Как нарезать коническую резьбу: Как нарезать коническую резьбу метчиком
alexxlab | 10.06.1992 | 0 | Разное
Способ нарезания наружной или внутренней конической резьбы резцом
Способ предназначен для осуществления на обычном токарном станке и на станке с ЧПУ. На заготовку, содержащую торец, наносят реперный знак в выбранной системе координат, устанавливают на станок в требуемое положение относительно системы координат, устанавливают резец на суппорте станка на заданном расстоянии от торца. Вращают заготовку, а резцу сообщают необходимые движения в виде поперечной подачи салазок на глубину резания и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы. Резьбу нарезают на заготовке с конусной поверхностью, выполненной с заданным для резьбы натягом, а резец устанавливают на расстоянии от основной плоскости резьбы с учетом отклонения Δ фактического натяга от номинала. Достигается упрощение нарезания резьбы, снижается расход металла и повышается точность готовой детали за счет компенсации отклонения фактического натяга от номинала, что необходимо для обеспечения требуемой относительной ориентации соединяемых резьбой деталей.
Изобретение относится к области обработки металлов резанием и может быть использовано для изготовления конической резьбы на деталях двухупорного соединения.
Известен способ нарезания резьбы, при котором заготовка вращается, резцу сообщают связанную с ее вращением подачу на шаг, а для повышения качества резьбы и производительности обработки резцу одновременно с подачей на шаг сообщают поперечное врезание в зависимости от величины изменения профиля резьбовой детали в поперечном сечении, причем угол при вершине резца выбирают меньшим угла профиля резьбы (авт. свид. SU 299310 МПК6, B23G 1/02, опубл. 1971 г.).
Такой способ нарезания резьбы резцом не обеспечивает получения резьбы с фиксированным расположением резьбовых витков в системе координат деталей, содержащих упорные уступы, что не позволяет использовать такой способ для нарезания резьбы в деталях двухупорного соединения.
Известен способ нарезки конической резьбы (Основные вопросы точности, взаимозаменяемости и технических измерений в машиностроении.
Однако ограничение только одного предельного контура – наибольшего для ниппеля и наименьшего для муфты – приводит к тому, что на практике встречаются либо с получением излишнего натяга, либо же с тем, что торцы замкового соединения замыкаются при наличии зазора по среднему диаметру резьбы.
Кроме того, для получения двухупорного соединения требуется срезать на торцах соединяемых деталей припуски, что усложняет изготовление деталей соединения и увеличивает расход металла.
Известен способ нарезания наружной или внутренней конической резьбы резцом на вращающейся заготовке (патент RU 2250155, МПК
Такой способ позволяет нарезать резьбу с фиксированным расположением резьбовых витков в системе координат свинчиваемых деталей и повысить точность по углу свинчивания резьбового соединения деталей только с цилиндрической резьбой. Кроме того, при таком способе требуется срезать припуск по диаметру и на торцах соединяемых деталей, что увеличивает расход металла.
Наиболее близким к заявляемому и принятым в качестве прототипа является способ обработки конических резьб трубных муфт (RU 2214320, B23G 1/00, 20.10.2003), предусматривающий нарезание наружной или внутренней конической резьбы резцом на вращающейся заготовке, имеющей конусную поверхность, выполненную с заданным для резьбы натягом, и упорный уступ или торец, и включающий установку заготовки на станок и установку резца на суппорте станка и сообщение ему движения в виде поперечной подачи салазок на глубину резания и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы.
Однако при нарезании конической резьбы таким способом не обеспечивается требуемая относительная ориентация соединяемых резьбой деталей, что объясняется относительным разворотом соединяемых деталей из-за наличия отклонения натяга конусов друг по другу.
Технической задачей изобретения является создание способа нарезки наружной или внутренней конической резьбы резцом, при котором обеспечивается требуемая относительная ориентация соединяемых резьбой деталей, упрощение изготовления деталей соединения.
