Как нарезать резьбу плашкой: Нарезание резьбы плашками – Нарезание резьбы
alexxlab | 20.05.2023 | 0 | Разное
Нарезание резьбы плашками и метчиками
Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяются плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы. Для метрической резьбы диаметром 6-10 мм эта разница составляет 0,1-0,2мм; диаметром 11-18мм – 0,12-0,24 мм; диаметром 20-30мм – 0,14-0,28 мм. Для образования захода резьбы на торце детали необходимо снять фаску, соответствующую высоте профиля резьбы. Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или в гнезде револьверной головки. Скорость резания при нарезании резьбы плашками υ=3-4 м/мин для стальных заготовок; υ=2-3 м/мин для чугунных заготовок и υ=10-15 м/мин для латунных заготовок.
На рисунке справа, резьбонарезные плашки применяемые на токарных станках:
а) – круглая, б) – квадратная, в) – шестигранная, г) – трубчатая
Внутренние метрические резьбы диаметром до 50 мм часто
нарезают метчиками. Обычно на токарном станке применяют машинные метчики,
что позволяет нарезать резьбу за один проход. Для нарезания резьбы в
деталях из твердых и вязких материалов применяют комплекты, состоящие из
двух или трех метчиков. В комплекте из двух метчиков первый (черновой)
выполняет 75% всей работы, а второй (чистовой) доводит резьбу до требуемого
размера. В комплекте из трех метчиков первый (черновой) выполняет 60%,
средний (получистовой) – 30% и третий (чистовой) – 10% всей работы.
Метчики в комплекте различают по заборной части, наибольшая длина которой
у чернового метчика. В отверстиях с прерывистой поверхностью (с пазом,
канавкой) резьбу нарезают метчиками с числом канавок, не кратным числу
пазов на обрабатываемой поверхности. Для этой же цели и для нарезания
отверстий длиной более двух диаметров применяют метчики с винтовыми
канавками, рисунок внизу – а). Направление винтовой канавки метчика должно
быть таким же, как и у нарезаемой резьбы (правая канавка для правой резьбы,
левая – для левой).
Обычно на токарном станке применяют машинные метчики,
что позволяет нарезать резьбу за один проход. Для нарезания резьбы в
деталях из твердых и вязких материалов применяют комплекты, состоящие из
двух или трех метчиков. В комплекте из двух метчиков первый (черновой)
выполняет 75% всей работы, а второй (чистовой) доводит резьбу до требуемого
размера. В комплекте из трех метчиков первый (черновой) выполняет 60%,
средний (получистовой) – 30% и третий (чистовой) – 10% всей работы.
Метчики в комплекте различают по заборной части, наибольшая длина которой
у чернового метчика. В отверстиях с прерывистой поверхностью (с пазом,
канавкой) резьбу нарезают метчиками с числом канавок, не кратным числу
пазов на обрабатываемой поверхности. Для этой же цели и для нарезания
отверстий длиной более двух диаметров применяют метчики с винтовыми
канавками, рисунок внизу – а). Направление винтовой канавки метчика должно
быть таким же, как и у нарезаемой резьбы (правая канавка для правой резьбы,
левая – для левой).

На главную
Как нарезать резьбу плашкой: виды инструмента, принципы нарезки
Главная » Обработка металла » Резьба » Можно ли нарезать резьбу плашкой и как это сделать?
На чтение 4 мин
Содержание
- Что такое плашка?
- Технические характеристики
- Предназначение
- Классификация
- Правила нарезания резьбы с помощью плашек
Резьбовые соединения используются для скрепления металлических деталей. Связано это с надёжностью сцепки, простотой скручивания отдельных элементов. Чтобы создавать резьбовые соединения используются специальные инструменты. Начинающему мастеру нужно знать, как нарезать резьбу плашкой.
Плашка для нарезки резьбыЧто такое плашка?
Плашка — инструмент для создания резьбы на внешней поверхности цилиндрических заготовок. На обрабатываемой стороне появляются равномерные закрученные канавки, на которые накручивается соединительная деталь. Ровная резьба получается благодаря сложному устройству граней, расположенных на внутренней стороне оснастки. При вращении инструмента острые кромки создают равномерные витки.
При вращении инструмента острые кромки создают равномерные витки.
