Как научиться варить сваркой с нуля: Как научиться варить сварочным инвертором с нуля?
alexxlab | 19.01.2023 | 0 | Разное
электросварка и ручная дуговая для новичков и чайников, основы и азы, правильно работаем с металлом и швами – Сертификация и обучение на Svarka.guru
Многих домашних мастеров интересует, как научиться варить сварочным инвертором с нуля. Особых секретов нет, если взять сварочный инвертор бытового или полупрофессионального класса, сделать это не так сложно. Понадобится лишь терпение, аккуратность и соблюдение рекомендаций опытных сварщиков.
Содержание
- 1 Принцип работы
- 2 Конструкция
- 3 Техника безопасности
- 4 Азы
- 4.1 Полярность
- 4.2 Скорость подачи электродов
- 4.3 Сила тока
- 5 Особенности тонкого металла
- 5.1 Как образуется шов?
- 6 Предварительная подготовка
- 6.1 Средства защиты
- 6.2 Рабочее место
- 6.3 Как выбрать электрод?
- 6.4 Схема подключения инвертора, полярность
- 6.5 Подготовка металла
- 7 Как работать?
- 7.
 1 Розжиг дуги
1 Розжиг дуги - 7.2 Как вести электрод?
- 7.3 Как научиться сваривать металл ровно?
- 7.4 Контроль дугового промежутка
- 7.
Принцип работы
Сварочный инвертор для ручной сварки преобразует напряжение сети (220 или 380 в 50 Гц) в напряжение, подходящее для поддержания электродуги. Это преобразование проходит в три этапа:
- входное напряжение переменного тока выпрямляется;
- этот постоянный ток питает высокочастотный генератор, он создает переменный ток частотой 20-50 тыс. Гц.;
- трансформатор понижает напряжение до 70-90 вольт, ток во рабочей обмотке достигает 100-300А.
Тройное преобразование позволяет сократить габариты и вес устройства в несколько раз по сравнению с обычными сварочными трансформаторами. Кроме того, благодаря автоматической регулировке параметров электронной схемы прибор обеспечивает высокую стабильность тока и напряжения на выходе. На инвертор не влияют скачки напряжения в питающей сети, и сам он не вызывает таких скачков.
В полупрофессиональных и профессиональных моделях устанавливают также системы, облегчающие розжиг дуги и предотвращающие прилипание электрода.
Рабочий ток протекает по цепи, образованной:
- электродный и массовый кабели;
- электрод;
- электродуга в воздушном промежутке;
- заготовка.
Электродный провод подключается к держателю, массовый провод — к зачищенному месту на детали.
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
- корпус;
- панель управления с регулятором силы тока, индикаторами режимов и параметров;
- шасси;
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече;
- электронная схема инверторного преобразователя напряжения;
- вентилятор для охлаждения;
- сетевой кабель;
- сварочные провода.
Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.
Техника безопасностиЧтобы обучение работе сварочным инвертором не закончилось печально, нужно знать, как правильно и безопасно варить инверторной сваркой. Обязательно использовать защитные средства.
Место сварки должно соответствовать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик;
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке;
- устроена вытяжная вентиляция для удаления сварочных газов;
[stextbox id=’alert’]Важно! Категорически недопустимо загромождать рабочую зону, в ней должны находиться только заготовка, оснастка, сварочный аппарат и сварщик.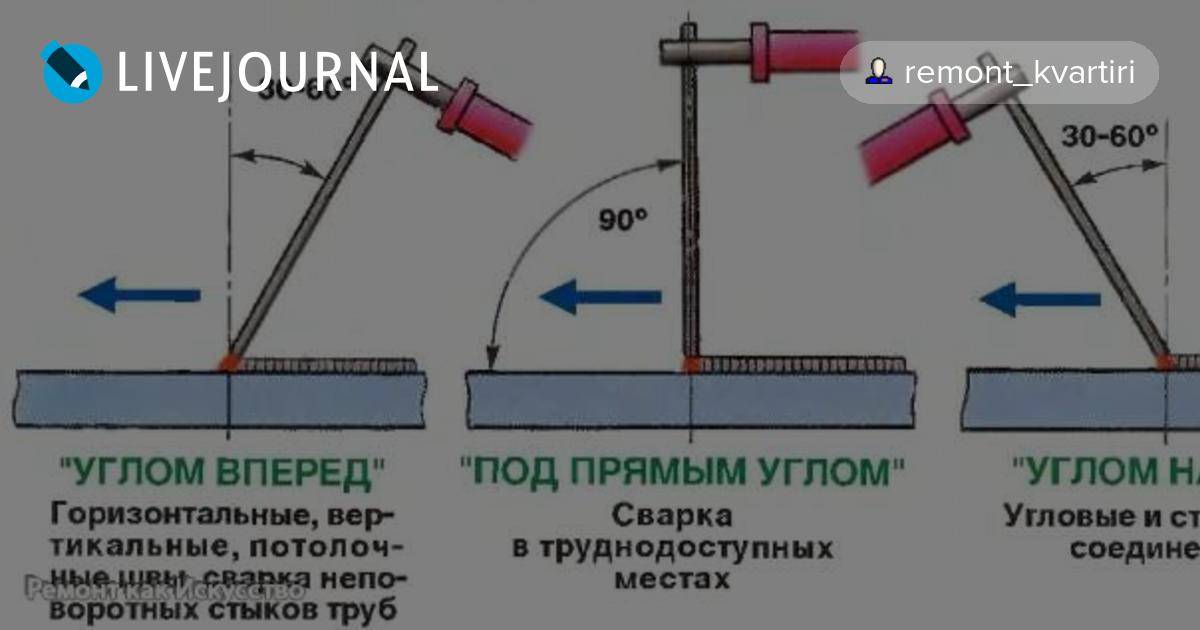 Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки.[/stextbox]
Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки.[/stextbox]
Азы
Сварка инвертором для начинающих на инверторе осваивается существенно легче, чем на морально устаревшем трансформаторе или выпрямителе. Чтобы учиться варить, лучше взять отходы черного металла средней толщины- 2-5 мм, и на первых уроках освоить простые прямые швы в положении «сверху», встык и внахлест.
Когда простые приемы, как варить инвертором, будут освоены и начнут получаться с постоянным качеством, можно переходит к освоению более сложный уроков: заварить вертикальные и наклонные швы, сварка тонких листов, многослойная сварка деталей большой толщины и других.
Полярность
Прямая полярность подразумевает подключение электрода к разъему «-», а заготовки — к «+». Электроны в этом случае движутся от электрода к заготовке. Разогрев металла получается более интенсивным, область расплава – узкая и глубока. Такое подключение используется при работе с заготовками большой толщины, а также для резки металла.
Обратная полярность означает, что «-» подсоединяется через зажим к заготовке, а «+» подключается к электроду. Электроны двигаются от детали к электроду, область расплавления становится мельче и шире. При этом снижается опасность прожигания тонколистовых заготовок
Скорость подачи электродов
Скорость движения электрода выбирается так, чтобы в рабочую зону поступало достаточное количество расплава для формирования шовного материала. Если перемещать электрод слишком быстро, металл не успеет прогреться, шов получится мелким, так называемый «непровар».
Если же скорость будет недостаточной, металл будет перегреваться, повысится расход сварочных материалов и возрастет риск прожога и деформации заготовки малой толщины.
Сила тока
Этот параметр выбирают в зависимости от толщины заготовки и электрода по таблице.
Более сильный ток повышает глубины проплавления металла, при этом электрод можно вести быстрее. При превышении оптимальных значений также возможен перегрев металла и прожог.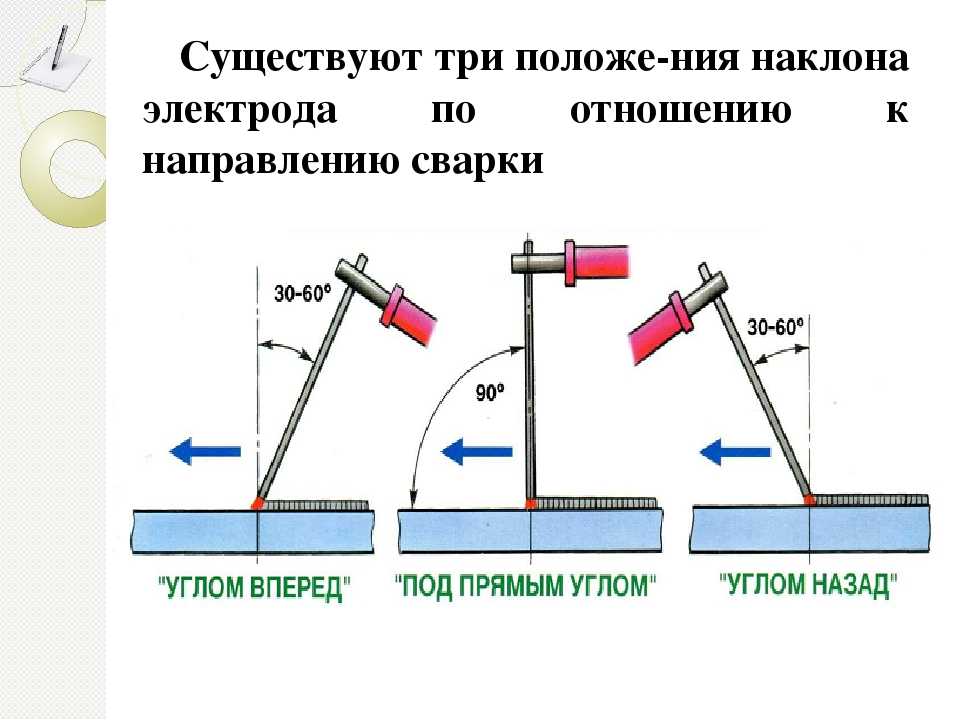
[stextbox id=’info’]На практике точное значение подбирают, учитывая конфигурацию изделия и климатические условия.[/stextbox]
Особенности тонкого металла
Заготовки малой толщины сваривают током обратной полярности, применяя способ ведения электрода углом вперед. Диаметр электродов нужно выбрать поменьше.
