Как на чертеже показать сварку: ГОСТ 2.312-72 ЕСКД. Условные изображения и обозначения швов сварных соединений
alexxlab | 29.10.2020 | 0 | Разное
Условное обозначение сварного шва на чертежах по гост
Сварка, как технологический процесс известна с давних времен, точнее с того момента, как наши предки научились работать с железом. На сегодня можно насчитать порядка 150 видов сварочных процессов. Но все они объединены одним – обозначением.
Инженер-конструктор, занимаясь разработкой изделия, использует в своей работе множество справочной и нормативной документации. Но при оформлении результатов своей работы он должен руководствоваться требованиями ЕСКД (единая система конструкторской документации). Это набор нормативов, регламентирующий оформление документов – чертежей, спецификаций, технических условий и пр. Если все рабочие документы выполнены в соответствии с требованиями нормативной документации, будут указаны все обозначения резьбы, сварки и пр., то допустить брак при изготовлении детали будет сложно.
Общие принципы
В состав ЕСКД входит ГОСТ 2.312-72, «Условные изображения и обозначения швов сварных соединений».
На его страницах инженер-конструктор найдет всю необходимую информацию и показать условное обозначение сварки в рабочей документации не составят труда.
Действительно, в обозначении швов на чертежах нет ничего сложного, особенно если следовать требованиям, которые описаны в указанном ГОСТ.
Для детального обозначения швов на чертеже применяют линию выноску с полкой, на которой указывают параметры шва, условия дополнительной обработки и пр.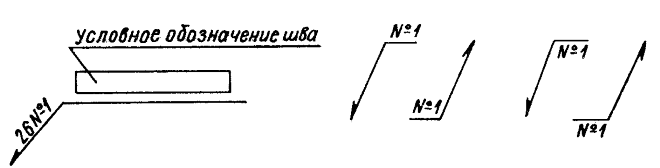
Видимую часть сварочного стыка на чертеже условно изображают с использованием основной линии, невидимую показывают штриховой линией.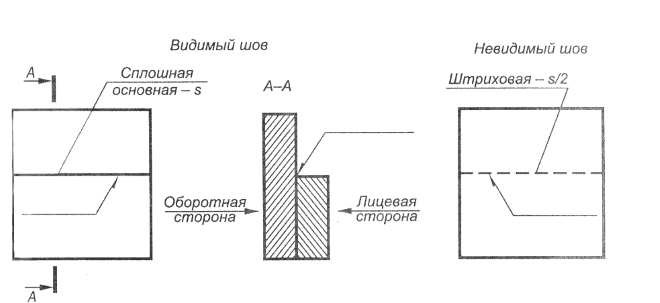
Если стык выполняют за несколько проходов, то в сечении допустимо показывать каждый слой отдельным контуром. Более того, каждому из них необходимо присвоить буквенное обозначение. Таким образом , при чтении чертежа станет понятно, что слой А наносят первым, слой Б вторым и так далее.
Принцип выбора типа шва и способа сварки
В основе любой разработки лежит набор определённых расчетов, определенные в техническом задании на разработку. То есть при выборе типа стыка и способа его получения конструктор должен провести все необходимые прочностные и силовые расчеты, которые должны определить толщину свариваемого металла, геометрические параметры соединения.
В результате расчетов, будет определен и способ сварки, например, дуговая сварка под защитными газами или традиционная ручная сварка с использованием электродов. В зависимости от этого, конструктор должен обратиться к ГОСТ, в которых содержится вся необходимая информация.