Конструкция плашки — цилиндрическая форма с точным расположением резцов на внутренней стороне. Диаметр различается зависимо от размера обрабатываемых заготовок. На оснастке присутствуют отверстия, которые нужны для закрепления воротка. С его помощью на оснастку передаётся усилие.
Технические характеристики
Инструмент для создания резьбовых соединения имеет ряд технических характеристик:
- Диаметр оснастки.
- Материал, из которого он изготовлен.
- Шаг резьбы. Обозначается буквой «М», после которой указываются миллиметры.
Рабочие части плашки изготавливаются из быстрорежущей стали.
Предназначение
Плашка предназначена для создания наружной резьбы на трубах, металлических деталях цилиндрической формы. Подобные инструменты могут использоваться при ручной обработке деталей или устанавливаться на промышленное оборудование. Для нарезания резьбы применяется специальный мечик.
Классификация
В строительных магазинах можно увидеть инструменты разных видов. Оборудование классифицируется по таким критериям:
- конструкции корпуса;
- способу создания витков на поверхности заготовки;
- форме оснастки.
Если говорить о классификации по форме, можно выделить следующие виды инструментов:
- круглые плашки;
- трубчатая оснастка;
- квадратные плашки;
- оснастка в форме многогранника.
Говоря о конструкции инструмента, можно выделить следующие группы:
- Цельная оснастка. Самый популярный вариант. Представляет собой круглую литую форму, у которой нельзя разобрать корпус. Она имеет несколько отверстий для закрепления воротка. Популярность этот вид инструмента получил благодаря простоте использования, надёжности, долговечности. Заточка резцов сохраняется длительное время.
- Разрезные инструменты. Специальные приспособления, которые имеет определённые особенности конструкции. Благодаря этому процесс создания резьбы упрощается.

- Раздвижные конструкции. Представляют собой современные приспособления, которые можно раздвигать до необходимого диаметра. Это дорогие модели.
Ещё одна классификация касается предназначения оснастки. Выделяется 3 группы:
- изготовление круглой резьбы;
- создания цилиндрического резьбового соединения;
- изготовление конической резьбы.
Приспособления делаются на заводах с соблюдением ряда стандартов, указанных в государственных документах ГОСТах.
Виды плашек для нарезки резьбыПравила нарезания резьбы с помощью плашек
Нарезание резьбы плашкой вручную требует соблюдения определённых правил. Зная принципы работы с инструментом можно создать качественное, долговечное соединение. Для того чтобы работать с приспособлением для создания резьбового соединения нужно использовать плашкодержатель. Правила проведения работ:
- Определить точный диаметр трубы, выбрать оснастку по маркировке, указываемой на её поверхности.
- Подготовить обрабатываемую деталь.
 Снять фаску с помощью напильника. Угол фаски должен быть не более 45 градусов. Больший угол сделает соединение некачественным.
Снять фаску с помощью напильника. Угол фаски должен быть не более 45 градусов. Больший угол сделает соединение некачественным. - Чтобы режущие кромки прослужили дольше, при работе нужно использовать смазку. Это может быть моторное масло. Им смазывают режущие части, заготовку.
- Плашкодержатель нужно повернуть по часовой стрелке на два витка, затем сделать 1 виток в обратную сторону. Когда режущие кромки движутся назад, появляющаяся стружка выходит наружу, не забивается в готовых витках. Важно удерживать инструмент с воротком строго вертикально, чтобы резьба получилась ровной.
- После создания первых 3–4 витков нужно уменьшить ход плашки в обратную сторону. Будет достаточно сделать два поворота по часовой стрелке и половину оборота против часовой. Нельзя продолжать работу если оснастка перегрелась, нужно делать перерывы.
