Как обозначается на чертеже шероховатость: Обозначение шероховатости поверхностей в конструкторской документации
alexxlab | 02.10.2020 | 0 | Разное
Шероховатость поверхностей и обозначение ее на чертежах
Шероховатость поверхности на эскизах и рабочих чертежах деталей машин обозначается согласно ГОСТ 2.309 – 73 «Обозначение шероховатости поверхностей» При обработке детали на ее поверхности образуются неровности – шероховатости. Таким образом, шероховатость поверхности это совокупность неровностей с относительно малым шагом на базовой длине – L. Базовая длина выбирается в зависимости от характера измеряемой поверхности. Чем больше высота микронеровностей, тем больше берется базовая длина L.Числовое значение базовой длины выбирается из ряда: 0,01; 0,03; 0,08; 0,25; 2,5; 8,0; 25 мм.
Для определения численного значения шероховатости поверхности ГОСТ 2789 – 73 предусматривает шесть параметров. В учебной практике, т.к. студенты еще не знакомы с темой «Шероховатость поверхностей» изучаемой в курсе «Технология металлов», используются два параметра:
R a – среднее арифметическое отклонение профиля;
R z – высота неровностей профиля по десяти точкам.
Исходя из числовых значений параметров R a и R z ГОСТ 2789 – 73 устанавливает 14 классов шероховатости. Наиболее распространенными в машиностроении являются 1 – 8 классы (таблица 1).
Таблица 1 – Размеры шероховатости поверхности (ГОСТ2789 – 73)
Классы шероховатости | Параметр R a, мкм | Параметр R z, мкм | Базовая длина, мм |
1 | 100 – 50 | 320 – 160 | 8,0 |
2 | 25 | 160 – 80 | 8,0 |
3 | 12,5 | 50 – 40 | 8,0 |
4 | 6,3 | 25 – 20 | 2,5 |
5 | 3,2 | 12,5 | 2,5 |
6 | 1,6 | 6,3 | 0,8 |
7 | 0,8 | 3,2 | 0,8 |
8 | 0,4 | 1,6 | 0,8 |
Для обозначения шероховатости на чертежах, согласно ГОСТ 2.309 – 73, применяется условный графический знак с цифровым и текстовым сопровождением. Структура знака приведена на рисунке 11.
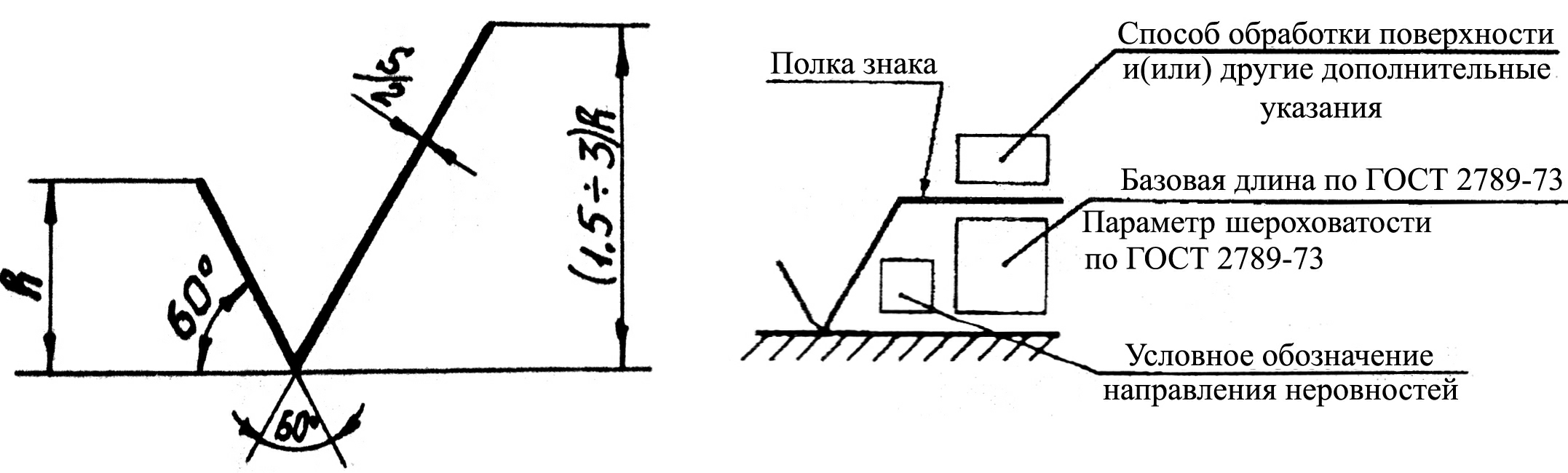
Рисунок 11. Структура знака обозначения шероховатости на чертежах
В зависимости от способа обработки применяют три вида знака. Если способ обработки конструктором не устанавливается, применяют знак, приведенный на рисунке 12а. В этом случае уже технолог решает, каким способом будет получена эта поверхность: механической обработкой, литьем, штамповкой или выбором проката.
Для поверхности, образованной с удалением слоя материала, например, точением, фрезерованием, сверлением, точением, шлифованием и т.д, применяется знак, приведенный на рисунке 12б.
При обозначении шероховатости поверхности, образуемой без удаления слоя материала, например, литьем, ковкой, штамповкой, волочением и т.д., применяют знак, приведенный на рисунке 12в.
