Как нарезать резцом резьбу: Как нарезать резьбу резцом на 16к20
alexxlab | 17.02.2023 | 0 | Разное
Как нарезать резьбу на токарном станке резцом?
Резьба является наиболее распространенным элементом крепежных деталей. Подразделяется она по ряду признаков, имеет широкое применение и может быть получена на деталях ручными инструментами или резцами на токарно-винторезных станках. Не смотря на то, что цены на токарные работы могут быть достаточно высокими, качество полученной резьбы несравнимо выше. Залогом этому, к примеру, является опыт специалистов компании СибПромДеталь.
Параметры резьбы
Прежде чем подробнее остановиться на том, как нарезать резьбу на токарном станке резцом, подробнее познакомимся с основными элементами винтовой канавки. Встретить ее можно как на стальных стержнях или гайках, так и на трубной арматуре в газо-, тепло- и водопроводах. Для характеристики резьбы выделяют следующие основные элементы ее профиля (продольного сечения):
- Наружный диаметр;
- Шаг резьбы;
- Угол при вершине.
По диаметру стандартные метрические резьбы до 6 мм имеют шаг в 1 мм, далее – 2 мм. При необходимости на станке не сложно нарезать и семимиллиметровую или девятимиллиметровую резьбу. Ручными резьбонарезными инструментами – метчиками и плашками выполнить такую работу невозможно.
При необходимости на станке не сложно нарезать и семимиллиметровую или девятимиллиметровую резьбу. Ручными резьбонарезными инструментами – метчиками и плашками выполнить такую работу невозможно.
По шагу резьбы делятся на стандартные (1 мм), мелкие (менее 1 мм) и крупные (более 1 мм). Как правило, все метчики рассчитаны на стандартное расстояние между витками. Получить мелкую или крупную резьбу можно лишь на токарно-винторезном станке.
По углу при вершине резьбы разделяются на метрические (угол равен 60о) и дюймовые (угол равен 55о). Для ручного нарезания необходимо иметь набор инструментов под каждый диаметр с различными углами. При механическом нарезании достаточно приобрести лишь два резьбовых резца с нужными углами заточки.
Технология нарезания резьбы
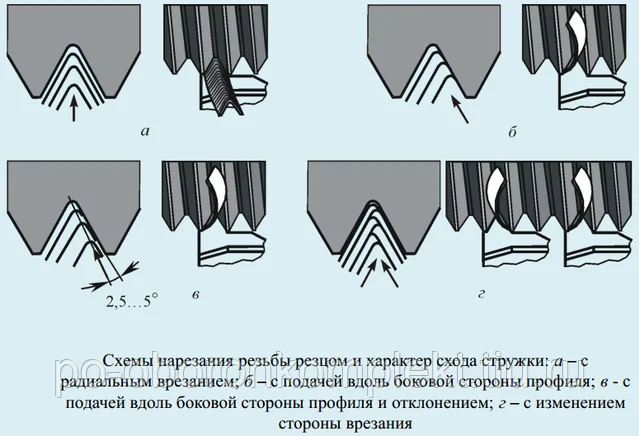
Исходя из указанных параметров, подбирают соответствующий резец и режимы нарезания резьбы. Прежде чем приступить к получению на поверхности детали винтовой канавки треугольного, прямоугольного или трапецеидального сечения необходимо обточить заготовку до необходимого диаметра.
Осуществляется данный вид работ стандартным проходным резцом на соответствующих скоростях. В связи с частичным расширением металла при нарезании диаметр заготовки необходимо изготовить на 0,1 мм меньше требуемого диаметра будущей резьбы.
Следующий этап – настройка станка, а конкретнее – гитарного механизма, регулирующего скорость подачи резца. С помощью соответствующих таблиц в зависимости от желаемого шага необходимо выполнить установку необходимых зубчатых колес. После этого можно нарезать резьбу на токарном станке.
Для этого в резцедержатель устанавливают резьбовой резец с необходимым углом заточки и используют для его управления рукоятку подключения суппорта к ходовому винту. Благодаря данному приспособлению вершинка режущего инструмента осуществляет спиральное движение вдоль поверхности детали, постепенно проход за проходом углубляясь на требуемую глубину до получения полного треугольного профиля.
