Как нарезать коническую резьбу – Как нарезать конусную резьбу? – Обработка резанием
alexxlab | 17.11.2019 | 0 | Разное
Нарезание – коническая резьба – Большая Энциклопедия Нефти и Газа, статья, страница 1
Нарезание – коническая резьба
Cтраница 1
Нарезание конической резьбы на токарно-винторезном станке производится с помощью копировальной линейки, которая устанавливается на величину угла уклона конуса 9 – Шаг резьбы устанавливается так же, как и для цилиндрических резьб. [1]
Нарезание конической резьбы производят на станках, имеющих конусную линейку. Биссектриса профиля конической резьбы согласно стандартам, принятым в СССР, перпендикулярна оси резьбы. Шаг измеряется в направлении, параллельном оси резьбы. Средний диаметр конической резьбы в каждом сечении, перпендикулярном оси, имеет разную величину, поэтому на конической резьбе задается плоскость измерения на расстоянии а от торца. В плоскости измерения указывают величины наружного, среднего и внутреннего диаметров резьбы. [2]
Нарезание конической резьбы
Недопустимо нарезание конической резьбы со стороны необработанной поверхности из-за возможных колебаний размера от этой поверхности до измерительной базы. Поэтому перед нарезанием конической резьбы необработанную поверхность следует цековать. [6]
Для нарезания конических резьб применяют конические и самооткрывающиеся метчики. [7]
Для нарезания конической резьбы применяются головки с крупными гребенками, предназначенные для нарезания цилиндрической резьбы. [8]
Для нарезания конической резьбы применяют обычно круглые резцы. Стержневые резцы применяют очень редко; но конструкции они почти ничем не отличаются от стержневых резцов для цилиндрической резьбы. [9]
Для нарезания конических резьб с конусностью К – у – – целесообразно применять гребенки с неравномерным смещением нарезки. [10]
Для нарезания конической резьбы на трубах применяются трубонарезные патроны, устанавливаемые на специальных станках. Во время нарезания резьбы патроны вращаются, а труба вращения не имеет. [11]
Для нарезания конической резьбы применяются плашки специальной конфигурации. [12]
Для нарезания конических резьб применяются плашки с конической резьбой. [13]
Для нарезания конических резьб с конусностью k – j целесообразно применять гребенки с неравномерным смещением нарезки. [14]
Схема нарезания конической резьбы метчиками представлена на фиг. В некоторых случаях эта схема применяется также для нарезания цилиндрической резьбы. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ BSPT. ЧТО ТАКОЕ КОНИЧЕСКАЯ ТРУБНАЯ РЕЗЬБА?
НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ BSPT. ЧТО ТАКОЕ КОНИЧЕСКАЯ ТРУБНАЯ РЕЗЬБА?
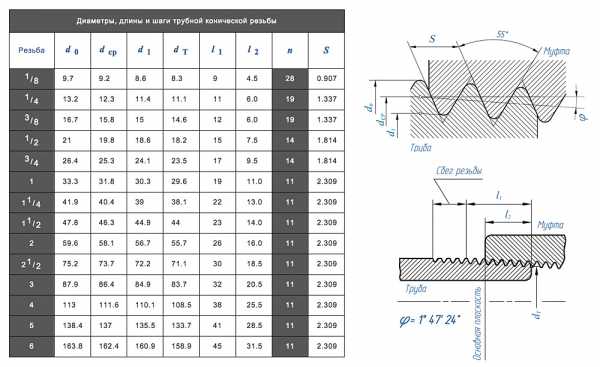
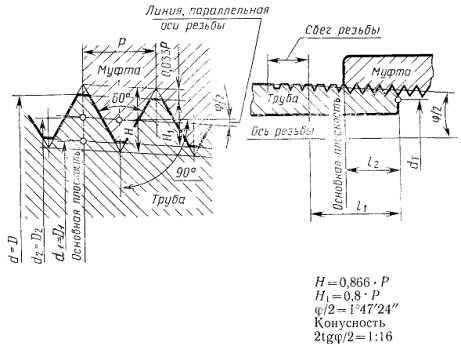
Трубная коническая резьба ГОСТ 6211–81 в основном применяется в соединениях где требуется повышенная герметичность труб при больших давлениях жидкости или газа. По международной квалификации имеет обозначение BSPT (British Standard Pipe Thread). В Российской Федерации основное применение этой трубной конической резьбы встречается при монтаже систем водоснабжения, отопления, а также при монтаже труб газообеспечения. Профиль конической трубной резьбы имеет угол 55°, вершины и впадины его закруглены. Шаг этой резьбы выражается числом витков на один дюйм. Угол уклона конуса, на котором нарезается трубная коническая резьба, равен 1°47′24″, что соответствует конусности 1:16. Наружная трубная коническая резьба условно обозначается буквой R, а внутренняя коническая трубная резьба буквами Rc. Обозначение левой конической резьбы дополняется буквами LH, а правая RH.
Очень часто коническую трубную резьбу называют конусная. При выборе резьбонарезного инструмента нужно особое внимание обращать на маркировку резцов – резьбонарезных гребёнок. На них указывается размер и тип резьбы. Также не путайте коническую трубную резьбу BSPT и коническую трубную резьбу NPT. NPT (National Pipe Thread) предназначены для изготовления трубных резьб конических (ГОСТ 6111-52) и применяются в основном в США, а также при монтаже оборудования на нефте и газоперерабатывающих заводах в России изготовленного в США. Резьба NPT имеет другой шаг и не совместимы с трубной резьбой BSPT. Что бы посмотреть как правилно нарезать трубную коническую резьбу BSPT клуппом смотрите инструкцию.