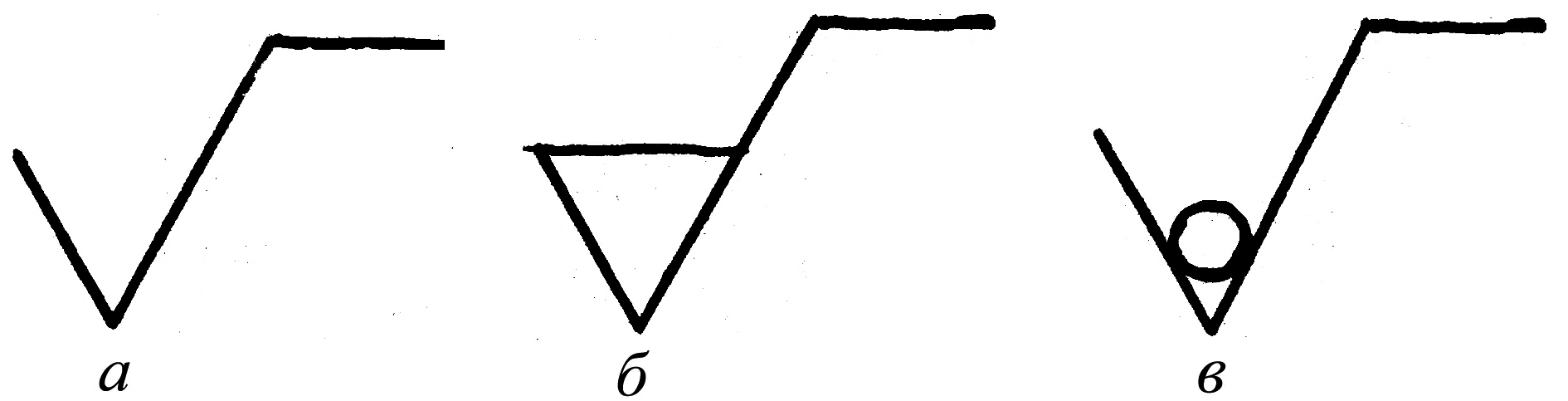
Рисунок 12. Виды и размеры знака шероховатости поверхности
Знаки шероховатости поверхности должны касаться контурных или выносных, или штрихпунктирных линий чертежа.
Если шероховатость всех поверхностей детали должна быть одинаковой, то в правом верхнем углу чертежа наносят общее обозначение шероховатости (рисунок 13).
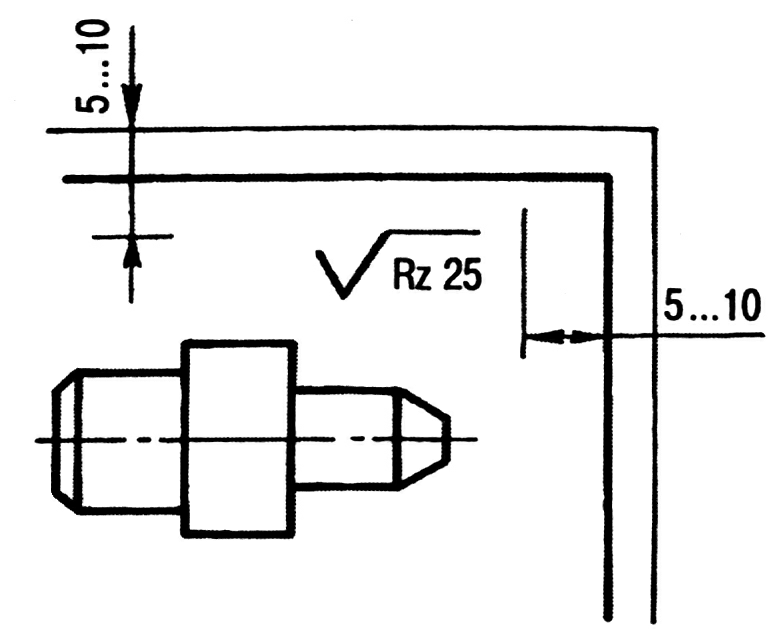
Рисунок 13. Все поверхности детали обработаны одинаково
Если шероховатость
поверхностей детали должна быть разной,
то в правом верхнем углу чертежа наносят
обозначение преобладающей по числу
поверхностей шероховатости и знак  в скобках, который означает, что все
остальные поверхности детали, кроме
обозначенных на изображении, должны
иметь шероховатость, указанную перед
скобкой (рисунок 14).
в скобках, который означает, что все
остальные поверхности детали, кроме
обозначенных на изображении, должны
иметь шероховатость, указанную перед
скобкой (рисунок 14).

Рисунок 14. Поверхности детали обработаны с разной чистотой
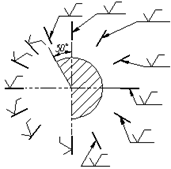
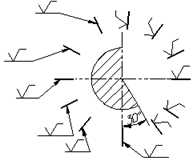
Основные правила размещения знака шероховатости поверхностей различного расположения приведены на рисунке 15.
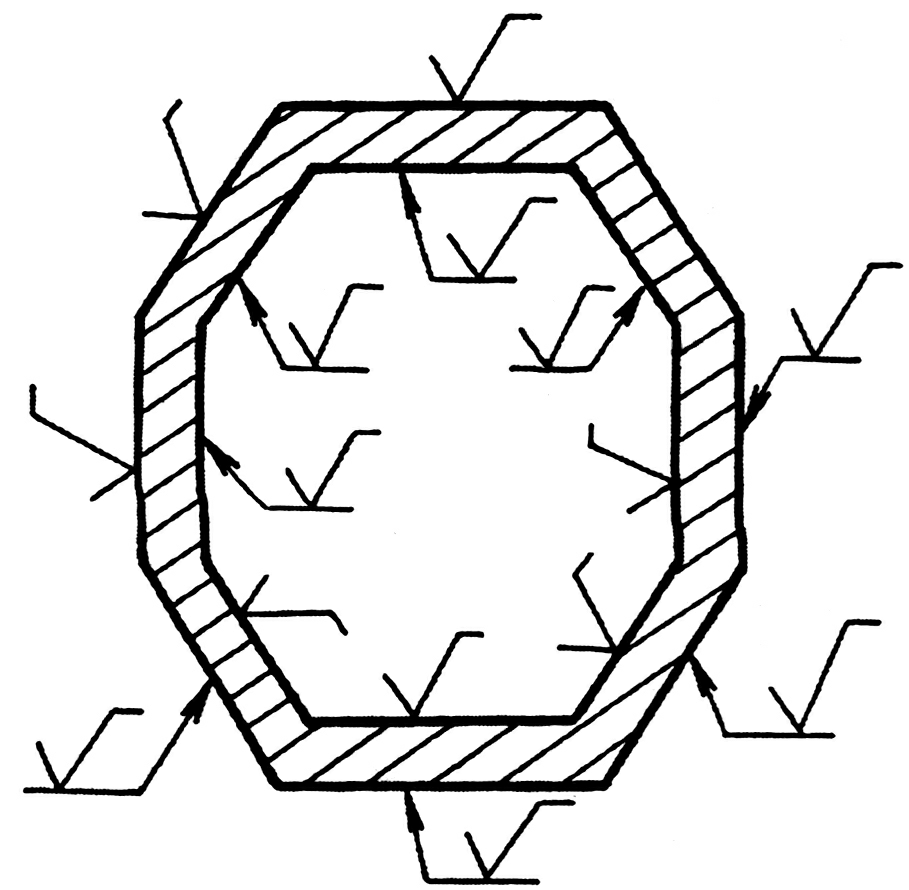
Рисунок 15. Нанесение знака шероховатости на поверхностях с различным расположением
Правила нанесения обозначения шероховатости поверхностей на чертежах
Обозначения шероховатости поверхностей на изображении изделия располагают на полках линий-выносок. Обозначения на выносных линиях наносят как можно ближе к размерной линии. При недостатке места допускается располагать обозначения шероховатости на размерных линиях или на их продолжениях, в также разрывать выносную линию (рис. 8).
