Как нарезать левую резьбу метчиком: как нарезать левую резьбу резцом на 1К62 — Спрашивалка
alexxlab | 13.03.1985 | 0 | Разное
Как нарезать левую резьбу метчиком вручную. Нарезание наружной резьбы
— актуальный вопрос, т.к. это основной способ для соединения элементов конструкции.
Сделать это вполне можно вручную с помощью специального приспособления.
Разделяют наружную и внутреннюю резку детали, благодаря которой резьбу можно будет установить в отверстии разного типа.
Способ нарезки зависит от типа материала, с которым вы будете работать.
Особенности процесса, а также описание инструментов, которые для этого нужны, вы найдете в статье, а видео поможет вам справиться с поставленной задачей.
Метчик для нарезки
Метчиком называют слесарно-токарное режущее устройство, сделанное в форме стержня с установленным на нем режущим элементом.
Резчик используют для создания внутренней резьбы в разных металлических деталях, трубе, а также его можно использовать для того, чтобы восстановить поврежденную ранее резьбу.
Резчик имеет рабочую и хвостовую часть. Рабочая часть включает два участка: для резки и для калибровки.
Участок для резки обычно конусообразной формы, он отвечает за непосредственное нарезание резьбы.
На этом участке установлены также резцовые зубья, которые охватывают участок по всей окружности. Участок калибровки отвечает за окончательное формирование детали.
Он выглядит как цилиндр, оснащенный зубьями, и продолжает собой участок для резки.
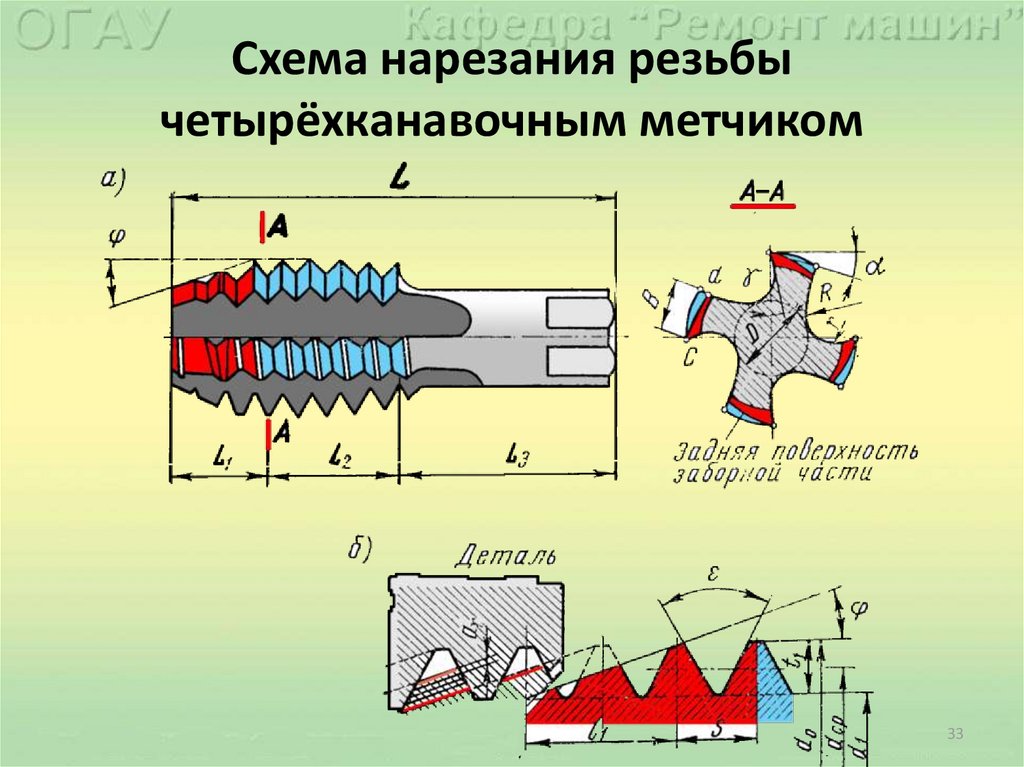
Он более длинный, а его рабочий элемент разделен канавками, нужными для того, чтобы создавать резцы и выводить стружку.
Количество канавок зависит от размера метчика с клуппом – в устройствах, не превышающих 22 мм, их обычно три. Бывают и специальные метчики, в которых канавки отсутствуют.
В тех устройствах, где они есть, канавки могут иметь прямую, либо винтообразную форму.
Задняя часть метчика имеет цилиндрическую форму, на конце ее находится квадрат, который необходим для возможности фиксации к крепежному инструменту.
Эта часть метчика отвечает за присоединение устройства к ручному держателю или патрону станка.

Метчики с клуппом бывают двух типов: ручной или машинный. Ручные устройства прикрепляются к ручным держателям и предназначены для создания внутренней резьбы.
Машинные аппараты устанавливают на патронные держатели токарных станков.
Перед тем как узнать, как нарезать резьбу метчиком, нужно определиться с ее типом. Резьба, которую можно сделать, может быть разной в зависимости от типа устройства.
Наиболее распространенной формой резьбы является метрическая – ее делают с помощью метрического инструмента.
Для создания резьбы с внутренней стороны водопроводной трубы, а также в трубе отопления, используют специализированные трубные метчики, ими же можно сделать усиленную резьбу в металлических деталях, а не только в элементах отопления.
Для создания конусообразной или дюймовой резьбы, нужно использовать специальный дюймовый метчик, который позволяет делать резьбу наименьшего размера.
Чаще всего можно встретить прочные стальные устройства с клуппом – они наиболее эффективные, прочные и долговечные.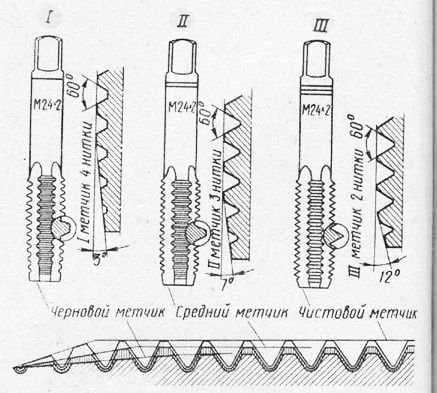
Помимо типа резьбы, метчики отличаются по устройству: они могут быть одиночными или комплектными.
Последние применяют для создания резьбы в несколько заходов. Обычно в комплект входит два метчика, один из которых называют чистовым, а второй – черновым.
В некоторых случаях сюда добавляется еще метчик для средней обработки. Количество деталей в комплекте всегда указано сзади, на части хвоста.
Комплектные метчики не одинаковы, они имеют разные формы зубьев: черновой имеет форму зуба трапеции, средний – треугольную, вершина у которой закруглена, а у чистового – это стандартный треугольник, имеющий острую вершину.
Нарезка резьбы заключается в создании выступа в отверстии, при этом линия выступа должна иметь винтовую форму.
Выступ возле стены в отверстии должен соответствовать заданным параметрам, чтобы резьбу можно было использовать: он должен иметь правильные шаг, подъемный угол, внешний и внутренний диаметр и т.д.
Также важным параметром является глубина, которую определяют, исходя из диаметра резьбы внутри и снаружи на трубе.
Вариантов, как правильно нарезать резьбу, может быть несколько.
Направление резьбы в трубе может быть разным, в зависимости от необходимости: она может быть направлена вправо, при этом выступ развивается по часовой стрелке, либо иметь левую направленность, тогда выступ будет следовать против часовой стрелки.
Существует две возможных формы профиля: прямоугольная или треугольная, а также специальные дополнительные формы, но их используют в основном на производстве, и почти никогда в домашних условиях.
Выбор метчика и нарезка
Выбирают метчик в зависимости от резьбы, которая необходима, а также ее назначения (резьба может отличаться по форме профиля, шагу резьбы, допускам).
Для выбора метчика существует таблица, в которой отражены классы точности – в соответствии с ними нужно выбирать, какой тип метчика приобрести – комплект, или же одиночный инструмент.
Важный фактор, из которого стоит исходить при выборе метчика – необходимая точность нарезания профиля.
Разные инструменты имеют разную чистоту обработки резательного элемента, и это тоже нужно учитывать.
Металл, с которым вы будете работать, напрямую влияет на метчик, который для этого понадобится.
На алюминии потребуется угол заточки не менее 25 градусов, на чугуне и меди будет достаточно до 5 градусов, а на стали – до 10 градусов.
Для изготовления самого метчика используют чаще всего обычную или высокопрочную сталь. При выборе нужно ориентироваться на диаметр в отверстии, в котором будет делаться резьба.
Перед созданием резьбы в алюминии, чугуне или другой металлической детали нужно сделать отверстие. Оно может быть сквозным или глухим, в зависимости от необходимости.
Отверстие может иметь любой диаметр, важно только, чтобы оно было меньше, чем будущая резка. Сверло для отверстия лучше всего выбирать, руководствуясь размером резьбы.
Существует специальная таблица, где отражен рекомендуемый диаметр сверла в соответствии с размером резьбы, рекомендуется ознакомиться с ней, прежде чем приступать к работе.
Если на чугуне или алюминии требуется сделать крупную резьбу стены, то выбирать диаметр под отверстие следует, умножив диаметр резьбы на 0.8, таким образом, вы получите значение, которое будет максимально возле требуемого размера.
Создание отверстия для внутренней резьбы дается не вручную, а с помощью специального сверлильного станка, либо электродрели.
В случае использования дрели, заготовку нужно предварительно зажать в тиски, чтобы место сверления было точно там, где нужно.
При сверлении сверло должно быть расположено строго вертикально и не отклоняться от заданной плоскости.
Чтобы работать метчиком было проще, с верхней кромки можно снять фаску – тогда устройство будет входить легче.
Сделать это можно с помощью сверла, имеющего больший диаметр, либо напильника. После окончания работ, отверстие нужно очистить от стружки.
Особенно тщательно нужно сделать это в глухом отверстии, иначе нарезать качественно не получится.
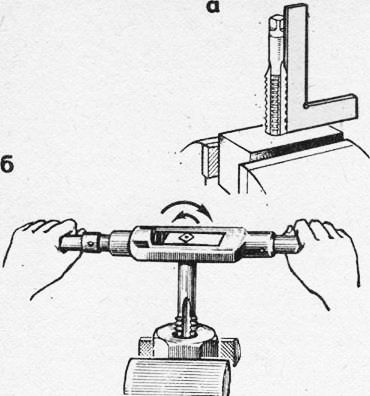
Перед сверлением деталь, с которой вы будете работать, нужно плотно закрепить с помощью тисков, при этом фаска должна находиться сверху, а ось сделанного вами отверстия должна быть расположена по отношению к столу перпендикулярно.
Метчик нужно зафиксировать в гнездо воротка, а затем ввести его в фаску заготовочного отверстия. Вводится устройство всегда вертикально.
После этого метчик нужно сильно прижать к заготовке (лучше обеими руками) и начать вращать его по направлению часовой стрелки.
Нельзя допускать резких движений или остановок: вращать устройство нужно медленно и равномерно, но при этом работать с нажимом.
Работать метчиком нужно в следующей последовательности: сначала два поворота вперед, затем пол оборота назад и далее снова вперед. Таким методом происходит обработка всего отверстия в трубе.
Во время резки метчик нужно время от времени охлаждать.
Для разных металлов используются разные способы охлаждения: для алюминия будет эффективен керосин, для меди – скипидар, для прочих металлов – специальная эмульсия, а при резке в чугуне охлаждение устройства не требуется.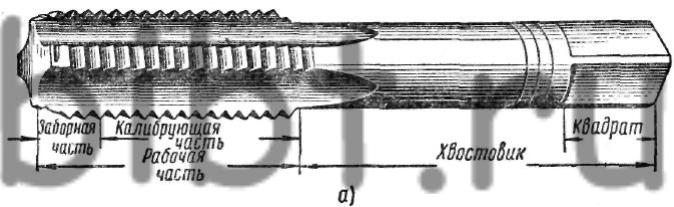
Для внутренней нарезки лучше всего использовать комплекты метчиков.
Работа происходит следующим образом: сначала нужно сделать черновую резьбу, затем воспользоваться средним метчиком, который пропускается через отверстие, а затем формируется окончательная резка с помощью чистового метчика.
Подобная последовательность является оптимальной для наилучшего качества обработки, поэтому рекомендуется не пропускать никакое из трех устройств, иначе качество резьбы в трубе будет заметно хуже.
Все этапы процесса нарезки вы можете увидеть на видео – в этом процессе нет ничего сложного, самое главное – правильно выбрать диаметр и соблюсти последовательность работ, а также помнить, как работать с тем или иным видом металла.
В этом случае вы получите качественную резьбу в трубе, которую можно будет использовать для соединения любых деталей.
Не найдено похожих статей.
- ” win2 return false >Печать
Подробности Категория: Сортовой прокат
Нарезание наружной резьбы
Резьба представляет собой винтовую канавку, образованную на деталях вращения . Широко применяется для соединения деталей между собой (крепежная) и для передачи движения (как, например, в ходовом винте токарного станка или тисков).
Широко применяется для соединения деталей между собой (крепежная) и для передачи движения (как, например, в ходовом винте токарного станка или тисков).
В резьбовых соединениях применяют болты , шпильки и винты . Болт – цилиндрический стержень с головкой на одном конце и с резьбой на другом(см. рис справа а ). Шпилька – цилиндрический стержень с резьбой на обоих концах. Один конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку(
Основные элементы резьбы : угол подъема винтовой линии а ,
шаг резьбы р , угол профиля у , наружный и внутренний диаметры (рис. слева). В зависимости от назначения резьбового соединения применяются разные типы резьб.
По направлению витков резьба бывает правой и левой (рис. справа). Чаще всего нарезают правую резьбу.
Для нарезания наружной крепежной резьбы используют специальный инструмент – плашки . Они бывают круглые (рис. слева а ), резьбонакатные (б ) и раздвижные (в ).
Круглая плашка (рис. справа) выполнена в виде гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные отверстия. Образовавшиеся режущие кромки в форме клина и канавки обеспечивают резание заготовки и одновременный выход стружки. Для того чтобы торец стержня (заготовки) лучше входил в плашку с торцевых сторон, ее резьба имеет меньшую высоту профиля. Это так называемая заборная часть. Круглые плашки в соответствии со стандартом предусмотрены для нарезания метрической резьбы диаметром от 1 до 76 мм. Их закладывают в гнезда плашкодержателя и фиксируют там шпильками(или болтами) со шлицем для отвертки.
Плашка 4 (рис. слева) со специальными вырезами 6 крепится в плашкодержателе 5 или в воротке тремя либо четырьмя винтами в зависимости от ее размеров и условий эксплуатации. Один или два винта 7 служат для закрепления, винты 1 и 3 – для закрепления и сжатия плашки при регулировании ее размера после прорезания перемычки. Разжимается плашка с помощью винта 2 .
В корпусе резьбонакатной плашки (рис. б выше) установлены накатные регулируемые ролики с резьбой . Металл заготовки не режется, а выдавливается. За счет этого поверхность резьбы получается более чистой, а сама резьба – более качественной и точной.
Раздвижные призматические плашки (рис. в выше) состоят из двух раздвигающихся и отодвигающихся полуплашек.
Определенный интерес представляет вороток для установки и крепления плашек (рис. справа) с дополнительным направляющим кольцом 16 , которое помогает выдерживать направление на цилиндрических заготовках 12 (стержней, толкателей пресс-форм и винтов, съемников штампов). Дополнительное устройство можно использовать в обычных воротках.
справа) с дополнительным направляющим кольцом 16 , которое помогает выдерживать направление на цилиндрических заготовках 12 (стержней, толкателей пресс-форм и винтов, съемников штампов). Дополнительное устройство можно использовать в обычных воротках.
Во внутренней части обоймы 1 воротка имеется обработанное квадратное окно со вставленными призматическими плашками. На боковой стороне обоймы установлен винт 15 , прижимающий плашки 9 во время работы, а с боковых сторон обоймы в корпус 11 ввернуты две ручки 13 для захвата руками. В нижней части обоймы установлена шайба 14 , закрепленная винтами 8 , и два направляющих штифта 10 , по которым перемещается кольцо 16 .
Для того чтобы нарезать резьбу плашкой на стержне, надо сначала узнать наружный диаметр резьбы d и ее шаг р (см. рис. слева). Эти данные обозначены на плашке. Затем по таблице (см. табл. ниже) определить диаметр стержня для этой резьбы и выбрать заготовку.
| Диаметр резьбы | Шаг (Р ) | Диаметр стержня | |
| Наименьший | Наибольший | ||
| М 5 | 0,75 | 4,8 | 4,8 |
| М 6 | 1 | 5,8 | 5,8 |
| М 8 | 1,25 | 7,8 | 7,9 |
| М 10 | 1,5 | 9,75 | 9,85 |
| М 12 | 1,75 | 11,76 | 11,88 |
При этом надо обязательно учитывать, что, когда нарезают резьбу, металл, особенно медь, мягкая сталь, «тянется». В результате этого диаметр стержня немного увеличивается и усиливается давление на резьбовую поверхность плашки. Она нагревается, стружка налипает на режущие кромки, и резьба становится «рваной». Все это снижает ее качество. Поэтому диаметр стержня должен быть меньше наружного диаметра резьбы на 0,1…0,3 мм в зависимости от размера резьбы . Если диаметр стержня будет меньше на 0,4…0,5 мм внешнего диаметра резьбы, то профиль резьбы получается неполным.
В результате этого диаметр стержня немного увеличивается и усиливается давление на резьбовую поверхность плашки. Она нагревается, стружка налипает на режущие кромки, и резьба становится «рваной». Все это снижает ее качество. Поэтому диаметр стержня должен быть меньше наружного диаметра резьбы на 0,1…0,3 мм в зависимости от размера резьбы . Если диаметр стержня будет меньше на 0,4…0,5 мм внешнего диаметра резьбы, то профиль резьбы получается неполным.
Выбранную заготовку надо выправить, разметить, отрезать по разметке и, закрепив ее в тисках, напильником снять фаску(рис.справа а ) для того, чтобы заборная часть плашки легче захватывала металл. Следует проверить качество плашки внешним осмотром и навинчиванием ее на болт или шпильку с неповрежденной резьбой. Необходимо также тщательно проверить качество закрепления плашки в плашкодержателе, чтобы исключить возможный ее перекос и проскальзывание в гнезде.
Перед нарезанием резьбы размечают на стержне ее длину, стержень закрепляют в тисках так, чтобы выступающий над верхней плоскостью губок конец был больше нарезаемой части на 20. ..25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок (рис. б ). Плашку, закрепленную в плашкодержателе, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее (рис. в ). После нарезания 1-2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.
..25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок (рис. б ). Плашку, закрепленную в плашкодержателе, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее (рис. в ). После нарезания 1-2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.
После этого смазывают маслом резьбовую часть стержня , нарезку плашки и вращают плашку, равномерно нажимая на обе рукоятки плашкодержателя (рис. г ). Вращение должно быть возвратнопоступательным: один-два оборота вправо и пол-оборота влево. При этом стружка ломается, выходит через продольное отверстие. Это облегчает нарезание резьбы и улучшает ее качество.
Качество нарезанной резьбы в условиях производства проверяют резьбовыми микрометрами , резьбовыми калибрами -кольцами и резьбовыми пробками (см. рис. слева). В школьных условиях допускается проверка резьбы гайками.
После окончания работы плашку вынимают из плашкодержателя, тщательно очищают щеткой от стружки, протирают ветошью и смазывают маслом.
Нарезание резьбы плашкой можно выполнять и на токарном станке.
При нарезании резьбы плашку следует надежно закреплять в плашкодержателе.
При работе соблюдайте осторожность, чтобы рука не попала между рукояткой плашкодержателя и опорой.
Для смазки пользуйтесь кисточкой или масленкой.
Не сдувайте стружки с плашки, а пользуйтесь щеткой-сметкой.
Не допускайте попадания масла на одежду, руки.
На предприятиях применяют закаленные винты, которые ввинчивают через пробитые отверстия в двух или нескольких соединяемых деталях из листового металла. Винты, нарезая в отверстиях резьбу, соединяют эти детали. Такой способ резьбового соединения экономичен и ускоряет процесс сборки. На многих предприятиях сейчас применяются закаленные самовыдавливающие винты для стальных и чугунных деталей, твердость которых меньше, чем твердость винтов.
Резьбу на болтах и шпильках небольшого диаметра делают на токарных станках-автоматах одновременно с изготовлением самих болтов. Винты и болты также штампуют на прессах.
Винты и болты также штампуют на прессах.
В массовом производстве широко распространена накатка наружной резьбы . После прохода между валиками на стержне образуется резьба. В некоторых резьбонарезных устройствах вместо валиков используются пластины из твердого сплава.
Ниже описаны основные термины и понятия, которые необходимы для усвоения материала.
Основные элементы резьбы:
Наружный диаметр резьбы – это диаметр воображаемого цилиндра, поверхность которого совпадает с вершинами наружной резьбы и впадинами внутренней резьбы.
Внутренний диаметр резьбы – диаметр цилиндра, поверхность которого совпадает с вершинами внутренней резьбы и впадинами наружной резьбы.
Средний диаметр резьбы – диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точке, где ширина канавки равна половине шага резьбы.
Угол профиля – угол между боковыми сторонами профиля, измеренный в осевом сечении.
Вершина профиля – участок профиля, соединяющий боковые стороны выступа.
Впадина профиля – участок профиля, соединяющий боковые стороны канавки.
Шаг резьбы – расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Угол подъёма резьбы – угол, образованный касательной к винтовой линии к точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы.
Угол профиля – угол между боковыми сторонами витка, измеренный в плоскости, проходящей через ось резьбы.
Система резьб.
В промышленности применяются следующие резьбы:
Метрическая резьба – имеет треугольный профиль и служит, в основном, для соединения деталей между собой.
Метрическая резьба подразделяется на две группы: метрическая резьба с крупным шагом и метрическая резьба с мелким шагом для диаметров 0,25-600 мм.
Трубная коническая резьба – имеет то же назначение, что и цилиндрическая. Необходимая плотность соединения достигается деформацией витков трубной конической резьбы.
Необходимая плотность соединения достигается деформацией витков трубной конической резьбы.
Коническая дюймовая резьба с углом профиля 60 град. Коническая дюймовая резьба применяется для получения плотных соединений.
Дюймовая резьба – применяется для крепёжных соединений деталей машин болтами, винтами и шпильками.
Трапецеидальные резьбы – применяются, в основном, для ходовых винтов станков и других силовых передач.
Трапецеидальные резьбы подразделяются на крупную, нормальную и мелкую .
Упорные резьбы – крупная, нормальная и мелкая – применяются преимущественно для ходовых и грузовых (с большой нагрузкой) винтов с односторонне действующей нагрузкой. В редких случаях используются как крепёжные.
Прямоугольная резьба – применяется для грузовых и ходовых винтов. Резьба сложна в изготовлении и имеет недостатки, ограничивающие её применение.
Трубная резьба цилиндрическая – трубная цилиндрическая резьба применяется в соединениях полых тонкостенных деталей, когда соединение должно быть особенно плотным.
Модульная резьба – применяется для червяков.
Схема винтовых линий : а – развертка винтовой линии; б – цилиндрическая трехугольная резьба; в – цилиндрическая квадратная резьба; г – цилиндрическая прямоугольная резьба; д – цилиндрическая
трапецеидальная резьба; е – цилиндрическая круглая резьба; ж – однозаходная резьба; з – двухзаходная резьба; и – трехзаходная резьба.
Для того, чтобы узнать шаг резьбы, применяют специальные калибры(см. рис. справа).
Для нарезания резьбы могут использоваться самые различные инструменты, среди которых выделим метчик. Он используется для создания резьбовой поверхности, предназначенной для размещения винта, шпильки, болта или другого крепежного элемента. Относительно невысокая стоимость, простота в применении определили широкое распространение рассматриваемого ручного инструмента. Рассмотрим подробнее, как правильно нарезать резьбу метчиком в домашних условиях.
Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Подготовительный этап
Для того чтобы работа по получению резьбы не вызывала много трудностей, следует провести тщательную подготовку к подобной технологической операции. Все применяемые методы, связанные с нарезанием внутренней резьбы , предусматривают то, что заранее уже было получено отверстие требуемого диаметра. Получить стандартный размер резьбы можно при создании отверстия согласно таблице соответствия. К примеру, для резьбы М10 создается отверстие диаметром 8,5 мм.
Все применяемые методы, связанные с нарезанием внутренней резьбы , предусматривают то, что заранее уже было получено отверстие требуемого диаметра. Получить стандартный размер резьбы можно при создании отверстия согласно таблице соответствия. К примеру, для резьбы М10 создается отверстие диаметром 8,5 мм.
Часто встречается ситуация, когда следует получить резьбу нестандартного размера. В этом случае проводится расчет требуемого диаметра отверстия по универсальной формуле. Вычисления проводятся следующим образом:
- Изучается маркировка применяемого инструмента. Нужно уделить внимание типу нарезаемой резьбы, шагу и диаметру.
- Определить требуемый диаметр отверстия при использовании метчика М5Х0,75 можно следующим образом: 5−0,75=5,25 мм.
Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Для получения качественного отверстия нужно правильно выбрать сверло. При сверлении рекомендуется использовать оборудование, которое препятствует возникновению биения при работе. Выбирая сверло, стоит помнить, что оно должно иметь качественную заточку. Специалисты рекомендуют подбирать угол заточки в зависимости от того, какой твердостью обладает обрабатываемый материал. С повышением показателя твердости увеличивается и рекомендуемый угол заточки, но он не должен превышать значение 140 градусов.
При сверлении рекомендуется использовать оборудование, которое препятствует возникновению биения при работе. Выбирая сверло, стоит помнить, что оно должно иметь качественную заточку. Специалисты рекомендуют подбирать угол заточки в зависимости от того, какой твердостью обладает обрабатываемый материал. С повышением показателя твердости увеличивается и рекомендуемый угол заточки, но он не должен превышать значение 140 градусов.
Требуемое оборудование
Нарезка резьбы метчиком вручную возможна только при наличии следующего инструмента:
После нахождения всего необходимого можно приступать к непосредственному выполнению работ.
Особенности применяемой технологии
Провести рассматриваемую работу можно своими руками в бытовых условиях. Для этого нужно учесть нижеприведенные рекомендации:
Не рекомендуется прикладывать к рукоятке большую нагрузку за счет применения рычага или газового ключа. Не стоит забывать о том, что метчик может лопнуть из-за высокой нагрузки, тогда удалить оставшуюся внутри часть будет достаточно сложно. В о время работы мастер должен чувствовать то, как идет инструмент: легко или с большим усилием. Форма режущей кромки не позволяет проводить удаление стружки с рабочей части на момент вращения по ходу резьбы.
В о время работы мастер должен чувствовать то, как идет инструмент: легко или с большим усилием. Форма режущей кромки не позволяет проводить удаление стружки с рабочей части на момент вращения по ходу резьбы.
Самый элементарный и часто встречающийся вариант скрепления деталей – резьбовое соединение. Казалось бы, что сделать его самостоятельно не составит никакого труда. На самом деле, правильная нарезка резьбы метчиком требует соблюдения многих правил, в противном случае качественного соединения в последующем не получится, а то и вовсе резьба не удастся или придет в негодность используемый инструмент. Как нарезать резьбу метчиком самостоятельно.
Подбор инструмента
Некачественное орудие труда – некачественная работа. Использование старых затупившихся или проржавевших метчиков или плашек чревато изломом их в процессе работы и плохой резьбой на детали. Помимо уже давно непригодных инструментов нужно избегать и тех, что непригодны с самого начала. К ним относятся все дешевые варианты неизвестного происхождения.
Помимо качества важен также их размер, а именно соотношение размеров используемого сверла и отверстия для него. Высчитать необходимые параметры можно благодаря формуле, но для облегчения этого процесса приведены примеры с точным соотношением:
- метрическая резьба М2 – диаметр сверла (метчика) 1,6 мм;
- м. р. М2,5 – д. с. 2,2 мм;
- м. р. М3 – д. с. 2,5 мм;
- м. р. М4 – д. с. 3,3 мм;
- м. р. М5 – д. с. 4,2 мм;
- м. р. М6 – д. с. 5 мм;
- м. р. М8 – д. с. 6,7 мм;
- м. р. М10 – д. с. 8,3 мм.
Смазка деталей
Этот момент очень важен, ведь благодаря нему используемый инструмент прослужит в разы дольше. Помимо этого он уменьшает вероятность поломки сверла внутри отверстия и снижает температуру разогретых кромок метчика. Но при выборе смазки обязательно нужно учитывать материал деталей, на которые наносится резьба:
- сталь, латунь – льняное масло;
- алюминий – керосин;
- медь – скипидар;
- бронза, чугун – без использования СОЖ (смазочно-охлаждающая жидкость).