Нарезать резьбу на трубе, по месту, можно при помощи резьбонарезных плашек для трубной резьбы, а также при помощи резьбонарезных клуппов. Сантехники-профессионалы в основном используют резьбонарезные клуппы. Резьбонарезные плашки, в отличии от клуппа, являются целиковым режущим инструментом. Клупп состоит из корпуса – головки, четырёх резьбонарезных гребёнок – резцов, верхней прижимной шайбы и четырёх винтов крепления. Резьбонарезные гребёнки обозначены номерами от 1 до 4 и устанавливаются в корпус головки в посадочное место с соответствующим обозначением. Для нарезания трубной резьбы клуппом не требуется предварительное снятие фаски на торце трубы, так как гребёнки имеют небольшой скос для этого и лёгкого выполняют заход на трубу снимая лишний металл. Для нарезания резьбы при помощи плашек необходимо иметь ровный торец и фаску, в противном случае можно загубить режущие кромки.
При небольших объёмах нарезания трубной резьбы (ремонт квартиры, замена трубы, установка радиатора отопления и тд) используют ручную трещётку. Иногда, при разовой нарезке резьбы, используют газовый трубный ключ. Захват ключом можно осуществить за хвостовик клуппа – резьбонарезной головки. В трудно доступном месте, с головкой у которой четырёхгранный хвостовик, будет сложно выполнить работу с применением трубного ключа. Трещётки для клуппов имеют съёмную рукоятку для удобства транспортировки и хранения.
При монтаже трубопроводов отопления, газоснабжения и водоснабжения, также при ремонте больших объёмов, лучше всего нарезать трубную резьбу клуппом используя электрический привод. Чаще всего его называют электроклупп или электрический клупп. Нарезание трубной резьбы при помощи электрического привода нужно выполнять согласно инструкции эксплуатации, устанавливать на трубу при помощи струбцины – фиксатора (читайте инструкцию). Если труба (её конец) выходит со стены, пола или потолка то её необходимо придерживать при помощи трубного ключа или зафиксировать иными трубными захватами таким образом, чтобы предотвратить её проворачивание во время нарезание резьбы. Это необходимо делать и при использовании ручной трещётки, и при использованиии электрического привода.
Нарезая трубную резьбу как с помощью ручной трещётки, так и при использовании электрического привода, нужно учитывать очень большой крутящий момент при вращении резьбонарезного клуппа. Удержать руками трубу вам не удастся, как бы вы не старались. В таких случаях лучше устанавливать – фиксировать трубу используя трубные тиски установив их на рабочий стол или складные верстаки треноги с трубными тисками.
Видеоролики вы можете посмотреть в разделе Видеоролики.Цены, инструкции и описания устройств можно посмотреть на страницах в разделе Резьбонарезной инструмент.
xn—-8sbb3akwgfdmdif5dxc.xn--p1ai
Способ нарезания наружной или внутренней конической резьбы резцом
Способ предназначен для осуществления на обычном токарном станке и на станке с ЧПУ. На заготовку, содержащую торец, наносят реперный знак в выбранной системе координат, устанавливают на станок в требуемое положение относительно системы координат, устанавливают резец на суппорте станка на заданном расстоянии от торца. Вращают заготовку, а резцу сообщают необходимые движения в виде поперечной подачи салазок на глубину резания и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы. Резьбу нарезают на заготовке с конусной поверхностью, выполненной с заданным для резьбы натягом, а резец устанавливают на расстоянии от основной плоскости резьбы с учетом отклонения Δ фактического натяга от номинала. Достигается упрощение нарезания резьбы, снижается расход металла и повышается точность готовой детали за счет компенсации отклонения фактического натяга от номинала, что необходимо для обеспечения требуемой относительной ориентации соединяемых резьбой деталей. 2 з.п. ф-лы, 3 ил.
Изобретение относится к области обработки металлов резанием и может быть использовано для изготовления конической резьбы на деталях двухупорного соединения.
Известен способ нарезания резьбы, при котором заготовка вращается, резцу сообщают связанную с ее вращением подачу на шаг, а для повышения качества резьбы и производительности обработки резцу одновременно с подачей на шаг сообщают поперечное врезание в зависимости от величины изменения профиля резьбовой детали в поперечном сечении, причем угол при вершине резца выбирают меньшим угла профиля резьбы (авт. свид. SU 299310 МПК 6, B23G 1/02, опубл. 1971 г.).
Такой способ нарезания резьбы резцом не обеспечивает получения резьбы с фиксированным расположением резьбовых витков в системе координат деталей, содержащих упорные уступы, что не позволяет использовать такой способ для нарезания резьбы в деталях двухупорного соединения.
Известен способ нарезки конической резьбы (Основные вопросы точности, взаимозаменяемости и технических измерений в машиностроении. Под редакцией д-ра техн. наук проф. А.Н. Гаврилова. – М.: Машгиз, 1958, стр. 278-280, фиг. 3), при котором после нарезки резьбы осуществляют подрезку торца.
Однако ограничение только одного предельного контура – наибольшего для ниппеля и наименьшего для муфты – приводит к тому, что на практике встречаются либо с получением излишнего натяга, либо же с тем, что торцы замкового соединения замыкаются при наличии зазора по среднему диаметру резьбы.
