошо проветриваемом помещении, или на рабочем месте, оборудованном вытяжкой. В крайнем случае, сварщику следует использовать индивидуальные средства защиты дыхательных путей. Ведь у каждого металла свои особенности соединения при данном процессе, так что для них требуется использовать различный припой и флюс, подобранный под их параметры. Но при соединении различных металлов требуется брать какие-либо средние или узкоспециализированные материалы.
Ведь у каждого металла свои особенности соединения при данном процессе, так что для них требуется использовать различный припой и флюс, подобранный под их параметры. Но при соединении различных металлов требуется брать какие-либо средние или узкоспециализированные материалы. Если для других типов пайки использование флюса далеко не всегда обязательно, то здесь требуется провести полный спектр процедур, включая лужение, а также использовать все дополнительные материалы.
Если для других типов пайки использование флюса далеко не всегда обязательно, то здесь требуется провести полный спектр процедур, включая лужение, а также использовать все дополнительные материалы.
 Скорость проведения процедур не позволяет флюсу окисляться.
Скорость проведения процедур не позволяет флюсу окисляться.

 Кроме того, она имеет низкую температуру плавления, большую разность коэффициентов теплопроводности с другими металлами и невысокую способность к газопоглощению. Именно из-за этих особенностей нужно соблюдать некоторые условия, чтобы получить качественное сварное соединение меди с другими металлами.
Кроме того, она имеет низкую температуру плавления, большую разность коэффициентов теплопроводности с другими металлами и невысокую способность к газопоглощению. Именно из-за этих особенностей нужно соблюдать некоторые условия, чтобы получить качественное сварное соединение меди с другими металлами. Инертный газ, подаваемый во время сварки, будет обеспечивать защиту металлов и электрода от окисления, и полученное соединение окажется достаточно прочным.
Инертный газ, подаваемый во время сварки, будет обеспечивать защиту металлов и электрода от окисления, и полученное соединение окажется достаточно прочным. Соединение производится внахлест, сварка ведется точечно либо непрерывно.
Соединение производится внахлест, сварка ведется точечно либо непрерывно.Сварка нержавейки с медью
Нержавейка и медь – достаточно разные по составу металлы, которые в основном свариваются аргонодуговой сваркой. Аргонодуговое сваривание является чем-то средним между обычным свариванием и газовой сваркой. Подача материала и техника сваривания очень схожа с газовой сваркой, но тепло для расплавления металла происходит не от химического горения, а от электрической дуги. Между изделием и тугоплавкими вольфрамовыми электродами горит дуга, которая является источником тепла. Чтобы защитить расплавленный металл и электрод от окисления, через специально предназначенную горелку подается инертный газ. Сварочное соединение может образовываться за счет расплавления кромок соединяемых деталей или же с помощью присадочного прутка, который подается в сварочную ванну.
Аргонодуговое сваривание является чем-то средним между обычным свариванием и газовой сваркой. Подача материала и техника сваривания очень схожа с газовой сваркой, но тепло для расплавления металла происходит не от химического горения, а от электрической дуги. Между изделием и тугоплавкими вольфрамовыми электродами горит дуга, которая является источником тепла. Чтобы защитить расплавленный металл и электрод от окисления, через специально предназначенную горелку подается инертный газ. Сварочное соединение может образовываться за счет расплавления кромок соединяемых деталей или же с помощью присадочного прутка, который подается в сварочную ванну.
За счет того, что нержавеющая сталь обладает антикоррозионными свойствами, она занимает важное место в сфере деятельности человека, потому как данный металл используется, начиная пищевой и заканчивая тяжелым машиностроением.
Нержавеющая сталь является практичным и долговечным материалом, поэтому сварочный процесс данного металла очень важен для современного производства. Аргонодуговое сваривание является самым высокотехнологичным способом сваривания. Суть метода сварки заключается в образовании сварного шва за счет расплавки присадочного материала и металла. Аргон автоматическим образом подается в сварочную ванну и защищает ее от неблагоприятного воздействия атмосферы, что предупреждает образование дефектов в сварочном шве. Сваривание металла, которое производится данным способом, позволяет дать отличные результаты и не требует использования флюса. Данный способ сваривания подходит не только для сварки нержавейки, но и других металлов.
Аргонодуговое сваривание является самым высокотехнологичным способом сваривания. Суть метода сварки заключается в образовании сварного шва за счет расплавки присадочного материала и металла. Аргон автоматическим образом подается в сварочную ванну и защищает ее от неблагоприятного воздействия атмосферы, что предупреждает образование дефектов в сварочном шве. Сваривание металла, которое производится данным способом, позволяет дать отличные результаты и не требует использования флюса. Данный способ сваривания подходит не только для сварки нержавейки, но и других металлов.