На линии невидимого контура допускается наносить обозначение шероховатости только в случае, когда от этой линии нанесен размер.
Обозначение шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа так, как показано на рис 9 и 10.
Обозначение шероховатости поверхности, в которых знак не имеет полки, располагают относительно основной надписи чертежа так, как показано на рис. 11. При расположении поверхности в заштрихованной зоне обозначения наносят обязательно на полке линии-выноски.
При изображении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе к месту указания размеров (рис. 12).
рис. 8 рис. 9
рис. 10 рис. 11

рис. 12 рис.13
Обозначение шероховатости, одинаковой для всех поверхностей изделия, на изображении не наносят, а помещают в правом углу чертежа (рис.13). Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый угол чертежа, должен быть приблизительно в 1,5 раза больше, чем в обозначениях на изображении.
Когда указывают одинаковую шероховатость для части поверхностей изделия, в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости и условное обозначение  (рис.14). Это означает,, что все поверхности, на изображении которых не нанесены знаки шероховатости, должны иметь шероховатость, указанную в правом верхнем углу чертежа перед знаком в скобках. Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении.
(рис.14). Это означает,, что все поверхности, на изображении которых не нанесены знаки шероховатости, должны иметь шероховатость, указанную в правом верхнем углу чертежа перед знаком в скобках. Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении.
рис. 14 рис. 15
Когда часть поверхностей не выполняется по данному чертежу, в правом верхнем углу чертежа перед знаком в скобках помещают знак  (рис. 15).Размеры и толщина линий этого знака должны быть приблизительно в 1,5 раза больше, чем знаков, нанесенных на изображении.
(рис. 15).Размеры и толщина линий этого знака должны быть приблизительно в 1,5 раза больше, чем знаков, нанесенных на изображении.
Если в изделии есть поверхности, шероховатость которых не нормируется, обозначение шероховатости или знак в правый верхний угол чертежа не выносят.
Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т.п.), число которых указано на чертеже, а также обозначение шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений. К повторяющимися элементам не относят симметрично расположенные поверхности.
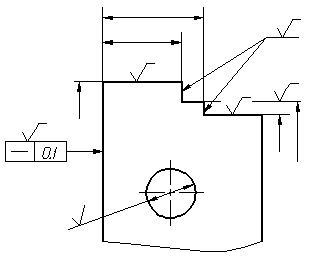
Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначений шероховатости (рис. 16,а). Через заштрихованную зону линию границы между участками не проводят (рис. 16,б).
рис. 16,а рис.16,б
Обозначение шероховатости рабочих поверхностей зубьев зубчатых колец, эвольвентных шлицев и т.п., если на чертеже не приведен их профиль, условно наносят на линии делительной поверхности (рис. 17, а…в), а глобоидных червяков и сопряженных с ним колес- на линии расчетной окружности (рис. 17,г).



а) б) в) г)
Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам, если есть изображение профиля (рис. 18,а), или условно на выносной линии, которая служит для указания размера резьбы (рис. 18,б,в,г,) на размерной линии или её продолжении (рис.18,д,е,)

а) б) в) г)

д) е)
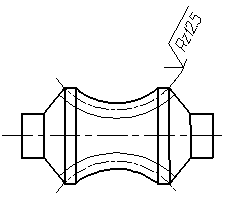
Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз с использованием вспомогательного знака- окружности (рис. 18). Диаметр вспомогательного знака равен 4…5 мм. В обозначении одинаковой шероховатости поверхностей, плавно переходящих одна в другую, вспомогательный знак не приводят (рис. 19).
 рис. 18
рис. 18  рис.19
рис.19
Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности, которое наносят на полке линии – выноски. Линию – выноску проводят от утолщенной штрих-пунктирной линии, которой обводят поверхность на расстоянии 0,8…1 мм от линии контура (рис.19).