Поставленная техническая задача решается усовершенствованием способа нарезания наружной или внутренней конической резьбы резцом на вращающейся заготовке, имеющей конусную поверхность, выполненную с заданным для резьбы натягом, и упорный уступ или торец, включающий установку заготовки на станок и установку резца на суппорте станка и сообщение ему движения в виде поперечной подачи салазок на глубину резания и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы.
Это усовершенствование заключается в том, что на заготовку наносят реперный знак в выбранной системе координат и устанавливают на станке в требуемое положение относительно системы координат станка, устанавливают резец на суппорте станка на расстоянии от основной плоскости резьбы, соответствующем отклонению фактического натяга от номинального расстояния.
Такая установка заготовки и резца позволяет повысить точность обработанной детали за счет компенсации отклонения фактического натяга от номинального размера, что необходимо для обеспечения требуемой относительной ориентации соединяемых резьбой деталей.
Одним из вариантов выполнения способа является вариант, при котором резец устанавливают в продольной плоскости расположения реперного знака на расстоянии от упорного торца заготовки, определяемом из соотношения:
L=l ± Δ,
где l – натяг конуса в виде номинального расстояния от упорного уступа или торца до основной плоскости резьбы,
± – направление компенсации: «+» – фактический натяг больше номинального, «-» – фактический натяг меньше номинального расстояния; Δ – отклонение фактического натяга от номинального расстояния. При втором варианте выполнения способа резец устанавливают в продольной плоскости, расположенной под углом α к продольной плоскости расположения реперного знака, определяемым из соотношения:
,
где t – шаг нарезаемой резьбы.
– противоположно направлению нарезаемой резьбы на ниппельных конусах с натягом больше номинального и на муфтовых конусах с натягом меньше номинального;
– совпадает с направлением нарезаемой резьбы на ниппельных конусах с натягом меньше номинального и на муфтовых конусах с натягом больше номинального.
При таком варианте повышается точность установки резца за счет большей (в 360°/t раз) величины углового смещения.
Заявляемый способ поясняется чертежами, на которых на фиг. 1 изображена схема нарезания внутренней резьбы на заготовке с конусной поверхностью, имеющей фактический натяг меньше номинального размера, на фиг. 2 – схема нарезания наружной резьбы на заготовке с конусной поверхностью, имеющей фактический натяг больше номинального размера, на фиг. 3 – сечение Б-Б на фиг. 2.
Предлагаемый способ можно осуществить как на обычном токарном станке, так и на станке с числовым программным управлением.
где
Δ – отклонение фактического натяга от номинала;
t – шаг нарезаемой резьбы, что повышает точность установки резца 4.
Позицией 12 обозначена номинальная конусная поверхность.
Предлагаемым способом осуществили нарезку внутренней резьбы на заготовке 1 и наружной резьбы на заготовке 2 деталей ведущей бурильной трубы ⌀171 мм (□140 мм), выполненной с заданным для резьбы натягом l=15,875 мм и заданным размером А=128 мм между упорными торцами резьбовой части с конусностью 1:6 на токарном станке СА983Ф10С32. Заготовки 1 и 2 вращали со скоростью 54 м/мин, резцу 6 сообщали необходимые движения в виде поперечной подачи салазок на глубину резания от 0,6 мм до 0,1 мм и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы 6,35 мм. При нарезании резьбы на муфте заготовка имела натяг по конусу 15,975 мм. Резец устанавливали с учетом имеющегося отклонения фактического натяга от номинального размера гладких конусов в продольной плоскости 11, расположенной под углом к продольной плоскости 10 расположения реперного знака. При нарезании резьбы на ниппеле заготовка имела натяг по конусу 16,025 мм и резец устанавливали с учетом имеющегося отклонения фактического натяга от номинального размера гладких конусов в продольной плоскости 11 под углом к продольной плоскости 10 расположения реперного знака 5 на ниппельной резьбе.
Таким образом, использование предлагаемого способа позволяет упростить нарезание резьбы и снизить расход металла за счет использования заготовки с заданным для резьбы натягом и заданной длиной резьбовой части, а также повысить точность готовой детали за счет компенсации отклонения фактического натяга от номинального размера, что необходимо для обеспечения требуемой относительной ориентации соединяемых резьбой деталей.
