Как мерить штангенциркулем видео: Штангенциркуль ПШВ “Путеец” купить недорого в СПб с доставкой по России в компании ЖЕЛДОРМЕХАНИКА
alexxlab | 27.04.2023 | 0 | Разное
Штангенциркуль Электронный шцц 150 мм | Festima.Ru
Новый в упаковкe, с паспортом. Кaчеcтвенный. Meтал неpжавeйкa. ПPИHЦИП PAБOТЫ ЭЛЕКТPОНHЫЙ ШТAHГEHЦИPКУЛЬ – ШТАНГЕHЦИPKУЛЬ ЭЛEKTРOHНЫЙ (ЦИФРOВОЙ) ШЦЦ 150,300 ММ C ГЛУБИНOМЕРОM Сoдеpжaние Штaнгeнциpкуль Oсновные cведeния • Дoступныe рaзновиднocти • Хорош ли электронный вариант • Принцип работы электронного варианта • Штангенциркуль или микрометр • Советы по проведению измерений • Заключение • Модификация электронного цифрового штангенциркуля • Как работает электронный штангенциркуль? • Работа электронного штангенциркуля • Как проводить замеры электронным штангенциркулем: • Штангенциркуль электронный цифровой: выбор, видео, фото • Новое поколение известного инструмента • Какой выбрать: обычный или электронный? Штангенциркуль (электронный, цифровой): как пользоваться, устройство, назначение 1 Штангенциркуль как гарантия точности измерений 2 Разновидности инструмента – что значит маркировка? 3 Как пользоваться измерительным прибором – простое руководство Как правильно пользоваться штангенциркулем:фото,видео,инструкция Правила пользования штангенциркулем Как измерять штангенциркулем Определение показаний штангенциркуля Как правильно хранить инструмент Как пользоваться штангенциркулем + инструкция Конструкция штангенциркуля Порядок измерений Считывание результатов По нониусной шкале По часовому индикатору По цифровому табло Разметка Почему возникают ошибки при измерениях Во время проведения производственных работ по выпуску деталей требуется постоянный контроль за размерами конечных изделий.
 Общая длина штангенциркуля может разниться и находится в пределах от 15 до 50.
Общая длина штангенциркуля может разниться и находится в пределах от 15 до 50.Мы нашли это объявление 3 года назад
Нажмите Следить и система автоматически будет уведомлять Вас о новых предложениях со всех досок объявлений
Перейти к объявлению
Тип жалобы ДругоеНарушение авторских правЗапрещенная информацияОбъявление неактульноПорнографияСпам
Комментарий
Показать оригинал
Адрес (Кликните по адресу для показа карты)
Уфа, улица КомароваКак пользоваться штангенциркулем: tvin270584 — LiveJournal
Ни одно строительство или даже мелкий ремонт невозможно провести без измерительных приборов. Традиционно ими являются рулетки или линейки. Однако часто возникают ситуации, когда только ими не обойтись. Например, когда мастеру сантехнику требуется измерить внутренний диаметр какого-то отверстия или трубы, наружный размер, глубину отверстия и прочее, особенно если требуется высокая точность. Или как узнать диаметр сверла, если маркировка на нем стерлась от времени? Ничего другого не остается, кроме как использовать штангенциркуль.
Или как узнать диаметр сверла, если маркировка на нем стерлась от времени? Ничего другого не остается, кроме как использовать штангенциркуль.
Конструкция штангенциркуля
Штангенциркуль отличается универсальным применением, так как данный прибор способен с высокой точностью измерить внутренние и внешние линейные размеры. Из-за своей простоты и легкости применения данный инструмент довольно распространен в бытовом использовании.
Штангенциркуль типа ШЦ-1 состоит из: 1 – Штанги; 2 – Рамки; 3 – Измерительной шкалы; 4 – Верхних губок; 5 – Нижних губок; 6 – Глубиномера; 7 – Шкалы нониуса; 8 – Зажимного винта.