рис.19
Обозначая шероховатость поверхностей детали, необходимо по возможности уяснить условия её работы в изделии. Следует сверить (визуально и на ощупь ногтем) шероховатость поверхности детали с образцами шероховатости выпускаемыми предприятиями по ГОСТ9378-75* (СТ СЭВ 849-78).При их отсутствии можно руководствоваться следующими соображениями: поверхности, работающие в условиях, когда стабильность зазора имеет решающее значение (например, поверхности осей и валов быстроходных двигателей, поверхности шариков и роликов подшипников качения и т.п.) и образуемые путем тонкого шлифования и других доводочных операций, имеют шероховатость по шкале Ra 0,05…0,100 мкм; шероховатость на таких поверхностях можно увидеть только в сильную лупу; поверхности неподвижных ответственных соединений, испытывающих большие нагрузки (например, соединение зубчатого колеса высокой точности в салом), образуемые путем чистового шлифования, имеют шероховатость 1,60…0,60 мкм. Шероховатость на них можно увидеть только в лупу; поверхности менее ответственные подвижные (например, обычные соединения зубчатых колес и червяков с валами, трущиеся поверхности клапанов и кранов и т.п.) и неподвижные (например, привалочные поверхности при герметичном соединении без прокладок) имеют шероховатость 3,2…1,6 мкм. Шероховатость едва заметна;
поверхности в малоответственных подвижных и неподвижных соединениях (например, поверхности деталей, прилегающих к другим деталям, поверхности по запрессовку, втулок, вкладышей и т.п.), когда стабильность зазора не имеет большого значения, образуемые чистовым точением. грубой шлифовкой, литьем под давлением и другими операциями, имеют шероховатость 6,3…3,2 мкм. Шероховатости заметны;
поверхности отверстий под болты, винты, шпильки и т.п. (когда зазор предусмотрен для свободного соединения деталей), образуемые вырубанием на штампах, черновым точением, сверлением и другими операциями, имеют шероховатость по шкале Rz 80…20мкм. шероховатости ясно заметны и легко обнаруживаются ощупыванием;
поверхности образованные без снятия слоя материала, например, литьем в земляные формы и кокили, и не соприкасающиеся в изделии с другими поверхностями, имеют шероховатость по шкале Rz 80…400 мкм и более. Шероховатости хорошо видны.
Шероховатость поверхностей некоторых видов изделий стандартизирована, например поверхности стандартных болтов и гаек класса точности В должны иметь шероховатость по шкале Rz 12,5…6,3 мкм и т.д.
Шероховатость поверхности зависит от способа образования поверхности. Так, при обработке резанием шероховатость может иметь следующие значения;
при точении черновом – Rz160…40 мкм, чистовом- 5…0,63мкм, алмазном – 0,32…0,08; при строгании черновом – 320…80мкм, чистовом – 5…2,5; при обработке долбяком черновой – 80…40 мкм, чистовой – 5…2,5 мкм; при фрезеровании черновом – 160…40 мкм, чистовом – 5…1,25 мкм, тонком – 2,5…0,63 мкм; при шлифовании грубом – 40…10, чистовом – 2,5…0,63, тонком – 0,63…0,16; притирочные (доводочные) операции – 0,16…0,2; при сверлении – 80…40; при развертывании чистовом – 1,25…0,63, отделочном – 0,63…0,10; при зенкеровании цилиндрическом и коническом – 20…10 мкм.
Шероховатость поверхности деталей из латуни и бронзы при тех же технологических операциях получается меньшей, чем для стали.
| Таблица . Тип направление неровностей, изображение и обозначение. |
Список использованной литературы
1. Машиностроительное черчение и автоматизация выполнения чертежей:
2. Учебник для втузов/ В.С. Левицкий – М.: Высш. шк., 2002.
3. Справочное руководство по черчению/ В.Н. Богданов, И.Ф. Малежик. А.П. Верхола и др. – М.: Машиностроение 1989г.
Обозначение шероховатости поверхности на чертежах
Шероховатость поверхности обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
В обозначении шероховатости поверхности применяют один из знаков, изображенных на рисунке ниже.
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота Н равна (1,5…5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной линии, применяемой на чертеже.
Необходимая шероховатость поверхностей деталей задается с учетом их назначения и условий работы.
Обработка не устанавливается
С удалением материала
Без удаления материала
Среднее арифметическое
По десяти точкам
Часть поверхности
Пояснительные надписи
Для точного определения шероховатости поверхности используются специальные приборы – оптические профилометры, а также щуповые профилографы, профилометры и др. Для определения шероховатости вне лаборатории используются специальные эталоны шероховатости с образцами поверхностей разных видов обработки (точения, фрезерования и т. п.)
Эталон шероховатости поверхности
Оценка шероховатости обработанной поверхности по эталонам (образцам) производится на рабочих местах методом сравнения.
Приблизительные значения шероховатости поверхности при некоторых видах обработки приведены в таблице.
Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок.
Допускается при недостатке места располагать обозначения шероховатости на размерных линиях или на их продолжениях, а также разрывать выносную линию.
Правила нанесения шероховатости поверхности на чертежах — Студопедия
Правило 1. Обозначение шероховатости поверхности располагают относительно основной надписи чертежа так, как показано на рис.9. При расположении поверхности в заштрихованной зоне обозначения наносят только на полке линии выноски. Острие знака шероховатости должно прикасаться к обрабатываемой поверхности с той стороны, откуда возможен подвод режущего инструмента.
| 
|
Рисунок 9. Обозначение шероховатости поверхности знаком с полкой относительно основной надписи.
|
| Рисунок 10. Пример расположения обозначения шероховатости поверхности. |
Правило 2. Обозначения шероховатостей на изображении изделия располагают на линиях (по возможности ближе к размерной линии) или на полках линий-выносок.
Допускается при недостатке места располагать обозначения шероховатости на размерных линиях или на их продолжениях, а также разрывать выносную линию (рис.10), на рамке допуска формы.
Правило 3. При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят (рис.11).
Рисунок 11. Указание шероховатости одинаковой для всех поверхностей изделия.
Размеры и толщина линий знака в обозначения шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1.5 раза больше, чем на обозначениях, нанесенных на изображении. Расстояние от знака до верхней и до правой вертикальной лини рамки чертежа должно составлять 5…10 мм.
Правило 4. Обозначение шероховатости, одинаковой для части поверхностей изделия, может быть помещено в правом верхнем углу чертежа (рис.12) вместе с условным обозначением  . Это означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости, должны иметь шероховатость, указанную перед условным обозначением .
. Это означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости, должны иметь шероховатость, указанную перед условным обозначением .
Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении.