Как нарезать резьбу метчиком: нарезка внутренней резьбы
О главных нюансах уже сказано, теперь можно перейти непосредственно к тому, как нарезать резьбу метчиком или плашкой. Пошагово этот процесс выглядит следующим образом:
Зажимаем в тисках обрабатываемую деталь.
Просверливаем отверстие под дальнейшую нарезку внутренней резьбы.
При помощи сверла, диаметр которого на несколько миллиметров больше планируемой резьбы, наносим фаску на край отверстия. Она необходима для более легкого вхождения метчика, а также для облегчения процесса ввинчивания винта в готовое изделие.
Вставляем в вороток (устройство для крепежа метчиков и плашек) черновой метчик.
Наносим на режущую часть смазку.
Вставляем в отверстие метчик и делаем три оборота.
После первых трех оборотов, делаем один оборот в обратную сторону. Таким образом, мы ломаем получающуюся в процессе нарезки стружку и она не будет мешать качественному и ровному нанесению резьбы.
Если отверстие в детали сквозное, необходимо сделать так, чтобы передняя часть метчика вышла полностью с обратной стороны. Не сделав этого, мы рискуем получить незаконченную резьбу.
Слом режущей части метчика в глухом отверстии
Если конец обломившейся детали полностью «утоплен» в отверстии, достать его будет очень сложно. Но поднабравшись терпения этого сделать все-таки реально. Вам потребуется парафин, продолговатая и тонкая деревянная палочка, азотная кислота. Парафином смазываем обрабатываемую деталь (защищаем от воздействия кислоты). Конец палочки смачиваем кислотой, просовываем его в отверстие и смазываем режущие кромки метрика. Как нарезать резьбу метчиком
Необходимо продолжать процедуру до тех пор, как края начнут расплавляться. После этого обломок либо выбивают молотком с обратной стороны детали, либо выковыривают пинцетом.
Как нарезать резьбу сметчиком: нарезка внешней резьбы
Взяв необходимую деталь, зажимаем ее в тиски. С одной стороны напильником делаем небольшую фаску, смазываем эту сторону маслом, керосином или скипидаром (в зависимости от материала).
В плашкодержатель вставляем и фиксируем плашку. Приставляем плашку к нужному концу трубы и в нужном нам направлении медленно вращаем одной рукой, второй рукой обязательно прижимаем верх плашки к трубе.
Когда плашка прочно села на трубу, проверьте ее перпендикулярность трубе, возьмитесь за плашкодержатель обеими руками и сделайте 3-4 оборота вперед, а потом пол оборота назад.
При нарезке внешней резьбы есть один нюанс, во время последних витков не делайте вращение назад, это позволит гайке прочно зафиксироваться на трубе.
Обратите внимание, свеженарезанную резьбу не стоит трогать голыми руками, на ней могут быть очень острые заусеницы и есть большая вероятность пореза.
Информация на заметку : ,
Существует достаточно много способов соединения деталей, однако наиболее распространенным и доступным по-прежнему является винтовой (болтовой) крепеж. Именно о таком крепеже мы и поговорим. Точнее, мы рассмотрим виды метчиков, технологию нарезания резьбы в отверстиях под винты и болты разного диаметра.
Метчики разделяются в зависимости от способа выполнения резьбы , а также в зависимости от того, для какого отверстия они предназначены.
Спецификация по способу нарезания
По способу нарезки различают:
- Проходные метчики. Особенностью такого инструмента является то, что он имеет одновременно разметочные режущие зубья и зубья для финишной нарезки витков. Чаще всего такие инструменты используются при работе с деталями, выполненными из мягких металлов, например, из алюминия, меди, латуни.
- Комплектные метчики. В данном случае речь идет сразу о нескольких инструментах для выполнения резьбы. Минимальный комплект состоит из трех метчиков для разных этапов нарезки: первый предназначен для черновой, второй – промежуточной, третий – финальной. Конечно, выполнение работы таким комплектом требует больше времени по сравнению с использованием одного проходного метчика, но и качество витков получается намного выше.
Спецификация по типу отверстия
Технологические отверстия могут быть глухими или сквозными. Для каждого типа отверстия следует применять соответствующий тип метчика. Сквозные отверстия обрабатываются инструментом с острым концом, а глухие – инструментом со срезанным концом. Работать с метчиком для глухого отверстия сложнее, поскольку очень часто при достижении дна отверстия он может застопориться и сломаться, однако при удачной нарезке получают качественную резьбу по всей длине отверстия.
Отдельно необходимо отметить , что, кроме упомянутого выше, метчики подразделяются на машинные и машинно-ручные. Первые имеют удлиненный хвостовик и могут быть установлены в какой-либо электрический станок, с помощью которого и будет осуществляться нарезка витков. Вторые могут применяться как при выполнении работы вручную, так и при выполнении работы с использованием электрического инструмента.
Маркировка метчиков
Метчики для нарезания внутренней метрической резьбы маркируются буквой «М». При этом после буквы «М» следует значение диаметра нарезаемой резьбы. Кроме диаметра, на инструменте указывается и шаг резьбы. Например, маркировка М4×1 означает, что инструментом можно выполнить резьбу в отверстии диаметром 4мм с шагом 1мм. В случае, если речь идет о режущем инструменте для левой резьбы, инструмент имеет маркировку LH . Диаметр и шаг резьбы обозначается способом, аналогичным описанному выше.
Как нарезать резьбу метчиком — технология
Нарезание внутренней резьбы выглядит следующим образом:
Для максимальной наглядности предлагаем вам посмотреть небольшое видео, в котором детально рассмотрен процесс нарезания внутренней резьбы.
Подведем итоги
Чтобы действительно качественно нарезать резьбу в заготовке из того или иного металла не нужно обладать какими-либо специальными знаниями и опытом. Как показывает практика, с такой работой справится даже далекий от слесарных дел мастер.
Главный совет – исключить спешку, а ко всем операциям, в том числе и подготовительным, подходить ответственно. Не менее важным является и выбор инструмента для выполнения работы — экономить не стоит. Помните: дешевые низкокачественные метчики зачастую обламываются в процессе работы, а извлечь отрезок инструмента из отверстия крайне проблематично.
Нарезка внутренней резьбы метчиком
Метчики для нарезания резьбы вручную
Резьба – универсальное изобретение человека. С ее помощью нам удается соединять различные детали, собирать целые механизмы и в то же время оставлять их в разборном виде, пригодными к оперативному ремонту или модифицированию.
Стандартные метчики для нарезки резьбыЧасто перед человеком встает необходимость вручную выполнить резьбу на том или ином предмете. Это может быть что угодно, от мелкой гайки, до трубы для отопления.
Для выполнения работ по нарезке резьбы используют метчики. Однако вас наверняка заинтересует вопрос, как нарезать резьбу метчиком и сделать это правильно, а также какой метчик лучше использовать?
В этой статье мы постараемся разобраться со всеми вышеназванными пунктами.
Cодержание статьи
- 1 Назначение инструмента
- 1.1 Принцип работы
- 1.2 Типы и размеры
- 1.3 Заточка метчика своими руками (видео)
- 2 Известные разновидности
- 2.1 Процесс нарезки
- 2.2 Похожие статьи
Назначение инструмента
Для начала разберемся с тем, что же собой представляет нарезка резьбы. Ведь этот процесс только кажется очень простым и легким. На самом деле необходимо приложить определенные усилия, чтобы в итоге получить качественный результат.
Особенно трудоемким считается вариант, когда резьбу выполняют вручную, так как от человека тут требуется не только точность в измерениях, но и приложение реальных физических усилий.
Итак, процесс создания резьбы на трубе или любом другом подходящем предмете, по сути, являет собой обработку металла вращательными движениями с помощью специальных инструментов
Металл, каким бы прочным он ни являлся, все же поддается даже ручной обработке. В особенности если на него воздействуют инструментами из более крепких сплавов.
Таким инструментом и является метчик. Метчик способен нарезать исключительно внутреннюю резьбу. Он имеет продолговатую, иногда конусообразную или срезанную форму. На его краях находятся фигурные резцы с проемами. Их количество, форма и угол наклона зависит от типа инструмента.
Например, если рассматривается метчик для трубной резьбы по цветным металлам, то он будет иметь более широкий профиль и небольшой наклон. Хотя и тут все зависит от конкретной модели.
Принцип работы
Резцы метчик имеет только на одной из сторон. Это его рабочая сторона. На другой же располагается так называемый фиксатор. Часть, что отвечает за установку инструмента.
Например, простейший инструмент для трубной резьбы может иметь обычные квадратные грани на тыльной стороне. Подобная форма упрощает фиксацию насадки любыми инструментами, вплоть до обычного ключа.
Метчики для станковБолее продвинутые модели продаются в комплекте с вращательными ручками. Здесь уже метчик является своего рода насадкой для специального ключа с большим плечом приложения усилий. Таким образом, работа сильно упрощается, человеку приходится прикладывать меньше сил, а процесс нарезки резьбы становится эффективнее.
Если в качестве рабочего инструмента применяется станок, то обратная часть метчика будет выполнена в форме, что подходит для крепления в патрон конкретного промышленного оборудования.
Метчик вставляется внутрь необработанного отверстия рабочей стороной и проворачивается определенное количество раз. Количество оборотов четко нормируется.
Например, если используется обычные модели для трубной резьбы, то хватает порядка 2-3 минут вращения в интенсивном темпе, чтобы подготовить качественную и надежную резьбу. Однако более дорогие инструменты помогут вам завершить работу быстрее.
Во время вращения метчик постепенно срезает металлическую стружку и удаляет ее из отверстия. Каждый оборот понемногу продвигает его внутрь, пока вы не определите нужные размеры на трубе или гайке.
С одного прохода метчиком создать качественную резьбу вам вряд ли удастся. Для нормального результата понадобится сделать несколько проходов. И правильно будет применять для этого специализированные разновидности метчиков.
Типы и размеры
Метчиков на современном рынке хватает с лихвой. В работе можно применить огромное количество самых разнообразных вариаций.
Однако правильно будет в первую очередь обратить внимание на их деление по рабочему признаку.
Так метчики бывают:
- Черновые;
- Чистовые.
Черновой метчик – это инструмент, что применяется при первичной обработке трубы. То есть выполняет проход по полностью гладкой поверхности. Он грубее и прочнее чистового варианта, стоит немного дороже и работать с ним сложнее.
Черновой инструмент просто прорезает канавки определенных размеров, которые потом необходимо будет доработать. Если нарезку предполагают вести вручную, то без него просто не обойтись.
Второй представленный вид – насадки для выполнения чистовой резьбы. Они предназначаются для прохода по уже нарезанной черновой резьбе.
Старайтесь всегда пользоваться и черновым и чистовым инструментом. Экономить на метчиках, применяя что-то одно – дурная практика. Черновой метчик не даст вам возможности выполнить работу достаточно качественно, так как готовая резьба будет нуждаться в основательной доработке.
Использование же исключительно чистового метчика приведет к его скорейшему выходу из строя. Резцы просто затупятся из-за чрезмерных нагрузок.
Это касается практически всех инструментов такого типа. Не имеет значения, подразумеваете вы метчик для трубной резьбы, или промышленный гаечный образец. Редкие исключения составляют только модели, что выполняют функции насадки на станок. Но в быту они практически не встречаются.
По типу резьбы метчики делят на:
- Левосторонние;
- Правосторонние.
Большинство метчиков нарезают правостороннюю резьбу. Это своеобразный стандарт. Вот почему если вы выбираете модель для трубной резьбы, то рекомендуется покупать именно правосторонний метчик.
Однако случаются ситуации, когда необходимо выполнить левую резьбу. Ярким примером является станок. Гайки для фиксации патрона на нем имеют левую резьбу. Такое конструктивное решение является необходимостью.
Дело в том, что патрон на станке тоже вращается в правую сторону, и при длительной эксплуатации крепежные гайки или болты, будь они зафиксированы с помощью правосторонней резьбы, могли бы ослабиться.
Если же на них оборудована левая резьба, то крепеж с такими проблемами не сталкивается. А это, как вы сами понимаете, положительно сказывается на безопасности во время эксплуатации агрегата.
Что же до конкретных размеров, то тут у вас есть масса вариантов. Один только агрегат для трубной резьбы представлен десятками различных моделей.
Учитывается тип резьбы, ее размер, ширина, глубина, шаг резьбы и т. д. Причем марки насадок тоже имеют определенные различия. Так, размеры резьбы могут изменяться в зависимости от выбранной величины измерения: дюймов, миллиметров и т.д.
д. Причем марки насадок тоже имеют определенные различия. Так, размеры резьбы могут изменяться в зависимости от выбранной величины измерения: дюймов, миллиметров и т.д.
Заточка метчика своими руками (видео)
Известные разновидностиТакже обратим внимание на виды метчиков в зависимости от рабочего направления. Встречается метчик:
- Для трубной резьбы;
- Гаечный;
- Метрический;
- Машинный.
Первый образец – самый распространенный. И неудивительно, ведь именно его применяют, когда необходимо выполнение трубной резьбы, в том числе и для бытовых целей.
Любое резьбовое соединение в сантехнике выполняется метчиками для трубной обработки. Конечно, если вас интересует именно внутренняя резьба, в противном случае задействуют инструменты для формирования наружной резьбы – плашки.
Такой метчик формирует резьбу с увеличенным шагом и представлен в самом большом количестве разновидностей. На рынке встречаются решения в любом ценовом диапазоне.
Гаечный образец, как уже понятно из названия, нарезает резьбу на гайках, рабочих шайбах, зажимах и других подобных деталях.
Метрический применяется для нарезки резьбы с уплощенным срезом. Этот вид встречается преимущественно в промышленности или капитальном строительстве.
Машинный метчик подразумевает использование в качестве насадки для станка. У него улучшенная уникальная геометрия, более надежный сплав и множество других уникальных особенностей. Равно как и цена.
Процесс нарезки
Так как нарезать резьбу метчиком? Да очень просто. Вам необходимо выполнить всего несколько стандартных действий.
В первую очередь подбирают рабочий инструмент. Здесь ошибки быть не может. Четко определитесь с размерами, шагом резьбы, ее направлением. Затем приступайте к работе.
Этапы работы:
- Готовим инструмент к работе.