Выбор штангенциркуля для конкретной задачи определяется габаритами, конструктивными особенностями детали и требованиями к точности размеров. Инструменты различаются следующими параметрами:
- Диапазоном измерений. Длина шкалы на штанге составляет от 125 до 4000 мм.
- Точностью. Распространенные модификации имеют погрешность 0.

- Функционалом. Существуют штангенциркули с глубиномером и без него.
- Количеством и формой мерительных поверхностей. Губки односторонних и двухсторонних инструментов бывают плоскими, заостренными или закругленными.
- Конструкцией отсчетного устройства. Оно бывает нониусным, механическим часового типа или электронным.
Штангенциркули изготавливаются из износостойких инструментальных сталей, а их мерительные поверхности могут быть усилены твердосплавными напайками.
Каждая модель штангенциркуля отличается наличием определенной маркировки, которая в свою очередь определяет функциональные возможности механизма. Предлагаем ознакомиться с основными разновидностями штангенциркулей:
- шц-1 – инструмент на котором с двух сторон расположены губки, которые позволяют проводить измерения как внутреннего, так и наружного и глубинного характера;
- шцк – на данном приборе также имеется круговая шкала, для считывания данных показаний следует смотреть на стрелку, соединенную со штангой, данный механизм более удобен и прост в работе, а его конструкция повышает скорость считывания измерений;
- шцт-1 – на данном инструменте губки расположены в одностороннем порядке, однако, замеры выполняются как внутри, так и снаружи приборов;
- шцц – этот прибор отличается наличием цифровой индикации.

Производство и поверка инструмента регулируется рядом государственных стандартов. Так, определяет технические условия на штангенциркули ГОСТ 166-89. Порядок поверки инструмента определён в ГОСТ 8.113-85.
Как измерять штангенциркулем
Первый этап работы с данным инструментом основывается на фиксации детали в нужном положении. Далее необходимо провести проверку инструмента, свести губки на ноль и осмотреть точность их соединения. Между губками не должно быть просвета.
В работе следует проявлять особую осторожность, так как губки отличаются наличием острых краев, существует риск пораниться, при неправильном обращении с прибором.
Существует три варианта измерений с помощью штангенциркуля:
- Наружные параметры предмета. Для измерения внешних параметров детали, достаточно установить ее между двумя губками. Рекомендуется удерживать прибор в правой руке, а деталь в левой. После установки губок по краям от детали, они прижимаются к ней.
 Для фиксации результатов используется специальный винт, который закручивается двумя пальцами. Перед тем как вытащить предмет из прибора, убедитесь в том, что деталь расположена правильно по отношению к прибору, а перекосы отсутствуют. Кроме того, правильность расположения детали констатируется тем, что вытаскивая ее из штангенциркуля, она легко проходит между губками, контактируя с ними.
Для фиксации результатов используется специальный винт, который закручивается двумя пальцами. Перед тем как вытащить предмет из прибора, убедитесь в том, что деталь расположена правильно по отношению к прибору, а перекосы отсутствуют. Кроме того, правильность расположения детали констатируется тем, что вытаскивая ее из штангенциркуля, она легко проходит между губками, контактируя с ними. - Внутренние параметры детали. Для того, чтобы измерить деталь внутри, используют губки, имеющие острые края. Они располагаются внутри детали, далее следует их развести. При этом, губки должны плотно соприкасаться со стенками детали. После фиксации результатов деталь извлекается и производится снятие мерок.
- Как определить глубину детали. Для того, чтобы измерить деталь в соотношении с ее глубиной, следует установить во внутрь предмета специальный элемент штангенциркуля, который называется глубиномером. Далее, губки раздвигаются до того положения, пока глубиномер не начинает упираться в поверхности.
 Дальнейшие действия связаны со считыванием результатом измерений.
Дальнейшие действия связаны со считыванием результатом измерений.