( Пока оценок нет )
Поделиться
Как использовать набор метчиков и плашек для нарезания внутренней и внешней резьбы
Если у вас есть хоть какой-то опыт работы в магазине, вы знаете, что извлечение набора метчиков и матриц обычно означает, что что-то пошло не так.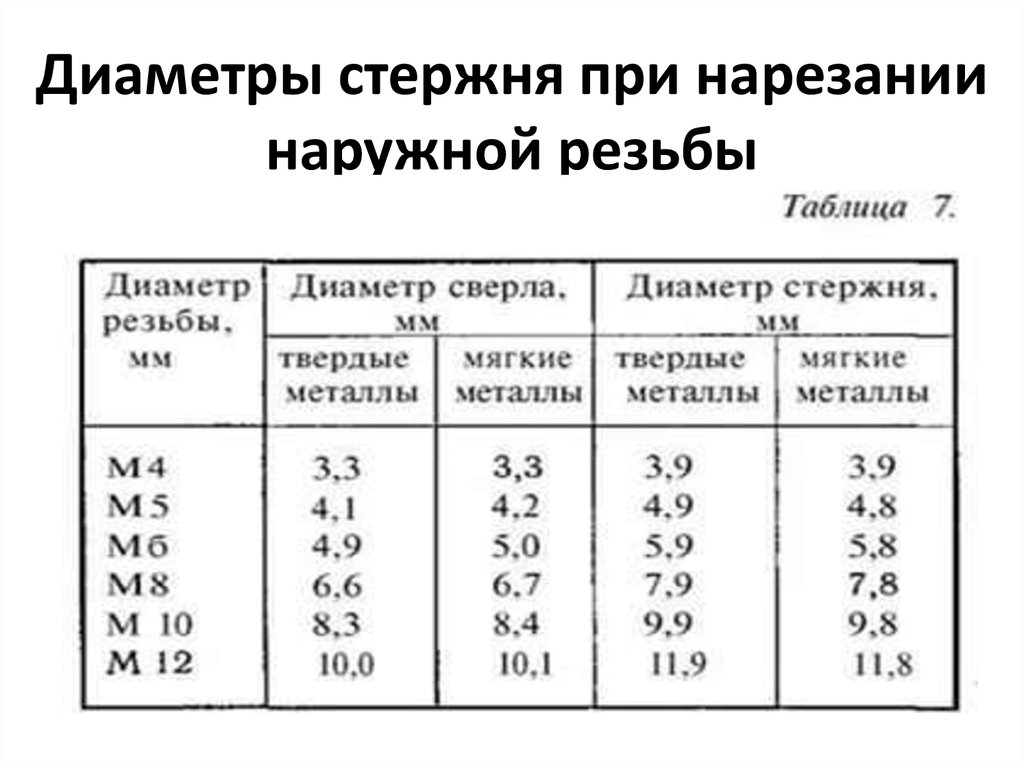 Хуже, наверное, только то, что вам приходится доставать набор экстракторов из ящика для инструментов! Но это то, что есть, поэтому давайте обсудим метчики и матрицы:
Хуже, наверное, только то, что вам приходится доставать набор экстракторов из ящика для инструментов! Но это то, что есть, поэтому давайте обсудим метчики и матрицы:
Ни для кого не секрет, что комплекты метчиков и плашек предназначены для нарезания внутренней и внешней резьбы, но вот разница:
Метчик нарезает резьбу в просверленном отверстии, а плашка нарезает резьбу на болте или стержне.
(Image/Wayne Scraba) Знакомство с метчиками Метчики доступны для ручного и машинного использования . Возможно использование ручных метчиков с дрелью (прессом). Самая большая разница между ручными и машинными метчиками заключается в длине и расположении хвостовика (как правило, они длиннее). С метчиками следует быть осторожными: причина в том, что метчики закалены на прочность. Это также делает их ломкими. И из-за этого, если вы сломаете метчик в каком-нибудь отверстии, их не так-то просто будет удалить.
Метчики обычно имеют резьбу National Coarse (NC), National Fine (NF) и National Pipe Taper (NPT). Есть также левая резьба, специальная резьба и другие менее распространенные конфигурации. Вы можете приобрести метчики с дробной резьбой SAE или метрической резьбой.
Четыре наиболее распространенных формата, которые вы найдете, это конические метчики, метчики-пробки, метчики с машинным винтом и метчики для дна.