- Смазываем грани метчика.
- Нарезаем черновую резьбу.
- Меняем метчик на чистовой и выполняем чистовой проход.
- Проверяем качество резьбы.
- При необходимости повторяем четвертый шаг.
Сам процесс нарезки заключается во вращении метчика в определенном направлении. Если резьба правосторонняя, то вращаем вправо. После каждых 3-4 оборотов необходимо повернуть метчик в обратную сторону примерно на половину оборота, это улучшит качество резьбы.
Старайтесь работать исключительно со смазкой, так как в таком случае процесс пойдет легче, да и инструменты будут изнашиваться медленнее.
Как нарезать левую резьбу плашкой вручную
Как нарезать левую резьбу метчиком вручную
Как правильно нарезать резьбу на болту или шпильке
Болты, шпильки и иные подобные крепёжные элементы имеют внешнюю резьбу и вам, соответственно, понадобится плашка (лерка) или клупп. Первые используются для метрических резьб, клуппы – для трубных. Нарезание клуппом немного проще – у них есть специальные заходы на трубы (одел и начал нарезать) и держатели-трещотки
Нарезание клуппом немного проще – у них есть специальные заходы на трубы (одел и начал нарезать) и держатели-трещотки
Для работы плашкой очень важно ровно сделать первые витки, поэтому настоятельно рекомендуется предварительно сделать небольшую фаску напильником
В отличие от внутренних резьб здесь нет сложностей с диаметрами. Так, для резьбы М10 понадобится заготовка с диаметром 10 мм. Основные правила нарезки мало, чем отличаются от работы метчиком. Плашки должны быть острыми и качественными, а при нарезке использоваться смазка. Иногда сложнее начать резьбу и если будет заметен перекос, то необходимо отрезать бракованный участок и начать снова. Для любого типа резьбы заготовку необходимо плотно зафиксировать в тисках.
В завершение хочется предупредить, что существует ещё одна формула определения диаметра отверстия для внутренней резьбы. диаметр метчика х 0,8. Но она актуальна только для ручных трехпроходовых метчиков. Для всех остальных случаев лучше использовать соответствующие таблицы.
| Диаметр резьбы в мм | М 6 | М 8 | М 10 | М 12 | М 14 | М 16 | М 18 | М 20 |
| Диаметр стержня в мм | 5,8 | 7,8 | 9,8 | 11,8 | 13,7 | 15,7 | 17,7 | 19,8 |
Подготовка к нарезанию резьбы плашкой
Прежде чем нарезать резьбу плашкой на пруту или на трубе необходимо подобрать инструмент нужного диаметра и шага. Сама плашка представляет собой гайку с режущими зубцами конической формы с отверстиями для крепления в воротке. Плашки могут быть цельными, разрезными, раздвижными, иметь круглую, квадратную или шестигранную форму. В первую очередь необходимо подобрать материал и инструмент требуемого диаметра. Ниже приведена таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу М6
Как видим по таблице, для нарезки резьбы М6 нам необходим прут диаметром 5,8 мм. При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.
При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.
Перед тем как начать нарезание наружной резьбы плашкой, помимо самого инструмента и заготовки, необходим подходящий по форме и размеру вороток, а также машинное масло. После этого можно приступать непосредственно к самой нарезке.
Немного об особенностях инструмента
На первом этапе следует определиться с типом резьбы. Она разделяется на 2 основные вида: метрическая и дюймовая. Чаще всего используется первая с левым направлением. Чтобы не замерять расстояние между канавками, узнать тип можно по форме. Метрическая резьба в сечении представляет собой равносторонний треугольник, а дюймовая – равнобедренный.
В каких изделиях используется определенный тип резьбы? В крепежных изделиях используется метрический вид, а в водопроводах – дюймовый. Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.
Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.
- Если резьба предназначена для соединения с уже готовой деталью – ее геометрические размеры должны быть соответствующими.
- При изготовлении крепежных узлов полностью — рекомендовано использовать метрический тип.
- Диаметр заготовки должен отличаться от размера резьбы. Для наружной – в меньшую сторону, для внутренней – в большую.
Самостоятельное нарезание резьбовых соединений выполняется с помощью плашек и метчиков. Они изготавливаются из высокопрочной стали с нормированным размером рабочего тела.
Как пользоваться клуппом
А теперь поговорим о том, как применять инструмент своими руками.
Порядок действий должен быть примерно такой:
- Перед тем, как нарезать резьбу на трубе клуппом, конец магистрали надо немножко сузить. Это нужно для более легкого «вхождения» конца трубы внутрь цилиндра с резцами. Сделать такую работу можно напильником или даже молотком.

- Зажимаем основную ось трубы газовым ключом, чтобы исключить ее проворачивание во время нарезки.
Фиксация положения трубы с помощью газового ключа
- Вставляем конец магистрали внутрь цилиндра и начинаем медленно вращать ручку с трещоткой (по часовой стрелке).
Вращение головки
- После каждого проворота, возвращаем ручку в исходное положение, а затем повторяем действие. При этом учитывайте, что самый качественный металл обычно на резцах, а вот сама ручка, да и головка тоже могут быть сделаны даже из силумина. Это означает, что провороты следует делать аккуратно, плавно – резкими движениями можно сломать инструмент.
В принципе в таких несложных операциях и состоит суть нарезки.
Принцип создания резьбы
Такая вот инструкция – как видите сами, ничего сложного в этом деле нет. На этом наш обзор завершен, и, наверное, теперь можно подвести итоги.
Лучшие ответы
Kajakas:
Плашка — резьбонарезной инструмент для нарезания наружной резьбы вручную или на станке.
Плашка и лерка — резьбонарезной инструмент для нарезания наружной резьбы ручным или машинным способом. В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. Лерки использовались для изготовления более точной резьбы мелких диаметров.
Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее распространены плашки для нарезания резьб диаметром до 52 мм. Плашка представляет собой закаленную гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2-3 витка. Плашки выполняются из легированных сталей (9ХС, ХВСГФ) , быстрорежущих сталей (Р18, Р6М5, Р6М5К5, Р6М5К8), а в последнее время — и из твёрдых сплавов. На них маркируется обозначение и степень точности нарезаемой резьбы, марка стали (9ХС не указывается) .
На них маркируется обозначение и степень точности нарезаемой резьбы, марка стали (9ХС не указывается) .
Сережка Воцензук:
плашка и лерка это одно и то же, просто называют по разному. Видать у кого какой акцент был, так и называли.
MwenMas:
Ничем
саша новиков:
Одно и то же
Николай:
Плашка инструмент токаря, лерка инструмент сантехника
Как правильно нанести резьбу плашкой?
Технология нанесения резьбы плашкой сходна с принципом работы метчика, но если последний можно сравнить с болтом, вгоняемым в заготовку, то инструмент, о котором пойдет речь ниже, – это «гайка», навинчивающаяся на деталь снаружи. Чтобы с помощью такого приспособления получить профиль высокой точности с хорошей геометрией, надо подобрать подходящую по размерам и прочим характеристикам плашку.
Как подобрать нужную плашку?
В отличие от универсальных метчиков плашки различаются не только размерами, но и формой. Так, в зависимости от задач можно выбрать инструмент:
- многогранный;
- круглый;
- квадратный;
- трубчатый.

Что касается размеров, плашки различаются шагом резьбы (указывается в мм) и диаметром. Последний рассчитывается по особой формуле: чтобы получить искомое число (D), следует к диаметру самой заготовки (он должен совпадать с желаемым размером наружной резьбы), указанному в миллиметрах, прибавить 0,2.
Технология нанесения наружной резьбы
Чтобы нанести резьбу при помощи плашки и получить профиль высокой четкости, надо:
- Подготовленную к нарезанию деталь закрепить в тисках строго вертикально.
- Плашку нужного диаметра закрепить в воротке так, чтобы ее поверхность находилась в одной плоскости с торцом заготовки. Для более чистой работы инструмент смазывают маслом, сочетающимся с типом нарезаемого металла.
- Вороток с усилием прокручивать по часовой стрелке до тех пор, пока плашка не достигнет противоположного края детали. Затем, чтобы снять инструмент с заготовки, совершить вращение в обратном направлении.
- Для получения четкой резьбы процедуру, описанную в шаге №3, повторить 3 или 4 раза.
 Для лучшего эффекта можно дополнительно обработать деталь мелкозернистой наждачной бумагой. Когда цель будет достигнута, плашка станет свободно, без усилий накручиваться на заготовку.
Для лучшего эффекта можно дополнительно обработать деталь мелкозернистой наждачной бумагой. Когда цель будет достигнута, плашка станет свободно, без усилий накручиваться на заготовку.
Направление резьбы
Резьба может быть правой (нитки нарезаны по часовой стрелке) или левой (против часовой). Так же различают и плашки:
- Правые. Используют для резьбонарезания на болтах, осях, винтах.
- Левые. Используются сравнительно реже в специфичных автомобильных элементах, вращательных механизмах и там, где правосторонняя нарезка раскрутится. На фото плашек можно увидеть маркировку латинские буквы «LH».
По профилю различают метрические, трубные дюйм-плашки, трапецеидальные резьбонарезные инструменты. Каждая разновидность имеет свои особенности:
Метрические. Как следует из названия, нарезают метрическую резьбу. Обозначаются буквой «М», после которой идет цифра, указывающая на диаметр резьбы в миллиметрах. Стандартами предусмотрены размеры до 68 мм, каждому соответствует мелкий или крупный шаг. Размеры, примеры обозначения, правила приемки таких плашек по ГОСТ 9740.
Как следует из названия, нарезают метрическую резьбу. Обозначаются буквой «М», после которой идет цифра, указывающая на диаметр резьбы в миллиметрах. Стандартами предусмотрены размеры до 68 мм, каждому соответствует мелкий или крупный шаг. Размеры, примеры обозначения, правила приемки таких плашек по ГОСТ 9740.
Трапецеидальные. Сечение ниток представляет собой равностороннюю трапецию. Распространены в силовых парах, преобразующих вращение в поступательное перемещение. Самый простой пример – ходовой винт и гайка станочных и слесарных тисков.
Чтобы нарезать резьбу, одной лерки недостаточно. Понадобится еще вспомогательное устройство для зажима и удержания корпуса плашки – плашкодержатель.
Для изготовления применяют быстрорежущие стали Р6М5 и Р18. Они оптимальны по соотношению «цена-качество», имеют длительный период стойкости и хорошо справляются с бытовыми задачами и мелким ремонтом.
Нарезание резьбы метчиками и плашками – дело не хитрое, если знать несколько нюансов.
Подберите из набора плашек тот типоразмер, который будет соответствовать диаметру, шагу, направлению и виду резьбы. Подготовьте деталь к нарезке. Сточите небольшую фаску (притупление) на торце напильником. Это необходимо для лучшего врезания инструмента. Для этой же цели можно смазать заходной участок маслом.
Вставьте плашку в держатель, закрепите винтом от проворачивания. Установите инструмент на деталь и выполните 2 оборота, второй рукой слегка нажимая на плашку.
Принцип нарезки резьбы на токарном станке
К вращающейся заготовке, закрепленной в шпинделе, подводится инструмент. Инструмент врезается в заготовку и перемещается вдоль неё с одинаковой скоростью. Вершина инструмента оставляет на заготовке линию в виде спирали, называемую винтовой.
У резьбы выделяют такие параметры:
- Расположение. Резьба может находиться на внутренней и наружной поверхности.
- Направление. Выделяют левые и правые резьбы. Изделие с правой резьбой закручивается по часовой стрелке, это направление более распространено.

- Шаг. Представляет собой расстояние между одинаковыми точками соседних винтовых линий, измеренное вдоль центральной оси заготовки. Регулируется отношением скорости перемещения инструмента к скорости вращения заготовки.
- Наклон винтовой линии. Это понятие связано с шагом. Определяется относительно перпендикулярной плоскости к оси заготовки. Тангенс угла наклона равен шагу, разделенному на произведение π и внешнего диаметра заготовки.
- Тип опорной поверхности. Выделяют цилиндрические и конические резьбы.
- Профиль. Представляет собой контур резьбы в продольном сечении. В зависимости от профиля резьбы делят на треугольные, прямоугольные и трапециевидные.
- Количество резьбовых линий. По этому параметру резьбы можно разделить на однозаходные и многозаходные. Количество заходов видно на торцах резьбы, в зависимости от этого параметра различается расстояние, которое проходит вкручиваемая или накручиваемая деталь за один оборот.
Нарезание резьбы при помощи резцов
Наиболее широкое применение имеет нарезание резьбы специальным резьбовым резцом. Профиль режущей кромки резца определяет профиль резьбы. Режущая кромка выполняется из твердых и быстрорежущих сплавов.
Профиль режущей кромки резца определяет профиль резьбы. Режущая кромка выполняется из твердых и быстрорежущих сплавов.
Предварительная подготовка детали перед нарезанием наружной резьбы заключается в её обточке до диаметра, который меньше диаметра резьбы на 1/40-1/12. Во время нарезания резьбы происходит деформация металла, и наружный диаметр резьбы возрастает. Аналогичная подготовка, только в противоположную сторону, производится для нарезания внутренней резьбы. В этом случае обрабатывается отверстие диаметром, большее на 0,2-0,4 мм при работе с вязкими материалами, такими как сталь, титан, бронза, и на 0,1-0,02 мм при обработке хрупких материалов: бронзы, чугуна, высокопрочной стали.
Нарезание резьбы при помощи резцов выполняется в несколько проходов. После одного прохода резец перемещается в исходное положение. Нарезание резьбы производится только одной режущей кромкой инструмента, одновременное использование двух кромок приводит к снижению качества поверхности. Количество черновых и чистовых проходов определяется материалом заготовки, резцом, высотой резьбы, требованиями к чистоте поверхности резьбы.
Плашка предназначается для нарезания наружной резьбы, а метчик — для внутренней. Предварительная обработка поверхностей также выполняется с учетом деформации металла. Недостатком этого способа создания резьбы выступает ограничение диаметра. Плашками нарезают резьбу диаметром до 30 мм, а метчиками до 50 мм.
На токарно-винторезных станках плашка устанавливается в патроне, закрепляемом в пиноли задней бабки. Скорость резания стальных заготовок составляет 3-4 м/мин, чугунных 2-3 м/мин, мягких медных сплавов 10-15 м/мин.
Метчик во многих случаях позволяет выполнить резьбу за один проход. Для твердых материалов применяются комплекты из 2-3 инструментов. Черновой метчик удаляет 75% металла, чистовой выполняет доводку. Скорость резки стали составляет 5-12 м/мин, чугуна — 6-22 м/мин. При нарезке резьбы подается СОЖ.
Нарезание резьбы при помощи резьбонарезных головок
Для получения резьбы на револьверных станках и токарных автоматах используются резьбонарезные головки.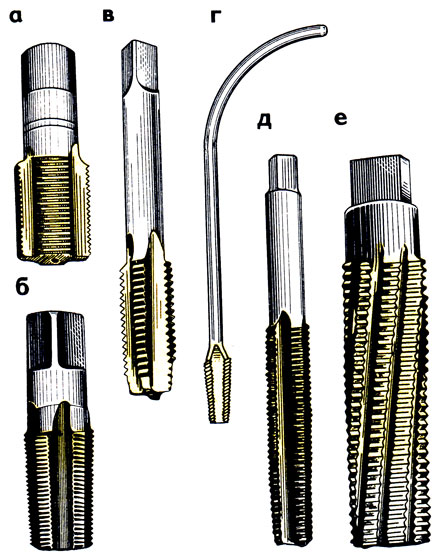 Они представляют собой достаточно сложные устройства по сравнению с резцами, метчиком и плашкой.
Они представляют собой достаточно сложные устройства по сравнению с резцами, метчиком и плашкой.
Головки для нарезания наружной резьбы представляют собой полый цилиндр, в котором находятся гребенки — элементы с режущей поверхностью. После рабочего прохода гребенки раскрываются, и во время обратного хода не касаются резьбы.
Головки, предназначенные для формирования внутренней резьбы, имеют противоположное строение. Они выполнены в виде вала, в передней части которого находятся гребенки. Их число зависит от диаметра головки. Режущая кромка гребенок обладает заходным конусом, который упрощает начало нарезки резьбы. Настройка гребенок на диаметр производится при помощи резьбового калибра или эталонной детали.
Контроль качества
Чтобы удостовериться в том, что заготовка была обработана правильно, необходимо воспользоваться резьбовыми шаблонами. С их помощью проверяется шаг резьбы.
Но для комплексной оценки применяется резьбовой калибр. Для удобства его устанавливают в стойке, и настраивают по эталону или шаблону, затем проверяется ход самой детали.
Также можно воспользоваться самым простым и часто используемым методом. Берётся гайка или болт, и прокручивается по выполненной детали.
Если походу движения на резьбе заметны задиры, или нужно прикладывать больше усилий, тогда вы допустили погрешность в работе. Теперь вы уже знаете, как пользоваться токарным станком для выполнения различных гаек, болтов или резьбовых соединений.
Важно помнить, что такие детали, требуют к себе большой осторожности и нежности при каждом проходе, и даже проверки качества. Лучше потратить больше времени на работу, чем потом испортить несколько заготовок
Требуемое оборудование
Нарезка резьбы метчиком вручную возможна только при наличии следующего инструмента:
- Электрической дрели, которая способна работать на низких оборотах.
- Высококачественного сверла, диаметр и угол заточки которого подбирается по табличным значениям или высчитывается.
- Для снятия с краев отверстия фаски потребуется зенковка или сверло большого диаметра.