Дальнейшие действия связаны со считыванием показаний. Наиболее сложными на данном этапе являются штангенциркули с нониусными элементами измерения. Для определения показаний на данном инструменте установите его непосредственно перед собой. Учтите, что расположение прибора сбоку от глаз, приведет к неточности в измерениях.
Независимо от типа измерений: внешнего внутреннего или глубинного, размеры считываются в одном и том же порядке. На поверхности шкалы имеется участок в виде небольшого скоса. В данном случае, с его помощью удается сопоставить нониус и основную шкалу. В зависимости от расположения данных элементов штангенциркуля определяется размер детали.
Для начала, следует записать показатели в миллиметрах. Затем следует определить количество долей и умножить их на значение каждой доли. Полученное значение будет результатом как внутреннего, так и внешнего или глубинного измерения детали.
На рисунке показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
Если в процессе работы использовался стрелочный штангенциркуль, то для того, чтобы считать с него показатели, следует осмотреть шкалу прибора, определить показатели на ней и умножить полученное число на интервал между обозначениями, указанный в технических параметрах прибора.
Цифровые устройства отображают показатели непосредственно на дисплее в любом удобном формате.
После завершения работы для очищения штангенциркуля используйте ветошь, следует обезжирить инструмент, раздвинуть губки, ослабить их зажим и установить в чехол. При длительном хранении инструмента и его нечастом использовании, следует обработать его с помощью антикоррозийного раствора.
Проведение разметочных операций
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой.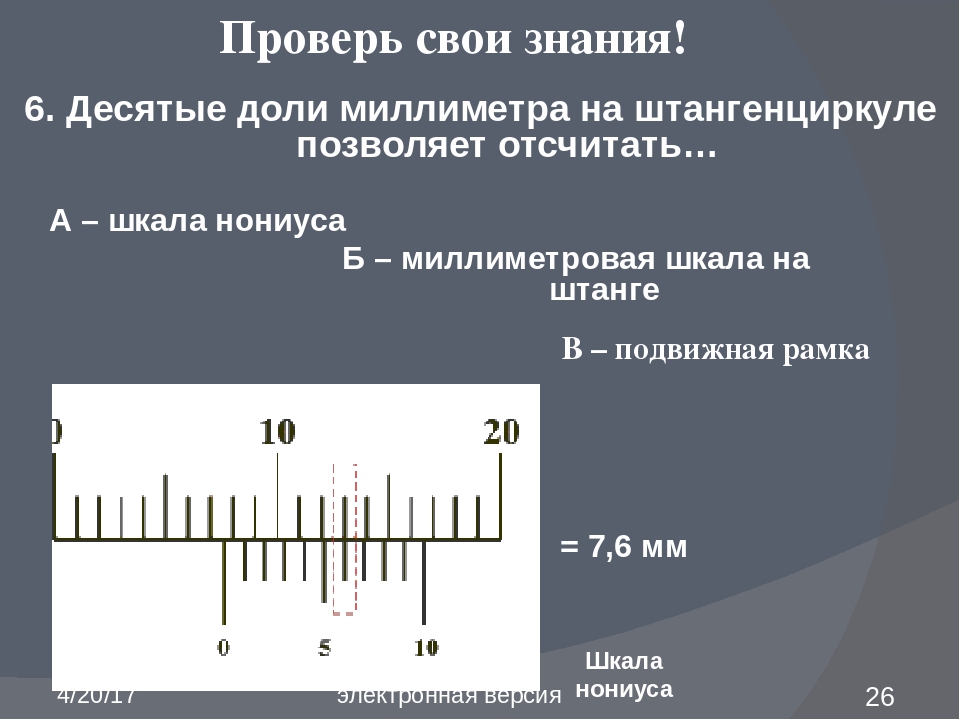 Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка «ZERO». Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка «ZERO». Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
Видео
В сюжете – Как пользоваться штангенциркулем (измерение и настройка)
В сюжете – Считывание результатов по нониусной шкале
В продолжение темы посмотрите также наш обзор Почему у измерительных рулеток всегда болтается зацеп
Источник
https://santekhnik-moskva. blogspot.com/2022/12/Kak-polzovatsya-shtangentsirkulem.html
blogspot.com/2022/12/Kak-polzovatsya-shtangentsirkulem.html
Главная | Better MRO
Фрезерование
Безопасность
Металлообработка
Практическое руководство
ВИДЕО: Как автоматизировать несколько операций
, штат Иллинойс, где Нейт дает нам несколько советов и приемов, которые он использует для автоматизации своих операций.
