Как на чертеже обозначается сварной шов: Обозначение сварных швов на чертежах: таблица, расшифровка документации
alexxlab | 09.05.2021 | 0 | Разное
Односторонняя стрелка – Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Односторонняя стрелка на схеме означает переход в подгруппу; двусторонняя – сечение или проектирование. Цифры перед символами соответствуют числу дискретных кристаллографических групп. [1]
Линию-выноску заканчивают односторонней стрелкой. [2]
Линию-выноску заканчивают односторонней стрелкой ( рис. 183) и проводят от изображения сварного шва или одиночной сварной точки. Линию-выноску предпочтительно проводить от видимого сварного шва. [3]
Линию-выноску заканчивают односторонней стрелкой. [4]
Наклонный участок заканчивается односторонней стрелкой, указывающей место расположения шва. Обозначение сварных швов проставляют над полкой, если шов расположен на лицевой стороне, или под полкой, если шов расположен на обратной стороне. [5]
Обозначения сварных швов в пространстве. |
Шов обозначается наклонной линией с односторонней стрелкой на изображении шва и с полкой на другом конце для записи условного обозначения шва. Если указан видимый шов, обозначение записывается над полкой, если невидимый – под полкой. [7]
Согласно ГОСТ сварные швы обозначаются ломаной односторонней стрелкой ( фиг. Все условные знаки и размеры проставляются у видимого шва над горизонтальным участком стрелки, у невидимого шва – под ним. [8]
Каждый сварной шов на чертеже обозначается ломаной односторонней стрелкой, на хвостовом участке которой наносятся знак шва и его размеры ( фиг. [9]
От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. Линию-выноску предпочтительно проводить от видимого шва. [10]
Графики синусоидальных э.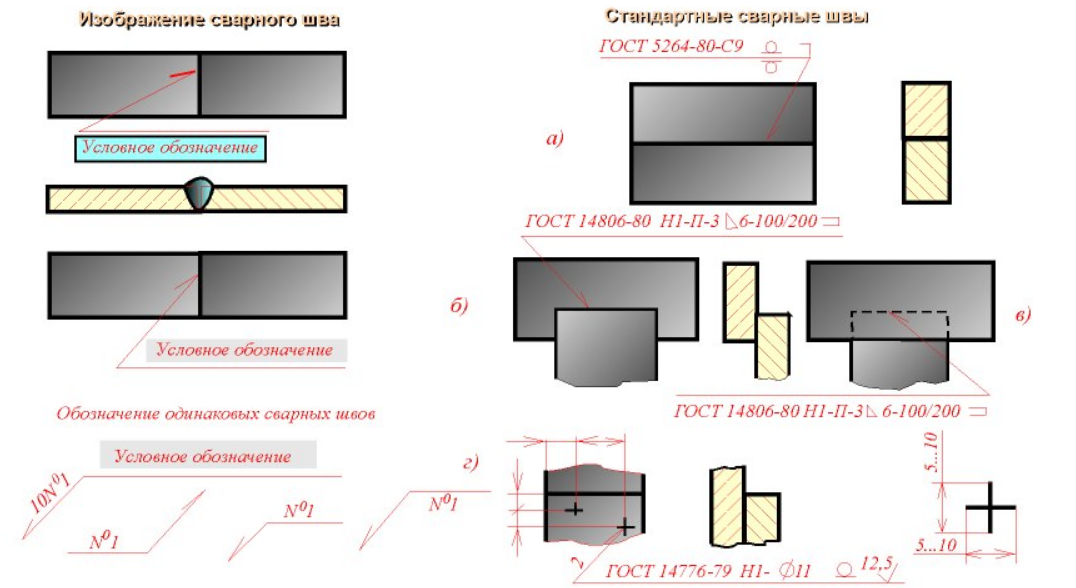 д. с. с различными начальными фазами.| Обозначения начальных.
[11] д. с. с различными начальными фазами.| Обозначения начальных.