Кроме того, для получения двухупорного соединения требуется срезать на торцах соединяемых деталей припуски, что усложняет изготовление деталей соединения и увеличивает расход металла.
Известен способ нарезания наружной или внутренней конической резьбы резцом на вращающейся заготовке (патент RU 2250155, МПК7 B23G1/00, опубл. 2005 г.), при котором обрабатываемую заготовку изготавливают с припуском по наружной (внутренней) цилиндрической поверхности, наносят на нее реперные знаки в выбранной системе координат, устанавливают в приспособление токарного станка в требуемое положение относительно системы координат станка, зажимают, нарезают резьбу на припуске по заданной программе, в плоскости измерения, проходящей через реперный знак, измеряют размер от упорного уступа до контролируемого резьбового витка, сопоставляют с размером настройки, по полученным результатам корректируют положение резца, повторно нарезают резьбу на припуске по заданной программе, повторно измеряют в плоскости измерения размер от упорного уступа до контролируемого резьбового витка, сопоставляют с размером настройки, на основе полученных результатов окончательно корректируют положение резца, окончательно нарезают резьбу в полный профиль, осуществляют перенастройку станка, срезают оставшийся припуск до требуемого контура наружной резьбы, а затем подрезают припуск на упорном уступе (торце) в размер, обеспечивающий свинчивание с ответной деталью с гарантированным натягом с требуемой точностью по углу свинчивания.
Такой способ позволяет нарезать резьбу с фиксированным расположением резьбовых витков в системе координат свинчиваемых деталей и повысить точность по углу свинчивания резьбового соединения деталей только с цилиндрической резьбой. Кроме того, при таком способе требуется срезать припуск по диаметру и на торцах соединяемых деталей, что увеличивает расход металла.
Наиболее близким к заявляемому и принятым в качестве прототипа является способ обработки конических резьб трубных муфт (RU 2214320, B23G 1/00, 20.10.2003), предусматривающий нарезание наружной или внутренней конической резьбы резцом на вращающейся заготовке, имеющей конусную поверхность, выполненную с заданным для резьбы натягом, и упорный уступ или торец, и включающий установку заготовки на станок и установку резца на суппорте станка и сообщение ему движения в виде поперечной подачи салазок на глубину резания и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы.
Однако при нарезании конической резьбы таким способом не обеспечивается требуемая относительная ориентация соединяемых резьбой деталей, что объясняется относительным разворотом соединяемых деталей из-за наличия отклонения натяга конусов друг по другу.
Технической задачей изобретения является создание способа нарезки наружной или внутренней конической резьбы резцом, при котором обеспечивается требуемая относительная ориентация соединяемых резьбой деталей, упрощение изготовления деталей соединения.
Поставленная техническая задача решается усовершенствованием способа нарезания наружной или внутренней конической резьбы резцом на вращающейся заготовке, имеющей конусную поверхность, выполненную с заданным для резьбы натягом, и упорный уступ или торец, включающий установку заготовки на станок и установку резца на суппорте станка и сообщение ему движения в виде поперечной подачи салазок на глубину резания и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы.
Это усовершенствование заключается в том, что на заготовку наносят реперный знак в выбранной системе координат и устанавливают на станке в требуемое положение относительно системы координат станка, устанавливают резец на суппорте станка на расстоянии от основной плоскости резьбы, соответствующем отклонению фактического натяга от номинального расстояния.
Такая установка заготовки и резца позволяет повысить точность обработанной детали за счет компенсации отклонения фактического натяга от номинального размера, что необходимо для обеспечения требуемой относительной ориентации соединяемых резьбой деталей.
Одним из вариантов выполнения способа является вариант, при котором резец устанавливают в продольной плоскости расположения реперного знака на расстоянии от упорного торца заготовки, определяемом из соотношения:
L=l ± Δ,
где l – натяг конуса в виде номинального расстояния от упорного уступа или торца до основной плоскости резьбы,
± – направление компенсации: «+» – фактический натяг больше номинального, «-» – фактический натяг меньше номинального расстояния; Δ – отклонение фактического натяга от номинального расстояния. При втором варианте выполнения способа резец устанавливают в продольной плоскости, расположенной под углом α к продольной плоскости расположения реперного знака, определяемым из соотношения:
,
где t – шаг нарезаемой резьбы.
Направление угла α (компенсация натяга разворотом детали):
– противоположно направлению нарезаемой резьбы на ниппельных конусах с натягом больше номинального и на муфтовых конусах с натягом меньше номинального;
– совпадает с направлением нарезаемой резьбы на ниппельных конусах с натягом меньше номинального и на муфтовых конусах с натягом больше номинального.
При таком варианте повышается точность установки резца за счет большей (в 360°/t раз) величины углового смещения.
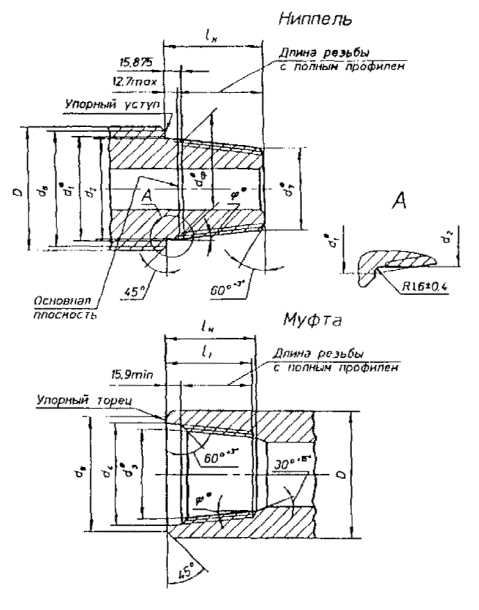
Заявляемый способ поясняется чертежами, на которых на фиг. 1 изображена схема нарезания внутренней резьбы на заготовке с конусной поверхностью, имеющей фактический натяг меньше номинального размера, на фиг. 2 – схема нарезания наружной резьбы на заготовке с конусной поверхностью, имеющей фактический натяг больше номинального размера, на фиг. 3 – сечение Б-Б на фиг. 2.