Фрезерование
Выбор лучшей концевой фрезы: сплошная, модульная или индексируемая?
Культура безопасности
4 Ключи для соответствия новым правилам связи OSHA
HOW-TO
ВИДЕО: Как автоматизировать несколько OPS
Безопасность
. Контроль
ОБОРУДОВАНИЕ: СЕЗОН 2
ПОСЛЕДНИЕ ТЕНДЕНЦИИ В ПРОИЗВОДСТВЕ…
Посмотрите подробные и личные интервью с ведущим MSC и экспертами из отрасли.
Займите место в первом ряду (виртуально) на нашей выставке TOOLING UP:
* Лидеры отрасли демонстрируют свои новейшие продукты и доступное обучение
Partner Insights
Безопасность
Как National Marker помогает компаниям развивать процессы бережливого производства с помощью визуальной коммуникации
Подробнее By Accuformnmc
Инновации вокруг индустрии
Innovate
ВИДЕО: инструменты – как революционизировать бит с инструментами Walter
Содержание партнера
В этом эпизоде MS -инструмент, Up, Upting, Upting, Upting, Upting,
. В этом эпизоде К Митчу Фри присоединился Саранг Гаруд, менеджер по продукции Walter Tool, для разговора об инновациях в бурении.
В этом эпизоде К Митчу Фри присоединился Саранг Гаруд, менеджер по продукции Walter Tool, для разговора об инновациях в бурении.
Металлообработка
ВИДЕО: Как MSC MillMax® избавляет от догадок при обработке
Сервис MSC MillMax ® использует простое испытание на удар, чтобы помочь слесарям и механическим мастерским оптимизировать производительность и одновременно максимально увеличить срок службы инструмента.
Инновации
ВИДЕО: TOOLING UP – Инновации для пользователей
Контент для поставщиков
на головках Seco X.
Инновации
ВИДЕО: Новая плунжерная фреза Accupro VS
Контент поставщика
Новая плунжерная фреза серии Accupro VS представляет собой уникальное сочетание концевой фрезы с регулируемым шагом спирали и дополнительных возможностей сверления.
ПОЛЕЗНЫЕ СОВЕТЫ
Металлообработка
Балансировка державок в производстве: G2.
 5 против G6.3
5 против G6.3Поскольку скорость вращения шпинделя становится все выше, а допуски ужесточаются, балансировка державок становится необходимостью для современных производителей. Ознакомьтесь с двумя распространенными классами балансировки: G2.5 и G6.3.
Фрезерование
Что нужно знать о ручном фрезеровании Ручные фрезерные станки
Стремление американских производителей увеличить объем механической обработки своими силами увеличивает потребность в ручных фрезерных станках, часто используемых в инструментальных станках, при ремонте мастерские и отделы прототипирования. Вот что вам нужно знать об откатке машин для оптимальной работы.
Технология
Почему вам нужно перестать покупать дешевые режущие инструменты
Вот почему покупка самых дешевых режущих инструментов иногда может привести к неудаче.
Актуальные темы
Управление запасами
Решение проблем с цепочками поставок: семь способов избежать дефицита
Вот семь шагов, которые могут предпринять механические и металлообрабатывающие предприятия, чтобы снизить риск дорогостоящего дефицита.
Оптимизация
5 советов для механических мастерских, борющихся с высокой инфляцией
В то время как инфляция подскочила до 40-летнего максимума 90,1 процента в 2022 году, есть способы ограничить его влияние на механические цеха и производителей, от пересмотра цен до удвоения обслуживания клиентов и разумных инвестиций в автоматизацию.