[11] |
На графиках рис. 4.3 начальные фазы обозначают односторонними стрелками, заключенными между вертикальной прямой, проведенной через точку начала синусоиды и осью ординат, расположенными параллельно оси абсцисс и направленными к оси ординат. [12]
От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. [13]
Сварной шов указывается наклонной выносной линией с односторонней стрелкой и с горизонтальным участком. Соответствующими знаками на горизонтальном участке линии обозначаются: способ сварки, вид соединения, форма разделки кромок, размеры шва. Способы сварки в Советском Союзе обозначаются следующими буквами русского алфавита: Э – электродуговая, Ф – дуговая электросварка под флюсом, Ш – электрошлаковая, Г – газовая, 3 – в защитных газах, Кт – контактная. Буква Р, поставленная перед обозначением вида сварки, означает ручная, А – автоматическая и П – полуавтоматическая.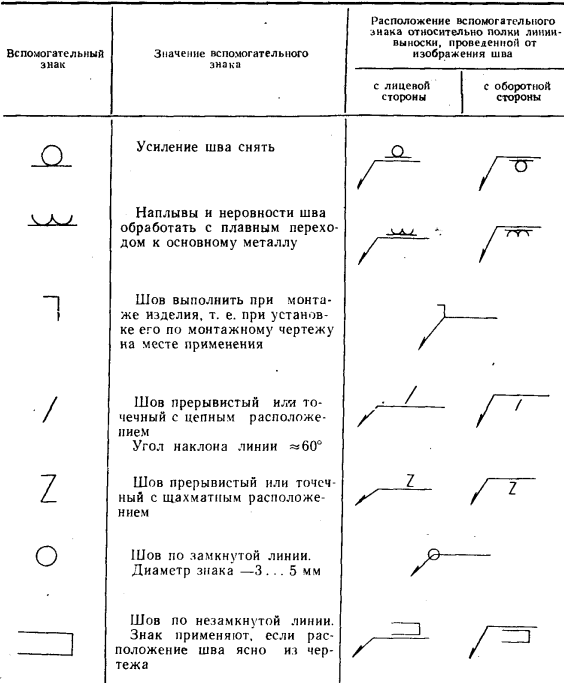
| Условные изображения швов сварных соединений по ТОСТ – 72.| Условные обозначения одинаковых швов на чертежах. [15] |
Страницы: 1 2 3 4
Обозначения сварки на чертеже и расшифровка аббревиатур
Грамотное составление конструкторской документации в соответствии с правилами и требованиями стандартов необходимо для выполнения своей работы проектировщиками, конструкторами, инженерами и мастерами. Одной из составляющих документа является обозначение сварки на чертеже.
Содержание
- Что представляют собой сварочные стыки, их разновидности
- Принцип выбора способа сварки и вида соединения
- Обозначение швов на чертеже
- Как расшифровывается техническая аббревиатура
Что представляют собой сварочные стыки, их разновидности
Сварочные процессы относятся к технологическим операциям, в результате проведения которых образуются монолитные соединения.
Сварной шов представляет собой зону, в которой происходит плавка и застывание материалов скрепляемых деталей.
Особенности устройства сварочных креплений оказывают влияние на физико-механическое характеристики конструкции и расход материала электрода.
При выполнении выпуклых швов практически во всех случаях необходима их дополнительная обработка в виде снятия неровности, которая производится механическим методом. Исходя из формы поверхности, различают сварочные швы и их дефекты.
Действующими стандартными определяется несколько видов стыков, для распознавания которых используются буквенные обозначения швов сварных соединений.
Обозначние сварных соединений
Стыковой вид
Для маркировки швов применяется буква «С». С помощью такого метода производится сварка деталей, расположенных в одной плоскости, стыкованием смежных торцов. Эти типы относятся к наиболее прочным и долговечным, они нашли широкое применение при изготовлении конструкций из металла, относящихся к категории ответственных.![]() Для выполнения крепления необходимо провести тщательную подготовку поверхности.
Для выполнения крепления необходимо провести тщательную подготовку поверхности.
Виды стыковых соединений
Торцевое крепление
И они обозначаются буквой «С». Формирование этих соединений производится по торцам заготовок. Торцевой стык часто применяется для сварки изделий из тонкого металла. При помощи такого крепления обеспечивается надежная фиксация деталей.
Нахлесточный вид
Стыки маркируются литерой «Н». При проведении сварочных работ с использованием таких приемов к качеству работы предъявляются менее строгие требования. Но прочностные характеристики и нагрузочная способность стыков гораздо хуже, чем у двух предыдущих вариантов. Для проведения крепления детали располагаются параллельно, со смещением относительно друг друга и частичным перекрытием.
Тавровое крепление
Для обозначения швов сварных соединений используется буква «Т». Стыковка при помощи таврового метода относится к категории наиболее долговечных и жестких, но она плохо переносит нагрузку на изгиб. Для проведения работ одна из деталей располагается в горизонтальной плоскости, а вторая – вертикально, и сваривается торцом.
Для проведения работ одна из деталей располагается в горизонтальной плоскости, а вторая – вертикально, и сваривается торцом.
