Как обозначается на чертеже фаска: Обозначение фаски на чертеже
alexxlab | 08.04.2023 | 0 | Разное
Обозначение фаски на чертеже
Размеры фасок на чертеже, под углом 45° наносят размерными линиями или на полке линии-выноски, в случае если её размер в масштабе чертежа 1 мм и менее, фаску отображают, как показано на изображении снизу в правой части.
Обозначение фаски на чертеже под углом 45°
Фаски с углом не равным 45° указывают линейными и угловыми размерами или двумя линейными размерами.
Обозначение фаски c углом не равным сорока пяти градусам
Фаска – это, не что иное, как элемент детали. Своим происхождением слово фаска обязано французскому слову «faccete», что означает скошенные части углов, рёбер и пр. Основная часть фасок предназначена для притупления острых углов с целью обеспечения безопасности проведения последующих технологических операций или эксплуатации изделий и механизмов.
На технических чертежах фаски и их геометрические параметры указываются в тех случаях, когда нужно явно указать её наличие, обусловленное техническим решением. В остальных случаях фаски, или какие другие формы кромок не указываются, но в процессе изготовления должны быть притуплены.
В остальных случаях фаски, или какие другие формы кромок не указываются, но в процессе изготовления должны быть притуплены.
Преимущественно, как упоминалось выше, фаски предназначены для обеспечения безопасности при дальнейшем взаимодействии человека и продуктов его производственной деятельности, но в некоторых случаях они нужны как декоративные элементы, вносимые дизайнерами в состав изделия.
Фаски очень часто используются в деревообрабатывающей отрасли. Наличие здесь фасок в сочетании с закруглениями, переходящими в галтели и обратно очень хорошо сочетаются с плоскими поверхностями и придают изделию законченный внешний вид. Даже наличие простой фаски, на какой либо детали, зрительно придаёт ей объём, не говоря уже о фигурных фасках с изменяющимися траекториями врезания и углами наклона.
При отделке зеркал по краям изготавливаются декоративные фаски, в виде небольших скосов краёв кромок. Такого рода грани получаются в результате шлифовки специальным алмазным инструментом, на станках, предназначенных для проведения подобных видов работ, с подачей обильного охлаждения. Кромки обработанные данным способом, называют – «фацет». При изготовлении дверей, или каких либо других частей интерьера, используются элементы остекления, в виде небольших плиток заданного размера с фацетом. В сочетании с деревом благородных пород, из них набирается композиция, которая придает особый торжественный вид и атмосферу комфорта.
Кромки обработанные данным способом, называют – «фацет». При изготовлении дверей, или каких либо других частей интерьера, используются элементы остекления, в виде небольших плиток заданного размера с фацетом. В сочетании с деревом благородных пород, из них набирается композиция, которая придает особый торжественный вид и атмосферу комфорта.
Встречаются фаски с довольно пологим скосом, которые позволяют деталям выполнять функции, обеспечивающие гарантированный заход или зацепление с ответными компонентами узлов и механизмов.
В двигателях внутреннего сгорания, газораспределение является важной определяющей частью работы системы в целом. Для реализации условий газообмена впускные и выпускные отверстия должны открываться и закрываться строго в определённом порядке и обеспечивать эффективный газообмен. Своевременная подача горючей смеси, и выпуск отработанных газов осуществляется клапанами, которые приводятся в движение кинематическими элементами механизмов. Одной из составных частей клапана является уплотнительная фаска, на неё возложена не маловажная функция гарантированного перекрытия и обеспечения беспрепятственного выхода газов.
Для качественной сварки металла при соединении стальных листов превышающих размер в своём сечении шесть, восемь миллиметров, обычно снимают технологические фаски. Существует два способа подготовки кромок под сварку – термическая обработка, либо механическая. В последнее время чаще всего используется подготовка кромок методом скалывания, при котором происходит смещение металла под воздействием касательных напряжений. Выполняют такие операции специальными машинами с системой направляющих роликов и захватывающего круглого инструмента приводимого в движение через редуктор от электродвигателя. Применение таких механизмов позволяет значительно ускорить подготовительные работы. Машина для обработки кромок, «СНР – 12» испанской фирмы «Cevisa», является эффективным инструментом подобного типа.