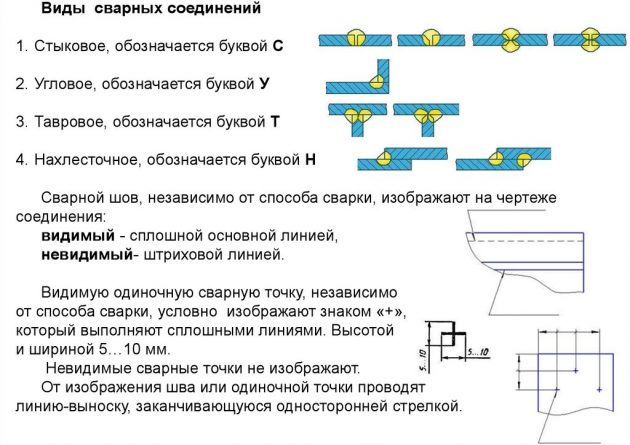
Виды сварных соединений
Каждый конструктор знает, что отечественными ГОСТ определено пять типов швов:
стыковые – С;
нахлесточные – Н;
тавровые – Т;
угловые – У;
торцовые.
Каждый из указанных стыков может быть применен в зависимости от требований к конструкции получаемого узла. Подробнее о типах и видах сварных швов и соединений читайте здесь.
Кроме, указанных в скобках буквенных обозначений, существуют дополнительные (вспомогательные) знаки, которые призваны обеспечить полноту информации о сварном шве.
Дополнительные( вспомогательные) знаки
В ГОСТ 5264-80 и ГОСТ 14771-76 показаны основные виды сварных соединений, их обозначение и допустимые размеры. К примеру, тавровый сварной шов, выполняемый из листовой стали толщиной от 8 – 100 мм имеет обозначение сварного шва на чертеже – Т8.
Форма подготовленных кромок | Форма поперечного сечения | Толщина свариваемых деталей, мм | Условное обозначение сварного соединения | |
Подготовленных кромок | Выполненного шва | |||
С криволинейным скосом одной кромки | 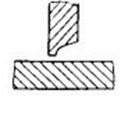 | 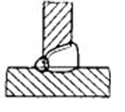 | 15 – 100 | Т2 |
С двумя симметричными скосами одной кромки |  | 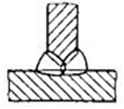 | 8 – 100 | Т8 |
 |  | 12 – 100 | Т9 | |
В этих же документах указаны обязательные к исполнению размеры, например катета шва. Его ра выбирают исходя их размера предела текучести. Так, если предел текучести недостиг 400 МПа, то при толщине свариваемых деталей от 22 до 32 мм, катет шва должен быть 8 мм. При использовании стандартных размеров сварных швов, на чертежах нет необходимости указывать его размеры.
В случае если конструктор принял решение об использовании нестандартного шва, то его размеры необходимо указать полностью
Полное обозначение шва на чертежах
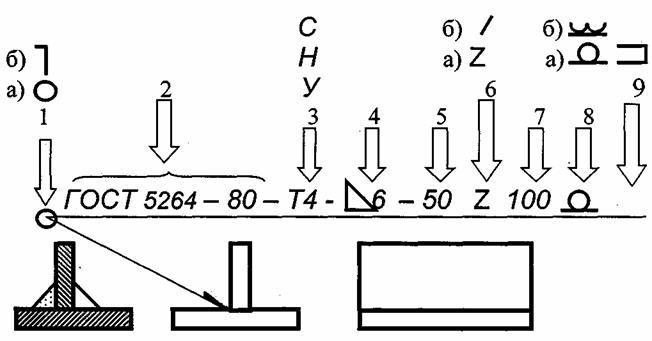
Структура обозначения стандартного шва
В пронумерованных ячейках разработчик должен указать главные характеристики шва.
Так, в первой ячейке необходимо показать дополнительные знаки, изображенные на рисунке. Во второй конструктор прописывает ГОСТ на метод сварки. В третьей, должно быть, записано обозначение шва, например, Т4. Далее, должен быть обозначен размер катета шва. В этом обозначении указываются параметры прерывистого шва и другие вспомогательные знаки.
Данными размещенные на чертежах служат основанием для контроля готовой продукции. То есть работник отдела технического контроля, руководствуясь требованиями рабочей документации и технических условий, должен выполнить соответствующие замеры. Допустим, размер катета он может проверить с использованием традиционного мерительного инструмента. Качество сварки можно проверить с использованием средств технического контроля, например, УЗИ.
Если в изделии используется множество однотипных стыков, то конструктор вправе составить таблицу соединений деталей с указанием параметров сварки и номера шва.
Использование САПР в работе конструктора
В наши дни, большая часть конструкторских работ выполняется с использованием программных комплексов. Эти программные продукты (AutoCad, SolidWorks, Kompas и пр.). Каждый из них обладает своими преимуществами и недостатками, но речь не об этом.
Их использование позволяет сократить сроки разработки деталей, сборочных единиц и готовых изделий в целом, например, первые автомобили ГАЗель, проектировались с применением САПР, и вместо расчетных 5 – 8 лет, которые ранее затрачивались на проектирование и подготовку производства, использование систем проектирования позволило его сократить до 2 – 3 лет.
Кроме того, некоторые из систем автоматизированного проектирования позволяют смоделировать поведение детали под воздействием определенных нагрузок. Это позволяет конструктору выбирать оптимальные инженерные решения и сразу вносить их в чертежи.
Практически все программы, применяемые при проектировании деталей, оснащаются библиотеками, в которых собраны различные данные. Например, в системе Компас (САПР отечественного производства) можно в течение считанных секунд выбрать тип сварочного соединения, его обозначение и показать его в рабочей документации.
Надо отметить, то что все САПР, используемые в отечественной промышленности, позволяют разрабатывать документацию в соответствии с требованиями ЕСКД.
Обозначения сварки на чертеже и расшифровка аббревиатур
Грамотное составление конструкторской документации в соответствии с правилами и требованиями стандартов необходимо для выполнения своей работы проектировщиками, конструкторами, инженерами и мастерами. Одной из составляющих документа является обозначение сварки на чертеже.
Что представляют собой сварочные стыки, их разновидности
Сварочные процессы относятся к технологическим операциям, в результате проведения которых образуются монолитные соединения. Сварной шов представляет собой зону, в которой происходит плавка и застывание материалов скрепляемых деталей.
Особенности устройства сварочных креплений оказывают влияние на физико-механическое характеристики конструкции и расход материала электрода.
При выполнении выпуклых швов практически во всех случаях необходима их дополнительная обработка в виде снятия неровности, которая производится механическим методом. Исходя из формы поверхности, различают сварочные швы и их дефекты.
Действующими стандартными определяется несколько видов стыков, для распознавания которых используются буквенные обозначения швов сварных соединений.
Обозначние сварных соединений
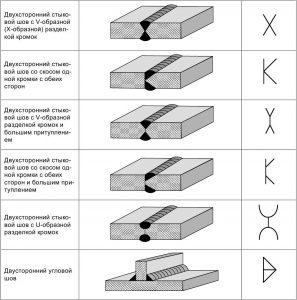
Стыковой вид
Для маркировки швов применяется буква «С». С помощью такого метода производится сварка деталей, расположенных в одной плоскости, стыкованием смежных торцов. Эти типы относятся к наиболее прочным и долговечным, они нашли широкое применение при изготовлении конструкций из металла, относящихся к категории ответственных. Для выполнения крепления необходимо провести тщательную подготовку поверхности.

Виды стыковых соединений
Торцевое крепление
И они обозначаются буквой «С». Формирование этих соединений производится по торцам заготовок. Торцевой стык часто применяется для сварки изделий из тонкого металла. При помощи такого крепления обеспечивается надежная фиксация деталей.

Нахлесточный вид
Стыки маркируются литерой «Н». При проведении сварочных работ с использованием таких приемов к качеству работы предъявляются менее строгие требования. Но прочностные характеристики и нагрузочная способность стыков гораздо хуже, чем у двух предыдущих вариантов. Для проведения крепления детали располагаются параллельно, со смещением относительно друг друга и частичным перекрытием.

