Как нарезать резьбу на токарном станке: Нарезание резьбы на токарном станке
alexxlab | 06.05.2023 | 0 | Разное
Токарная резьба — РИНКОМ
Токарная резьба — РИНКОМГлавная
Статьи
Токарная резьба Токарная резьба
1 августа 2022
Гирин Кирилл
Нарезание резьбы на токарном станке – автоматизированный процесс. С его помощью подготавливаются элементы разъемных соединений, востребованные при прокладке магистральных сетей, изготовлении механизмов, проведении ремонтных и модернизационных работ.
В материале:
- Способы формирования резьбы
- Работа с резцом
- Нормативные документы
- Специфика использования резцов
- Технологические особенности
- Приобретение резцов
- Подготовка резьбы посредством метчиков и плашек
- Скоростные режимы при работе с метчиками
- Допуски при работе с плашками
- Скоростные режимы при использовании плашек
- Приобретение метчиков и плашек для токарных работ
- Работа с резьбонарезными головками
- Рекомендации по повышению качества резьбы
Рис. 1 Нарезание резьбы на станке
1 Нарезание резьбы на станке
Способы формирования резьбы
Токарное нарезание резьбы возможно 3 способами: резцами, метчиками (плашками) и головками. Каждый метод обладает собственными особенностями.
Работа с резцом
Нарезание резьбы на токарном станке резцом происходит в следующем порядке.
- Деталь зажимается в патроне.
- Мастер устанавливает резец, соответствующий параметрам подготавливаемой резьбы.
- Металлорежущий инструмент перемещается вдоль заготовки, формируя прорези винтового типа.
На характеристики резьбы влияют: скорость подачи инструмента, частота вращения заготовки и угол подъема резца. Изменяя перечисленные параметры, удастся получить треугольную, прямоугольную, трапецеидальную, упорную и угловую резьбу.
Рис. 2 Треугольная резьба
Рис. 3 Прямоугольная резьба
3 Прямоугольная резьба
Рис. 4 Трапецеидальная резьба
Рис. 5 Упорная резьба
Рис. 6 Круглая резьба
Нарезать резьбу на токарном станке можно в один или несколько проходов. В первом случае резьба называется однозаходной, во втором – многозаходной. Многозаходная нарезка отличается не только шагом, но и ходом. Параметр выражен в расстоянии между двумя однотипными точками соседних витков. Размерность хода измеряется параллельно оси детали.
ВАЖНО. Ход однозаходной резьбы, сформированный одной ниткой, равняется ее шагу. Для расчета хода многозаходной резьбы необходимо перемножить шаг и число заходов.
Нормативные документы
Для каждого типа наружной резьбы, нарезаемой резцом, предусмотрен соответствующий ГОСТ. Стандарт определяет профиль и размерность резьбы, а также предъявляет требования к ее качеству.
Рис. 7 ГОСТы на различные типы резьбы
Специфика использования резцов
Для нарезания резьбы резцом на токарном станке применяется различный инструмент. Продукция соответствует ГОСТ 18876-73, производится из быстрорежущей стали. Основные типы и параметры использования резцов представлены в сводной таблице.
| Тип резца | Специфика применения |
| Стержневой | |
| Призматический многопрофильный | |
| Призматический однопрофильный | |
| Дисковый многопрофильный | |
| Дисковый однопрофильный | |
| Дисковый для внутренней резьбы |
На схемах присутствуют обозначения углов:
- α — задний угол;
- γ — передний угол;
- φ — угол заборного конуса.

Буквой h обозначается высота, на которой устанавливается резец.
ВАЖНО. Для формирования винтовых резьбовых канавок рекомендуется использовать отогнутые или прямые резцы. Подготовить внутреннюю резьбу помогут изогнутые инструменты, размещаемые в профильных оправках.
Технологические особенности
При нарезании резьбы резцом на токарном станке соблюдается ряд правил.
- Передний угол резца варьируется в пределах от 0 до 25 градусов. При его подборе учитывается материал, из которого выполнена деталь. Для работы с заготовками из конструкционных сталей используется инструмент с нулевым углом заточки. Обработка легированных сплавов, устойчивых к воздействию высоких температур, производится резцами с углом заточки 5 – 10 градусов. В случае взаимодействия с материалами повышенной вязкости задействуются резцы, заточенные под углом 25 градусов.
- Профиль вершины резца соответствует профилю резьбы.

- Задние боковые углы инструмента не должны взаимодействовать с только что сформированной резьбой.