Предлагаемый способ можно осуществить как на обычном токарном станке, так и на станке с числовым программным управлением. На заготовку 1 (фиг. 1) или 2 (фиг. 2), содержащую упорный уступ 3 или торец 4, наносят реперный знак 5 в выбранной системе координат, устанавливают заготовку 1 или 2 на станок в требуемое положение относительно системы координат станка, устанавливают резец 6 на суппорте станка на заданном расстоянии от упорного уступа 3 или торца 4. Заготовку 1 или 2 вращают, резцу 6 сообщают необходимые движения в виде поперечной подачи салазок на глубину резания и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы. Резьбу нарезают на заготовке 1 или 2 с конусной поверхностью 7 или 8 соответственно, выполненной с заданным для резьбы натягом l и заданным размером А между упорными торцами, а резец 6 устанавливают на расстоянии L от основной плоскости 9 резьбы, с учетом отклонения Δ фактического натяга от номинального расстояния. При первом варианте выполнения способа резец 6 устанавливают в продольной плоскости 10 расположения реперного знака 5. При втором варианте выполнения способа резец устанавливают в продольной плоскости 11, расположенной под углом α к продольной плоскости 10 расположения реперного знака, определяемым из соотношения: ,
где
Δ – отклонение фактического натяга от номинала;
t – шаг нарезаемой резьбы, что повышает точность установки резца 4.
Позицией 12 обозначена номинальная конусная поверхность.
Предлагаемым способом осуществили нарезку внутренней резьбы на заготовке 1 и наружной резьбы на заготовке 2 деталей ведущей бурильной трубы ⌀171 мм (□140 мм), выполненной с заданным для резьбы натягом l=15,875 мм и заданным размером А=128 мм между упорными торцами резьбовой части с конусностью 1:6 на токарном станке СА983Ф10С32. Заготовки 1 и 2 вращали со скоростью 54 м/мин, резцу 6 сообщали необходимые движения в виде поперечной подачи салазок на глубину резания от 0,6 мм до 0,1 мм и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы 6,35 мм. При нарезании резьбы на муфте заготовка имела натяг по конусу 15,975 мм. Резец устанавливали с учетом имеющегося отклонения фактического натяга от номинального размера гладких конусов в продольной плоскости 11, расположенной под углом к продольной плоскости 10 расположения реперного знака. При нарезании резьбы на ниппеле заготовка имела натяг по конусу 16,025 мм и резец устанавливали с учетом имеющегося отклонения фактического натяга от номинального размера гладких конусов в продольной плоскости 11 под углом к продольной плоскости 10 расположения реперного знака 5 на ниппельной резьбе. После обработки получили детали с конической резьбой, обеспечивающей требуемый натяг в резьбовом соединении и относительную ориентацию соединяемых резьбой деталей, при которой грань многогранника одной детали трубы является продолжением грани многогранника другой детали соединения.
Таким образом, использование предлагаемого способа позволяет упростить нарезание резьбы и снизить расход металла за счет использования заготовки с заданным для резьбы натягом и заданной длиной резьбовой части, а также повысить точность готовой детали за счет компенсации отклонения фактического натяга от номинального размера, что необходимо для обеспечения требуемой относительной ориентации соединяемых резьбой деталей.
1. Способ нарезания наружной или внутренней конической резьбы резцом на вращающейся заготовке, имеющей конусную поверхность, выполненную с заданным для резьбы натягом, и упорный уступ или торец, включающий установку заготовки на станок и установку резца на суппорте станка и сообщение ему движения в виде поперечной подачи салазок на глубину резания и продольного перемещения суппорта с подачей, равной шагу нарезаемой резьбы, отличающийся тем, что на заготовку наносят реперный знак в выбранной системе координат и устанавливают на станке в требуемое положение относительно системы координат станка, при этом резец устанавливают на суппорте станка на расстоянии от основной плоскости резьбы, соответствующем отклонению фактического натяга от номинального расстояния.
2. Способ по п. 1, отличающийся тем, что резец устанавливают в продольной плоскости расположения реперного знака на расстоянии L от упорного уступа или торца, определяемом из соотношения:
L=l±Δ,
где l – натяг конуса в виде номинального расстояния от упорного уступа или торца до основной плоскости резьбы;
± – направление компенсации: «+» – фактический натяг больше номинального, «-» – фактический натяг меньше номинального расстояния;
Δ – отклонение фактического натяга от номинального расстояния.