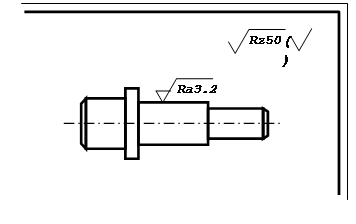
Рисунок 12. Указание шероховатости одинаковой для части поверхности изделия.
Правило 5. Для деталей, изготовленных литьем, ковкой, штамповкой или другими способами формообразования, т.е. без механического удаления слоя металла, на рабочем чертеже целесообразно в правом верхнем углу проставить шероховатость поверхностей, необработанных по данному чертежу. Для этого используют знак  с указанием численного значения параметра шероховатости (рис.13).
с указанием численного значения параметра шероховатости (рис.13).

Рисунок 13. Указание шероховатости, когда часть поверхности не обрабатывается по данному чертежу.
Примечание: Не допускается обозначение шероховатости или знак выносить в правый верхний угол чертежа при наличии в изделии поверхностей, шероховатость которых не нормируется.
Правило 6. Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т. п.), количество которых указанно на чертеже, а также обозначение шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений.
Правило 7. Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т. п., если на чертеже не приведен их профиль, условно наносят на линии делительной поверхности, а для глобоидных червяков и сопряженных для них колес – на линии расчетной окружности (рис.14).
 а)
а)
|  б)
б)
|
 в)
в)
|  г)
г)
|
| Рисунок 14. Примеры обозначения шероховатости рабочих поверхностей зубьев |
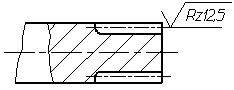
Правило 8. Обозначение шероховатости рабочих поверхностей профиля резьбы наносят условно на выносной линии для указания размера резьбы или на размерной линии. (рис.15).
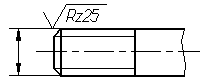
Рисунок 15.1. Пример обозначения шероховатости наружной резьбы.
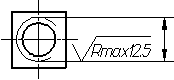
Рисунок 15.2. Пример обозначения шероховатости внутренней резьбы
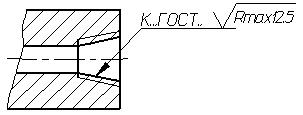
Рисунок 15.3. Пример обозначения шероховатости внутренней конической резьбы
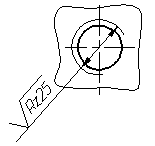
Рисунок 15.4. Пример обозначения шероховатости внутренней резьбы
Обозначение шероховатости поверхности на чертежах — Студопедия
На чертежах шероховатость поверхности обозначают по ГОСТ 2.309—73 для всех получаемых по данному чертежу поверхностей детали независимо от метода их образования.
Структура условного обозначения шероховатости поверхности приведена на рис. 1, а. В обозначении шероховатости поверхности, вид обработки которой не указывают, применяют знак, показанный на рис. 1, б, причем этот знак является предпочтительным.
В обозначении шероховатости поверхности, образуемой путем удаления слоя материала, например точением, шлифованием, хонингованием, фрезерованием, сверлением и т.п., применяют знак, показанный на рис. 1, в. В обозначении шероховатости поверхности, образуемой без снятия слоя материала, например литьем, ковкой, штамповкой, или поверхности, сохраняемой в состоянии поставки, применяют знак, показанный на рис. 1, г.
Значения параметров шероховатости указывают под знаком буквенным обозначением и числовым значением (рис. 2, а).
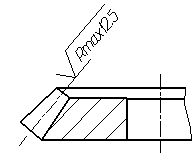
При указании нескольких параметров вверху ставят обозначение высоты профиля, ниже — шага и еще ниже — относительной опорной длины профиля (рис. 2, б). Вид обработки указывают над полкой знака шероховатости (рис. 2, в).
Рисунок 1 – Структура обозначения шероховатости поверхности на чертежах
Рисунок 2 – Обозначение шероховатости поверхности
В некоторых случаях устанавливаются требования к направлению неровностей и виду обработки (если он является единственным или предпочтительным для обеспечения требуемого качества поверхности).
Эти параметры обозначаются в соответствующем поле условного обозначения (см. рис. 1, а): вид обработки — надписью, направление неровностей — условным знаком.
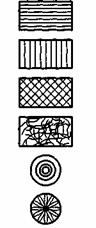
Условные обозначения направления неровностей указывают на чертежах, используя один из знаков, приведенных в табл. 1.
Таблица 1 – Обозначение направления неровностей
| Направление неровностей | Схема расположения | Условное обозначение |
| Параллельное Перпендикулярное Перекрещивающееся Произвольное Кругообразное Радиальное |
| 
|
Допускается при недостатке места располагать обозначение шероховатости на размерных линиях или на их продолжениях, на рамке допуска формы, а также разрывать выносную линию.
Преобладающее значение шероховатости поверхности указывают в правом верхнем углу, а если есть поверхности с другой обозначенной на них шероховатостью, то ставят еще знак шероховатости в скобках. Знак перед скобкой должен быть в 1,5 раза больше знака на детали, а в скобках — одинакового размера со знаками на детали (рис. 3, а —в).
Рисунок 3 – Примеры обозначения шероховатости поверхности
Если шероховатости одной и той же поверхности детали на разных участках различны, то эти участки разделяют сплошной тонкой линией (рис. 3, г). Шероховатость поверхностей зубьев колес, эвольвентных шлицев указывают на делительной окружности, если на чертежах не приводится их профиль.
Методика измерения шероховатости поверхности щупами | Введение в шероховатость
Методика измерения шероховатости поверхности щуповым инструментом
Процедура измерения шероховатости поверхности с помощью щупа для измерения шероховатости поверхности показана ниже (это отрывок из IOS 4288: 1996).