- Внутренняя резьба формируется в заранее подготовленных отверстиях. Их получают при помощи сверления и расточки.
Для работы со стальными заготовками используется инструмент из сплавов Т15К6, Т14К8 и Т30К4. Подготовку резьбы на поверхности чугунных деталей обеспечат резцы с пластинами из сплавов ВК4, ВК6М и ВК3М.
Рис. 9 Схемы использования резьбонарезных резцов
Компания «РИНКОМ» предлагает широкий спектр резцов для токарных станков. В ассортименте решения для бытового и производственного использования. Продукция различается материалом изготовления, геометрией и направлением подачи, выполнена согласно отраслевым нормативам.
Рис. 10 Ассортимент резцов для нарезки резьбы
Подготовка резьбы посредством метчиков и плашек
Метчики и плашки используются для нарезки внутренней и внешней резьбы на токарном станке.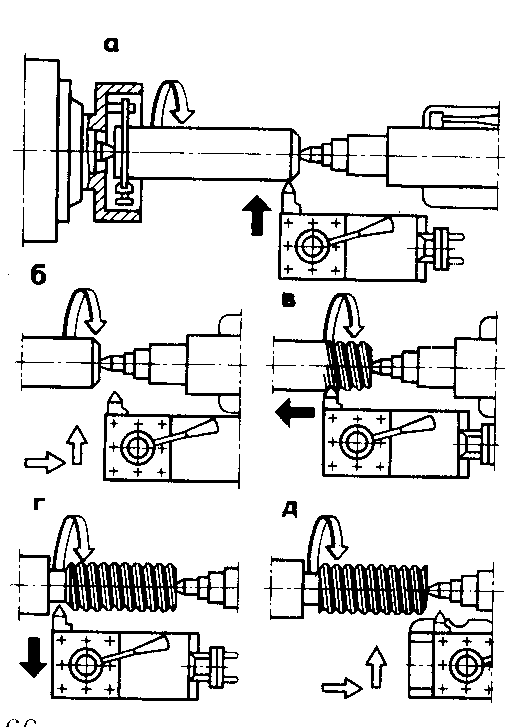 Допускается применение классического и машинного инструмента. Последний отличается наличием заборной и калибровочной части. Это позволяет подготовить чистовую резьбу за один проход.
Допускается применение классического и машинного инструмента. Последний отличается наличием заборной и калибровочной части. Это позволяет подготовить чистовую резьбу за один проход.
ВАЖНО. Использование классического инструмента увеличивает количество операций и нагрузку на мастера. Специалист задействует черновые, получистовые и чистовые метчики.
Рис. 11 Конструктивные особенности машинного метчика
Скоростные режимы при работе с метчиками
Подготовка резьбы метчиком на токарном станке предполагает соблюдение скоростного режима. Он зависит от материала изготовления детали.
- Заготовки на базе алюминия, чугуна и бронзы – от 6 до 22 м в минуту.
- Заготовки из конструкционных сталей и прочих материалов – от 5 до 12 м в минуту.
Превышение обозначенной скорости приведет к снижению качества резьбы, увеличит вероятность дефектов.
Рис. 12 Дефекты на поверхности резьбы
Допуски при работе с плашками
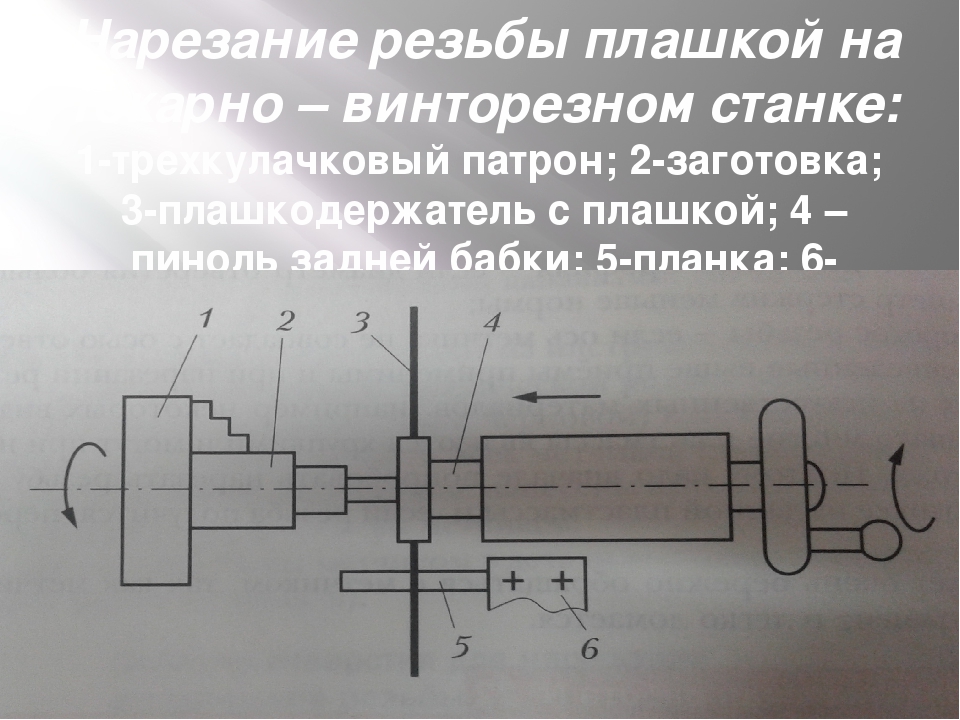
Токарные работы по нарезке резьбы плашками требуют использования обточенных заготовок. Диаметр изделий рассчитывается с учетом установленных допусков.