2.13 Обозначение фасок
Многие
детали имеют фаски – небольшие конические или пирамидальные
поверхности. Если фаска снята под углом
45º, то её размер записывают условной
надписью, первая цифра которой указывает
высоту фаски (высоту усеченного конуса),
а вторая цифра – угол наклона образующей
конуса к его основанию, например 2 × 45º
(рисунок 47).
Рисунок 47 – Примеры нанесения размеров фаски
Если фаска имеет угол, отличный от 45º, то её размер указывают по общим правилам – двумя линейными размерами (рисунок 48, а) или линейным и угловым размерами (рисунок 48 б, в).
а) б) в)
Рисунок 48 – Примеры нанесения размеров фаски
В случаях, когда деталь имеет две симметрично расположенные одинаковые фаски на одинаковых диаметрах, размер фаски наносят один раз, без указания их числа (рисунок 49
а) б)
Рисунок 49 – Примеры нанесения размеров фаски
Примечание:
предметы или элементы, имеющие постоянное
или закономерно изменяющееся поперечное
сечение (валы, цепи, прутки, фасонный
прокат, шатуны и т.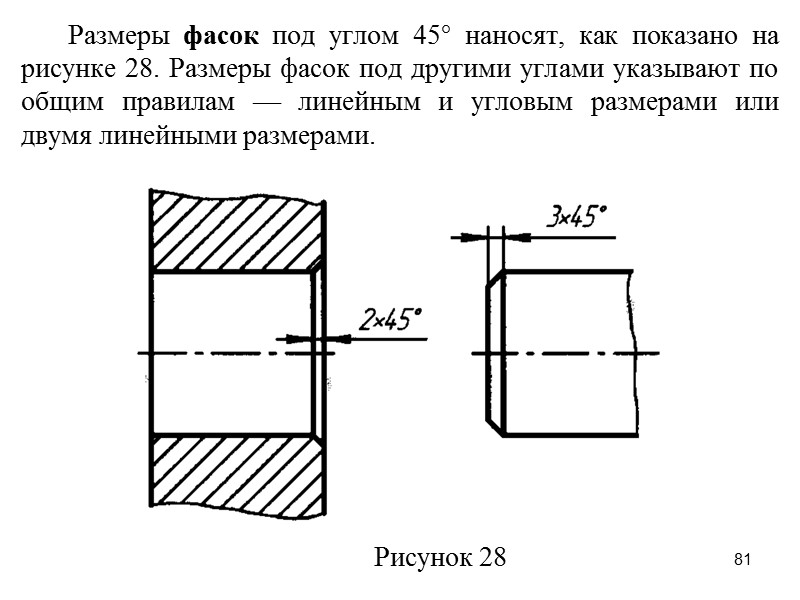 п.), допускается
изображать с разрывами (рисунок 50).
п.), допускается
изображать с разрывами (рисунок 50).
Частичные изображения и изображения с разрывами ограничивают сплошной волнистой линией, соединяющей соответствующие линии контура.
Рисунок 50
Цапфа
Таблица 8 – Данные к заданию «Цапфа»
вариант | L | l | D | b | a | n | c | º |
1 | 120 | 35 | 25 | 20 | 14 | 3 | 2. | 45 |
2 | 130 | 40 | 25 | 20 | 14 | 3 | 2.0 | 60 |
3 | 140 | 40 | 26 | 20 | 16 | 3 | 2.0 | 30 |