3. Способ по п. 1, отличающийся тем, что резец устанавливают в продольной плоскости, расположенной под углом α к продольной плоскости расположения реперного знака, определяемым из соотношения:
где t – шаг нарезаемой резьбы.
findpatent.ru
Нарезание конической резьбы – Энциклопедия по машиностроению XXL
Простановка размеров на элементы деталей, обрабатываемые резанием. Сверление глухого отверстия и нарезание резьбы. Последовательность обработки рассмотрена выше (см. рис. 13.30). На чертеже наносят обозначение резьбы (см. рис. 13.19), глубину сверления и длину резьбы с полным профилем, а также размер фаски. Дно отверстия, образованное режущей частью сверла, изображают условно как конус с углом при вершине 120° (размер не наносят). При нарезании конической резьбы длину ее не указывают (см. рис. 13.19, ж). [c.269]Для нарезания конической резьбы [c.362]
На точность нарезаемой резьбы влияют три параметра отверстия под резьбу диаметр, длина и перпендикулярность оси отверстия к базе. Диаметры отверстия под резьбу при нарезании метрической резьбы указаны в ГОСТ 19257—73, а при нарезании конической резьбы — в табл. 27. [c.35]
Для нарезания конической резьбы – 6227-80Е [c.36]
Конические метчики служат для нарезания конической резьбы с помощью механического привода. У конических метчиков все витки профиля работают с малой толщиной среза. [c.333]
Для нарезания конических резьб с конусностью К > целесо- [c.347]
При работе с принудительной подачей, а также при нарезании конической резьбы применяют заточку по типу 11 фнг. 30), Калибрующая часть располагается на линии центра нарезаемой детали и в этом случае ф = 90 — X. [c.355]
Для нарезания конической резьбы по ГОСТам 6111—52 и 6211—52 [c.363]
Конические метчики (табл. 129) предназначены для нарезания конической резьбы с углом профиля 60 по ГОСТу 6111 — 52 и трубной конической резьбы по ГОСТу 6211—69. [c.301]
| Рис. 15.8. Полуавтомат для нарезания конических резьб | 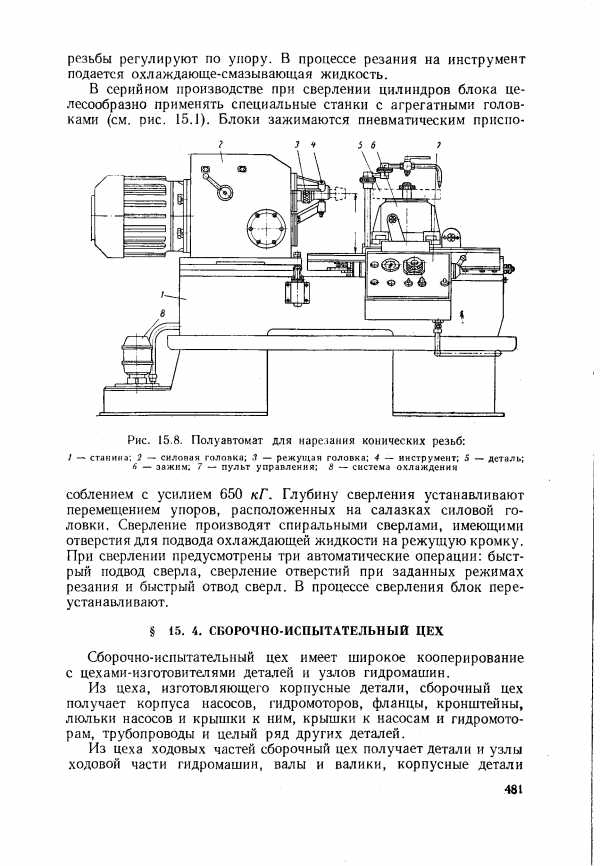 |
Нарезание конической резьбы на двухшпиндельных станках [c.782]
Диаметры заготовок под нарезание конических резьб [c.476]
Под нарезание конических резьб заготовки обтачиваются на конус (табл. 24). [c.477]
Метчики для конических резьб. При нарезании конических резьб метчик благодаря конусу резьбы, ввертываясь в гайку, 430 [c.430]
Метчики для нарезания конических резьб, ввертываясь в гайку, режут не только заборной, но и калибрующей частью, и поэтому всегда есть опасность защемления метчика, особенно в конце нареза-гшя. Этот недостаток может быть полностью устранен только при сборном метчике, гребенки которого должны перемещаться при нарезании вдоль образующей конической резьбы. Однако невозможность изготовления сборного метчика для нарезания резьб диамет- [c.353]
Для введения резца в нитку резцовые салазки, поджатые пружиной 21, перемещают винтом 20. Для врезания под углом на каретке устанавливают кулачок 22 со скосом. В этом случае толкатель, перемещаясь по кулачку, перемещает резцовый суппорт при освобожденном упоре 16 в поперечном направлении одновременно е продольным. Рычаг 18, соединенный G гайкой ходового винта, взаимодействует с коррекционной линейкой станка. При нарезании конических резьб применяют специальную линейку или смещают центр задней бабки. [c.165]
Перед нарезанием конической резьбы отверстие сначала развертывают конусной разверткой с углом, соответствующим углу конуса [c.207]
Метчики для конической резьбы по сравнению с метчиками для цилиндрической резьбы обладают рядом особенностей. Режущая часть выполняет небольшую работу, тогда как рабочая часть является основной для нарезания профиля. Нарезание конической резьбы в детали происходит одновременно по всей рабочей части метчика на длине, равной нарезаемой детали. Вследствие этого в процессе резания возникают большие усилия, из-за которых нарезание приходится производить только на станках. Для ручной работы эти метчики не применяются. Нарезание конической резьбы осуществляется принудительным путем из-за недостаточности самозатягивания. Толщина среза при нарезании коническим метчиком значительно меньше, чем при нарезании цилиндрической резьбы. Отсюда возрастают удельная сила резания и крутящий момент, который увеличивается по мере вхождения метчика в нарезаемое отверстие. [c.555]
| Фиг. 316. Схема нарезания конической резьбы. |  |
Метчики (по ГОСТ 6227—52) для нарезания конической резьбы (по ГОСТ 6111—52 и 6211 -52) [c.241]
Метчики для нарезания конической резьбы 114] [c.253]
Угол заборной части метчиков для нарезания конической резьбы равен 12—15°. Ее длина определяется по формуле [c.253]
Плашки для нарезания конической резьбы (фиг. 115) имеют свои конструктивные особенности. Такие плашки режут одной стороной и имеют заборную часть только с одной стороны. Конструкция их не предусматривает разрезки, так как отсутствует необходимость в регулировке их по диаметру. Плашка для нарезания конической резьбы должна отличаться особенной прочностью, потому что процесс резания совершается одновременно почти по всей длине ее резьбы. [c.272]