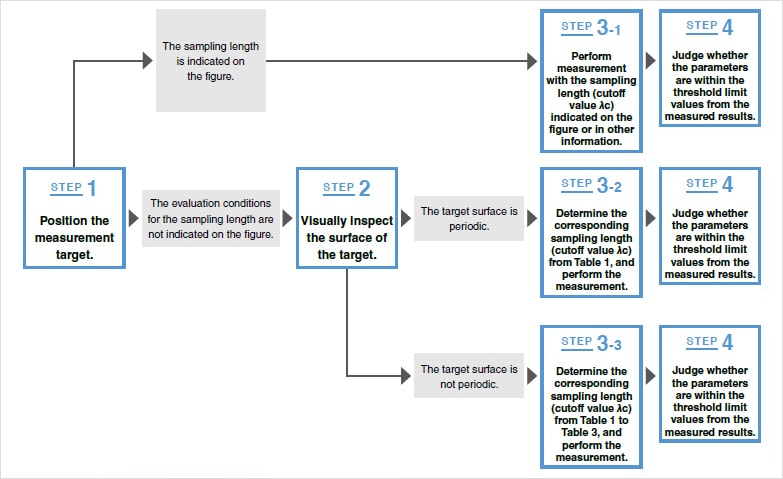
ШАГ1 Установите цель измерения.
Удалите масло и пыль с поверхности объекта измерения.
Если направление измерения не указано, расположите цель так, чтобы направление измерения давало максимальные параметры в направлении высоты (Ra, Rz).

ШАГ2 Осмотрите поверхность цели.
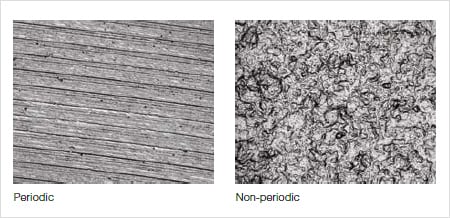
Оцените, является ли текстура поверхности мишени (складки, профиль шероховатости) периодической или непериодической.
ШАГ3-1 Когда длина выборки представлена наглядно
Если длина выборки указана на рисунке или в требованиях технической информации о продукте, установите значение отсечки λc на указанную длину выборки.
STEP3-2 Когда профиль шероховатости периодический
1. Для целевых поверхностей с периодическим профилем шероховатости оцените параметр RSm по измеренному первичному профилю.
2. Определите соответствующую длину выборки (значение отсечки λc) из таблицы 1, используя оцененное RSm.
| RSm (мм дюйм) | Длина выборки Профиль шероховатости (мм дюйм) | Оценочная длина профиля шероховатости (мм дюйм) |
|---|---|---|
| 0.013 | 0,08 | 0,4 0,02 “ |
| 0,04 0,01 ” | 0,25 0,01 “ | 1,25 0,05 дюйма |
| 0,13 0,01 “0,02” | 0,8 0,03 “ | 4 0.16 “ |
| 0,4 0,02 дюйма 0,05 дюйма | 2,5 0,1 “ | 12,5 0,49 дюйма |
| 1,3 0,05 “0,16” | 8 0,31 “ | 40 1,57 “ |
Таблица 1.Длины выборки для измерения параметров периодических профилей шероховатости и измерения RSm периодических / непериодических профильных кривых
3. Используйте определенную длину выборки для измерения значения RSm.
4. Когда измеренное значение RSm находится в пределах диапазона RSm, оцененного по таблице 1, используйте значение отсечки. Когда результат измерения выходит за пределы предполагаемого диапазона RSm, измените значение отсечки на длину выборки соответствующего RSm.
5. Используйте длину выборки, которую вы определили с шагами до этого момента, для измерения требуемых параметров.
ШАГ3-3 Если профиль шероховатости не периодический
1. Для целевых поверхностей с непериодическим профилем шероховатости оцените неизвестный параметр Ra, Rz или RSm по измеренному первичному профилю.
2. Определите соответствующую длину выборки (значение отсечки λc) из таблиц 1–3, используя оцененный неизвестный параметр Ra, Rz или RSm.
| Ra (мкм Mil) | Длина выборки профиля шероховатости (мм дюйм) | Оценочная длина профиля шероховатости (мм дюйм) |
|---|---|---|
| (0.006) | 0,08 | 0,4 0,02 “ |
| 0,02 0,004 мил | 0,25 0,01 “ | 1,25 0,05 дюйма |
| 0,1 0,004 мил | 0,8 0,03 “ | 4 0.16 “ |
| 2 0,079 мил | 2,5 0,1 “ | 12,5 0,49 дюйма |
| 10 0,39 мил | 8 0,31 “ | 40 1,57 “ |
Таблица 2.Параметры шероховатости Ra, Rq, Rsk, Rku и R⊿q кривых непериодического профиля, кривая нагрузки BAC, функция плотности вероятности ADF и длина выборки соответствующих параметров
| Rz (мкм Mil) | Длина выборки профиля шероховатости (мм дюйм) | Оценочная длина профиля шероховатости (мм дюйм) |
|---|---|---|
| (0.025) 0,004 мил | 0,08 | 0,4 0,02 “ |
| 0,1 0,004 мил | 0,25 0,01 “ | 1,25 0,05 дюйма |
| 0,5 0,02 мил | 0,8 0,03 “ | 4 0.16 “ |
| 10 0,39 мил | 2,5 0,1 “ | 12,5 0,49 дюйма |
| 50 1,97 мил | 8 0,31 “ | 40 1,57 “ |
Таблица 3.Длина выборки для параметров шероховатости Rz, Rv, Rc и Rt непериодических профильных кривых
3. Используйте определенную длину выборки для измерения значений параметров шероховатости.
4. Если результат измерения находится в пределах оценочного диапазона Ra или Rz от Таблицы 1 до Таблицы 3, используйте значение отсечки. Когда результат измерения выходит за пределы оценочного диапазона Ra или Rz, измените значение отсечки на длину выборки диапазона, соответствующего измеренному Ra или Rz.
5. Используйте длину выборки, которую вы определили с шагами до этой точки, для измерения требуемых параметров.
ШАГ4 По результатам измерений определите, находятся ли параметры в пределах пороговых значений.
Используйте визуальный осмотр из шага 2, чтобы определить, однородна ли текстура поверхности цели (периодическая) или различна в разных местах (непериодическая).
Case.1 Текстура поверхности мишени однородна.