Для работы с инструментом используется патрон с плашкодержателем. Он устанавливается в пиноль задней бабки, располагается на одной оси с деталью.
Скоростные режимы при использовании плашек
Нарезание резьбы плашками также требует соблюдения скоростных режимов.
- Заготовки из латуни – от 10 до 15 м в минуту.
- Заготовки из чугуна – от 2 до 3 м в минуту.

- Заготовки из легированных и конструкционных сталей – от 3 до 4 м в минуту.
- для внутренней резьбы – призматические;
- для наружной резьбы – радиальные, круглые и тангенциальные.

- Корректный подбор оснастки и методики нарезания.
- Предварительная подготовка заготовки согласно технологической документации. Обеспечение допусков, указанных в нормативных таблицах, удаление механических дефектов на поверхности детали.
- Правильный подбор режима обработки.
- Применение подходящих смазывающе-охлаждающих жидкостей.
- Корректная настройка станка. Проведение дополнительных мероприятий по расчету и сборке гитары при необходимости.
- Использование резцов с соответствующим качеством заточки. Параметр проверяется посредством шаблона. При наличии отклонений резец не допускается в работу.
- Детальный осмотр и обмер первых изготовленных деталей. При необходимости подстройка оборудования.
 Дальнейший периодический контроль продукции с целью своевременного выявления и устранения недочетов.
Дальнейший периодический контроль продукции с целью своевременного выявления и устранения недочетов. - Периодическая проверка исправности токарного станка и смежных компонентов.
- Своевременная заточка металлорежущих инструментов. При невозможности восстановления резец (пластина) списывается в утиль.
Нарезание резьбы плашками также требует соблюдения скоростных режимов.
Приобретение метчиков и плашек для токарных работ
Компания «РИНКОМ» также реализует метчики и плашки. Продукция соответствует ГОСТ и DIN, поставляется наборами и поштучно. В наличии инструмент для производственных нужд и решения для бытового использования.
Рис. 14 Набор плашек
Работа с резьбонарезными головками
Резьбонарезные головки применяются реже, чем плашки и резцы. Инструмент работает с заготовками любого типа, подготавливает резьбу посредством гребенок. Последние представлены в нескольких исполнениях:
Продукция изготавливается из стали HSS или иных высокопрочных сплавов. Специфика крепления соответствует конфигурации патрона, для которого предназначен инструмент.
Рис. 15 Гребенки для нарезания резьбы
Ключевая особенность головок – удаление режущего инструмента из рабочей зоны при обратном ходе. Это исключает контакт с вновь нарезанной резьбой, снижает вероятность ее порчи.
Головки позволяют работать с червяками и винтами. При взаимодействии с крупными деталями они фиксируются на суппорте станка. Такой подход повышает производительность и устойчивость инструмента.
Рис. 16 Резьбонарезные головки
При подборе головок учитывается конфигурация станка и параметры обрабатываемых материалов. В случае необходимости используются дополнительные модули, подготавливающие заготовку к обработке.
Рекомендации по повышению качества резьбы
Получить качественную резьбу, соответствующую требуемым характеристикам, позволит соблюдение следующих рекомендаций.