Конструктивные элементы плашек для нарезания конической резьбы выбираются по следующим данным. [c.272]
Радиальная плашка к трубному клуппу для нарезания конической резьбы (рис. 48, а) отличается от обычной тем, что между прямой, проведенной по режущей грани плашки, и перпендикуляром к оси плашки образован угол в- Г47 24″, [c.66]
Ввиду отсутствия общепринятых нормативов для выбора режимов резания при нарезании конической резьбы, используем нормативы для нарезания мелкой метрической резьбы аналогичного шага и ведем расчет следующим образом [c.318]
Недопустимо нарезание конической резьбы со стороны необработанной поверхности из-за возможных колебаний размера от этой поверхности до измерительной базы. Поэтому перед нарезанием конической резьбы необработанную поверхность следует цековать, [c.37]
Крутящий момент при нарезании резьбы (сталь) = 30rfS кГ-мм, при нарезании конической резьбы по ГОСТу 6111—52 [c.353]
Нарезной для нарезания конических резьб Имени С. Орджоникидзе 9В143 9 [c.200]
При нарезании конической резьбы по ГСКД 6111—52 значения крутящего момента следующие [c.468]
Самооткрывающийся метчик, изображенный на фиг. 345, предназначен для нарезания конической резьбы в муфтах Он состоит из патрона и головки Б. В патроне размещен механизм, служащий для открывания и закрывания метчика. Для каждого размера резьбы имеется сменная головка, в пазы которой вставляются плашки. Скользящая муфта 2 кольцом 3 упирается в торец нарезаемой детали. Корпус патрона /, соединенный с головкой Б, продолжает движение внутрь муфты. Поперечный клин 4, входящий в паз корпуса патрона, одним концом скользит по направляющей 5 и благодаря наклону этой направляющей перемещается в поперечном направлении своим скосом он двигает влево сердечник 6, соединенный винтом 7 с крестовиной 8, и медленно сводитплашки9. Движение поперечного клина строго согласовано с конусностью нарезаемой резьбы. После нарезания сердечник б соскакивает с выступа поперечного клина 4 и под действием пружин 10 быстро перемещается влево вместе с крестовиной плашки сразу сходятся к центру, и патрон может быть извлечен из нарезанного отверстия. После нарезания плашки вновь разводятся рукояткой II. [c.431]
Сборные метчики делаются трех типов 1) нерегулируемые, в которых из быстрорежущей стали выполняются только перья, закрепляющиеся в корпусе метчика 2) регулируемые, в корпус которых вставлены передвижные плашки-перья, устанавливаемые на заданный размер резьбы необходимость вывертывания метчика из отверстия при нарезании резьбы в глухих отверстиях — недостаток сборного нерегулируемого и регулируемого метчиков этот недостач ток устранен у самооткрывающихся метчиков 3) самооткрываю-щиеся (рис. 336) для нарезания конической резьбы в муфтах диаметром от Р/г до 4″. Метчики имеют патрон А и головку В. В патроне размещен механизм, служащий для открывания и закрывания метчика. Для каждого размера резьбы имеется сменная головка, в пазы которой вставляются плашки. Скользящая муфта 2 кольцом 3 упирается в торец нарезаемой заготовки. Корпус патрона 1, соединенный с головкой В, продолжает движение внутрь муфты. Поперечный клин 4, входящий в паз корпуса патрона, одним концом скользит по направляющей 5 и благодаря наклону этой направляющей перемещается в поперечном направлении своим скосом он перемещает влево сердечник 6, соединенный винтом 7 с крестовиной 8, и медленно сводит плашки 9. Движение поперечного клина строго согласовано с конусностью нарезаемой резьбы. После нарезания сердечник 6 соскакивает с выступа поперечного клина 4 и под действием пружин 10 быстро перемещается влево вместе с крестовиной плашки сразу сходятся к центру, и патрон может быть извлечен из нарезанного отверстия. После нарезания плашки вновь разводятся рукояткой //. Для крупных муфт (диаметром от 4″ и выше) применяются патроны, плашки которых выполнены в виде круглых гребенок. [c.354]
Тоицина а мм слоя, срезаемого каждым зубом, зависи от высоты вырезаемой резьбы, числа канавок у инструмента и длины заборной части 1 мм. Схема нарезания конической резьбы метчиками представлена на фиг. 139. В некоторых случаях эта схема применяется также для нарезания цилиндрической резьбы. Отдельные режущие зубья конической заборной части метчика [c.144]
Для нарезания конических резьб применяют конические и самооткрывающиеся метчики. [c.207]
mash-xxl.info
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||












funer.ru
Способ нарезания конической резьбы
Использование: способ обеспечивает повышение производительности при нарезании конической резьбы при помощи гребенчатой конической фрезы. Сущность изобретения: способ нарезания конической резьбы заключается в том, что ось конической гребенчатой фрезы 1 устанавливают параллельно оси заготовки 2. Фрезе 1 задают вращение, радиальную подачу на врезание и продольную подачу. Заготовка в процессе обработки вращается с заданной частотой. Отвод фрезы 1 от заготовки начинают до завершения, а заканчивают в момент завершения одного оборота заготовки. За счет этого исключается перебег инструмента. 3 ил.