4 | 140 | 40 | 28 | 22 | 16 | 5 | 2. | 45 |
5 | 150 | 40 | 28 | 22 | 18 | 5 | 2.5 | 60 |
6 | 150 | 40 | 28 | 22 | 22 | 5 | 2.5 | 30 |
7 | 160 | 42 | 30 | 24 | 18 | 5 | 2. | 45 |
8 | 160 | 42 | 30 | 24 | 20 | 5 | 2.5 | 60 |
9 | 160 | 45 | 30 | 24 | 20 | 5 | 3.0 | 30 |
10 | 170 | 45 | 32 | 26 | 20 | 5 | 3. | 45 |
11 | 170 | 45 | 32 | 26 | 21 | 7 | 60 | |
12 | 170 | 48 | 34 | 28 | 25 | 7 | 3.0 | 30 |
13 | 180 | 48 | 34 | 30 | 26 | 7 | 3. | 45 |
14 | 180 | 50 | 36 | 32 | 25 | 7 | 3.0 | 60 |
15 | 180 | 50 | 40 | 32 | 30 | 7 | 4.0 | 30 |
16 | 190 | 70 | 42 | 40 | 32 | 7 | 4. | 45 |
17 | 190 | 75 | 45 | 40 | 30 | 7 | 4.0 | 60 |
18 | 190 | 75 | 40 | 40 | 34 | 8 | 4.0 | 30 |
19 | 200 | 75 | 48 | 40 | 34 | 8 | 4. | 45 |
20 | 200 | 80 | 48 | 42 | 34 | 8 | 4.0 | 60 |
21 | 200 | 80 | 48 | 42 | 36 | 8 | 5.0 | 30 |
210 | 80 | 50 | 42 | 40 | 8 | 5. | 45 | |
23 | 210 | 80 | 50 | 45 | 32 | 8 | 5.0 | 60 |
24 | 210 | 80 | 60 | 45 | 42 | 8 | 5.0 | 30 |
25 | 210 | 85 | 60 | 45 | 42 | 8 | 5. | 45 |
26 | 140 | 40 | 26 | 20 | 12 | 3 | 2.0 | 45 |
27 | 200 | 50 | 30 | 18 | 12 | 8 | 3.0 | 30 |
28 | 140 | 50 | 40 | 15 | 15 | 5 | 3 | 45 |
 5
5 5
5 0
0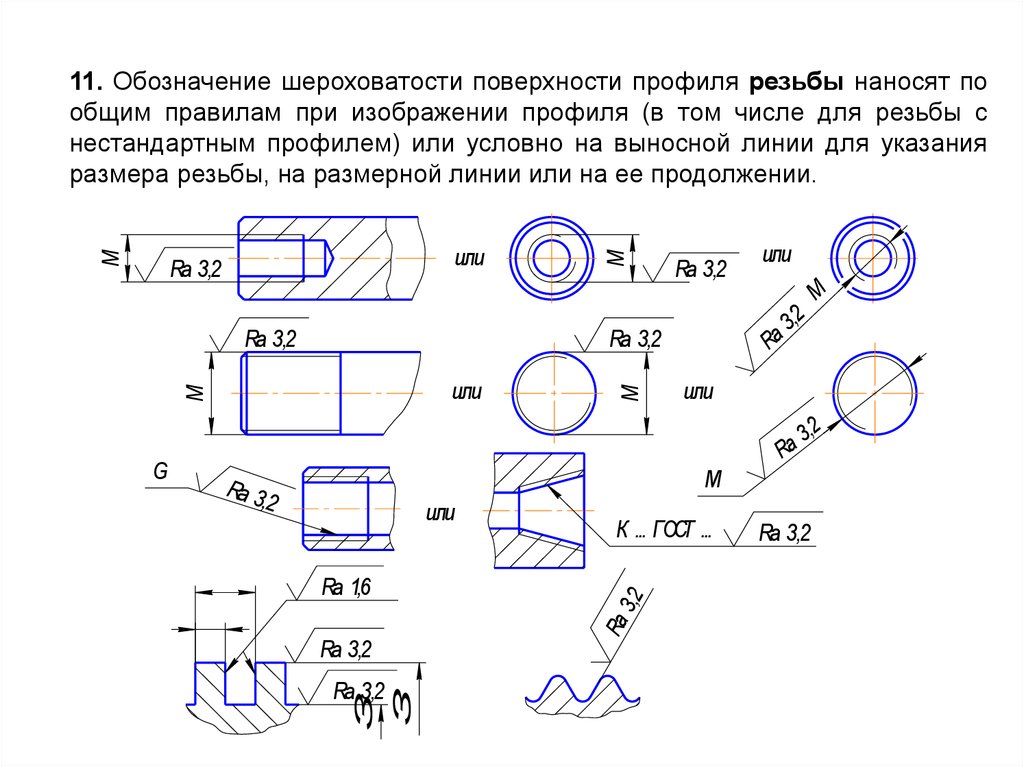 0
0
 0
0 0
0 0
0Вопросы для самоконтроля
Фаска и руководство по снятию фаски [Краткое обучение]
Содержание
Что такое фаска?
Скошенный угол Фаска — это угол на кромке заготовки.
Они созданы в основном для защиты объекта со скошенными углами, а также всех, кто может соприкоснуться с объектом.