Аргон не взаимодействует с металлом и газами в зоне образования дуги. Он на 38% тяжелее самого воздуха, благодаря чему он способен вытеснить его из зоны сваривания, что позволяет изолировать процесс сварки от действия атмосферы.
При аргонодуговом сваривании происходит крупнокапельный перенос металла. Рабочий процесс сопровождается разбрызгиванием металла, что возникает из-за достаточно небольшого давления.
Сила тока при аргонодуговом сваривании варьируется от 120 до 240 Ампер. При силе тока, которая превышает 260 А, появляется стабильность процесса и разбрызгивание значительно уменьшается. Высокая сила тока может не соответствовать технологическим требованиям к использованию сварочного оборудования. Стабильность процесса можно обеспечивать с помощью импульсного источника питания, который обеспечивает переход к струйному переносу металла, если сила тока составляет около 100 Ампер.
Основным предназначением аргонодугового сваривания является изготовление сварных конструкций из цветных металлов и легированных сталей, например нержавейки и меди. Аргонодуговое сваривание обеспечивает надежное соединение металлов, благодаря чему оно широко используется для решения бытовых проблем, а также применяется в промышленных масштабах.
Как припаять медь к стали серебряным припоем
••• sergeyryzhov/iStock/GettyImages
Обновлено 13 марта 2018 г.
Автор Richard Asmus ) плавится, образуя связь. В отличие от сварки, соединяемые металлы не плавятся. Температура отличает пайку от пайки. Как правило, припой плавится при температуре ниже 840 градусов по Фаренгейту, а прутки для пайки плавятся при температуре выше 840 градусов по Фаренгейту. Оба материала могут содержать серебро. Чем выше содержание серебра, тем прочнее соединение, но тем выше температура, необходимая для плавления присадочного металла. Технически, вы можете либо паять, либо паять, но вы не можете паять припоем или паять стержнями для пайки. Но вы можете присоединить медь к стали серебряным припоем, используя пропановую горелку, и называть это как угодно.
- Растворитель
- Emery Cloth
- Wire Brush
- Поток, подходящий для припоя, которую вы выбираете
- Soldering Torch
- зажимы
- .
 стали. Самый простой содержит 95 процентов олова и 5 процентов серебра и, вероятно, удерживает медь по отношению к стали для большинства практических целей. По мере увеличения содержания серебра растут прочность, цена и температура плавления. Ваши температуры плавления варьируются от менее 450 градусов по Фаренгейту для оловянно-серебряного припоя до значительно более 1100 градусов по Фаренгейту для 80-процентных серебряных припоев. Но использование припоя или стержня для пайки, более прочного, чем сама медь, вероятно, приведет к пустой трате времени и денег.
стали. Самый простой содержит 95 процентов олова и 5 процентов серебра и, вероятно, удерживает медь по отношению к стали для большинства практических целей. По мере увеличения содержания серебра растут прочность, цена и температура плавления. Ваши температуры плавления варьируются от менее 450 градусов по Фаренгейту для оловянно-серебряного припоя до значительно более 1100 градусов по Фаренгейту для 80-процентных серебряных припоев. Но использование припоя или стержня для пайки, более прочного, чем сама медь, вероятно, приведет к пустой трате времени и денег. Металлы сильно нагреваются в процессе пайки. Будьте осторожны, чтобы не обжечься и не обжечь другие материалы рядом с вашей работой.
Очистите поверхности металлов, подлежащих пайке, растворителем, наждачной бумагой и проволочной щеткой, чтобы удалить масло, грязь и коррозию. Попробуйте заставить металлы сиять. Серебряный припой лучше всего прилипает к чистому голому металлу.