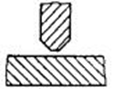
Тавровое крепление
Для обозначения швов сварных соединений используется буква «Т». Стыковка при помощи таврового метода относится к категории наиболее долговечных и жестких, но она плохо переносит нагрузку на изгиб. Для проведения работ одна из деталей располагается в горизонтальной плоскости, а вторая – вертикально, и сваривается торцом.
Типы тавровых соединений
Угловой вид
Стыки обозначаются литерой «У». Эти виды применяются реже остальных. Они надежны и долговечны. В зависимости от необходимости, детали располагаются относительно друг друга под разными углами.
Сварочные соединения всех типов могут выполняться односторонними, когда сварка производится только с одной стороны заготовки (обозначающимися «SS»), и двусторонними, маркирующимися «BS». В последнем случае детали свариваются с двух сторон.
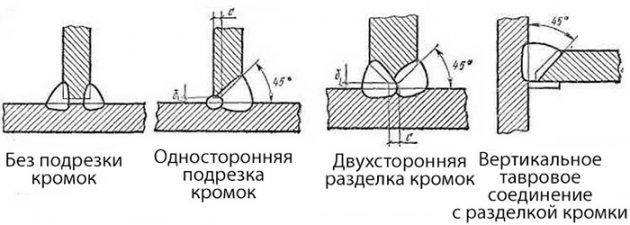
Обработка кромок
При проведении сварочных работ необходимо выполнить раздел кромок. Правильная их подгонка позволяет добиться:
- минимального расхода материалов;
- оптимального времени для сварки, выполняемой за один проход;
- прочности стыка, не уступающего по своим характеристикам основному металлу.
Применяется множество вариантов, различающихся углами, величиной зазора и т. д. Форма разделки выбирается в зависимости от способа сварки и толщины металлической заготовки. Чтобы качественно провести крепление, следует между кромками оставить зазор размером 4 мм.

Разделка кромок может быть выполнена:
- Под прямым углом.
Такой вариант используется при проведении односторонней сварки металла толщиной не более 3 мм, двустороннего крепления металла, имеющего толщину не более 8 мм, и для стыковки стали толщиной 4…8 мм.
- В V-образной форме (односторонний скос). Толщина металла может быть 4…26 мм.
- В X-образной форме (двусторонний скос). Эта разделка применяется при креплении деталей толщиной 12…40 мм.
- Под углом 45 градусов. Такой вариант используется для металлов толщиной от 2 см.
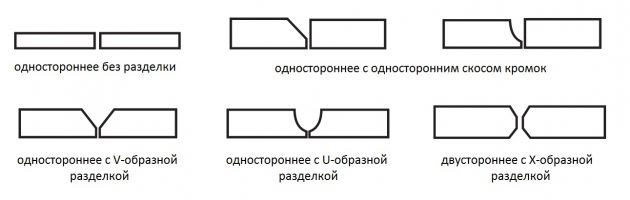
Виды кромок
Принцип выбора способа сварки и вида соединения
Для стыковки деталей применяется около 150 разновидностей сварки. Объединяет их одно — обозначения швов сварных соединений.
Любая разработка предусматривает проведение расчетов, установленных техническим заданием на нее. Для определения способа крепления деталей конструкторами выполняются расчеты, определяющие геометрию стыков и толщину свариваемых конструкций.