Качество готовой резьбы оценивается посредством калибров, шагомеров и микрометров. Калибры контролируют диаметр резьбы при серийном производстве, обеспечивают быстрое проведение оценочных операций.
Рис. 17 Резьбонарезные головки
Шагомеры оснащаются сменными вставками, позволяют работать с заготовками различных типов. Ввиду низкой точности измерений приборы используются в мелкосерийном производстве.
Рис. 18 Шагомер для работы с резьбой
Наиболее ответственные детали проверяют при помощи микрометров. Они имеют минимальную погрешность, позволяют досконально изучить резьбу.
Они имеют минимальную погрешность, позволяют досконально изучить резьбу.
Рис. 19 Проверка резьбы микрометром
К работе допускаются только поверенные приборы. Использование изделий без сопроводительных документов неприемлемо. Это увеличивает риск дефектов и отклонений в размерах, снижает производительность и качество труда.
При хранении готовых изделий используются специальные ящики. Поверхность деталей может обрабатываться маслом для предотвращения коррозии.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
4 апреля 2023
Фрезерование концевыми фрезами
23 января 2023
Фрезы со сменными пластинами
9 января 2023
Нарезание резьбы метчиком
23 декабря 2022
Дефекты резьбы
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина СравнитьВход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Как выполнить нарезание резьбы на токарном станке
Главная / ЧПУ станок / Токарный станок / Как выполнить нарезание резьбы на токарном станке
Нарезание резьбы на токарном станке 1К62, всех её заходов, выполняется делением (поворотом заготовки на часть окружности относительно зафиксированного резца) и осуществляется поворотом шпинделя при разомкнутой винторезной цепи, для чего блок Б6 (см. Привод главного движения станка токарного типа, рис. 1) выводят из зацепления и ставят в нейтральное положение. Угол поворота отсчитывают по шкале, нанесенной на заднем конце шпинделя. Шпиндель и блок Б6 имеют зубчатые колеса z = 60, что позволяет снова их сцепить после деления окружности на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 частей.
Специалист по токарному делу Г. Н. Смирнов рекомендует производить деление при нарезании на токарном станке многозаходных резьб (рис.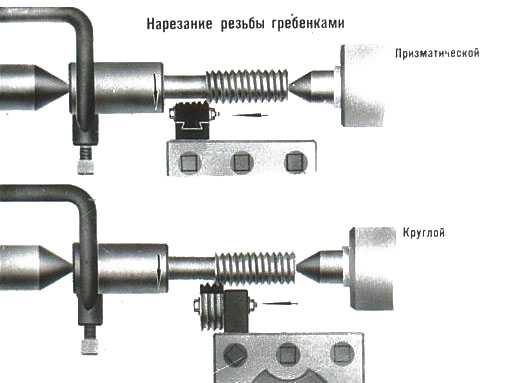 1) за счет осевого смещения резца, при неподвижной заготовке, на шаг нарезаемой резьбы. Смещение резца производится перестановкой резцовой каретки с индикатором 2, штифт которого упирается в мерную плитку 1. Имея две плитки, разность длин которых равна шагу, можно осуществить точное перемещение резца.
1) за счет осевого смещения резца, при неподвижной заготовке, на шаг нарезаемой резьбы. Смещение резца производится перестановкой резцовой каретки с индикатором 2, штифт которого упирается в мерную плитку 1. Имея две плитки, разность длин которых равна шагу, можно осуществить точное перемещение резца.
Рис. 1. Схема деления при нарезании многозаходных резьб за счет осевого смещения резца.
Применение многорезцовых державок (рис. 2) позволяет сократить время при нарезании резьб на токарном станке благодаря одновременному нарезанию всех заходов резьбы. В державке устанавливают по шаблону в зависимости от числа заходов резьбы два-три и более резцов, смещенных один относительно другого на величину шага.
Рис. 2. Державка для нарезания двухзаходной резьбы
Скоростное нарезание наружных и внутренних резьб на токарно-винторезных станках можно осуществить, применяя специальные вращающиеся резцовые головки («вихревое» нарезание резьбы). Резцовую головку 1 (рис. 3), в которой закреплены один или несколько резцов 2, устанавливают на суппорте эксцентрично относительно заготовки 3 и сообщают ей быстрое (от 1000 до 3000 об/мин) вращение от отдельного электродвигателя. Заготовка вращается со скоростью, значительно меньшей (от 3 до 40 об/мин).
