Как можно заварить алюминий в домашних условиях: Сварка алюминия в домашних условиях – как правильно варить алюминий
alexxlab | 04.06.1989 | 0 | Разное
Сварка алюминия в домашних условиях инвертором
На производстве или ремонтных сервисах алюминий и его сплавы соединяются аргоновой сваркой на переменном токе. Так легко устраняются трещины и создаются прочные швы. Но в бытовой среде наличие аргонового аппарата редкость. Если возникла необходимость выполнить шов на этом капризном металле, то сварка алюминия в домашних условиях инвертором — оптимальное решение проблемы. Что нужно учесть при такой работе? Какие выбрать электроды и настройки аппарата? Как правильно варить алюминий?
Содержание страницы
- 1 Важные нюансы
- 2 Электроды для сварки алюминия
- 3 Инвертор для сварки
- 4 Как варить
Важные нюансы
Не каждый сварщик, умеющий работать инвертором, сможет заварить трещину на алюминиевом изделии или соединить две части в одно целое. Это обусловлено специфичными характеристиками данного металла при высоких температурах. Чтобы успешно справляться с подобными задачами в домашних условиях, важно знать основные нюансы работы с алюминием, которые не возникают на низколегированных сталях.
Например, чтобы заварить алюминиевый бак, обязательно необходимо подкладывать подложку из неплавящегося материала под место горения дуги. Это требование связано с высокой текучестью жидкого металла. Свариваемый материал, если его стенка около 5 мм, быстро проплавляется, и сварочная ванна легко может вытечь наружу с обратной стороны изделия. Подложки могут быть из керамики или графита. Они поддерживают целостность нижней стороны материала, и предупреждают прожоги и вытекания жидкого металла.
Исходя из этих свойств алюминия, все швы желательно выполнять в нижнем положении. Даже если свариваемая конструкция большая, стоит ее перевернуть. Вертикальные швы чреваты стеканием расплавленного металла без формирования шва. Их можно выполнить только короткой дугой с прерывистым ведением.
Сварка алюминия инвертором осложнена гигроскопичностью материала. Он накапливает влагу из окружающего воздуха, а при нагреве начинает испарять ее. Сварочный процесс характеризуется частыми брызгами расплавленного алюминия ввиду попадания воды в зону ведения шва.
Отличительной чертой алюминия является оксидная пленка образующаяся на его поверхности при воздействии кислорода. Она осложняет процесс формирования сварочной ванны и наложение шва тем, что плавится при температуре 2000 градусов, а основной металл приобретает текучесть уже после 500 градусов. Чтобы избежать такого перепада и сразу получить сварочную ванну, требуется зачистка места поджига электрода от оксидной пленки. Последующее удаление оксида будет происходить под действием температуры и дополнительных элементов в обмазке электрода.
Электроды для сварки алюминия
Чтобы успешно сварить алюминиевые детали дома инвертором, важно правильно подобрать расходные материалы. Они выпускаются с составом стержня оптимально соответствующим основному металлу, и обеспечивающим сохранение антикоррозионных свойств.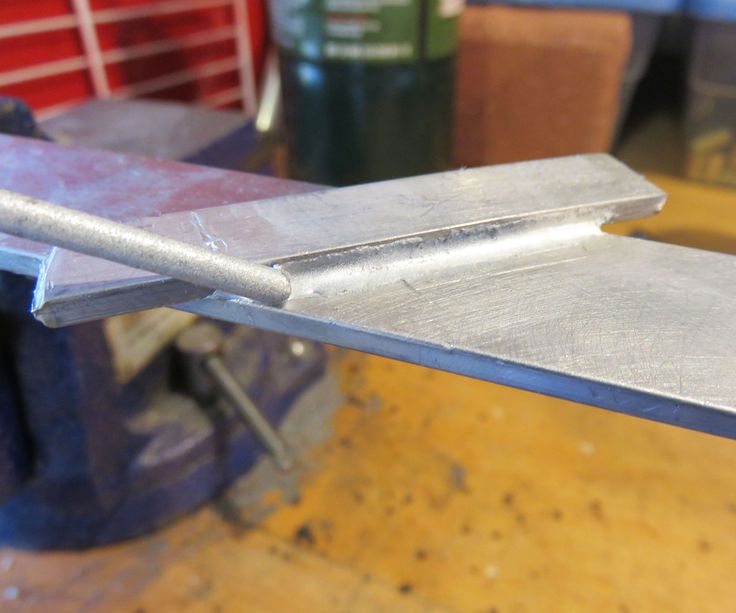 Из распространенных марок подойдут:
Из распространенных марок подойдут:
- ОЗА;
- ОЗА-1;
UTP 48;
- ОЗР;
- ОЗР-2;
- ОЗАНА;
- ОЗАНА-1.
Все эти расходные материалы обладают гигроскопичностью, поэтому перед выполнением сварки требуется их просушка при 200 градусах. Работу следует провести в течение суток после прокалки. Более длительный интервал требует повторной сушки. В домашних условиях это можно сделать в духовке или на печи для твердого топлива.
Большинство марок электродов для алюминия разработано под сварку в нижнем положении. Поэтому, если необходимо проложить вертикальный шов, необходимо внимательно изучить характеристики на упаковке. При прерывании сварки на кончике электрода будет образовываться белая капля. Это щелочь, которую добавляют в обмазку для разъедания оксида. Чтобы повторно разжечь дугу требуется сколоть белый налет, поскольку он является диэлектриком.
Инвертор для сварки
Инвертор для сварки алюминия можно использовать как самый дешевый, так и самый дорогой. Любая модель справится с этим заданием. Чаше всего устанавливается полярность, у которой «+» находится в руках сварщика, а «-» крепится на свариваемое изделие. Но могут быть и отличия, о которых тоже нужно читать на купленной пачке электродов.
Любая модель справится с этим заданием. Чаше всего устанавливается полярность, у которой «+» находится в руках сварщика, а «-» крепится на свариваемое изделие. Но могут быть и отличия, о которых тоже нужно читать на купленной пачке электродов.
В зависимости от толщины свариваемого материала устанавливаются следующие параметры:
| Толщина стенки, мм | Сила тока, А | Диаметр электрода, мм |
| 2 | 50-60 | 2.5 |
| 3 — 4 | 80-90 | 3.2 |
| 5 — 6 | 90-140 | 4 |
Как варить
https://www.youtube.com/watch?v=Z8gsfb_1eNI
В домашних условиях процесс сваривания алюминия имеет несколько пошаговых действий:
- В случае толщины стенки более 5 мм следует выполнить разделку кромок. Болгаркой делается косой срез верхнего угла кромки каждой из свариваемых частей.
 Градус образованного скоса может варьировать от 45 до 60. Чем толще пластины, тем больше может быть градус скоса. Это позволит создать широкий шов, хорошо связывающий обе стороны.
Градус образованного скоса может варьировать от 45 до 60. Чем толще пластины, тем больше может быть градус скоса. Это позволит создать широкий шов, хорошо связывающий обе стороны. - Для пластин от 5 мм и тоньше необходима подложка из неплавящегося материала (графит, керамика). Это предупредит протекание жидкого алюминия.
- Следующим шагом является прогрев изделия. Можно воспользоваться паяльной лампой. Если габариты свариваемых частей из алюминия малы, то подойдет и покупной баллончик с газом. Поскольку не у всех дома найдется аппарат для измерения температуры материалов, определять результат придется визуально. Когда на поверхности прогретого изделия отсутствуют капли влаги, то это означает готовность материала под сварку.
- Сразу требуется очистить зону начала соединения от оксидной пленки, поэтому под рукой должна находиться щетка по металлу.
- Теперь можно приступать к сварке. Накладываются прихватки для фиксации сторон. Шов ведется электродом, расположенным перпендикулярно изделию.
 Сохраняется короткая дуга для четкого воздействия на место соединения.
Сохраняется короткая дуга для четкого воздействия на место соединения. - После первого прохода следует отбить шлак и убедиться в качестве шва. Он будет таким же светлым, как и основной металл. Должны отсутствовать поры и непроваренные участки.
- Если изделие толстое необходимо выполнить второй проход. Здесь колебательные движения могут быть пошире. Так, можно хорошо заполнить место соединения и связать стороны.
Стоит отметить, что электроды плавятся очень быстро. Тем, кто привык работать инвертором на низколегированной стали нужно попрактиковаться на черновом изделии из алюминия, чтобы привыкнуть к сохранению короткой дуги.
Сварить алюминий инвертором дома не сложно. Приложенное видео подтверждает простоту манипуляций и качество результата. Но чтобы все получилось правильно, следует применять вышеизложенные советы и попрактиковаться.
Сварка алюминия в домашних условиях… – Ручная дуговая сварка — ММA
#1 Autogen
Отправлено 04 April 2011 18:54
Здравствуйте.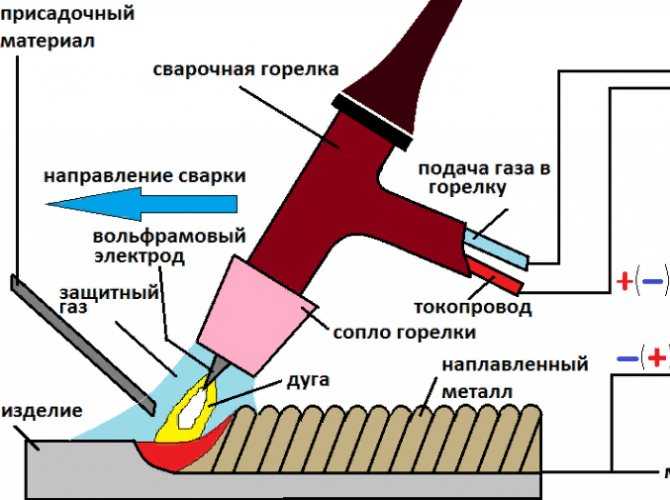 Подскажите пожалуйста можно ли сваривать алюминий в домашних условиях аппаратом переменного тока и как если это возможно…
Подскажите пожалуйста можно ли сваривать алюминий в домашних условиях аппаратом переменного тока и как если это возможно…
- Наверх
- Вставить ник
#2 egorka1919
Отправлено 08 April 2011 20:08
Можно. Транс+аргоновая горелка+осциллятор+аргон и вперёд.Только если это дома,то можно сжечь транс(если слабенький) или проводку в доме.
- Наверх
- Вставить ник
#3 Gefest
Отправлено 17 July 2011 10:03
можно. есть электроды по алюминию,незнаю сколько стоят,но варят!!!!!!!!!!!!!!!!!нареканий нет,только ++++++,варил ими сплавы многие всё О,К, если кого интересует завтра отпишусь напишусь про марку,одно но долго хранить открытыми хранить нельзя,при влажности 75%обмазка ик гавну приравнивается,работаю на пищепроме.весь цвет переворил,стаж аш 25леткто не в ЧЕЛЯБИНСКЕ отвечу СМС мой номер 8908 044 0004 Русел
есть электроды по алюминию,незнаю сколько стоят,но варят!!!!!!!!!!!!!!!!!нареканий нет,только ++++++,варил ими сплавы многие всё О,К, если кого интересует завтра отпишусь напишусь про марку,одно но долго хранить открытыми хранить нельзя,при влажности 75%обмазка ик гавну приравнивается,работаю на пищепроме.весь цвет переворил,стаж аш 25леткто не в ЧЕЛЯБИНСКЕ отвечу СМС мой номер 8908 044 0004 Русел
- Наверх
- Вставить ник
#4 Лепило
Отправлено 26 November 2011 17:13
можно.есть электроды по алюминию,незнаю сколько стоят,но варят!!!!!!!!!!!!!!!!!нареканий нет,только ++++++,варил ими сплавы многие всё О,К, если кого интересует завтра отпишусь напишусь про марку,одно но долго хранить открытыми хранить нельзя,при влажности 75%обмазка ик гавну приравнивается,работаю на пищепроме.
весь цвет переворил,стаж аш 25леткто не в ЧЕЛЯБИНСКЕ отвечу СМС мой номер 8908 044 0004 Русел
Привет. Autogen сварил??? У нас стоят где то 32 р шт и 25 р шт. На фото там где инвертор мой с гантелью (потомки динозавров) как раз электрод по алюминию “заряжен”
за 25р . Белая обмазка, на мел похожа.
- Наверх
- Вставить ник
#5 Велдер
Отправлено 01 December 2011 23:44
Скажите ребят, ищу аппарат для дома… Ресанта саи подойдет?
- Наверх
- Вставить ник
#6 romanich
Отправлено 02 December 2011 00:46
Ой, не советую я Вам столь рискованным экспериментом заниматься. Всё-таки алюминий очень капризен и, можно сказать, пайке не подлежит. Если уж выхода нет и сварка алюминия в домашних условиях является «святой» необходимостью, то могу посоветовать воспользоваться кислородно-водородной горелкой (например, возьмите электролизный аппарат «Лига») или можно поэкспериментировать с пропановой горелкой. При этом Вам потребуется алюминиевый припой В65, который относительно недорог. Однако учтите, что алюминий может реально быстро расплавиться, поскольку температура плавления В65 практически идентична температуре плавления алюминия.
Всё-таки алюминий очень капризен и, можно сказать, пайке не подлежит. Если уж выхода нет и сварка алюминия в домашних условиях является «святой» необходимостью, то могу посоветовать воспользоваться кислородно-водородной горелкой (например, возьмите электролизный аппарат «Лига») или можно поэкспериментировать с пропановой горелкой. При этом Вам потребуется алюминиевый припой В65, который относительно недорог. Однако учтите, что алюминий может реально быстро расплавиться, поскольку температура плавления В65 практически идентична температуре плавления алюминия.
А вообще, может быть стоит сначала определиться с тем какой сварочный аппарат выбрать? Учитесь у старшего поколения.
- Наверх
- Вставить ник
#7 copich
Отправлено 05 December 2011 12:35
Можно.
Транс+аргоновая горелка+осциллятор+аргон и вперёд.Только если это дома,то можно сжечь транс(если слабенький) или проводку в доме.
Череватое занятие. Т.е. чтобы взять горелку + аргон – не проблема. А вот взять транс + осцилятор – это надо бы еще подсчитать что в какой режиме должно быть. Слишком не безопасно.
Уж лучше ММА использовать. Куда проще. Там все уже ученые за нас продумали.
- Наверх
- Вставить ник
#8 вовчик
Отправлено 21 May 2012 18:56
Скажите ребят, ищу аппарат для дома… Ресанта саи подойдет?
я думаю подойдет и для дома и для работы
- Наверх
- Вставить ник
#9 аргонавт
Отправлено 21 May 2012 20:20
Вот такой вопрос вчера возник у моего знакомого сварщика.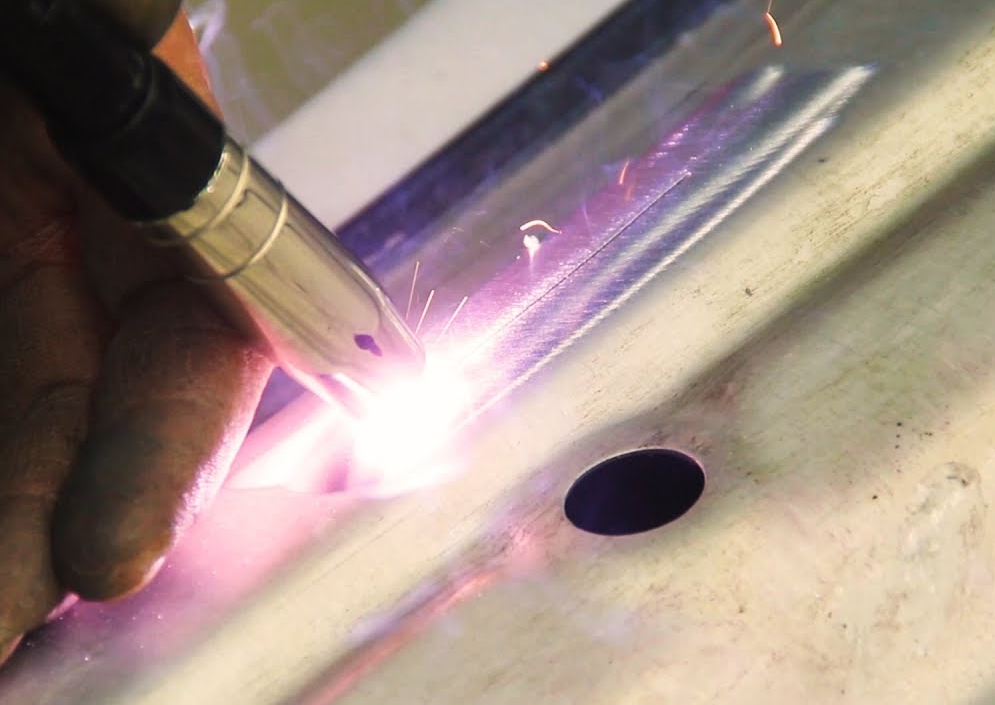 Думает о сварке алюминия в домашних условиях. Если без осциллятора переменником? Я честно ответил, что не пробовал. В книги лезть некогда (да про это и не написано наверное). Думаю,что дуга будет обрываться не взирая на плазмообразующий газ.
Думает о сварке алюминия в домашних условиях. Если без осциллятора переменником? Я честно ответил, что не пробовал. В книги лезть некогда (да про это и не написано наверное). Думаю,что дуга будет обрываться не взирая на плазмообразующий газ.
- Наверх
- Вставить ник
#10 tig
Отправлено 22 May 2012 06:19
Из своего опыта (очень давнего) могу сказать что дугу зажечь можно и варить тоже получится. Но есть несколько моментов. Зажигать дугу нужно на графите, переносить дугу на алюминий не сразу (нужно чтобы электрод разогрелся и на кончике электрода появился шарик расплавленного вольфрама, примерно 10 сек.), по приблизительным оценкам ток должен быть не меньше 100А. При меньших токах дуга гореть не будет.
Естественно варить можно только алюминий толщиной от 5-6 мм. при очень короткой дуге. Одним словом варить можно, но уж очень гиморойно. В добавок транс будет сильно перегреватся из-за постоянной составляющей, она может достигать до 40% сварочного тока. Так что помимо осцилятора нужен будет еще и блок подавления постоянной составляющей. В старых установках типа УДАР, ТИР это батарея конденсаторов весом до 200 кг. Позже начали применять встречно паралельно включенные диод и тиристор со схемой управления. Вес намного меньше, но настроить его тоже не мед ложкой зачерпнуть. Правда это нужно будет сделать всего один раз. Схему могу выложить.
я не знаю что такое “кемпомат” и “болгарка”-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#11 enser
Отправлено 22 May 2012 20:32
А как же эти электроды?
- Наверх
- Вставить ник
#12 NDT
Отправлено 30 May 2012 13:37
можно.
есть электроды по алюминию,незнаю сколько стоят,но варят!!!!!!!!!!!!!!!!!нареканий нет,только ++++++,варил ими сплавы многие всё О,К, если кого интересует завтра отпишусь напишусь про марку,одно но долго хранить открытыми хранить нельзя,при влажности 75%обмазка ик гавну приравнивается,работаю на пищепроме.весь цвет переворил,стаж аш 25леткто не в ЧЕЛЯБИНСКЕ отвечу СМС мой номер 8908 044 0004 Русел
А качество? Пищепром как правило не поднадзорный, но думаю при просветке нарекания появились бы однозначно. Аргонно-дуговой алюминий варят…
- Наверх
- Вставить ник
#13 аргонавт
Отправлено 30 May 2012 17:47
Схему могу выложить
Спасибо . но думаю знакомому это не поможет . он не варил раньше аргоном . и будет трудновато начинать таким аппаратом . я вообщем посоветовал копить деньги на нормальный .
но думаю знакомому это не поможет . он не варил раньше аргоном . и будет трудновато начинать таким аппаратом . я вообщем посоветовал копить деньги на нормальный .
- Наверх
- Вставить ник
#14 аргонавт
Отправлено 06 June 2012 16:09
можно.есть электроды по алюминию,незнаю сколько стоят,но варят!!!!!!!!!!!!!!!!!нареканий нет,только ++++++,варил ими сплавы многие всё О,К,
А поточней марку электродов . мне наверное дома предстоит подгонять коробку к алюмининь ;колоколу : . что б не возить весь движок по сваркам . подгоню всё дома . прихвачу электродами – а окончательно после разборки узла уже на TIG . Электродами варил но увы марку не помню .
- Наверх
- Вставить ник
#15 аргонавт
Отправлено 06 June 2012 20:30
А похоже люминивых электродов не так и много марок . тут в справочнике выложенным Morgmail есть два – ОЗА 1 и 2 . ок 96.10 и 96 . 50 . а прочем продаваны в магазинах должны знать . ибо перепутать с другими трудно .
- Наверх
- Вставить ник
#16 svarnjuk
Отправлено 06 June 2012 20:34
аргонавт, отпишитесь пожалуйста, как попробуете.
Очень интересно…
- Наверх
- Вставить ник
#17 аргонавт
Отправлено 06 June 2012 20:48
Если всё срастётся то и отфоткаюсь . просто знакомый кому делать с другого города хоть и нашей области . тоже соклубник по другому форуму .
- Наверх
- Вставить ник
#18 vasayru
Отправлено 21 May 2015 13:50
Подскажите выход:крепил небольшой эелектромотор и как то случайно разбил верхнюю крышку там где крыльчатка,не сильно,ну вообщем она откололась одним куском от основного куска что на валу надет. Посоветуйте как ее приварить и чем,или как-то прикрепить,что бы при работе мотор не разбил опять её?Там метла алюминия толстый,но все же…
Посоветуйте как ее приварить и чем,или как-то прикрепить,что бы при работе мотор не разбил опять её?Там метла алюминия толстый,но все же…
Сообщение отредактировал vasayru: 21 May 2015 13:51
- Наверх
- Вставить ник
#19 Welder kem
Отправлено 21 May 2015 15:43
Подскажите выход:крепил небольшой эелектромотор и как то случайно разбил верхнюю крышку там где крыльчатка,не сильно,ну вообщем она откололась одним куском от основного куска что на валу надет.Посоветуйте как ее приварить и чем,или как-то прикрепить,что бы при работе мотор не разбил опять её?Там метла алюминия толстый,но все же…
Отвезти знакомому (ну или незнакомому) аргонщику)))
- Наверх
- Вставить ник
#20 vasayru
Отправлено 21 May 2015 18:35
Отвезти знакомому (ну или незнакомому) аргонщику)))
Нет таких в округе. …К сожалению….
…К сожалению….
Думал может можно ка кто ММА сваркой заварить аккуратно.
Читал что так делают,или холодной сваркой,может попробывать?
- Наверх
- Вставить ник
технология, пошаговая инструкция для новичка
Plazmen.ru » Сварка
Автор Валерий Шилков На чтение 8 мин Просмотров 2.5к.
Без алюминия трудно представить современный мир. Этот материал широко используется в различных конструкциях, в которых необходимо сваривать различные детали. Данный процесс имеет свою специфику. Сварка аргоном алюминия является одним из самых эффективных вариантов, а потому заслуживает особого внимания.
Содержание
Что нужно учитывать при сварке алюминия?
Сварка алюминия осложняется специфическими свойствами металла. Для качественного соединения необходимо учитывать следующие нюансы:
- Оксидная пленка. Она образуется при контакте металла с кислородом воздуха. Проблема заключается в большой разнице между температурами плавления алюминия и пленки: 650 и 2000 °С, соответственно.
 В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом.
В результате оксид остается в сварном шве, создавая его неоднородность. Качественно варить алюминий можно только, удалив оксид и исключив контакт металла с кислородом. - Низкая температура плавления и высокая текучесть расплава. Она вызывает быстрое вытекание расплавленного металла из сварочной зоны и сквозному прожиганию заготовки. Алюминий начинает переходить в жидкую фазу уже при температуре 500-520 °С.
- Повышенный коэффициент объемной усадки. Неправильный температурный режим вызывает появление напряжений в шве, что приводит к растрескиванию в нем и пришовной зоне, а также к деформации детали.
- Высокая теплопроводность алюминия. При сварке существенно увеличиваются потери тепловой энергии, которая быстро распространяется по всей заготовке. Это требует увеличение мощности аппарата.
- Быстрая кристаллизация. Это свойство алюминия приводит к появлению газовых пор в шве из-за неполного газовыделения при быстром отвердении металла.