Расчеты позволяют установить вид сварки, которую следует использовать: ручную при помощи электродов, дуговую с защитными газами и т. д. В работе необходимо руководствоваться требованиями стандартов, содержащих необходимую информацию.
Обозначение швов на чертеже
При производстве любых конструкций применяется стыковка деталей, выполненная различными способами. Одним из методов является сварка. Шов, получающийся при этом, обладает определенными свойствами, которые влияют на эксплуатационные характеристики целого изделия.
Важно правильно выполнить обозначение сварного шва на чертеже, чтобы были понятны способы соединения, формы стыков, геометрические параметры и др. Грамотный специалист может почерпнуть из чертежа сведения о прочности, герметичности стыка, времени проведения работ.
Для обозначения соединения металлов используются стрелки, буквы, цифры и вспомогательные значки.
Полная маркировка стыка включает:
- вспомогательные знаки;
- ссылку на стандарт;
- буквенно-цифровое обозначение;
- указание на тип сварки;
- размеры катетов;
- значения длины провариваемого участка или диаметра точки;
- дополнительные знаки.
Как расшифровывается техническая аббревиатура
При обозначении сварных швов в документации необходимо ориентироваться на требования ЕСКД, в которую входят: ГОСТ 5264-80, ГОСТ 14771-76 и ГОСТ 2.312-72.
ГОСТ 14771-76
Условные изображения швов
Обозначение сварных швов
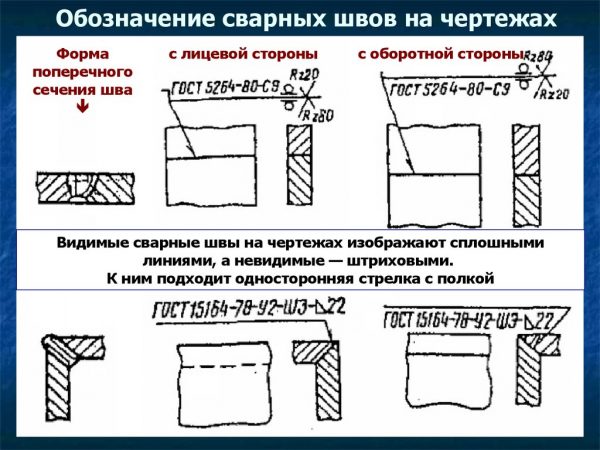
Сварные стыки могут выполняться видимыми, расположенными на лицевых поверхностях и невидимыми, выполненными с изнаночной стороны изделия. В двусторонних соединениях лицевым принято считать то, которое должно быть сделано первым. При устройстве симметричных кромок любую из сторон можно называть лицевой. Невидимые швы на чертеже обозначаются штриховыми отрезками, видимые — сплошными линиями.
Местонахождение линии шва указывает односторонняя стрелка. На ней располагается «полка» со вспомогательным знаком или буквенным обозначением. При указании на невидимый шов — они размещаются под «полкой», на видимый — над ней.
Обязательно используется комбинация из букв и чисел, содержащая данные о виде сварочных работ и типе стыка. Например, аббревиатура С1 означает использование одностороннего стыкового крепления, С2 — двустороннего.
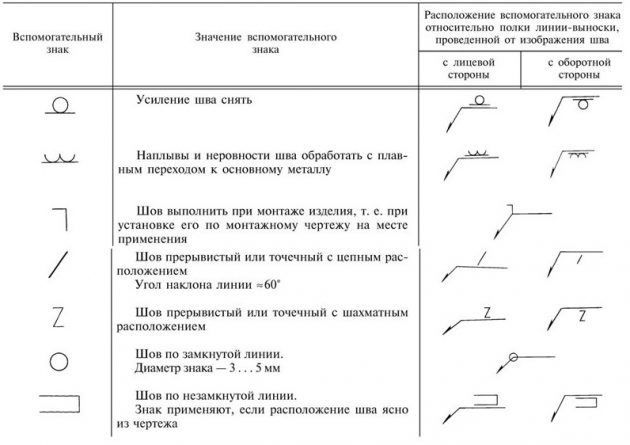
Для предоставления более полной информации применяются вспомогательные знаки, описывающие соединения (форму шва (по замкнутой/незамкнутой линиям), прерывистость или точечное нанесение и др.), операции, которые необходимо выполнить мастеру (снять выпуклость, обработать наплывы или неровности и т.д.).
Обозначение способа сварки
Способы сварки имеют свои условные буквенные обозначения, указывающиеся на сборочных чертежах.
| Обозначение | Метод проведения работ |
| А | Под флюсом в автоматическом режиме (без применения подкладок и подушек) |
| Аф | Под флюсом с использованием автоматики (с подушками) |
| ИН | В облаке защитных газов тугоплавкими вольфрамовыми электродами (без дополнительных материалов) |
| ИНп | В среде инертных газов вольфрамовыми электродами (с проволокой) |
| ИП | В облаке защитных газов расплавляющимися электродами |
| УП | В среде углекислых газов плавящимися электродами |
Грамотное и корректное нанесение условных обозначений в конструкторской документации позволяет специалистам-сварщикам сделать расшифровку швов в чертежах и качественно выполнить работы по металлу.
Основные знаки и способы маркировки сварки
Видео по теме: Обозначение швов на чертеже
Как обозначить сварку на чертеже
Разновидностей и способов осуществления сварки в настоящее время используется множество, к примеру, контактная, дуговая с использования защитной газовой атмосферы, полуавтоматическая и автоматическая с применением разнообразных флюсов, ручная дуговая и т.п.
Для того чтобы на чертежах и другой технической документации обозначать как способы сварки, так и швы сварных соединений, используется немалое количество разнообразных условных обозначений. Все они устанавливаются как отраслевыми, так и государственными стандартами.
Вне зависимости от того, каким именно способом произведена сварка, на технических чертежах для изображения сварного соединения используется сплошная основная линия (в таком случае шов является видимым) или штриховая линия (в таком случае шов является невидимым).
Физические основы сварки
В технике под сваркой подразумевается процесс, в ходе которого между отдельными частями, изготовленными из твердых материалов, образуется неразъемное соединение за счет межатомных сил сцепления. Сварка может осуществляться как с использованием нагрева, так и без его применения.
В современном промышленном производстве сварка наиболее широко используется для соединения различных металлов и сплавов. Однако ими сфера ее применения отнюдь не ограничивается: свариваться могут и такие материалы, как пластмассы, стекло, отдельные виды горных пород, а также смолы.
Как известно из школьного курса физики, все твердые и жидкие тела состоят из отдельных элементарных частиц. Они связываются воедино за счет сил сцепления, которые возникают при взаимодействии электронных оболочек составляющих тела атомов. Таким образом, для того, чтобы твердые металлические тела соединить в единое целое при помощи сварки, эти силы сцепления необходимо просто привести в действие. Самый очевидный способ сделать это – приблизить атомы тех тел, которые соединяются, на очень близкое расстояние, равное примерно одному атомному радиусу. После этого требуется произвести активизацию сил сцепления, иными словами сделать так, чтобы электронные оболочки соединяемых частиц начали взаимодействовать между собой. Ученым пока не удалось точно установить, где и когда именно начали применять сварку, однако вполне понятно, что это произошло еще в глубокой древности. Абсолютно точно известно, что искусство спайки металлов возникло еще в бронзовом веке, да и самый первый способ производства железа также основан именно на применении сварки: в ее результате продукт восстановления железной руды, имеющий рыхлую губчатую структуру, превращался в монолитный стальной кусок.
В древности процесс развития сварки металлов шел чрезвычайно медленно. Во всяком случае, исследователи утверждают, что, изучив множество разнообразных приспособлений и оборудования, применявшихся для нее, а также восстановив технические приемы сварки, они выяснили, что эта технология на протяжении нескольких сотен лет оставалась практически неизменной. Так происходило вплоть до рубежа девятнадцатого и двадцатого веков.
Именно тогда, когда началась так называемая промышленная революция, были изобретены многие мощные средства, которые пригодны для сварки металлов. Такими, к примеру, являются дуговой разряд, электрические токи высокой мощности, термитные смеси, ацетилено-кислородное пламя и т.п. В первой половине прошлого века серьезные изобретения в области сварочной техники происходили практически ежегодно, и поэтому всего за два-три десятилетия человечеством в этой области было сделано гораздо больше, чем за множество прошедших веков. Именно поэтому получается: несмотря на то, что основы сварочной техники и технологии были заложены еще в глубокой древности, практически все, что используется для сварки в промышленном производстве сейчас, появилось недавно.
Правильное обозначение сварки на чертежах и схемах
Условное обозначение сварки на чертежах и схемах сборочной и строительной документации регламентирует ГОСТ 2.312-72, государственная и международная ЕСКД.