Типы тавровых соединений
Угловой вид
Стыки обозначаются литерой «У». Эти виды применяются реже остальных. Они надежны и долговечны. В зависимости от необходимости, детали располагаются относительно друг друга под разными углами.
Сварочные соединения всех типов могут выполняться односторонними, когда сварка производится только с одной стороны заготовки (обозначающимися «SS»), и двусторонними, маркирующимися «BS». В последнем случае детали свариваются с двух сторон.
Обработка кромок
При проведении сварочных работ необходимо выполнить раздел кромок. Правильная их подгонка позволяет добиться:
- минимального расхода материалов;
- оптимального времени для сварки, выполняемой за один проход;
- прочности стыка, не уступающего по своим характеристикам основному металлу.
Применяется множество вариантов, различающихся углами, величиной зазора и т.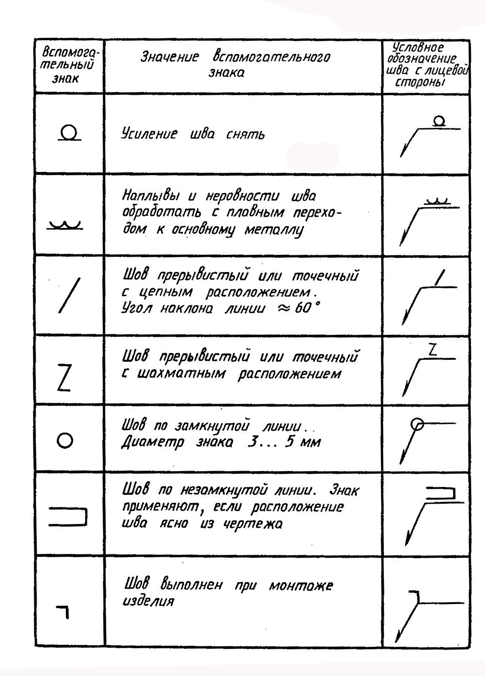 д. Форма разделки выбирается в зависимости от способа сварки и толщины металлической заготовки. Чтобы качественно провести крепление, следует между кромками оставить зазор размером 4 мм.
д. Форма разделки выбирается в зависимости от способа сварки и толщины металлической заготовки. Чтобы качественно провести крепление, следует между кромками оставить зазор размером 4 мм.
Разделка кромок может быть выполнена:
- Под прямым углом.
Такой вариант используется при проведении односторонней сварки металла толщиной не более 3 мм, двустороннего крепления металла, имеющего толщину не более 8 мм, и для стыковки стали толщиной 4…8 мм.
- В V-образной форме (односторонний скос). Толщина металла может быть 4…26 мм.
- В X-образной форме (двусторонний скос). Эта разделка применяется при креплении деталей толщиной 12…40 мм.
- Под углом 45 градусов. Такой вариант используется для металлов толщиной от 2 см.
Виды кромок
Принцип выбора способа сварки и вида соединения
Для стыковки деталей применяется около 150 разновидностей сварки. Объединяет их одно — обозначения швов сварных соединений.
Любая разработка предусматривает проведение расчетов, установленных техническим заданием на нее. Для определения способа крепления деталей конструкторами выполняются расчеты, определяющие геометрию стыков и толщину свариваемых конструкций.
Расчеты позволяют установить вид сварки, которую следует использовать: ручную при помощи электродов, дуговую с защитными газами и т. д. В работе необходимо руководствоваться требованиями стандартов, содержащих необходимую информацию.
Обозначение швов на чертеже
При производстве любых конструкций применяется стыковка деталей, выполненная различными способами. Одним из методов является сварка. Шов, получающийся при этом, обладает определенными свойствами, которые влияют на эксплуатационные характеристики целого изделия.
Одним из методов является сварка. Шов, получающийся при этом, обладает определенными свойствами, которые влияют на эксплуатационные характеристики целого изделия.
Важно правильно выполнить обозначение сварного шва на чертеже, чтобы были понятны способы соединения, формы стыков, геометрические параметры и др. Грамотный специалист может почерпнуть из чертежа сведения о прочности, герметичности стыка, времени проведения работ.
Для обозначения соединения металлов используются стрелки, буквы, цифры и вспомогательные значки.
Полная маркировка стыка включает:
- вспомогательные знаки;
- ссылку на стандарт;
- буквенно-цифровое обозначение;
- указание на тип сварки;
- размеры катетов;
- значения длины провариваемого участка или диаметра точки;
- дополнительные знаки.