В основном конический метчик обычно используется в отверстиях с закрытым концом (с углублением). Пробковый метчик используется там, где отверстие имеет резьбу, но не до конца. Метчик с машинным винтом используется для отверстий меньшего размера, открытых на конце. Донный метчик применяют в скважине с закрытым концом, но без паза, и с резьбой до самого дна. При использовании забивного метчика в отверстии рекомендуется сначала начать (но не завершить) процесс с помощью конусного метчика, перейти к пробковому метчику, а затем добавить забивной метчик. Вставной метчик можно использовать во многих случаях, как и конический метчик.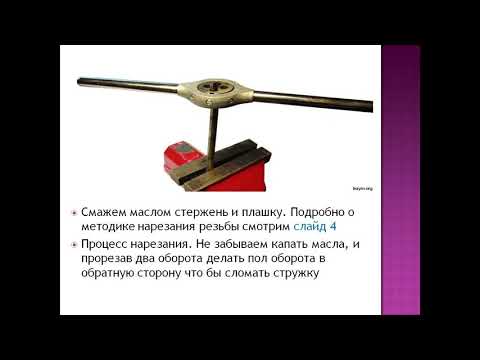
При работе с ручным краном обычно доступны два типа ручек. Ручка T-Tap (часто со скользящей ручкой) предназначена для использования с кранами меньшего размера. Конфигурация позволяет более чувствительно «чувствовать». С рукояткой T-Tap вы должны почувствовать, крутится ли метчик (не проворачивается ли в отверстии). При этом ручка крана значительно больше. Скорее всего, он примет любой размер метчика в наборе, но ощущение будет не таким точным.
Рекомендации по использованию Tap & Die Метчик или плашка никогда не должны использоваться всухую, за исключением некоторых деталей из чугуна. Функция смазочно-охлаждающей жидкости (или воска) заключается в предотвращении чрезмерного нагрева инструмента и материала, с которым вы работаете. Если вы удалите слишком много материала слишком быстро, вы создадите избыточное тепло. Другая функция смазочно-охлаждающей жидкости – смывать стружку и материал по мере того, как метчик или фильера удаляют материал. Смазочно-охлаждающая жидкость должна применяться там, где происходит режущее действие.
Смазочно-охлаждающая жидкость должна применяться там, где происходит режущее действие.
При использовании метчика необходимо учитывать следующие важные моменты: Убедитесь, что размер метчика соответствует отверстию (см. прилагаемые фотографии). Если удаляется слишком много материала (метчик слишком большой для отверстия), велика вероятность того, что метчик сломается.
Через каждые два-три оборота крана отворачивайте его как минимум на пол-оборота (против часовой стрелки для обычного крана). Это позволяет металлической стружке ломаться и, в свою очередь, падать на канавки метчика и в смазку. Это предотвращает забивание стружки и разрушение вновь нарезанной резьбы. Если кран остановится или начнет вращаться, не прилагайте к нему больше усилий. Медленно вернитесь назад. Чаще всего это вызвано недостатком смазочно-охлаждающей жидкости, метчиком неправильного размера или забиванием резьбы стружкой.
Понимание штампов Что насчет штампов? Как отмечалось ранее, плашки предназначены для нарезания резьбы на болтах или стержнях. Существует несколько различных типов штампов, включая регулируемые и разъемные образцы. Однако наиболее распространенными для наших целей являются твердые версии.
Существует несколько различных типов штампов, включая регулируемые и разъемные образцы. Однако наиболее распространенными для наших целей являются твердые версии.
Плашки можно использовать для нарезания резьбы для стандартных болтов, винтов (National Coarse и National Fine), а также трубной резьбы, крепежных винтов и других специальных резьб. Они доступны в Summit Racing как с резьбой SAE, так и с метрической резьбой.
Наиболее распространенная рукоятка штампа предназначена для установки штампа и включает в себя установочный винт для его фиксации на месте. Многие современные штампы имеют шестигранную форму. Это облегчает блокировку в рукоятке, плюс при необходимости вы можете использовать обычный открытый или накидной ключ на плашке. Чаще всего для повторной нарезки поврежденной резьбы используется шестигранная плашка.