Особую осторожность нужно соблюдать при розжиге: в этот момент легко прожечь лист.
На конце шва нельзя резко поднимать электрод – может образоваться кратер. Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой.
Как образуется шов?
Электродуга расплавляет металл на кромках соединяемых заготовок. Область расплава называют сварочной ванной. Сверху в нее поступает расплавленный металл сердечника электрода. При ведении электрода вдоль шва электродуга и сварочная ванна движется вслед за ним, а там, откуда дуга ушла, металл остывает и кристаллизуется.
Предварительная подготовка
Как научиться хорошо варить сваркой Ресанта самому? Прежде всего нужно качественно подготовить рабочее место, материал и оборудование. От качества подготовки напрямую зависит прочность и долговечность шва. Необходимо работать электродами, подходящими по материалу и толщине к свариваемым заготовкам. Таблицы соответствия приводятся в руководствах по сварочному делу.
Средства защиты
Чтобы не пострадать во время электродуговой сварки, следует:
- использовать рабочую одежду из негорючей ткани;
- одежда должна полностью закрывать кожу;
- использовать силковые сварочные перчатки-краги;
- обувь из толстой кожи со усиленной подошвой и стальным подноском должна быть с высоким голенищем, брюки выпущены поверх обуви;
- обязательно использовать маску сварщика с автоматически затемняемым стеклом.
Рабочее место
Рабочее место нужно готовить так, чтобы оно было удобным и безопасным. Заготовки должны быть прочно зафиксированы к рабочему столу. При больших размерах их раскладывают на ровной сухой основе и надежно крепят друг к другу. Должны быть убраны все легковоспламеняемые материалы в радиусе 5 метров, либо следует пользоваться негорючими ширмами.
Заготовки должны быть прочно зафиксированы к рабочему столу. При больших размерах их раскладывают на ровной сухой основе и надежно крепят друг к другу. Должны быть убраны все легковоспламеняемые материалы в радиусе 5 метров, либо следует пользоваться негорючими ширмами.
Как выбрать электрод?
Какой диаметр и материал электрода выбрать, определяют, исходя из материала и толщины заготовки. Рекомендуемые значения приведены в инструкции к инвертору.
Обучение лучше начинать с заготовок из черного металла толщиной 3-5 мм. Электроды подойдут толщиной 2,5-4 мм.
Схема подключения инвертора, полярность
Инвертор подключается к электросети или к бензогенератору.
Полярность подключения выбирается исходя из толщины заготовки. Место крепления зажима массового провода к заготовке нужно обязательно зачистить и обезжирить. Если рабочий столик имеет большую площадь контакта с деталью, массу можно подать на него.
Подготовка металла
Металл обычно покрыт окисным слоем, ржавчиной, остатками старой краски и другими загрязнениями. Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Масложировые пятна удаляют путем обезжиривания — протиркой ветошью, смоченной растворителем, таким, как бензин, уайт-спирит, ацетон. Это обязательное условие, без которого хороший шов не получить.
Как работать?
Несколько рекомендаций, как правильно сваривать металл инвертором для новичков, помогут освоить технологию. Силу тока для начала можно выставить, используя табличные значения. Теперь можно приступать непосредственно к сварке.
Розжиг дуги
Дуговая сварка для опытных и для начинающих начинается с розжига дуги. Дугу разжигают двумя способами:- чиркая электродом по заготовке
- постукивая.
Для начинающих домашних мастеров рекомендуется зажигать дугу методом чиркания. Подводить электрод к заготовке нужно быстро, а отводить- медленно, на расстояние 2-3 мм.
Как вести электрод?
[stextbox=’info’]Чтобы тяжелый кабель не поворачивал держатель при ведении вдоль шва, мастера дают следующий совет: обернуть его вокруг рабочей руки и прижать к боку.[/stextbox]
Вести держатель нужно равномерно, без рывков и остановок, на одном и том же расстоянии между кончиком электрода заготовкой. Нужно учитывать то, что по мере движения вдоль шва стержень выгорает и длина его уменьшается.
Как научиться сваривать металл ровно?
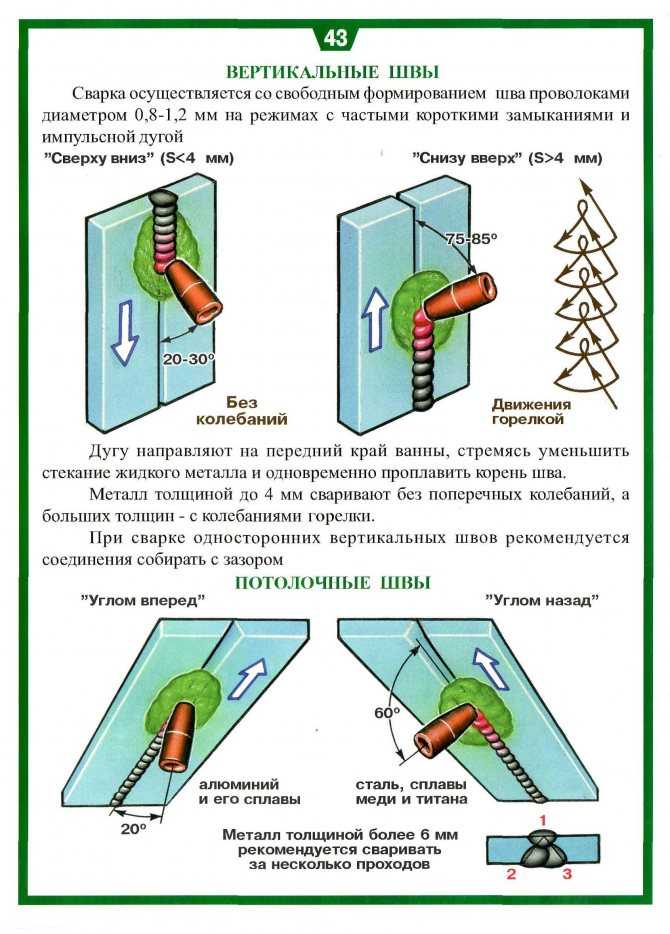
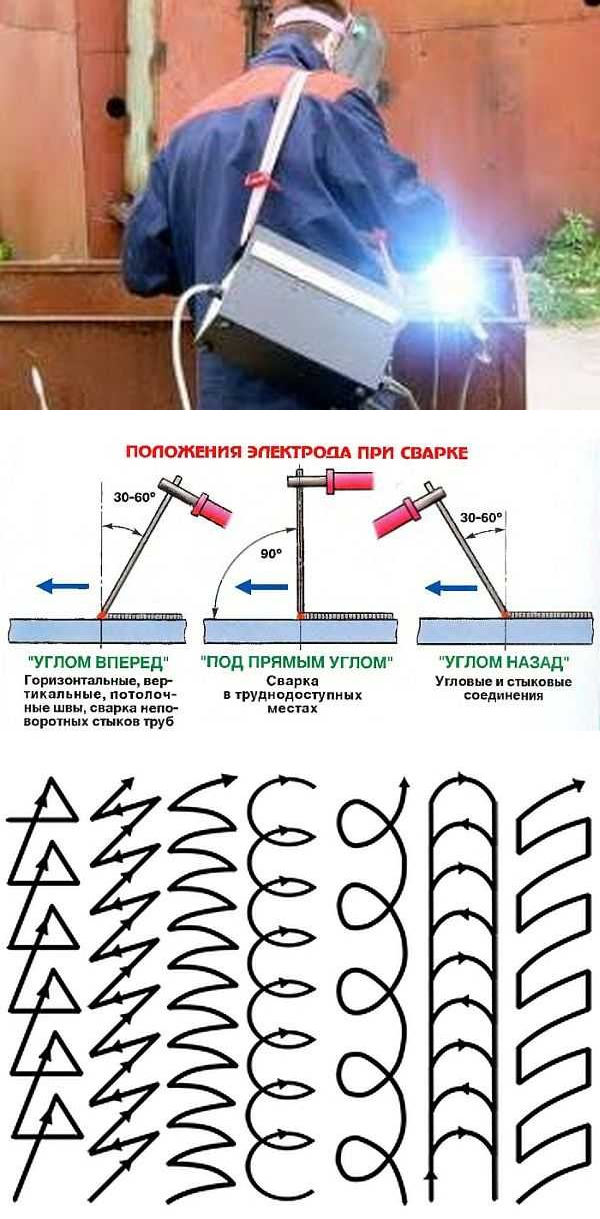
В зависимости от особенностей шва используется несколько техник, определяемых положений электрода относительно заготовки:
- углом вперед (30-40о) подходит для вертикальных и потолочных швов, неповоротных стыков труб;
- прямой угол (90о) удобен для труднодоступных мест и стыков профильного проката;
- углом назад (30-40о).
Сварочный шов для начинающих рекомендуется способ «углом назад».
Контроль дугового промежутка
Очень важен постоянный зазор между кончиком стержня и деталью. Правильно поддерживать его в пределах 2-3 мм. При увеличении зазора возрастает мощность дуги, теряется ее стабильность, расплав начинает разбрызгиваться.
Правильно поддерживать его в пределах 2-3 мм. При увеличении зазора возрастает мощность дуги, теряется ее стабильность, расплав начинает разбрызгиваться.
При уменьшении зазора мощность дуги падает, возрастает риск непровара и залипания электрода.
Для начинающих лучше осваивать электросварку инвертором. Если нет опытного сварщика, который сможет научить всем основам и тонкостям сварного дела, освоить сварку можно и самостоятельно. Толстый самоучитель приобретать необязательно, вполне достаточно данных рекомендаций.