Как расшифровывается техническая аббревиатура
При обозначении сварных швов в документации необходимо ориентироваться на требования ЕСКД, в которую входят: ГОСТ 5264-80, ГОСТ 14771-76 и ГОСТ 2. 312-72.
312-72.
ГОСТ 14771-76
Условные изображения швов
Обозначение сварных швов
Сварные стыки могут выполняться видимыми, расположенными на лицевых поверхностях и невидимыми, выполненными с изнаночной стороны изделия. В двусторонних соединениях лицевым принято считать то, которое должно быть сделано первым. При устройстве симметричных кромок любую из сторон можно называть лицевой. Невидимые швы на чертеже обозначаются штриховыми отрезками, видимые — сплошными линиями.
Местонахождение линии шва указывает односторонняя стрелка. На ней располагается «полка» со вспомогательным знаком или буквенным обозначением. При указании на невидимый шов — они размещаются под «полкой», на видимый — над ней.
Обязательно используется комбинация из букв и чисел, содержащая данные о виде сварочных работ и типе стыка. Например, аббревиатура С1 означает использование одностороннего стыкового крепления, С2 — двустороннего.
Для предоставления более полной информации применяются вспомогательные знаки, описывающие соединения (форму шва (по замкнутой/незамкнутой линиям), прерывистость или точечное нанесение и др. ), операции, которые необходимо выполнить мастеру (снять выпуклость, обработать наплывы или неровности и т.д.).
), операции, которые необходимо выполнить мастеру (снять выпуклость, обработать наплывы или неровности и т.д.).
Обозначение способа сварки
Способы сварки имеют свои условные буквенные обозначения, указывающиеся на сборочных чертежах.
| Обозначение | Метод проведения работ |
| А | Под флюсом в автоматическом режиме (без применения подкладок и подушек) |
| Аф | Под флюсом с использованием автоматики (с подушками) |
| ИН | В облаке защитных газов тугоплавкими вольфрамовыми электродами (без дополнительных материалов) |
| ИНп | В среде инертных газов вольфрамовыми электродами (с проволокой) |
| ИП | В облаке защитных газов расплавляющимися электродами |
| УП | В среде углекислых газов плавящимися электродами |
Грамотное и корректное нанесение условных обозначений в конструкторской документации позволяет специалистам-сварщикам сделать расшифровку швов в чертежах и качественно выполнить работы по металлу.
Основные знаки и способы маркировки сварки
Видео по теме: Обозначение швов на чертеже
Стандарты сварки, технические чертежи и элементы — Omnia MFG
СВАРКА
Стандарты сварки. Технические чертежи. Элементы обозначения сварки
Легко попасть в ловушку дизайнера и не потратить время на то, чтобы полностью понять отрасль, которая будет создавать вашу проектируемую деталь. В инженерии и, возможно, в любой отрасли слова очень загружены, и люди не тратят время на то, чтобы полностью понять их влияние на результаты.
Термин «сварка» включает в себя процесс сварки, тип сварного соединения, присадочный металл, зону термического влияния и характер материала, пористость, деформацию, усадку материала, структурную целостность и т. д. Большинство этих терминов и потенциальных вопросов будут учтены. заводом-изготовителем, участвующим в проекте, но инженеру-конструктору важно понимать процесс.
По мнению инженера-конструктора, они также должны быть сосредоточены на сборке следующего более высокого уровня, анализе границы раздела/наложения, типе сварного соединения, который будет соответствовать требованиям при одновременном сокращении времени подготовки и потенциальной разработки приспособления, обрабатываемости, воздействии окружающей среды на деталь, и т. д.
При проектировании сварных узлов или деталей для общественного пользования должны соблюдаться строгие стандарты безопасности, разработанные организациями и правительствами во всем мире. Эти стандарты обеспечивают спокойствие производителям и проектировщикам, предоставляя простые в использовании рекомендации по сварке, которые помогут правильно спроектировать конструкцию соединения. Хотя проектировщики должны выбрать подходящие материалы для применения и выполнить последующий структурный анализ продукта, стандарты позволяют проектировать сварные соединения с пониманием того, что теоретическая инженерия не будет потеряна между участвующими группами.
Эти стандарты обеспечивают спокойствие производителям и проектировщикам, предоставляя простые в использовании рекомендации по сварке, которые помогут правильно спроектировать конструкцию соединения. Хотя проектировщики должны выбрать подходящие материалы для применения и выполнить последующий структурный анализ продукта, стандарты позволяют проектировать сварные соединения с пониманием того, что теоретическая инженерия не будет потеряна между участвующими группами.