При перенесении сварочных работ на бумагу в виде чертежа, необходимо придерживаться условных обозначений согласно ГОСТу 2.312-72.
Это связано с тем, что сваривание деталей – довольно сложный и ответственный вид работ, который задействован практически во всех отраслях промышленности. Электросварка позволяет создать более крепкие, долговечные и надежные металлические конструкции.
Читайте также:
Как производится сварка металлоконструкций.
Общие моменты отображения

Рисунки 1-6. Схемы обозначения сварных швов.
Различают несколько способов отображения сварных сопряжений:
- Видимый шов, что показывается сплошной чертой (Рисунок 1а, 1в).
- Невидимый шов изображают штрихпунктирными рисками (Рисунок 1г).
При точечной электросварке изображение точек выполняют с использованием знака «+» (Рисунок 1б). Знак чертится по правилам сплошными линиями (Рисунок 2). Невидимую точечную сварку не показывают.
Согласно стандарту от сварочного шва или точки проводится линия-выноска. Линия должна заканчиваться односторонней стрелкой (Рисунок 1). Линию проводят по направлению от видимого шва.
При отображении продольных и горизонтальных разрезов и сечений многопроходных сварочных швов необходимо показывать контур каждого прохода отдельно. Проходы сварочных швов маркируют с использованием кириллицы.
Обозначения сварки с нестандартными размерами отображают с обязательным указанием геометрических размеров элементов шва (Рисунок 3).

Таблица 1. Основные знаки и способы маркировки сварки.
Все границы сварки на чертежах показывают сплошными линиями, а конструкцию кромочной части – тонкой сплошной линией.
Основные знаки и способы маркировки сварки приведены ниже в таблице 1.
Лицевой частью сварного шва считается сторона, с которой выполняется сваривание. В двусторонней проектной схеме с несимметрично разделенными кромками берут за лицевую часть ту, по которой выполняют проход основного соединения.
При симметричных кромках за лицо можно взять любую из сторон. Условное обозначение показано на рисунке 4. За основу взято стандартное соединение или одна сварная точка.
Обозначение сварки с нестандартным соединением показано на рисунке 5.
При составлении машиностроительных требований конструкторского или строительного документа нужно указать способ сваривания нестандартного шва.
Правильный порядок вычерчивания линий-выносок показан на рисунках 6а и 6б. На рисунке 6а показано соединение с лицевой стороны, а на рисунке 6б – с оборотной стороны.
Вернуться к оглавлению
Маркировка пределов шероховатостей, типовые примеры маркировки