1. Способ нарезания наружной или внутренней конической резьбы резцом на вращающейся заготовке, имеющей конусную поверхность, выполненную с заданным для резьбы натягом, и упорный уступ или торец, включающий установку заготовки на станок и установку резца на суппорте станка и сообщение ему движения в виде поперечной подачи салазок на глубину резания и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы, отличающийся тем, что на заготовку наносят реперный знак в выбранной системе координат и устанавливают на станке в требуемое положение относительно системы координат станка, при этом резец устанавливают на суппорте станка на расстоянии от основной плоскости резьбы, соответствующем отклонению фактического натяга от номинального расстояния.
2. Способ по п. 1, отличающийся тем, что резец устанавливают в продольной плоскости расположения реперного знака на расстоянии L от упорного уступа или торца, определяемом из соотношения:
L=l±Δ,
где l – натяг конуса в виде номинального расстояния от упорного уступа или торца до основной плоскости резьбы;
± – направление компенсации: «+» – фактический натяг больше номинального, «-» – фактический натяг меньше номинального расстояния;
Δ – отклонение фактического натяга от номинального расстояния.
3. Способ по п. 1, отличающийся тем, что резец устанавливают в продольной плоскости, расположенной под углом α к продольной плоскости расположения реперного знака, определяемым из соотношения:
где t – шаг нарезаемой резьбы.
Коническая резьба: ГОСТ 6111-52, дюймовая, метрическая
Статья рассказывает о вещах, которые необходимо знать при работе с конической резьбой. Но для начала следует рассмотреть, для чего сейчас применяется металлическое резьбовое соединение.
Железные трубы в настоящее время можно встретить лишь в домах, которые не ремонтировались на протяжении нескольких десятилетий. Железо было вытеснено трубами из металлопластика и полипропилена. Последние разработки позволяют обеспечить полную герметизацию соединения, что привело к отказу от стали в качестве материала для стояков и других систем.
Но в местах с необходимой надежностью, превышающей обычные значения, использование металла продолжается и является зачастую единственным выходом из ситуации.
Этому есть две основные причины:
- механические нагрузки извне;
- большие значения давления в трубопроводе.
Например, проезжающий автомобиль легко раздавит неглубоко закопанную пластиковую трубу, в то время как стальная труба, скорее всего, выдержит эту нагрузку.
Стоит учесть, что сваркой соединять канализационные и водопроводные трубы не везде возможно и желательно. К этому может привести невозможность доступа к месту сварки или опасность взрыва. Также, зачастую требуется создать разъемное соединение, позволяющее присоединять к трубе по необходимости различные измерительные устройства. Соединения посредством резьбы и применяются с этой целью. Особенность в виде гладких краев резьбы обеспечивает плотность соединения при помощи герметиков или специальных лента для изоляции.
Также, зачастую требуется создать разъемное соединение, позволяющее присоединять к трубе по необходимости различные измерительные устройства. Соединения посредством резьбы и применяются с этой целью. Особенность в виде гладких краев резьбы обеспечивает плотность соединения при помощи герметиков или специальных лента для изоляции.
Содержание
- Классификация
- Коническая трубная резьба
- Технические регламенты
- Нарезка резьбы с конусным профилем
- Как обозначаются соединения деталей с резьбой
Классификация
Резьбы подразделяются на два основных типа:
- конические;
- цилиндрические.
Соответственно резьбовые соединения могут быть:
- конические-цилиндрические;
- цилиндрические-цилиндрические;
- конические-конические.
Коническая трубная резьба
Такой резьбой называют резьбу на трубных изделиях с сужающемся профилем к концу изделия. Если внутренняя резьба резьбового соединения является уже изношенной или сорванной и не подлежит полной замене, применяется именно резьба с коническим профилем. Она может придать на некоторый период времени герметичность соединению. Так, если в зимний период года надо осуществить запуск теплосети можно использовать эту особенность. Однако, как появится возможность, следует поменять полностью соединение.