Resources
Miller Welding Handbooks and Resources
American Welding Society
Welding Complete — методы, планы проектов и инструкции (книга)
Welding: Principles and Applications (книга)
Inspection 3 Goldet
Сварочная маска Instapark ADF Series GX990T с автоматическим затемнением
Комбинированный квадрат Starrett
Угловая шлифовальная машина Bosch 1375A 4-1/2 дюйма
Спецификации и стандарты по сварке, как и многие другие отчеты о стандартах, не следует воспринимать как абсолютную передовую практику, но вместо этого , научно-популярная и инженерная практика с опытом и результатами, подтверждающими претензии.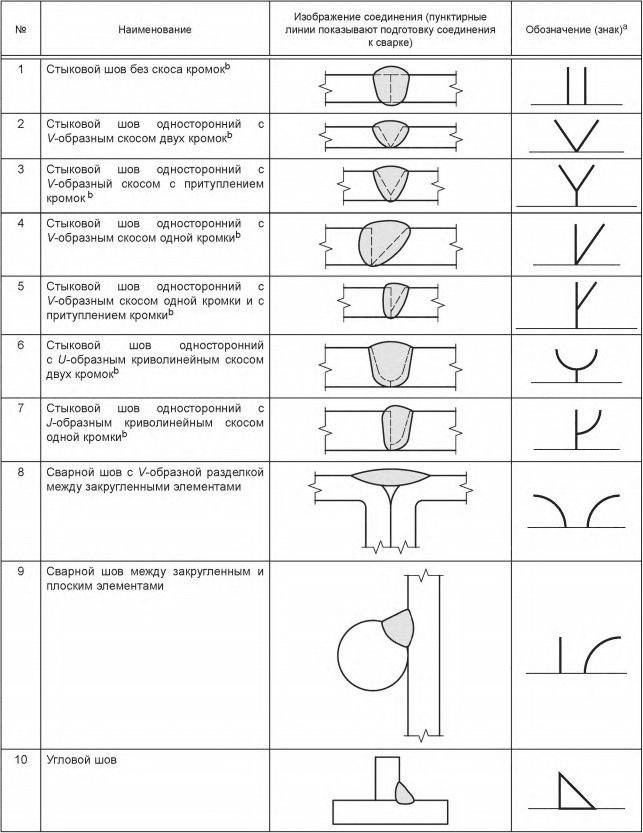
Стандарты — это феноменальные ресурсы, которые можно использовать и учиться, потому что они позволяют вам видеть точку зрения каждого человека в области проектирования и производства. Понимая стандарты, вы сможете принимать более обоснованные решения по конструкции сварных соединений, а не просто заявлять «сварка в соответствии с AWS d17.1» и непреднамеренно вызывать удорожание детали или ее некачественное изготовление на заводе-изготовителе.
Ниже приведены стандарты, обычно используемые в Соединенных Штатах Америки, но существуют сотни других доступных стандартов, как правило, местных для страны или компании.
Коды ASME — Американское общество инженеров-механиков — Включают спецификации сварки, интегрированные в стандарты проектирования и производства.
Стандарты AWS — Американское общество сварщиков — Стандарты кодов, написанные в виде руководств по сварке в общих и специализированных темах, начиная от AWS D1.2 (сварка конструкционного алюминия) до AWS D18. 3 (сварка гигиенического оборудования).
3 (сварка гигиенического оборудования).
Стандарты ISO — Международная организация по стандартизации — Тысячи всеобъемлющих руководств и стандартов, охватывающих спецификации и классификации процессов сварки для большинства современных технологий.
Другие доступные стандарты сварки локализованы для стран или регионов, например стандарты Австралии (AS/NZS), Канадской ассоциации стандартов (CSA), Европейского Союза (CEN), Британские стандарты (BS) и другие. На выбор стандарта для проектирования будет влиять конечный потребитель и предпочтение глубины стандартизации. Все эти организации пересекаются в информации и стандартизации, а в некоторых случаях написаны на основе друг друга. Чтобы обеспечить единообразие, на этой странице основное внимание будет уделено документам по стандартизации AWS.
купить сейчас
Назначение обозначений сварных швов на инженерных чертежах — создать канал связи между дизайнерами, инженерами и производителями. Символы сварки на чертежах должны быть понятны проектировщикам и производственным конвейерам, включая производственный персонал.
Символы сварки на чертежах должны быть понятны проектировщикам и производственным конвейерам, включая производственный персонал.