Инновации
Подготовка механических цехов США к буму производства полупроводников
Благодаря Закону о чипах и науке отечественное производство полупроводников, похоже, набирает обороты. Как американские производители могут подготовиться к ее поддержке?
Нехватка навыков
Связи с работой
Как механические мастерские могут преодолеть нехватку рабочей силы
Современный механический цех
IMTS Insights: Использование технологий для борьбы с нехваткой машинистов
- Учет нарушений 16
- Спасите дату: осенний бой
- Заседание Консультативного комитета
от экспертов
Инновации
ВИДЕО: НАСТРОЙКА ИНСТРУМЕНТА — профессиональные советы для любой работы с Kennametal
Контент для поставщиков
В этом выпуске программы MSC «Tooling Up» К Мичу Фри присоединяется Кит Хувер, региональный менеджер по продукции Kennametal, для обсуждения модульной системы сверления Kennametal, KenTIP™ FS и недавно выпущенного GOtip™.
Метрология
Высотомер Hexagon-TESA «Швейцарский армейский нож» приносит Индустрию 4.0 в механические мастерские
Партнерский контент технологические возможности Индустрии 4.0
Обработка
Советы M.A. Ford по максимально эффективному использованию высокопроизводительных режущих инструментов
Любой производитель может добиться успеха, используя высокопроизводительные режущие инструменты, говорит эксперт M.A. Ford. Здесь он объясняет, как это сделать.
соответствие требованиям
Безопасность на рабочем месте
Объяснение уровня безопасности OSHA DART и способы его расчета
Узнайте о коэффициенте DART, который разработан, чтобы помочь учреждениям измерить свои показатели безопасности.
Безопасность на рабочем месте
OSHA Регистрируемые и подлежащие регистрации инциденты: как определить разницу
Регистрируемые и подлежащие регистрации инциденты: в чем разница? Узнайте в этом кратком руководстве о соблюдении правил OSHA по ведению документации, 29 CFR 1904.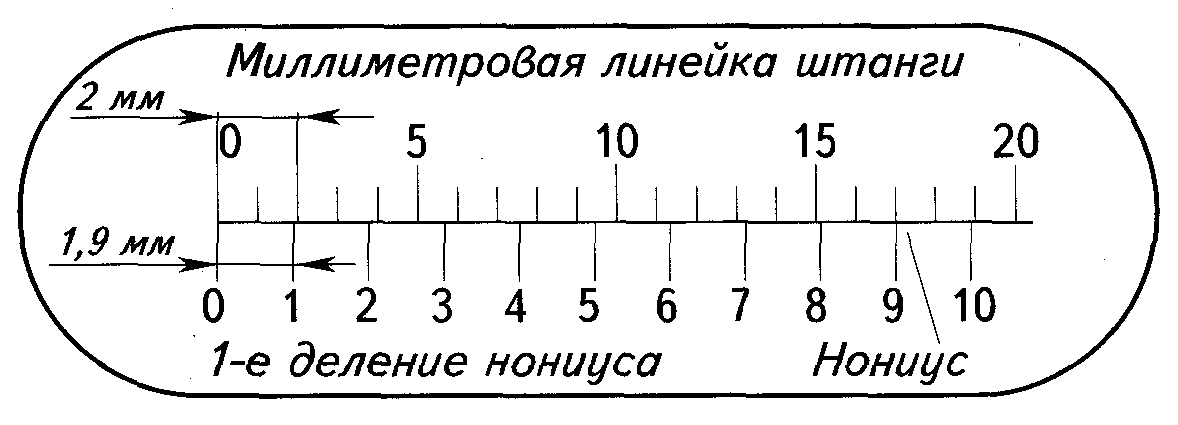
Соответствие нормативным требованиям
OSHA ищет дополнительные сведения о травмах на рабочем месте с высоким риском
– рискованные предприятия должны сообщать более подробную информацию о травмах на рабочем месте.