- Алюминий практически не изменяет цвет при расплавлении, что затрудняет визуальный контроль процесса.
Все эти особенности должен учитывать сварщик-новичок. Настройка требует особой тщательности.
Способы сварки алюминия
Алюминий может вариться несколькими способами:
- Электродная сварка (ММА). Используются электроды УАНА, ОЗАНА, ОЗА-1 и -2, ОК 96.10 и 96.50. Применяется способ в малоответственных конструкциях и при толщине металла не менее 4 мм. Главный недостаток – недостаточная однородность шва, пористость, пониженная прочность.
- Полуавтоматическая или электродуговая сварка. В сварочную зону постоянно подается проволока с присадочным материалом. Соединение обеспечивается за счет электрической дуги. Оксидная пленка разрушается в результате катодного распыления, обеспечиваемого переменным током или постоянным током с обратной полярностью.
- Сварка в среде аргона. Самый распространенный способ – аргонодуговая сварка.
 Газ создает инертную среду без доступа кислорода, что устраняет образование оксидной пленки. Дуга зажигается между вольфрамовым электродом и заготовкой. В сварочную зону подается алюминиевая проволока.
Газ создает инертную среду без доступа кислорода, что устраняет образование оксидной пленки. Дуга зажигается между вольфрамовым электродом и заготовкой. В сварочную зону подается алюминиевая проволока.
Выбор способа зависит от конкретных требований к сварке и условий, а также наличия необходимого оборудования.
Технология сварки алюминия с помощью аргона
С появлением современного оборудования аргоновая сварка стала широко доступна даже для использования в бытовых условиях. Она может осуществляться в ручном (TIG сварка), полуавтоматическом и автоматическом режиме. Поможет осуществить сварку алюминия аргоном для начинающих пошаговая инструкция, она позволит сделать все правильно и качественно.
Что нужно для сварки?
Оборудование для сварки алюминияДля осуществления сварки алюминия аргоном начинающему сварщику необходимо заранее приготовить:
- Источник тока — TIG-инвертор.
- Специальная аргонная горелка. Желательно в нее вставить газовую линзу (цангодержатель) для очистки газа.
- Баллон с аргоном и шланг для его соединения с горелкой.
- Присадочная проволока. Она выбирается с учетом марки алюминия или сплава. Для чистого алюминия рекомендуется пруток № 5356, для алюминия с примесями – пруток с кремнием №4043.
- Вольфрамовые электроды. Рекомендуемые марки: WT 20 (имеет красный наконечник), WC 20 (серый наконечник) или WL 15 (жёлтый наконечник). Минимальный диаметр электрода — 2,4 мм.
Важно! Инвертор следует подбирать с наличием таких функций: бесконтактный поджиг, заварка кратера, регулировка тока.
Как правильно подготовить алюминий?
Качественно сварить алюминий можно только после тщательной предварительной подготовки металлических заготовок. Прежде всего, необходимо очистить поверхность деталей от грязи, жира, машинных масел и окисной пленки. Можно использовать механический и химический метод очистки.
Прежде всего, необходимо очистить поверхность деталей от грязи, жира, машинных масел и окисной пленки. Можно использовать механический и химический метод очистки.
Механический способ подразумевает применение наждачной бумаги, шабера или металлической щетки. Лучше всего, применять специальную щетку для алюминия с нержавеющими проволоками диаметром не более 0,15 мм. Ее не следует использовать для обработки других металлов, чтобы не оставались на ней их частицы.
Химическую очистку можно произвести спиртом, ацетоном или специальными растворителями. Хорошо зарекомендовал себя такой состав: раствор едкого натра (50 г) и фтористого натрия (45 г) в воде (1 л). После обработки таким растворителем чистота поверхности сохраняется до 4 суток.
После обработки таким растворителем чистота поверхности сохраняется до 4 суток.
Непосредственно перед сваркой алюминиевые заготовки следует хорошо прогреть (прокалить). Для этого они нагреваются до температуры порядка 300 °С в течение 20–30 минут.
Подготовки требуют кромки свариваемых заготовок. При толщине металла более 4 мм их необходимо разделать для сварки встык. Большие неровности лучше зачистить шлифовальной машинкой или напильником.
Подготовка аргона для сварки
Важное значение имеет подготовка аргона для проведения сварки. Баллон с газом устанавливается на безопасном расстоянии и обязательно оснащается редуктором понижения давления. При покупке следует выбирать чистый аргон, без примесей воздуха.
В горелку рекомендуется устанавливать цангодержатель. В нем имеется сетка, обеспечивающая дополнительную очистку газа перед подачей его в сварочную зону.
Настраивается расход газа. Он зависит от диаметра присадочной проволоки. Для аргона российского производства устанавливается такой расход: при диаметре до 1 мм — 12–14 л/мин, при 1,2 мм — 14–16 л/мин, при 1,6 мм — до 22 л/мин. При использовании газа чешского производства – расход составляет 7–10 л/мин.
Процесс сварки алюминия аргоном
Схема аргонодуговой сваркиНачинающему сварщику следует придерживаться такой пошаговой инструкции:
- После проведения всех подготовительных работ выбранный электрод диаметром 2,5–5,5 мм вставляется в горелку. Его вылет должен быть порядка 2 мм. Залог обеспечения нужной дуги – хорошая заточка электрода.
- Возбуждение сварочной дуги. В правую руку берется горелка с электродом, а в левую – присадочный пруток (проволока). Электрод подводится на небольшое расстояние к поверхности заготовок (2–3 мм), достаточное для возникновения дуги.
 Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги.
Касаться электродом металла нельзя, т.к. придется снова его затачивать. Горелка держится вертикально, а дуга направлена в начало шва. Меняя расстояние между наконечником электрода и металлом, можно изменять размер дуги. - Формирование сварочной ванны. Она обеспечивается за счет расплавления алюминиевой проволоки. Ее следует подавать после обеспечения стабильной дуги. Принято считать, что количество секунд, необходимых для формирования сварочной ванны, совпадает с толщиной заготовки (в мм).
- Формирование сварного шва. После образования сварной ванны обеспечивается регулярная подача проволоки и плавное перемещение горелки вдоль линии соединения заготовок. Электрод держится под углом 60-80°, а присадочный пруток — 10–30°. Желательно, чтобы угол между горелкой и проволокой составлял порядка 90°. Шов формируется пот принципу «капля за каплей», а значит надо следить за их разномерным распределением и одинаковым размером.
- Завершение шва. Последний этап – заварка кратера. Основная цель – избавиться от шлаков.
 Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
Для этого уменьшается подача проволоки и увеличивается скорость движения электрода. Постепенно должна исчезнуть сварочная ванна.
Правила удержания электрода и присадочной проволокиВажно! Работа завершается проверкой прочности соединения и визуальным контролем качества шва.
универсальность способа;
стабильность дуги;
формирование аккуратного шва;
достаточная прочность сварного соединения;
уменьшение области прогрева;
экономный расход газа и присадки;
формирование шва без примесей и пор.
необходимость в специальном оборудовании;
высокие требования к настройке аппарата и подготовке заготовок;
необходимость получения достаточных навыков.
Важно! В целом, сварка алюминия в аргоне обеспечивает высокое качество и прочность соединения, что особенно важно в ответственных конструкциях.
Настройка аргоновой сварки для алюминия
Настройка процесса сварки алюминия включает следующие действия:
- Настройка сварочного аппарата.
 На нем устанавливаются такие параметры: баланс тока с установкой полярности (CLEAN WD.), величина сварочного тока (CURRENT), функция заварки кратера (тумблер DOWN SLOPE) или медленное затухание дуги, функция продувки газом (POST TIME) для охлаждения сварной ванны и горелки.
На нем устанавливаются такие параметры: баланс тока с установкой полярности (CLEAN WD.), величина сварочного тока (CURRENT), функция заварки кратера (тумблер DOWN SLOPE) или медленное затухание дуги, функция продувки газом (POST TIME) для охлаждения сварной ванны и горелки. - Настройка электродов. Правильно подбирается диаметр электродов и их вылет из горелки.
- Настройка расхода аргона. Она зависит от диаметра присадочного прутка. При сварке на открытом воздухе расход увеличивается.
При настройке режимов используются соотношения, приведенные в таблице:
| Толщина Al, мм | Сила тока, А | Диаметр электрода, мм |
|---|---|---|
| до 1 | 30–42 | 1,6 |
| 1,1–1,5 | 46–60 | 2,3 |
| до 2 | 71–80 | 2,3 |
| 3 и более | 90–300 | 3,2–5 |
 Начинающим сварщикам лучше обратиться за помощью к опытным специалистам.
Начинающим сварщикам лучше обратиться за помощью к опытным специалистам.Техника безопасности
При проведении работ необходимо учитывать наличие электрического тока, яркого свечения дуги, раскаленного металла, который может разбрызгиваться, высоких температур. Сварщик должен надеть специальную маску со световым фильтром синего цвета. Обязательны перчатки, защищающие руки от брызг расплава и одежда, способная защитить от них все тело.
Электрооборудование должно быть надежно защищено. Необходимо использовать устройство защитного отключения и автоматические выключатели. Газовый баллон комплектуется редуктором понижения давления. Перед началом работ необходимо изучить правила техники безопасности и строго их соблюдать.
При сварке алюминия приходится сталкиваться со сложностями, вызванными его специфическими свойствами. Аргонная сварка при правильном подходе, использовании качественных материалов и оборудования обеспечивает надежность соединения.
Оцените автора
Как склеить алюминий без сварки — простое пошаговое руководство
Последнее обновление
Хотя сварка является одним из наиболее эффективных способов соединения двух алюминиевых деталей, это не единственный способ. Например, у вас есть возможность склеить их вместе с помощью алюминиевого клея.
Другие отличные способы склеивания алюминия включают:
- Алюминий Эпоксидная смола
- Пайка
- Клепка
Все это альтернативные варианты, которые помогут вам соединить алюминий, но не требуют сварки для завершения процесса. Чтобы лучше понять их, очень важно понять каждый пошаговый процесс и отметить, что вам нужно.
Кроме того, при работе с алюминием вы знаете о важности подготовки поверхности перед началом процесса.
Ниже приведены различные способы соединения алюминия без сварки.
Как склеить алюминий с помощью алюминиевой эпоксидной смолы
Вы когда-нибудь слышали об алюминиевой эпоксидной смоле?
Эпоксидная смола для алюминия представляет собой связующее вещество, созданное специально для этого металла. Алюминий — это широко используемый металл, с которым многим людям нравится работать по многим причинам. Он не только долговечен, но и не ржавеет.
Если вы решите использовать алюминиевую эпоксидную смолу в качестве связующего вещества, следует обратить внимание на два момента. Одним из них является возможность окисления металла. Кислород реагирует с алюминием с образованием оксида алюминия. В отличие от чистого металла, окисленная версия не идеальна для склеивания с алюминиевой эпоксидной смолой.
Невозможно создать прочную связь с использованием алюминиевой эпоксидной смолы, если на поверхности металла есть слой оксида алюминия. Лучший способ предотвратить это — использовать прозрачное покрытие для покрытия металлической поверхности.
Помимо окисления, другой проблемой является гальваническая коррозия, которая может повлиять на алюминиевые детали или листы. Это происходит даже при том, что алюминий сам по себе не вызывает коррозии.
После появления коррозии прочное соединение невозможно, поэтому крайне важно сначала нанести гальваническое покрытие на алюминий. Лучше всего использовать золото или никель, которые устойчивы к коррозии даже при контакте с электричеством.
После того, как вы позаботились об этих двух ситуациях, теперь вы можете подготовить поверхность к склеиванию.
Подготовка поверхности для склеивания алюминия с помощью эпоксидной смолы
Эпоксидная смола для алюминия является одним из лучших клеев для успешного склеивания алюминия. Но, прежде чем приступить к его использованию, необходимо уделить время правильной подготовке поверхности. Пыль, грязь и другие частицы на поверхности металла будут мешать общему сцеплению металла. Кроме того, клей не может обойти этот верхний слой.
Для правильной очистки алюминия и обеспечения готовности поверхности к склеиванию необходимо использовать трихлорэтилен. Это лучший продукт для проведения так называемого обезжиривания, что означает очистку алюминиевой поверхности.
Хотите узнать больше об обезжиривании? Этот процесс необходим для подготовки алюминия к склеиванию и должен выполняться, несмотря на то, что поверхность выглядит чистой.
Другие способы обезжиривания алюминиевой поверхности:
- Горячая дистиллированная вода для промывки поверхности
- Замочите в 20% водном растворе, 10% серной кислоте (96%) и 3% бихромате натрия.
После того, как вы очистите поверхность, следующая часть подготовки будет следующей:
1. Использование наждачной бумаги Использование наждачной бумаги на алюминиевой поверхности является важным подготовительным этапом, помогающим придать ей шероховатость. Процесс истирания гарантирует, что клей сможет схватиться после нанесения. Затем снова очистите поверхность теми же чистящими средствами.