Резцовую головку 1 (рис. 3), в которой закреплены один или несколько резцов 2, устанавливают на суппорте эксцентрично относительно заготовки 3 и сообщают ей быстрое (от 1000 до 3000 об/мин) вращение от отдельного электродвигателя. Заготовка вращается со скоростью, значительно меньшей (от 3 до 40 об/мин).
Рис. 3. Нарезание наружной резьбы вращающейся резцовой головкой
Винторезная цепь станка должна обеспечивать перемещение суппорта на шаг нарезаемой резьбы на токарном станке за один оборот заготовки. При этом методе нарезания резьбы каждый резец находится в работе в течение короткого промежутка времени, т. е. доли оборота, снимая мелкую стружку в форме запятой, а в течение остальной части оборота он движется «по воздуху», не производя резания. Благодаря этому резцы хорошо охлаждаются, что позволяет значительно повысить скорость резания, а следовательно, и производительность. Нарезание внутренних резьб этим способом производится вращающейся оправкой с резцом (рис. 4). С помощью резцовых головок и оправок нарезать резьбу на токарном станке, с шагом до 6 мм, можно за один проход.
4). С помощью резцовых головок и оправок нарезать резьбу на токарном станке, с шагом до 6 мм, можно за один проход.
Рис. 4. Схема вихревого нарезания внутренней резьбы
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Как нарезать резьбу на токарном станке?
1.Сверление отверстия под резьбу
(1) Внутренние метчики обозначены в соответствии с номинальным размером. Например, метчик М 6 означает «метрический диаметром 6 мм».
Диаметр спирального сверла для нарезания резьбы можно рассчитать следующим образом:
Диаметр основного отверстия = диаметр метчика – шаг резьбы
Пример M6:
Диаметр основного отверстия = 6 мм – 1,0 мм = 5,0 мм
(2 ) Зажмите заготовку тисками или С-образным зажимом, чтобы она не двигалась
(3) Используйте кернер, чтобы указать место, где вы планируете сверлить
(4) Просверливание отверстия с помощью настольного сверлильного станка или ручной дрели с использованием смазочно-охлаждающей жидкости
Машинный метчик
2.
 Резка внутренняя резьба (вручную)
Резка внутренняя резьба (вручную)(1) Вставьте метчик в разводной ключ (T-образную рукоятку или держатель инструмента с трещоткой).
(2) Смажьте отверстие маслом для резки
(3) Вставьте конец метчика в отверстие, чтобы сделать его прямым
(4) Поверните вороток, чтобы нарезать резьбу в отверстии метчиком
При использовании наборов метчиков необходимо соблюдать последовательность метчиков (конус, заглушка и дно). Определить порядок можно по кольцам на хвостовике:
конус – одно кольцо
заглушка – два кольца
дно – без кольца
режущие кромки от грубой до тонкой
Когда вы нарежете резьбу, отвинтить метчик в обратном направлении
Нарезание резьбы завершено
Нарезание внутренней резьбы(машиной)
Закрутить метчик на машине и нарезать резьбу.
Медленно и прямо вставьте машинный метчик в отверстие для керна с соответствующей скоростью, используя смазочно-охлаждающую жидкость.
Возникающее трение между стружкой и режущими кромками метчика и, таким образом, снижение крутящего момента, что обеспечивает лучшее удаление стружки.
После нескольких оборотов машинный метчик втягивается в заготовку и нарезает резьбу.
Когда отвод машины будет завершен, остановите его, переключитесь на противоположное направление и перезапустите машину. Машинный метчик сам вытянется из отверстия
Нарезание резьбы завершено
Как нарезать наружную резьбу
1. Выберите правильный диаметр круглого стержня и плашки.
2. Напилите фаску на головке круглого стержня. Это поможет начать нарезание резьбы, более точно фаску можно создать на токарном станке
3. Закрепите плашку в матрице, затянув центральный регулировочный винт и немного расширив плашку, а также крепко удерживая ее в шток штампа.