Кромка может быть снаружи детали, где отверстие проходит через поверхность или где встречаются любые две поверхности.
Обратите внимание на скошенные края на картинке выше.
Верхний куб имеет скошенные углы, где пересекаются все основные грани.
Снятие фаски с этих пересечений уменьшает резкость или смягчает углы.
Типы фасок
Фаски по длине стороны
Наиболее распространенный способ определения фаски — указать размер длины стороны и угол фаски.
На изображении треугольника ниже катеты — это стороны a и b треугольника.
Если угол не указан, предполагается, что угол фаски равен 45 градусам. Хотя это может быть опасным предположением. Всегда лучше подтвердить угол фаски, если он не указан напрямую.
Фаски ширины грани
Иногда фаска указывается как измеренная как ширина грани. На некоторых чертежах это можно увидеть сокращенно как FW.
На некоторых чертежах это можно увидеть сокращенно как FW.
На рисунке ниже длина стороны фаски будет равна длине сторон a и b. Они будут равны в фаске 45 градусов. Длина стороны с будет равна ширине фаски.
Если фаска называется шириной грани, то она измеряется по гипотенузе фаски.
Чтобы преобразовать размер длины ноги в ширину лица, просто умножьте значение длины ноги на 1,414. Чтобы преобразовать размер ширины лица в размер длины ноги, выполните обратный процесс и разделите на 1,414.
Следует отметить, что эти коэффициенты преобразования работают только в том случае, если фаска находится под углом 45 градусов (наиболее распространенный угол фаски). Если вам нужно рассчитать ширину грани фаски под другим углом, используйте калькулятор треугольника.
Фаски по сравнению с аналогичными элементами
Фаска и фаска
Фаска и фаска — это одно и то же, особенно в случае механической обработки.
Некоторые будут спорить по этому поводу и утверждать, что фаска снимает острый угол с детали и что скос делает то же самое, но до противоположной боковой поверхности.
Хотя в Интернете есть несколько диаграмм, которые показывают, что это правда, это неверно. Merriam-Webster четко определяет фаску и скос как одно и то же.
Фаска и кромка излома
Обозначения кромокФаски часто остаются запоздалой мыслью для разработчиков чертежей.
Во многих случаях они не имеют функционального назначения, а просто добавляются для защиты детали и любого, кто может соприкоснуться с ней, от повреждений. Удаление заусенцев с кромки очень похоже.
В тех случаях, когда требования не являются строгими, вы часто будете видеть перечисленные требования «разорвать край» или «разорвать все края».
Это означает, что острая кромка должна быть удалена с детали, но это не контролируется напрямую. В тех случаях, когда указана кромка излома, чертежник обычно ищет размер фаски 0,010–0,020 дюйма, а иногда даже меньше.
Выноски краев разрыва редко идентифицируются по связанному с ними углу.
Фаска и зенкер
Символ схемы зенковки Зенковки — это фаски, применяемые к круглым элементам, таким как отверстие.
Основное различие между фасками и зенковками заключается в том, что фаски обычно задаются под углом 45 градусов, а зенкеры имеют большее разнообразие общих углов.
Углы зенковки также указываются как угол между двумя противоположными сторонами элемента. Это приводит к тому, что спецификация угла удваивается. Фаска под углом 45 градусов часто указывается как зенковка под углом 90 градусов. Общие углы зенковки составляют 82, 90, 100 и 120 градусов.
Фаска против заусенцев
Как я уже отмечал выше, выноска для удаления заусенцев очень похожа на кромку излома. Удаление заусенцев — это удаление острых краев и часто выступающих краев вдоль элемента.
Крошечные кусочки приподнятого металла могут быть весьма опасны. Удаление заусенцев удалит эти острые биты. Подобно кромкам излома, выноски для удаления заусенцев обычно довольно рыхлые.
Фаска и скругление
Скругление — это закругленный или закругленный угол, а фаска — прямой срез. Обратите внимание на разницу на картинке выше.
Обратите внимание на разницу на картинке выше.
Фаски не обязательно должны быть под углом 45 градусов, как показано на рисунке выше, но это, безусловно, наиболее распространенная конфигурация.
Как указать размеры фаски
Нанесение размеров фаски выполняется с помощью вызова, который указывает длину фаски вместе с углом фаски. Если угол не указан, предполагается, что фаска составляет 45 градусов.