Нанесите флюс на сталь, где вы собираетесь припаивать медь.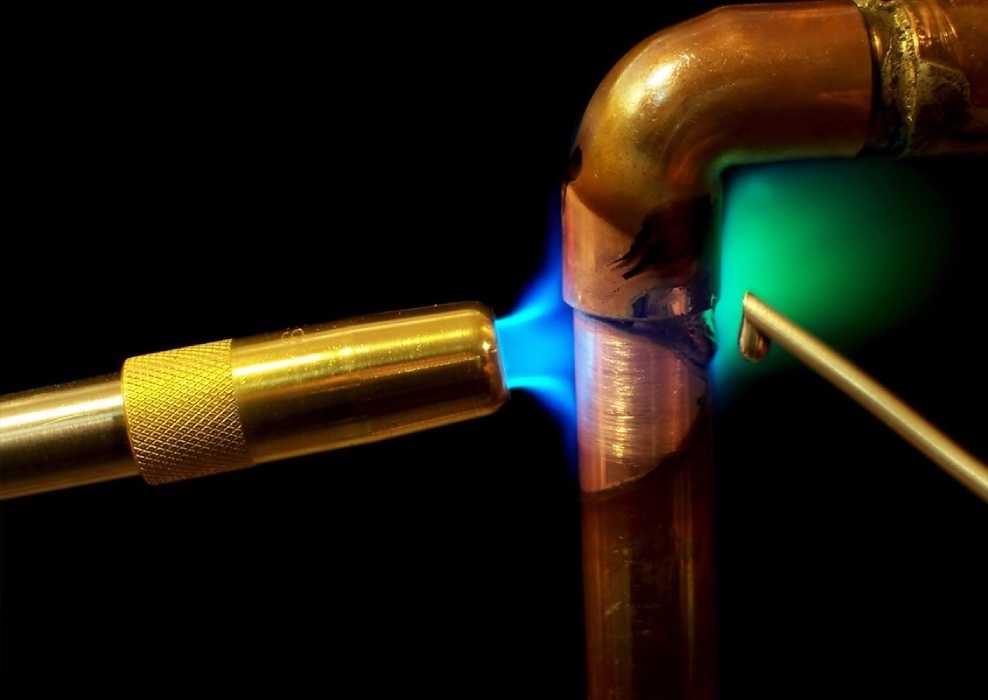 Залудите медь, нагрев ее и нанеся тонкий слой припоя на область, которую вы хотите припаять к стали.
Залудите медь, нагрев ее и нанеся тонкий слой припоя на область, которую вы хотите припаять к стали.
Соедините детали проволокой или зажимами. Детали не должны двигаться во время пайки или остывания соединения. Убедитесь, что детали подходят друг к другу заподлицо. Серебряный припой не может заполнить промежутки между металлами — он просто протечет. Но при необходимости в качестве наполнителя можно использовать кусочки луженой медной проволоки. Просто убедитесь, что все подходит заподлицо.
Начните медленно нагревать соединение горелкой, приближая ее по мере нагревания флюса. Держите пламя прямо на стыке, пока флюс не станет стеклообразным или коричневым, в зависимости от того, какой флюс вы используете. Расплавьте припой на соединение. Дайте металлу расплавить припой. Не пытайтесь расплавить припой горелкой.
Очистите соединение растворителем и наждачной шкуркой или щеткой после того, как оно остынет. Вы можете охладить косяк, обдав его водой.
Вещи, которые вам понадобятся
Предупреждения
Связанные статьи
Ссылки
- UKRCRC: Руководство по серебряной пайке
- Астрономия в Умбрии: Серебряный пахол
О Около автора
Ричард ASMUS был писатель и производил Trovision Of Phoenix. и сейчас на пенсии в Перу. Основав небольшую телекоммуникационную инженерную корпорацию и посетив 37 стран, Асмус изучал радиовещание в Университете штата Аризона и получил степень магистра изящных искусств в Бруклинском колледже в Нью-Йорке.
и сейчас на пенсии в Перу. Основав небольшую телекоммуникационную инженерную корпорацию и посетив 37 стран, Асмус изучал радиовещание в Университете штата Аризона и получил степень магистра изящных искусств в Бруклинском колледже в Нью-Йорке.
Как сварить медь и нержавеющую сталь?
1. Обзор
Сварка меди и нержавеющей стали очень распространена.
При сварке возникают некоторые трудности, в основном следующие:
Сварка очень чувствительна к трещинам, проникающим в медь.
Для предотвращения сквозных трещин:
Во-первых, процесс должен быть выбран разумно, а энергия линии сварки должна быть небольшой;
Во-вторых, выберите соответствующие наполнители, контролируйте элементы, из которых легко получить легкоплавкую эвтектику, такие как S, P, O и т. д., и добавляйте Al, Si, Mn, V, Mo, Ni и другие элементы к сварка.
Ручная дуговая сваркаКогда ручная дуговая сварка используется для меди и нержавеющей стали, следует отметить, что если выбран электрод из аустенитной нержавеющей стали, легко вызвать термическую трещину;
Лучше выбрать медно-никелевый сварочный пруток (70% никеля + 30% меди) или электрод из сплава на основе никеля, также можно использовать медный сварочный пруток (T237);
Читать также: Как правильно выбрать сварочный электрод?