Как научиться варить инвертором с нуля
Способы сварки
Выделяют несколько видов сварки:
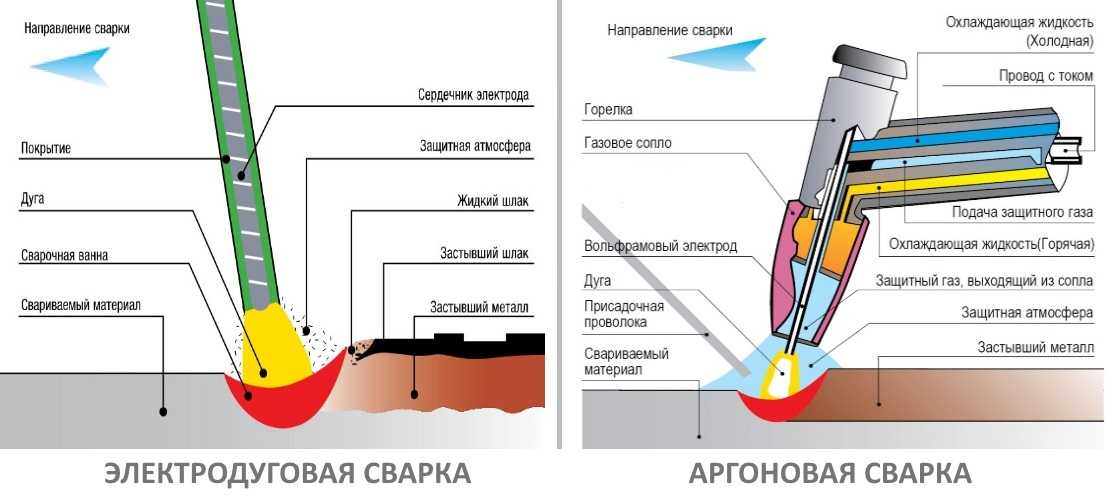
- MMA (или ручная дуговая) – базовый способ, сварка плавящимся или неплавящимся электродом.
 Дуга возникает между кромками заготовок и электродом, способствуя образованию сварочной ванны расплавленного металла, который, затвердевая, образует шов. Требует высокого уровня навыков сварщика. Позволяет работать с относительно небольшим рядом материалов – в основном это чёрные металлы. Обеспечивает относительную мобильность и возможность работы в любой точке при наличии генератора, а также возможность работы в любом положении и в труднодоступных местах.
Дуга возникает между кромками заготовок и электродом, способствуя образованию сварочной ванны расплавленного металла, который, затвердевая, образует шов. Требует высокого уровня навыков сварщика. Позволяет работать с относительно небольшим рядом материалов – в основном это чёрные металлы. Обеспечивает относительную мобильность и возможность работы в любой точке при наличии генератора, а также возможность работы в любом положении и в труднодоступных местах. - TIG (или аргонодуговая) – осуществляется неплавящимся электродом (графитовым либо вольфрамовым) в среде защитных газов. Позволяет работать с тонкими заготовками и почти с любым материалом, в том числе с цветными металлами. Требует высоких расходов на оборудование и создание защитной среды.
- MIG/MAG (или полуавтоматическая) – для сварки используется проволока, поступающая в рабочую зону при помощи подающего механизма. Этот способ работы отличается высокой производительностью, низкими требованиями к квалификации сварщика и возможностью сваривать даже тонкие заготовки.
 Сварка может осуществляться в среде защитных газов, под флюсом или при помощи порошковой проволоки, обеспечивающей защитную среду при нагреве.
Сварка может осуществляться в среде защитных газов, под флюсом или при помощи порошковой проволоки, обеспечивающей защитную среду при нагреве.
Подготовка к сварке инвертором
Инверторный сварочный аппарат (инвертор) – это устройство, которое работает от сети 220V или 380V, преобразуя переменный ток в колебания с высокой частотой и затем в постоянный ток. Аппараты имеют высокий КПД и относительно небольшой расход электроэнергии. Кроме того, они способны работать при пониженном напряжении – в среднем до 170V.
Сварка металла инвертором для начинающих – один из лучших способов познакомиться с основами работы. Аппарат позволяет легко разжечь и удержать дугу, что позволяет справиться с задачей даже новичку.
Перед началом работы с инвертором требуется определить следующие параметры:
- Полярность – может быть прямой, когда электрод подключается к клемме с «минусом», а металл к «плюсу», и обратной. Прямая используется при работе с заготовками толще 1,5-2 мм, обратная – для тонких деталей. Это объясняется тем, что тонкую заготовку легко прожечь, а при прямой полярности образуется глубокая зона расплавления.
- Скорость подачи – необходимо следить, чтобы в зону сварки поступало достаточно металла. Слишком быстрая подача приводит к тому, что металл не прогревается в нужной степени. Слишком медленная, напротив, ведёт к перегреву и прожиганию детали.
- Сила тока – напрямую влияет на глубину нагрева. Этот параметр зависит от диаметра электрода в пропорции приблизительно 30А на 1 мм.
Пошаговая инструкция по сварке инвертором
Сварка профильной трубы для начинающих инвертором включает следующие шаги:
- Убедиться в исправности оборудования.

- Обеспечить безопасность при работе. Необходимо использовать средства индивидуальной защиты: маска, перчатки, одежда и обувь из негорючего материала.
- Подключить инвертор к сети, убедиться, что он работает.
- Вставить электрод в держатель.
- Настроить силу тока и полярность.
- Очистить место сварки от следов краски, ржавчины и других загрязнений.
- Соединить свариваемые заготовки прихватками.
- Разжечь электрод на шероховатой поверхности и перенести его на место начала сварки. Для этого достаточно прикоснуться им к металлу.
- Начать формировать шов: при удерживании электрода на одном месте начинает образовываться сварочная ванна из расплавленного металла и жидкого шлака, обеспечивающего защиту от воздействия кислорода. Металл имеет белый цвет, а шлак — красный.
 Шлак требуется периодически отталкивать, чтобы обеспечить равномерное прогревание металла.
Шлак требуется периодически отталкивать, чтобы обеспечить равномерное прогревание металла. - Для формирования надёжного шва нужно двигать кончиком электрода по ширине шва, выписывая зигзаги, круги или другие фигуры. Это позволяет расширить шов и сделать соединение крепче.
- Важно следить, чтобы расстояние между кончиком электрода и деталью было постоянным (приблизительно 5 мм). Так как электрод плавится во время процесса, нужно постепенно придвигать держатель к сварочной ванне.
- Для завершения шва нужно создать «блок», отведя конец электрода вбок.
Особенности сварки тонкого металла
Тонкий металл легко прожечь и деформировать, поэтому при работе с ним требуется повышенная осторожность. Рекомендуется отработать швы на более толстых заготовках, прежде чем приступать к работе с тонкими. Для успешной сварки требуется соблюдать следующие правила:
- варить на обратной полярности;
- выставлять минимальную силу тока;
- варить следует «углом вперёд» – электрод отклоняется от вертикали на 30-60° в сторону уже образованного шва;
- при возможности лучше варить тонкие заготовки в нижнем положении;
- рекомендуется тщательно закрепить обрабатываемые детали, чтобы снизить вероятность деформации;
- края следует располагать как можно ближе друг к другу или внахлест, если конструкция заготовки это допускает;
- вести электрод нужно быстро и с минимальными колебательными движениями;
- желательно использовать подложку из графита/меди;
- максимально качественный шов на тонкой заготовке получается при «короткой дуге» – минимальным расстоянием между кончиком электрода и заготовкой.
Если металл прожигается даже при минимальной силе тока, можно использовать технику прерывистой дуги. При таком способе работы кончик электрода убирается из зоны сварки приблизительно каждые 5 мм шва. Достаточно секундных перерывов: даже при небольших остановках металл успевает немного остыть. Это заметно снижает темп сварки, но позволяет получить прочный шов без деформации материала.
Частые ошибки новичков
Сварка инвертором для начинающих может осложниться из-за следующих распространённых ошибок:
- слишком высокая скорость ведения электрода – металл не успевает прогреваться, образуются «слабые» участки, шов выходит неровным;
- слишком низкая скорость ведения электрода – металл прожигается насквозь, в заготовке образуются дыры, нарушается целостность заготовки;
- слишком ровный и тонкий шов из-за отсутствия колебательных движений – металл не сваривается в достаточной степени;
- неправильно подобранная сила тока: при слишком малом токе происходит «залипание» электродов, при слишком высоком прожигается материал;
- слишком маленький зазор между деталями – приводит к деформации либо разрушению обрабатываемой заготовки из-за теплового расширения;
- слишком большой зазор между деталями – менее критическая ошибка, но приводит к слишком большому расходу присадочного материала.
Также проблемой начинающего сварщика может стать неправильный подбор средств индивидуальной защиты, в частности маски со светофильтром. При слишком сильном затемнении снижается контроль над рабочим процессом, при недостаточном затемнении повышается вероятность повредить глаза. Оптимальным вариантом для новичка станет маска-хамелеон, в которой уровень затемнения зависит от уровня излучения.
Сварка для начинающих | Изучите основы сварки
Автор | Дуг Смит
Некоторые из моих самых ранних воспоминаний были о склеивании бумаги, чтобы сделать что-то в детском саду. Моими материалами тогда были куски плотной бумаги, вырезанные тупыми ножницами, и большая банка пасты. В настоящее время я испытываю то же самое чувство каждый раз, когда склеиваю два куска металла с помощью своего сварочного аппарата.