Фаски также можно указать, указав обе стороны фаски, например:
Снять фаску со всех кромок 0,025″ x 0,025″
Пример обозначения фаски #1
Если вышеприведенный пример гласит «Сделать фаску со всех кромок и углов 0,030», выноска будет такой же, как она написана в настоящее время. Углы, отличные от 45 градусов, используются, но гораздо реже.
Фаски часто указываются в примечаниях к чертежу, например, в приведенном выше примере.
Пример обозначения фаски #2
В этом примере фаска будет иметь длину стороны 0,020 дюйма и угол фаски 45,00 градусов.
Измерение фасок
Как измерить размер фаски
Карманный компаратор, также известный как глазная лупаДлина или глубина фаски могут быть измерены с использованием различных измерительных приборов. Оптические компараторы и КИМ часто используются в промышленности, но если вы читаете это, вы, вероятно, захотите измерить свою фаску с помощью калибра, называемого карманным компаратором, который часто называют глазной лупой.
Компаратор карманов использует увеличительную линзу и сетку, чтобы пользователь мог измерить размер фаски.
Как измерить угол фаски
Углы фаски часто предполагаются такими же, как и инструмент, используемый для их создания. Наиболее распространенный угол фаски составляет 45 градусов.
В зависимости от геометрии детали для измерения угла фаски можно использовать разные инструменты. Угол можно рассчитать с помощью калькулятора треугольников, упомянутого выше, или можно использовать транспортир.
Хотите узнать больше?
GD&T – сложная тема, и ее правильное понимание может быть разницей между идеальной деталью и браком.
Лучше всего изучать GD&T у опытных преподавателей, которые могут разбить материал на понятные части.
К счастью, мы кое-кого знаем.
И Читатели MachinistGuides.com получают эксклюзивную скидку на обучение!
Получите лучшее доступное обучение GD&T
Похожие статьи
Фейсбук Твиттер YouTube
Точное измерение скошенных кромок | Библиотека 3D-решений
Снятие фаски часто выполняется на деталях и изделиях из металла, пластика и армированного стекла. Снятие фаски также обычно выполняется для продуктов, к которым люди прикасаются, таких как часы, смартфоны и планшеты. Кроме того, механические детали, которые соприкасаются с другими деталями, например шестерни, часто имеют фаски для предотвращения износа кромок.
Для деталей, требующих высокоточного снятия фаски, необходимы высокоточные и количественные измерения, чтобы подтвердить правильность снятия фаски. На этой странице представлены базовые знания о поверхностях со скошенными кромками, включая обозначения на чертежах и способы выполнения точных измерений.
На этой странице представлены базовые знания о поверхностях со скошенными кромками, включая обозначения на чертежах и способы выполнения точных измерений.
- Скошенные поверхности
- Обозначение поверхностей с фаской на чертежах
- Как рассчитать глубину скошенной поверхности
- Трудности измерения
- Трудности измерения – КИМ
- Трудности измерения — профилометр
- Трудности измерения – Ручные инструменты
- Решения для измерения поверхностей с фаской
- Резюме: Значительное улучшение и более высокая эффективность измерения фаски
При резке или штамповке прочных материалов их края становятся очень острыми. По этой причине края обрабатываются путем срезания угла. Существует несколько типов процессов резки кромок, каждый из которых имеет свою форму резки. Снятие фаски — это процесс, при котором кромка срезается под углом. Скругление — это процесс, придающий кромке круглую форму, а легкое снятие фаски — это точно регулируемый тип снятия фаски.
Поверхности с фаской часто обозначаются на чертежах сочетанием буквы С и числа, например С5 или С10. C естественно означает «снятие фаски» и обычно указывает на поверхность, скошенную под углом 45 градусов. Число рядом с C — это длина (мм) кромочной части, которую нужно отрезать. Другими словами, это указывает на поверхность, скошенную под углом 45 градусов, чтобы удалить область ребра, которая образует равнобедренный прямоугольный треугольник с указанной длиной, равной длине двух равных сторон. На рисунке ниже показаны обозначения чертежа и детали обработки для примера C3.
Если срезаемый угол не имеет 45-градусного угла скошенной поверхности, угол и длина стороны с этим углом указываются на чертеже. Например, когда угол со стороной 1,5 мм (0,06 дюйма) срезан под углом 25 градусов, фаска обозначается, как показано ниже.