5,113 просмотров всего, 1 просмотров сегодня
Как нарезать резьбу на 1к62 резцом
Один из широко известных и универсальных способов металлообработки — нарезание резьбы на токарном станке. Этот технологический процесс выполняется с помощью специальных токарных инструментов:
Этот технологический процесс выполняется с помощью специальных токарных инструментов:
- резцов;
- плашек;
- метчиков;
- резьбонарезных головок.
Качество резьбы влияет на надежность соединения различных элементов. Нарезание резьбы — работа, требующая точности, квалификации и опыта.
Профили резьбы
Формы заготовок, в зависимости от вида поверхности, бывают цилиндрическими и коническими. Резьбы бывают наружные (на поверхности) и внутренние (в отверстии болванки). Вид резьбового соединения зависит от профиля резьбы.
Существуют пять видов профиля:
- треугольный;
- прямоугольный;
- трапецеидальный;
- упорный;
- круглый.
Резьба может быть однозаходной и многозаходной:
- однозаходная — формируется единой резьбовой нитью;
- многозаходная — создается двумя или более нитками, размещенными на одинаковом расстоянии одна от другой.
Основные показатели обоих типов резьбы – шаг и ход. Резьбовой шаг — дистанция меж ближайшими витками и меряется по осевой линии обрабатываемой заготовки. Ходом одной резьбовой нитки называется промежуток посреди двух пиков одного витка на рабочей поверхности изделия. Ход равен произведению резьбового шага на число заходов.
Резьбовой шаг — дистанция меж ближайшими витками и меряется по осевой линии обрабатываемой заготовки. Ходом одной резьбовой нитки называется промежуток посреди двух пиков одного витка на рабочей поверхности изделия. Ход равен произведению резьбового шага на число заходов.
Как нарезать трапецеидальную резьбу?
Для скоростного нарезания трапецеидальной резьбы используется резцедержательная головка, в которой закрепляют четыре резца. Первым резцом выполняют один-два прохода (в зависимости от шага резьбы) так, чтобы при дальнейшем нарезании резьбы не образовывались заусенцы. Вторым резцом с шириной головки более половины шага резьбы углубляются на 2/3 заданной глубины. Третьим резцом, головка которого по размерам меньше заданного профиля на 1 мм, врезаются на полную глубину. Четвертым резцом производится окончательная калибровка профиля резьбы.
Типы и свойства резцов
Токарный резец по металлу состоит из державки и рабочей головки. Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Рабочей головкой обрабатывают детали. Она составлена из различных режущих плоскостей и кромок. Угол затачивания головки обусловлена материалом, из которого изготовлена деталь.
Наружную и внутреннюю резьбу нарезают резьбонарезными резцами разных типов.
Резьбонарезные резцы
Самые используемые из них:
- стержневые;
- призматические;
- круглые.
Стержневые резцы состоят из стержня с рабочей головкой. Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Призматические резцы применяют для обработки только внешней стороны болванки. Их преимущество перед стержневыми – способность обрабатывать большие поверхности. Но их следует чаще подвергать перетачиванию.
Круглые резцы используют в процессе нарезания резьбы внутренней и наружной.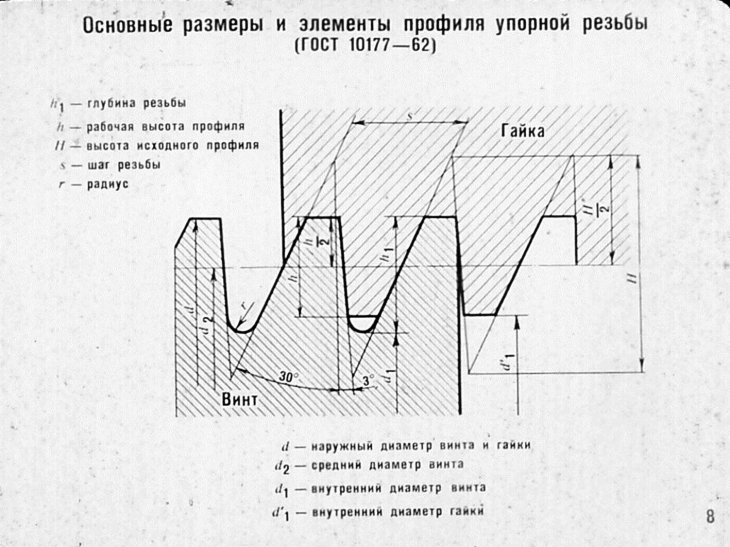 Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.
Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.