Сравните параметры, измеренные на всей целевой поверхности, с необходимыми значениями, указанными на рисунке или в технической информации продукта. Затем оцените, находятся ли параметры в допустимых диапазонах согласно правилу 16% или правилу максимального значения.
Кейс.2 Текстура поверхности цели разная в разных местах.
Сравните параметры, полученные в различных точках на мишени, с необходимыми значениями, указанными на рисунке или в технической информации продукта. Затем оцените, находятся ли параметры в допустимых диапазонах согласно правилу 16% или правилу максимального значения.
| Правило 16% |
|---|
Когда требуемые значения указаны как верхние пределы параметров, измерьте место, которое имеет максимальные параметры в направлении высоты (Ra, Rz) по результатам визуального осмотра.Те параметры, рассчитанные из всей длины выборки, вырезанной из полученного профиля шероховатости (одна оценочная длина), которые превышают требуемые значения на 16% или меньше, считаются проходящими. Подробнее: |
| Правило максимального значения |
|---|
| Когда требуемое значение, указанное на рисунке или в технической информации о продукте, является максимальным значением, все значения параметров, определенные для всей площади целевой поверхности, проходят, если они меньше или равны требуемому значению. |

Порядок чтения чертежей – Чертеж
Порядок чтения рисунка
Приведенный выше материал дает возможность читать простые рисунки. Чтение чертежа предназначено для понимания плоских изображений трехмерной формы детали и определения ее размеров, шероховатости поверхности и других данных, показанных на чертеже.
Чтение чертежей рекомендуется именно в таком порядке.
1. Прочтите основную надпись чертежа. Из него можно узнать название детали, название и марку материала, из которого она сделана, масштаб изображений, обозначение чертежа и другую информацию.
2. Определите, какие виды деталей приведены на чертеже, какая из них является основной.
3. Рассмотрите виды во взаимной зависимости и попытайтесь определить форму детали со всеми деталями.
Этой задаче помогает анализ изображений. Представляя чертеж, из геометрических тел которой состоит деталь, мысленно объедините полученные данные в единое целое.
4. Определить размеры детали и ее элементов по чертежу.При этом следует обращать внимание на знаки & AElig;, R, стоящие перед размерными числами. Как указано, знак 0 означает, что данный элемент заготовки имеет форму тела вращения, знак □ определяет элементы квадратного сечения и т. Д.
5. Задайте, какой должна быть шероховатость поверхностей детали. Если на изображении рассматриваемой поверхности нет признаков шероховатости, то следует искать указание шероховатости в правом верхнем углу чертежа.
В качестве примера прочтите чертеж наконечника (Рисунок 1.35).
Сначала вносим вопросы к розыгрышу, а потом ответы на них. (Вопросы расположены в последовательности, соответствующей порядку чтения рисунков.)
Вопросы к чертежу (рисунок 1.35)
1. Как называется деталь?
2. Каков масштаб чертежа?
3. Из какого материала изготовлена деталь?
4.Какие виды рисунков содержат?
5. Какие геометрические тела образуют деталь?
6. Опишите общую форму детали.
7. Каковы габаритные размеры и размеры отдельных частей детали?
8. Какова шероховатость поверхностей детали?
Ответы на вопросы на чертеже (рисунок 1.35)
1. Товар называется “Наконечник”. Узнаем это из основного текста.
2.Масштаб 1: 2, т.е. линейные размеры на чертеже в 2 раза меньше линейных размеров самого объекта.
3. Деталь изготовлена из стали марки 45 по ГОСТ 1050-88.
4. Чертеж содержит два типа: основной (спереди) и левый вид, который находится справа от основного вида и находится на одном уровне с ним.
5. Рассмотрим сначала крайний левый элемент. На основной форме он имеет трапециевидный контур, на левом виде представлен двумя кружками.Такие изображения могут иметь усеченный конус.
Рис. 1.35. Чертеж для чтения
На главном экране второй элемент выглядит как прямоугольник и круг в форме слева, что указывает вместе с & AElig; по своей цилиндрической форме.
Форма третьего элемента также устанавливается при сравнении двух его изображений. Этот элемент имеет форму шестиугольной призмы, с обоих концов которой сняты конические фаски.Изогнутые линии, нарисованные на основном виде, и большой круг в форме слева были получены на детали путем удаления конических скосов на шестиугольной призме.
При определении формы следующего элемента мы руководствуемся только его изображением на главной форме и параметром & AElig; знак, потому что этот элемент не виден слева. Прямоугольный контур, центральная линия и знак диаметра указывают на цилиндрическую форму этого элемента.
Последний элемент справа, имеющий форму трапеции и размер 1 × 45 °, представляет собой усеченный конус (фаску), так как для этого элемента характерны очертание трапеции и размер в виде условной записи .
По пунктирным линиям на основном виде и меньшему кружку на левом виде можно судить, что внутри детали имеется сквозное цилиндрическое отверстие.
6. Объединяя всю полученную информацию, устанавливаем общий вид объекта (рисунок 1.36). Он представляет собой сочетание усеченного конуса, цилиндра, шестиугольной призмы, цилиндра и усеченного конуса, расположенных на общей оси. По оси детали проходит сквозное цилиндрическое отверстие.
Фиг.13.6. Наконечник
7. Габаритные размеры детали, т.е. максимальный размер шестигранного элемента (высота) 72,1 мм, ширина детали 65 мм, диаметр отверстия 20 мм (см. рисунок 1.35).
Большой диаметр первого левого элемента 48 мм, угол при вершине 30 °, его длина 20 мм. Диаметр следующего цилиндрического элемента такой же, как у большого диаметра конуса, составляет 48 мм, а его длина определяется как разница между 55 и 20, то есть 35 мм.
На виде слева показаны два размера детали шестиугольной призматической формы: между параллельными гранями – 65 мм (размер «под ключ»), между двумя ребрами – 72,1 мм (диаметр описанной окружности). Длина этого элемента не уточняется, определяется после размеров 170,55 и 46 мм. Размеры граней на призме: диаметр большего основания 72,1 мм, диаметр меньшего основания усеченного конуса 64 мм, угол при вершине конуса 120 °.