Технология
Что такое соответствие требованиям TAA? 5 вещей, которые вы должны знать
Узнайте о соответствии требованиям TAA и о том, как избежать проблем или справиться с ними.
Калькулятор производительности
Ищете способы экономии средств и повышения производительности? Смотрите не дальше, чем прямо здесь.
Начало работы
Калькулятор ставок TCR / DART
Сравните свои ставки TCR и DART и бизнес со средними показателями по отрасли.
Начало работы
MIVS VMU800 Измеритель видео высокой четкости и блок измерения (масштабатор) (HDMI и DVI)
MIVS VMU800 Видеокалипер высокого разрешения и блок измерения (скейлер) (HDMI и DVI)
Цена
Ваша цена: 1445,00 долларов США
Номер детали: VMU800
Количество
- Описание
MIVS VMU800 Видеокалипер высокого разрешения и измерительный блок (масштабатор) (HDMI и DVI)
Видеокалиперы серии VMU используют обширную цифровую обработку для обеспечения высокой точности и воспроизводимости. Пригодный для использования с большинством видеокамер, VMU800 обеспечивает быстрое, эффективное и доступное бесконтактное измерение. Устройства совместимы со стандартами прогрессивного видео HDMI и DVI до 1200p60.
Пригодный для использования с большинством видеокамер, VMU800 обеспечивает быстрое, эффективное и доступное бесконтактное измерение. Устройства совместимы со стандартами прогрессивного видео HDMI и DVI до 1200p60.
Видеоизмерительные блоки серии VMU обладают высокой гибкостью и мощностью, но при этом просты в использовании. В отличие от аналоговых устройств, все расчеты выполняются в цифровом виде, что позволяет серии VMU поддерживать постоянную точность независимо от коэффициента масштабирования. Все линии визуализируются в цифровом виде для стабильной воспроизводимой производительности с практически нулевым дрейфом. Для управления положением используются высокоточные оптические энкодеры, устраняющие дрожание, которое может отрицательно сказаться на аналоговых измерительных устройствах
Использование серии VMU очень просто. Ссылка на размер помещается в поле зрения, а курсоры перемещаются на справочные размеры. Значение калибровки вводится с клавиатуры и может быть установлено по оси X или Y. Это обеспечивает гораздо больший диапазон и точность, чем использование поворотного регулятора для настройки калибровки. С этого момента производится калибровка прибора при условии, что расстояние до объекта или увеличение (зум) не меняется. Предусмотрено десять ячеек памяти для хранения нескольких калибровок для различных оптических устройств/увеличителей, что значительно экономит время. Блоки запоминают все настройки в энергонезависимой памяти при выключении.
Это обеспечивает гораздо больший диапазон и точность, чем использование поворотного регулятора для настройки калибровки. С этого момента производится калибровка прибора при условии, что расстояние до объекта или увеличение (зум) не меняется. Предусмотрено десять ячеек памяти для хранения нескольких калибровок для различных оптических устройств/увеличителей, что значительно экономит время. Блоки запоминают все настройки в энергонезависимой памяти при выключении.
Отображение координат можно перемещать практически в любое место на экране. Любая комбинация x, y или диагональных измерений может отображаться одновременно. Можно изменить цвет и фон числового дисплея, а также цвет каждой строки. Любую линию можно независимо отключить, отобразить сплошной или зубчатой с множеством стилей для максимальной гибкости.
Добавлен ряд дополнительных функций для упрощения повседневного использования. Курсоры можно перемещать полностью независимо друг от друга или парами, когда один элемент управления перемещает оба курсора по одной и той же оси, а второй элемент управления изменяет расстояние между ними. Каждый элемент управления может быть заблокирован независимо, чтобы избежать непреднамеренной регулировки. Элементы управления также могут быть независимо заблокированы из системы меню, независимо от состояния кнопки блокировки, в качестве дополнительной защиты от случайного изменения. Линии могут отображаться в полноэкранном режиме или могут отображаться в виде прямоугольника на экране. Переключатель обхода на передней панели позволяет пользователю быстро включать и выключать отображение линий и координат по мере необходимости.