Примечания по использованию матрицы для нарезания резьбы При использовании матрицы обязательно держите ручку прямо на материале (креплении или стержне), который вы режете.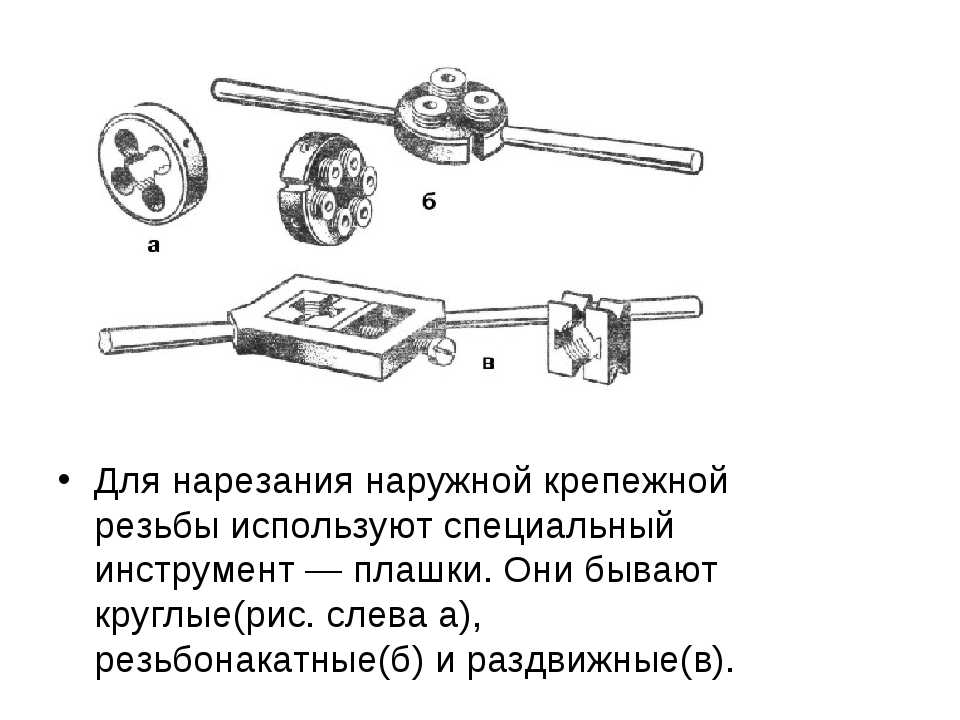 Некоторые рукоятки штампов имеют встроенные направляющие для выравнивания, которые помогают удерживать штамп перпендикулярно рабочему материалу. Также важно надежно зафиксировать материал. Поместите конический конец штампа на рабочий материал. Чтобы не ошибиться, на одной стороне некоторых штампов выгравировано следующее предупреждение: «Начинайте с другой стороны».
Некоторые рукоятки штампов имеют встроенные направляющие для выравнивания, которые помогают удерживать штамп перпендикулярно рабочему материалу. Также важно надежно зафиксировать материал. Поместите конический конец штампа на рабочий материал. Чтобы не ошибиться, на одной стороне некоторых штампов выгравировано следующее предупреждение: «Начинайте с другой стороны».
В плане смазки плашки ничем не отличаются от метчиков. Обильно нанесите смазочно-охлаждающую жидкость на штамп. При резке медленно поворачивайте рукоятку штампа по часовой стрелке. Как и при отводе, матрицу следует отводить каждые два-три оборота, чтобы очистить стружку.
***
Метчики и плашки — невероятно важные инструменты для вашей коллекции, но вы будете думать о них только тогда, когда дела пойдут плохо! И вышесказанное только царапает поверхность. Summit Racing предлагает несколько различных наборов метчиков и штампов. Купите лучший набор, который вы можете себе позволить. Не забывайте о смазочно-охлаждающей жидкости или воске, и при правильном использовании комплект метчика и матрицы прослужит вам всю жизнь. Для более подробного ознакомления посмотрите фотографии ниже:
Для более подробного ознакомления посмотрите фотографии ниже:
 (Изображение/Wayne Scraba) В этой важной таблице (размеры SAE) от Mac Tools указаны правильный размер сверла под метчик, ближайший дробный размер сверла и размер зазора крепежного элемента. Если вы нарезаете свежую резьбу, это даст вам представление о размере отверстия, необходимого для конкретного метчика. (Image/Wayne Scraba) Вот три разные ручки крана из коллекции писателя. Кран с Т-образной скользящей рукояткой всегда используется для кранов меньшего размера, в то время как для кранов большего размера можно использовать ручки большего размера. Вы обнаружите, что метчики с Т-образной рукояткой позволяют проникать в более узкие места, а также обеспечивают больше «чувства» при нарезании резьбы. (Image/Wayne Scraba) Матрицы, очевидно, являются второй частью уравнения нарезания или повторного нарезания резьбы. Это цельные плашки с шестигранником. Это позволяет использовать как ручку, так и гаечный ключ для нарезания резьбы. (Image/Wayne Scraba) Доступно несколько различных типов рукояток штампов.