- Одного или целого комплекта (в зависимости от типа) метчиков соответствующего размера.
- Ручного держателя, который подходит для применяемого инструмента.
- Слесарных тисков, в которых будет осуществляться фиксация изделия. При нарезании резьбы происходит снятие определенного слоя металла, что возможно исключительно при прикладывании большого усилия. Если заготовка или готовое изделие будут плохо зафиксированы, то качество обработки будет низким.
- Керна и молотка.
- Для того чтобы упростить поставленную задачу, рекомендуется использовать машинное масло для смазывания как самого инструмента, так и обрабатываемой поверхности. Если не использовать машинное масло или другое вещество, обладающее аналогичными свойствами, то процесс может существенно затянуться.
- Ветоши.
После нахождения всего необходимого можно приступать к непосредственному выполнению работ.
Станок для нарезки желобов
Станок для нарезки резьбы на трубах вряд ли понадобится человеку, который обустраивает свой дом. Это скорее рабочий инструмент. По конструкции он чем-то напоминает сверлильные станки вертикального расположения.
Читать также: Btb12 600bw схема подключения
Диаметр обрабатываемой детали и шаг нарезки регулируется. Работу шпинделя можно тщательно отладить, настроив количество и скорость оборотов. В принципе, такой станок выполняет почти всю работу. Также, в отличие от ручных лерок, станком можно сделать не только внешнюю резьбу, но и внутреннею. Более современные аппараты могут обрабатывать мельчайшие детали и изделия с тонкими стенками.
В следующем видео можно наглядно увидеть, как работает станок без перекосов:
Применение мелкого шага резьбы, отличия от стандартного
Метрическая резьба распространена на производстве в России. Мелкий шаг используется реже, чем основной (стандартный).
Кратко коснемся основных понятий в резьбе:
- Профиль — рисунок «гребенки», которая проходит вдоль оси крепежа.

- Шаг резьбы — расстояние между двумя соседними вершинами, замеренное вдоль оси стержня элемента крепежа.
- Наружный диаметр — измеряется по верхним точкам профиля.
- Внутренний диаметр — размер вписанного цилиндра в углубления наружной резьбы, либо по точкам вершин внутренней.
- Ход — расстояние от одной вершины профиля до другой в проекции на ось крепежа.
- Угол профиля — угол между боковыми сторонами профиля.
В метрической резьбе профиль состоит из равносторонних треугольников. Каждому диаметру соответствует один вариант крупного шага, и несколько вариантов мелкого.
Отличие мелкого шага резьбы от крупного:
- Чем мельче шаг, тем прочнее соединение из-за большей площади соприкосновения поверхностей (больше витков).
- При одинаковом диаметре резьбы и длине гайки можно получить более прочное и устойчивое соединение.
- При прочих равных условиях резьбовое соединение с крупным шагом выдерживает большее осевое усилие, чем с малым.
- Благодаря меньшему углу подъема происходит «самоторможение», в отличие от соединений с основным шагом, которые больше склонны к «самооткручиванию».
- При диаметре поверхности крепежного элемента свыше 68 мм метрическая резьба может иметь только мелкий шаг.
- В маркировке крепежа крупный шаг обычно опускается, а нестандартный – указывается.
Применение мелкой резьбы:
- Крепежи с нестандартными шагами применяются в основном в соединениях, где возможны вибрация, ударные, динамические переменные нагрузки.
- Сферы: автомобилестроение, авиационная промышленность, станко- и судостроение, бытовая техника.
- Тонкостенные детали для обеспечения герметичности соединения.
- Регулировочные и установочные винты измерительного инструмента (микрометры и пр.).
В повседневной жизни мы часто сталкиваемся с мелкой резьбой. Например, когда меняем колесные диски на автомобиле. На гайках и болтах в этом узле нарезана именно такая резьба. В бытовой технике также часто используется нестандартный шаг резьбы.
Как определить резьба с каким шагом перед вами?
- Проще всего измерить ее резьбовым шаблоном или калибром.
- Измерьте штангенциркулем ход в миллиметрах и разделите полученное значение на количество витков.
- Сопоставьте известную вам резьбу с искомым значением, сравнивая различные изделия.
Пример маркировки метчика со стандартным и мелким шагом:
- Метчик М10х0.75 (метрическая резьба М10, шаг мелкий 0.75).
- Метчик М10х1 (метр. резьба М10, шаг мелкий 1).
- Метчик М10х1.25 (метр. резьба М10, шаг мелкий 1.25).
- Метчик М10х1.5 (метр. резьба М10, шаг крупный 1.5).
Как видите, у метчиков М10 основной шаг один – 1.5 мм. А для мелкой резьбы – три варианта – 0.75, 1.0 и 1.25.
Как нарезать резьбу вручную
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
Качественно выполнить эту работу поможет специализированный инструмент.
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Технология использования метчиков и плашек
Метчик используются в том случае, когда необходимо нарезать внутреннюю, преимущественно метрическую резьбу в отверстиях небольшого диаметра. Представляет собой стальной стержень винтовой формы с канавками для отвода стружки, расположенными в продольном направлении. Инструмент состоит из следующих частей:
Инструмент состоит из следующих частей:
- Хвостовик;
- Калибрующая часть;
- Заборная часть.
Для формирования метчиком резьбы высокого качества, используют последовательно 3 типа этого токарного инструмента, которые можно отличить по количеству размещенных на хвостовике рисок:
Скорость работы на токарном станке с установленными метчиками может быть довольно высокой. В качестве примера, для алюминиевых, чугунных и бронзовых деталей этот показатель по технологии составляет порядка 6-22 м в минуту, в то время как для других материалов – от 5 до 12 м в минуту.
Плашка предназначена для нарезания наружной резьбы. Представляет собой инструмент плоской цилиндрической формы, в центре которого находится отверстие с острыми кромками и каналами для отвода стружки. Выглядит, как подобие гайки. Калибрующая часть плашки расположена по ее середине, а заборный конус – с каждой из сторон. Инструмент на токарном станке закрепляется в плашкодержатель – специальный патрон в пиноли задней бабки. Чтобы инструмент зашел в заготовку без усилий, на торце последней снимается фаска, высота которой соответствует профилю резьбы.
Чтобы инструмент зашел в заготовку без усилий, на торце последней снимается фаска, высота которой соответствует профилю резьбы.
При использовании плашки на станке для токарных работ, поверхность заготовки подвергается предварительной обточке на величину необходимого диаметра резьбы, но с учетом следующих допусков:
- Для резьбы 6-10 мм допуск – 0,1-0,2 мм;
- Для 11-18 допуск 0,12 – 0,24 мм;
- Для 20-30 мм допуск 0,14-0, 28 мм.
Скорость нарезания резьбы плашкой, установленной в токарном станке, регулируется в соответствии с материалом заготовки, напрямую влияет на интенсивность износа инструмента:
- Для стали – 3-4 м в минуту;
- Для чугуна – 2-3 м в минуту;
- Для латуни – 10-15 м в минуту.
Применение резьбонарезных головок
При нарезке резьбы на токарно-винторезном станке к использованию резьбонарезных головок прибегают реже, чем к описанным выше инструментам. В роли их рабочего элемента выступают специальные гребенки нескольких типов:
- призматические;
- тангенциальные;
- круглые;
- радиальные.

Первый тип гребенок применяется для нарезания внутренней резьбы, оставшиеся три – для наружной. Особенностью инструмента является автоматическое расхождение рабочих органов при обратном ходе, что предотвращает их контакт с только что сформированными винтовыми нитями.
Резьбонарезные головки на станке применяются преимущественно в том случае, когда требуется высокоточная работа. При нарезании резьбы на длинных винтах и червяках инструмент устанавливается на суппорте станка. Наиболее популярны круглые резчики, так как они просты в обслуживании, имеют повышенную стойкость. Для нарезания внутренней резьбы на станках револьверного типа применяются исключительно призматические гребенки со специальным заходным конусом. Работа выполняется за один проход.
Для проверки состояния резьбы в процессе ее нарезания на станке применяется резьбовой шаблон – инструмент, состоящий из помещенных в кассету пластин, на которых находятся зазубрины. На плоской части шаблона указывается шаг резьбы. Для комплексного контроля используются резьбовые калибры проходного (с полным профилем резьбы) и непроходного типа (с укороченным профилем, для проверки среднего диаметра)
Для комплексного контроля используются резьбовые калибры проходного (с полным профилем резьбы) и непроходного типа (с укороченным профилем, для проверки среднего диаметра)
С ними необходимо обращаться с особой осторожностью. В противном случае возможно образование царапин и забоин на зазубренной поверхности
Диаметры нарезанной резьбы, а также ее шаг проверяются резьбовым микрометром – инструментом, оснащенным в шпинделе и пятке посадочными отверстиями, которые выполняют роль креплений для сменных вставок
Микрометр устанавливается в стойку, после чего следует его настройка по образцу-эталону. Перед проверкой резьбы детали любым из указанных инструментов, ее необходимо очистить от грязи и стружки, не извлекая из станка.
Виды плашек, применяемых в слесарном деле
В слесарном деле применяют различные виды плашек. Их классифицируют по трем основным критериям.
1. Конструкция
Для нарезания резьб применяют круглые, раздвижные и разрезные лерки.
Инструменты первого типа — это стандартные плашки, которые представляют собой цельные кольца.
 Они имеют высокую жесткость. Резьба, нарезанная при помощи круглой лерки, имеет высокую точность.
Они имеют высокую жесткость. Резьба, нарезанная при помощи круглой лерки, имеет высокую точность.Разрезные плашки имеют поперечные разрезы. Заготовки при нарезании резьб такими лерками фиксируются менее надежно. Из-за этого ухудшается точность. Отклонения варьируются в пределах от 0,1 до 0,3 мм. Такие плашки используют для изготовления деталей и изделий, которые не применяются в ответственных соединениях.
Раздвижные модели имеют квадратную форму и состоят из двух частей. Они устанавливаются в клуппы и фиксируются. Такие плашки максимально удобны в использовании. При помощи специального винта можно регулировать диаметр резьбы.
Фотография №3: Раздвижные плашки
2. Тип нарезаемой резьбы
По этому критерию лерки делятся на 6 групп.
Метрические плашки. Применяются в слесарном деле чаще всего. С их помощью нарезают самые распространенные метрические резьбы с треугольным профилем на шпильках, болтах и иных разновидностях крепежа.
 Угол резьбы — 60°. Метрические лерки маркируются буквой «М».
Угол резьбы — 60°. Метрические лерки маркируются буквой «М».Трапециевидные плашки. Имеют маркировку Tr. Эти инструменты применяют для нарезания специальных резьб на деталях, которые используются в подвижных механизмах.
Дюймовые плашки. Их применяют для нарезания дюймовых резьб различных типов, которые используются в таких странах, как США, Канада и Великобритания. Маркировка BSW/BSF означает, что резьба имеет крупный профиль с углом при вершине в 55°. Лерки UNC/UNF предназначены для получения американских унифицированных резьб. У них угол при вершине равен 60°.
Конические плашки. Маркируются буквой «К». Применяются для получения резьб конического типа. Эти инструменты имеют удлиненные заборные части, что позволяет нарезать резьбу по всей длине заготовки. Угол при вершине — 60°.
Трубные плашки. Используются для нарезания резьб на трубах и запорно-регулирующей арматуре. Маркируются буквой G. Трубными плашками нарезают дюймовые резьбы.