Затем снова очистите поверхность теми же чистящими средствами.
Промойте поверхность деионизированной водой после завершения очистки поверхности. Теперь поверхность готова к правильному склеиванию без натирания.
Соединение чистых алюминиевых поверхностей
После очистки поверхностей следующим шагом будет нанесение клея. Следуйте инструкциям к письму для достижения наилучших результатов.
Проверьте, есть ли рекомендуемый отвердитель для эпоксидной смолы, с которым его можно смешать, а затем используйте предложенный инструмент для его нанесения. Теперь вы можете приступить к соединению двух частей вместе, следя за тем, чтобы между ними не оставалось зазоров.
Оставьте их на некоторое время, чтобы сформировалось предчувствие. Вы можете сжать две части вместе, чтобы дать алюминиевому прокси достаточно времени, чтобы вылечить и сформировать прочную связь. Зажим — один из способов обеспечить плотное соединение.
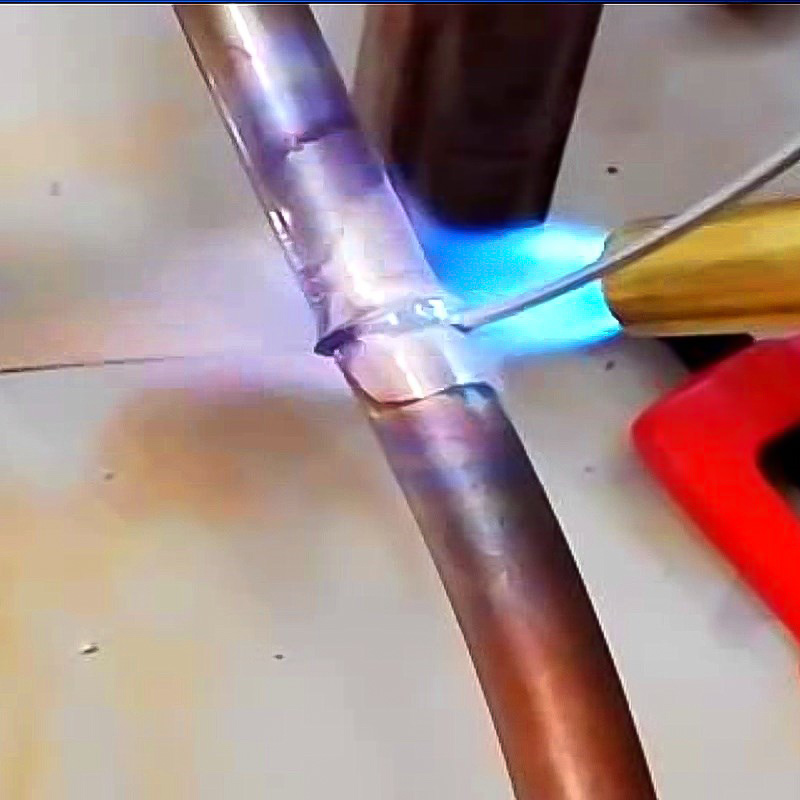
Пошаговое руководство по пайке алюминия
Пайка включает соединение двух или более алюминиевых деталей с использованием присадочного металла. Присадочный металл должен быть расплавленным и сыпучим, чтобы процесс работал.
После того, как вы установили металлические детали, вы позволяете присадочному металлу течь через маленькие отверстия без какой-либо помощи. Как только присадочный металл смачивает алюминиевые соединения, он охлаждается для образования прочной связи.
Что делает пайку хорошим вариантом для склеивания алюминия? Когда алюминий подвергается пайке с использованием присадочного металла, он становится прочнее. Мало того, вы повышаете его способность сопротивляться коррозии.
Следует отметить, что пока присадочный металл находится в расплавленном состоянии, алюминий должен оставаться стабильным на протяжении всего процесса пайки. Необходимо обеспечить охлаждение присадочного металла после заполнения зазоров между алюминиевыми деталями.
Тем не менее, для правильной пайки алюминия вам потребуются следующие инструменты и материалы:
- Алюминий
- Суперсплав 1
- Паяльная лампа
- Универсальный флюс
Подготовка
Перед началом подготовки алюминиевой поверхности с последующей пайкой необходимо надеть защитную одежду.
Поскольку вы будете пользоваться огнем, лучше носить огнеупорную одежду, включая обувь и любые другие аксессуары, такие как перчатки. Безопасность всегда имеет решающее значение при обращении с огнем.
Подготовка алюминиевой поверхности
Пайка склеивает алюминиевую поверхность подобно сварке, если выполняется на чистых участках. Лучший способ начать очистку – удалить всю пыль с поверхности, а затем нанести обезжиривающий растворитель.
Растворитель удаляет то, что не видно невооруженным глазом, включая все частицы, которые могут помешать соединению.
Продолжите процесс шлифованием, обжариванием или пескоструйной обработкой стыков или мест, требующих ремонта. Шероховатая поверхность дает припою способность образовывать более прочную связь. Когда вы закончите, поддержите части, зажав их вместе.
Шероховатая поверхность дает припою способность образовывать более прочную связь. Когда вы закончите, поддержите части, зажав их вместе.
Пайка алюминия
Возьмите присадочный стержень и окуните его в универсальный флюс. Флюс должен быть подходящим для алюминия и температуры окружающей среды. Продолжайте также наливать немного между соединениями металлических частей или областью, которая нуждается в ремонте.
Возьмите горелку и нагрейте место соединения алюминиевых деталей или место, требующее ремонта, пока оно не станет чистым. Хотя горячий металл ярко-оранжевый, флюс делает его прозрачным. Одновременно расплавьте припой в металлической емкости и залейте его в шов или длину трещины.
В случае, если он начнет остывать, вы можете переместить факел, чтобы расплавить его, пока он не заполнит всю область. Дайте шпаклевке затвердеть, а затем удалите флюс, погрузив шов в холодную воду. Как только он остынет, вы можете почистить поверхность наждачной бумагой, а затем нанести слой антикоррозийного покрытия, чтобы предотвратить коррозию.
- См. также: Как заполнить отверстия в металле без сварки (быстро и просто)
Клепка алюминия
Вы можете использовать заклепки в любом процессе, требующем склеивания алюминия; все, что вам нужно, это клепальный пистолет и заклепки. Заклепки имеют долгую историю, которую можно проследить после Первой мировой войны, и многие продолжают оставаться предпочтительным методом скрепления.
Хотя сама концепция использования заклепок не нова, тип используемых заклепок эволюционировал до того, что вы получаете в современном оборудовании. Теперь они служат прекрасной цели, особенно когда вам нужно отремонтировать алюминиевую поверхность.
Среди самых популярных заклепок вы можете найти вытяжные заклепки, которые просты в использовании. Как только вы освоите работу с клепальным пистолетом, вы можете приступить к процессу склеивания.
Вытяжная заклепка состоит из двух частей:
- Центральная проволока с утолщением на конце
- Трубчатая заклепка
Все заклепки удобны для работы с алюминием и другими металлами, так как вся конструкция состоит из мягкого металла.
Как работает клепка?
Ну, все, что вам нужно, это потянуть заклепку для соединения. Просто вытяните центральную/внутреннюю проволоку между трубчатыми частями заклепки с другого конца. Этот конец находится под двумя алюминиевыми частями, которые вы склеиваете.
В процессе заклепка развальцовывается, таким образом соединяются два алюминиевых листа или детали.
Одним из преимуществ этого является то, что вы можете удалить заклепки позже, не повреждая поверхность.
- См. также: Как устранить ржавчину без сварки
Подготовка алюминиевой поверхности к заклепке
Очистка находится в верхней части вашего списка дел, когда вы готовитесь использовать заклепки на алюминиевых поверхностях или листах.
После очистки можно приступить к шлифовке острых краев. Иногда вам может понадобиться разрезать алюминиевые листы на меньшие размеры, оставляя острые края. Затем вы можете использовать полировальный круг, чтобы сделать все красиво и гладко.
Клепка алюминиевых поверхностей/листов
Как бы вы хотели расположить заклепки на алюминиевых поверхностях? Используйте линейку и карандаш, чтобы нарисовать это, что даст вам отличный и аккуратный макет. Вы также можете использовать перманентный маркер, чтобы поставить точки, где будут проходить заклепки.
После нанесения меток зафиксируйте поверхность с помощью зажима. Вам нужно будет применить силу, чтобы забить заклепки, в которых вы можете быстро перемещать незакрепленные поверхности. Также опасно работать с заклепкой на незажатой поверхности.
Во время зажима следите за тем, чтобы следы заклепок были видны. После этого поместите заклепку на клепальный пистолет и поместите его прямо в отмеченное место. (Х отмечает точку). Помните, что более длинный конец заклепки входит в пистолет, а головка и колпачок остаются на внешней части.
Продолжайте сжимать рукоятку, одновременно нажимая на пистолет, чтобы освободить заклепку и соединить две поверхности на месте. Повторите процедуру на всех отмеченных местах, пока вся область не будет закреплена.
Повторите процедуру на всех отмеченных местах, пока вся область не будет закреплена.
Если какая-либо из заклепок находится не на своем месте, вы можете использовать дрель, чтобы вытащить ее и повторить процесс клепки. Однако после высверливания заклепку нельзя использовать повторно.
Заключение
Благодаря этим трем способам соединения алюминия без сварки вам больше не придется полагаться только на сварку. Вы можете использовать клей, пайку или заклепки, чтобы выполнить работу. Суть в том, чтобы знать, как работают все процессы и что вам нужно для создания превосходных алюминиевых связок.
Ознакомьтесь с некоторыми из наших самых популярных сообщений:
- Трудно ли научиться сварке? Полное руководство
- Для чего используется сварка MIG?
- Как устранить утечку выхлопных газов без сварки
Изображение предоставлено: Jacktamrong, Shutterstock
- Как приклеить алюминий с помощью эпоксидной смолы для алюминия
- Подготовка поверхности для склеивания алюминия с помощью эпоксидной смолы
- Пошаговое руководство по пайке алюминия
- Подготовка
- Подготовка алюминиевой поверхности
- Пайка алюминия
- Клепка алюминия
- Как работает клепка?
- Подготовка алюминиевой поверхности к клепке
- Клепка алюминиевых поверхностей/листов
- Заключение
Как сваривать алюминий | UNIMIG Welding Guides & Tutorials
Алюминий является одним из наиболее распространенных материалов, используемых для сварки, с несколько свойств, которые делают его уникальным по сравнению со сталью и нержавеющей сталью.
 Это мягко,
так что с ним легко работать и обрабатывать, он немагнитный, довольно устойчивый
к ржавчине и коррозии,
и не загорается. Вот почему его основное применение в самолетах.
и лодки. Очевидно, что создание самолета может быть немного затруднительным, если вы
сварка дома для удовольствия, но вы могли бы абсолютно точно построить свою собственную лодку в своем
задний двор, как только вы освоились.
Это мягко,
так что с ним легко работать и обрабатывать, он немагнитный, довольно устойчивый
к ржавчине и коррозии,
и не загорается. Вот почему его основное применение в самолетах.
и лодки. Очевидно, что создание самолета может быть немного затруднительным, если вы
сварка дома для удовольствия, но вы могли бы абсолютно точно построить свою собственную лодку в своем
задний двор, как только вы освоились.Быстрая навигация
Прыжки до:
- MIG сварки алюминий
- TIG Welding Aluminum
- УДАЛЕНИЕ
-
Существует несколько типов алюминиевой присадочной проволоки, но наиболее распространенными являются 4043 и 5356. Оба этих наполнителя представляют собой алюминиевые сплавы: 4043 содержит 5 % кремния, а 5356 — 5 % магния.
- 4043 : использовать с алюминием серий 4000-6000
- 5356: использовать с алюминием серий 3000, 5000 и 6000 чем 5356.
 По этой причине проволока 5356 обычно предпочтительнее при сварке MIG, так как она лучше подается из-за этой небольшой дополнительной твердости. Однако, если вы свариваете алюминий серии 4000, вам придется использовать наполнитель 4043. Горячий
Короткость
По этой причине проволока 5356 обычно предпочтительнее при сварке MIG, так как она лучше подается из-за этой небольшой дополнительной твердости. Однако, если вы свариваете алюминий серии 4000, вам придется использовать наполнитель 4043. Горячий
Короткость Алюминий является «горячекоротким», что означает, что он склонен к растрескиванию, когда он близок к температуре плавления. В основном, когда сварной шов остывает, алюминий с большей вероятностью треснет. Обычно он начинается там, где закончился сварной шов, и часто распространяется по всей длине шва. Трещины в вашем сварном шве — это плохая новость, и вам придется переделывать его, потому что они структурно слабы.
Металл ПодготовкаКогда речь идет об алюминии, подготовка очень важна. Алюминий совсем не прощает ошибок; все, что останется на нем, испортит сварной шов.
Любая грязь, краска, масло или что-либо другое необходимо полностью удалить, и это только первая часть очистки.
 На алюминии также есть слой оксида, который необходимо очистить.
На алюминии также есть слой оксида, который необходимо очистить.Есть несколько способов очистить этот оксидный слой. Первый – ручной проволочной щеткой. Выберите щетку, которую вы можете посвятить алюминию, только потому, что использование щетки, которую вы ранее использовали для стали или нержавеющей стали, может загрязнить алюминий.
Вы хотите чистить щеткой, пока она не станет тусклой и не потеряет свой блеск. Он не должен быть блестящим, потому что обычно это указывает на то, что на металле все еще есть внешний слой.
Использование проволочной щетки или чего-либо подобного недопустимо, потому что алюминий мягкий. Он не очистит оксид; он просто еще больше вонзит его в металл из-за высокой скорости вращения колеса, нагревающего металл.
Если вы используете проволочную щетку, старайтесь чистить только в одном направлении, так как движение вперед и назад может также глубже проникнуть оксидом в алюминий.
Очистка металлической проволочной щеткойВторой способ очистки алюминия — изопропиловый спирт или ацетон.
 Рекомендуется протереть металл, прежде чем ударить по нему проволочной щеткой, просто чтобы убедиться, что на поверхности нет ничего, что может случайно застрять.
Рекомендуется протереть металл, прежде чем ударить по нему проволочной щеткой, просто чтобы убедиться, что на поверхности нет ничего, что может случайно застрять.Имейте в виду, что вам не нужно слишком усердствовать с чисткой, потому что, как бы хорошо вы ни старались очистить это, это никогда не будет идеальным.
Алюминий сразу же начинает восстанавливать свой оксидный слой, когда к нему прикасается кислород, поэтому после того, как вы протерли его и/или проволочной щеткой, пусть ваш сварщик сделает все остальное, потому что вы никогда не снимете его ВЕСЬ.
Если вы свариваете алюминий методом TIG, быстро протрите присадочную проволоку. вниз тоже не больно.
Звучит хлопотно, но тщательная очистка алюминия имеет решающее значение из-за температуры плавления металла. Дуга все равно загорится, даже если металл загрязнен или все еще имеет оксидный слой. Однако, если вы оставите слишком много оксидного слоя на алюминии, вы не сможете запустить сварочную ванну.