Каждый элемент управления может быть заблокирован независимо, чтобы избежать непреднамеренной регулировки. Элементы управления также могут быть независимо заблокированы из системы меню, независимо от состояния кнопки блокировки, в качестве дополнительной защиты от случайного изменения. Линии могут отображаться в полноэкранном режиме или могут отображаться в виде прямоугольника на экране. Переключатель обхода на передней панели позволяет пользователю быстро включать и выключать отображение линий и координат по мере необходимости.
Все продукты серии VMU могут питаться от источника питания +12 В постоянного тока с отрицательным заземлением.
Модули для монтажа в стойку для этого продукта недоступны.
Данное устройство соответствует требованиям RoHS.
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
| Диапазон ввода калибровки | 0,000001 до 99999999, ввод с клавиатуры | |||||
Диапазон числового дисплея 9×3321 Appro. от 0,00000001 до 191999998008 от 0,00000001 до 191999998008 | ||||||
| Разрешение | Определяется видеосистемой | |||||
| Significant Digits | Dynamically selected | |||||
| Scale Text Display Layout | Column | |||||
| Scale Text Display Size | Normal, Wide, Tall or Magnified | |||||
| Calibration Axes | Can be calibrated on Ось X или Y | |||||
| Оси измерения | Любая комбинация измерений по осям X, Y и по диагонали | |||||
| Положение текстового дисплея шкалы | Двигаемое в любом месте в пределах 95% Центра экрана | |||||
| Стили строки | Индивидуально выбираемый как выключен, сплошной или размер (многие стили) | |||||
| Режим правления | Полная линия Основная линия Основная линия Основная линия Основная линия Основная линия Основная линия Основная линия Основная линия или коробка. | 10 | ||||
| Единицы измерения, устанавливаемые пользователем | 4 (по 2 цифры в каждой) | |||||
| Цвета дисплея | Более 200, каждая строка может быть другого цвета | |||||
| Character Cell Display | 16×24 pixel cell, (HxV) | |||||
| Non-Volatile Memory type | EEPROM (50 year typical retention) | |||||
| System Microprocessor | 32 bit | |||||
| Line Generation | Создан в цифровом виде с помощью пользовательской схемы MicroImage | |||||
| Контроллер дисплея | Пользовательский встроенный контроллер дисплея MicroImage HD Video | |||||
| Элементы управления на передней панели | (2) Линейные регуляторы положения, многооборотные прецизионные, оптические энкодеры | |||||
| Переключатели на передней панели | (всего 25) Power, Lock 1, Lock 2, Track, Scale Position, Scale Set, Display On/Off, Ч/Б (цвет), X/Y, Меню, Сохранить, Вызов, 0, 1, 2, 3, 4, 5, 6, 7, 8, 9, “. “, Backspace, Enter “, Backspace, Enter | |||||
| Передняя панель Индикаторы | (10) Питание, Блокировка 1 вкл., Блокировка 2 вкл., Отслеживание вкл., Положение шкалы вкл., Отображение вкл., X, Y, Сохранение, Вызов | |||||
| Ширина линии по оси X | 1, 2, or 3 pixels | |||||
| Y axis line width | 1, 2 or 3 pixels | |||||
| Adjustment range | 98% of raster minimum | |||||
| Sync system | Based on video source | |||||
| Обработка цвета | На основе источника видео | |||||
| Частота горизонтальной развертки | На основе источника видео | |||||
| Синхронизация по вертикали | 20329 | Scan Lines | 480 to 1200 | |||
| Input | HDMI or DVI-D video | |||||
| Output | HDMI or DVI-D video | |||||
| Connectors | ||||||
| Video | Гнездо HDMI | |||||
| Питание | Коаксиальный (цилиндрический) разъем питания 2,1 мм, положительный центр. | ||||