Сварка может быть интересной и прибыльной для всех, кто хочет создавать что-то из разнообразного сырья. Давно прошли времена огромных стационарных стальных шкафов, которые занимали место в гараже и потребляли 220-вольтовую мощность. Теперь сварщик может быть удобным «жужжащим ящиком» или «устройством подачи проволоки» размером с коробку для снастей, которое работает от 110-вольтового домашнего тока и может переноситься с места на место одной рукой. Для домашнего хобби или простого использования на ферме небольшая машина обычно является подходящим вариантом.
Давно прошли времена огромных стационарных стальных шкафов, которые занимали место в гараже и потребляли 220-вольтовую мощность. Теперь сварщик может быть удобным «жужжащим ящиком» или «устройством подачи проволоки» размером с коробку для снастей, которое работает от 110-вольтового домашнего тока и может переноситься с места на место одной рукой. Для домашнего хобби или простого использования на ферме небольшая машина обычно является подходящим вариантом.
Я вырос в очень сельской местности. Впервые со сваркой познакомился мой папа. Он был генеральным подрядчиком, переделывал старые дома, служил пастором в деревенской церкви, и его всегда вызывали на разнорабочие для людей из нашего небольшого сообщества… всегда отказываясь от оплаты своих услуг. Папа, человек с минимальным формальным образованием, мог изучить проблему или потребность, а затем набросать простой рисунок в маленьком блокноте, который он носил в кармане рубашки. Затем он посещал свою кучу труб, углового железа и листовой стали в углу своего небольшого магазина на заднем дворе и собирал необходимые материалы. Через несколько минут или несколько часов он соорудил бы необходимый инструмент, деталь или другую штуковину, необходимую для решения стоящей перед ним задачи.
Мое первое воспоминание о том, как он сварил, было, когда я сидел на табурете в гараже, сделанном из колеса грузовика, двухфутового куска плоского стального стержня и старого чугунного сиденья от сельскохозяйственного инвентаря. Этот крепкий табурет был одним из первых сварочных проектов папы задолго до того, как он помог маме создать меня. Спустя 45 лет этот табурет все еще стоит в его мастерской и остается таким же прочным и удобным, как и прежде. Помимо изготовления всевозможных необходимых предметов, папа также делал вращающиеся бельевые веревки и декоративные вешалки для растений из выброшенного сельскохозяйственного инвентаря. Он также заработал репутацию благодаря своим самодельным грузовым прицепам и нестандартным сцепным устройствам для прицепов.
Он также заработал репутацию благодаря своим самодельным грузовым прицепам и нестандартным сцепным устройствам для прицепов.
Я хочу сказать, что каждый может научиться сварке. У отца не было формального образования, но даже сегодня он может не отставать от самого опытного торговца. В детстве я никогда не посещал курсы сварки, кроме его импровизированных уроков в гараже за нашим домом, но я разрезал и упаковывал рамы классических грузовиков, ремонтировал прицепы, заменял ржавчину патч-панелями на старинных автомобилях, ремонтировал тракторы и строил свои машины. изрядная доля заводских ангаров и грилей для барбекю, а также новинок, сделанных из подков и гвоздей. И хотя это не является моим основным интересом, я заработал на сварке более чем достаточно денег, чтобы клиенты могли платить за мое оборудование и расходные материалы для собственного использования.
Первый шаг к обучению сварке
Первый шаг — определить тип проектов, которыми вы хотите заниматься. Будете ли вы делать безделушки и подарки в качестве хобби в своей мастерской? Или вам нужна небольшая переносная машина, которую можно вывезти на подъездную дорожку или в поле для ремонта сцепного устройства прицепа или сельскохозяйственного орудия.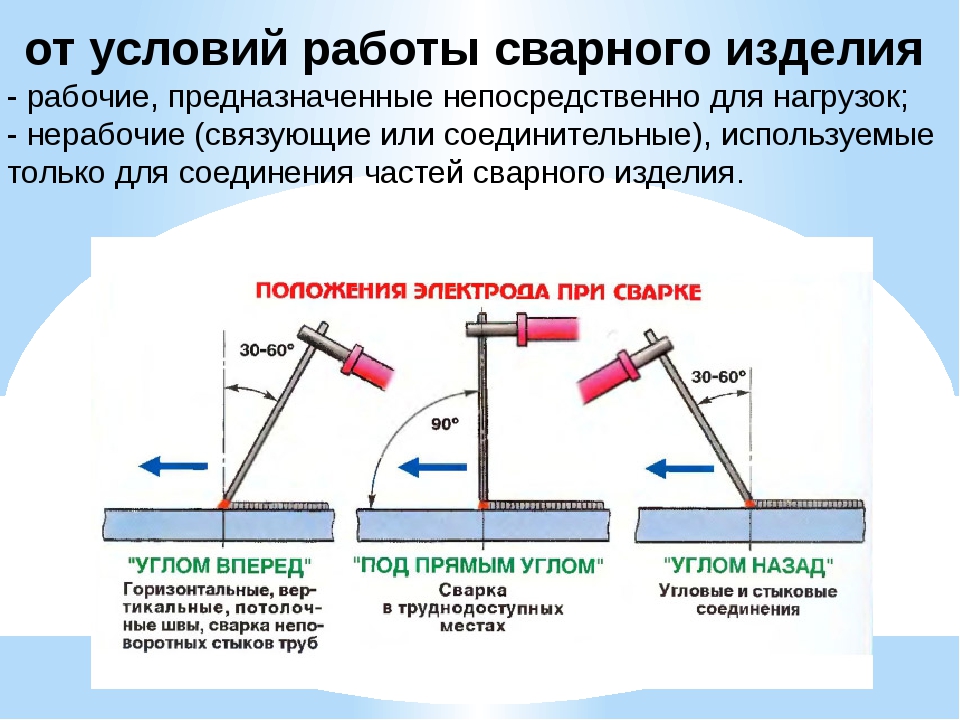 Если вы интересуетесь хобби и сваркой листового металла, например, панелей кузова автомобиля или деки газонокосилки, небольшая машина с подачей проволоки, вероятно, лучше всего подойдет для вашей цели. Для более крупного ремонта стали вам понадобится более мощная машина, а портативный сварочный аппарат с напряжением 110 или 220 вольт — это то, что нужно для минимальных вложений.
Если вы интересуетесь хобби и сваркой листового металла, например, панелей кузова автомобиля или деки газонокосилки, небольшая машина с подачей проволоки, вероятно, лучше всего подойдет для вашей цели. Для более крупного ремонта стали вам понадобится более мощная машина, а портативный сварочный аппарат с напряжением 110 или 220 вольт — это то, что нужно для минимальных вложений.
Существует множество передовых методов и оборудования для сварки — MIG и TIG для алюминия и нержавеющей стали, газовая дуга, угольная дуга и, в последнее время, атомарный водород. Но они предназначены для продвинутых сварщиков и здесь не рассматриваются. Моя цель — поделиться некоторой информацией для новичка или сварщика-любителя, а также убедить не сварщика, что пришло время взять в руки проволоку (или катушку для сварщика с подачей проволоки) и исключить необходимость найма дорогостоящего магазина или Индивидуальная установка, устанавливаемая на грузовике, для выполнения простого повседневного ремонта металла.
Наряду со сваркой электродом и проволокой существует также кислородно-ацетиленовая, или «газовая сварка». Прелесть «газовой» сварки в том, что вы можете использовать один и тот же аппарат и для резки, и для сварки металла. Хотя кислородно-ацетиленовая сварка имеет некоторые ограничения при работе с тонким листовым металлом, возможность как резать, так и сваривать на одном и том же оборудовании часто делает ее предпочтительным вариантом для многих новичков. Возможно, я обращусь к газовой сварке в более поздней статье.
Выберите сварочный аппарат
Дуговая сварка включает в себя любой метод, использующий электричество для создания дуги. Это может быть сварка стержнем, также называемая сваркой «жужжащим ящиком», при которой используется расходуемый сварочный стержень как для создания дуги, так и для подачи дополнительного присадочного металла в сварной шов. Это может быть сварка Metal Inert Gas, также известная как MIG, сварка, в которой используется устройство подачи проволоки с защитным газом. Более простая и менее дорогая версия сварки MIG представляет собой устройство подачи проволоки, в котором используется проволока с флюсовой сердцевиной. О плюсах и минусах защитного газа я расскажу чуть позже.
Более простая и менее дорогая версия сварки MIG представляет собой устройство подачи проволоки, в котором используется проволока с флюсовой сердцевиной. О плюсах и минусах защитного газа я расскажу чуть позже.