Она может придать на некоторый период времени герметичность соединению. Так, если в зимний период года надо осуществить запуск теплосети можно использовать эту особенность. Однако, как появится возможность, следует поменять полностью соединение.
Согласно техническим регламентам резьбу с коническим профилем используют лишь тогда, когда есть необходимость в обеспечении участка, находящемся в условии большого давления, полной герметичностью. Так, системы гидравлического привидения в работу габаритных машин являются подобным случаем.
Технические регламенты
Нельзя забывать и о действующих нормах:
1. Необходимо соблюдать значение угла профиля резьбы равным 55 градусам.
2. По стандартам для разных диаметров существует свой шаг.
3. Должно соблюдаться значение угла отклонения конусной поверхности от оси трубы в независимости от её диаметра. Должен соблюдаться уклон равный соотношению 1 к 16.
4. Шесть дюймов составляет максимально возможный диаметр. Сварочное или соединение фланцами применяется к трубам, характеризующимися большими диаметрами.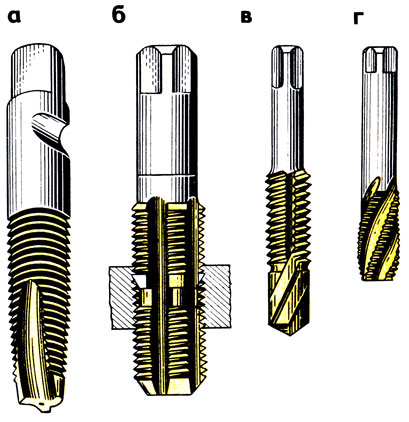
5. Необходимо соблюдать фиксированное соотношение диаметра с длиной конической резьбы. Вся длина наружной резьбы и рабочая её длина разделяются. Должно строго соблюдаться отношение всей длины с рабочей длиной нарезанной резьбы.
6. Стандарты также регламентируют варианты обозначений. Буква R говорит о наружной конической трубной резьбе. Буквы LH говорят о резьбе с левой спиралью. Также в обозначение входит размер резьбы. Rc обозначает внутреннюю резьбу конического профиля, а Rp цилиндрического профиля, часто используемая вместе с рассматриваемой резьбой.
Нарезка резьбы с конусным профилем
Основными инструментам нарезки резьбы являются:
1. резцы и гребенки на станках;
2. метчики, плашки, резьбонарезные головки;
3. накатные плашки;
4. фрезы для нарезки резьбы;
5. круги с абразивным покрытием.
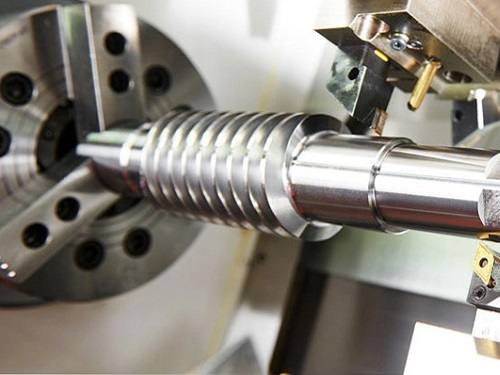
Нарезка с использованием резца. Резцы для нарезки и гребенки на станках позволяют изготавливать как наружные, так и внутренние резьбы. Метод можно охарактеризовать как имеющий невысокую скорость нарезки. Сейчас его применяют в мелком производстве или при изготовлении винтов, обладающими высокой точностью. К достоинству можно отнести легкость использования инструментом и изготовление резьбы высокой точности.
Сейчас его применяют в мелком производстве или при изготовлении винтов, обладающими высокой точностью. К достоинству можно отнести легкость использования инструментом и изготовление резьбы высокой точности.
Нарезание с использованием плашки и метчика. Плашки для труб бывают двух видов: круглые и раздвижные. Первые используются для нарезки 52 миллиметровой резьбы. Вторые включают в себя две половины, которые сближаются при резке труб. Метчиком называют стальной стержень с резьбой с режущими кромками. Метчики бывают машинные и ручные.