Когда скошивается угол путем помещения инструмента в контакт с мишенью под углом 45 градусов или наоборот, глубину среза можно определить, вычислив глубину по сторонам треугольника.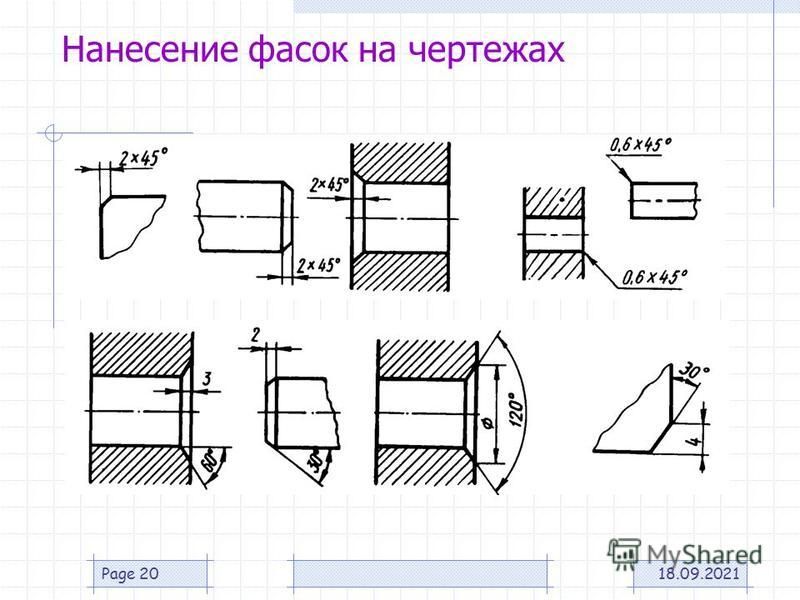
Глубина реза обозначается буквой D. В случае C1 глубину реза можно рассчитать по следующей формуле.
- D = 1,0 / √2 ≈ 0,7 (мм)
- Чтобы найти D, разделите равнобедренный прямоугольный треугольник со стороной 1 мм (0,04 дюйма) пополам. D — длина короткой стороны нового равнобедренного прямоугольного треугольника, длинная сторона которого равна 1,0.
Отношение сторон равнобедренного прямоугольного треугольника равно 1:1:√2.
Это соотношение можно упростить, как показано ниже.
- D ≈ 0,7 (мм)
- С помощью этой формулы легко узнать глубину срезаемого угла под углом 45 градусов. Например, в случае C4 глубина D x 4 ≈ 2,8.
Чрезвычайно важно убедиться, что при снятии фаски получены заданные размеры (в пределах допусков) и форма. Скошенные поверхности являются трехмерными и требуют высокоточного количественного трехмерного измерения формы.
Однако, поскольку форма трехмерная и обычно небольшая, получение точных измерений может быть затруднено.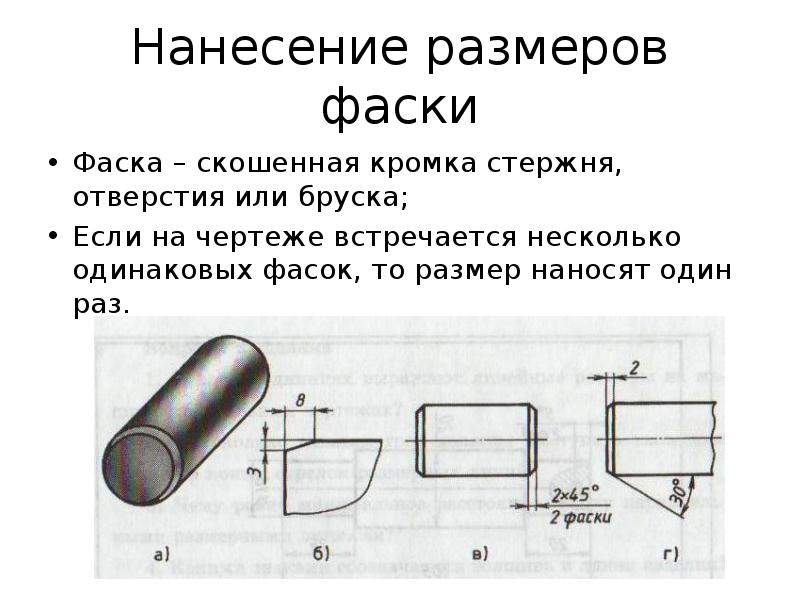
Координатно-измерительная машина обычно контактирует с целью в трех-шести точках с помощью щупа, а затем создает виртуальную поверхность для измерения скошенной поверхности. Этот метод измерения имеет следующие проблемы:
Измерение виртуальной поверхности на фаске- Когда измеряемая поверхность фаски мала, например, 1 мм 2 , чрезвычайно сложно точно измерить форму путем точного определения поверхности щупом и создания виртуальной поверхности.