Резьбовые резцы круглые
По конструктивным отличиям металлорежущие инструменты делятся на несколько типов:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
Вершина любого резьбового инструмента — скругленная головка или фаска. Профиль резьбы формируется резцом должной конфигурации. Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.
Прямые резцы здесь используются редко. Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резцы разделяются по категориям:
- изготовленные из быстрорежущей легированной стали;
- с напаянными на рабочий элемент твердосплавными пластинами;
- режущие приспособления со сменными многогранными пластинами, закрепленными на головке.
По направлению следования винтовой нарезки, инструменты дифференцируют на правые и левые. При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.
При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.
Режем резьбу плашкой
Классификация
Существует огромное множество типов резьбы. Они отличаются по форме профиля, расположению, направлению заходов, величиной шага и многим другим параметрам.
По форме профиля резьбы бывают
- Трапециевидные.
- Прямоугольные.
- Круглые.
- Упорные.
- Треугольные: метрические; дюймовые; трубные.
По направлению заходов
- Левая.
- Правая.
По расположению
- Наружная (как у болта).
- Внутренняя (как у гайки).
По поверхности, на которой выполнена резьба
- Цилиндрическая.
- Коническая.
- По эксплуатационному назначению.
- Крепёжные.
- Крепёжно-уплотнительные.
- Ходовые.
- Специальные.
Техника нарезки на металлической детали
Винтовая поверхность, образованная резцом, называется резьбой. Она обеспечивает важные задачи — с ее помощью элементы деталей могут перемещаться относительно друг друга, сочленяются или значительно уплотняются соединения в различных механических приспособлениях.
Она обеспечивает важные задачи — с ее помощью элементы деталей могут перемещаться относительно друг друга, сочленяются или значительно уплотняются соединения в различных механических приспособлениях.
Чтобы понять, как нарезать резьбу на токарном станке, нужно проследить за процессом нарезки — он достаточно прост и понятен. Резец закрепляют в суппорте токарного станка. Он равномерно перемещается вдоль оси вращающейся детали. Заостренная вершина инструмента прорезает на поверхности детали винтовую линию.
Чтобы правильно установить и направить режущий инструмент, используют специальный шаблон, который размещают над болванкой. Резец располагают вдоль осевой линии станка. По образующемуся просвету определяют, насколько точно проводится нарезка резьбы.
Нарезание имеет свои характерные особенности:
- процесс формирования резьбы имеет некоторые особенности;
- материал, из которого изготовлена деталь, задает передний угол резца;
- величина угла зависит от вязкости, твердости и хрупкости металла;
- плоскости резца на задних боковых углах не должны тереться о нарезанные канавки;
- внутренняя резьба нарезается в уже расточенных или просверленных отверстиях.

Под каждый обрабатываемый материал предназначены определенные металлорежущие инструменты. Для болванок из стали используют резцы, пластины которых сделаны из твердых сплавов Т15К6, Т14К8, Т15К6, Т30К4. Для чугунных заготовок используют режущие инструменты с твердосплавными пластинами ВК4, В2К, ВК6М, ВК3М.
Правила нарезки
резьбовой шаблон используется для контроля правильности нарезания резьбы
- Чистота резьбы определяется постановкой и направлением движения инструмента. Чтобы использовать инструмент правильно существует шаблон. Он размещается параллельно серединам станка на заготовке. Проекции инструмента и шаблона накладывают друг на друга и исследуют просвет. Резак размещают исключительно по центральной линии станка.
- Внутренняя резьба нарезается изогнутыми инструментами (при небольшом поперечнике отверстия). Можно использовать ровный инструмент, вставив его в оправку. Наружная — чаще гнутыми, в редких случаях ровными. Выбор резца зависит от типа металла и параметров резьбы.
- Правила размещения рабочей грани инструмента зависят от планируемого профиля. Треугольный выполняют при вершине 60 или 55 град. (для метрической или дюймовой). Так как иногда во время движения суппорта возможны погрешности, используют инструмент с вершиной 59 градусов 30 минут.
- Передний угол инструмента выбирается в соответствии с материалом детали в пределах 0 — 25 град. Чем тверже и хрупче материал, тем меньше угол. Так, для болванок из стали берут инструмент с углом 0 градусов, высоколегированные стали можно нарезать углом до 10 градусов.
- Впадина выполняется гладкой, скругленной или с риской, под форму подбирают верхушку резака.