Конические трубные плашки. Маркируются буквой R. У таких лерок угол заборного конуса может варьироваться от 30 до 55°. При помощи таких плашек нарезают резьбы на детали, используемые в водопроводах высокого давления.
Фотография №4: Дюймовая плашка
3. Направление нарезаемой резьбы
Плашки бывают правыми и левыми. Первые используют чаще всего. С их помощью нарезают обычные резьбы по часовой стрелке на различные крепежные элементы. Левые плашки применяют гораздо реже. С их помощью изготавливают детали вращательных механизмов. Резьба нарезается против часовой стрелки.
как это сделать метчиком, плашкой, видео
Для того чтобы нарезать резьбу на токарном станке, могут применяться разные инструменты. Опытные мастера чаще всего делают это при помощи резца.
Но также можно применить и рабочие головки специального назначения, метчики, плашки. А также такая операция, проводится используя технологию накатки.
В этой статье мы разберёмся, какие бывают резьбы, как их получить при помощи разных методов, и как проверить их качество.
Содержание:
- 1 Методы получения
- 2 Классификация
- 3 Как нарезать на токарном?
- 3.1 Нарезание внутренней и наружной
- 3.2 Нарезание метчиками и плашками
- 3.3 Использование резьбонарезных головок
- 4 Особенности левой
- 5 Контроль качества
- 6 Интересное видео
Методы получения
Существует два основных метода для получения резьбы. Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.
К примеру, для наружной, необходимо воспользоваться разными плашками, резцами, резьбовыми фрезами и гребенками, либо роликами на резьбонакатных автоматах.
При выборе одного или другого метода, нужно учитывать желаемый профиль резьбы, характер материала, необходимый объем и точность.
Классификация
Существует огромное множество типов резьбы. Они отличаются по форме профиля, расположению, направлению заходов, величиной шага и многим другим параметрам.
По форме профиля резьбы бывают
- Трапециевидные.
- Прямоугольные.
- Круглые.
- Упорные.
- Треугольные: метрические; дюймовые; трубные.
По направлению заходов
- Левая.
- Правая.
По расположению
- Наружная (как у болта).
- Внутренняя (как у гайки).
Читайте также: токарно-винторезный станок 1К62
По поверхности, на которой выполнена резьба
- Цилиндрическая.
- Коническая.
- По эксплуатационному назначению.
- Крепёжные.
- Крепёжно-уплотнительные.
- Ходовые.
- Специальные.
Как нарезать на токарном?
К примеру, нарезка на токарном станке, используя резец будет выглядеть так: резец двигается вдоль оси вращающиеся детали, которая поддаётся вперёд и назад по отношению к резцу, и своей заостренной вершинкой прочерчивает линию винтового типа.
Винтовая линия отличается углом её подъёма или увеличения. Величина этого угла, перпендикулярна оси вращения, она измеряется между касательной и определяется: величиной подачи режущего инструмента, который перемещается вдоль оси, с частотой вращения детали.
Нарезание внутренней и наружной
Чтобы нарезать внутреннюю или наружную резьбу, нужно применить стержневой резец. Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
А для внутренней изогнутые резцы или прямые. Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Нарезание метчиками и плашками
Плашками вырезается наружная резьба. Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.
Сперва снимается фаска, соответствующая высоте профиля резьбы. Затем плашка устанавливается в патрон (плашкодержатель).
И выбирается скорость в соответствия с нужной резьбой (она указана на тыльной стороне станка).
Метчики часто используются для внутренней метрической резьбы. Как правило, на станке используется машинные метчики, это позволяет за один проход закончить деталь.
Для резьбы из твердых, вязких материалов используются комплекты из 2–3 метчиков. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.
В комплекте из трёх метчиков, правый или черновой делает 60% работы, средний (получистовой) 30% работы, а третьи 10%.
Использование резьбонарезных головок
Для труб и болтов применяются резьбонарезные головки. Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Универсальные головки позволяют установить гребенки от разных компаний. Также есть возможность смазки гребёнок и регулировки размеров, часто встречается ручной зажим.
Особенности левой
Во-первых, нужно переключить режим работы ходового винта, чтобы он начал крутиться влево. Это делается, переключив рычаг, определяющий направление раскручивания. И дальше всё происходит с точностью до наоборот по сравнению с правой резьбой.
Только надо учитывать, что при переключении на реверс, резец не будет отходить на сторону задней бабки, а наоборот, будет двигаться к токарному патрону станка. Во избежание их столкновения надо тщательно следить за производимыми движениями.
Контроль качества
Чтобы удостовериться в том, что заготовка была обработана правильно, необходимо воспользоваться резьбовыми шаблонами. С их помощью проверяется шаг резьбы.
Но для комплексной оценки применяется резьбовой калибр. Для удобства его устанавливают в стойке, и настраивают по эталону или шаблону, затем проверяется ход самой детали.
Также можно воспользоваться самым простым и часто используемым методом.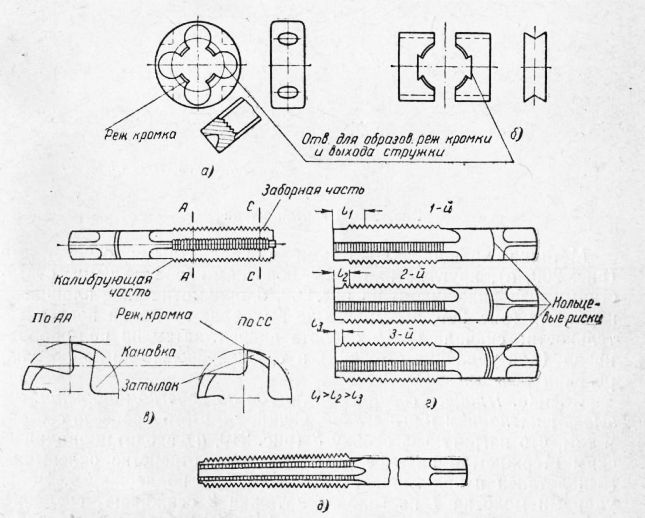 Берётся гайка или болт, и прокручивается по выполненной детали.
Берётся гайка или болт, и прокручивается по выполненной детали.
Если походу движения на резьбе заметны задиры, или нужно прикладывать больше усилий, тогда вы допустили погрешность в работе. Теперь вы уже знаете, как пользоваться токарным станком для выполнения различных гаек, болтов или резьбовых соединений.
Важно помнить, что такие детали, требуют к себе большой осторожности и нежности при каждом проходе, и даже проверки качества. Лучше потратить больше времени на работу, чем потом испортить несколько заготовок. Читайте также: что такое накатка для токарного станка, для чего она нужна.
Интересное видео
Нарезание цилиндрической резьбы на токарном станке ЧПУ
Главная / ЧПУ станок / Обработка резанием / Нарезание цилиндрической резьбы на токарном станке ЧПУ
Нарезание цилиндрической резьбы на токарном станке жестко связывает рабочую подачу F и частоту вращения шпинделя n между собой: их отношение ( F/n) соответствует шагу резьбы.
Шаг резьбы — это расстояние между двумя одноименными (т.е. правыми или левыми) точками двух соседних витков, измеренное параллельно оси резьбы.
На рис. 1, в такими точками являются точки А и A1 точки В и В1, точки С и С1 и т.д. Расстояние между этими точками, измеренное параллельно линии 00 (т.е. оси резьбы), и есть шаг резьбы, обозначаемый буквой S. Почти у всех резьб, принятых в машиностроении, шаг измеряется в миллиметрах. Существуют, однако, также резьбы, у которых шаг выражается числом витков резьбы на 1 дюйм ее длины. Кроме винтов, на токарном станке нарезаются червяки, имеющие модульный или питчевый шаг.
Рис. 1. Элементы профиля (а, б) и шаг резьбы (в)
Вообще применяются два метода нарезания цилиндрической резьбы:
- нарезание метчиком, применяемое при обработке центральных отверстий небольшого диаметра; отметим, что метчик следует крепить в специальном патроне с компенсатором смещений;
- нарезание токарным резцом, применяемое при обработке центральных отверстий большого диаметра и наружных поверхностей.
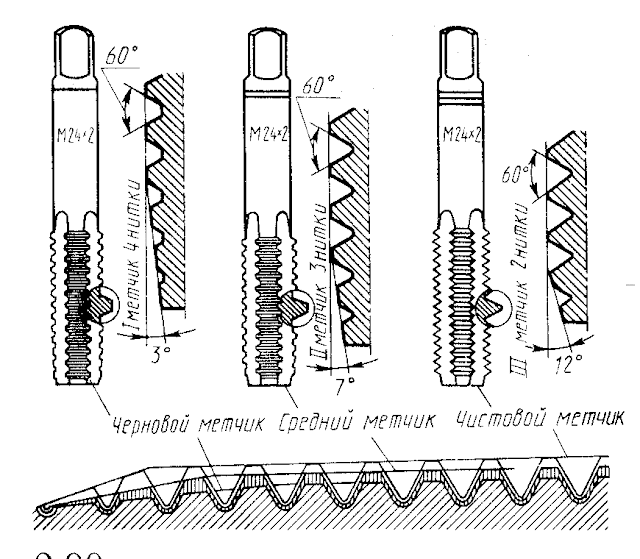
В токарных станках с ЧПУ для обеспечения возможности нарезания резьбы метчиком предусмотрено специальное кодирование перемещений инструмента по функции G63. Эта функция позволяет программировать вход метчика в отверстие; синхронный останов подачи и вращения в точке-адресе; дальнейшее включение реверса и выход метчика из отверстия. В качестве примера рассмотрим нарезание резьбы с шагом 1,5 мм и глубиной 40 мм:
…G0 X0 Z8 | Подвод метчика к исходной точке управляющей программы
G97 S100 => => G95 F1.5 | Подтверждение постоянной частоты вращения; задание подачи инструмента в мм/об
Z2 | Приближение метчика к детали
G63 Z-40 M3 | Вход в отверстие с вращением шпинделя по часовой стрелке
G63 Z2 M4 | Выход из отверстия с реверсивным вращением шпинделя
G0 Z8… | Отвод метчика к исходной точке управляющей программы
Нарезание цилиндрической резьбы токарным резцом на языке SINUMERIK-840D кодируется по типовому циклу CYCLE97. Параметры обработки вносятся в систему ЧПУ в виде группы обезличенных цифр так же, как и в CYCLE95. Ввод параметров обработки осуществляется с применением таблицы параметров цикла, которая вызывается на экран стойки ЧПУ виртуальной клавишей «ПЕРЕТРАНСЛИРОВАТЬ». Таблица помещается на экран дисплея станка совместно с графическим отображением цикла. Графическое отображение (рис. 2) дает зрительное восприятие характера и параметров обработки.
Рис. 2. Циклограмма нарезания резьбы резцом на станке с ЧПУ токарной группы
Пример заполнения таблицы параметров цикла CYCLE97 приведен ниже.
1 | Шаг резьбы Координата | 1,5 | Ввод
2 | Z начальной точки резьбы |0 | Ввод
3 | Координата Z конечной точки резьбы | -30 | Ввод
4 | Начальный диаметр резьбы D1 | 15,8 | Ввод
5 | Конечный диаметр резьбы D2 | 15,8 | Ввод
6 | Глубина резьбы | 0,8 | Вод
7 | Количество проходов резца | 4 | Ввод
8 | Длина отрезка захода | 2 | Ввод
9 | Длина отрезка выбега | 2 | Ввод
10 | Сторона обработки детали | Снаружи/Изнутри | –
11 | Тип проходов резца | С пост. сеч. Стружки / С постоянной подачей | –
сеч. Стружки / С постоянной подачей | –
Как и в CYCLE95, в CYCLE97 предусмотрено два способа ввода данных:
- клавишей «~» осуществляется выбор из предложенных вариантов;
- клавишей (Ввод) – ввод данных с клавиатуры.
Клавиша «~» позволяет осуществить выбор из четырех видов нарезания цилиндрической резьбы: резьба наружная или внутренняя, проходы резца с постоянной подачей на глубину или с постоянным сечением стружки.
Различные сочетания видов обработки кодируются цифровыми значениями (1…4), которые размещены в таблице CYCLE97 после остальных параметров:
- 1 – наружная резьба; постоянная подача на глубину;
- 2 – внутренняя резьба; постоянная подача на глубину;
- 3 – наружная резьба; постоянное сечение стружки;
- 4 – внутренняя резьба; постоянное сечение стружки;
Координаты точек начала и окончания резьбы по оси Z берутся непосредственно с эскиза обработки. В таблице предусмотрены раздельные ячейки для длин отрезков захода и выбега. Ниже приведен фрагмент управляющей программы обработки детали.
Ниже приведен фрагмент управляющей программы обработки детали.
…G0 X20 Z8 | CYCLE97(1.5,0,-30,15.8, 15.8,0.8,4,2,2,3)
G97 S800 | M3 G0 X20 Z8…
Профиль резьбы
Винтовые резьбы, принятые на практике, образованы перемещением по боковой поверхности цилиндра не только треугольника, но и других плоских фигур (трапеций, квадрата и т. д.), выбираемых в зависимости от условий, в которых работает резьба. В соответствии с этим основным признаком, характеризующим резьбу, является ее профиль. Профилем цилиндрической резьбы называется сечение ее витка плоскостью, проходящей через ось цилиндра (т. е. диаметральной плоскостью), на котором образована резьба.
Элементы профиля резьбы
Элементами профиля резьбы являются его боковые стороны, угол, вершина и впадина. Углом профиля называемся угол между боковыми сторонами витка, измеренный в диаметральной плоскости. Этот угол (рис. 1, а) обозначается буквой α. Вершиной профиля называется линия, соединяющая боковые стороны его по верху витка (P, рис. 1, а , б).
Вершиной профиля называется линия, соединяющая боковые стороны его по верху витка (P, рис. 1, а , б).
Впадиной профиля называется линия, образующая дно винтовой канавки (R, рис. 1, а, б). Очертания вершины и впадины могут быть плоско-срезанными (рис. 1, а) или закругленными (рис. 1, б).
Диаметры резьбы
Различают три диаметра резьбы: наружный, внутренний и средний. Наружным диаметром резьбы (d) называется диаметр цилиндра, описанного около боковой поверхности резьбы. Для болта наружный диаметр соответствует диаметру по вершинам профиля (рис. 3, а), измеренному перпендикулярно к оси резьбы, а для гайки — по впадинам профиля (рис. 3, б).
Внутренним диаметром резьбы (d1) называется диаметр цилиндра, вписанного в резьбовую поверхность. Для болта внутренний диаметр соответствует диаметру по впадинам профиля (рис. 3, а), измеренному перпендикулярно к оси резьбы, а для гайки — по вершинам профиля (рис. 3, б).
3, б).
Средним диаметром резьбы (d2) называется диаметр цилиндра, соосного с резьбой, образующие которого делятся боковыми сторонами профиля на равные отрезки. На рис. 3, в этот цилиндр, имеющий общую ось с резьбой, показан штрих-пунктирными линиями. На рисунке АВ = ВС = CD и т.д., а поэтому d2 — средний диаметр.
Рис. 3. Диаметры резьбы: наружный и внутренний (а, б) и средний (в)
Угол подъема резьбы
При нарезании цилиндрической резьбы на токарном станке необходимо учитывать угол ее подъема. Углом подъема называется угол, образованный направлением резьбового выступа резьбы с плоскостью, перпендикулярной к его оси.
Этот угол определяется по формуле: tgφ = S/πd2,
где φ — угол подъема резьбы в град; S — шаг резьбы в мм; π = 3,14; d2 — средний диаметр резьбы в мм.
Правая и левая резьбы
По направлению витка различают правые (рис. 4, б) и левые (рис. 4, а) резьбы.
4, б) и левые (рис. 4, а) резьбы.
Если подъем резьбы винта, положенного на ладонь правой руки, совпадает с направлением отогнутого большого пальца, эта резьба правая. Совпадение подъема резьбы с направлением отогнутого большого пальца левой руки указывает, что данная резьба левая.
На винт с правой резьбой гайка наворачивается при вращении вправо (по часовой стрелке), на винт с левой резьбой — при вращении влево (против часовой стрелки).
Рис. 4. Левая (а) и правая (б) резьбы.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Остались вопросы?
Заполните форму и наши менеджеры свяжутся с вами
Как к вам обращаться:
Ваш номер телефона:
Нажимая кнопку «Отправить», Вы принимаете Условия и даёте своё согласие на обработку Ваших персональных данных, в соответствии с Политикой конфиденциальности
Метчики для нарезания резьбы: таблица
Содержание
- Понятие метчика для нарезания
- Предназначение
- Конструктивные особенности
- Принцип работы
- Государственный стандарт (ГОСТ)
- Классы точности
- Маркировка
- Видовое разнообразие: классификация
- По назначению
- По конструкции
- По типу нарезаемой резьбы
- По материалу изготовления
- Критерии выбора метчика: на что обратить внимание
- Как правильно самостоятельно нарезать резьбу метчиком
- Возможные проблемы и сложности
Резьба на металлических деталях создается с помощью специального приспособления – метчика. Разновидностей таких инструментов существует несколько. Метчики для нарезания резьбы могут классифицироваться по назначению, конструкции, классу точности, материалу, использованному при изготовлении на заводе.
Разновидностей таких инструментов существует несколько. Метчики для нарезания резьбы могут классифицироваться по назначению, конструкции, классу точности, материалу, использованному при изготовлении на заводе.
Понятие метчика для нарезания
Метчик – это профильный инструмент, предназначенный для резки в заготовках с отверстиями внутренней резьбы. Внешне такое приспособление представляет собой металлический винт с проделанными в нем канавками.
Предназначение
Использоваться метчики могут как в промышленности, так и домашними мастерами.
С их применением подготавливаются резьбовые соединения в ДВС, магистральных сетях, узлах промышленного оборудования. Используются такие устройства и при ремонте деталей с уже нанесенной, но сорванной резьбой.
Конструктивные особенности
Современные метчики имеют продуманную конструкцию, позволяющую создавать максимально качественную внутреннюю резьбу. Основными их элементами являются:
Основными их элементами являются:
- заборная часть;
- хвостовик с зажимной зоной;
- калибрующая часть;
- квадрат.
Зубцы на метчике, посредством которых делается нарезка, могут располагаться с разным шагом. По всей длине приспособления предусматриваются канавки, выполняющие одновременно 2 функции: удаление стружки и подачу в зону обработки смазывающей, охлаждающей жидкости. Количество таких канавок может варьироваться от 2 до 6.
Заборная зона инструмента отличается конической формой, а калибрующая – цилиндрической. Такая конфигурация позволяет уменьшить трение между элементами в процессе нарезки, а также добиться того, чтобы готовый результат получился максимально точным.
Принцип работы
Работает стандартный метчик за счет своего вращения. Совершать обороты приспособление при резке может в любом направлении в горизонтальной плоскости. Чаще всего вращение происходит вправо. Иногда на деталях требуется нанести левую резьбу. Для выполнения такой работы применяется левосторонний метчик.
Для выполнения такой работы применяется левосторонний метчик.
Работа инструментом может производиться вручную или на промышленном станке. Нарезка выполняется на заготовке с уже имеющимся в ней отверстием. Иногда его приходится просверливать на месте. Резьба чаще всего создается по стандартным размерам ГОСТ.
Для выполнения резьбы отверстие может обрабатываться в несколько проходов или в один. Рабочая часть приспособления подразделяется на калибровочную и режущую зоны.
Первая формирует профиль резьбы в процессе ее нанесения, обеспечивает движение метчика по уже созданным виткам.
Государственный стандарт (ГОСТ)
При изготовлении метчиков производители руководствуются чертежами, разработанными с учетом требований ГОСТ. Помимо размеров, стандартами регламентируются твердость рабочей части, степень ее биения, допуски. Точность резки зависит от класса точности метчика по ГОСТ.
При изготовлении метчиков руководствуются требованиями ГОСТ.
Классы точности
Этот параметр устанавливается для приспособлений с учетом полей допуска среднего диаметра резьбы. Для инструментов метрического типа существуют 4 класса точности. Приспособления класса 1, 2, 3 изготавливаются со шлифованным резьбовым профилем, класса 4 – с нешлифованным. Метчики 4-го класса предназначены для работы вручную. Инструменты классов 1, 2, 3 бывают машинно-ручными и гаечными. Трубные устройства могут иметь класс точности В1, А2, А3, дюймовые – C и D.
Маркировка
Характеристики метчика можно определить, посмотрев имеющиеся на нем надписи. В маркировке приспособления указываются по порядку:
- размер и тип резьбы;
- класс точности.
На левосторонние инструменты добавляется пометка LH. Бывает так, что резьба приспособления отличается мелким или крупным шагом, не являющимся стандартным. В этом случае после показателя диаметра резьбы проставляется параметр этого шага. Стандартный шаг на метчиках в маркировках не указывается. Если устройство сделано из нержавейки, в отметке дополнительно присутствует обозначение HSS.
Если устройство сделано из нержавейки, в отметке дополнительно присутствует обозначение HSS.
В маркировке приспособления может содержаться дополнительная информация:
- резьбовой сбег;
- шаг канавок;
- марка стали, использованной для изготовления;
- группа применения;
- угол канавок;
- внутреннее охлаждение;
- вращение канавок;
- номер партии производителя.
Наносятся отметки на хвостики метчиков.
Видовое разнообразие: классификация
Все существующие на рынке метчики делятся на несколько видов. Приспособления могут подразделяться по нескольким признакам.
По назначению
По этому параметру существуют такие типы метчиков:
- ручные;
- машинные;
- машинно-ручные.
При выполнении резьбы приспособлениями ручного типа дополнительно используются тиски и вороток. Такие метчики во многих случаях поставляются производителями комплектами. Наборы чаще всего включают в себя 3 вида инструментов: средний, черновой и чистовой.
Такие метчики во многих случаях поставляются производителями комплектами. Наборы чаще всего включают в себя 3 вида инструментов: средний, черновой и чистовой.
Машинные разновидности крепятся в станочном оборудовании. Основное их отличие от ручных приспособлений – в геометрии. Машинные метчики должны быть удобными для высокоскоростной работы. Это определяет особенности их конструкции.
Машинно-ручные инструменты подходят и для станочного оборудования, и для резки вручную. В последнем случае резьба может иметь шаг до 3 мм. Эти метчики поставляются изготовителями в нескольких вариантах – для разного вида отверстий.
По конструкции
В соответствии с конструктивными особенностями существует несколько типов метчиков:
- Бесканавочные инструменты подходят для работы на вязких материалах. Канавки они имеют короткие. Такими метчиками производится нарезка в деталях из низкоуглеродистых сталей.
- У ступенчатых приспособлений рабочая зона состоит из 2 частей.
 Первая – наносит резьбу, а вторая ее выглаживает.
Первая – наносит резьбу, а вторая ее выглаживает.
- У устройств винтового типа канавки прокладываются спиралью. Этот вариант инструментов применяется на современных станках высокой производительности.
- В конструкции комбинированных инструментов имеется сверло. С помощью приспособления такого типа в заготовке резьба создается одновременно со сверлением отверстия.
- Инструменты колокольного типа предназначаются для резки на заготовках большого диаметра. Конструктивно они включают в себя несколько режущих частей, установленных в единой оправе.
- Метчики – протяжки устанавливаются в токарных станках. Применяются они для обработки заготовок по сквозным отверстиям.
Существует несколько метчиков, которые различаются по конструкции.Существует конструктивный тип метчиков, полость для подачи СОЖ у которых проходит внутри. Производители выпускают на рынок и инструменты, предназначенные для нарезки редко используемых и специальных разновидностей резьбы.
По типу нарезаемой резьбы
По этому признаку устройства могут быть:
- метрические;
- трубные;
- дюймовые.
Профиль метрического приспособления выглядит как равнобедренный треугольник с углами 60°. С помощью приспособлений этой разновидности можно создавать практически любые профили. Метрические инструменты разных размеров имеют собственный основной шаг, т. е. расстояние в резьбе между витками. Подбирая устройство для резки с нужным шагом, необходимо пользоваться таблицей ГОСТ.
| Типоразмер метчика | Диаметр отверстия, мм | Шаг резьбы основной |
|---|---|---|
| М1 | 0,75 | 0,25 |
| М2 | 1,6 | 0,4 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,2 | 0,8 |
| М6 | 4,95 | 1 |
| М7 | 5,95 | 1 |
| М8 | 6,7 | 1,25 |
| М9 | 7,7 | 1,25 |
| М10 | 8,43 | 1,5 |
| М11 | 9,43 | 1,5 |
Рабочая часть дюймовых метчиков отличается конической формой. Профиль наносимой ими резьбы характеризуется более острым углом – 55°.
Профиль наносимой ими резьбы характеризуется более острым углом – 55°.
Трубные инструменты бывают цилиндрические либо конические. Нужны такие инструменты для создания надежных соединений частей трубопроводов.
По материалу изготовления
При производстве метчиков на заводе материал используется с учетом того, для чего предназначается инструмент. Ручные устройства делают из высокоуглеродистых инструментальных сталей. При этом наиболее популярными марками такого металла являются У10А, У12А.
Ручные устройства делают из инструментальных сталей.Машинные метчики делают из сталей быстрорежущих. Чаще всего при производстве машинных приспособлений изготовитель использует стали этого типа марки Р6М5К5.
В заготовках из труднообрабатываемых материалов нарезка выполняется твердосплавными инструментами.
Критерии выбора метчика: на что обратить внимание
Таким образом, при покупке метчика стоит ориентироваться на такие его характеристики:
- способ применения – ручной, машинно-ручной или машинный;
- размер резьбы;
- тип стали, использованной при производстве приспособления;
- профиль создаваемой резьбы;
- направление вращения инструмента.