Изобретение относится к способам нарезания резьбы на наружной и внутренней конических поверхностях.
Целью предлагаемого изобретения является повышение производительности обработки за счет сокращения времени на производительности обработки за счет сокращения времени на перебег инструмента. На фиг. 1 изображена схема установки и обработки конических резьб предлагаемым способом; на фиг. 2 – позиция “I” на фиг. 1; на фиг. 3 – схема конической резьбы, полученной предлагаемым способом. Конический многониточный инструмент (см. фиг. 1), например, фреза 1 установлена в отверстие заготовки 2 так, чтобы его ось была параллельна оси резьбы. Угол конуса фрезы совпадает по величине с углом конуса нарезаемой резьбы. Фрезе сообщается вращательное движение резания и движение врезания, благодаря которому фреза занимает свое рабочее положение. Одновременно заготовке сообщается медленное вращение n3, а фрезе – согласованное с этим вращением движение подачи S. Величина подачи равна величине шага Р резьбы за один оборот заготовки. Обработка начинается и заканчивается в точке 2 (см. фиг. 3), а в точке 1 начинает осуществляться начало отвода фрезы из зоны обработки. Таким образом в зоне отвода инструмента витки резьбы, которые представляют собой вне зоны “1-2” набор окружностей и переходных кривых в зоне “1-2” отвода инструмента, стыкуются друг с другом. При этом, кривая, по которой располагаются резьбовые витки, очень близка к спирали Архимеда (см. фиг. 3), по которой располагаются витки обычной конической резьбы. Из фиг. 2 видно, что а = Р sin /2, где а – шаг спирали; Р – шаг нарезаемой резьбы; – угол конуса нарезаемой резьбы. Так, например, для резьбы с шагом Р= 1 мм и углом конуса = 3 о, шаг спирали “а” составит величину: а = 1 sin 1,5о = 0,026 мм Таким образом, погрешность формы витка не превышает 0,026 мм, что вполне можно скомпенсировать при затяжке резьбы и обеспечить ее надежную герметичность. Поскольку фреза шлифуется по наружной поверхности, то угол конуса получается с очень высокой точностью, что обеспечивает хорошее прилегание элементов соединения, а следовательно и его герметичность. Из фиг. 3 видно, что отвод фрезы начинается в точке 1 и заканчивается в точке 2, где и завершается обработка. Отсутствие перебега сокращает путь резания, а следовательно повышает производительность обработки. Таким способом обрабатывается как наружная, так и внутренняя резьба. П р и м е р. Необходимо обработать внутреннюю коническую дюймовую резьбу К2 ГОСТ 6111-52. Эта резьба имеет внутренний диаметр 56,558 мм, угол конуса = 1о47’24”, рабочую длину свинчивания 19 мм, шаг Р= 2,209 мм. Для обработки такой резьбы используем резьбофрезерный станок и фрезу с углом конуса = 1о47’24” и диаметром Д= 50 мм, что позволяет разместить фрезу внутри заготовки. Фрезу вводим внутрь заготовки, закрепленной на станке, сообщаем ей вращение с частотой 350 об/мин, что соответствует скорости резания, допустимой для фрез из быстрорежущей стали. Далее фрезе сообщаем движение врезания на глубину профиля резьбы и, одновременно с этим, заготовке сообщаем медленное вращение П3 = 20 об/мин, а фрезе осевую подачу, равную одному шагу резьбы на оборот заготовки, т. е. S= 2,209 мм/об. Принимаем зону отвода инструмента, равной 0,2 от оборота, что соответствует значению величины перебега при обычной схема обработки цилиндрических резьб, которое можно реализовать на резьбофрезерных станках.Формула изобретения
СПОСОБ НАРЕЗАНИЯ КОНИЧЕСКОЙ РЕЗЬБЫ, при котором берут гребенчатую коническую фрезу, ось которой располагают параллельно оси вращающейся заготовки, задают фрезе вращение, радиальную подачу на глубину резания, продольную подачу и осуществляют отвод фрезы от заготовки, отличающийся тем, что, с целью повышения производительности, отвод фрезы от заготовки начинают до завершения, а заканчивают в момент завершения одного оборота заготовки.РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3findpatent.ru
Коническая резьба: ГОСТ 6111-52, дюймовая, метрическая
Статья рассказывает о вещах, которые необходимо знать при работе с конической резьбой. Но для начала следует рассмотреть, для чего сейчас применяется металлическое резьбовое соединение.
Железные трубы в настоящее время можно встретить лишь в домах, которые не ремонтировались на протяжении нескольких десятилетий. Железо было вытеснено трубами из металлопластика и полипропилена. Последние разработки позволяют обеспечить полную герметизацию соединения, что привело к отказу от стали в качестве материала для стояков и других систем.