При любой форме дуговой сварки свариваемый материал по существу сплавляется под действием мощной электрической дуги. Например, металл присоединяется к отрицательному источнику питания, затем сварочный наконечник (либо проволока в устройстве подачи проволоки, либо наконечник сварочного стержня при сварке электродом) присоединяется к положительной стороне источника питания. Когда положительно заряженный наконечник приближается к отрицательно заряженному металлу для сварки, возникает электрическая «дуга». Эта дуга нагревает металл до точки плавления, позволяя кускам сплавляться вместе. Эта дуга также создает ослепляющий свет и пугающий «шум», связанные со сваркой. Будучи маленьким мальчиком, я обнаружил, что наблюдать за ярким светом дуги (конечно, через темное защитное стекло сварочного шлема) и слышать это мощное гудение в сочетании с потоком искр, создаваемых расплавленным металлом, было так же приятно, как фейерверк на Четвертом часу ночи.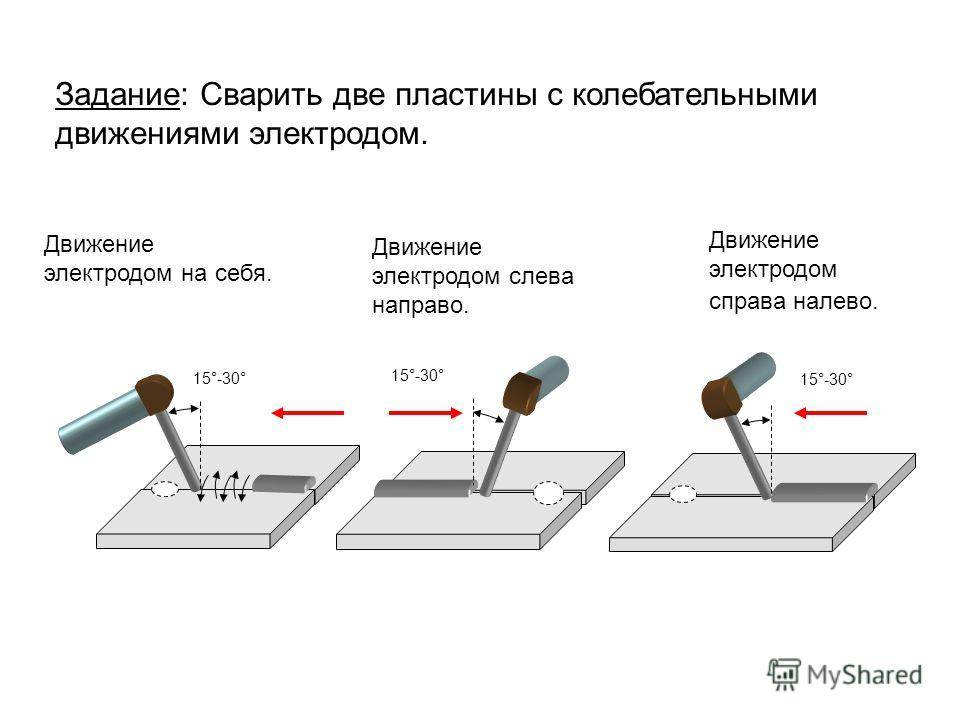 Июль.
Июль.
Некоторые более дорогие сварочные аппараты позволяют пользователю изменять отрицательную/положительную полярность щелчком переключателя для повышения производительности в зависимости от свариваемого материала. Но для обычной сварки дома или на ферме достаточно простого аппарата переменного тока.
Сварка с подачей проволоки
Любой, кто экспериментировал с различными методами, склонен согласиться с тем, что сварка MIG — это самый простой процесс для изучения и освоения. Вспышка дуги и связанный с ней «жужжащий» звук менее пугающие, чем при сварке электродом. Аппарат подает проволоку в зону дуги с заданной скоростью, что избавляет человека, выполняющего сварку, от необходимости измерять скорость введения нового материала в сварной шов и двигаться соответственно.
Сварку МИГ можно разделить на два основных типа: сварка в среде защитного газа или проволока с флюсовой сердцевиной. Большинство машин будут работать с использованием любого метода. Если вы хотите, чтобы сварные швы выглядели более чистыми, или вы собираетесь красить или наносить какое-либо другое финишное покрытие на сварной шов, тогда вам следует использовать машину, которая предлагает опцию защитного газа.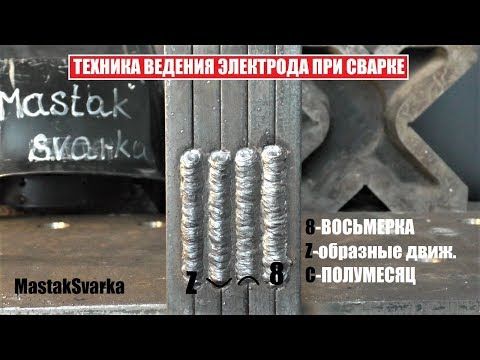 Остатки, остающиеся после использования проволоки с флюсовой сердцевиной, трудно поддаются очистке и могут вызвать проблемы с адгезией краски на линии.
Остатки, остающиеся после использования проволоки с флюсовой сердцевиной, трудно поддаются очистке и могут вызвать проблемы с адгезией краски на линии.
Базовые машины с защитным газом можно легко найти по цене от 200 до 400 долларов США, и для них требуется только 110-вольтовая бытовая сеть. «Защитный газ» — негорючий газ, который продается в баллоне под давлением и используется в сварочных аппаратах MIG или TIG. Газ подается через сварочный аппарат и подается к сварочному наконечнику, где он создает невидимый газовый «экран» над и вокруг формируемого валика сварного шва. Газ помогает создать более гладкий и привлекательный сварной шов. Газ, приобретаемый для сварки MIG, обычно представляет собой смесь аргона и кислорода. В этом случае проволока, используемая в сварочном аппарате, должна быть сплошной. Проволока продается в бухтах и легко устанавливается в корпус сварочного аппарата через дверцу сбоку аппарата.
Для общего ремонта и хобби сварка порошковой проволокой намного проще и дешевле. Сварочная проволока с флюсовым сердечником имеет небольшую полоску сварочного флюса, встроенную в центр проволоки. Флюс представляет собой твердый материал, который имеет консистенцию низкокачественного бетона и выделяет газ при перегреве. Газ реагирует точно так же, как смесь аргона и кислорода при сварке с использованием газа, вытесняя природный кислород и создавая невидимый газовый карман для формирования сварного шва. Преимущества сварки с флюсовой проволокой заключаются в том, что машину легче переносить с места. разместить без необходимости тащить за собой сварочный газовый баллон и прилагаемый манометр и шланг, и вы сэкономите на стоимости газа. Сварочный аппарат с подачей проволоки на 110 вольт, оснащенный рулоном проволоки с флюсовым сердечником, представляет собой автономную машину для соединения металлов, которую можно легко переносить куда угодно.
Сварочная проволока с флюсовым сердечником имеет небольшую полоску сварочного флюса, встроенную в центр проволоки. Флюс представляет собой твердый материал, который имеет консистенцию низкокачественного бетона и выделяет газ при перегреве. Газ реагирует точно так же, как смесь аргона и кислорода при сварке с использованием газа, вытесняя природный кислород и создавая невидимый газовый карман для формирования сварного шва. Преимущества сварки с флюсовой проволокой заключаются в том, что машину легче переносить с места. разместить без необходимости тащить за собой сварочный газовый баллон и прилагаемый манометр и шланг, и вы сэкономите на стоимости газа. Сварочный аппарат с подачей проволоки на 110 вольт, оснащенный рулоном проволоки с флюсовым сердечником, представляет собой автономную машину для соединения металлов, которую можно легко переносить куда угодно.
Возможности устройства подачи проволоки сосредоточены в основном на вопросе о том, насколько толстый металл будет сваривать машина. Максимальная рекомендуемая толщина материала четко указана в рекламных материалах, сопровождающих любую новую машину. Подобные детали обычно можно найти где-нибудь на самой машине, обычно внутри боковой панели доступа. Честно говоря, учитывая низкую стоимость нового сварочного аппарата с подачей проволоки, нет причин рассматривать покупку подержанного аппарата, у которого могут быть какие-то невидимые проблемы. Я использовал одну и ту же недорогую машину в течение последних 10 лет или около того без единой проблемы.
Максимальная рекомендуемая толщина материала четко указана в рекламных материалах, сопровождающих любую новую машину. Подобные детали обычно можно найти где-нибудь на самой машине, обычно внутри боковой панели доступа. Честно говоря, учитывая низкую стоимость нового сварочного аппарата с подачей проволоки, нет причин рассматривать покупку подержанного аппарата, у которого могут быть какие-то невидимые проблемы. Я использовал одну и ту же недорогую машину в течение последних 10 лет или около того без единой проблемы.
После того, как вы приобрели сварочный аппарат с подачей проволоки и ознакомились с ним, начните практиковаться на обрезках листовой стали, уголков или труб. Во-первых, и это касается любого сварочного проекта, убедитесь, что металл чистый и на нем нет ржавчины, масла или жира. Грязный или покрытый ржавчиной металл представляет собой серьезную проблему для работы, и сварной шов не будет таким прочным после завершения. Я расскажу о проволочных щетках и других сварочных инструментах ближе к концу этой истории. Затем установите машину на рекомендуемую температуру и скорость подачи проволоки для толщины свариваемого материала. Предлагаемые рекомендации будут в руководстве пользователя, которое прилагается к машине. Начните с наложения соединяемых кусков металлолома внахлест.
Затем установите машину на рекомендуемую температуру и скорость подачи проволоки для толщины свариваемого материала. Предлагаемые рекомендации будут в руководстве пользователя, которое прилагается к машине. Начните с наложения соединяемых кусков металлолома внахлест.
Держите сварочный наконечник под углом 45 градусов от L, образованного соединением с наконечником проволоки, который выступает из сопла примерно на 5/8 дюйма от металла. Когда ваш сварочный шлем или щиток на месте (о шлемах я расскажу подробнее позже), нажмите курок на сварочном сопле. Сразу же проволока продвинется и образуется дуга. Начните медленно перемещать сопло по длине свариваемого стыка, сохраняя расстояние от кончика сопла до поверхности металла. Некоторые люди проталкивают сварной шов, в то время как другие предпочитают отодвигать наконечник от уже проложенного шва. Правильного пути нет, просто мнения сварщиков, как профессионалов, так и любителей, расходятся. Невозможно выразить словами, насколько быстро или медленно перемещается наконечник. Только методом проб и ошибок вы поймете, в каком темпе вам следует двигаться. Вот тут и приходит на помощь практика на клочках.
Правильного пути нет, просто мнения сварщиков, как профессионалов, так и любителей, расходятся. Невозможно выразить словами, насколько быстро или медленно перемещается наконечник. Только методом проб и ошибок вы поймете, в каком темпе вам следует двигаться. Вот тут и приходит на помощь практика на клочках.