При подборе устройства следует учитывать и параметры материала той заготовки, внутри которой будет наноситься резьба. Приспособление должно быть сделано из подходящей по качеству стали.
При выборе метчика обращайте внимание на размер резьбы.Приобретать инструменты лучше в комплекте, чтобы иметь возможность создавать резьбу в 2 или 3 прохода. Комплексный подход позволяет выполнять резьбу максимально качественно.
Другая характеристика, на которую стоит ориентироваться при выборе приспособления, – это диаметр отверстия в заготовке.
Показатель метчика должен немного превышать этот параметр. Только при таком соотношении можно будет наносить точную резьбу.
Как правильно самостоятельно нарезать резьбу метчиком
Технологически процесс выполнения резьбы метчиком можно разбить на несколько несложных операций:
- Заготовка надежно зажимается в стандартных тисках.
 Крепится она таким образом, чтобы сверлить отверстие и наносить резьбу было максимально удобно.
Крепится она таким образом, чтобы сверлить отверстие и наносить резьбу было максимально удобно. - В заготовке сверлится отверстие. Сверло при сверлении удерживается строго вертикально.
- Сверло подбирается исключительно остро заточенное для предотвращения перегрева металла при работе. Резьба, нанесенная на перегретой стали, получается менее прочной. Готовое отверстие зенкуется. В глухих пазах выполняется припуск по глубине.
- Резка производится точными, размеренными движениями посредством воротка. При комплексном применении метчиков не допускается пропуска номеров. Сначала должен использоваться черновой инструмент, затем – средний и на заключительном этапе – чистовой.
- После каждого оборота воротка дается половина оборота в другую сторону для избавления от стружки путем выбрасывания ее из канавок.
- После резки производится прочистка отверстия. Сквозные пазы проходятся ершиком из проволоки, глухие чистятся методом продувки.
- На заключительном этапе выполняется проверка готовой резьбы с помощью болта или винта.
 Последние должны заходить в отверстие плавно, без усилия и перекоса.
Последние должны заходить в отверстие плавно, без усилия и перекоса.
Диаметр сверла под отверстие в заготовке подбирается по таблицам ГОСТ.
| Диаметр резьбы | Шаг | Диаметр сверла |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
Рассчитать диаметр несложно самостоятельно. Этот показатель для сверла всегда меньше диаметра резьбы примерно на размер шага. Если отнять от диаметра резьбы в 2 мм показатель шага 0,4 мм, получится необходимый диаметр сверла – 1,6 мм. Для примера: необходимый диаметр сверла для резьбы на 10 мм с шагом в 1,5 мм таким образом будет равен 8,5 мм.
Процесс выполнения резьбы происходит в несколько этапов.Возможные проблемы и сложности
При нарушении технологии использования или из-за износа устройства при нарезке резьбы могут ломаться. Такая ситуация всегда перерастает в трудноразрешимую проблему. Изготавливаются метчики из лучших марок сталей. Поэтому высверлить оставшуюся в отверстии часть сломанного инструмента стандартным сверлом невозможно.
Таким образом, допускать поломки инструмента нельзя. Чтобы такого не случилось, во время работы следует соблюдать следующие правила:
- отверстие в заготовке нужно сверлить достаточно большое;
- во время работы нельзя допускать перекосов;
- к воротку не стоит прикладывать слишком большие усилия;
- нельзя забывать делать обратный половинный оборот для удаления стружки.
Высверлить сломавшийся фрагмент инструмента из отверстия невозможно. Но для его извлечения можно применить инструмент экстрактор. Его шпильки заводятся в канавки и зажимаются с другой стороны в цилиндрической оправке. Проворачивая оправку воротком, можно аккуратно выкрутить оставшийся в отверстии фрагмент. Также для извлечения обломков из заготовок может использоваться точечная сварка или метод вытравливания кислотой.
Но для его извлечения можно применить инструмент экстрактор. Его шпильки заводятся в канавки и зажимаются с другой стороны в цилиндрической оправке. Проворачивая оправку воротком, можно аккуратно выкрутить оставшийся в отверстии фрагмент. Также для извлечения обломков из заготовок может использоваться точечная сварка или метод вытравливания кислотой.
Другой проблемой использования метчиков является их слишком быстрый износ. Происходит так, когда во время работы в зону резания подается недостаточное количество СОЖ. Сильно изнашивается приспособление и при недостаточно высокой скорости нарезки.
В некоторых случаях поверхность выполненной резьбы может получаться рваной. Так происходит или из-за слишком высокой скорости нарезки, или из-за того, что на режущей кромке инструмента образовался нарост.
Чтобы избежать образования наростов, метчики для работы следует выбирать правильно. Для мягких материалов полагается использовать устройства без покрытия, для нержавеющих сталей – с покрытием типа V. Образовываться нарост может и из-за низкой скорости резания или недостаточного подвода СОЖ.
Как нарезать левостороннюю наружную резьбу на токарном станке ProtoTRAK SLX (2 способа)
«TRAKing Pat» описывает два способа нарезания левосторонней наружной резьбы на токарном станке ProtoTRAK SLX. Если у вас есть только стандартный инструмент для нарезания правой резьбы, вы все равно можете нарезать левую наружную резьбу с помощью этих двух простых методов.
Привет всем, я TRAKing Пэт, и в сегодняшнем видео я расскажу, как нарезать левую резьбу на токарном станке ProtoTRAK SX.
Если вы посмотрите на деталь, которую я сейчас держу в руке, это стандартный инструмент для нарезания правой резьбы, и вы заметите, что смещение находится на этой стороне для того, как он работает. И если вы похожи на большинство магазинов, у вас нет инструмента для нарезания левой резьбы в нашем типе продукта, а если бы у вас был, конец резьбы был бы здесь, а не здесь. Итак, я научу вас, как перемещать инструмент по-разному, запускать машину в обратном направлении и уметь нарезать левостороннюю резьбу.
И если вы похожи на большинство магазинов, у вас нет инструмента для нарезания левой резьбы в нашем типе продукта, а если бы у вас был, конец резьбы был бы здесь, а не здесь. Итак, я научу вас, как перемещать инструмент по-разному, запускать машину в обратном направлении и уметь нарезать левостороннюю резьбу.
Первое, о чем мы собираемся поговорить, это то, как это обычно происходит при стандартной операции, верно? Итак, вот мой обычный держатель инструмента, и мой инструмент для нарезания резьбы будет здесь, вот так, и я буду резать с передней стороны, двигаясь к передней бабке. Что нам нужно сделать в одной из операций, так это взять инструмент и перевернуть его на противоположную сторону, вот так, и когда я зафиксирую его, мы будем резать с обратной стороны и запускать машина задним ходом. Но прежде чем я это сделаю, я покажу вам еще один метод, хорошо?
Итак, поскольку есть несколько способов содрать шкуру с кошки, в данном случае я возьму свой стандартный инструмент и переверну его вверх дном. Чтобы получить его на нужной высоте для центра, я сделал подкладку снизу, а затем отрегулировал до самого верха, чтобы я оказался в центре детали, вот так. В остальном это будет так же, как если бы я нарезал правую резьбу, только я буду запускать машину в обратном направлении.
Чтобы получить его на нужной высоте для центра, я сделал подкладку снизу, а затем отрегулировал до самого верха, чтобы я оказался в центре детали, вот так. В остальном это будет так же, как если бы я нарезал правую резьбу, только я буду запускать машину в обратном направлении.
Итак, первое, что я должен сделать, это написать свою программу, верно? И программа для работы с потоками довольно проста. Большинство из вас, вероятно, уже знают, как делать стандартные резьбы. Так что я в моем PROG режим прямо здесь, и я собираюсь ПЕРЕЙТИ К НАЧАЛУ и я собираюсь выбрать THREAD , верно? Так что, если что-то из этого для вас новое, ребята, вы узнаете об этом сейчас, и если это не потерпит меня ни на секунду. Итак, я нарезаю нить диаметром 1 дюйм, поэтому я поставлю 1 в начале. Я начну с нуля Z. Это стандартная резьба, поэтому на другом конце будет 1 дюйм. Длина моей нити будет -1,7 дюйма, и теперь я выхожу на поле. Обычно это то, что привлекает людей, потому что они думают, что шаг — это количество нитей на дюйм. На самом деле, это десятичный эквивалент этому.
На самом деле, это десятичный эквивалент этому.
Итак, лучший способ сделать это — вычислить, взяв 1 и разделив ее на количество нитей на дюйм. Что я собираюсь сделать, так это использовать клавишу HELP в этом случае и перейти к G, который является калькулятором на элементе управления, и я просто собираюсь ввести 1, деленное на 12, и вы увидите там десятичный ответ, 0,083333 . Я нажму НАЗАД , чтобы выйти из калькулятора, и я просто вставлю этот ответ здесь 0,08333. Нажмите кнопку ABS SET . Он спрашивает меня, сколько пропусков я хочу использовать. Я собираюсь использовать 8 черновых проходов. Я собираюсь использовать 1 Spring Pass в финале. Я собираюсь использовать стандартную скорость погружения 29.-½°, так что просто нажмите ABS SET . Здесь меня спрашивают, хочу ли я делать внутренние или внешние потоки. Это внешний поток, поэтому 2 для внешнего. Сколько стартов я хочу иметь? Это один ведущий поток, поэтому 1. Он запрашивает у меня число оборотов в минуту. Я просто запущу его на 300 и воспользуюсь Инструментом № 1. Хорошо? Если я посмотрю на него, нажав кнопку LOOK , все, что вы увидите, это центральная линия и нить, хорошо? Все идет нормально. Теперь я нажму клавишу MODE и сделаю НАСТРОЙКА ИНСТРУМЕНТА , понятно?
Он запрашивает у меня число оборотов в минуту. Я просто запущу его на 300 и воспользуюсь Инструментом № 1. Хорошо? Если я посмотрю на него, нажав кнопку LOOK , все, что вы увидите, это центральная линия и нить, хорошо? Все идет нормально. Теперь я нажму клавишу MODE и сделаю НАСТРОЙКА ИНСТРУМЕНТА , понятно?
На самом деле я уже сделал это, но я хочу, чтобы вы увидели, как это выглядит, поэтому я собираюсь перейти к НАСТРОЙКА ИНСТРУМЕНТА , я собираюсь выбрать инструмент № 1, и я просто собираюсь идти на РЕДАКТИРОВАТЬ здесь. Итак, что я сделал, когда настроил это, так это то, что я коснулся своего инструмента до диаметра 1 дюйм и пробил там 1 дюйм, коснулся им конца детали, сказал ему, что я был на нуле Z. Это все, что мне нужно сделать, чтобы настроить инструмент. Ладно, я уйду оттуда ( RETURN ) и следующее, что я собираюсь сделать, это прийти и протестировать деталь, хорошо? Итак, я снова нажимаю клавишу MODE и перехожу в режим RUN, а в режиме RUN он говорит мне: «Эй, ты хочешь начать с самого начала? начать с чего-то другого?» Что ж, в нашем случае у нас есть только одно событие для работы, поэтому я просто нажму START , а затем нажму GO , и он перейдет в исходное положение. Это напомнит мне установить инструмент № 1, запустить шпиндель и GO , верно?
Это напомнит мне установить инструмент № 1, запустить шпиндель и GO , верно?
Итак, здесь я использую перевернутый инструмент и собираюсь резать его с лицевой стороны. Итак, я вставлю свой первый инструмент и зафиксирую его, хорошо? Я собираюсь нажать реверс ( REV ), чтобы он мог резать левой рукой, потому что инструмент перевернут, а затем, как всегда, я предпочитаю использовать TRAKing ® , чтобы убедиться, что я делаю это в нужном месте. , хорошо? Итак, я приду сюда и просто ПРОСМОТРЮ его своим Z-маховиком, чтобы убедиться, что я иду в правильном месте. И если вы этого не знаете, когда вы выполняете нить и TRAK, она будет TRAK до самого начала, а затем возьмет на себя обрезание этой нити, выдвинется в конце, а затем это позволит вам вернуться к TRAKing. Так что я собираюсь принести его сюда поближе и дать ему сделать первую часть. Прямо здесь вы видите, что это берет верх. И так как первая версия выглядит хорошо, я знаю, что остальные тоже будут хороши, так что я нажму 9. 0014 STOP , перейдите к CNC RUN , нажмите GO и продолжайте нарезать резьбу.
0014 STOP , перейдите к CNC RUN , нажмите GO и продолжайте нарезать резьбу.
Итак, теперь я покажу вам, как обрезать левую резьбу с обратной стороны детали. Итак, вы увидите, что теперь у меня в руке инструмент в держателе правильной стороной вверх, но обращен ко мне, хорошо? И я собираюсь использовать это на этот раз, чтобы сделать это. Процесс в основном такой же, хорошо? Итак, первое, что я собираюсь сделать, это пойти в PROG IN/OUT режим и я собираюсь OPEN другой инструмент или другую часть, хорошо? Итак, я перейду сюда, ОТКРЫТЬ ФАЙЛ , и вы заметите, если захотите взглянуть на него, что нить теперь находится на противоположной стороне линии, верно? Вы также заметите, что здесь у меня есть перемещение позиции. Это просто для того, чтобы убедиться, что, когда я иду из дома к части, я не ударяю часть по пути внутрь или на выходе. Что я изменил в программе, я покажу вам прямо здесь с самого начала. Итак, у меня есть перемещение положения, которое перемещается на отрицательные дюйм-полтора, а затем я собираюсь оставаться в дюйме от детали и говорю ей продолжать движение к резьбе.
Итак, у меня есть перемещение положения, которое перемещается на отрицательные дюйм-полтора, а затем я собираюсь оставаться в дюйме от детали и говорю ей продолжать движение к резьбе.
На следующей странице показана резьба, и единственное отличие этой резьбы от первой, которую я сделал, заключается в том, что я использую отрицательное значение диаметра как в начале, так и в конце резьбы, чтобы он знал, что нужно нарезать. с той стороны, хорошо? Последнее, что я делаю, это говорю ему вернуться к этой точке, чтобы он очистил часть, когда вернется домой, хорошо? То же самое можно сказать и о том, как я настроил инструмент. Итак, я собираюсь перейти в режим SET-UP , вернуться к НАСТРОЙКА ИНСТРУМЕНТА . Я вытащу Инструмент № 2 и нажму EDIT , как я сделал с первым инструментом, и вы заметите, что здесь у меня тоже есть отрицательное значение. Так что хотя на картинке на экране видно, что инструмент здесь, на самом деле я знаю, что он здесь, хорошо?
Итак, я прикоснулся к нему сзади, дал диаметр 1 дюйм на отрицательной стороне, в остальном установка инструмента точно такая же, хорошо? Итак, теперь мы собираемся запустить это. Так что я собираюсь нажать MODE 9Нажмите здесь клавишу 0015, и вы вернетесь к RUN , вернетесь к START , нажмите GO , чтобы вернуться домой, хорошо? Теперь он будет двигаться к задней стороне, верно? Это напоминает мне начать вращение и убедиться, что это Инструмент № 2. Итак, я собираюсь снова поставить машину в REV и использовать TRAKing, чтобы убедиться, что я все сделал правильно. Мне всегда нравится использовать TRAKing, это заставляет меня чувствовать себя намного лучше. В этот момент, как и раньше, он берет верх, но вы видите, что он режет сзади. Я знаю, что это выглядит хорошо, поэтому я собираюсь нажать СТОП , ПУСК ЧПУ и ПУСК . И пусть дальше обрезает всю нить с изнаночной стороны. и пока вы смотрите это видео, вы действительно можете видеть, что он отодвинулся от резьбы, прежде чем пришел в исходное положение, чтобы инструмент отделился от задней стороны.
Так что я собираюсь нажать MODE 9Нажмите здесь клавишу 0015, и вы вернетесь к RUN , вернетесь к START , нажмите GO , чтобы вернуться домой, хорошо? Теперь он будет двигаться к задней стороне, верно? Это напоминает мне начать вращение и убедиться, что это Инструмент № 2. Итак, я собираюсь снова поставить машину в REV и использовать TRAKing, чтобы убедиться, что я все сделал правильно. Мне всегда нравится использовать TRAKing, это заставляет меня чувствовать себя намного лучше. В этот момент, как и раньше, он берет верх, но вы видите, что он режет сзади. Я знаю, что это выглядит хорошо, поэтому я собираюсь нажать СТОП , ПУСК ЧПУ и ПУСК . И пусть дальше обрезает всю нить с изнаночной стороны. и пока вы смотрите это видео, вы действительно можете видеть, что он отодвинулся от резьбы, прежде чем пришел в исходное положение, чтобы инструмент отделился от задней стороны.
Хорошо, теперь, когда я смотрю на свою нить, она выглядит неплохо, но на самом деле вы можете видеть, что она недостаточно глубокая. Это очень часто случается, когда вы нарезаете резьбу остроконечным инструментом. Причина в том, что ProtoTRAK имеет простой язык, и если я не использую пользовательскую резьбу, которая позволяет мне указать, каким должен быть мой меньший диаметр, он автоматически вычисляет его на основе шага резьбы и основного диаметра. Так что в этом случае он пытается добраться до вершины радиуса, который должен быть в нижней части резьбы, и поэтому он выходит слишком мелким. Так что я собираюсь сделать здесь, я собираюсь ударить MODE и вернитесь в режим SET-UP , я выберу ТАБЛИЦУ ИНСТРУМЕНТОВ и перейду на один ( DATA DOWN ) к инструменту № 2 и далее вправо ( DATA RIGHT ) и я собираюсь добавить сюда модификатор, чтобы сделать вырез глубже. Теперь помните, я сейчас на обратной стороне инструмента, верно? Это означает, что вместо того, чтобы двигаться в негативном направлении, чтобы сделать его более глубоким, я на самом деле должен двигаться в позитивном направлении, ясно? Так что я поставлю здесь 15 тысячных, хорошо? Это позволит мне вырезать его немного глубже. я нажму на MODE ключ, я вернусь в режим RUN , хорошо? Вы вернетесь к START , нажмете GO , и когда он скажет мне снова запустить шпиндель, я должен помнить, что поставил шпиндель в REV , хорошо?
я нажму на MODE ключ, я вернусь в режим RUN , хорошо? Вы вернетесь к START , нажмете GO , и когда он скажет мне снова запустить шпиндель, я должен помнить, что поставил шпиндель в REV , хорошо?
И я знаю, что на этот раз все будет правильно, поэтому я просто нажму GO. Здесь вы увидите, что он на самом деле разрезает материал с каждым проходом, потому что 8 проходов, которые я заложил в программу нарезания резьбы, из-за угла 29-½°, он фактически удаляет этот 0,015 за каждый отдельный проход резьбы. Вот и все. Нить выглядит намного лучше, она завершена. Я надеюсь, что это полезная информация для вас и что она действительно поможет вам, когда в следующий раз вам придется это сделать. Если у вас нет подходящего инструмента для левой руки, переверните его вверх дном, отрежьте спереди, положите сзади, используйте правой стороной вверх, выполните работу и переходите к следующему заданию.
Последнее, что я хочу напомнить вам, это то, что всякий раз, когда вы используете ProtoTRAK, это должно быть весело. Так что наслаждайтесь тем, что вы делаете, делайте аккуратные детали, зарабатывайте много денег и помните… Всегда продолжайте ТРЕЙКИНГ! Я Пэт из TRAK Machine Tools. Спасибо за просмотр!
Так что наслаждайтесь тем, что вы делаете, делайте аккуратные детали, зарабатывайте много денег и помните… Всегда продолжайте ТРЕЙКИНГ! Я Пэт из TRAK Machine Tools. Спасибо за просмотр!
Левосторонние метчики и плашки Метрическая резьба
- Домашняя
- Метчики и плашки
- Левосторонние метчики и плашки: метрические размеры
грубая резьба
Левосторонние метчики и плашки
Эти труднодоступные левосторонние метчики и плашки могут быть незаменимы при изготовлении или ремонте деталей с обратной резьбой, таких как тяги или компоненты подвески.
Левосторонние метчики и плашки представляют собой зеркальное отображение правосторонних метчиков и плашек .
Левая резьба при необходимости закручивается против часовой стрелки.
Винты часто затягиваются по часовой стрелке, поэтому большинство резьб имеют правую резьбу. Левосторонняя резьба используется, если винт может ослабнуть из-за нагрузки.
Левосторонняя резьба используется для крепления вращающихся деталей, которые вращаются против часовой стрелки и при движении закручиваются.
Заказать левосторонние метрические метчики онлайн
Заказать левосторонние метрические плашки онлайн
| ТАБЛИЦА ДАННЫХ РЕЗЬБЫ: Метрическая резьба — Крупный шаг | |||
| Номинальный Размер ИСО М | Майор Диаметр мм | Шаг мм | Метчик Сверлить Диаметр мм |
| 1,00 | 1,00 | 0,25 | 0,75 |
1. 10 10 | 1,10 | 0,25 | 0,85 |
| 1,20 | 1,20 | 0,25 | 0,95 |
| 1,40 | 1,40 | 0,30 | 1,10 |
| 1,60 | 1,60 | 0,35 | 1,25 |
| 1,80 | 1,80 | 0,35 | 1,45 |
| 2,00 | 2,00 | 0,40 | 1,60 |
| 2,20 | 2,20 | 0,45 | 1,75 |
| 2,50 | 2,50 | 0,45 | 2,05 |
| 3,00 | 3,00 | 0,50 | 2,50 |
| 3,50 | 3,50 | 0,60 | 2,90 |
| 4,00 | 4,00 | 0,70 | 3,30 |
| 4,50 | 4,50 | 0,75 | 3,80 |
| 5,00 | 5,00 | 0,80 | 4,20 |
| 6,00 | 6,00 | 1,00 | 5,00 |
| 7,00 | 7,00 | 1,00 | 6,00 |
8. 00 00 | 8,00 | 1,25 | 6,80 |
| 9,00 | 9,00 | 1,25 | 7,80 |
| 10.00 | 10.00 | 1,50 | 8,50 |
| 11.00 | 11.00 | 1,50 | 9,50 |
| 12.00 | 12.00 | 1,75 | 10.20 |
| 14.00 | 14.00 | 2,00 | 12.00 |
| 16.00 | 16.00 | 2,00 | 14. 00 00 |
| 18.00 | 18.00 | 2,50 | 15,50 |
| 20.00 | 20.00 | 2,50 | 17,50 |
| 22.00 | 22.00 | 2,50 | 19,50 |
| 24.00 | 24.00 | 3,00 | 21.00 |
| 27.00 | 27.00 | 3,00 | 24.00 |
| 30.00 | 30.00 | 3,50 | 26,50 |
| 33,00 | 33,00 | 3,50 | 29,50 |
| 36,00 | 36,00 | 4,00 | 32,00 |
| 39,00 | 39. 00 00 | 4.00 | 35,00 |
| 42,00 | 42,00 | 4,50 | 37,50 |
| 45,00 | 45,00 | 4,50 | 40,50 |
| 48,00 | 48.00 | 5,00 | 43,00 |
| 52,00 | 52,00 | 5,00 | 47,00 |
| 56,00 | 56.00 | 5,50 | 50,50 |
| 60,00 | 60,00 | 5,50 | 54.50 |
| 64,00 | 64. 00 00 | 6,00 | 58.00 |
| 68,00 | 68.00 | 6,00 | 62,00 |
при заказе метчиков укажите диаметр, шаг и тип метчика
примеры
TAPM6X1LH-1 для конусного метчика M6 x 1
TAPM6X1LH-2 для резьбового метчика M6 x 1
TAPM6X1LH-3 для нижнего метчика M6 x 1
Вернуться к началу страницы
У нас есть огромный ассортимент стандартных и специальные размеры, включая дюймовые, метрические размеры.
Знаете ли вы, что метчики нестандартных размеров можно заказать за 24 часа?
ссылка на главную страницу
март 2022 г., июнь 2021 г.
Описания, иллюстрации, технические характеристики, размеры и номера деталей могут быть изменены без предварительного уведомления.
, обслуживающий канадские провинции и территории Ньюфаундленд, NF, NL, Nova
Шотландия, NS, Нью-Брансуик, NB, Остров Принца Эдуарда, PEI, PE, Квебек, PQ, QC, Онтарио, ON,
Манитоба, МБ, Саскачеван, SK, Альберта, AB, Британская Колумбия, Британская Колумбия, Северо-Западные территории, NT, Нунавут, NU, Юкон, YT,
обслуживание канадских городов,
Торонто, Миссиссога, Скарборо, Лаваль, Монреаль, Монреаль, Ванкувер, Оттава, Гатино, Калгари, Эдмонтон, Квебек, Виннипег, Гамильтон, Китченер, Кембридж, Ватерлоо, Лондон, Сент-Катаринс, Ниагара, Галифакс, Ошава, Виктория, Виндзор , Саскатун, Регина, Шербрук, Сент-Джонс,
Барри, Келоуна, Абботсфорд, Миссия, Садбери Кингстон, Сагеней, Труа-Ривьер, Труа-Ривьер, Труа-Ривьер, Гвельф, Монктон, Брантфорд, Сент-Джон, Тандер-Бей, Питерборо,
Аякс, Аврора, Брэмптон, Брок, Берлингтон, Каледон, Кларингтон, регион Дарем, Ошава, Пикеринг, Уитби, Халтон-Хиллз, Милтон, Оквилл, Миссиссауга, Новый рынок, Ричмонд-Хилл, Вон, Оранжвилль,
обслуживание городов США,
Нью-Йорк, Лос-Анджелес, Чикаго, Хьюстон, Филадельфия, Феникс, Сан-Антонио, Сан-Диего, Даллас, Сан-Хосе, Остин, Джексонвилл, Сан-Франциско, Индианаполис,
Колумбус, Форт-Уэрт, Шарлотта, Сиэтл, Денвер, Эль-Пасо, Детройт, Вашингтон, Бостон, Мемфис, Нэшвилл, Портленд, Оклахома-Сити, Лас-Вегас,
Балтимор, Луисвилл, Милуоки, Альбукерке, Тусон, Фресно, Сакраменто, Канзас-Сити, Лонг-Бич, Меса, Роли, Омаха, Майами, Окленд,
Миннеаполис, Талса, Уичито, Новый Орлеан, Арлингтон, Кливленд, Бейкерсфилд, Тампа,
Аврора, Гонолулу, Анахайм, Санта-Ана, Корпус-Кристи, Риверсайд, Сент-Луис, Лексингтон, Стоктон, Питтсбург, Сент-Пол, Анкоридж, Цинциннати,
Хендерсон, Гринсборо, Плано, Ньюарк, Толедо, Линкольн, Орландо, Чула-Виста, Джерси-Сити, Чендлер, Форт-Уэйн, Буффало, Дарем, Санкт-Петербург, Ирвин,
Ларедо, Лаббок, Мэдисон, Гилберт, Норфолк, Рино, Уинстон Салем, Глендейл, Хайалиа, Гарленд, Скоттсдейл, Чесапик, Северный Лас-Вегас, Фремонт,
Батон-Руж, Ричмонд, Бойсе, Сан-Бернардино, Спокан, Бирмингем, Модесто, Де-Мойн, Рочестер, Такома, Фонтана, Окснард, Морено-Вэлли, Фейетвилл,
Хантингтон-Бич, Йонкерс, Глендейл, Аврора, Монтгомери, Колумбус, Амарилло, Литл-Рок, Акрон, Шривпорт, Огаста, Гранд-Рапидс,
Мобильный, Солт-Лейк-Сити, Хантсвилл, Таллахасси, Гранд-Прери, Оверленд-Парк, Ноксвилл, Вустер, Браунсвилл, Ньюпорт-Ньюс, Санта-Кларита,
Порт-Сент-Люси, Провиденс, Форт-Лодердейл, Чаттануга, Темпе, Оушенсайд, Гарден-Гроув, Ранчо Кукамонга, Кейп-Корал, Санта-Роза, Ванкувер,
Су-Фолс, Пеория, Онтарио, Джексон, Элк-Гроув, Спрингфилд, Пемброк-Пайнс, Салем, Корона, Юджин, МакКинни, Форт-Коллинз, Ланкастер,
Кэри, Палмдейл, Хейворд, Салинас, Фриско, Спрингфилд, Пасадена, Мейкон, Александрия, Помона, Лейквуд, Саннивейл, Эскондидо, Канзас-Сити, Голливуд,
Кларксвилл, Торранс, Рокфорд, Джолиет, Патерсон, Бриджпорт, Нейпервилл, Саванна, Мескит, Сиракузы, Пасадена, Оранж, Фуллертон, Киллин,
Дейтон, Макаллен, Белвью, Мирамар, Хэмптон, Уэст-Вэлли-Сити, Уоррен, Олате, Колумбия, Торнтон, Кэрроллтон, Мидленд, Чарльстон, Уэйко
и государства
Алабама, Алабама, Аляска, Аляска, Аризона, Аризона, Арканзас, Арканзас, Калифорния, Калифорния, Колорадо, Колорадо, Коннектикут, Коннектикут,
Делавэр, Делавэр, округ Колумбия, округ Колумбия, Флорида, Флорида, Джорджия, Джорджия, Гавайи, Гавайи, Айдахо, Айдахо, Иллинойс, Иллинойс, Индиана, Индиана,
Айова, Айова, Канзас, Канзас, Кентукки, Кентукки, Луизиана, Лос-Анджелес, Мэн, Мэн, Мэриленд, Мэриленд, Массачусетс, Массачусетс,
Мичиган, Мичиган, Миннесота, Миннесота, Миссисипи, Массачусетс, Миссури, Миссури, Монтана, Монтана, Монтана, Небраска, Северная Каролина,
Невада, Невада, Нью-Гэмпшир, Нью-Хэмпшир, Нью-Джерси, Нью-Джерси, Нью-Мексико, Нью-Мексико, Нью-Йорк, Нью-Йорк, Север
Каролина, Северная Каролина, Северная Дакота, Северная Дакота, Огайо, Огайо, Оклахома, OK, Орегон, Орегон, Пенсильвания, Пенсильвания,
Род-Айленд, Род-Айленд, Южная Каролина, Южная Каролина, Южная Дакота, Южная Дакота, Теннесси, Теннесси, Техас, Техас,
Юта, Юта, Вермонт, Вирджиния, Вирджиния, Вирджиния, Вашингтон, Вашингтон, Западная Вирджиния, Западная Вирджиния, Висконсин, Висконсин, Вайоминг, Вайоминг
Мы можем отправить в Афганистан, Аландские острова, Албанию,
Алжир , Американское Самоа , Андорра , Ангола , Ангилья , Антигуа
и Барбуда, Аргентина, Армения, Аруба, Австралия, Австрия
, Азербайджан , Азорские острова , Багамы , Бахрейн , Бангладеш , Барбадос
, Беларусь , Бельгия , Белиз , Бенин , Бермуды , Бутан , Боливия
, Бонайре , Босния , Ботсвана , Бразилия , Британские Виргинские острова
, Бруней , Болгария , Буркина Фасо , Бурунди , Камбоджа , Камерун
, Канада , Канарские острова , Кабо-Верде , Каймановы острова , Центральная
Африканская Республика, Чад, Чили, Китай, Колумбия, Коморские Острова,
Конго, Острова Кука, Коста-Рика, Хорватия, Кюрасао, Кипр
, Чехия , Демократическая Республика Конго , Дания , Джибути
, Доминика , Доминиканская Республика , Эквадор , Египет , Сальвадор
, Англия , Экваториальная Гвинея , Эритрея , Эстония , Эфиопия ,
Фарерские острова, Фиджи, Финляндия, Франция, Французская Гвиана, Французская
Полинезия , Габон , Гамбия , Грузия , Германия , Гана , Гибралтар
, Греция , Гренландия , Гренада , Гваделупа , Гуам , ГУ, Гватемала
, Гернси , Гвинея , Гвинея-Бисау , Гайана , Гаити , Голландия
, Гондурас , Гонконг , Венгрия , Исландия , Индия , Индонезия
, Ирак , Ирландия , Израиль , Италия , Кот-д’Ивуар , Ямайка , Япония
, Джерси , Иордания , Казахстан , Кения , Кирибати , Косрае , Кувейт
, Кыргызстан , Лаос , Латвия , Ливан , Лесото , Либерия , Ливия
, Лихтенштейн , Литва , Люксембург , Макао , Македония (Fyrom)
, Мадагаскар , Мадейра , Малави , Малайзия , Мальдивы , Мали ,
Мальта , Маршалловы острова , MH , Мартиника , Мавритания , Маврикий
, Майотта , Мексика , Микронезия , Молдова , Монако , Монголия
, Черногория , Монтсеррат , Марокко , Мозамбик , Северная Мариана
острова , Намибия , Непал , Нидерланды , Нидерландские Антильские острова
, Новая Каледония , Новая Зеландия , Никарагуа , Нигер , Нигерия ,
Остров Норфолк, Северная Ирландия, Норвегия, Оман, Пакистан,
Палау, PW, Панама, Папуа-Новая Гвинея, Парагвай, Перу, Филиппины
, Польша , Понапе , Португалия , Пуэрто Рико , Пр , Катар , Реюньон ,
Румыния , Рота , Россия , Руанда , Саба , Сайпан , Сан-Марино
, Саудовская Аравия , Шотландия , Сенегал , Сербия , Сейшелы , Сьерра
Леоне , Сингапур , Словакия , Словения , Соломоновы острова , Юг
Африка, Южная Корея, Испания, Шри-Ланка, Сен-Бартельми, Св. Кристофер, Санта-Крус, Сент-Эстатиус, Сент-Джон, Сент-Китс
и Невис, Сент-Люсия, Сен-Мартен, Сент-Мартин, Сент-Томас
, Сент-Винсент/Гренадины, Суринам, Свазиленд, Швеция, Швейцария
, Сирия , Таити , Тайвань , Таджикистан , Танзания , Таиланд ,
Тимор-Лешти, Тиниан, Того, Тонга, Тортола, Тринидад и
Тобаго, Трук, Тунис, Турция, Туркменистан, турки и
Кайкос, Тувалу, Уганда, Украина, Юнион-Айленд, Соединенные Штаты
Арабские Эмираты , Великобритания , США , Уругвай, девственница США
острова, VI, Узбекистан, Ванату, город-государство Ватикан, Венесуэла
, Вьетнам , Виргин-Горда , Уэльс , острова Валлия и Футуна
, Западное Самоа , Яп , Йемен , Замбия , Зимбабве
Кристофер, Санта-Крус, Сент-Эстатиус, Сент-Джон, Сент-Китс
и Невис, Сент-Люсия, Сен-Мартен, Сент-Мартин, Сент-Томас
, Сент-Винсент/Гренадины, Суринам, Свазиленд, Швеция, Швейцария
, Сирия , Таити , Тайвань , Таджикистан , Танзания , Таиланд ,
Тимор-Лешти, Тиниан, Того, Тонга, Тортола, Тринидад и
Тобаго, Трук, Тунис, Турция, Туркменистан, турки и
Кайкос, Тувалу, Уганда, Украина, Юнион-Айленд, Соединенные Штаты
Арабские Эмираты , Великобритания , США , Уругвай, девственница США
острова, VI, Узбекистан, Ванату, город-государство Ватикан, Венесуэла
, Вьетнам , Виргин-Горда , Уэльс , острова Валлия и Футуна
, Западное Самоа , Яп , Йемен , Замбия , Зимбабве
стараемся доставлять в крупнейшие города мира
Токио, Япония, Сеул, Южная Корея, Мехико, Мексика, Нью-Йорк, США, Мумбаи, Индия, Джакарта, Индонезия, Сан-Паулу, Бразилия, Дели, Индия, Осака/Кобе, Япония, Шанхай, Китай, Манила, Филиппины , Лос-Анджелес, США, Калькутта, Индия, Москва, Российская Федерация, Каир, Египет, Лагос, Нигерия, Буэнос-Айрес, Аргентина, Лондон, Великобритания, Пекин, Китай, Карачи, Пакистан, Дакка, Бангладеш, Рио-де-Жанейро, Бразилия, Тяньцзинь, Китай, Париж, Франция, Стамбул, Турция, Лима, Перу, Тегеран, Иран, Бангкок, Таиланд, Чикаго, США, Богота, Колумбия, Хайдарабад, Индия, Ченнаи, Индия, Эссен, Германия, Хошимин , Вьетнам, Ханчжоу, Китай, Гонконг, Китай, Лахор, Пакистан, Шэньян, Китай, Чанчунь, Китай, Бангалор, Индия, Харбин, Китай, Чэнду, Китай, Сантьяго, Чили, Гуанчжоу, Китай, Санкт-Петербург, Российская Федерация , Киншаса, ДРК , Багдад, Ирак , Цзинань, Китай , Хьюстон, США , Торонто, Канада, Янгон, Мьянма (Бирма), Алжир, Алжир Филадельфия, США, Цинда о, Китай, Милан, Италия, Пусан, Южная Корея, Белу-Оризонти, Бразилия, Алмадабад, Индия, Мадрид, Испания, Сан-Франциско, США, Александрия, Египет, Вашингтон, округ Колумбия, США, Ухань, Китай, Даллас, США, Гвадалахара, Мексика, Чунгин, Китай, Медельин, Колумбия, Детройт, США, Ханьдань, Китай, Франкфурт, Германия, Порту-Алегри, Бразилия, Ханой, Вьетнам, Сидней, Австралия, Санто-Доминго, Дом. Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,
Афина, Греция, Кейптаун, Южная Африка, Кельн, Германия, Мапуту, Мозамбик, Неаполь, Италия
Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,
Афина, Греция, Кейптаун, Южная Африка, Кельн, Германия, Мапуту, Мозамбик, Неаполь, Италия
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||