- Программирование и эксплуатация КИМ могут быть сложными и трудоемкими, особенно при измерении мелких элементов. Для измерения фасок обычно необходимо использовать чертежи САПР для программирования станка, что еще больше расширяет знания, необходимые для выполнения измерений.
По этой причине одной из основных проблем с трехмерными измерительными приборами является то, что не все операторы на рабочем месте могут точно измерять скошенные поверхности. Кроме того, скошенная поверхность измеряется на основе пересечений созданной виртуальной поверхности и не может отражать реальную форму.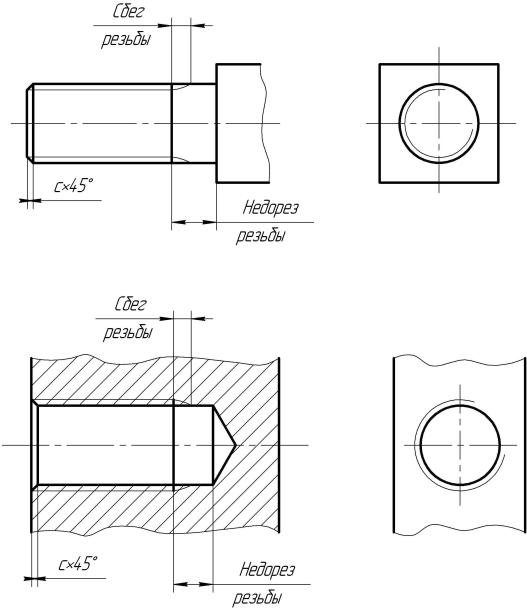
Системы измерения профиля должны получить точную линию измерения, перпендикулярную форме измеряемой поверхности со скошенной кромкой. Это связано со следующими проблемами:
Измерение со скошенной поверхностью, зафиксированной по уровню- Деталь должна быть закреплена и выровнена перед измерением.
- Знания и навыки использования системы измерения профиля также необходимы для точного выравнивания цели.
- Проведение стилусом нужной линии чрезвычайно сложная работа, и даже небольшое смещение стилуса приводит к ошибке в измеренных значениях.
Ручные инструменты, такие как штангенциркуль со скошенными поверхностями или калибр, обеспечивают очень удобное измерение. Однако существует множество причин, которые приводят к ошибке измерения или изменению данных измерения.
При использовании штангенциркуля или штангенциркуля условия измерения, такие как контактное усилие (измерительное усилие) при измерении каждой точки вручную и выбор измеряемых точек различаются в зависимости от оператора. Это приводит к изменению значений измерений и затрудняет получение количественных измерений.
Это приводит к изменению значений измерений и затрудняет получение количественных измерений.
Обзор проблем, связанных с обычными измерительными приборами, показывает, что есть определенный момент, который объединяет все проблемы. Это то, что измерение трехмерной цели или области выполняется посредством точечного и линейного контакта.
Для решения этих проблем с измерениями компания KEYENCE разработала серию трехмерных оптических профилометров VR. Серия VR точно захватывает трехмерную форму всей поверхности цели, не касаясь цели. 3D-сканирование цели на предметном столике может быть выполнено всего за одну секунду для высокоточного измерения 3D-формы.
Серия VR может автоматически находить кромки и рисовать линии профиля строго перпендикулярно кромке, чтобы получать точные данные измерений и устранять различия в результатах.