Кривая обучения очень мала, и вы будете удивлены, как быстро вы начнете делать идеальные сварные швы. Примеры идеальных и не идеальных сварных швов см. на прилагаемых фотографиях. Теперь начните практиковаться, и как только вы наполовину научитесь делать однородную бусину, начните творчески подходить к безделушкам и гаджетам, которые вы можете сварить для удовольствия. В это время поэкспериментируйте с регулированием температуры сварки и скорости подачи проволоки. Вы быстро полюбите сварку и удивитесь, как вы раньше так долго не занимались этим самостоятельно.
Автор сваривает два куска тонкого листового металла с помощью портативного сварочного аппарата с подачей проволоки.
Целью является чистый, прочный сварной шов, соединяющий два куска металла с хорошим проплавлением.
По мере улучшения ваших навыков вы сможете переходить на 90-градусные углы, вертикальные сварные швы и более толстые металлы. Как только вы сможете наложить хороший валик, возьмите сварной образец и попытайтесь сломать или разорвать сварной шов. Вы быстро обнаружите любые проблемы с проникновением или адгезией. Правильное проникновение придет с практикой и увеличением мощности, пока вы не достигнете нужной точки для соединения металла. Общее эмпирическое правило заключается в том, что вы должны иметь возможность перевернуть сваренные детали и увидеть, где тепло передается через металл, что видно по обесцвечиванию на противоположной стороне от сварного шва.
Автор соединяет два куска уголка с помощью сварочного аппарата на 220 вольт. Адекватная защита глаз является обязательной, а перчатки и другое защитное снаряжение защищает от летящих искр. Если вы решили использовать защитный газ, подсоедините шланг подачи и баллон в соответствии с рекомендациями производителя.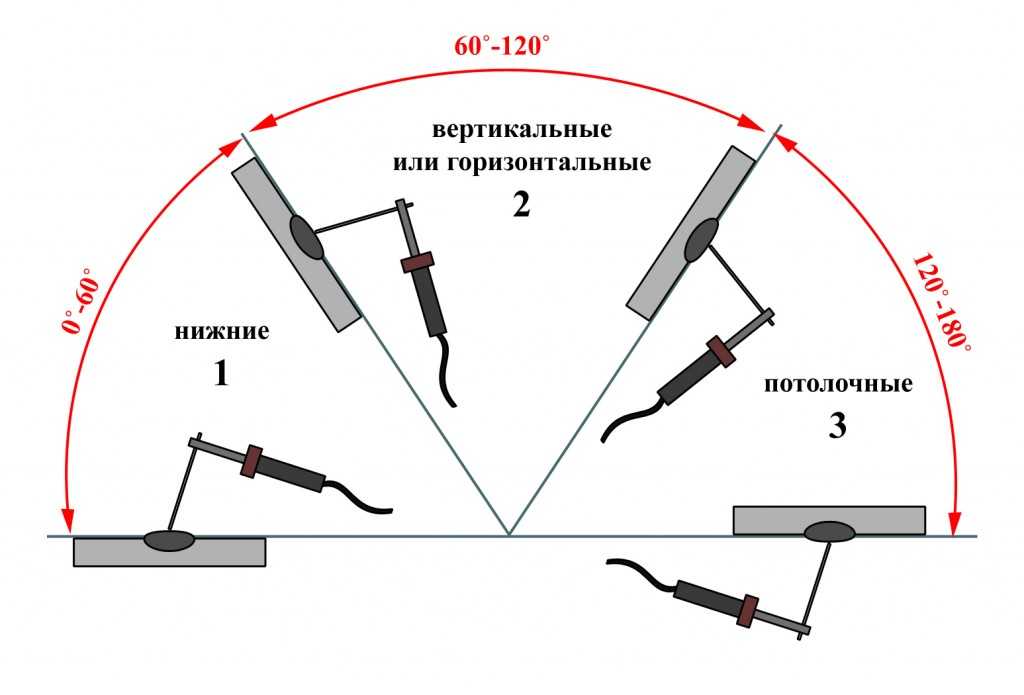 При открытом клапане баллона и выключенном питании нажмите курок на сопле и прислушайтесь к газу, выходящему из наконечника. Это позволяет вам знать, что газ течет правильно. При сварке газ должен начать выходить из наконечника за мгновение до того, как проволока образует дугу на свариваемом металле.
При открытом клапане баллона и выключенном питании нажмите курок на сопле и прислушайтесь к газу, выходящему из наконечника. Это позволяет вам знать, что газ течет правильно. При сварке газ должен начать выходить из наконечника за мгновение до того, как проволока образует дугу на свариваемом металле.
Ручная сварка
Первый сварщик, которого я помню, был динозавром в кузнице моего дедушки. Сварочный аппарат был размером примерно в половину современного холодильника, имел пару больших латунных регулировочных ручек спереди и ряд вставных розеток по всей длине аппарата, причем каждое отверстие было помечено своим номером. Для крепления к свариваемому металлу использовался толстый провод с зажимом на конце. Другой провод, с держателем стержня на другом конце, подключался к машине через одно из отверстий в ряду в зависимости от силы тока, с которой вы хотели сваривать. Машина не была портативной, занимала много места, и пользоваться ею было просто страшно.
Дома у моего отца была машина поновее, ярко-красный Lincoln®… примерно на треть меньше и намного проще, с выключателем, одной большой черной пластиковой ручкой регулировки мощности и двумя проводами.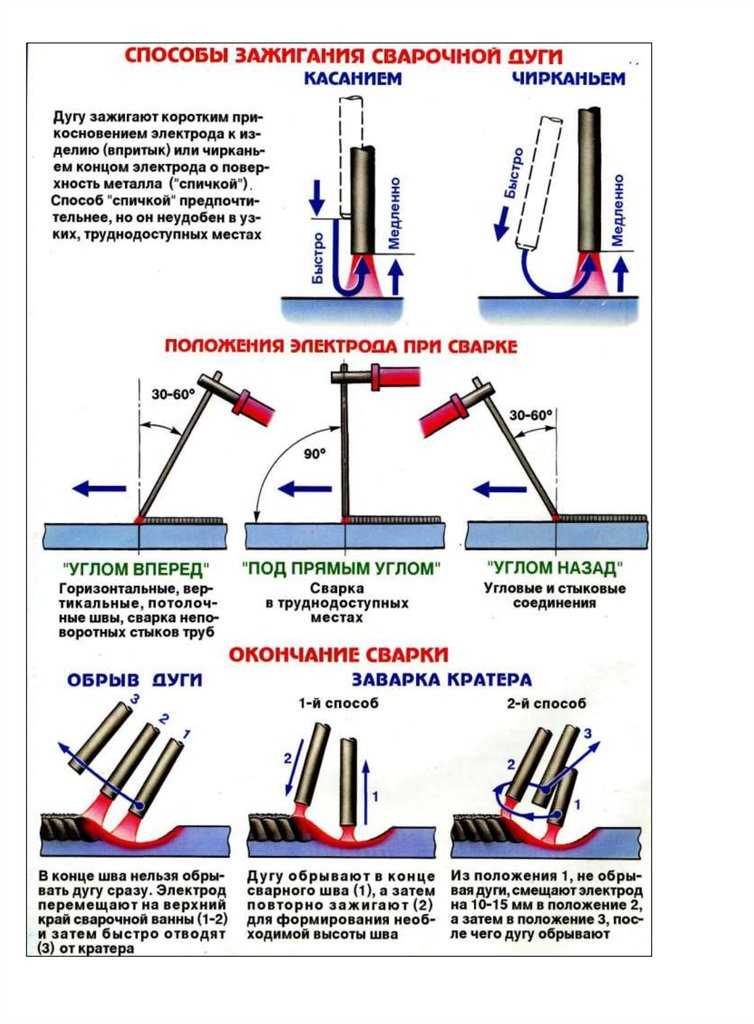 Вы можете легко установить дополнительный комплект колес на базу и получить более портативный инструмент. Но все равно надо было иметь поблизости розетку на 220. Он использовал этот сварочный аппарат около 25 лет, и в тот день, когда он перестал работать, он поехал в ближайший магазин сельскохозяйственных товаров и купил новый того же производителя. Сейчас ему исполняется 20 лет с этой машиной, и за это время она оказала ему огромную услугу.
Вы можете легко установить дополнительный комплект колес на базу и получить более портативный инструмент. Но все равно надо было иметь поблизости розетку на 220. Он использовал этот сварочный аппарат около 25 лет, и в тот день, когда он перестал работать, он поехал в ближайший магазин сельскохозяйственных товаров и купил новый того же производителя. Сейчас ему исполняется 20 лет с этой машиной, и за это время она оказала ему огромную услугу.
Я не из тех, кто разбрасывается именами, поэтому просто скажу, что в наши дни есть несколько производителей, выпускающих качественные сварочные аппараты. Независимо от того, какой инструмент или часть оборудования вы покупаете, небольшое исследование в Интернете и общение с друзьями или экспертами в этой области — хороший способ составить свое мнение о бренде. Как вы, вероятно, увидите на фотографиях, я использую сварочный аппарат Miller. Так получилось, что я живу всего в нескольких милях от дилера Miller, и в то время, когда я покупал машину, в магазине была большая скидка на этот почти новый агрегат. Я уверен, что мог бы быть одинаково доволен Lincoln или любой другой маркой, если бы он функционировал должным образом. Мой сварочный аппарат примерно в два раза меньше машины моего отца, и я таскаю его на нижнем уровне передвижной тележки. Мой сварочный аппарат MIG стоит на верхней полке вместе с набором сварочных зажимов, металлических маркеров, стержней, шлемов и перчаток. Мой аппарат MIG работает от 110 бытовых токов, а мой сварочный аппарат – от 220 вольт. Я много свариваю рамы автомобилей, поэтому мне нужны дополнительные возможности по сравнению с менее дорогим 110-м агрегатом. У меня есть 40-футовый 220-кабельный удлинитель, позволяющий мне брать свои сварочные аппараты в любое место в моей мастерской 30X40 или на подъездной дорожке для работы с более крупным оборудованием.