Нарезка резьбы накатыванием. Этот метод является основным промышленным способом. Изделие пропускают между двух плоских плашек, которые имеют резьбовой профиль, а на детали образуется соответствующая ему резьба.
Фрезерование резьбы производят на соответствующих станках. Фреза, которая вращается с большой угловой скоростью, при радиальной подаче углубляется в деталь и нарезает резьбу на ее поверхности. Деталь или фреза постепенно перемещается в осевом направлении на расстояние, которое равно шагу будущей резьбы.
Шлифование используется в основном при нарезке резьбы на деталях, небольшой длины. Шлифовальный круг расположен по отношению к детали под таким углом, который соответствует подъему резьбы.
Как обозначаются соединения деталей с резьбой
Так как соединяемые детали могут иметь разные резьбы, их соединение обозначают отношение внешней резьбы к внутренней. Например, Rp/R ¾ R является соединением деталей с левой резьбой посредством внутренней цилиндрической и наружной конической.
При присоединении детали с резьбой одного типа ко второй детали с резьбой другого типа необходимо соблюдать осторожность, дабы избежать повреждения гребней. Поэтому всё же рекомендуется соединять детали, имеющие один тип резьбы.
Итак, были подробно разобраны все вопросы, которые могут возникнуть при работе с резьбой конического профиля. Можно быть уверенным, что полученные знания пригодятся в будущем.
Нарезание конической резьбы. – BBS журнала The Home Shop Machinist & Machinist’s Workshop Magazine
Существует разница в резьбе, нарезанной за счет смещения заготовки, по сравнению с резьбой, нарезанной с помощью конусной насадки. Существует третий метод, который можно использовать на некоторых токарных станках, а именно вращение передней бабки. Но это было бы то же самое, что и смещение на задней бабке. Тем не менее, разница не из-за частичных потоков, как вы, кажется, подразумеваете: они имеют небольшое значение или не имеют никакого значения в том, что касается подгонки.
Существует третий метод, который можно использовать на некоторых токарных станках, а именно вращение передней бабки. Но это было бы то же самое, что и смещение на задней бабке. Тем не менее, разница не из-за частичных потоков, как вы, кажется, подразумеваете: они имеют небольшое значение или не имеют никакого значения в том, что касается подгонки.
Реальная разница в шаге резьбы. Если вы используете коническую насадку, вы получите количество витков на дюйм, которое вы установили для смены шестерен для ИЗМЕРЕНИЯ ПАРАЛЛЕЛЬНО ЦЕНТРАЛЬНОЙ ОСИ РАБОТЫ. Однако, если вы сместите заготовку на задней бабке или повернете переднюю бабку, то шаг резьбы будет вдоль угла конусности, и он будет другим, если измерять его относительно оси заготовки.
При малом угле конуса резьба, вероятно, будет сопрягаться, но при увеличении этого угла возникнут проблемы. Например, при угле конусности 5 градусов к оси резьба 20 TPI, нарезанная со смещением задней бабки, фактически будет равна 20,076 TPI, измеренной параллельно оси. И коническая гайка 20 TPI, вероятно, подойдет без видимых проблем. Обратите внимание, что он идеально подходит для резьбового калибра 20 TPI.
И коническая гайка 20 TPI, вероятно, подойдет без видимых проблем. Обратите внимание, что он идеально подходит для резьбового калибра 20 TPI.
Однако, если угол конусности составляет 30 градусов от оси, то значение TPI, измеренное параллельно оси, будет равно 23,094 TPI, и «соответствующая» гайка с 20 TPI, измеренным параллельно центральной оси, определенно не подойдет.
Дело в том, что если вы собираетесь указать и нарезать коническую резьбу, вы должны решить, как вы собираетесь указать и измерить шаг резьбы; параллельно центральной оси изделия или параллельно углу конусности одной стороны.