Рисунки 7-11. Условные обозначения шероховатостей швов и их маркировок.
Предельную шероховатость стыка указывают на полке линии-выноски или под ней (Рисунок 7). Разрешается указывать шероховатость в сводной таблице или включать в технические условия.
Требования по неразрушающему контролю сварного стыка можно указывать под линией-выноской (Рисунок 8). В технических условиях указывается норматив, который регламентирует данные требования. Электроды и другие электросварочные материалы для выполнения ремонтных работ указывают в технических условиях. Можно материалы не отображать. Это не будет грубым нарушением.
Всем одинаковым стыкам присваиваются одинаковые маркировки сварки и общий порядковый номер, что ставят на линии-выноске (Рисунок 9). Равноценные швы должны иметь один тип, равное поперечное сечение шовной зоны и одни технические условия. Среди типов соединений можно выделить тавровое, стыковое, угловое, внахлест, торцевое.
Если на чертеже нужно указать стыки, которые будут выполняться по одному стандарту, то их обозначение можно отобразить в технических требованиях работы или на схеме. Однозначащие односторонние соединения и симметричные стыки можно обозначить линиями-выносками, которые не имеют полок (Рисунок 10). Равнозначные конструкторские нормы к одной группе швов нужно указывать на чертеже только один раз.
Ниже, на рисунке 11 показано двустороннее стыковое сопряжение с разными кромками. Стык выполнен ручной дуговой сваркой при проведении монтажных работ. Лицевая шероховатость на данном обозначении сварки составляет 20 микрометров, предельная оборотная шероховатость – 80 микрометров.
Особой сложности при чертежном и схематическом обозначении сварки возникнуть не должно. Главное, соблюдать точное расположение объектов, придерживаться нормативной, сборочной документации, ГОСТ и унифицированной ЕСКД.
Обозначение сварных соединений
ГОСТ 2.312 – 72
Изображение сварного соединения на чертеже, независимо от применяемого способа сварки, может быть, как видимым, отображаемым в виде сплошной основной линии, так и невидимым швом, отображаемым штриховой линией.
Изображение сварного соединения
Отображение сварного соединения
Обозначение сварки
Условные обозначения
Упрощенное обозначение
Шов с лицевой стороны
Если сварной шов находится с лицевой стороны, то его условное обозначение наносят на полке линии-выноски, а односторонняя стрелка развёрнута наружу.
Шов с внутренней стороны
Если сварной шов находится с внутренней стороны, то его условное обозначение наносят под полкой линии-выноски, а односторонняя стрелка обращена внутрь.
Для отображения на чертеже одиночной сварной точки, не зависимо от использования метода сварки, применяют знак в виде креста «+», который наносится сплошными линиями. Если одиночные сварные точки невидимые, то их не изображают.
Обозначение сварной точки
От изображения сварного шва или одиночной точки приварки проводят линию-выноску, с односторонней стрелкой. Линию-выноску рекомендуется проводить по возможности от видимого шва.
Места сварки
Многопроходный сварной шов
На изображении сечения многопроходного сварного шва допускается наносить необходимые контуры отдельных проходов, при этом их следует обозначить прописными буквами русского алфавита.
Изображение нестандартного шва
Нестандартный сварной шов изображается на чертеже с указанием размеров конструктивных элементов, необходимых для выполнения данного сварного соединения по данному чертежу.
Границы сварного шва отображают сплошными основными линиями, а конструктивные части кромок в границах этого шва, наносятся сплошными тонкими линиями.
Обозначение шероховатости для механически обработанной поверхности сварного шва наносят на полке либо под полкой линии-выноски после соответствующего условного обозначения шва, а так же указывают в таблице швов, или записывают в технических требованиях чертежа.
Обозначение шероховатости и сварки
Примечание
Содержание и габаритные размеры граф таблицы швов стандартом не регламентируется.
Если для какого либо шва сварного соединения установлен необходимый контрольный комплекс или категория контроля сварного шва, то их обозначение допускается размещать под линией-выноской.
Обозначение контрольного комплекса
или категории контроля шва
На чертеже в таблице швов или в технических требованиях указывают ссылку на необходимый нормативно-технический документ.
На чертеже технологические сварочные материалы указывают в таблице швов или в технических требованиях. Материалы сварочные допускается не указывать.
В случае наличия на чертеже одинаковых сварных швов, им присваивают соответствующий номер.
Обозначение одинаковых швов
контактная сварка обозначение на чертеже – Сертификация и обучение на Svarka.guru
Контактная сварка металлов, перечень сварных соединений, а также конструктивные элементы и обозначение размеров на чертежах — вот что прописано в ГОСТ 15878-79. Данная стандартизация не распространяется только на сварку, выполненную контактным методом без расплавления металлов.
Конструктивные элементы
 Обозначение сварного контактного соединения на чертежах.
Обозначение сварного контактного соединения на чертежах.
Государственная стандартизация подробно описывает аналогичные элементы с указанием допустимых размеров и обозначений:
- кромки — это края детали, которые соединяются во время сварки;
- зазоры — расстояние между кромками, обозначаются литерой b;
- притупление — нескошенный торец кромки, c;
- угол скоса — это острый угол между кромкой и торцом, β;
- аналогичный параметр между скошенными кромками — угол разделки, a;
- ширина шовного соединения на чертеже обозначается буквой e;
- катет шва — литера k;
- толщина — обозначается t у стыкового и α углового шва.
Все конструктивные элементы сварочных соединений в справочниках именуются как геометрические параметры, полный перечень размеров и их обозначений приводится в ГОСТ 15878-79 КТ-5.
Нахлестка
Такой вид соединения часто применяют при точечной контактного вида сварке, если применять другую технологию, то получим большой расход материала и рабочего времени, а шов придётся проваривать с каждой стороны. Разделка кромок не производится, но они аккуратно обрезаются, чтобы исключить появление заусенцев при механическом разделении или наплывов при использовании газового резака. Торцы и прилегающая поверхность на расстоянии 20 мм от края зачищаются до блеска и обезжириваются.
Виды сварки
ГОСТ 15878 от 1979 года был выпущен взамен аналогичного документа, датированного 1970 годом выпуска — в нём были описаны основные виды контактных методик сварки, а также другие методы, некоторые из которых мы рассмотрим подробнее.
Точечная
Этот сварки методом небольшого по размерам контакта применяется во многих сферах человеческой деятельности: от строительства и до производства самолётов и ракет. Например, при создании прочной обшивки современных лайнеров из алюминия и его сплавов на корпусе расположены миллионы точечных сварных объектов, которые и образуют прочное соединение.
Принцип действия аппаратов точечной сварки предельно прост — металл в месте соединения мгновенно разогревается до температуры плавления с одновременным сильным сжатием с обеих сторон в результате получается прочный и эстетичный шов, выдерживающий любые нагрузки и колебания. Данный метод позволяет сократить до минимума время соединения металлов в одно целое. Применяется такая методика для прочного соединения листового материала и металлических стержней сваркой встык.
Рельефная
 Контактная сварка ГОСТ 15878-79 — это разновидность точечной методики, когда необходимо соединить конструкции со сложным рельефом кромок. На практике применяется много разновидностей этого вида сварки, а наиболее распространённой считается соединение листов внахлёст, которое осуществляется с помощью рельефов разной конфигурации. Например, сферические поверхности со сложными выпуклостями, которые в результате соединения образуют круглую форму.
Контактная сварка ГОСТ 15878-79 — это разновидность точечной методики, когда необходимо соединить конструкции со сложным рельефом кромок. На практике применяется много разновидностей этого вида сварки, а наиболее распространённой считается соединение листов внахлёст, которое осуществляется с помощью рельефов разной конфигурации. Например, сферические поверхности со сложными выпуклостями, которые в результате соединения образуют круглую форму.
Во время применения рельефной методики происходит пластическая деформация свариваемого материала, что характерно для условий, способствующих формировке надёжного соединения, после окончательного затвердевания.
Шовная
Применяется для создания прямых и непрерывных швов — машина создаёт серию точек, на которые впоследствии накладываются аналогичные точки. В результате такой интенсивной атаки и создается прочное соединение, которое полностью соответствует требованиям ГОСТ. Применяются три вида методик:
- Непрерывный вариант. Создаётся ровный шов при постоянном механическом воздействии роликов на соединяемые поверхности и непрерывной подаче электрического потенциала. Такие аппараты работают весьма эффективно, но склонны к перегреву, а ролики из-за высоких нагрузок быстро выходят из строя — стираются контактные поверхности. Требуется предварительная обработка соединяемых деталей.
- При шаговом методе роликовый механизм постоянно контактирует с поверхностью сварки и давит на деталь, которая перемещается прерывисто, что позволяет избежать негативного воздействия перегрева и последующей деформации.
- Прерывистая линия характерна использованием пульсирующих импульсов. Заготовка находится в постоянном движении между двумя прижимными роликами, а точки постоянно перекрывают друг друга образуя герметичный шов..
Третий вариант используется чаще и пользуется большей популярностью, чем два предыдущих.
Конденсаторная
ГОСТ на конденсаторную сварку легко можно найти в перечне соответствующих документов, а аналогичная технология была разработана ещё в начале прошлого века и за время использования не претерпела существенных изменений, зарекомендовав себя надёжным и простым способом соединения металлов. Сварочный агрегат имеет простую конструкцию, на электросеть оказывается небольшая нагрузка, а производительность при этом довольно высокая.
Суть процесса схожа с контактной сваркой, только здесь подача тока происходит импульсно и мощно, для чего используются мощные конденсаторы, отличающиеся большой ёмкостью.
 Схематическое изображение конденсаторной сварки.
Схематическое изображение конденсаторной сварки.
Обозначение на чертежах
Сварщик должен читать чертёж, как говорится с листа — от этого зависит правильное выполнение сварочных работ. Все виды сварки указываются на чертежах согласно требованиям ГОСТ, где прописаны виды обозначений, например:
- сплошная линия — это видимый шов;
- пунктир — это невидимая часть шва;
- контуры с указанием числа — это многослойные конструкции.
Выносные стрелки указывают точное место проведения сварочных работ, а тип сварки указывается буквенными символами, например, контактная сварка ГОСТ 15878-79 на чертежах обозначается так — Кт или КТ. Кроме этого, применяются обозначения, указанные в таблице:
| Сварной угол | Литера | Дополнительные сведения |
| Стыковой | С | тип шва плюс тип сварки |
| Угловой | У | шов + катет угла + точка шва + тип сварки |
| Тавровый | Е | шов + катет угла + тип сварки |
| Внахлёст | Н | диаметр сварной точки, ширина сварки роликового пита |