Алюминий плавится при температуре около 660°C, но верхний оксидный слой плавится при температуре около 2000°C. Это означает, что вы можете плавить алюминий, который находится под поверхностным слоем, но на самом деле вы не сможете запустить сварочную ванну, пока не прожжете оксид.
MIG Сварка алюминияСварка алюминия MIG может быть намного быстрее, чем сварка TIG, и вы можете придерживаться стандартных настроек постоянного тока, поэтому вам не понадобится аппарат с функциями переменного/постоянного тока.
Однако сварка алюминия в среде MIG похожа на «проталкивание мокрой лапши через соломинку», если вы используете стандартную горелку. Это возможно, но это может быть очень сложно и невероятно неприятно.
Алюминий — более мягкий металл, чем сталь и нержавеющая сталь, поэтому попытка подачи его через провод горелки становится намного сложнее, поскольку он легче гнется.
Есть несколько способов справиться с этим с помощью горелки MIG.

Первое, что вам нужно сделать, это заменить лайнер на тефлоновый, так как он предназначен для алюминия, к которому вы прикрепите пружину шейки. Пока вы меняете вкладыш, замените направляющую трубку на алюминиевую.
Убедитесь, что у вас есть ролики с U-образными канавками, так как они будут лучше сцепляться с алюминием и предотвращать застревание птиц. Наконец, вы можете приобрести специальные алюминиевые контактные наконечники, которые также помогут при подаче проволоки.
Второе, что нужно сделать, это попытаться держать фонарик прямо, как возможно при сварке. Чем короче у вас фонарик, тем проще (и чем короче расстояние для алюминия), но это становится сложнее если у вас есть 3 или более метра факел. Большие свободные кривые или петли могут быть в порядке, но любые узкие круги почти наверняка перегнут ваш провод.
Вам также понадобится отдельный газовый баллон. В отличие от стали и нержавеющей стали , сварки MIG (в которой используется смесь ArCO2), для алюминия требуется чистый аргон.
 Если вы не собираетесь сваривать алюминий в большом количестве, то подойдет и маленькая бутылка.
Если вы не собираетесь сваривать алюминий в большом количестве, то подойдет и маленькая бутылка.Вы загружаете алюминиевую катушку в сварочный аппарат MIG так же, как и для сталь и нержавеющая сталь, путем совмещения установочного выступа и отверстия, прорезания шпули на место и закрутите гайку, чтобы зафиксировать ее. начало провода в входной направляющей, над роликом и в начало направляющей трубы.
Иногда это сработает, но у вас должны быть правильные настройки. В противном случае вы столкнетесь с птичьим гнездом.
Что делать, если ваш w
ire продолжает гнездитьсяЧто такое птичье гнездо? Как это выглядит? Большой вопросы.
Гнездо в вашей проволоке происходит на приводных роликах. Это происходит, когда ролики проталкивают проволоку через горелку, но где-то на линии она останавливается, поэтому она не выходит из конца вашей горелки.
Однако провод все еще проталкивается, так что он должен куда-то идти. Это где-то повсюду вокруг ваших водителей, где оно запутывается и зацикливается и немного похоже на расшатанное птичье гнездо.