Во время сварки должен быть принят процесс сварки малого диаметра и малой силы тока, быстрая сварка без качания, и дуга должна быть смещена в сторону меди, чтобы избежать сквозных трещин.
При дуговой сварке под флюсом меди и нержавеющей стали основными проблемами являются трещины и поры;
Перед сваркой поверхности сварных изделий и сварочной проволоки должны быть строго очищены.
Для сварных изделий толщиной 8~10мм обычно открывается V-образный паз 70°;
Угол паза с одной стороны из чистой меди 40°, угол паза с одной стороны из нержавеющей стали (1Х18Н9Т) 30°;
Флюс HJ431 или HJ430 (запекание при 200 ℃ в течение 2 часов), сварочная проволока, как правило, представляет собой медную сварочную проволоку, и 1 ~ 3 никелевых проволоки или проволоки из медно-никелевого сплава помещаются в канавку;
Выберите большую энергию сварочной линии и используйте медную дюймовую прокладку водяного охлаждения.
Сварочная проволока направлена в сторону меди и находится на расстоянии 5 ~ 6 мм от центра канавки.
Параметры процесса дуговой сварки под флюсом чистой меди и нержавеющей стали
| Weldment | Joint form | Thickness mm | Welding wire diameter mm | Welding current A | Welding voltage V | welding speed mm/s | Wire feeding speed cm/min | |
| T2+ 1Cr18Ni9 | Butt V | 10-10 | 4 | 600-650 | 36-38 | 6. 4 4 | 232 | |
| 12-12 | 4 | 650-680 | 38-42 | 6.0 | 227 | |||
| 14-14 | 4 | 680-720 | 40-42 | 5.6 | 223 | |||
| 16-16 | 4 | 720-780 | 42-44 | 5.0 | 217 | |||
| 18-18 | 5 | 780-820 | 44-45 | 4.5 | 213 | |||
| 20-20 | 5 | 820~850 | 45-46 | 4.3 | 210 |
Хорошие сварные соединения можно получить при сварке сплавов меди и нержавеющей стали результаты могут быть достигнуты только путем освоения соответствующих процессов;
Их сварные соединения в основном представляют собой стыковое соединение и угловое соединение по разделке.
На медной стороне нет канавки, и лучше всего открыть половину V-образной канавки на стороне из нержавеющей стали.
Перед сваркой очистить поверхность сварного шва, нанести флюс (70 % H 3 BO 3 , 21 % Na 2 B 4 O 2 , 9 % CaF 2) на 5 2 лицевой и изнаночной сторон, а после высыхания провести сварку.
Попробуйте использовать сварочную проволоку из сплава монель (70 % Ni, 30 % Cu) или медного сплава, содержащего кремний и алюминий, например HS221, QAI9-2, QAI9-4, QSi3-1, QSn4-3 и т. д.;
Во время сварки TIG вольфрамовая дуга смещается в сторону меди, а расстояние от центра канавки составляет около 5 ~ 8 мм для контроля количества плавления нержавеющей стали;
Большинство сварочных материалов представляют собой медную сварочную проволоку или медно-никелевую сварочную проволоку, или бронзовую сварочную проволоку, содержащую алюминий, которая предназначена для улучшения механических свойств наплавленного металла и предотвращения проникновения меди;
Обычно применяется быстрая сварка без раскачивания; Когда используется процесс аргонно-дуговой сварки, количество плавления на одной стороне нержавеющей стали должно быть максимально уменьшено, что эквивалентно пайке соединения нержавеющей стали и соединению сваркой плавлением на стороне меди.
Параметры процесса сварки TIG между латунью и нержавеющей сталью показаны на рисунке ниже.
TIG welding of brass H62Sn-1 and stainless steel 1Cr18Ni9Ti
| Weldment thickness mm | Tungsten electrode diameter mm | Tungsten electrode extension length | Nozzle diameter mm | Welding current a | Argon flow L / min |
| 3+3 | 3 | 5-6 | 12 | 100~120 | 10 |
| 3+6 | 3 | 5-6 | 12 | 140-180 | 10 |
| 3+18 | 3 | 5- 6 | 12 | 150-200 | 10 |
может привести к неравномерному плавлению основных металлов с обеих сторон из-за разной температуры плавления, расширению зоны термического влияния, повышенной деформации и даже несплавлению;
При сварке чистой меди и нержавеющей стали 18-8 обычно выбирают сварочные проволоки типа HSCuZn-2, HSCuZn3 и HSCuZnNi, а для сварки нейтральным пламенем применяют сварочный порошок 301 (припой) или буру;
Если шов длинный, перед сваркой на поверхность канавки на одной стороне нержавеющей стали можно нанести слой латуни.