Диаметр правого цилиндра 50 мм, длина 45 мм (46 – 1 = = 45 мм). Больший диаметр усеченного конуса равен диаметру цилиндра; 50 мм, высота 1 мм, угол наклона генераторов к плоскости основания 45 °.
8. Шероховатость поверхности усеченного конуса, расположенного на левом конце заготовки, Ra 6,3, шероховатость соседнего цилиндра диаметром 48 мм Ra 3.2. Поверхность цилиндра диаметром 50 мм, расположенного на другом конце заготовки, также должна иметь шероховатость Ra 3.2. Все остальные поверхности должны иметь шероховатость Ra 10.
О шероховатости остальных поверхностей судим по знаку перед скобками в правом верхнем углу чертежа.
.Среднеарифметическое значение роста (Ra, Pa, Wa) | Параметры шероховатости поверхности | Введение в шероховатость
Параметры шероховатости поверхности в JIS B 0601
- Пики и впадины в направлении высоты
- Средняя амплитуда по высоте
- Средние характеристики в высотном направлении
- Горизонтальное направление
- Гибрид
- Кривая соотношения площадных материалов и функция плотности вероятности
 Поиск из списка параметров
Поиск из списка параметров
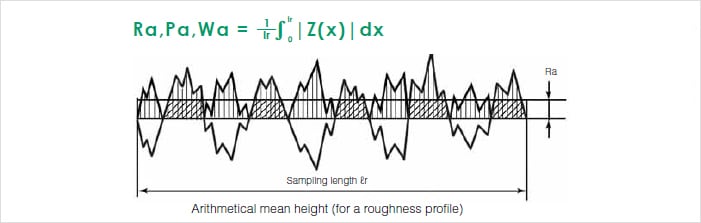
Среднеарифметическое значение высоты (Ra, Pa, Wa)
Среднее арифметическое значение высоты указывает на среднее абсолютное значение по длине выборки.
При работе с профилем шероховатости Ra называется средней арифметической шероховатостью, а Wa называется средней арифметической волнистостью для профиля волнистости.
Параметры шероховатости поверхности
В этом разделе объясняются основные параметры ISO 4287: 1997. Каждый параметр классифицируется в соответствии с первичным профилем (P), профилем шероховатости (R) и профилем волнистости (W) для оценки различных аспектов профиля.(Когда сравниваются длины волн волнистости и компонентов первичного профиля, составляющая шероховатости поверхности является составляющей шероховатости той, которая имеет сравнительно более короткую длину волны.)
Поиск из списка параметров
| Пики и впадины по высоте | Среднее арифметическое значение высоты (Ra, Pa, Wa) |
|---|---|
| Максимальная высота профиля (Rz, Pz, Wz) | |
| Максимальная высота пика профиля (Rp, Pp, Wp) | |
| Максимальная глубина впадины профиля (Rv, Pv, Wv) | |
| Средняя высота профильных элементов (Rc, Pc, Wc) | |
| Общая высота профиля (Rt, Pt, Wt) | |
| Средняя амплитуда по высоте | Среднеквадратичное отклонение (Rq, Pq, Wq) |
| Средние характеристики в высотном направлении | Асимметрия (Rsk, Psk, Wsk) |
| Эксцесс (Rku, Pku, Wku) | |
| Горизонтальное направление | Средняя ширина элементов профиля (RSm, PSm, WSm) |
| Гибрид | Среднеквадратичный наклон (RΔq, PΔq, WΔq) |
| Кривая соотношения площадей и функция плотности вероятности | Отношение длины нагрузки (Rmr (c), Pmr (c), Wmr (c)) |
| Перепад уровня среза профиля (Rδc, Pδc, Wδc) | |
| Относительное отношение длины нагрузки (Rmr, Pmr, Wmr) | |
| Кривая соотношения материалов (BAC) | |
| Функция плотности вероятности (ADF) |
“Что такое шероховатость линии?” список страниц
.Метод оценки шероховатости поверхности неоднородностей горных пород
Основная цель данного исследования – разработать параметр с четким физическим значением для оценки шероховатости поверхности неоднородностей горных пород. Этот параметр должен быть тесно связан с сопротивлением сдвигу неоднородностей породы. Первая часть этого исследования посвящена определению и вычислению этого параметра. Формула оценки прочности на сдвиг треугольника в пределах неоднородной поверхности выводится на основе модели Паттона.Затем предлагается параметр, а именно показатель шероховатости (), для количественной оценки шероховатости несплошности. На основе методов лазерного сканирования строятся цифровые модели несплошностей и профилей несплошностей, а затем вычисляются их соответствующие значения. Во второй части этого исследования вычислительные процессы и оценочные эффекты двумерных (2D) и трехмерных (3D) значений разрывов проиллюстрированы с помощью нескольких приложений. Результаты показывают, что значения этих неоднородностей в 2D и 3D указывают на анизотропию и эффекты интервала выборки.Кроме того, обнаружена сильная линейная корреляция между коэффициентом шероховатости стыка (JRC) для семидесяти четырех профилей и одиннадцати несплошностей соответственно. Наконец, предлагаемый метод, метод обратного анализа, метод среднеквадратичного () и метод Грасселли сравниваются для изучения использования параметра.
1. Введение
Горные породы обычно содержат значительные неоднородности, такие как стыки, разломы, плоскости напластования, трещины и другие механические дефекты.Шероховатость поверхности неоднородностей горных пород играет важную роль в механических свойствах горных пород, включая прочность на сдвиг и деформацию [1–4], а также может напрямую влиять на фильтрационное поведение неоднородностей [5, 6]. Одна из целей изучения несплошностей – точно и быстро оценить их количественную шероховатость, чтобы затем оценить их прочность на сдвиг. Таким образом, исследователи попытались разработать методы оценки шероховатости несплошностей.
Майерс [7] предложил среднеквадратичный параметр Z 2 для количественного описания шероховатости профилей несплошностей:
.