Сферический центр Ось цилиндра Середина Перекресток Макс. высота Мин. высота Центральная линия Вертикальная базовая линия Большое разнообразие вспомогательных инструментов упрощает выполнение точных измерений.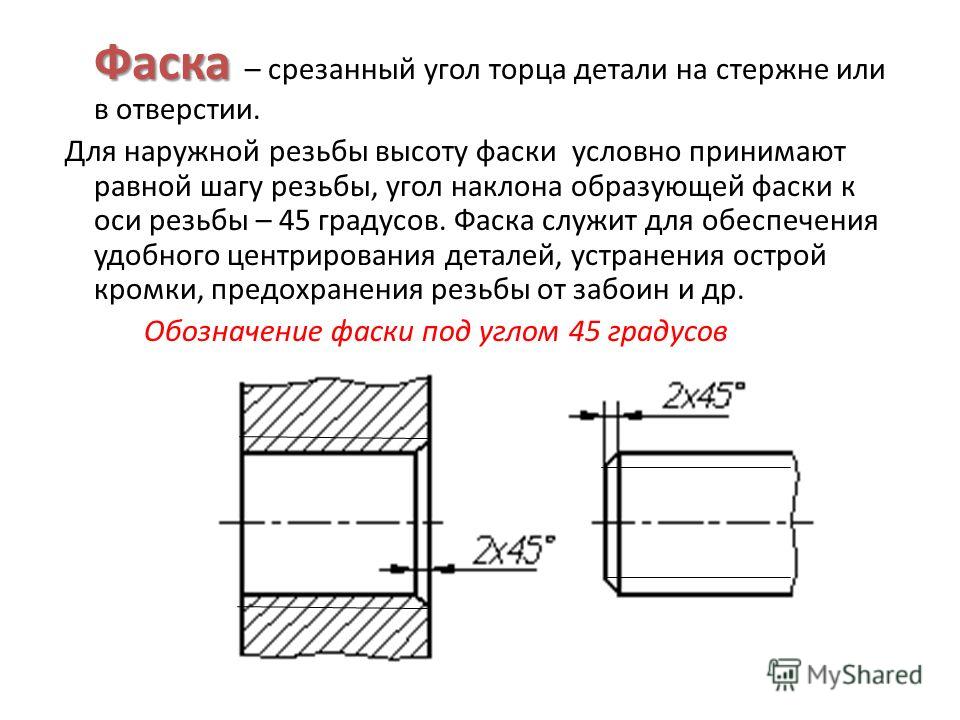
После сканирования цели ее профиль (поперечное сечение) может быть измерен в местах, отличных от тех, которые были измерены в прошлом. Это устраняет необходимость снова устанавливать и измерять одну и ту же цель. Это также позволяет проводить сравнение с прошлыми данными для проверки различий в форме, когда предполагается, что заготовка имеет одинаковую форму, но была изготовлена другой партией с использованием разных материалов и в разных условиях обработки.
- Скачать каталоги
- Контакты/Запросы
Измерение можно выполнить, просто поместив цель на предметный столик и нажав кнопку. Строгого позиционирования или другой подготовки не требуется.
В отличие от обычных измерительных приборов, серия VR извлекает особенности цели, помещенной на предметный столик, и автоматически корректирует ее положение. Жесткое позиционирование, которое раньше требовало много времени и усилий, больше не нужно. Это позволяет даже неопытному оператору легко и мгновенно выполнять измерения и устраняет необходимость в назначении специализированного оператора для проведения измерений.
Жесткое позиционирование, которое раньше требовало много времени и усилий, больше не нужно. Это позволяет даже неопытному оператору легко и мгновенно выполнять измерения и устраняет необходимость в назначении специализированного оператора для проведения измерений.
- Скачать каталоги
- Контакты/Запросы
Вся поверхность может быть просканирована для измерения всего за одну секунду.
Поскольку серия VR способна быстро и легко измерять цели, ее можно использовать для высокоточных 3D-измерений в самых разных целях. Помимо разработки и испытаний, его также можно использовать для выборочного контроля или 100% контроля мелкосерийной или дорогостоящей продукции. Это может уменьшить отток бракованной продукции и позволяет легко создавать отчеты. Это способствует завоеванию доверия без необходимости вкладывать чрезмерное количество человеко-часов.
- Скачать каталоги
- Контакты/Запросы
Серия VR решает проблемы, с которыми сталкиваются обычные измерительные приборы, мгновенно измеряя точные трехмерные формы цели с помощью высокоскоростного бесконтактного сканирования.