Но в местах с необходимой надежностью, превышающей обычные значения, использование металла продолжается и является зачастую единственным выходом из ситуации.
Этому есть две основные причины:
- механические нагрузки извне;
- большие значения давления в трубопроводе.
Например, проезжающий автомобиль легко раздавит неглубоко закопанную пластиковую трубу, в то время как стальная труба, скорее всего, выдержит эту нагрузку.
Стоит учесть, что сваркой соединять канализационные и водопроводные трубы не везде возможно и желательно. К этому может привести невозможность доступа к месту сварки или опасность взрыва. Также, зачастую требуется создать разъемное соединение, позволяющее присоединять к трубе по необходимости различные измерительные устройства. Соединения посредством резьбы и применяются с этой целью. Особенность в виде гладких краев резьбы обеспечивает плотность соединения при помощи герметиков или специальных лента для изоляции.
Классификация
Резьбы подразделяются на два основных типа:
- конические;
- цилиндрические.
Соответственно резьбовые соединения могут быть:
- конические-цилиндрические;
- цилиндрические-цилиндрические;
- конические-конические.
Коническая трубная резьба
Такой резьбой называют резьбу на трубных изделиях с сужающемся профилем к концу изделия. Если внутренняя резьба резьбового соединения является уже изношенной или сорванной и не подлежит полной замене, применяется именно резьба с коническим профилем. Она может придать на некоторый период времени герметичность соединению. Так, если в зимний период года надо осуществить запуск теплосети можно использовать эту особенность. Однако, как появится возможность, следует поменять полностью соединение.
Согласно техническим регламентам резьбу с коническим профилем используют лишь тогда, когда есть необходимость в обеспечении участка, находящемся в условии большого давления, полной герметичностью. Так, системы гидравлического привидения в работу габаритных машин являются подобным случаем.
Технические регламенты
Нельзя забывать и о действующих нормах:
1. Необходимо соблюдать значение угла профиля резьбы равным 55 градусам.
2. По стандартам для разных диаметров существует свой шаг.
3. Должно соблюдаться значение угла отклонения конусной поверхности от оси трубы в независимости от её диаметра. Должен соблюдаться уклон равный соотношению 1 к 16.
4. Шесть дюймов составляет максимально возможный диаметр. Сварочное или соединение фланцами применяется к трубам, характеризующимися большими диаметрами.
5. Необходимо соблюдать фиксированное соотношение диаметра с длиной конической резьбы. Вся длина наружной резьбы и рабочая её длина разделяются. Должно строго соблюдаться отношение всей длины с рабочей длиной нарезанной резьбы.
6. Стандарты также регламентируют варианты обозначений. Буква R говорит о наружной конической трубной резьбе. Буквы LH говорят о резьбе с левой спиралью. Также в обозначение входит размер резьбы. Rc обозначает внутреннюю резьбу конического профиля, а Rp цилиндрического профиля, часто используемая вместе с рассматриваемой резьбой.
Нарезка резьбы с конусным профилем
Основными инструментам нарезки резьбы являются:
1. резцы и гребенки на станках;
2. метчики, плашки, резьбонарезные головки;
3. накатные плашки;
4. фрезы для нарезки резьбы;
5. круги с абразивным покрытием.
Нарезка с использованием резца. Резцы для нарезки и гребенки на станках позволяют изготавливать как наружные, так и внутренние резьбы. Метод можно охарактеризовать как имеющий невысокую скорость нарезки. Сейчас его применяют в мелком производстве или при изготовлении винтов, обладающими высокой точностью. К достоинству можно отнести легкость использования инструментом и изготовление резьбы высокой точности.
Нарезание с использованием плашки и метчика. Плашки для труб бывают двух видов: круглые и раздвижные. Первые используются для нарезки 52 миллиметровой резьбы. Вторые включают в себя две половины, которые сближаются при резке труб. Метчиком называют стальной стержень с резьбой с режущими кромками. Метчики бывают машинные и ручные.
Нарезка резьбы накатыванием. Этот метод является основным промышленным способом. Изделие пропускают между двух плоских плашек, которые имеют резьбовой профиль, а на детали образуется соответствующая ему резьба.
Фрезерование резьбы производят на соответствующих станках. Фреза, которая вращается с большой угловой скоростью, при радиальной подаче углубляется в деталь и нарезает резьбу на ее поверхности. Деталь или фреза постепенно перемещается в осевом направлении на расстояние, которое равно шагу будущей резьбы.
Шлифование используется в основном при нарезке резьбы на деталях, небольшой длины. Шлифовальный круг расположен по отношению к детали под таким углом, который соответствует подъему резьбы.

Как обозначаются соединения деталей с резьбой
Так как соединяемые детали могут иметь разные резьбы, их соединение обозначают отношение внешней резьбы к внутренней. Например, Rp/R ¾ R является соединением деталей с левой резьбой посредством внутренней цилиндрической и наружной конической.
При присоединении детали с резьбой одного типа ко второй детали с резьбой другого типа необходимо соблюдать осторожность, дабы избежать повреждения гребней. Поэтому всё же рекомендуется соединять детали, имеющие один тип резьбы.
Итак, были подробно разобраны все вопросы, которые могут возникнуть при работе с резьбой конического профиля. Можно быть уверенным, что полученные знания пригодятся в будущем.
o-trubah.com