- Показатель боковых углов инструмента сзади должен быть таковым, чтобы во время нарезки боковые грани не соприкасались с поверхностью резьбы. Обычно справа и слева они равны: при угле резьбового подъема выше 4 градусов — от 6 до 8 градусов и от 3 до 5 градусов, если угол до 4 градусов.
- Внутренние резьбы режут непосредственно по окончанию расточки или сверления.
 В связи с тем, что при работе металл деформируется, поперечник отверстия берется чуть больше, нежели внутренний поперечник. Потому к расчетному показателю прибавляют до 0,02 для хрупких металлов и до 0,4 для вязких.
В связи с тем, что при работе металл деформируется, поперечник отверстия берется чуть больше, нежели внутренний поперечник. Потому к расчетному показателю прибавляют до 0,02 для хрупких металлов и до 0,4 для вязких. - Иногда резьбу следует оканчивать канавкой. Внутренний поперечник канавки нужно делать на 0,3 мм меньше, чем аналогичная характеристика резьбы.
- Чтобы на торце выполнить качественную резьбу, необходимо сделать уступ до 3 мм не меняя диаметр. С помощью этого выступа обозначают итоговый проход резака. По окончанию нарезки уступ удаляют.
- Черновой проход выполняется со скоростью до 30 метров в минуту, чистовой до 55 метров в минуту. При обработке чугуна скорость не более 25 метров в минуту. Твердосплавными инструментами сталь режется со скоростью до 150 м\минуту. Когда шаг резьбы меньше 2 мм используют повышенные скорости, когда шаг от 6 мм — пониженные (точные показатели можно найти в специальных таблицах).
- Режется резьба в несколько проходов, по окончанию каждого прохода инструмент устанавливается в начальную позицию.

- Когда необходимо на длинную заготовку нанести наружную резьбу, суппорт вручную устанавливают в начальную позицию, отключив гайку разъема. Чтобы сделать следующий проход нарезания следует попасть точно в канавку.
Параметры и соответствующие ГОСТы
Инструкция по нарезанию резьбы в видеоролике:
Режущий инструмент – плашка
Плашка – режущий токарный инструмент, изготовленный в форме гайки. Просверленные в ней отверстия делают для отвода стружки. Инструмент состоит из режущих элементов, расположенных на каждой его стороне и образующих заборный конус. Плашкой на токарном станке формируется резьба на болтах, шпильках, винтах и других металлоизделиях.
Наиболее используемые виды плашек:
- метрические;
- левые;
- трубные.
Нарезание резьбы плашкой следует предварить обработкой нужного участка детали. При этом наружное сечение резьбы должны быть больше обработанного участка детали. Сложность нарезки резьбы плашкой — в отсутствие у нее специального захода, что мешает ровно прорезать начальные витки.

Облегчить задачу можно, сделав на торце небольшую фаску так, чтобы ее высота совпала с высотой профиля резьбы. Размер плашки должен совпадать с диаметром детали.
Затем плашку нужного размера фиксируют в плашкодержателе, закрепленный в задней бабке токарного станка. Скорость нарезки резьбы зависит от материала для заготовки: изделия из латуни обрабатываются около 15 м/мин., чугунные – 3 м/мин., стальные болванки — 4 м/мин.
При такой скорости обработки плашка меньше изнашивается. В процессе нарезки каждый оборот плашки нужно сменять ее поворотом назад на треть окружности, чтобы очистить отверстия от стружки.
Материалы
Для изготовления режущей части служат:
- быстрорежущие стали;
- твёрдые сплавы;
- минералокерамика;
- сверхтвердые инструментальные материалы (СТМ).
Первые применяются для резьбонарезания сталей, сплавов цветных металлов, пластиков. Отличаются высокой прочностью, теплопроводностью, но пониженной, по сравнению с остальными, твердостью, красностойкостью, износостойкостью, ограничивающими скорость резания.
Наибольшую долю применяемых резьбовых резцов составляют оснащенные твёрдосплавными пластинами. Обусловлено это высокой стойкостью, твердостью, достаточной прочностью и жесткостью, приемлемой стоимостью. Производительность обработки выше, чем рапидом, в 2-3 раза. Широкая номенклатура позволяет подобрать оптимальную марку для обработки в большинстве случаев. Керамика относительно дешевая, довольно хрупкая, используется для обработки резьбы мелкого шага стальных и чугунных деталей, при жесткой системе СПИД, с ограниченными съемами припуска за проход.
| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПЕРЕЙТИ НА СТРАНИЦУ ИНДЕКСА | ||
| НАРЕЗАНИЕ НАРУЖНОЙ РЕЗЬБЫ ПРИГОТОВЛЕНИЕМ И МАТРИЦЕЙ | ||
| В.Райан © 2019 | ||
| PDF-ФАЙЛ – НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ РАБОЧИЙ ЛИСТ | ДЛЯ ПЕЧАТИ||
Нарезание наружной резьбы достигается за счет использования плашки, удерживаемой на ложе. | ||
| СТАНДАРТНЫЙ ПРИКЛАД С ЦЕНТРАЛЬНЫМ РЕГУЛИРОВОЧНЫМ ВИНТОМ | ||
Круглые разъемные матрицы имеют степень регулировки. Приклад, показанный ниже, имеет три регулировочных винта. Два внешних винта затягивают матрицу, создавая немного меньшую резьбу. | ||
| Стоит отметить : Если штампы должны использоваться на латуни, не используйте их на стали. Использование матрицы для нарезания резьбы на стали приводит к износу режущих кромок матрицы, что делает резьбу на латуни менее точной и менее острой. | ||
| КАК НАРЕЗАТЬ НАРУЖНУЮ РЕЗЬБУ ВРУЧНУЮ | ||
Это может быть очевидно, но при нарезании круглой стали сначала выберите правильный диаметр. Напилите фаску на конце стали круглого сечения. Это поможет начать нарезание резьбы при использовании матрицы и ложи. Фаска может быть создана более точно на центральном токарном станке, если таковой имеется. Используйте режущую пасту при нарезании резьбы, нанося ее на сталь перед началом нарезки. Это гарантирует, что процесс будет более плавным и даст более «острую» резьбу. | ||
Выберите правильную матрицу. Если необходима резьба M8, убедитесь, что она отштампована/выгравирована на поверхности штампа. Плашка должна быть помещена в ложу широкой стороной вниз, к стали, на которую нарезается резьба. Центральный регулировочный винт следует затянуть, слегка расширив матрицу, а также крепко удерживая ее в ложе. Расширение матрицы немного облегчает начальную нарезку резьбы. | ||
Убедитесь, что сталь круглого сечения находится в тисках вертикально (под углом 90 градусов). Поместите плашку на сталь круглого сечения, удерживая ее параллельно тискам. Добавьте немного давления и поверните приклад по часовой стрелке. Первые два «оборота» матрицы имеют решающее значение. Если шток не параллелен тискам, получится пьяная резьба. Остановитесь, как только плашка начнет нарезать первую пару витков, и убедитесь, что заготовка все еще параллельна тискам. Продолжайте вращать приклад по часовой стрелке. После того, как нарезана резьба, на каждый оборот по часовой стрелке поворачивайте ложу против часовой стрелки на пол-оборота. Это убирает любую стальную стружку с матрицы. Нарезание резьбы может продолжаться до тех пор, пока не будет достигнута нужная длина. Снимите шток и плашку с резьбы, вращая ее против часовой стрелки, эффективно отвинчивая ее от стали. Ослабьте центральный регулировочный винт, а затем затяните два внешних регулировочных винта. Пропустите плашку по резьбе второй раз, так как это завершит резьбу аккуратно. | ||
| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ИНДЕКС ОБОРУДОВАНИЯ И ПРОЦЕССОВ | ||
| ||

 Например, если требуется резьба 8 мм, диаметр круглого сечения должен быть 8 мм. Производимая резьба будет резьбой M8 (метрическая 8).
Например, если требуется резьба 8 мм, диаметр круглого сечения должен быть 8 мм. Производимая резьба будет резьбой M8 (метрическая 8).

Процедура нарезания резьбы на токарном станке
Прежде чем говорить о том, как нарезать резьбу на токарном станке, очень важно знать, что такое резьба? С точки зрения непрофессионала, резьба представляет собой «ряд гребней и впадин» или «спиральных канавок», образованных вдоль цилиндрической или конической поверхности. Технически он определяется как спиральный гребень с однородным поперечным сечением, огибающий цилиндрическое или коническое тело. Потоки обычно классифицируются как внешние потоки и Внутренняя резьба , иногда их называют наружной и внутренней резьбой. Резьба может использоваться в качестве крепежных элементов или датчиков движения или, среди прочего, для преобразования вращательного движения в линейное движение.
Потоки обычно классифицируются как внешние потоки и Внутренняя резьба , иногда их называют наружной и внутренней резьбой. Резьба может использоваться в качестве крепежных элементов или датчиков движения или, среди прочего, для преобразования вращательного движения в линейное движение.
Инструмент для внутренней резьбы
После того, как мы познакомились с резьбой, давайте поговорим о токарных станках. Токарный станок — это машина, которая используется для придания формы дереву, металлу и т. д. путем удаления материала. Токарные станки могут выполнять различные операции, такие как точение, накатка, чистовая обработка и т. Д. В токарном станке заготовка вращается вдоль оси вращения, и для выполнения различных операций с заготовкой используются разные станки.
Некоторые основные термины для резьбы:
1. Шаг: Он определяется как расстояние между двумя точками, измеренное от одной точки на резьбе до другой точки в аналогичном положении на непрерывной резьбе, параллельно оси цилиндра.
2. Шаг: Определяется как расстояние, на которое резьба перемещается в осевом направлении во время полного оборота.
3. Большой диаметр: это максимальный диаметр резьбы, измеренный в противоположном направлении от одной вершины к другой.
4. Внутренний диаметр: это наименьший диаметр резьбы, измеренный в противоположном направлении от одного корня к другому.
5. Количество витков на дюйм: Как следует из названия, это количество витков на один дюйм. Его измеряют, помещая шкалу рядом с резьбой и подсчитывая количество шагов.
6. Глубина: расстояние, измеренное между вершиной и корнем в направлении, перпендикулярном оси цилиндра.
Инструмент для внешней резьбы
Процедура нарезания резьбы на токарном станке:
Теперь обсуждается нарезание резьбы на токарном станке. Чтобы нарезать резьбу, сначала рассчитываются шаг, шаг, большой диаметр, меньший диаметр и глубина. Для нарезания резьбы используется однолезвийный токарный инструмент с твердосплавной пластиной. Теперь выполните следующие действия.
Теперь выполните следующие действия.
Сначала заготовка обрабатывается до большого диаметра нарезаемой резьбы с помощью токарного центра.
Теперь заготовка помещена в патрон для нарезания резьбы между центрами. Патрон соединен со шпинделем, который находится в зацеплении с ходовым винтом. Для обеспечения правильного соотношения скоростей шпинделя и ходового винта используется быстросменный редуктор.
Поэтому быстросменный редуктор настраивается в соответствии с требуемым шагом резьбы.
Используйте калибр для резьбы, чтобы совместить головку с заготовкой под углом.
Теперь переместите резьбовую головку к заготовке, используя комбинированную подачу и поперечную подачу.
Микрометр должен быть установлен на ноль для обеих подач.
Благодаря вращению ходового винта каретка скольжения перемещается на заданное расстояние при каждом рабочем обороте. Это достигается путем установки полугайки затворной рамы в зацепление с ходовым винтом.
Полугайка или разрезная гайка должны срабатывать точно в заданное время, чтобы обеспечить правильную непрерывную резку. Это может быть достигнуто с помощью диска или циферблата для нарезки нити. Этот циферблат прикреплен к ползунку и приводится в движение червячной передачей, прикрепленной к ходовому винту. Этот шаг известен как отслеживание резьбового инструмента.
Это может быть достигнуто с помощью диска или циферблата для нарезки нити. Этот циферблат прикреплен к ползунку и приводится в движение червячной передачей, прикрепленной к ходовому винту. Этот шаг известен как отслеживание резьбового инструмента.
Поверхность циферблата разделена на четное количество полных и половинных делений.
Если разрезная гайка не зацеплена, а ходовой винт вращается, то также вращается циферблат с резьбой.
Теперь, если количество обрезаемых нитей четное число, то накидная гайка должна срабатывать при совпадении любой из линий на шкале ниток с нулевой линией, а также при нечетном количестве обрезаемых нитей число, любая из пронумерованных строк должна совпадать с нулевой строкой.
Очистите деталь без использования смазки. Отсоедините полугайку на краю разреза, остановите токарный станок и выйдите из инструмента, используя поперечную подачу. Верните карету в исходную точку.
Теперь проверьте шаг резьбы с помощью шагомера. Если все верно, переходите к следующему шагу.