Я уверен, что мог бы быть одинаково доволен Lincoln или любой другой маркой, если бы он функционировал должным образом. Мой сварочный аппарат примерно в два раза меньше машины моего отца, и я таскаю его на нижнем уровне передвижной тележки. Мой сварочный аппарат MIG стоит на верхней полке вместе с набором сварочных зажимов, металлических маркеров, стержней, шлемов и перчаток. Мой аппарат MIG работает от 110 бытовых токов, а мой сварочный аппарат – от 220 вольт. Я много свариваю рамы автомобилей, поэтому мне нужны дополнительные возможности по сравнению с менее дорогим 110-м агрегатом. У меня есть 40-футовый 220-кабельный удлинитель, позволяющий мне брать свои сварочные аппараты в любое место в моей мастерской 30X40 или на подъездной дорожке для работы с более крупным оборудованием.
Как и при сварке MIG, первым шагом является ознакомление со сварочным аппаратом и его возможностями, описанными производителем. Эти знания укрылись в вашей голове для дальнейшего использования, теперь пришло время начать сварку. При сварке электродом основной проблемой является выбор сварочного электрода. Стержни, которые обычно можно найти в магазинах скобяных изделий или сельскохозяйственных товаров, будут маркированы «E6011», «E6013» или, возможно, «E7020». Буква «Е» означает, что стержень подходит для электродуговой сварки. Первые два числа говорят о прочности материала стержня на растяжение, когда в сварном шве с стержнем снято напряжение. Число «60» означает 60 000 фунтов на квадратный дюйм и так далее. Третье число обозначает положение сварки, для которого предназначен стержень. «3» означает плоскую сварку, «2» означает угловое или стыковое соединение, а «1» означает, что подходит для всех положений. Четвертая цифра дает представление о типе покрытия и другой дополнительной информации, не требуемой для любителей или непрофессиональных сварщиков. Но эти подробности можно найти на сайте производителя сварочного аппарата или прутка.
Эти знания укрылись в вашей голове для дальнейшего использования, теперь пришло время начать сварку. При сварке электродом основной проблемой является выбор сварочного электрода. Стержни, которые обычно можно найти в магазинах скобяных изделий или сельскохозяйственных товаров, будут маркированы «E6011», «E6013» или, возможно, «E7020». Буква «Е» означает, что стержень подходит для электродуговой сварки. Первые два числа говорят о прочности материала стержня на растяжение, когда в сварном шве с стержнем снято напряжение. Число «60» означает 60 000 фунтов на квадратный дюйм и так далее. Третье число обозначает положение сварки, для которого предназначен стержень. «3» означает плоскую сварку, «2» означает угловое или стыковое соединение, а «1» означает, что подходит для всех положений. Четвертая цифра дает представление о типе покрытия и другой дополнительной информации, не требуемой для любителей или непрофессиональных сварщиков. Но эти подробности можно найти на сайте производителя сварочного аппарата или прутка.
Я бы посоветовал вам начать с хорошего универсального удилища, такого как E6011. Он справится с большинством ремонтных работ на дому или на ферме, от деки газонокосилки до ковша фронтального погрузчика. Далее вам нужно выбрать правильный размер стержня. Для начала выберите стержень примерно такой же толщины, как и свариваемый материал. По мере улучшения навыков вы можете переходить к сварке гораздо более толстых материалов, делая несколько проходов и наращивая сварной шов. Но это приходит после некоторой практики.
Имея в руках сварочный аппарат и электроды и выключенную машину, вставьте сварочный электрод в зажим держателя электрода на конце сварочного кабеля. Прикрепите другой зажим к свариваемому материалу. Отрегулируйте настройку на машине в соответствии с рекомендациями производителя по толщине материала. Когда кончик стержня находится на расстоянии не менее нескольких дюймов от материала, включите выключатель питания. Вы услышите очень отчетливый гул, когда машина запустится. Теперь, не снимая шлема или щита, медленно двигайте кончик стержня к свариваемому стыку. В то время как аппарат для сварки MIG образует дугу, когда проволока продвигается и касается металла, в аппарате для ручной сварки вам придется «царапать» металл кончиком стержня, чтобы инициировать дугу. Это один из самых сложных аспектов обучения сварке электродов. Поцарапайте наконечник и отодвиньте его от металла слишком быстро или далеко, и вы сломаете дугу. Царапайте слишком медленно, и кончик стержня прилипнет к свариваемому металлу. Возвратно-поступательное движение обычно разрушает сцепление, но иногда необходимо выключить машину и силой высвободить стержень из материала, прежде чем начать заново. Снова потренируйтесь с металлическим ломом и убедитесь, что поверхности максимально чистые.
Теперь, не снимая шлема или щита, медленно двигайте кончик стержня к свариваемому стыку. В то время как аппарат для сварки MIG образует дугу, когда проволока продвигается и касается металла, в аппарате для ручной сварки вам придется «царапать» металл кончиком стержня, чтобы инициировать дугу. Это один из самых сложных аспектов обучения сварке электродов. Поцарапайте наконечник и отодвиньте его от металла слишком быстро или далеко, и вы сломаете дугу. Царапайте слишком медленно, и кончик стержня прилипнет к свариваемому металлу. Возвратно-поступательное движение обычно разрушает сцепление, но иногда необходимо выключить машину и силой высвободить стержень из материала, прежде чем начать заново. Снова потренируйтесь с металлическим ломом и убедитесь, что поверхности максимально чистые.
После образования дуги медленно продвигайте стержень вдоль стыка, чтобы сформировать сварной шов. Вы можете использовать небольшое движение вперед и назад или сделать так, чтобы кончик двигался крошечными кругами, перекрывая область, только что сваренную, с каждым проходом. При любой сварке наблюдайте, как формируется сварной шов, и убедитесь, что обе соединяемые детали плавятся, а стержень (или проволока) добавляется к валику, чтобы создать дополнительный материал в соединении. При сварке электродом стержень расплавится и упадет в расплавленную ванну, что потребует от вас постоянного перемещения оставшегося конца стержня ближе, чтобы поддерживать дугу. Прекращайте сварку, когда стержень используется до тех пор, пока рядом с держателем не будет видна только пара дюймов флюсового покрытия. В этот момент вы можете заменить стержень и сварить еще немного. Но помните, что оставшийся конец старого стержня будет очень горячим, поэтому будьте осторожны.
Вы можете использовать небольшое движение вперед и назад или сделать так, чтобы кончик двигался крошечными кругами, перекрывая область, только что сваренную, с каждым проходом. При любой сварке наблюдайте, как формируется сварной шов, и убедитесь, что обе соединяемые детали плавятся, а стержень (или проволока) добавляется к валику, чтобы создать дополнительный материал в соединении. При сварке электродом стержень расплавится и упадет в расплавленную ванну, что потребует от вас постоянного перемещения оставшегося конца стержня ближе, чтобы поддерживать дугу. Прекращайте сварку, когда стержень используется до тех пор, пока рядом с держателем не будет видна только пара дюймов флюсового покрытия. В этот момент вы можете заменить стержень и сварить еще немного. Но помните, что оставшийся конец старого стержня будет очень горячим, поэтому будьте осторожны.
Помните, что практика делает лучше, а больше практики делает лучше. Имея базовое понимание, теперь все, что осталось сделать, это сварить и наслаждаться своим новым навыком.
Прежде чем закончить, я был бы не прав, если бы не обсудил связанное с этим снаряжение, которое идет вместе со сваркой. Прежде всего, это защита глаз. Интенсивное излучение, создаваемое сварочной дугой, может быстро привести к необратимому повреждению зрения. Новый сварщик, скорее всего, будет иметь по крайней мере ручной сварочный щиток. Повесьте его на стену, чтобы использовать, когда внук или сосед захочет посмотреть, как вы сварите. Приобретите сварочный шлем, закрывающий лицо и шею. Не только линза обеспечит достаточную защиту зрения, но и остальная часть шлема защитит ваше лицо и шею от болезненных и вредных радиационных ожогов. Последним и самым большим достижением в области сварки должна стать маска с автоматическим затемнением. Шлемы старого образца нужно было опускать непосредственно перед тем, как зажечь дугу, и поднимать, чтобы увидеть свою работу после того, как дуга была сломана.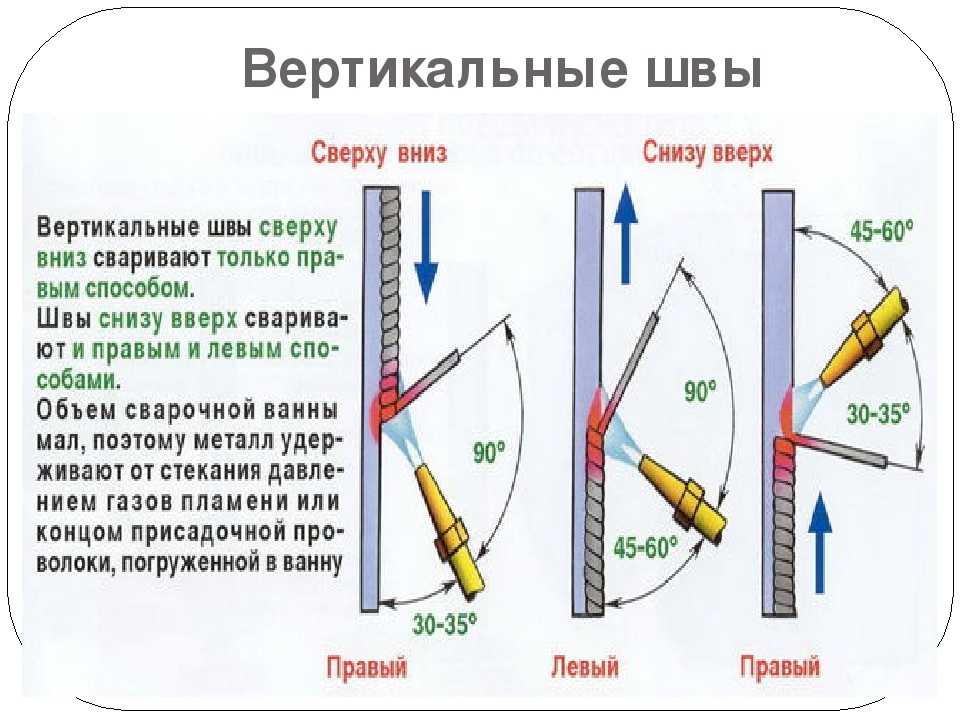 Но шлем с автоматическим затемнением можно опустить на место и по-прежнему обеспечивать нормальный обзор через линзу до тех пор, пока за доли секунды не произойдет дуга стержня или наконечника проволоки. Мгновенно линза становится черной, и ваши глаза получают необходимую защиту. И как только дуга разорвется, линза обратит процесс вспять и станет светлее, чтобы вы могли рассмотреть сварной шов.