С помощью одного символа стрелки на линии выноски инженер-конструктор может указать тип сварного шва, подготовку шва, длину или глубину шва, расположение шва, количество швов и расстояние между ними, а также может отослать переводчика к соответствующим примечаниям или другим данным. места с одинаковыми соединениями.
Как читать символ сварки
Выноска сварки (группа символов сварки, информирующая переводчика обо всем процессе сварки соединения) включает символы сварки и любую другую соответствующую информацию, стандартизированную на стрелке-лидере.
Стрелка соединяет обозначение сварного шва с одной стороной свариваемого соединения.
Более длинная строка включает все элементы, определяющие подготовку шва, а также требования к размеру сварного шва, его расположению и т. д.
Разделительные линии на конце являются необязательными, называются хвостом и содержат любую другую спецификацию или справочную информацию.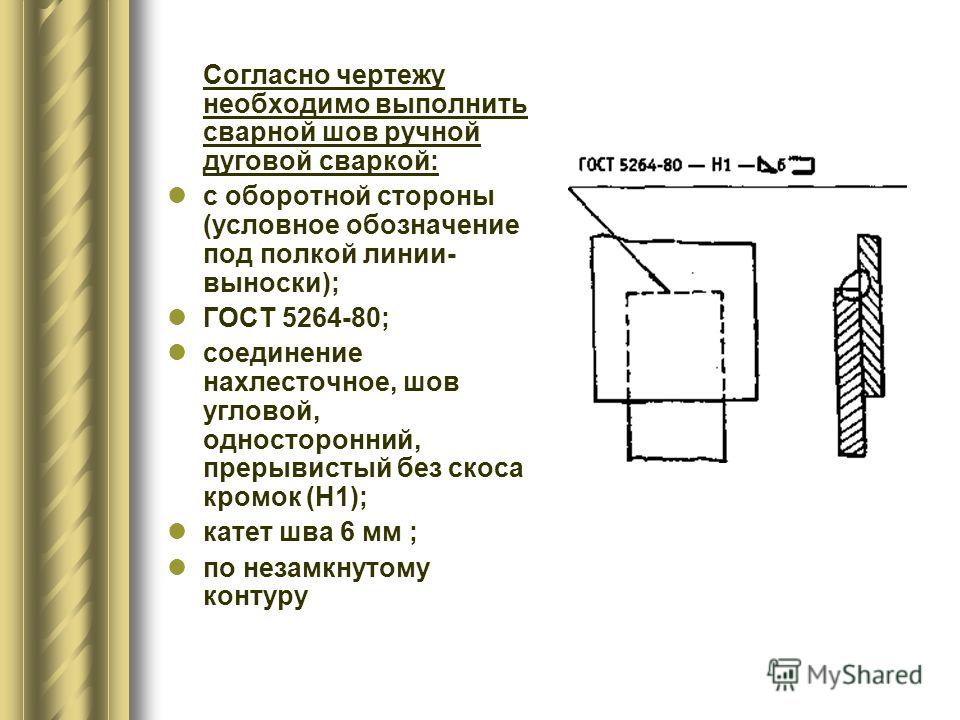
Ниже приведено подробное представление условного обозначения сварного шва с использованием стандартов AWS для размещения информации. Информация, как правило, одинакова в стандартах AWS и стандартах ISO, но числа могут отображаться в разных областях ведущей стрелки.
Ниже приведены примеры условных обозначений сварных швов, в которых приведенная выше диаграмма обозначений сварных швов используется в качестве справки. Некоторые не очень очевидные отличия заключаются в расположении символов контура и финиша, а также символа флажка поля.
- Обозначение отделки почти всегда располагается вместе с обозначением контура непосредственно под обозначением сварного шва или рядом с ним.
- Угол разделки и отверстие в корне расположены на той стороне символа сварки, к которой они относятся.
- Флажок поля указывает на то, что этот сварной шов будет выполнен на детали во время или после установки (в полевых условиях или на следующей более высокой сборке).
Пример 1:
В примере 1 показан угловой шов диаметром 0,25 дюйма, расположенный на ближней стороне (или стороне стрелки) сварного соединения. Сварной шов обозначается как «всесторонний», что указывает на то, что шов на стыке является непрерывным, пока он не соединится сам с собой. Затем сварной шов обрабатывается с помощью шлифовального круга.
Сварной шов обозначается как «всесторонний», что указывает на то, что шов на стыке является непрерывным, пока он не соединится сам с собой. Затем сварной шов обрабатывается с помощью шлифовального круга.