4. Поместите матрицу на круглый стержень, удерживая ее прямо со стержнем. Добавьте немного давления и поверните матрицу по часовой стрелке.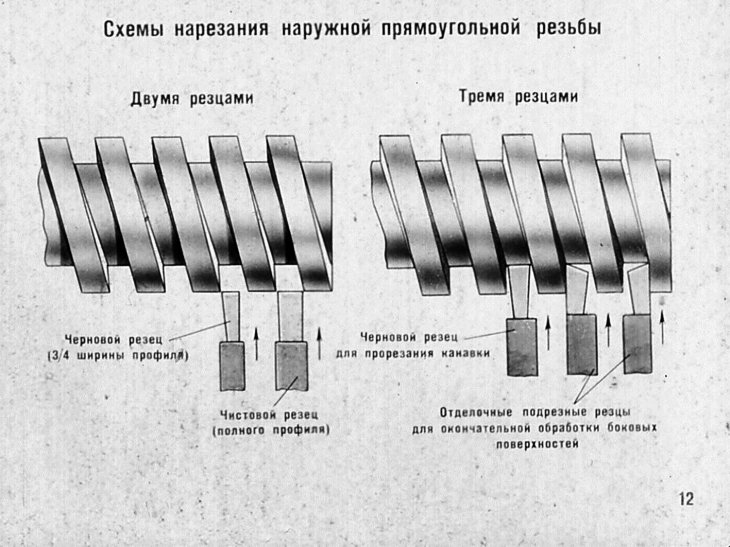
Критичны первые два оборота матрицы. Установите матрицу параллельно тискам
Продолжайте вращать матрицу по часовой стрелке. После того, как нарезана резьба, на каждый оборот по часовой стрелке поворачивайте ложу против часовой стрелки на пол-оборота. Это отрежет стружку и удалит ее из матрицы.
Нарезание резьбы можно продолжать до тех пор, пока не будет достигнута необходимая длина.
Снимите матрицу с резьбы, вращая ее против часовой стрелки, пока она полностью не отделится от стержня.
Нарезка резьбы завершена
Если вы хотите узнать больше об инструментах для нарезки резьбы, нажмите здесь
Нарезка метрической резьбы
Нарезка метрической резьбы
Многие детали в механическом цехе требуют, чтобы слесарь нарезал резьбу. Метрическая резьба бывает разных форм. Метрическая резьба System International (SI) форма очень похожа на форму резьбы американского национального стандарта. Международный Стандарт (ISO) был принят для стандартизации форм метрической резьбы.
Метрическая резьба ISO имеет прилежащий угол 60 градусов. Для нарезания метрической резьбы на станке с метрической/английской быстросменной коробкой передач
процедура идентична нарезанию унифицированной резьбы, за одним исключением. В конце
проденьте резьбу, вытащите инструмент, , но не отсоединяйте рычаг полугайки. Поскольку
резьба не является стандартной дюймовой или метрической резьбой с нечетным шагом, вы никогда не сможете отключить
наполовину, пока метрическая резьба не будет полностью нарезана по глубине. |
 Как
Вы узнали ранее в этом модуле, что наиболее распространенной формой резьбы является V-образная резьба.
Унифицированный национальный или стандартный Унифицированные потоки являются нормой в Соединенных Штатах, но с
постоянно растущий приток продукции иностранного производства, особенно станков и
автомобилей, метрическая резьба стала очень популярной. Этот блок покажет вам, как вырезать
метрическая резьба.
Как
Вы узнали ранее в этом модуле, что наиболее распространенной формой резьбы является V-образная резьба.
Унифицированный национальный или стандартный Унифицированные потоки являются нормой в Соединенных Штатах, но с
постоянно растущий приток продукции иностранного производства, особенно станков и
автомобилей, метрическая резьба стала очень популярной. Этот блок покажет вам, как вырезать
метрическая резьба. Это то же самое, что и
единый
форма резьбы. Это делает нарезание метрической формы резьбы очень похожей на нарезание
унифицированная форма резьбы. Метрическую резьбу можно нарезать на стандартном токарном станке с соответствующим редуктором.
выбор. Большинство новых токарных станков поставляются с надлежащими сменными шестернями для резки различных деталей.
резьба с метрическим шагом. Если тип токарного станка, который вы используете, не имеет метрической резьбы
обозначения резки на быстросменном редукторе, возможно, придется преобразовать метрические
шаг в миллиметрах в сантиметры, а затем в дюймы.
Это то же самое, что и
единый
форма резьбы. Это делает нарезание метрической формы резьбы очень похожей на нарезание
унифицированная форма резьбы. Метрическую резьбу можно нарезать на стандартном токарном станке с соответствующим редуктором.
выбор. Большинство новых токарных станков поставляются с надлежащими сменными шестернями для резки различных деталей.
резьба с метрическим шагом. Если тип токарного станка, который вы используете, не имеет метрической резьбы
обозначения резки на быстросменном редукторе, возможно, придется преобразовать метрические
шаг в миллиметрах в сантиметры, а затем в дюймы.