Есть несколько вещей, которые вы можете проверить, если ваш провод не заедает, но даже если вы все проверите, это может не сработать.
Замените вкладыш
Вернемся к нашей идее «мокрая лапша в соломинке». Вы хотите, чтобы ваша соломинка была настолько гостеприимной для вашей лапши, насколько вы можете ее приготовить. Для этого вы установили в горелку новый тефлоновый вкладыш по двум причинам. Во-первых, он более скользкий и менее устойчив к алюминию. Во-вторых, проталкивание алюминия через стальной вкладыш может привести к его загрязнению.
Держите соломинку как можно более прямой. Если вы думаете о тех сумасшедших фигурных соломинках, которые вы получили в детстве, нет никаких шансов, что мокрая лапша протолкнется через них, независимо от того, насколько они скользкие.
Вот почему очень важно, чтобы ваш фонарик оставался прямо, а также чтобы вы случайно не перегнули его в руках во время движения. Даже если вы этого не видите, лайнер в горелке сам удержит некоторые из этих небольших изгибов, даже если горелка не согнута.

Когда вы меняете лайнер, если бы вы вставляли стальной, вы бы отрезали все лишнее, что свисало с конца наконечника резака. Алюминий отличается (конечно). После того, как вы проденете тефлоновый вкладыш через горелку, ничего не отрезайте сзади, вы хотите сохранить излишки. Он войдет в новую направляющую трубку, которую вы собираетесь вставить в машину.
Замените направляющую трубку
Вы можете использовать плоскогубцы с длинными губками (или что-нибудь другое), чтобы снять эту стальную направляющую трубку. Когда резак отключен от сети, вы можете дотянуться до отверстия в передней части машины, чтобы схватить его.
Замените ее на направляющую трубку, сделанную специально для алюминия (вам нужно будет обрезать ее по размеру, поэтому используйте стальную трубку, которую вы удалили, для правильного измерения).
Затем можно вставить лишний тефлоновый лайнер в новую направляющую трубку при повторном подключении резака. Если ваш тефлоновый вкладыш выступает дальше трубы и над приводными роликами, то вы должны отрезать этот кусок.
 Вкладыш должен быть на одном уровне с направляющей трубкой.
Вкладыш должен быть на одном уровне с направляющей трубкой.Эта направляющая трубка и вкладыш предотвращают свободное колебание алюминиевой проволоки примерно на расстоянии 6 см между концом стальной направляющей трубки и началом вкладыша горелки, что является одной из основных причин застревания птиц.
Проверьте расходные материалы
Когда катушка установлена и проволока продета через приводные ролики (которые вы заменили на U-образные канавки), вы можете, удерживая нажатой кнопку горелки, протянуть ее.
Убедитесь, что сначала вы сняли сопло и контактный наконечник с горелки, потому что вы не хотите, чтобы проволока ударилась о них и застряла, так как это может привести к образованию птичьего гнезда в аппарате.
Имейте в виду, что подложка, ролики и контактный наконечник должны соответствовать размеру проволоки (например, для проволоки диаметром 1 мм требуются расходные материалы размером 1 мм). Несоответствие размеров также вызовет проблемы из-за мягкости алюминия.