И. Р. Николаевкий, образование: колледж, специальность: мастер-сварщик, опыт работы с 2001 года: «Молодые исполнители обязаны разбираться в обозначениях, приведённых в ГОСТ, чтобы правильно выполнять порученные виды сварки и не допускать ошибок, негативно влияющих на качество и надёжность сварного соединения».
Выводы
Каждый сварщик в своей деятельности опирается на техническую подготовку, практический опыт и знание методик, регламентируемых ГОСТами.
Сварочные символы – Знакомство с чертежами
Предупреждение о безопасности: Опасность излучения ЭМП при сварке> Сварочные символы – основные сведения <
ОТ ROSEMARY REGELLOПримечание. Если вы ищете диаграмму, представленную в Картинках Google, прокрутите страницу вниз под рекламой школы сварки с правой стороны.
Как и другие аспекты черчения, существует набор символов для сварки, упрощающих общение между проектировщиком и строителем (т.е. сварщик). Поначалу этот язык может показаться немного странным, поэтому лучше изучать его по одному символу за раз. Например, посмотрите на горизонтальные фигурки ниже:
 –
–  –
– 
Эти цифры представляют собой основную структуру каждого чертежа спецификации для выполняемого сварного шва. Обозначение сварки имеет стрелку , которая указывает на место на чертеже, где требуется сварка.Стрела прикреплена к линии выноски , которая пересекается с горизонтальной опорной линией . Наконец, есть хвост на противоположном конце линии отсчета, которая разветвляется прочь в двух направлениях. Хвост не обязателен и нужен только для особых инструкций.
Получите 5-страничную версию журнала, готовую к печати, и копию, отправленную по электронной почте на ваш почтовый ящик. Ваша безопасная покупка помогает поддерживать этот сайт на коммерческом веб-сервере.Выплаты через редактор TheCityEdition.com. (Примечание. Учетная запись Paypal не требуется.)
– – – – – – – – – – – – – – – – – – – – – – – – –
В середине контрольной линии вы увидите геометрическую форму или две параллельные линии, указывающие, какой тип сварного шва следует выполнить на металле. Это обозначение сварного шва (не путать с общим обозначением сварки). Три обозначения сварных швов, которые вы видите на рисунках выше, обозначают квадратный, угловой и V-образный шов соответственно.
Обозначение сварного шва также может быть размещено над контрольной линией, а не под ней. Это размещение важно. Когда символ сварного шва находится ниже контрольной линии, это означает, что сварка должна выполняться на “стороне стрелки” соединения. Например, на следующем чертеже со стороны стрелки указан угловой сварной шов. На втором изображении вы можете увидеть фактический сварной шов.
![]()
Теперь, если символ сварного шва появляется над контрольной линией, то сварной шов следует выполнять на противоположной стороне соединения, на которую указывает стрелка.Вот как это будет выглядеть:
![]()
Если символ сварного шва появляется по обе стороны от контрольной линии, как показано ниже, это означает, что сварка должна выполняться с обеих сторон соединения.

Многочисленные символы сварных швов были разработаны для обозначения всех различных типов сварных швов, используемых в торговле, а также любых соединений, которые необходимо разрезать или скосить во время подгонки. Вот наиболее распространенные из них:

Если вы не знакомы ни со сварными швами, ни со стыками, обязательно ознакомьтесь с этими темами в зеленом поле меню, расположенном в верхней правой части этой страницы. Даже если вы знакомы, все равно нужно время, чтобы запомнить все эти символы и тип сварных швов, которые они представляют. Поэтому рекомендуется распечатать или ксерокопировать таблицу, содержащую как символы, так и рисунки выполненных сварных швов. Щелкните здесь, чтобы загрузить образец диаграммы, или посмотрите внизу справа от этого столбца.
Размеры и углы
Само собой разумеется, что числа также являются важной частью спецификации сварки.Ширина, глубина, отверстие в корне и длина сварного шва, а также угол любого скоса фаски, необходимого на основном металле перед сваркой, могут быть кратко указаны выше или ниже контрольной линии.