Пример 2:
В примере 2 показан сварной шов с V-образной канавкой 0,12 дюйма и эффективным размером 0,19 дюйма (или проваром), расположенный на ближней стороне сварного соединения. Сварной шов прерывистый по всему стыку длиной 1,25 дюйма и шагом (межцентровое расстояние) 4,00 дюйма. Затем сварной шов обрабатывается на плоской поверхности элемента. Сварной шов имеет индикатор «2X» в конце условного обозначения, указывающий на то, что все условное обозначение сварного шва используется в 2 местах с типичными соединениями.
Пример 3:
В примере 3 показан сварной шов пробкой диаметром 0,25 дюйма с углом зенковки 45 градусов, расположенный на ближней стороне поверхности элемента. Количество сварных швов – 4 с межцентровым расстоянием 2,25 дюйма. Сварку также рекомендуется выполнять в полевых условиях на сборке верхнего уровня, а не как изолированную деталь. Задняя часть выноски ссылается на примечание 4, относящееся конкретно к этому сварному шву.
Проектирование с использованием символов сварки
Требования к сварке детали могут быть основаны на прочности, коррозии, требованиях к экранированию от электромагнитных помех, экологических требованиях, ожидаемом движении материала и других параметрах.
Крепление
Прецизионные детали, скорее всего, будут иметь узкие границы GD&T, что в конечном итоге приведет к созданию специальных приспособлений, разработанных для процесса сварки. Ограничение жестких требований по прогнозированию движения материала во время сварки значительно снизит производственные затраты.
Размеры сварных швов
Минимальные размеры сварных швов различаются в зависимости от типа сварных швов и стандартов. При проектировании сварного соединения следует учитывать нормы AWS по структурной сварке, а также собственные нормы заказчика. Во всех случаях необходимо провести параллельный структурный анализ и другие тесты, чтобы убедиться, что информация, доступная в стандартах, применима к вашему проекту. Например, минимальный размер углового сварного шва для сварного стального соединения, где более толстый материал менее 0,25 дюйма, составляет 0,125 дюйма (AWS D1.1: Правила сварки конструкций — сталь, таблица 5.8).
Коррозия
Коррозия в значительной степени влияет на срок службы изделия и циклы ремонта. Во многих случаях, даже с согласованным присадочным металлом, зона термического влияния сварного шва, вероятно, будет корродировать с другой скоростью, чем основной материал, из-за разницы в химическом составе.
В короткой статье Линдси Декард показаны возможные эффекты и способы оценки коррозионной стойкости: https://app.aws.org/itrends/2007/07/it200707/it0707-32.pdf.
Прочность и качество сварных швов
Структурный анализ должен быть выполнен для сварных деталей. В зависимости от учитываемого фактора безопасности могут потребоваться неразрушающие испытания (НК), чтобы гарантировать правильность выполнения сварного шва. Неразрушающий контроль включает контроль проникающих красок, ультразвуковой контроль, магнитопорошковую дефектоскопию и т. д.
Обозначение сварного шва — это портал из разума проектировщика к производственному персоналу, занимающемуся проектом. Во многих случаях отсутствие информации или неправильная интерпретация условного обозначения сварного шва могут привести к серьезным задержкам проекта и непредвиденным расходам при работе с партнером-производителем.
В линию выноски включен тип символа сварки и указание ближней или дальней стороны, длина, шаг, размер сварного шва, символ контура, символ отделки и другая справочная информация. Две приведенные ниже таблицы поясняют различные элементы.