Другим важным вопросом при нарезании конической резьбы является положение инструмента перпендикулярно оси заготовки или углу конуса. Это будет иметь значение в подгонке. Опять же, при малых углах конусности это не имеет большого значения или вообще не имеет значения. Но при больших углах это становится более важным.
В Справочнике по машинному оборудованию указано, что трубная резьба в США нарезается с конусностью 1 к 16 по диаметру, а V-образная резьба устанавливается относительно оси трубы. Это угол конусности всего 3,58 градуса с одной стороны. Это меньше, чем в приведенном выше примере с 5 градусами, а разница в шаге резьбы, измеренном по оси, по сравнению с углом конуса составляет всего 0,2%. Это всего лишь 0,002 дюйма на дюйм. Таким образом, практически не имеет значения, как вы нарежете эти резьбы.
Это угол конусности всего 3,58 градуса с одной стороны. Это меньше, чем в приведенном выше примере с 5 градусами, а разница в шаге резьбы, измеренном по оси, по сравнению с углом конуса составляет всего 0,2%. Это всего лишь 0,002 дюйма на дюйм. Таким образом, практически не имеет значения, как вы нарежете эти резьбы.
Первоначальное сообщение от ДжЧаннум Посмотреть сообщение
Я не могу понять половину того, что говорит джентльмен на видео, но поскольку кажется, что он не может прямо застегнуть свой магазинный пиджак, я должен сомневаться в ценности любой информации, которую он может предоставить.
Существует два типа конической резьбы, и для каждого из них необходимо использовать разные методы:
1. Трубная резьба коническая, но заготовка прямая. Нить глубокая на конце, сужающаяся к нулю. Их можно вырезать с помощью конусной насадки или методом смещения. Инструмент подают под углом 90* к заготовке.
2. Коническая резьба на конической заготовке имеет одинаковую глубину по всей длине. Их также можно нарезать с помощью конусной насадки или путем смещения заготовки, сначала поворачивая ее до желаемого конуса, а затем нарезая резьбу тем же методом. Инструмент в данном случае представлен на 90* к конусу.
как нарезать коническую резьбу
- Ответов: 4
Как нарезать коническую резьбу? Я предполагаю, что мне нужно будет использовать мою конусную насадку.
Нажмите, чтобы развернуть…
3
Автор:
3удар
Зарегистрировано · От GA
- Сообщения
- 179
- Оценка реакции
- 49
- Очки
- 28
Р.
 Дж. Саковски
Дж. Саковски
- #2
Либо коническая насадка, либо токарный станок с ЧПУ. вы также можете повернуть между центрами и сместить заднюю бабку на величину конуса.
На станке с ЧПУ, резьбофрезе.
П. Уоллер
- #3
3strucking сказал:
Как происходит нарезание конической резьбы? Я предполагаю, что мне нужно будет использовать мою конусную насадку.
Нажмите, чтобы развернуть…

Раньше я натачивал коническую резьбу на ручном токарном станке. Если у вас нет станка, предназначенного для этого применения (например, токарного станка для нефтяных месторождений), это в лучшем случае утомительно.
При этом это не сложно, просто медленно. Поверните конус с помощью конусной насадки, затем заправьте конус с помощью конусной насадки, используя ползунковую шкалу для глубины резьбы. Имейте в виду, что старый ручной станок с конической насадкой может иметь большой люфт между поперечным суппортом и конусной планкой.
Если у вас действительно есть машина, требующая отсоединения ходового винта с поперечным скольжением, используйте состав для контроля глубины резьбы.
Не сложно, просто раздражает.
Удачи
3удар
- #4
Я никогда не использовал свою коническую насадку, но думаю, что скоро попробую.
Джим18655
- #5
Если вы пытаетесь нарезать трубную резьбу, я видел, как кто-то сделал держатель для одной плашки для метчика. Они держали его перпендикулярно трубе и использовали конус матрицы, чтобы сделать коническую резьбу.
Вы должны войти или зарегистрироваться, чтобы ответить здесь.
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл.