Как наточить дисковую пилу с напайками в домашних условиях видео: как правильно заточить болгаркой своими руками, станок, как наточить круг в домашних условиях
alexxlab | 12.04.2023 | 0 | Разное
как правильно заточить болгаркой своими руками, станок, как наточить круг в домашних условиях
Принципы и углы затачивания
На кромках пилы находятся четыре главных угла заточки. Они вместе с формой зуба могут выступать главными эксплуатационными характеристиками инструмента. Для описания каждого зуба используются:
- Передний и задний угол.
- Углы среза передней и задней поверхности.
Эти характеристики могут зависеть от вида и веса циркулярной пилы, её предназначения, а также плотности конкретной поверхности.
Углы заточки на схеме
Основываясь на параметрах, указанных выше, можно разделить все циркулярки на несколько видов:
- Для прорезания продольных отверстий. При совершении этой задачи следует использовать передний угол заточки от 15 до 25 градусов.
- Для совершения поперечной резки. В этой ситуации передний угол может варьироваться от 5 до 10 градусов.
- Универсальная заточка. Для совершения любых операций пилы затачиваются под углом в 15 градусов.


Размер затачиваемого угла устанавливается не только от направления движения пилы, он также связан с материалом заготовки. Если требуется прорезать очень твёрдые материалы, то следует выбирать наименьший угол. Для работы с более мягкими изделиями угол увеличивается.
Существует два доступных метода заточки дисковых пил — ручной и при помощи станка. Чтобы в домашних условиях заточить диск правильно, необходимо учитывать некоторые нюансы.
Ручной способ
Особые станки для затачивания кромок пилы редко применяются в бытовых условиях, потому что их стоимость высока. Поэтому при отсутствии такого приспособления, можно справиться с заточкой подручными приспособлениями, например болгаркой. При этом запрещается держать круг в руках, ничем его не зафиксировав. В противном случае не получится добиться достаточного угла среза для дальнейшей работы с материалом.
Чтобы надёжно зафиксировать круг в верном положении, применяют плоскую подставку.
Некоторые особенности:
- поверхность подставки совпадает с уровнем оси заточного диска;
- на ней зубчатый круг помещается таким образом, чтобы плоскость затачивания стала перпендикулярной полотну пилы;
- конструкция устройства дополнена поворотным шарниром.

Подставка поможет комфортно расположить диск пилы для обработки относительно абразивного материала. Перед началом работы проводится чёткая разметка. Для этого используется цветной маркер. Им рисуют линии, которые позволят заточить элемент под нужным углом. Тиски помогут надёжно закрепить диск на поверхности.
Видео заточки диска для циркулярной пилы болгаркой:
С помощью станка
Когда у мастера есть доступ к специальному точильному станку, обработка элементов происходит быстро и эффективно. Это приспособление имеет небольшие размеры, поэтому работать с ним комфортно и новичку. Не возникнет проблем даже при применении в бытовых условиях.
При покупке такого устройства смотрят на абразивный круг. Для его выбора учитываются отдельные нюансы:
- Лучше всего приобрести круг, сделанный из эльбора с алмазным напылением, или из зелёного карбида кремния;
- Если затачивается твердосплавный диск, даже при применении станка могут возникнуть проблемы.

Сам процесс использования станка для заточки предельно прост. Оператор должен удобно расположить диск на устройстве и зажать его с использованием специального фиксатора. Перед началом работы рекомендуется отметить маркером первый зуб. Это поможет не запутаться во время заточки, и не проверять зубья, которые уже подверглись обработке. Для выбора угла заточки на устройстве предусмотрен специальный измеритель. На нём следует установить необходимый угол, после чего устройство выполнит задачу самостоятельно.
Циркулярная пила — полезный инструмент, без которого не обойтись при строительстве. Она помогает делать прорези в поверхностях, а также изменять их форму и размер. Для затачивания дисков используют специальные станки или подручные материалы. Сделать работу собственными руками не так сложно, нужно придерживаться перечисленных рекомендаций и не бояться.
Заточка диска с победитовыми напайками:
Определение нужного момента
Не имея опыта, люди часто ударяются из крайности в крайность и либо точат пилу каждые несколько дней, либо раз в году. Определять необходимость заточки по времени — неправильный подход.
Определять необходимость заточки по времени — неправильный подход.
Есть ряд признаков, которые указывают на то, что зубья затупились:
- Полотно регулярно застревает в древесине.
- При пилении меняется звук, он становится более «тупым».
- Меняется оттенок зубцов.
- Значительно увеличивается сопротивление материала.
- Концы зубьев заметно скругляются.
- Лезвие уходит с линии реза.
Мнение эксперта
Левин Дмитрий Константинович
Закалённые зубья не поддаются заточке. Отличить их легко: они черноватые с небольшим голубым отливом.
Как заточить: основные методы
Существует два доступных метода заточки дисковых пил — ручной и при помощи станка. Чтобы в домашних условиях заточить диск правильно, необходимо учитывать некоторые нюансы.
Ручной способ
Особые станки для затачивания кромок пилы редко применяются в бытовых условиях, потому что их стоимость высока. Поэтому при отсутствии такого приспособления, можно справиться с заточкой подручными приспособлениями, например болгаркой. При этом запрещается держать круг в руках, ничем его не зафиксировав. В противном случае не получится добиться достаточного угла среза для дальнейшей работы с материалом.
При этом запрещается держать круг в руках, ничем его не зафиксировав. В противном случае не получится добиться достаточного угла среза для дальнейшей работы с материалом.
Чтобы надёжно зафиксировать круг в верном положении, применяют плоскую подставку.
- поверхность подставки совпадает с уровнем оси заточного диска;
- на ней зубчатый круг помещается таким образом, чтобы плоскость затачивания стала перпендикулярной полотну пилы;
- конструкция устройства дополнена поворотным шарниром.
Подставка поможет комфортно расположить диск пилы для обработки относительно абразивного материала. Перед началом работы проводится чёткая разметка. Для этого используется цветной маркер. Им рисуют линии, которые позволят заточить элемент под нужным углом. Тиски помогут надёжно закрепить диск на поверхности.
Видео заточки диска для циркулярной пилы болгаркой:
С помощью станка
Когда у мастера есть доступ к специальному точильному станку, обработка элементов происходит быстро и эффективно. Это приспособление имеет небольшие размеры, поэтому работать с ним комфортно и новичку. Не возникнет проблем даже при применении в бытовых условиях.
Это приспособление имеет небольшие размеры, поэтому работать с ним комфортно и новичку. Не возникнет проблем даже при применении в бытовых условиях.
При покупке такого устройства смотрят на абразивный круг. Для его выбора учитываются отдельные нюансы:
- Лучше всего приобрести круг, сделанный из эльбора с алмазным напылением, или из зелёного карбида кремния;
- Если затачивается твердосплавный диск, даже при применении станка могут возникнуть проблемы.
Сам процесс использования станка для заточки предельно прост. Оператор должен удобно расположить диск на устройстве и зажать его с использованием специального фиксатора. Перед началом работы рекомендуется отметить маркером первый зуб. Это поможет не запутаться во время заточки, и не проверять зубья, которые уже подверглись обработке. Для выбора угла заточки на устройстве предусмотрен специальный измеритель. На нём следует установить необходимый угол, после чего устройство выполнит задачу самостоятельно.
Циркулярная пила — полезный инструмент, без которого не обойтись при строительстве. Она помогает делать прорези в поверхностях, а также изменять их форму и размер. Для затачивания дисков используют специальные станки или подручные материалы. Сделать работу собственными руками не так сложно, нужно придерживаться перечисленных рекомендаций и не бояться.
Она помогает делать прорези в поверхностях, а также изменять их форму и размер. Для затачивания дисков используют специальные станки или подручные материалы. Сделать работу собственными руками не так сложно, нужно придерживаться перечисленных рекомендаций и не бояться.
Заточка диска с победитовыми напайками:
Дисковый инструмент для распила древесины всегда пригодится при строительстве. Циркуляционная пила удобна тем, что позволяет быстро раскроить материал при минимальных затратах сил и времени. Что касается качества реза, то можно сказать, что он идеален, но только тогда, когда пила исправна и хорошо заточена. В противном случае работать таким инструментом даже опасно, поэтому следует провести заточку дисковой пилы.
Циркуляционная пила удобна тем, что позволяет быстро раскроить материал при минимальных затратах сил и времени. Что касается качества реза, то можно сказать, что он идеален, но только тогда, когда пила исправна и хорошо заточена. В противном случае работать таким инструментом даже опасно, поэтому следует провести заточку дисковой пилы.
Определить необходимость проведения операции заточки несложно: тупой инструмент режет заготовку некачественно, что сразу бросается в глаза. Здесь есть два варианта: либо отдать диск в мастерскую, что не всегда выгодно в плане временных и денежных затрат, либо заточить дисковую пилу своими руками. Это на первый взгляд может показаться сложным. Но если более детально вникнуть в суть устройства пилы, нетрудно будет выполнить обслуживание инструмента в домашних условиях.
Общие правила заточки циркулярной пилы
Заточка дисков производится ограниченное количество раз. При каждой процедуре, размер зуба уменьшается. Рано или поздно зуб стачивается до критической величины, после которой использование диска станет невозможным.
ВАЖНО! Недопустимо работать на затупленном диске. Помимо ухудшения качества распила, для заточки чрезмерно затупленных зубьев потребуется снять большее количество металла.. Схематическое изображение правильной заточки зубьев
Схематическое изображение правильной заточки зубьев
Маркировка пильного диска с указанием углов заточки
Для заточки дисков существуют специальные станки, которые механически контролируют выбранные углы для каждого зуба. В зависимости от интенсивности применения, точильный станок может иметь автоматический или ручной привод. В домашних условиях, как правило, используются недорогие модели, в которых поворот диска на следующий зуб и контроль толщины стачиваемого металла осуществляется вручную.
В таких приспособлениях диск фиксируется перпендикулярно точильному камню, устанавливается угол и шаг зуба. Мастер проводит затачиваемой поверхностью по точильному камню фиксированное количество раз и переходит к следующему зубу.
Точильные диски изготавливаются из эльбора, карбида кремния или используют алмазное напыление.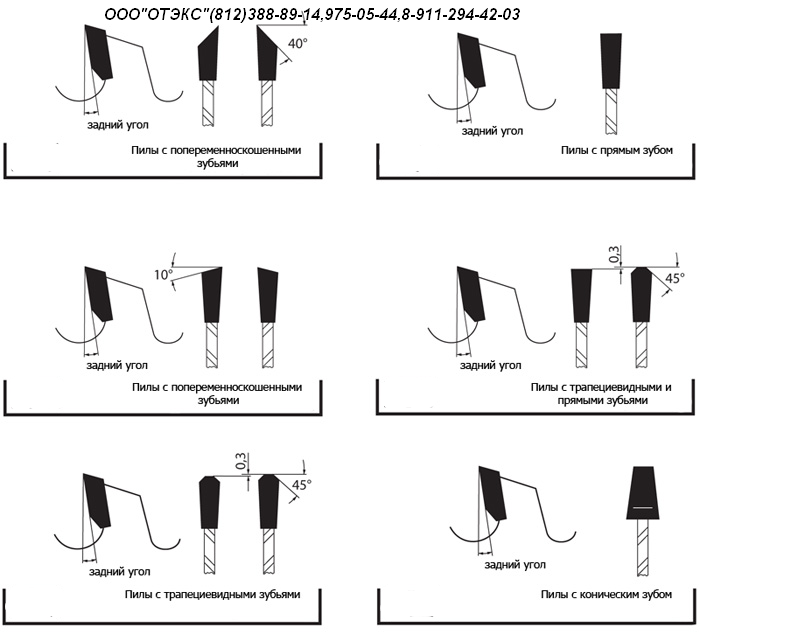 Говорить о принципиальном преимуществе одного материала перед другим не имеет смысла. Существуют лишь особенности применения. Например, алмазные точильные камни способны обработать более твердые зубья, но чувствительны к перегреву.
Говорить о принципиальном преимуществе одного материала перед другим не имеет смысла. Существуют лишь особенности применения. Например, алмазные точильные камни способны обработать более твердые зубья, но чувствительны к перегреву.
Можно производить заточку вручную, при помощи качественного напильника. Диск при этом лучше оставить в станке. Первый зуб помечается маркером, диск фиксируется при помощи деревянных брусков, струбцины или тисков. По каждой поверхности зуба необходимо выполнить фиксированное количество проходов напильника. Затем выполнить поворот диска на один зуб и повторить процедуру.
Как заточить дисковую пилу своими руками видео
Способы заточки диска для выполнения работ по дереву
Следующие способы гарантируют эффективную и безопасную заточку циркулярных пил.
Болгаркой — пошаговая инструкция
Специальные станки для заточки дисков циркулярных пил имеют высокую стоимость и требуют определенных навыков при эксплуатации, поэтому в качестве эффективной и доступной альтернативы выступают УШМ-машинки, то есть «болгарки».
Для фиксации диска используется специальная гладкая подставка, которая конструируется с учетом того, что зуб должен быть перпендикулярен к диску болгарки и иметь минимальное отклонение от него.
Для заточки с помощью болгарки применяется алгоритм:
- Болгарка оснащается шлифовальным диском, а затачиваемый диск крепится к площадке.
- Болгарка удерживается руками или с помощью удерживающего приспособления.
- Режущая кромка зуба циркулярки обрабатывается болгаркой. При этом выполняется легкое равномерное движение.
Свидетельством о том, что грань получила заточку станет визуальное обновление кромки – она перестанет быть потемневшей.
Запрещается включать болгарку, если диск помещен в зев между зубьями затачиваемого диска.
Напильником
Если в качестве инструмента используется напильник или надфиль, то все мероприятия по заточке аналогичны тем же, что и при использовании УШМ. Кроме того, для соблюдения угла заточки необходим специальный шаблон, который используется в качестве направляющей плоскости между зубом и напильником.
Но при этом работа будет производиться значительно дольше, так как циркулярные пилы используют насадки из твердого сплава.
Специальным станком
Станки для точения резцов циркулярной пилы представляют собой сложные инженерные и технические устройства, которые кроме механизмов оснащаются еще и автоматической электроникой.
Данные станки позволяют выполнять наиболее эффективное восстановление режущих кромок с соблюдением всех нужных конфигураций. Эффективность станков объясняется следующими критериями:
- Возможность автоматизации процесса заточки.
- Сохранение параметров угла заточки для каждого резца.
- Все резцы затачиваются идентично с минимальной погрешностью.

- Возможность полного восстановления и реставрации.
Для заточки на станке, диск пилы помещается в специальный суппорт и закрепляется.
Выбираются параметры заточки, которые обеспечиваются специальными механизмами для наклона затачиваемого диска или наклона заточного диска в станке.
Затачиваемый диск помещается в рабочую зону устройства.
Станок запускается, и заточка производится в автоматическом режиме.
Самодельным станком
Самодельные станки для эффективной работы должны включать следующие составные части:
- УШМ (болгарка) в качестве непосредственного заточного устройства.
- Суппорт для закрепления пильного полотна циркулярной пилы.
- Механизмы для обеспечения наклона суппорта, чтобы регулировать конфигурацию заточки.
- Весь механизм закрепляется на станине, в качестве которой может использоваться швеллер или двутавр.
Процесс работы аналогичен использованию оригинального станка для заточки с единственным отличием – полотно циркулярки подается к рабочей зоне устройства вручную.
Какие зубья бывают на режущих насадках
В основе любого режущего устройства лежат зубья, качество заточки которых влияет на эффективность и производительность. Зубья на насадках изготавливают непосредственно из твердосплавных материалов. Для повышения срока службы, на зубья наносятся напайки из победита, что позволяет продлить ресурс рабочей насадки в 5-6 раз.
Количество режущих зубьев на круге зависит от его диаметра. Зубцы состоят из передней и задней части, которые отличаются по конструкции, а также боковой. Зубья по внешнему виду (геометрии) классифицируются на следующие виды:
- Прямые — разновидность зубьев, применяемые для продольного распила листового материала
- Трапециевидной формы — режущие звенья имеют вид трапеции, что является преимуществом — они нуждаются в заточке очень редко
- Скошенные звенья — самый распространенный вид зубьев, который характеризуется наличием углового скоса на задней или передней части. Такая конструкция позволяет производить распиливание не только древесины, но и прочих видов материалов, как ДВП, ДСП, фанера и даже пластик
- Конические — имеют вид конуса, но их главный недостаток в быстром притуплении, поэтому нуждаются в частой заточке.
 Применяются не только для поперечного, но и продольного распиливания листового материала
Применяются не только для поперечного, но и продольного распиливания листового материала
Производители также выпускают диски для циркулярных пил с активными и пассивными звеньями. В зависимости от вида зубьев, различается процесс их заточки. Чтобы правильно наточить зубья на циркулярной пиле, понадобится правильно определить угол их заточки.
Как определить угол заточки дисковой пилы
Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.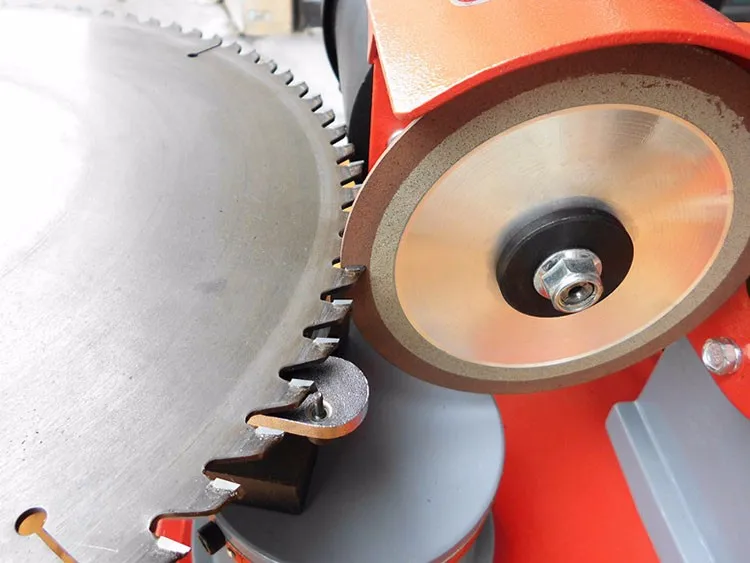
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Основные методы заточки
Заточку циркуляционной пилы производят мелкозернистым абразивным кругом, по плоскостям, образующим основной рабочий режущий угол методами:
- по передней плоскости;
- затыловка;
- по обеим плоскостям.
В случае комбинированного варианта восстановления кромки, первым затачивают передний угол. В этом случае диск может в процессе работы перезатачиваться 25 – 30 раз.
Снятие тонкого слоя с тыльной стороны зуба приводит к более быстрому уменьшению диаметра диска и износа пилы.
В домашних условиях можно делать заточку дисковой пилы своими руками. Достаточно использовать оселок, чтобы поправить инструмент с победитовыми напайками. В случае большого объема работы, делается приспособление из болгарки или фрезера.
Заточка дисковых пил с твердосплавными вставками требует большего усилия и проводится на специальных станках и устройством с абразивным кругом.
Ручной способ
Ручной способ заточки на плоском шлифовальном круге.
- Закрепить неподвижно болгарку с кругом.
- Сделать опору под диск. Ее плоскость должна быть на одном уровне с осью заточного круга.
- Подвести сторону зуба до соприкосновения его по всей площади затачиваемой плоскости.
- Установить на столе-опоре 2 фиксатора справа и слева. Они помогут выставлять затачиваемую плоскость быстро, без подгонки каждого зуба.
- Упереть впадину в левый фиксатор и проворачивать до упора в правый после каждого поворота диска на один шаг.
Снимать надо с режущей пластины за одну заточку 0,12–0,15 мм.
Чтобы затачивать дисковую пилу по тыльной плоскости, ее следует развернуть и изменить положение фиксаторов.
Болгарка для заточки дисковой пилы
Использование станков
При массовом производстве необходимо регулярно затачивать диски для циркуляционной пилы. Для этого в цехе имеются специальные станки с кругами. На каждом из них приспособление, выставляющее зуб относительно круга под нужным углом и позволяющее инструменту перемещаться поступательно.
В специальном автоматически работающем оборудовании диск совершает только вращательное движение на размер заданного шага. Вращающийся абразивный круг подъезжает после каждого поворота и шлифует очередную плоскость.
Заточить твердосплавный диск можно вручную, оселком, но эффект будет слабым. Без специальных устройств невозможно выдержать угол и снять равномерный слой со всех плоскостей.
Необходимость заточки пилы
Для начала следует определиться – нужно ли выполнять заточку или нет. Существует несколько явных признаков, указывающих на актуальность выполнения этой процедуры. Если их проигнорировать, то в дальнейшем диск может стать неремонтопригодным и послужит причиной выхода из строя дорого станка.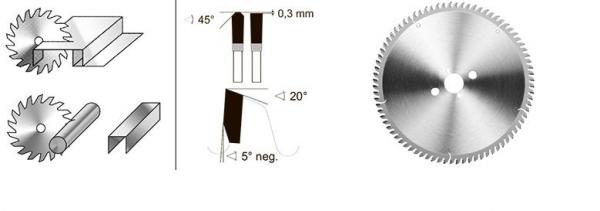
Преимущество использования пильного диска с напайками заключается в увеличении срока эксплуатации. Также он предназначен для обработки твердых пород дерева. Наплавки изготавливаются из стали 9ХФ, 50 ХВА, 65Г и аналогичных им составов. Они отличаются высокой твердостью, но при этом при значительной эксплуатации возрастет вероятность их поломки.
Своевременная заточка дисковых пил станком своими руками выполняется при следующих явных признаках:
- повышение нагрузки на двигатель. Причиной этому является ухудшение заточки и как следствие — силовому агрегату необходимо больше мощности для разрезания древесины. Если в конструкции двигателя не предусмотрены защитные реле – возможен выход его из строя;
- ухудшение качества распила. Первым признаком является увеличение ширины реза, а также образование сколов и неровностей по его краям;
- увеличение времени обработки заготовки. Для формирования реза требуется больше времени, чем обычно.
Лучшим способом является периодическая проверка состояния диска с напайками по дереву. Для этого потребуется временно оставить станок и демонтировать режущий инструмент. Если его геометрические параметры не совпадают с изначальными – необходима заточка.
Для этого потребуется временно оставить станок и демонтировать режущий инструмент. Если его геометрические параметры не совпадают с изначальными – необходима заточка.
Как узнать что пора заточить диск
Режущие диски для обработки древесины и древесных материалов с течением времени истираются и изнашиваются, что способствует снижению их производительности. Чтобы восстановить эффективность режущего инструмента, понадобится произвести заточку зубьев. Узнать о том, что надо произвести заточку зубьев на диске, можно последующим факторам:
- Чтобы разрезать древесину, необходимо приложить усилия прижима инструмента к распиливаемой заготовке
- Наблюдается возникновение дыма, поступающего из-под защитного кожуха
- Происходит чрезмерный нагрев защитного кожуха
- Возникают признаки запаха гари. Это означает, что зубья не пилят древесину, а режут ее
Эксплуатация неисправной насадки на электроинструменте приводит к тому, что снижается производительность выполнения работ, а также повышается вероятность скорейшего выхода из строя электроинструмента и самой насадки.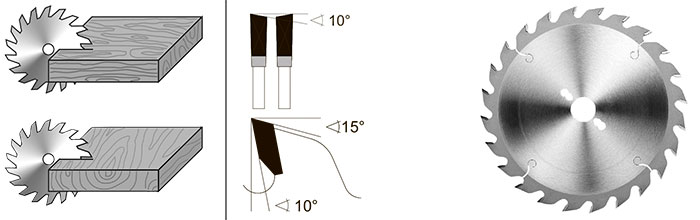 Снижение производительности способствует повышению нагрузки на электродвигатель, который в итоге начинает перегреваться, и выходит из строя.
Снижение производительности способствует повышению нагрузки на электродвигатель, который в итоге начинает перегреваться, и выходит из строя.
Это интересно!Работать затупленным диском нерационально, так как помимо повышения нагрузки на электроинструмент, увеличивается время работы по распиливанию заготовок.
Классификация дисковых пил
Для получения чистого распила необходимо, чтобы заточка дисков для циркулярной пилы была выполнена правильно. Инструменты подразделяются на несколько групп:
- Цельнометаллические.
- Рабочая зона диска имеет твёрдое напыление.
- На зубья пилы напаяны твердосплавные пластины.
Если диск работает с твёрдой древесиной, он должен иметь специальные технологические пазы. Их отсутствие приводит к перегреву полотна, металл начнёт расширяться, произойдёт деформация режущего инструмента. Появится опасная вибрация, пострадает качество распила.
Их отсутствие приводит к перегреву полотна, металл начнёт расширяться, произойдёт деформация режущего инструмента. Появится опасная вибрация, пострадает качество распила.
https://youtube.com/watch?v=Z4pivLmhAkY
Разновидности режущих поверхностей
Чтобы повысить эффективность работы, инженеры разработали несколько видов зубьев, отличающихся своей формой и углом заточки:
- Прямой. Применяется для проведения быстрого распила с невысоким качеством. Его нельзя использовать для расшивки твёрдой древесины и особо тонких операций.
- Скошенная форма. Этими зубьями легко нарезать композитные материалы. Распил двустороннего ламинированного ДСП выполняется без сколов. Твёрдые заготовки легко режутся зубьями, у которых задняя поверхность имеет скошенный вид. Однако они слишком быстро тупятся. Чтобы этого не происходило, чередуется наклон зубьев.
- Трапециевидный. Основным преимуществом этого метода считается медленное затупление. Он работает в комплексе с прямыми зубьями.
 Трапеция расположена над основным элементом. Она выполняет «черновую» работу, облегчая обработку прямой кромке.
Трапеция расположена над основным элементом. Она выполняет «черновую» работу, облегчая обработку прямой кромке. - Конический. Полотна, имеющие такую форму зуба, считаются вспомогательными. Они предназначены для получения предварительных надрезов, предотвращают образование сколов. Такие диски не являются самостоятельным инструментом.
Правильный угол заточки
Циркулярные пилы имеют зубья с двумя углами:
- Задним.
- Передним.
Величина угла зависит от вида обрабатываемого материала, назначения работающего оборудования и направления пиления. Например, для получения продольного реза, передние углы делают в пределах 15—25 градусов. Для поперечного распила передний угол будет находиться в диапазоне 5—10 градусов. Угол в 15 градусов подходит для обработки любого материала в нужном направлении. Величина угла зависит от твёрдости обрабатываемой заготовки. Чем тверже материал, тем нужно острее наточить зубья.
Как-точить победитовые диски. Как сделать станок и заточить диск циркулярной пилы инструкция с подробным описанием
Знаете ли Вы, что…
Дисковая пила — стальной диск с нанесенными на его окружности зубьями, которые могут представлять собой как напайки из твердого сплава так и непосредственно вырезаны (нарезаны) из самого корпуса дисковой пилы.
Заточку и доводку зубьев дисковых пил с твердосплавными напайками выполняют абразивными (карборундовыми) или алмазными кругами, а также комбинированно: предварительную (грубую) заточку выполняют абразивными кругами, а чистовую заточку и доводку — алмазными. Для экономии твердого сплава и шлифовальных кругов основную заточку следует вести за счет длины пластинки — по задней грани, а вспомогательную — по передней. Заточка по задней грани состоит из заточки по стальной части зуба под углом α+6°; чистовой заточки по пластинке твердого сплава под углом α+2°; доводки части пластинки, прилегающей к лезвию под углом α. Заточка по передней грани (при необходимости) состоит из предварительной заточки по всей грани под углом γ1 напайки пластинки на зуб и окончательной — по передней грани под углом γ (при чистовой заточке и доводке). Заточку и доводку необходимо вести при непрерывном охлаждении. Для алмазных кругов на бакелитовой связке допускается работа без охлаждения.
Заточка по передней грани (при необходимости) состоит из предварительной заточки по всей грани под углом γ1 напайки пластинки на зуб и окончательной — по передней грани под углом γ (при чистовой заточке и доводке). Заточку и доводку необходимо вести при непрерывном охлаждении. Для алмазных кругов на бакелитовой связке допускается работа без охлаждения.
Алмазная заточка и доводка в 2…3 раза повышает стойкость инструмента и в 1,5…2 раза снижают расход твердых сплавов. Основные правила: заточка производится только на пластинке твердого сплава (под углом α+2°), максимальный припуск на заточку — не более 0,2 мм; доводка выполняется только по фаске (под углом α), припуск должен быть не более 0,05 мм.
На современных заточных станках, использующих комбинированный алмазный абразивный инструмент (две фракции зерен), заточка производится с непрерывным охлаждением за один проход при снятии припуска до 0,25 мм. Разработаны также твердосплавные пилы, в которых используются неперетачиваемые пластинки с двусторонней заточкой.
Оформление задней поверхности (затылка) зуба. Если у фрезы задняя грань зуба плоская и заточка производится по этой задней грани параллельными слоями, то по мере износа зуба его задний угол α уменьшается и при достаточно большом числе переточек может стать недопустимо малым. Можно затачивать зуб по плоскости задней грани, сохраняя величину заднего угла. Но это приведет к уменьшению угла заточки β с потерей точности резца. Для обеспечения постоянства α заднюю грань затачивают по одной из трех кривых: по архимедовой спирали, по логарифмической спирали, по дуге окружности, проведенной из смещенного центра.
Для обеспечения нормальных условий работы тех участков контура лезвия зуба, которые лежат в плоскости вращения фрезы или близки к ней, создают угол бокового зазора посредством косой боковой обточки затылка зуба (тангенциальным поднутрением на 2…3° либо радиальным поднутрением на 0°3″…1°), как у зубьев строгальной пилы.
Заточка пил по дереву: заточка пилы по МДФ, заточка пилы по ДСП. Заточка пил по композитным материалам: заточка пилы по пластику, заточка пилы по ламинату. Заточка пил по металлу: заточка пилы по алюминию, заточка пилы по стали. Заточка алмазных пил.
Вне зависимости от используемого инструмента в работе, он всегда подлежит износу, но в некоторых случаях возможна временная реставрация. Так заточка дисковой пилы своими руками – это естественный процесс, который может выполнить любой желающий.
Взгляд изнутри на дисковую пилу
Сам диск изготавливается из весьма прочных сплавов 50ХФА, 9ХФ и 65Г, а иностранные компании используют свои варианты с похожими свойствами. Материал обладает повышенной надежность и жесткостью, благодаря чему казусы случаются крайне редко.
Но рабочая часть (режущие пластины) обычно изготавливается на основе вольфрама, карбида и кобальта, благодаря чему получается добиться высоких прочностных показателей. Характеристики сплавов формируются еще на начальном этапе, т. к. зависят не только от пропорции, но и от зернистости карбидной фазы (при понижении зернистости повышается прочность).
к. зависят не только от пропорции, но и от зернистости карбидной фазы (при понижении зернистости повышается прочность).
Режущие пластины припаиваются к диску посредством высоких температур, а в качестве припоя используется серебряный (оптимально) либо медно-цинковый (хуже). Для сезонной домашней работы идеально подходит медно-цинковый вариант, тогда как на пилорамы и в профессиональные цеха нужны более качественные серебряные аналоги.
Теперь нужно внимательно рассмотреть 1 зуб дисковой пилы (рис. 1). Весьма непривычным окажется тот факт, что тут 4 рабочие зоны:
Рисунок 1. Схема устройства зуба дисковой пилы.
- А. Передняя;
- Б. Задняя;
- В. 2 вспомогательные.
Данные зоны пересекаются между собой, благодаря чему образуется 3 режущие кромки:
- 1. Основная;
- 2 и 3. Вспомогательные.
Именно благодаря настолько сложной системе происходит качественный распил без погрешностей и нюансов. К тому же существует еще 4 вида таких зубьев:
- Прямой.
 Продольный быстрый распил, где можно немного пожертвовать качеством.
Продольный быстрый распил, где можно немного пожертвовать качеством. - Скошенный. Основной вариант, который позволяет работать с большинством материалов во всех направлениях (продольное и поперечное). Скошенность бывает влево и вправо, причем чаще всего на пилах оба варианта чередуются, благодаря чему повышается качество. При большом скосе можно использовать в качестве подрезных, т.к. они не дают сколов.
- Трапециевидный. Медленно тупятся, но прекрасно показывают себя в работе. Нередко используются в комбинации с прямым, благодаря чему удается достичь максимально точного эффекта. Трапециевидный возвышается над прямым, поэтому совершает черновую работу, а прямой в свою очередь проделывает чистовую.
- Конический. Такие пилы используются в качестве вспомогательных, чтобы не пустить при распиловке нижних слоев ламината сколы, а также для поперечного пиления.
Как нужно затачивать инструмент?
Основной износ происходит у верхней режущей кромки и передней грани, поэтому именно на них направляется основная деятельность при затачивании. Но не стоит забывать и про боковые грани, т.к. при работе с массивными заготовками они тоже получаются свою немалую нагрузку.
Но не стоит забывать и про боковые грани, т.к. при работе с массивными заготовками они тоже получаются свою немалую нагрузку.
При работе не стоит допускать затупление более 0,2 мм, т.к. в противном случае на затачивание будет уходить гораздо больше времени и сил. Данный фактор определяется визуально по пропилу либо по самому зубу.
Затачивание зуба должно производиться по 2-м плоскостям – передняя и задняя, что существенно продлит сроки эксплуатации. Заточка лишь передней части сократит эти сроки минимум в 2 раза. Перед началом работы металл очищается от всех сторонних материалов, а потом и обезжиривается.
Для работы используются всего 2 типа кругов:
- CBN (эльбор) служит для заточки быстрорежущей стали с повышенным коэффициентом прочности;
- PCD (алмазные и кремниевые) служат для затачивания твердых сплавов. При длительной работе требуют охлаждение СОЖ (воду использовать нельзя), т.к. при достижении 900 С алмаз сгорает.
При затачивании зуб располагается идеально встык к рабочей поверхности, в противном случае можно потерять весь диск, либо не добиться желаемого результата.
Специальные станки оборудованы всем необходимым, чтобы обеспечить комфортную деятельность, поэтому на них допустить ошибку почти невозможно, тогда как в кустарных условиях придется проявить небольшую изобретательность. Потребуются следующие инструменты и материалы:
- подставка;
- электродвигатель;
- насадка-переходник;
- сталь листовая;
- болгарка;
- винты.
Для начала потребуется небольшой электродвигатель, который качественно фиксируется к поверхности на высоте 5 см или выше. На вал надевается переходник для заточных дисков, после чего основная конструкция готова.
Но в руках держать затачиваемые предметы неудобно, поэтому для них на 3 см ниже вала формируется еще 1 плоскость из листовой стали в отдалении 2 см. В ней делаются 3 продольные прорези с шагом 1 см и диаметром 0,3 см, в которые будут вкручиваться фиксирующие винты.
В качестве панели для фиксации можно придумать много чего, вплоть до каркаса из арматуры под каждый отдельный диаметр. Важен итог – строго перпендикулярное положение, которое позволяет воздействовать на всю эксплуатируемую кромку.
Заточка зубьев на бензопиле и у ножовок производится аналогичным образом, но в последнем случае можно воспользоваться заточными камнями, т.к. материал весьма податлив, а небольшая погрешность в результате даст весьма незаметный эффект. При затачивании подобных пил нередко возникает другое осложнение – зубцы отгибаются, из-за чего в будущем эксплуатация сильно затрудняется.
Подведение итогов
Несмотря на множество нюансов, заточка дисковых пил осуществляется достаточно просто и быстро. Важно осуществлять этот процесс с большой точностью, благодаря чему добиться итогового результата можно будет в предельно сжатые сроки.
При отсутствии профессионального инструмента для заточки пилы под рукой можно его соорудить из подручных материалов.

Для полной сборки обычно уходит до 3 часов, а сроки эксплуатации ограничиваются лишь возможностями самого электродвигателя.
Циркулярная (дисковая) пила – незаменимый инструмент, без которого не обойтись при проведении ремонтных работ, строительстве деревообработке или заготовке дров.
От качества её заточки напрямую зависят качество и точность распилов и срок службы пилы.
Для заточки пилы потребуются:
Напильник, тиски, деревянный брусок, маркер, некоторое время и хорошее настроение:)
Настроение ещё больше поднимется, когда вы почувствуете разницу между работой с тупой и с хорошо наточенной пилой.
- Поддержание пилы в наточенном состоянии особенно важно для маломощных циркулярных пил. Тупой диск увеличивает нагрузку на электродвигатель, который, перегревшись, может выйти из строя.
- признаки износа пилы, являющиеся сигналом к тому, что ее требуется заточить:
– необходимо прикладывать большее усилие при пилении;
– подгорают края пропила, появляется запах гари и темные следы на матениале от зубьев пилы;
– повышенный нагрев электродвигателя (может появиться дым).
- Перед заточкой зубья пилы обязательно разводят. Разводка зубцов производится или специальной “разводкой” с ограничителем, или металлической пластиной с прорезями.
- Заточку дисковой пилы производят сначала с задней поверхности зуба, которая при работе не соприкасается с обрабатываемым материалом. Затем затачивают переднюю поверхность, которая при пилении набегает на материал. Точить диск можно прямо в станке, а можно и вынуть его для заточки в тисках.
- При заточке в станке убедитесь что станок обесточен и случайно не запустится. Зафиксируйте диск, подложив с обеих его сторон тонкие деревянные бруски и прижав их к зубьям пилы.
- Пометьте маркером (фломастером) зуб, с которого начали заточку. Затачивая первый зуб, запомните количество движений напильником и старайтесь остальные зубья точить с таким же усилием и тем же количеством движений.
- Если же вы решили снять диск со станка, зажмите его в тисках с помощью деревянных плашек и проделайте описанные в пп 3-6 шаги.
 По мере заточки зубьев проворачивайте диск в тисках.
По мере заточки зубьев проворачивайте диск в тисках. - По окончании заточки всех зубьев вставьте диск в станок, включите его в сеть и распилите пробный деревянный брусок. Сильный шум, биение или неровная подача материала свидетельствуют о разности зубьев пилы по высоте. Для проверки этого, к режущей кромке поднесите маркер, а затем проверните диск на полный оборот в сторону, обратную направлению вращения. Осмотрите диск. На каждом зубе останется отметина, которая позволяет выявить зубья, отличающиеся от других по высоте. Аккуратно уменьшите напильником высоту выступающих зубьев.
- Конечно, лучшее качество заточки достигается на специальных точильных станках, но они не всегда могут быть доступны мастеру в домашних условиях.
Видео :
Те, кто работает с деревом, знают, насколько важны дисковые пилы. Этот инструмент всегда должен работать исправно и быть в полном порядке. Известно, что любые колюще-режущие инструменты имеют способность затупляться. Дисковые пилы по дереву не исключение. Их заточка требует особого внимания. При появлении первых признаков того, что пила начинает плохо функционировать, следует приступить к заточке, так как в дальнейшем инструмент начнет тупиться еще больше.
Их заточка требует особого внимания. При появлении первых признаков того, что пила начинает плохо функционировать, следует приступить к заточке, так как в дальнейшем инструмент начнет тупиться еще больше.
Заточка дисковой пилы осуществляется разными способами: напильником, на станке, в тисках и на весу.
Дисковые пилы по дереву, заточка которых периодически необходима, особенно важны при обустройстве загородного дома из дерева. Дисковые пилы еще называют циркулярными. Данный инструмент важен тем, что он способен с высокой точностью произвести распил деревянных деталей.
Так можно ли сделать заточку самому? Да, самостоятельная заточка возможна. Своевременная заточка дисковых пил по дереву позволит не только иметь под рукой острый рабочий инструмент, но и увеличить срок его эксплуатации. В особенности нужно следить за состоянием дисковых пил, чья мощность относительно невысока, так как плохо заточенная пила начинает перегреваться. А перегрев может полностью вывести рабочий инструмент из строя.
Признаки ухудшения остроты пил
При появлении нижеописанных признаков следует немедленно произвести заточку дисковой пилы:
- Заметное повышение температуры предохранительного кожуха на моторе пилы.
- Для распила требуются повышенные физические усилия.
- Возможное временное появление дыма из мотора.
- Появление запаха гари.
- Появление темных пятен на краях пилы (нагар).
- Деревянный брус двигается не плавно, а скачками по станку.
- Во время работы слышен подозрительный шум.
- Наблюдается искривление зубьев циркулярной пилы.
Требования к работам
Существует также ряд требований к работе, соблюдение которых необходимо для безопасности и качественной заточки инструмента. При заточке диск нужно устанавливать таким образом, чтобы все зубья были отчетливо видны. Лишь в этом случае может быть гарантирована качественная заточка. Диск во время заточки должен оставаться в одном и том же положении. Он должен прилегать к удерживающим брускам или тискам очень плотно.
Он должен прилегать к удерживающим брускам или тискам очень плотно.
В целом заточка диска должна производиться на станке. Однако иногда рекомендуется снимать диск и закреплять его в тисках. Во время отгиба зубьев нужно плотно закрепить диск в тисках и пользоваться плоскогубцами. Угол наклона каждого зубца нужно все время контролировать. Если не соблюдать угол наклона, то КПД последующей работы инструмента будет приближен к нулю. Перед тем как начать отгибать зубья, нужно сделать соответствующие заметки по их первоначальному положению.
Правила заточки:
- В первую очередь нужно следить за тем, чтобы съем металла происходил равномерно по профилю зубьев пилы.
- Нельзя ни в коем случае прижимать диск к точильному кругу, так как это может привести к накалу и разогреву материала, что приводит к деформациям.
- Профиль и высота зубьев после заточки должны сохраняться.
- При заточке также весьма важно пользоваться охлаждающей жидкостью.
- Нельзя, чтобы при заточке образовывались заусенцы.

- Что касается граней заточки, то в теории существует правило: нужно затачивать либо переднюю сторону зубьев, либо переднюю и заднюю. Однако очень часто опытные мастера затачивают именно с задней стороны, так как считают, что это намного удобнее.
Правила разводки зубьев
Перед тем как начать заточку циркулярной пилы, нужно знать, что для этого потребуется разводка зубьев. Зубья должны поочередно отгибаться в сторону и затачиваться. Однако следует учитывать то, что отгиб каждого из зубьев должен производиться на одно и то же расстояние. Для того чтобы это сделать, используется специальный инструмент – разводка. При помощи этого инструмента каждый зуб отводится приблизительно на середине его высоты.
Если выполнить разводку верно, то получится ширина пропила толще полотна дисковой пилы. Правильная заточка предполагает, чтобы сам диск не касался материала распила, а лишь зубья слой за слоем снимали поверхность дерева. Поэтому чем шире будет разводка зубьев, тем более объемным будет пропил и тем меньше будет вероятность того, что произойдет заклинивание. Однако добиться такого эффекта крайне сложно. Многие начинают разводить зубья при помощи ключа, однако такой метод совершенно не подходит для дорогостоящих качественных пил. Поэтому пользоваться нужно исключительно тем инструментом, который для этого предназначен.
Однако добиться такого эффекта крайне сложно. Многие начинают разводить зубья при помощи ключа, однако такой метод совершенно не подходит для дорогостоящих качественных пил. Поэтому пользоваться нужно исключительно тем инструментом, который для этого предназначен.
Особого внимания при заточке пилы заслуживает также тип дерева, который будет распиливаться. Для более мягких пород дерева требуется более широкая разводка,чтобы распил был гладким и не имел шероховатостей и неровностей. Наиболее оптимальным отклонением зубьев является 5-10 мм в одну из сторон. Разводку нужно выполнить еще до начала заточки, так как в противном случае зубья могут быть деформированы и пила придет в негодность.
Всего существует 3 основных вида разводки:
- Зачищающая – при такой разводке каждый третий зуб остается в своем первоначальном положении. Данный вид подходит для тех случаев, когда требуется распилить особенно твердые породы дерева.
- Классическая – поочередно зубья отгибаются влево и вправо.

- Волнистая – при такой разводке каждый зубец имеет свое положение, в результате которого образуется волна из зубьев. Данный метод является одним из самых эффективных, однако и самым сложным. Опытные мастера оставляют расстояние в 0,3-0,7 мм при таком методе.
Используемые для заточки материалы и инструменты
Итак, для работ могут понадобиться:
- 2 бруска;
- точило;
- тиски;
- разводка;
- напильник.
Заточка дисковой пилы: классический метод
Существует несколько различных методик по заточке дисковых пил, однако нижеследующая методика является классической. Затачивать начинают с задней поверхности. Передняя часть, которая при работе набегает на материал, остается в неизменном положении.
Для того чтобы начать затачивать диск, можно оставить диск прямо в станке либо вынуть из станка и закрепить в тиски. При первом методе обязательно нужно обесточить станок, вынув шнур из розетки. Чтобы закрепить диск в одном положении, используются 2 бруска, которые фиксируют его как клинья. Бруски нужно плотно прижать к зубьям, чтобы избежать их движения. Тот зубец, с которого начинается заточка, нужно отметить при помощи фломастера на боковой стороне.
Бруски нужно плотно прижать к зубьям, чтобы избежать их движения. Тот зубец, с которого начинается заточка, нужно отметить при помощи фломастера на боковой стороне.
Затачивая первый зубец, нужно запомнить количество сделанных движений точильным кругом или другим инструментом.
Все последующие зубья нужно точить с той же интенсивностью и количеством движений.
При работе в тисках принцип действия тот же. Некоторые более опытные мастера выполняют заточку на весу, однако для этого нужно иметь большой опыт. После полной заточки диск вставляется обратно в станок. Далее нужно распилить какой-нибудь ненужный деревянный брусок, одновременно следя за работой пилы. Нужно обратить внимание на то, нет ли посторонних шумов и неровного движения бруса. Если наблюдается посторонний шум или скрип, необходимо взять фломастер и плотно зафиксировать его возле пилы. Затем медленно поворачивать диск. В итоге будет видно, где высота зубьев больше или меньше остальных.
Другие методы заточки
- Полнопрофильная – является наиболее точной и качественной, так как выполняется на профессиональном точильном станке. Специальный круг, который подбирается по размерам, проходит за один раз всю межзубовую впадину вместе с поверхностью соседнего зубца. При такой заточке исключены деформации зубьев. Единственным минусом такого способа является то, что для разнопрофильных пил требуются различные круги.
- Заточка граней зубьев – удобство данного метода заключается в том, что заточку можно выполнять как профессионально, так и в домашних условиях. Если работы выполняются на станке, то нужно приобрести специальные круги для разных дисков. Однако все же лучше выполнять работы в домашних условиях, так как обычно объем работы небольшой и выполнить его можно, пользуясь обычным надфилем. Для качественной заточки достаточно сделать 4-5 движений надфилем – и зубец будет острым.
Во время работ необходимо использовать защитные очки. При натачивании нужно снимать только такое количество металла, которое необходимо для полного удаления трещин и деформаций. Диск при затачивании должен оставаться все время в одном положении относительно станка.
Диск при затачивании должен оставаться все время в одном положении относительно станка.
При длительном отсутствии заточки необходимо снять больше материала. Форма всех зубьев должна быть абсолютно одинаковой, равно как и высота. Все оставшиеся заусенцы должны быть полностью удалены.
Заточка и поддержание формы дисковых пил с максимальной точностью
- Главная
- Решения
- Экспертиза
- Ноу-хау – дисковые пилы
Профессиональный уход и техническое обслуживание являются ключом к эффективному и продуктивному использованию дисковых пил из твердого сплава или быстрорежущей стали. При правильной технике заточки и оборудовании это не проблема.
При правильной технике заточки и оборудовании это не проблема.
Обычно поверхности зубьев дисковых пил затачивают прямо; однако иногда их затачивают и под углом.
Обработка поверхностей зубьев также включает шлифование полых поверхностей. Это осуществляется с помощью шлифовальной головки на высокой скорости. Однако этот метод не может быть использован для каждого диска циркулярной пилы. Должно быть определенное пространство для стружки, чтобы можно было заточить поверхность зуба с помощью периферийного шлифования. В частности, необходимо следить за тем, чтобы точка заточки располагалась точно посередине диаметра пильного диска и ширины пропила.
С правильными шлифовальными станками для обработки поверхностей и вершин зубьев вы можете добиться идеальных результатов заточки!
/// 1. Поверхность зуба /// 2. Негативная поверхность зуба /// 3. Вогнутая поверхность зуба (полая поверхность) /// Заточка поверхности зуба с помощью торцевого шлифования /// Зубья различной геометрии для обработки поверхности зуба 1. Плоские /// 2. Односторонние под углом вправо /// 3. Односторонние под углом влево
/// Различные геометрии зубьев для обработки торца зуба 4. Переменный угол /// 5. Групповое зубчатое зацепление, плоское, односторонний наклон вправо, односторонний наклон влево /// 6. Вогнутая поверхность зуба (полая поверхность)
/// Полое торцевое шлифование в процессе периферийного шлифования
Плоские /// 2. Односторонние под углом вправо /// 3. Односторонние под углом влево
/// Различные геометрии зубьев для обработки торца зуба 4. Переменный угол /// 5. Групповое зубчатое зацепление, плоское, односторонний наклон вправо, односторонний наклон влево /// 6. Вогнутая поверхность зуба (полая поверхность)
/// Полое торцевое шлифование в процессе периферийного шлифованияЗаточка вершины зуба может выполняться более разнообразными способами, чем заточка поверхности зуба. Геометрия может быть прямой или почти круглой, в зависимости от области применения дисковой пилы с твердосплавным наконечником. Вершина зуба затачивается торцовым или периферийным шлифованием.
Заточка методом торцевого шлифования особенно экономит время. Используя этот метод, шлифовальный круг нужно просто повернуть на определенный угол, чтобы получить широкий диапазон форм зубьев (таких как трапециевидные, сводчатые и т. д.).
Какая бы геометрия вам ни требовалась, подходящее оборудование удовлетворит любые требования.
Стороны зубьев пилы отшлифованы до конической формы в направлении резания и подачи, чтобы предотвратить вдавливание режущих кромок в материал. Точность сторон зуба значительно влияет на качество поверхности. Заточка выполняется один раз при изготовлении диска циркулярной пилы методом торцевого или периферийного шлифования.
Корпус дисковых пил с твердосплавными напайками состоит из предварительно натянутой инструментальной стали. Сырьевая пила имеет зубчатый карман, на который нельзя точно припаять режущие пластины из карбида. Пайка происходит в процессе производства на автоматическом оборудовании. Однако при сервисных работах она выполняется вручную с помощью машин, так как это предполагает лишь замену отдельных сломанных режущих кромок. В качестве припоя используется серебро или сэндвич-сплав.
Оборудование для резистивной пайки чаще всего используется при ремонте дисковых пил.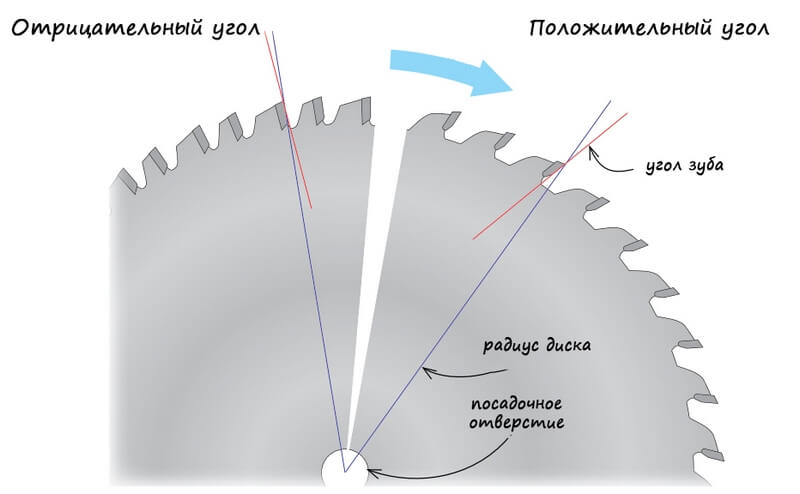 Дефектные зубы также могут быть удалены с помощью этого оборудования.
Дефектные зубы также могут быть удалены с помощью этого оборудования.
Как заменить твердосплавные насадки
Что потребуется для замены твердосплавных насадок и насадок для измельчения пней:- Факел или другой метод нагрева, температура которого достигает примерно 1500°F
- Черный флюс – должен быть флюсом для пайки, а не флюсом для припоя
- Новые предварительно луженые твердосплавные наконечники (наконечник с уже нанесенным припоем)
- Палочка, например старый файл. Керамический стержень лучше, но его сложнее найти.
1. Удаление старых твердосплавных наконечников
Вы нагреваете старый твердосплавный зуб с помощью горелки, а затем стряхиваете или выталкиваете старый зуб. Старый карбидный зуб обычно не отваливается сам по себе. Ребята, для замены лезвия пилы используйте резкое, резкое движение, чтобы выбить старый зуб. Ниже есть видео по снятию старой твердосплавной насадки.
Ниже есть видео по снятию старой твердосплавной насадки.
2. Подготовка к установке новых твердосплавных наконечников
Если вы заменяете твердосплавные зубья, все, что вам нужно сделать, это поставить новый зуб, припоем вниз, на то же место, где был старый зуб. Новый припой будет хорошо смешиваться со старым припоем.
Если вы впервые устанавливаете зубья измельчителя пней на измельчитель пней, вам необходимо убедиться, что сталь не содержит окалины или ржавчины, а также масел или смазок. Простое протирание стали может сработать, а может и не сработать. Использование сильнодействующего едкого очистителя и тщательное ополаскивание — гораздо лучший способ очистки стали для пайки.
3. Использование флюса для пайки
Вам нужен флюс для пайки, а не флюс для пайки. Использование неправильного флюса — проблема номер один при замене твердосплавных зубьев. Пайка происходит при температуре выше 800°F, а пайка происходит при температуре ниже 800°F. Если вы попытаетесь использовать флюс для припоя, он полностью сгорит еще до того, как припой начнет плавиться.
Пайка происходит при температуре выше 800°F, а пайка происходит при температуре ниже 800°F. Если вы попытаетесь использовать флюс для припоя, он полностью сгорит еще до того, как припой начнет плавиться.
Флюс служит в качестве очистителя и предотвращает попадание кислорода в зону пайки. Если кислород попадет в припой, то припой сгорит. Если у вас есть флюс в области соединения, припой расплавится и успешно соединится.
Просто нанесите немного флюса для пайки в место, где вы будете вставлять твердосплавный зуб. Используйте самый тонкий слой, который вы можете получить, покрывая старый припой. Если вы используете слишком много, новый зуб будет иметь тенденцию уплывать. Если вы не используете достаточно, припой сгорит.
4. Установка нового твердосплавного наконечника
Поместите новый твердосплавный наконечник в паз так, чтобы сторона с припоем из золота находилась напротив флюса.
5.
 Нагрев твердосплавного наконечника
Нагрев твердосплавного наконечника Нагрейте карбидный зуб через карбид. Сталь будет расширяться примерно в два или три раза больше, чем карбид, поэтому нагрев через карбид помогает даже это. Если вы получите сталь выше 1500 ° F, сталь станет хрупкой, поэтому вам действительно нужно нагреть карбид.
При нагреве произойдет три вещи:
1. Вода из флюса выкипит
2. Чуть позже флюс превратится в жидкость и растечется
3. В конце концов припой расплавится
Вот почему вам понадобится напильник или напильник
6. Использование напильника
сплав превращается в жидкость, твердосплавный наконечник или зуб измельчителя пней могут плавать и немного смещаться. Используйте палочку, чтобы аккуратно подтолкнуть часть назад, где вы хотите. Не нажимайте на деталь палочкой, иначе вы выдавите припой из соединения.
7. Толщина припоя
Тонкий слой припоя в соединении повышает прочность на растяжение.