Вот почему лучше всего использовать специальные расходные материалы для алюминия; они просверлены немного больше, чтобы учесть тот факт, что проволока набухает от тепла.
В большинстве случаев вы сможете провести провод насквозь свинец и наконечник без проблем. Это как только вы поместите свой наконечник и насадку обратно и попробуйте сварить с ним, что вы начинаете видеть проблемы.
Проверьте натяжение
Если ваша горелка стоит прямо и вы подали проволоку без контактного наконечника, но попытка сварки не удалась, проверьте натяжение проволоки.
Стальная или нержавеющая проволока может быть натянута сильнее, чем алюминиевая, и слишком сильное напряжение может сплющить или деформировать проволоку. Будьте осторожны, чтобы не ослабить его слишком сильно, так как недостаточное натяжение означает, что драйверы будут просто вращаться, а не толкаться. (Получить все эти вещи правильно может быть немного жонглированием; метод проб и ошибок — основной способ найти то, что лучше всего подходит для вас.
 )
)Теперь вы зафиксировали натяжение на проволоке, подали проволоку обратно через факел, там проблем нет. Вы готовы к сварке. Твои проволочные птичьи гнезда снова. Обычно это тот момент, когда люди начинают рвать на себе волосы, но есть еще одна вещь, которую вы можете проверить, чтобы попытаться решить проблему.
Натяжение контргайки золотника. Это (опять же) немного крутить ручку, пока вы не поймете, что это правильно. Слишком сильное давление на катушку означает, что водителям приходится прилагать дополнительные усилия, чтобы натянуть проволоку и заставить ее вращаться.
С другой стороны, при недостаточном давлении проволока будет разматываться на катушке, и подача будет невозможна. Вы можете отрегулировать это давление, ослабив или затянув гайку, которая удерживает катушку на месте.
UNIMIG продает алюминиевый комплект, который содержит алюминиевый вкладыш, горловину пружина, приводной ролик, направляющая трубка и контактные наконечники. Вы можете получить все, что вы нужна стандартная горелка MIG в одном месте, все за один раз.

Если ваши провода снова запутались, и вы исчерпали все эти варианты, возможно, пришло время попробовать вместо этого пистолет с катушкой. Жизнь станет намного, намного проще если вы покупаете шпульный пистолет.
КатушкаКатушка разработана специально для сварки алюминия. Вместо подачи проволоки через длинный провод горелки, держатель катушки прикреплен к пистолет, уменьшая расстояние перемещения с 4 метров до примерно 30 см. Это также включает в себя небольшой привод для проволоки внутри, который пропускает проволоку. Нет никаких возиться с правильным лайнером или поправлять фонарик; Вы можете зафиксируйте катушку и будьте готовы к работе уже через несколько минут.
150AMP Spool Gun PLSP150AНастройка шпульного пистолета относительно проста, и большая часть процесса очень похожа на настройку стандартной горелки MIG.
Имейте в виду, что при отсоединении горелки MIG, если в нее уже загружена катушка из стали или нержавеющей стали, вам нужно будет разрезать ее за входной направляющей и зацепить в рулоне или приклеить скотчем.
 Затем вам нужно будет вытащить весь провод, который все еще находится в горелке.
Затем вам нужно будет вытащить весь провод, который все еще находится в горелке.После того, как вы сняли горелку MIG, вы можете присоединить шпульный пистолет. Катушечные пистолеты UNIMIG имеют евроразъем, поэтому они подключаются к вашей машине так же, как и ваша горелка MIG.
Следующим шагом будет установка катушки с проволокой. Это, опять же, сделано красиво почти так же, как и с обычной горелкой:
- Отвинтить гайку и снимите пластиковый кожух
- Разблокировка тормоз катушки
- Сдвиньте катушка на вал
- Подайте первую часть проволоки через входную направляющую (находится внизу) и между ведущими роликами
- Нанести повторно тормоз катушки
- Поставить пластиковый кожух на место и снова закрутите гайку
Катушки предварительно нагружены роликами с U-образными канавками, но помните, что если вы измените толщину присадочной проволоки, вам, возможно, придется изменить эти ролики под стать.
Есть еще один шаг для пистолета с катушкой, и это обязательно щелкнет переключатель на машине в положение «пистолет с катушкой».
 Теперь вы можете удерживать курок и протягивать провод.
Теперь вы можете удерживать курок и протягивать провод.Вам все равно придется снять сопло и контактный наконечник, чтобы проволока не зацепилась, но, по крайней мере, вам не придется ждать, пока она заполнит 4 метра горелки.
Несмотря на то, что установка такая же, для сварки алюминия с помощью шпульного пистолета требуется немного другая техника. Вам нужно будет увеличить скорость передвижения.
С увеличением скорости перемещения увеличивается скорость подачи проволоки, что означает повышение напряжения. Ваша подача проволоки и напряжение по-прежнему должны работать вместе.
Поскольку вы добавляете больше проволоки в сварной шов, чтобы получить надлежащий сварной шов, а не просто маленькие пятна на поверхности, вам нужно будет перемещаться по стыку быстрее, чем со сталью. Алюминий также невероятно хорошо поглощает тепло, что является еще одной причиной, по которой вам нужно ускорить темп.
Машины UNIMIG поставляются с инструкцией по настройке внутри дверцы, которая включает рекомендуемые настройки для алюминия.
 Неплохая идея начать с более низкого напряжения, чем рекомендуется (если рекомендовано 13 В, попробуйте 11 В), чтобы вы могли убедиться, что они правильные, а также чтобы вы могли увидеть, как выглядит слишком низкое напряжение.
Неплохая идея начать с более низкого напряжения, чем рекомендуется (если рекомендовано 13 В, попробуйте 11 В), чтобы вы могли убедиться, что они правильные, а также чтобы вы могли увидеть, как выглядит слишком низкое напряжение.Если у вас слишком низкое напряжение, на конце проволоки будут образовываться маленькие круглые шарики или шарики (потому что она не плавится должным образом) и они будут падать в сварной шов, а не выглядеть так, как будто она течет равномерно.
Пистолет-пулемет Советы по сварке алюминия методом MIG1. Используйте правильную технику
Одним из наиболее важных факторов для получения качественного сварного шва алюминия является угол. Алюминий всегда нужно толкать. (Все, что содержит газ, следует протолкнуть.)
Если вы потянете (или перетащите) алюминиевый сварной шов, вы можете задержать загрязняющие вещества внутри сварочной ванны, что приведет к некачественному сварному шву. Кроме того, вы не получите никакого проникновения, если потянете его.

Однако, если вы нажмете, газообразный аргон может должным образом защитить расплавленную сварочную ванну и сохранить ее в чистоте.
Push Technique2. Тщательно очистите металл
Сварка алюминия MIG, естественно, более грязный процесс, чем сварка TIG, и тонкий слой черной сажи на сварном шве является нормальным, а также небольшое количество брызг, но слишком много сажи проблема.
Тщательная очистка алюминия и проверка его чистоты так же важны для MIG, как и для TIG.
3. Обеспечьте правильный поток газа
Одним из факторов, влияющих на степень черного сварного шва, является угол перемещения и газ. Как правило, для алюминия рекомендуется более высокий расход газа по сравнению со сталью. Если вы получаете много черной сажи, попробуйте сначала увеличить газ, направляя ружье под углом примерно от 5° до 10°.
Не переусердствуйте с газом, вы не сможете избавиться от всей сажи, какой бы высокой она ни была, а слишком много газа приведет к нестабильной дуге.
 Кроме того, это расточительно.
Кроме того, это расточительно.Если поток газа у вас достаточно большой, и вы толкаете, но все еще получаете сажу, проверьте, не загрязнен ли сам газ (да, такое может случиться) или нет ли мест в горелке, куда попадает кислород дюймов
4. Заполните концы
Когда вы закончите сварку алюминия, у вас часто остается кратер или «рыбий глаз» в конце. Это выглядит как круглая вмятина, и может вызвать некоторые проблемы, если она не заполнена.
Чтобы заполнить ее, когда вы дойдете до конца сварного шва, втяните горелку обратно в ванну и дайте ей пузыриться, прежде чем вы отпускаете курок.
Другой способ заполнить его — бросить несколько раз. Когда вы дойдете до конца сварного шва, отпустите курок на полсекунды, а затем быстро нажмите его, как если бы вы добавляли прихватки, на конец шва, чтобы заполнить его.
Если вы оставите кратер незаполненным, через некоторое время вы можете обнаружить, что сварной шов треснул. Это особенно верно для любой сварки прицепов или всего, что подвергается постоянной вибрации.

Кратер — самая слабая часть сварного шва, поэтому при слишком сильном давлении или постоянной вибрации он может треснуть. Трещина может распространиться по всему сварному шву, даже если остальная его часть была прочной.
Когда вы заканчиваете сварки, делаете ли вы прихватки или выполняете соединение, ваша алюминиевая проволока будет обычно образуют небольшой шар. Вам нужно будет отрезать это, прежде чем вы начнете следующий сварной шов.
Сварка алюминия MIG может быть сложной, и это не так хорошо выглядит как сварка TIG, но она намного быстрее, поэтому обычно предпочтительнее для многих производственной работы. Это также зависит от толщины материала. 2 мм толстый основной металл настолько тонкий, насколько это возможно с помощью MIG; любой тоньше и вам нужно TIG это.
Сварка алюминия ВИГ
Сварка алюминия ВИГ, возможно, сложнее, но есть и другие варианты игра с этим повлияет (и, вероятно, улучшит) сварной шов, чем с МИГ. Самостоятельная подача проволоки, безусловно, более медленный процесс, но с его помощью можно получить более тонкие и красивые сварные швы.

Как и для всех сварочных аппаратов TIG , первое, что вам нужно сделать, это выбрать и подготовить вольфрам.
Итак, какой вольфрам выбрать? Технически вы можете использовать любой вольфрам, который может работать на переменном токе (лантанированный, циркониевый, цериевый и редкоземельный). В зависимости от того, кого вы спросите, вы получите другой ответ, но мы рекомендуем Zirconiated из-за его стабильности дуги и характеристик переменного тока.
Направляющая для вольфрамаТеперь, когда вы выбрали вольфрам, вам нужно подготовить его к сварке. Раньше правило заключалось в том, что если вы свариваете алюминий, вам нужно скруглить наконечник вольфрама (в основном потому, что операторы использовали в основном чистый вольфрам).
Каждая машина раньше была трансформаторной, и это, в сочетании с чистым вольфрамом, означало бы, что для подготовки вольфрама вы держали его над куском меди (в переменном токе) при высокой силе тока, пока наконечник не сформировал шар .
В наши дни, благодаря усовершенствованным технологиям, машины TIG теперь почти всегда являются инверторными машинами, что означает, что вы можете подготовить вольфрам так же, как для сварки стали, путем шлифовки до точки.
Заостренный кончик сделает дугу более сфокусированной, но при использовании переменного тока вольфрам по-прежнему будет естественным образом вращаться. Шар в этих случаях будет далеко не таким большим, как тот, который появился бы на чистом вольфраме, и, как правило, не очень сильно влияет на сварной шов.
Вы можете влиять на то, насколько вибрируют ваши вольфрамовые наконечники, изменяя параметры усилителя и баланса переменного тока.
В отличие от MIG, сварка алюминия методом TIG всегда выполняется на переменном токе. Для этого есть одна основная причина: переменный ток счищает оксидный слой во время сварки. Но как это сделать?
Баланс переменного тока
Переменный ток означает переменный ток. Когда вы используете постоянный ток, вы можете выбрать, используете ли вы отрицательный или положительный ток.
 В AC вы получаете и то, и другое. Он течет между негативом и позитивом в «цикле».
В AC вы получаете и то, и другое. Он течет между негативом и позитивом в «цикле».Однако вы можете выбрать, сколько времени будет потрачено на позитив и сколько времени будет потрачено на негатив. Это ваш баланс переменного тока.
320 Контроль последовательности сварки ACDCПоложительный и отрицательный токи имеют свои собственные свойства, которые почему для некоторых сварных швов может потребоваться разное процентное соотношение положительного к отрицательному.
Положительная часть цикла переменного тока очищает металл, а отрицательная часть обеспечивает нагрев и проплавление сварного шва.
В общем, если вы предварительно очистили свой металл, соотношение 30% положительного к 70% отрицательному будет работать очень хорошо. Настройки различаются между машинами, но они должны либо говорить «баланс», «%», либо иметь изображение прямоугольной волны, что указывает на то, что вы можете отрегулировать баланс.
Увеличение вашего положительного процента увеличит очистку вашей заготовки.
 Однако, чем больше вы убираете, тем меньше проникновения у вас будет. Вы почти никогда не захотите баланса 50/50, так как у вас не будет достаточно тепла, чтобы на самом деле создать сварочную ванну.
Однако, чем больше вы убираете, тем меньше проникновения у вас будет. Вы почти никогда не захотите баланса 50/50, так как у вас не будет достаточно тепла, чтобы на самом деле создать сварочную ванну.Помимо того, что вам не хватает проникновения, повышение уровня уборки означает, что вы проводите больше времени в положительной части цикла переменного тока. Чем дольше вы проводите в плюсе, тем горячее становится ваш вольфрам.
Однако это тепло не передается металлу. Вместо этого он находится внутри вольфрама, в результате чего вольфрам сжимается, а затем полностью плавится. Если ваш вольфрам начнет плавиться, велика вероятность того, что его часть попадет в сварочную ванну, что загрязнит ее.
В UNIMIG каждый из наших специализированных сварочных аппаратов TIG оснащен возможностью регулировки баланса переменного тока (кроме сварочного аппарата Razor 200 DC TIG/Stick Welder, так как он не может работать на переменном токе).
При использовании любой из наших машин, настроенных на переменный или импульсный переменный ток, вы можете прокрутить с помощью ручки до настройки «Баланс переменного тока», которая имеет изображение прямоугольной волны.