Как пользоваться набором метчиков и штампов
Рис. 1: Полный набор метчиков и матриц
1: Полный набор метчиков и матриц
Набор метчиков и штампов — это один из тех наборов инструментов, которые не сразу становятся интуитивно понятными, но становятся необходимыми для вашей работы, когда они у вас есть. Неважно, являетесь ли вы механиком, ремесленником, слесарем или мастером по дереву или даже энтузиастом «сделай сам», набор метчиков и штампов будет вам чрезвычайно полезен. Метчики и плашки — это режущие инструменты, используемые для нарезания резьбы на таких компонентах, как винты, болты, гайки, а также для создания резьбового отверстия для ввинчивания компонентов.
Метчик — это инструмент с резьбой, который нарезает или нарезает резьбу на охватывающей части сопрягаемой пары. Следовательно, метчик создаст резьбу внутри отверстия. С другой стороны, плашка представляет собой инструмент с резьбой, который нарезает или нарезает резьбу на охватываемой части сопрягаемой пары. Следовательно, матрица создаст резьбу на поверхности цилиндрических стержней для создания винта или болта. И метчик, и плашка создают новую резьбу или восстанавливают поврежденную резьбу.
И метчик, и плашка создают новую резьбу или восстанавливают поврежденную резьбу.
метчики
плашки
воротки и плашки
наборы метчиков и матриц
Набор метчиков и матриц
Набор метчиков и матриц состоит из метчиков, плашек и сверл разных размеров для различных применений. В комплекте есть ручки для поворота. Коллекция также состоит из экстракторов винтов и таблиц для определения правильного сверла и метчиков, соответствующих размеру и шагу резьбы. Некоторые наборы могут содержать направляющие с поворотным замком, метчики для грубой и тонкой обработки и другие инструменты по более высокой цене.
Метчики и плашки для резки металлической и другой резьбы. Изготовлены из быстрорежущей стали HSS или закаленной углеродистой стали, причем первая намного прочнее и используется для более широкого спектра материалов. Эти режущие материалы подходят для нарезания резьбы в стали, стальном литье, чугуне, цветных металлах, пластмассах, мягкой и твердой древесине.
Кран
Метчики нарезают внутреннюю поверхность отверстия для создания таких компонентов, как гайки или отверстия (глухие или сквозные) для вкручивания винта или болта. Существует три основных типа кранов. Пробка, секунда и конусность (также известная как дно, пробка и конусность в США). На изображении ниже показаны три типа:
Рис. 2. Три основных типа метчиков: вставной метчик (A), второй метчик (B) и конический метчик (C)
Заглушка крана
Как видно на рис. 1, метчик-пробка практически не имеет конуса (всего одна коническая резьба) и имеет непрерывную режущую кромку. Это делает его пригодным для нарезания резьбы до дна глухого отверстия. Метчик-пробка не может начать процесс нарезания резьбы в отверстии без резьбы из-за короткого конического конца. Другие типы нарезания резьбы с коническим концом начинают процесс нарезания резьбы до того, как заглушка образует непрерывную резьбу на дне.
Второй кран
Второй метчик имеет 3–5 конических витков и поэтому может начать процесс нарезания резьбы. Это самый распространенный тип крана. Конический конец помогает центрировать и совмещать метчик с отверстием.
Это самый распространенный тип крана. Конический конец помогает центрировать и совмещать метчик с отверстием.
Конический метчик
Конический метчик имеет 8 – 10 конических резьб. Нарезание резьбы в твердых материалах, требующих медленного нарезания резьбы, или в небольших случаях, когда метчик может легко сломаться, лучше всего подходит конический метчик.
Как пользоваться краном?
Рис. 3. Создание резьбы с помощью нарезного инструмента
Большинство операций по врезке выполняются вручную, но силовые ответвители имеют электрический привод, например, отвод со спиральной пробкой. Нарезание резьбы также может выполняться токарным станком, радиально-сверлильным станком, настольным сверлильным станком и аналогичными машинами для мастерских. Мы обсудим ручное управление краном, так как оно наиболее распространено. Процесс врезки состоит из нескольких шагов, которые описаны ниже:
Подготовить отверстие:
- Это первый шаг постукивания.
 Это формирование отверстия, обычно путем сверления, до диаметра, меньшего, чем внешний диаметр метчика. Этот диаметр называется размером сверла для метчика.
Это формирование отверстия, обычно путем сверления, до диаметра, меньшего, чем внешний диаметр метчика. Этот диаметр называется размером сверла для метчика. - Сверло, используемое для диаметра отверстия, указано в таблице сверл и метчиков, обычно внутри набора метчиков и матриц. Он также доступен в механических магазинах.
- Просверлите отверстие, глухое или сквозное.
- Убедитесь, что вся стружка удалена из отверстия.
- Выберите метчик и храповик: снова используйте таблицу, чтобы выбрать правильный размер метчика для вашего проекта. Помните, что есть разные типы кранов. Возможно, вам придется начать с конического метчика, прежде чем закончить метчиком-пробкой.
- В зависимости от размера метчика используйте соответствующий храповик. Обычно бывает двух размеров. Использование храповика большего размера для маленького метчика может привести к чрезмерному усилию, которое может сломать метчик.
Рис. 4. Конусный метчик: 6-8-заходная фаска (A), второй метчик: 4-5-заходная фаска (B), конечный метчик (заглушка): 2-3-заходная фаска (C)
Создание потоков (ручное касание):
- Закрепите нарезаемый материал тисками или зажимом.