(Изображение/Wayne Scraba) В этой важной таблице (размеры SAE) от Mac Tools указаны правильный размер сверла под метчик, ближайший дробный размер сверла и размер зазора крепежного элемента. Если вы нарезаете свежую резьбу, это даст вам представление о размере отверстия, необходимого для конкретного метчика. (Image/Wayne Scraba) Вот три разные ручки крана из коллекции писателя. Кран с Т-образной скользящей рукояткой всегда используется для кранов меньшего размера, в то время как для кранов большего размера можно использовать ручки большего размера. Вы обнаружите, что метчики с Т-образной рукояткой позволяют проникать в более узкие места, а также обеспечивают больше «чувства» при нарезании резьбы. (Image/Wayne Scraba) Матрицы, очевидно, являются второй частью уравнения нарезания или повторного нарезания резьбы. Это цельные плашки с шестигранником. Это позволяет использовать как ручку, так и гаечный ключ для нарезания резьбы. (Image/Wayne Scraba) Доступно несколько различных типов рукояток штампов. Эта пара для шестигранных матриц. Вы заметите, что большая рукоятка штампа имеет три регулируемых винта сверху. Такое расположение позволяет поддерживать выравнивание, чтобы можно было нарезать точную и прямую резьбу. (Изображение/Wayne Scraba) Важно использовать смазочно-охлаждающую жидкость при работе как с метчиками, так и с плашками. Как отмечено в статье, это помогает смывать стружку при нарезке резьбы. SummitRacing.com предлагает несколько различных вариантов жидкостей для резки и бурения, а также восков . (Image/Wayne Scraba)
Эта пара для шестигранных матриц. Вы заметите, что большая рукоятка штампа имеет три регулируемых винта сверху. Такое расположение позволяет поддерживать выравнивание, чтобы можно было нарезать точную и прямую резьбу. (Изображение/Wayne Scraba) Важно использовать смазочно-охлаждающую жидкость при работе как с метчиками, так и с плашками. Как отмечено в статье, это помогает смывать стружку при нарезке резьбы. SummitRacing.com предлагает несколько различных вариантов жидкостей для резки и бурения, а также восков . (Image/Wayne Scraba)Изготовление резьбонарезного штампа. | Хобби-машинист
xrayjello
Зарегистрировано
- #1
Привет, ребята, я делаю резьбовую матрицу 1/4-40. У меня было несколько готовых образцов, но они не разрезались. Они были закалены, чтобы файл трудно. Мне интересно, есть ли какие-то другие вещи, которые я мог бы сделать. Они имеют диаметр 1 дюйм, толщину 3/8, 3 рельефных отверстия. Я использовал встречную мойку 82d и задаюсь вопросом, не слишком ли много и, возможно, слишком глубоко? Они даже не начали резать. резьба от матрицы около 1/8 “. Любая помощь будет оценена по достоинству.
У меня было несколько готовых образцов, но они не разрезались. Они были закалены, чтобы файл трудно. Мне интересно, есть ли какие-то другие вещи, которые я мог бы сделать. Они имеют диаметр 1 дюйм, толщину 3/8, 3 рельефных отверстия. Я использовал встречную мойку 82d и задаюсь вопросом, не слишком ли много и, возможно, слишком глубоко? Они даже не начали резать. резьба от матрицы около 1/8 “. Любая помощь будет оценена по достоинству.
Боб Корвес
Платина
- #2
Привет сосед! Добро пожаловать в хобби-машинист!
Можете ли вы просто заострить резьбу на токарном станке? Если нет, то эти штампы вполне доступны в сети, вот только первый результат моего поиска:
http://www.
Изготовление такой маленькой матрицы, способной производить точную резьбу в обычно обрабатываемых металлах, — нетривиальная задача. Я бы точно даже не пытался.