Но шлем с автоматическим затемнением можно опустить на место и по-прежнему обеспечивать нормальный обзор через линзу до тех пор, пока за доли секунды не произойдет дуга стержня или наконечника проволоки. Мгновенно линза становится черной, и ваши глаза получают необходимую защиту. И как только дуга разорвется, линза обратит процесс вспять и станет светлее, чтобы вы могли рассмотреть сварной шов.
Следующими по важности должны быть сварочные перчатки. Хотя это и не обязательно, эти толстые длинные перчатки обеспечивают защиту как от излучения дуги, так и от искр, которые являются частью процесса соединения металлов. Они также удобны для точения и обработки недавно сваренного металла. Другая дополнительная одежда для сварщиков включает кожаные или плотные холщовые рубашки, брюки или фартуки. Избегайте сварочных работ в теннисных туфлях и не заправляйте штанины в ботинки. Модифицируя раму классического грузовика несколько лет назад, я уронил каплю расплавленного металла из сварного шва прямо на свою теннисную обувь.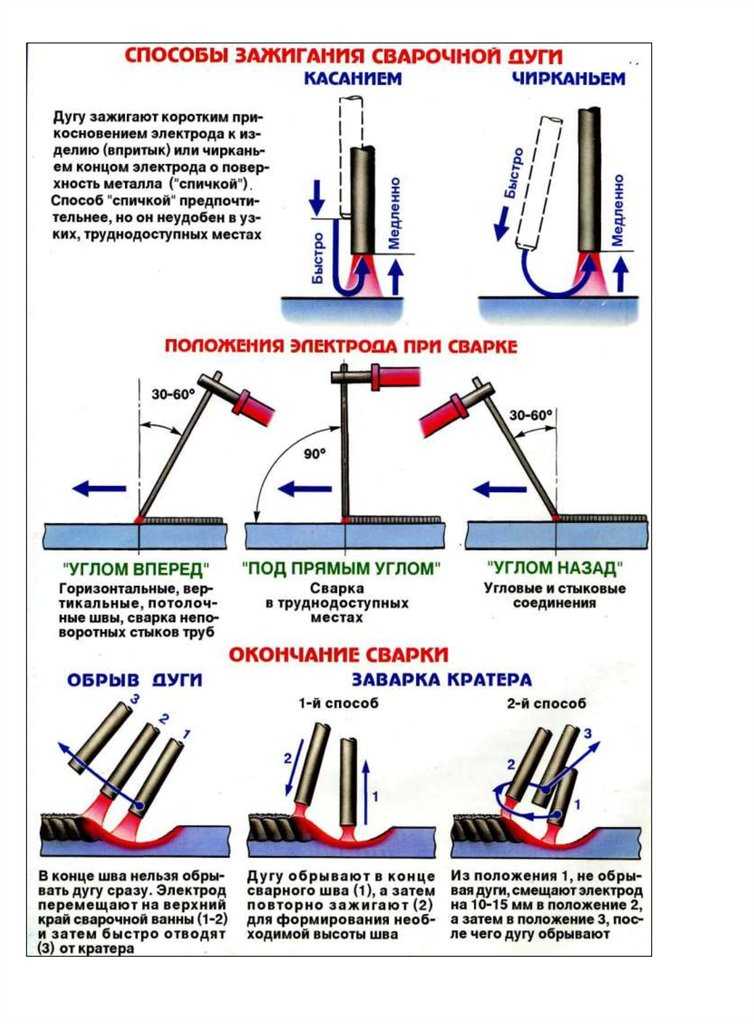 Расплавленный металл прогорел так быстро, как будто ботинка и не было. А в худшем случае мой папа однажды сварил, засунув штанины джинсов в ковбойские сапоги. Большая капля расплавленного металла выпала из сварного шва и соскользнула с его штанины в ботинок. Прежде чем он успел снять ботинок, металл вплавил его нейлоновый носок в свод стопы. Тяжелый ожог и последующая инфекция заживали месяцами. Вам также понадобится проволочная щетка для очистки металлических кромок перед сваркой и шлаковый молоток для удаления шлака, побочного продукта сварки, с верхней части сварных швов, защищенных флюсом, после их охлаждения.
Расплавленный металл прогорел так быстро, как будто ботинка и не было. А в худшем случае мой папа однажды сварил, засунув штанины джинсов в ковбойские сапоги. Большая капля расплавленного металла выпала из сварного шва и соскользнула с его штанины в ботинок. Прежде чем он успел снять ботинок, металл вплавил его нейлоновый носок в свод стопы. Тяжелый ожог и последующая инфекция заживали месяцами. Вам также понадобится проволочная щетка для очистки металлических кромок перед сваркой и шлаковый молоток для удаления шлака, побочного продукта сварки, с верхней части сварных швов, защищенных флюсом, после их охлаждения.
Избегайте сварочных работ, стоя на мокрой поверхности, и убедитесь, что ваше рабочее место хорошо проветривается. Это базовые вещи, но с любым проектом вы иногда торопитесь и прыгаете в вещи, не задействуя здравый смысл. Тем не менее, сварка — это веселое и полезное занятие. Вы найдете бесчисленное количество применений сварных конструкций для себя и друзей, и, кажется, в наши дни становится все меньше и меньше магазинов, предлагающих услуги сварки. После того, как вы должным образом улучшите свои навыки, вы можете рассмотреть возможность выполнения некоторых оплачиваемых работ для других людей. Что может быть лучше хобби, которое может окупить себя?
Тем не менее, сварка — это веселое и полезное занятие. Вы найдете бесчисленное количество применений сварных конструкций для себя и друзей, и, кажется, в наши дни становится все меньше и меньше магазинов, предлагающих услуги сварки. После того, как вы должным образом улучшите свои навыки, вы можете рассмотреть возможность выполнения некоторых оплачиваемых работ для других людей. Что может быть лучше хобби, которое может окупить себя?
Варка со сваркой трением
Наконец-то День Благодарения! Пришло время сочной индейки, терпкой клюквы, пикантной начинки и идеального гарнира: сливочного картофельного пюре.
Этот маслянистый гарнир станет прекрасным дополнением к сытному ужину в честь Дня Благодарения. Вот простой рецепт лучшего картофельного пюре, которое может приготовить машина для сварки трением с перемешиванием:
Подождите, что?
Ага. Вы правильно это прочитали.
Наш аппарат для сварки трением с перемешиванием LS-1 идеально подходит для замены настольного миксера, когда вам нужно приготовить большую порцию картофельного пюре. Поскольку LS-1 — довольно большая машина, нам нужно немного увеличить рецепт. Добавьте ноль к ингредиентам или увеличьте количество фракций в четыре раза. Это кажется правильным.
Поскольку LS-1 — довольно большая машина, нам нужно немного увеличить рецепт. Добавьте ноль к ингредиентам или увеличьте количество фракций в четыре раза. Это кажется правильным.
Начнем!
Ингредиенты
5 50 крупных картофелин, очищенных, нарезанных на четвертинки и сваренных
1/2 2 чашки подогретого молока
2 4 столовые ложки масла или маргарина
1 1/2 чайные ложки 2 8000 черный перец
Увеличьте все это на кратное десяти, т.е. ½*10; 2*10; и т.д.
Подготовка
- Теплая (очень большая) чаша миксера с горячей водой, сухая. Нет необходимости разогревать инструмент для штифтов, он нагреется до нужной температуры (поверьте нам). Положите горячий картофель в миску. Осторожно поместите чашу на плоскую устойчивую поверхность и включите сварочный аппарат трением с перемешиванием LS-1. Постепенно увеличивайте скорость вращения нерасходуемой насадки для вращающегося штифта, чтобы обеспечить надлежащее соединение всех картофелин до получения однородной массы, примерно на 5 секунд.
- Добавьте все оставшиеся ингредиенты. Увеличьте скорость инструмента для булавки и взбивайте, пока молоко не впитается, около 0,3 секунды. Постепенно увеличивайте скорость, пока картофель не станет пышным. Не волнуйся! Чаша не будет слишком горячей, так как LS-1 использует INTELLISTIR для контроля температуры инструмента для штифтов.
- Наверное, пора перестать крутиться. Надеюсь, картошка еще осталась.
Мы надеемся, что вам понравится аппетитное картофельное пюре, которое вызовет улыбки на лицах вашей семьи и друзей в День Благодарения. Наслаждайтесь!*
MTI: решения для соединения и сварки из одних рук
Когда мы не делаем вкусного картофельного пюре, мы используем наши машины для сварки трением с перемешиванием для соединения множества материалов, как похожих, так и разнородных. MTI предлагает уникальную возможность разрабатывать детали и машины, сваренные трением, которые будут наилучшим образом служить вам и в то же время экономить ваши деньги.