В большинстве случаев ширина (или диаметр) сварного шва указывается слева от символа сварного шва (здесь выражается в дюймах), а его длина указывается справа. (Как объясняется в разделе «Анатомия сварного шва», ширина сварного шва – это расстояние от одного участка сварного шва до другого.) Часто длина не указывается, что означает, что сварной шов следует проложить от начала до конца соединения или там, где происходит резкое изменение соединения на основном металле.
Размеры, указанные под контрольной линией, конечно же, относятся к стыку со стороны стрелки, а размеры, указанные выше, относятся к стыку с другой стороны. На изображении выше сварные швы обозначены с обеих сторон соединения.
Иногда указывается серия отдельных сварных швов, а не один длинный шов.Это обычное явление, когда свариваются тонкие или термочувствительные металлы или когда стык очень длинный. В следующем обозначении и на чертеже указаны 3-дюймовые прерывистые угловые швы:
 –
–
Обратите внимание, что символы сварных швов по обе стороны от контрольной линии выше смещены, а не отражают друг друга. Это означает, что сварные швы должны быть расположены в шахматных точках по обе стороны от стыка, как показано на рисунке справа.
Обозначение сварного шва может также указывать угол, отверстие в корне или размер торцевой поверхности. Это обычное явление, когда свариваемый основной металл толще 1/4 дюйма. В следующем примере показано обозначение и чертеж, требующие соединения с V-образной канавкой:
 – – – – – –
– – – – – – 
Здесь размер сварного шва с разделкой кромок указан внутри символа. Первый – 1/8, который соответствует корневому отверстию 1/8 дюйма. Большое число под ним означает 45 градусов, что соответствует углу , включенному между пластинами.«Включено» означает сумму углов, скошенных с каждой стороны. Итак, в этом примере скос, сделанный на каждой пластине, составляет 22 1/2, что составляет 45 градусов.
Прочие символы и множественные справочные линии
При переходе к другой части общего обозначения сварки на пересечении контрольной линии и линии выноски можно вставить два других символа, как показано ниже:
 – – – – – – – –
– – – – – – – – 
Флагшток обозначает сварной шов , поле , который просто указывает сварщику выполнять работу на месте, а не в мастерской.Круг для сварки по всему периметру , расположенный в том же стыке, означает именно это. Хотя этот символ часто используется на трубах и трубопроводах, некруглый структурный компонент (как показано справа вверху) может также нуждаться в сварке со всех сторон.
Вот еще несколько типов инструкций, которые вы можете увидеть на чертеже:
–  – – – – –
– – – – – 
Кривая, расположенная над лицевой стороной символа сварного шва, указывает, что готовый сварной шов должен быть плоским, выпуклым или вогнутым.(Если вы видите прямую линию, значит, это плоский сварной шов, т. Е. Ровная поверхность.) Как показано вверху справа, символ сварного шва с V-образной канавкой с рамкой над ним указывает на то, что для этого соединения требуется подкладная полоса или стержень. Полоса или пруток должны быть приварены к обратной стороне стыка перед выполнением шва с разделкой кромок.
Несущую полосу или стержень иногда путают с «обратным сварным швом» или «поддерживающим швом». Это не то же самое, что использовать подкладочную ленту. Задний сварной шов – это второй сварной шов, созданный на задней стороне стыка после завершения первичного шва с разделкой кромок.Напротив, сварной шов на основе – это сварной шов, который сварщик выполняет первым (поэтому он выполняет ту же функцию, что и подкладочная лента). Несущая полоса – это кусок металла, приваренный к нижней части пластин для обеспечения гладкого и ровного шва. Каждый из этих трех вариантов проиллюстрирован ниже с использованием символа хвоста и сварного шва, чтобы сообщить, что должно произойти.

Как видите, единственная разница между обратным и подкладочным швами заключается в том, когда они выполняются.Символы выглядят одинаково, поэтому оба должны быть указаны по имени. В третьем символе указаны размеры и тип стали (А-38) для подкладной ленты.
Когда сварка состоит из множества этапов, вы иногда можете видеть несколько контрольных линий на символе сварки, как показано ниже:

Чтобы инструкции были понятны, несколько контрольных линий могут отходить от линии выноски по параллельной траектории.Каждая строка представляет собой отдельную операцию и выполняется по порядку, начиная со строки, ближайшей к стрелке.
Дополнительный хвост = специальные инструкции
Как вы только что видели в случае несущей полосы, раздвоенный конец символа сварки используется для передачи деталей, которые не являются частью нормальных параметров, заявленных на контрольной линии. Например, инженер или дизайнер может захотеть, чтобы сварщик использовал сварку штучной сваркой (например, SMAW) или другой сварочный процесс.Или может быть другая информация:

Конечно, когда не требуются специальные инструкции, хвостик в символе сварки опускается, оставляя только контрольную линию, стрелку и линию выноски.
Более сложные условия сварки
Освоив основы, вы будете готовы усвоить множество других деталей, представленных на рабочих чертежах и чертежах. Среди самых распространенных:
- • Инструкции по чистовой обработке и контурной обработке
- • Характеристики зенковки и фаски
- • Шлифовальная или другая механическая обработка
- • Инструкции по точечной или электрозащитной сварке
Ниже вы найдете стандартную таблицу, которая используется для передачи информации с помощью символа сварки.Вам может потребоваться обратиться к нему, когда в списке много размеров или нетипичных спецификаций, которые нужно разобрать.

Для дальнейшего изучения символов сварки следуйте ссылкам в поле ресурсов в правом верхнем углу этой страницы. Фонд Линкольна также издает книгу «Как читать рисунки в магазине», которая стоит 10 долларов, если вы купите ее на их веб-сайте. (См. Ссылку справа вверху.)
– – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – –
Далее: Дефекты сварного шва
– – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – –
Если у вас есть предложения или проблемы с веб-сайтом, напишите сварщику [at] thecityedition [dot] com.
Вернуться в главное меню
Авторские права © 2012-2018 TheCityEdition.com
– – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – –
Новое в The City Edition: EMFradiation.net
Также обязательно оформить заказ:
ChemtrailSafety.com
TheSolarPlanner.com
Планировщик мега-катастроф
Бюджетный справочник по Европе (слайд-шоу)
.Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}} .
.Сварочное представительство – вопросы и ответы на технические чертежи
Почему технический чертеж сварочного представления?
В этом разделе вы можете изучить и попрактиковаться в вопросах технического рисования на основе «Сварочного представительства» и улучшить свои навыки, чтобы пройти собеседование, конкурсный экзамен и различные вступительные испытания (CAT, GATE, GRE, MAT, банковский экзамен, железнодорожный экзамен и т. Д. .) с полной уверенностью.
Где я могу получить вопросы и ответы с пояснениями о техническом чертеже по сварке?
IndiaBIX предоставляет вам множество полностью решенных вопросов и ответов на технические чертежи (представление сварки) с пояснениями. Решенные примеры с подробным описанием ответов, даны пояснения, которые легко понять. Все студенты и первокурсники могут загрузить вопросы викторины «Представление технических чертежей по сварке» с ответами в виде файлов PDF и электронных книг.
Где я могу получить вопросы и ответы на собеседовании с представителем технических чертежей по сварке (тип цели, множественный выбор)?
Здесь вы можете найти вопросы и ответы для собеседований и вступительных экзаменов. Также предусмотрены вопросы с множественным выбором, а также вопросы истинного или ложного типа.
Как решить проблемы с изображением сварочных работ на технических чертежах?
Вы можете легко решить все виды вопросов технического чертежа, основанные на представлении сварки, выполнив упражнения объективного типа, приведенные ниже, а также получите быстрые методы для решения задач представления сварки на техническом чертеже.
Упражнение: Сварочное представительство – Общие вопросы
.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}} .