Посмотрел, нет под рукой…
Боб Корвес
Платина
- #3
Если вы хотите упорствовать в изготовлении собственного штампа, не забудьте закалить штамп после того, как он затвердеет, иначе он станет хрупким. Убедитесь, что режущие кромки имеют небольшой положительный наклон в месте соприкосновения с заготовкой. Зубья матрицы должны быть достаточно толстыми, чтобы поддерживать режущую кромку.
xrayjello
Зарегистрировано
- #4
В то время я делал это, потому что это было быстрее, чем заказывать, и вряд ли было в местных магазинах. Я думаю, что материал был 4130. Это был урок, которым я решил воспользоваться. Я, вероятно, куплю один, но я все равно хотел бы сделать один. Я пытался разрезать буровую штангу. Как сделать положительный рейк?
Боб Корвес
Платина
- #5
xrayjello сказал:
(snip) Как сделать положительный рейк?
Нажмите, чтобы развернуть…
https://en.wikipedia.org/wiki/Rake_angle
xrayjello
Зарегистрировано
- #6
Спасибо, но мне это непонятно в этом приложении.
pdentrem
Активный пользователь
- #7
Посмотрите на зубья обычного метчика. Не обращайте внимания на метчики для формовки резьбы/смещения металла, так как они разные. Зубья имеют положительный передний угол и такой же нужен на плашке. Если вы внимательно посмотрите на первое фото в другой резьбе, то увидите, как режущие зубья пересекают отверстия, которые я вставил после нарезки резьбонарезных зубьев. Это создает угол, необходимый для работы. Я, возможно, не очень хорошо объясняю, но я надеюсь, что эта картинка поможет вам добраться туда.
Боб Корвес
Платина
- #8
xrayjello сказал:
Спасибо, но мне непонятно это в этом приложении.
Нажмите, чтобы развернуть…

При контакте с заготовкой с отрицательным передним углом требуется меньшая мощность, чтобы протолкнуть фрезу через металл. Я собирался найти вам видео на YouTube о том, как это сделать, но не могу найти его с помощью быстрого поиска. Серьезно, изготовление кубика — нетривиальное занятие, и именно поэтому не существует сотни видеороликов о том, как это сделать… Что не означает, что это невозможно сделать. Я уверен, что вы можете понять это, если будете следить за этим. Держите нас в курсе ваших усилий, было бы очень интересно увидеть, как это делается.
Боб Корвес
Платина
- #9
xrayjello сказал:
Привет, ребята, я делаю резьбовую матрицу 1/4-40.
У меня было несколько готовых образцов, но они не разрезались. Они были закалены, чтобы файл трудно. Мне интересно, есть ли какие-то другие вещи, которые я мог бы сделать. Они имеют диаметр 1 дюйм, толщину 3/8, 3 рельефных отверстия. Я использовал встречную мойку 82d и задаюсь вопросом, не слишком ли много и, возможно, слишком глубоко? Они даже не начали резать. резьба от матрицы около 1/8 “. Любая помощь будет оценена по достоинству.
Нажмите, чтобы развернуть…
Мне пришло в голову, что на самом деле у меня есть штамп, который, кажется, сделан в магазине. Смотри четыре картинки. Он довольно старый, на нем нет никаких надписей, и я некоторое время назад очистил его от ржавчины. Это определенно 20 tpi, и резьба очень хорошая и на самом деле имеет хорошо сформированный ввод, но размер болта составляет от 5/8 до 3/4 дюйма, что примерно соответствует наружному диаметру резьбы 11/16 дюйма. кривая прорезь ножовкой поперек одной стороны матрицы для регулировки. Я абсолютно не знаю, для чего она могла быть сделана. Она пришла со многими старыми инструментами, которые я купил пару лет назад. Матрица закалена, кажется быть из углеродистой стали, и у него есть небольшой кусок металла, застрявший в пропиле, я думаю, пытаясь его немного открыть. Если бы только старые инструменты могли говорить!!! Обратите внимание на положительный наклон…
Я абсолютно не знаю, для чего она могла быть сделана. Она пришла со многими старыми инструментами, которые я купил пару лет назад. Матрица закалена, кажется быть из углеродистой стали, и у него есть небольшой кусок металла, застрявший в пропиле, я думаю, пытаясь его немного открыть. Если бы только старые инструменты могли говорить!!! Обратите внимание на положительный наклон…
brino
Подтвержденный пользователь инструмента
- #10
Кроме того, 4130, вероятно, не подходит для режущего инструмента, вам понадобится что-то с более высоким содержанием углерода, которое можно закалить (тверже, чем то, что вы режете), но затем отпустить обратно, чтобы оно не было слишком хрупким.