| Обозначения сварных швов | |||
|---|---|---|---|
| Обозначения отделки C, G, H, M, P, R, U Постобработка сварного соединения: стружка, шлифовка, молоток, машинная обработка, строгание, прокатка, не указано. | Контурные символы ) ( | Постобработка для формирования вогнутого, выпуклого или плоского контура. | Угол разделки A Общий угол между поверхностями разделки на сварном соединении. | Корневое отверстие R Сварные швы с разделкой кромок — открытое пространство между свариваемыми элементами, облегчающее проплавление сварного шва. Сварные швы с пробкой/пазом – Глубина заполнения. |
| Дальняя сторона/сторона стрелки Дальняя сторона — отверстие соединения на противоположной стороне элемента или плоскости по отношению к линии выноски. Сторона стрелки — линия выноски отверстия стыка указывает на нее. Обозначения сварных швов с обеих сторон могут быть зеркально отражены или расположены в шахматном порядке в прерывистом режиме. | Размер сварного шва и глубина скоса S Размер углового шва и глубина подготовки скоса/V-образной канавки. | Размер сварного шва с разделкой кромок (E) Фактическая глубина проплавления сварного шва с разделкой кромок. | |
| Количество точечных, пробочных и шовных сварных швов (N) | Длина L Длина сварных швов, если шов не охватывает весь стык или если швы прерывистые. | Шаг P Расстояние между центрами прерывистых или расположенных в шахматном порядке сварных швов. | Сварка по всему периметру O Сварка или прерывистая сварка является непрерывной вокруг одного стыка/элемента и доходит до начальной точки. |
| Спецификации, процесс, Примечания и т. д. T Дополнительная информация, касающаяся спецификации сварки, сварочной проволоки, изменений в подготовке и другие примечания. | |||
Jarrett Linowes
Механический инженер. Отправить мне письмо по электронной почте
Основные символы сварки
от Ethan Bale
Символы сварки и символы сварки являются средством связи между проектировщиком и сварщиком. Следовательно, должен быть набор правил относительно представления информации на сварочном чертеже, который должен передавать одну и ту же информацию независимо от того, кто ее читает. В этой статье обсуждаются различные аспекты, связанные с символами сварки и символами сварки.
Статья начинается с описания различий между символами сварки и символами сварки, а затем приводится краткое объяснение обоих.
Разница между символом сварки и символом сварки
Термины «символ сварки» и «символ сварки» не совпадают. Символ сварки представляет собой небольшую метку, указывающую на тип сварного шва, например шовный шов, сварной шов с разделкой кромок, угловой шов и т. д. Иногда этот символ может также указывать тип соединения, например соединение внахлестку, угловое соединение, тройниковое соединение, угловое соединение или соединение встык.
На следующем рисунке представлены различные широко используемые в промышленности обозначения сварных швов.
Символ сварки, с другой стороны, является более широким термином. Он содержит гораздо больше информации, чем только тип сварного шва или тип соединения. На рисунке ниже показан пример символа сварки.
Как мы видим, символ сварки может обозначать требуемый тип отделки сварного шва, расположение сварного шва, тип процесса, который будет использоваться для выполнения соединения, должен ли сварной шов выполняться в полевых условиях или нужно ли делать сварку по периметру , шаг прерывистых швов, длина стежкового шва, количество точечных швов или выступающих швов и т.д.
Однако символ сварки может отображать не всю эту информацию. Объем информации, отображаемой с помощью символа сварки, различается в зависимости от обстоятельств. Как правило, символ сварки изображает следующие восемь элементов: опорную линию, линию стрелки, основной символ сварки, размеры сварного шва, символ отделки, дополнительные символы, конец, спецификацию и процесс.
Расположение этих элементов на символе сварки имеет важное значение. Обычно используемые позиции для этих частей показаны на рисунке выше.
Основные обозначения сварки
Основные обозначения сварки, используемые при дуговой и газовой сварке, показаны на рис. 1 выше. На рисунке также указаны символы, используемые для процессов контактной сварки, таких как точечная сварка, шовная сварка и т. д.
Символы, показанные на рисунке 1, не включают символы сварки для кузнечной сварки, индукционной сварки, проточной сварки и пайки. Когда требуется указать, что сварка должна быть выполнена одним из этих процессов, это делается путем упоминания ссылки на процесс в хвостовой части символа сварки, как показано на рисунке ниже.
Когда требуется указать, что сварной шов должен быть выполнен с использованием определенного сварочного процесса, это можно указать, указав аббревиатуру этого процесса в хвостовой части символа сварки, как показано на рисунке ниже.
Различные буквенные обозначения для различных процессов сварки приведены в таблице ниже. Использование этих буквенных обозначений избавляет от необходимости писать описание процесса сварки и экономит место. Обратите внимание, что в эту таблицу включено лишь несколько часто используемых процессов.
| Welding Process | Letter designation |
| Stud welding | SW |
| Gas shielded stud welding | GSSW |
| Submerged arc welding | SAW |
| Gas дуговая сварка вольфрамовым электродом | GTAW |
| дуговая сварка металлическим газом | GMAW |
| дуговая сварка металлическим электродом в среде защитного газа | SMAW |
| Carbon arc welding | CAW |
| Flux-cored arc welding | FCAW |
| Oxyacetylene welding | OAW |
When the designer does not wish to insist on use of any конкретного процесса соединения, хвост не должен указываться, как показано на рисунке ниже.