Сварочные аппараты UNIMIG TIG являются частично синергетическими, поскольку после того, как вы запрограммируете размер вольфрамового электрода и силу тока, он автоматически выберет то, что, по его мнению, является наилучшей настройкой баланса для вашего сварного шва. Однако, если вы обнаружите, что не получаете достаточной очистки или проникновения, вы можете настроить его вручную.
Когда вы прокрутите до настройки, машина покажет 0, что и выбрала машина. Вы можете изменить это значение до +5 и вниз до -5, где отрицательные числа означают меньшую очистку (и большее проникновение), а положительные числа означают большую очистку (и меньшее проникновение).
Частота переменного тока
Баланс переменного тока — не единственная настройка, влияющая на сварку. частота вашего цикла также играет роль в том, как ваш сварной шов будет поворачиваться вне. В то время как ваш баланс определяет, сколько времени вы тратите на положительные и отрицательные токов за цикл, ваша частота будет определять, сколько циклов завершено в секунду.

Старые машины вообще не позволяют изменить это значение и обычно устанавливаются на стандартные 60 Гц в секунду. Однако, благодаря новым технологиям, теперь у вас есть возможность увеличить или уменьшить вашу частоту, а также.
Изменение частоты вверх и вниз изменит профиль сварки и звук, издаваемый машиной. Аппараты UNIMIG TIG имеют диапазон частот от 20 до 200, и его можно отрегулировать, прокрутив до настройки «AC Hertz».
Чем выше частота, тем больше циклов в секунду, что создает более тонкий и заметный вид сварного шва, поскольку дуга становится меньше и сфокусирована. Чем ниже частота, тем более плоским будет сварной шов.
Более высокая частота обычно рекомендуется для более тонких металлов, так как дуга более плотная, поэтому вы можете быть более точными в тонких соединениях (например, во внешних углах).
Чем выше частота, тем выше шаг сварного шва, поэтому, если вы целый день свариваете на частоте 200 Гц, инвестиции в беруши спасут вам жизнь.
Насадки для сварки алюминия методом TIG
Фактический процесс сварки алюминия методом TIG практически не отличается как сварка TIG стали или нержавеющей стали. Запустите дугу, сформируйте сварочную ванну и подайте ваш наполнительный стержень. Однако есть некоторые вещи, которые отличаются.
1. Приобретите ножную педаль
Возможность управления усилителем очень полезна для качественной сварки алюминия. Хотя вы можете запрограммировать начальный ток, нарастающий, пиковый, спадающий и конечный ток, использование ножной педали, вероятно, является самым простым способом сварки алюминия.
Возможно, вам придется изменять силу тока в середине сварного шва, что на самом деле невозможно с помощью простой горелки. Алюминий быстро нагревается, поэтому уменьшение пиковых токов на середине сварного шва может помочь с искажениями и проплавлением на другую сторону.
Ножная педаль означает, что вы можете медленнее ослабить скорость в конце сварки и постепенно охладить металл.
Ножная педаль управления Это, а также последующий поток, имеет решающее значение для предотвращения растрескивания сварного шва из-за «горячей короткой» алюминия. Педаль также позволяет начинать с более низкой температуры и дольше очищать начало сварного шва.
Это, а также последующий поток, имеет решающее значение для предотвращения растрескивания сварного шва из-за «горячей короткой» алюминия. Педаль также позволяет начинать с более низкой температуры и дольше очищать начало сварного шва.2. Убедитесь, что очистка происходит
Вы можете увидеть, как происходит очистка, когда вы начинаете сварку, так как верхний оксидный слой выглядит почти как снег, тающий с земли, когда металл нагревается.
Эта очистка продолжается по всей длине сварного шва, поэтому, когда вы закончите, вы обнаружите, что вокруг сварного шва будет внешний край белого цвета. Этот морозный вид — это оксидный слой, который был удален с вашего сварного шва с помощью переменного тока.
Это хороший знак, который становится шире или уже в зависимости от вашего баланса переменного тока. Его можно без проблем очистить в конце сварного шва проволочной щеткой.
3. Дайте образоваться сварочной ванне
Прежде чем приступить к добавлению присадочного металла, вам нужно будет дождаться, пока сварочная ванна полностью не сформируется и у вас не появится блестящая ванна.
 Из-за действия по очистке, которое происходит в начале, это может занять некоторое время. Дайте вашему сварному шву несколько секунд, чтобы образовалась надлежащая лужа, прежде чем вы начнете наносить наполнитель.
Из-за действия по очистке, которое происходит в начале, это может занять некоторое время. Дайте вашему сварному шву несколько секунд, чтобы образовалась надлежащая лужа, прежде чем вы начнете наносить наполнитель.4. Следите за теплом
Как и при сварке MIG, вам, как правило, придется перемещаться по стыку быстрее, чем при сварке стали. Если ваш металл становится слишком горячим, а у вас есть ножная педаль, вы можете немного снизить мощность усилителя, чтобы уменьшить нагрев.
В противном случае можно добавить больше наполнителя или чаще наносить мазки, чтобы сварной шов оставался холодным. Более холодный наполнитель помогает снизить общую температуру.
5. Прочная, не жесткая отделка
Как только вы дойдете до конца сварки, а также ослабите усилители медленно, чтобы предотвратить растрескивание, вы также можете добавить немного дополнительного наполнителя, чтобы заполнить кратер, который в противном случае образовался бы. Если вы используете фонарик, установите конечные усилители ниже рекомендуемого пика; вам не нужно держать свое усилители на полную мощность на краю вашего металла.
Уменьшить дугу — слишком сильно Уменьшить дугу — снизить силу тока
Устранение неполадок при сварке алюминия
Ваш металл чистый?
Одним из основных факторов, влияющих на сварку, является степень очистки заготовка есть. Это, вероятно, самый важный шаг, и большинство проблем можно решить. решается более тщательной чисткой.
Такие явления, как чрезмерное количество черной сажи (при сварке MIG), пористость, черный цвет поплавки, перчинка в сварном шве и «кожица» (подумайте о слое, который образуется на упущенный томатный суп) обычно можно исправить, вернувшись к шаг первый и дать металлу хорошую чистоту.
Проверьте свой газ
Если у вас появляется толстое кольцо черной сажи вокруг сварного шва при сварке MIG, а ваш алюминий настолько чист, насколько это возможно, то, скорее всего, это проблема с газом.
Прежде всего проверьте, используете ли вы правильный газ. Вы должны использовать чистый аргон. Попробуйте увеличить скорость потока на газовом баллоне и посмотрите, поможет ли это, так как вы можете не получить достаточного покрытия.

Если это не поможет, возможно, ваш газ загрязнен или произошла утечка. Если это загрязненный газ, вам понадобится совершенно новый баллон. Если ваш газовый шланг негерметичен, вам необходимо его заменить.
Маловероятно, что вы полностью избавитесь от копоти, но тонкое кольцо обычно означает, что газ очищает загрязняющие вещества и выдувает их из сварного шва, поэтому фактическое соединение будет в порядке.
Обслуживание контактных насадок
Пока мы говорим о типичных проблемах, возникающих при сварке MIG, давайте поговорим о контактных насадках. Независимо от того, используете ли вы стандартную горелку или шпульный пистолет, вам следует ознакомиться с несколькими контактными советами.
Поскольку алюминий быстрее поглощает тепло, и вам нужно двигаться вдоль сварного шва быстрее, вам нужно увеличить скорость подачи проволоки, чтобы соответствовать. Проблема в том, что если у вас недостаточно скорости проволоки или слишком высокое напряжение, присадочная проволока сгорает.

Это называется прожогом, и это то, насколько далеко отступает проволока, когда вы прекращаете сварку. Если ваша проволока снова пригорает к контактному наконечнику, она может испортить его, и вам придется заменить его, чтобы продолжить сварку.
Заполните концы
Независимо от того, используете ли вы сварку MIG или TIG, «рыбьи глаза» в кратере в конце шов не хороший. В обоих случаях вы хотите добавить больше присадочной проволоки, чтобы заполнить в кратере. Вы также должны оставить горелку над сварным швом, чтобы он остается защищенным вашим газом, пока он полностью не остынет, чтобы предотвратить растрескивание после.
Какой толщины основной металл?
Толщина основного металла также будет играть роль в качестве сварного шва.
Если она слишком толстая и вы используете сварку MIG, велика вероятность того, что ваша присадочная проволока теперь находится поверх соединения, а не внутри него.
Если вы используете сварку TIG, вы, возможно, не сможете даже запустить сварочную ванну, потому что горелка не может нагреть металл в достаточной степени.

Убедитесь, что у вас есть машина, мощность которой соответствует толщине вашего материала. Вы также можете попробовать предварительный нагрев (подробнее об этом позже), но это не всегда гарантирует работу.
Еще один трюк, который вы можете попробовать, это использовать смесь аргона и гелия. Обычно рекомендуется использовать чистый аргон, но добавление гелия к вашему газу даст вам больше тепла, если вам нужно немного больше проникновения. Это как превратить вашу машину на 200 ампер в машину на 250 ампер.
Выбор вольфрама
При сварке методом TIG могут возникнуть некоторые проблемы. специфический.
Использование неподходящего размера вольфрама является относительно распространенным явлением, так как обычно для алюминия требуется увеличить размер вольфрама по сравнению со сталью.
Например, предположим, что у вас есть аппарат, рассчитанный на ток до 120 ампер, и вы свариваете сталь на постоянном токе. Вы можете поставить 1,6-миллиметровый вольфрам в свою горелку и увеличить силу тока до 120, и это нормально; ваш вольфрам может справиться с этим без проблем (хотя 120 А обычно максимум для вольфрама 1,6 мм).
Однако, если бы вы использовали тот же вольфрам на 120 ампер переменного тока, это была бы совсем другая история. Поскольку ток течет в двух направлениях, а не только в одном, вольфраму гораздо труднее справиться с ним.
Ваш вольфрам начнет слипаться, плавиться, расщепляться и так далее. Он сломается. Технически, вы все еще можете сваривать им в этом состоянии, но ваша дуга будет очень неустойчивой, и есть большая вероятность, что кончик вашего вольфрама попадет в сварочную ванну, загрязняя ее.
Однако есть очень простое решение этой проблемы, и это переход на вольфрам следующего размера. Если 1,6 мм не выдерживает, возьмите вместо этого 2,4 мм.
Не используйте баланс 50/50
Следующее, что может пойти не так, это ваши настройки, особенно баланс AC. Звук 50/50 от очистки до проникновения кажется оптимальным. Лучшее из обоих миров, верно? Неправильный.
Слишком много времени на чистку цикла переменного тока может серьезно повредить сварной шов и в большинстве случаев даже сделать его более грязным.
 Загрязнения, которые он пытается удалить, часто застревают на поверхности сварного шва, и в итоге вы получаете эффект перца.
Загрязнения, которые он пытается удалить, часто застревают на поверхности сварного шва, и в итоге вы получаете эффект перца.Слишком большой положительный ток в переменном токе также делает ваш вольфрамовый шарик очень быстрым, поэтому вы можете обнаружить, что ваша дуга начинает блуждать на полпути вдоль соединения. Это потому, что ваша хорошая острая точка (с которой вы начали на инверторной машине) теперь превратилась в толстый круг, который не концентрирует вашу дугу. Уменьшите очистку, добавьте еще немного проникновения, и все будет хорошо.
Загрязнение вольфрамом
Как и при обычной сварке TIG, загрязнение вольфрамом — еще одна вещь, которая может повлиять на сварной шов.
Когда во время сварки стали на вольфрам попадает присадочный металл, это может быть довольно очевидно; дуга начинает разбрызгиваться и становится нестабильной. То же самое касается алюминия.
Как только алюминий оказывается там, дуга начинает блуждать. Некоторыми из распространенных симптомов загрязнения вольфрамом являются шаровидные образования (ваш наполнитель сидит поверх металла, а не сплавляется с ним), черная сажа, блуждающая дуга или ваша лужа не течет.