- Вставьте метчик, убедитесь, что он отцентрирован и выровнен, и поверните по часовой стрелке, сделав два полных оборота. Затем поверните против часовой стрелки на пол-оборота. Повторяйте этот процесс до полной заправки. Этот стиль нарезания резьбы предотвращает повреждение новой резьбы сломанным материалом.
- Применение смазочно-охлаждающей жидкости на протяжении всего процесса для уменьшения нагрева и транспортировки стружки
- Держите материал и метчик по центру и по уровню.
- Если вы чувствуете некоторую ограничивающую силу, поверните против часовой стрелки на пол-оборота и повторите попытку. Не накручивайте резьбу с усилием, иначе вы рискуете сломать метчик или сделать неправильную резьбу.
- Снимите метчик: поверните храповик против часовой стрелки, пока метчик полностью не выйдет. Процесс тейпирования завершен.
Для получения дополнительной информации о резьбах прочитайте наши статьи о конструкции резьбы и стандартах на резьбу.
Матрица
Рисунок 4: Сплошной круглый штамп
Матрицы могут нарезать наружную поверхность цилиндрических материалов, таких как стержень, для изготовления болта или винта. Существует два основных типа штампов: цельный штамп и регулируемый штамп. Цельная плашка нарезает номинальную резьбу с постоянной глубиной. Точность зависит от точности штампа и износа. Сжатие и освобождение регулируемой матрицы позволяют достичь различных классов посадки резьбы. Поворачивая встроенные винты, отрегулируйте штамп. На рис. 4 показана типичная конструкция кристалла.
Как использовать кубик?
Процесс нарезания резьбы плашкой включает несколько этапов, которые будут описаны ниже:
- Подготовьте стержень: диаметр материала должен быть немного меньше основного диаметра матрицы. У матрицы есть скошенная сторона, используемая в качестве входной стороны для стержня. Фаска помогает отцентрировать матрицу на стержне и уменьшает усилие начала поворота при нарезании резьбы.

- Выберите матрицу и ключ: Как и в случае с нарезанием резьбы, используйте таблицу, чтобы выбрать правильную матрицу с помощью ключа соответствующего размера.
- Создать потоки; Закрепите материал тисками или зажимом.
- Поместите матрицу на материал стороной со скошенной кромкой, начиная нарезание резьбы. Отцентрируйте матрицу и выровняйте ее, поверните по часовой стрелке, сделав два полных оборота.
- Затем поверните против часовой стрелки на полпериода. Повторяйте этот процесс до полной заправки. При необходимости используйте смазочно-охлаждающую жидкость.
- Снимите матрицу. Поворачивайте ключ против часовой стрелки, пока матрица полностью не выйдет. Процесс заправки завершен.
Рисунок 4: Сплошной круглый штамп
Критерии выбора комплектов метчиков и матриц
При выборе подходящего набора метчиков и матриц следует учитывать несколько моментов. Вот важные из них:
- Материал: Быстрорежущая сталь дороже закаленной углеродистой стали, но она более прочная и подходит для большего количества материалов.

- Количество и диапазон деталей: убедитесь, что установленные размеры находятся в пределах желаемого диапазона необходимой резьбы для нарезки.
- Дополнительные инструменты: Некоторые наборы поставляются с дополнительными инструментами и таблицами, которые могут быть полезны.
- Устойчива ли деталь к коррозии?
- Проверьте возможности применения/материала набора, указанные в информации производителя о продукте.
- Убедитесь, что футляр для переноски прочен. Кейс хранит детали.
метчики
резьбовые плашки
воротки и плашки
наборы метчиков и матриц
Ежемесячный информационный бюллетень Tameson
- Для кого: Вы! Существующие клиенты, новые клиенты и все, кто ищет информацию о контроле жидкости.
- Почему Ежемесячный информационный бюллетень Tameson: Раз в месяц он содержит прямую информацию, полную актуальной информации об отрасли управления жидкостями.

- Что в нем: Объявления о новых продуктах, технические статьи, видеоролики, специальные цены, отраслевая информация и многое другое, на что вам нужно подписаться, чтобы увидеть!
Подписаться на рассылку новостей
Как нарезать левую резьбу на токарном станке Atlas 10f
Луостен
Зарегистрировано
- #1
Господа;
Мне нужно сделать левостороннюю гайку Acme 3/4 x 8 для проекта, над которым я работаю. Atlas 10F имеет шпиндель с резьбой, который обычно предотвращает работу в обратном направлении без остановки патрона. У меня нет набора цанг. .. мне не повезло, или есть другой способ, кроме как попытаться получить ручной метчик (108 долларов) и выполнить действие вручную? Спасибо за комментарии заранее.
.. мне не повезло, или есть другой способ, кроме как попытаться получить ручной метчик (108 долларов) и выполнить действие вручную? Спасибо за комментарии заранее.
T Bredehoft
Активный пользователь
- #2
Можно ли положить инструмент вверх дном и резать его сзади, подавая слева направо?
RJSakowski
Сторонник H-M — золотой член
- #3
Луостен сказал:
Господа;
Мне нужно сделать левостороннюю гайку Acme 3/4 x 8 для проекта, над которым я работаю. Atlas 10F имеет шпиндель с резьбой, который обычно предотвращает работу в обратном направлении без остановки патрона. У меня нет набора цанг… мне не повезло, или есть другой способ, кроме как попытаться получить ручной метчик (108 долларов) и выполнить действие вручную? Спасибо за комментарии заранее.
Нажмите, чтобы развернуть…
Предполагая, что у вас есть реверсивный челнок на вашем токарном станке или другое средство для изменения направления вращения ходового винта, вы должны нарезать резьбу, когда шпиндель вращается вперед, и подавать слева направо.
Если вы не можете изменить направление вращения ходового винта, вы не сможете нарезать левую резьбу.
rgray
Активный пользователь
- #4
Просто на моем токарном станке. Нормальное вращение резьбы с кареткой, делающей разрез по мере ее удаления от патрона.
Я не знаком с вашим токарным станком, но если направление движения каретки переключается, то все просто.
Многие новые операторы сделали красивый левый виток, когда хотели правый виток таким образом.
Со мной такого никогда не случалось… нет, никогда такого не было… ни разу… ладно, ладно, один раз я так делал.
RJSakowski
H-M Supporter — золотой член
- #5
В зависимости от механизма переключения передач вы можете установить промежуточную шестерню между составной шестерней (10-101-16A в списке деталей) и сменными шестернями, которая будет изменять направление вращения ходового винта. Количество зубов не имеет значения, главное, чтобы они поместились в пространстве.
pdentrem
Активный пользователь
- #6
Я несколько раз порезал левые руки на своем 10f. Патрон ни разу не разболтался. Как уже упоминалось, резьба слева направо, просто не забудьте правильно заточить инструмент для резьбы, которую вы делаете.
wa5cab
Загрузки Модератор
- #7
Для тех из вас, кто не знаком с Atlas 10F, у него есть редуктор FWD-OFF-REV, соединенный непосредственно с ходовым винтом, если он не имеет QCGB. Если у него есть QCGB, то он имеет тумблер типа FWD-OFF-REV для управления переключением передач.
Lou,
Вам придется либо приобрести вставку Acme для левой резьбы (если у вас есть расточная оправка такого типа), либо вам придется заточить оправку для левой, а не для правой резьбы. Режущая кромка и передний задний угол остаются такими же, как и для правой внутренней резьбы. Но боковой зазор будет шлифоваться со стороны задней бабки зуба фрезы, а не со стороны нормальной (для правой резьбы) стороны передней бабки. Составной угол (29,5 град.( коррекция – 14,5 град ) по направлению к передней бабке) будет таким же, как и при нарезании наружной правой резьбы. И, конечно же, силовая подача будет в обратном направлении, и каждый рабочий проход будет начинаться с полного прохода фрезы через гайку.
Но боковой зазор будет шлифоваться со стороны задней бабки зуба фрезы, а не со стороны нормальной (для правой резьбы) стороны передней бабки. Составной угол (29,5 град.( коррекция – 14,5 град ) по направлению к передней бабке) будет таким же, как и при нарезании наружной правой резьбы. И, конечно же, силовая подача будет в обратном направлении, и каждый рабочий проход будет начинаться с полного прохода фрезы через гайку.
Последнее редактирование:
T Bredehoft
Активный пользователь
- #8
Резьба ACME, соединение 14/1/2 град.
wa5cab
Загрузки Модератор
- #9
Том,
Ой. Вы правы, конечно. Внесена коррекция.
Как нарезать левую резьбу
Содержание:
Изменение направления резьбы на гайке –
Левая рука Резьба – Импровизированный резак. Сварка ВИГНаружная
Плашка представляет собой гайку с внутренними прорезями и внешними замками для поворота инструмента. Он может быть различной формы. круглые, квадратные или шестиугольные. Если работа проводится в домашних условиях, для фиксации детали понадобятся тиски.
Он может быть различной формы. круглые, квадратные или шестиугольные. Если работа проводится в домашних условиях, для фиксации детали понадобятся тиски.
Метчик с обратной резьбой
Перед выполнением работ главное правильно подобрать диаметр заготовки. Он должен быть на 0,2-0,3 мм меньше размера будущей нити. Для метрики можно использовать данные из таблицы.
Заготовка должна быть подготовлена заранее. Если его сечение не является кругом, его нужно повернуть. Затем на торцевой части снимается коническая фаска для обозначения первой резьбы.
Далее нужно точно следовать инструкции:
- Закрепив заготовку в тисках, проверяют правильность ее расположения.
- Установка штампа в держатель штампа. Его поверхность должна находиться в одной плоскости с поверхностью торца заготовки.
- Первый поворот выполняется без особых усилий. Важно совершать повороты в правильном направлении.
- Достигнув нижней границы.
 матрица должна вращаться в противоположном направлении.
матрица должна вращаться в противоположном направлении.
Одного прохода будет недостаточно для формирования резьбы с хорошей геометрией. Рекомендуется повторить процедуру 3-4 раза, пока матрица не сможет свободно накручиваться на заготовку. Для проверки качества следует затянуть гайку соответствующего диаметра. Если наблюдается усилие, можно обработать наружную часть заготовки мелкозернистой наждачной бумагой.
Внутренняя
Для формирования внутренней резьбы необходимо использовать метчики. Они представляют собой цилиндр с наружным пазом. При необходимости обработки мелких деталей диаметром до 20 мм можно использовать метчик ручного типа. Большие размеры требуют обработки на станке.
Лучше всего использовать полный комплект метчиков. Он включает в себя три части для черновой, промежуточной и окончательной обработки резьбовых отверстий. Если в домашнем комплекте есть дрель, рекомендуется приобретать метчики с хвостовиком.
Ep 55: Нарезание резьбы
Левая резьба Заготовка должна быть закреплена. Если это крупногабаритная деталь, это можно сделать с помощью струбцин. Для мелких изделий используются тиски. Закрепив деталь, проверяют ее положение относительно метчика. Ось последней должна быть строго перпендикулярна плоскости заготовки. Первый проход будет сделан с большим усилием. Не забудьте использовать для этого грубый кран. Сформировав первичную резьбу, используют метчик для промежуточной. И только после нее можно приступать к финальной обработке.
Если это крупногабаритная деталь, это можно сделать с помощью струбцин. Для мелких изделий используются тиски. Закрепив деталь, проверяют ее положение относительно метчика. Ось последней должна быть строго перпендикулярна плоскости заготовки. Первый проход будет сделан с большим усилием. Не забудьте использовать для этого грубый кран. Сформировав первичную резьбу, используют метчик для промежуточной. И только после нее можно приступать к финальной обработке.
Немного об особенностях инструмента
На первом этапе следует определиться с типом резьбы. Он делится на 2 основных типа: метрический и имперский. Чаще всего используется первый с направлением влево . Чтобы не мерить расстояние между канавками, можно узнать тип по форме. Метрическая резьба в поперечном сечении представляет собой равносторонний треугольник, а дюймовая – равнобедренный.
В каких продуктах используется определенный тип резьбы? Крепления используют метрические, а сантехника использует дюймовые. Кроме того, необходимо учитывать следующие факторы, влияющие на процесс резки соединительных элементов.
Кроме того, необходимо учитывать следующие факторы, влияющие на процесс резки соединительных элементов.
- Если резьба предназначена для соединения с уже готовой деталью, ее геометрические размеры должны быть соответствующими.
- При изготовлении крепежа полностью. рекомендуется использовать метрический тип.
- Диаметр заготовки должен отличаться от размера резьбы. Для снаружи. вниз, внутрь. вверх.
Самонарезка резьбовых соединений выполняется с помощью плашек и метчиков. Они изготовлены из высокопрочной стали со стандартизированным размером рабочей жидкости.
О том, как правильно обрезать нить, можно говорить очень долго. Этому посвящены целые книги и монографии. Но, подавляющее большинство используемых ниток не требуют особых навыков при нарезке, и мы остановим свое внимание на основных способах.
Внутренняя резьба
Для нарезания внутренней резьбы используются метчики. инструменты, такие как винт с режущими канавками. Как правило, для черновой и чистовой резки требуется два метчика. Отличие заключается в глубине канавки. Существуют также трехзаходные метчики и другие варианты резки. Для работы с ними требуются специальные ключи, которые могут быть разными по конструкции, но обязательно должны подходить по размеру к рабочему инструменту.
Как правило, для черновой и чистовой резки требуется два метчика. Отличие заключается в глубине канавки. Существуют также трехзаходные метчики и другие варианты резки. Для работы с ними требуются специальные ключи, которые могут быть разными по конструкции, но обязательно должны подходить по размеру к рабочему инструменту.
Перед нарезанием резьбы очень важно подготовить отверстие нужного диаметра. В противном случае вы либо сломаете метчик (если диаметр отверстия меньше требуемого), либо получите некачественную резьбу. Так, если требуется внутренняя резьба М10, т.е. 10 мм в диаметре паза, то диаметр отверстия должен быть 8,5 мм. Это определяется исходя из шага резьбы. Для М10 он равен 1,5 мм и соответственно необходимый диаметр отверстия будет 10-1,5=8,5 мм. Шаги потоков можно найти по специальным формулам, хотя более простым вариантом будет не вычисление диаметра, а узнать его значение из таблицы.
После подготовки отверстия приступаем непосредственно к рассмотрению вопроса, как правильно нарезать резьбу. Прикрепляем метчик к держателю и начинаем потихоньку вкручивать его в отверстие, обращая особое внимание на точность направления. Нарезка производится по часовой стрелке с приложением определенных усилий.
Прикрепляем метчик к держателю и начинаем потихоньку вкручивать его в отверстие, обращая особое внимание на точность направления. Нарезка производится по часовой стрелке с приложением определенных усилий.
Для успешной резки метчик должен быть острым и хорошего качества. От использования смазки зависит продолжительность его эксплуатации и вероятность поломки. Несколько капель масла не только облегчат резку, но и улучшат качество потоков . Это особенно важно для вырезания глухих отверстий. Конечно, не помешает иметь определенные навыки, которые приходят с практикой. Однако эта операция относительно проста и навыки приобретаются после 3-4 потоков .
Выстукивание. как нарезать
резьбы на вручную ? Как нарезать резьбу с помощью резьбонарезного устройства было описано ранее. Устройство нарезания резьбы сильно отличается от устройства метчика, но принцип нарезания резьбы обоими инструментами остается одинаковым.
Метчик — слесарный и токарный инструмент, по своей форме несколько напоминающий длинный стержень. Внутри этого самого стержня находятся режущие элементы, с помощью которых резьба нарезается вручную.
Метчик можно использовать не только для нарезания новой резьбы . С помощью этого инструмента вы также можете восстановить резьбу, сделав ее «новой».
По принципу работы метчики бывают ручные и машинные. Машинные метчики крепятся к токарному станку и резьбе вырезаются автоматически.
Особенности применяемой техники
Выполнить рассматриваемую работу можно своими руками в бытовых условиях. Для этого необходимо учитывать приведенные ниже рекомендации:
- Перед созданием отверстия рекомендуется сделать небольшой отступ для обеспечения правильного входа сверла. Для этого можно использовать сердечник. При сверлении по металлу рекомендуется устанавливать сверло на малую скорость, что позволит добиться высокого качества обработки.