К сожалению, если ваш вольфрам загрязнится, вы не сможете просто его отшлифовать, потому что алюминий очень хорошо маскирует вольфрам, и даже если он выглядит чистым, это может быть не так.
Вместо этого вам нужно отломить конец. Для этого можно отломать его об острый край, а можно отрезать болгаркой. Вам нужно будет сломать его одним быстрым движением, так как вольфрам имеет тенденцию раскалываться, если вы ломаете его медленно.
После того, как загрязненный наконечник будет удален, вы можете снова придать ему форму и начать заново.
ХранениеАлюминий необходимо хранить правильно, так как он может загрязниться, если нет, что повлияет на качество сварки.
Лучше всего разместить его в сухом и чистом месте, желательно в постоянная комнатная температура. Если алюминий хранится в холодном месте, а затем перемещается в помещение с комнатной температурой или в более теплое место, это может привести к образованию конденсата на металл.
 Влага на вашем присадочном металле, будь то 4043, 5356, катушка MIG или
Стержень TIG даст вам плохой сварной шов.
Влага на вашем присадочном металле, будь то 4043, 5356, катушка MIG или
Стержень TIG даст вам плохой сварной шов.Возвращение наполнителя в оригинальную упаковку поможет защитить его от грязи и других частиц, и только обращение с ним в перчатках сохранит натуральные масла от загрязнения.
Предварительный нагревПредварительный нагрев для более толстых изделий — хорошая идея, особенно если напряжение или сила тока уже достаточно высоки. Просто возьмите пропановую горелку и равномерно нагрейте металл.
Вы не хотите, чтобы он плавился, но он помогает проникать, если в вашем металле уже есть немного тепла, а не после холодного запуска. Если вы предварительно нагреваете металл, рекомендуется выполнить быстрый пробный запуск, так как вам нужно будет двигаться быстрее, если металл уже горячий.
Сварка алюминия требует немного больше усилий, чем сварка нержавеющей и низкоуглеродистой стали. Тренировочные заезды на металлоломе станут вашим лучшим другом во время обучения.
 Даже если вам потребуется несколько попыток, не волнуйтесь, это тяжелый металл для работы.
Даже если вам потребуется несколько попыток, не волнуйтесь, это тяжелый металл для работы.← Просмотреть все статьи
Как сварить алюминий в домашних условиях –
Присоединяйтесь к тысячам клиентов, которые легко ремонтируют алюминиевые понтонные лодки, алюминиевые лодки, сваривают алюминиевые трубы квадратного сечения, литой алюминий, медь, латунь, горшок и магний. Поскольку алюминий проводит тепло намного быстрее, чем сталь, он склонен к неплавлению в начале сварки, пока в сварку не будет вложено достаточно энергии.
Алюминий MIG 3F Металлообработка, алюминий, дверные ручки
Содержание
Самый первый компонент, который вам понадобится, это сварочный аппарат.
Как сварить алюминий в домашних условиях . И сэкономьте на стоимости пистолета с катушкой. Все, что вам нужно сделать, это подключить lotos mig 175 к розетке 240 В, и вам потребуется 10 минут, чтобы настроить его. Машина специально разработана для нержавеющей стали и алюминия и помогает пользователю производить продукцию отличного качества.

Сварить алюминий с помощью пропановой горелки может любой. Лазерная сварка также является хорошим вариантом; Горелка, которую я использую, имеет широкое пламя, поэтому она, вероятно, не так эффективна для нагрева определенной области для сварки.
Под действием тепла он расширяется больше, чем сталь, и полностью расплавить кусок металла намного проще. Хотя для некоторых работ вы можете сваривать алюминий со сталью, основное отличие заключается в том, что для алюминия требуется температура нагрева 1221 градус вместо 2500 градусов для стали. Вы можете использовать провод MIG в качестве наполнителя, а затем начать с 20 ампер.
Как сварить алюминий в домашних условиях >> руководство для начинающих. Почему сложна сварка алюминия. Сварка алюминия — это уникальный процесс, который отличается от сварки стали.
По флубургским технологиям алюминий хотя и в 1,7 раза менее электропроводен, чем медь, но в 3,4. O электрод (вольфрам) и инертный газ. Перед сваркой алюминий необходимо тщательно очистить, включая удаление любых смазочных материалов из материала.

Но со специальным сварочным аппаратом и быстрой рукой вы сможете выполнить сварку без особых проблем. Точечная сварка алюминия ограничена тонким материалом толщиной не более 0,063 или около того. Да и сварка алюминия миговым аппаратом вполне в рамках домашнего хобби-сварщика.
Алюминий трудно поддается сварке стандартными методами горячей сварки из-за его высокой температуры плавления, поэтому важно знать, как выполнять холодную сварку материала, чтобы эффективно создать прочное соединение. Сварка — это процесс соединения металла с помощью тепла, прикладываемого при температуре, достаточно высокой для расплавления и сплавления металла. O максимум наш повседневный металл может быть проварен через него.
Алюминиевый материал довольно легкий и мягкий, что позволяет легко выполнять литье, формование и сварку. Они могут настраивать мощность для тонкой алюминиевой фольги, а также для микрообработки. А алюминий — это то, что очень часто сваривают как дома, так и в мастерских.

Зажмите трубку и начните нагревать алюминий пропановой горелкой. Алюминий также является очень проводящим металлом, что может вызвать проблемы при сварке при более низких напряжениях, поскольку тепло, выделяемое при сварке, рассеивается быстро и неравномерно. Вы можете сваривать алюминиевую фольгу с использованием дуговой или точечной сварки.
Алюминий — мягкий металл. Можно ли сваривать алюминий сварочным аппаратом mig? Для сварки алюминиевых сплавов тоньше 14 калибра (0,074 дюйма) может потребоваться специальное оборудование для импульсной сварки MIG или AC TIG.
И неважно, насколько гладкой является тефлоновая прокладка в вашем шланге. Давайте узнаем об особенностях этого материала, чтобы правильно с ним обращаться. Вы вообще не можете точечной сваркой алюминия толщиной 1/8 дюйма.
Продолжайте читать, чтобы узнать все о том, как сваривать алюминий — от различных типов сварки, которые вы можете использовать, до общих советов для достижения успеха. Хотя сварка стержнем имеет некоторые ограничения, описанные далее в статье для алюминия, она, несомненно, идеальна.
 Сварка любых материалов без надлежащего руководства может быть опасной.
Сварка любых материалов без надлежащего руководства может быть опасной.Чтобы сварить алюминий, плотно сожмите алюминиевые детали вместе и используйте пропановую горелку, чтобы предварительно нагреть их до температуры от 300°F до 400°F. Прежде чем пытаться что-то еще, вам нужно удалить водяной пар, жир или масло с поверхности. Он обладает высокой выходной мощностью, что позволяет легко выполнять сварочные задачи.
Это может быть возможно при сварке выступающих частей. Есть несколько основных вещей, которые вам понадобятся, прежде чем вы начнете сваривать алюминий в домашних условиях. С хорошим пониманием металла, небольшой практикой, хорошим сварщиком и шпульным пистолетом вы сможете хорошо выглядеть на пути к красивым сварным швам.
Для сварки алюминия хорошим вариантом является сварка электродом. Независимо от того, хотите ли вы выполнять сварку MIG или сварку электродом, прежде чем научиться сваривать алюминий с помощью аппарата для сварки электродом, вы должны подготовить основные шестерни следующим образом: Прежде чем научиться сваривать алюминий в домашних условиях, нужно сначала научиться его чистить.

При использовании проволочного сварочного аппарата проблемы сварки алюминия усугубляются, поскольку алюминиевая проволока склонна к сминанию и изгибу. Затем установите силу тока вашего сварочного аппарата, нацельтесь на алюминиевые детали и нажмите кнопку на горелке. Свойства алюминия делают его более трудным для сварки металлом, чем сталь:
И загрузите алюминиевую сварочную проволоку в шкаф вашего lincoln 140. Поэтому убедитесь, что у вас должен быть тот тип сварки, который вы собираетесь использовать. Однако вы не можете сваривать алюминий так же, как стальные сплавы.
Затем приварите алюминий к вашему lincoln 140. Во-первых, температура плавления алюминия намного ниже, чем у других металлов, не говоря уже о том, что у него более высокая проводимость. Это справедливо, даже если вы используете сварочный аппарат для алюминия или .
Для алюминия требуются гораздо более высокие усилия на наконечнике и гораздо более высокий ток. Необходимые материалы для сварки стержнем: такие машины стоят как дом.

Это позволяет использовать его как дома, так и в коммерческих помещениях. Вы можете использовать шпульный пистолет для сварки алюминия. До недавнего времени я не знал, насколько легко паять алюминий пропановой горелкой.
Достаточный нагрев трубок может занять от 4 до 5 минут. Некоторое сварочное оборудование решает эту проблему, автоматически увеличивая ток в начале сварки, а затем уменьшая его, чтобы избежать слишком большого накопления тепла. Алюминий является распространенным типом металла, используемого в производстве.
Алюминий начнет плавиться при 1200 градусов по Фаренгейту, но стержень для пайки будет плавиться при температуре около 700 градусов, поэтому мы хотим, чтобы алюминий был достаточно горячим, чтобы расплавить стержень без расплавления трубки. Сварка алюминия значительно проще, чем вы можете себе представить. Хотя сварка алюминия может быть сложной, это навык, который можно развить при наличии необходимых знаний и практики.
Вам нужно правильное руководство и весь список оборудования для сварки.
 Вы можете сваривать алюминиевые банки с помощью вольфрамового электрода 1/16″ на вашем Dynasty 200. Сварочный аппарат Hobart Handler для алюминия считается лучшим сварочным аппаратом с двойным напряжением MIG на рынке, который может сваривать алюминий, а также другие прочные металлы. .
Вы можете сваривать алюминиевые банки с помощью вольфрамового электрода 1/16″ на вашем Dynasty 200. Сварочный аппарат Hobart Handler для алюминия считается лучшим сварочным аппаратом с двойным напряжением MIG на рынке, который может сваривать алюминий, а также другие прочные металлы. .Алюминиевая сварочная проволока намного мягче, чем проволока из мягкой стали. Фонарик с большим наконечником подойдет лучше…
Сварка пайкой. Я хотел бы научиться сваривать в 2019 году
Miller Welding Projects Галерея идей Гриль-стол
Сварочные проекты для заработка дома
Журнальный столик из стали ручной работы Журнальный столик, сварка
ЧТО ВАМ НУЖНО, ЧТОБЫ НАЧАТЬ КУЗНЕЧНОЕ ДЕЛО НА ДОМУ
5 900 НУЖНО НАЧАТЬ КУЗНЕЧНОЕ ДЕЛО ДОМА
Съемник столбов в действии Самодельные инструменты, сварочные проекты
Взгляните на Hillbilly и 55 галлонов на Pinterest
Идеи декора своими руками для каждого сезона Idées soudure
Сварка алюминия без сварочного аппарата с помощью этого DIY
Сварочный стол с выравнивающими ножками .
