Как определить шероховатость поверхности визуально: Измерение шероховатости поверхности – способы и методы. Работа профилометра
alexxlab | 21.12.1987 | 0 | Разное
Контроль шероховатости поверхности
При рассмотрении качеств поверхности следует уделить внимание шероховатости. Этот параметр измеряется на момент производства различной продукции различными методами, предусматривающие применение специальных инструментов контроля. Контроль шероховатости поверхности – часть технологического процесса, предусматривающий применение различных методов оценки параметра шероховатости.
Содержание
Применяемые методы контроля
Шероховатость поверхности может оцениваться самыми различными методами. Контроль может проводится на различных этапах, в некоторых случаях он визуальный, в других предусматривает применение специальных инструментов. Наиболее распространенными методами контроля шероховатости поверхности можно назвать:
- Компараторы.
- Электронные приборы.
- Микроскопы.
- Метод реплик согласно стандартам ISO.
- Профилометр.
- Профилометр Mahr Marsurf PS1
- компаратор СА507 + СА3600A
Шероховатость поверхности контролируют в процессе обработки материала или после выпуска продукции при определении его качества. Наиболее доступный метод оценки визуальный, но он не позволяет определить шероховатость поверхности с высокой точность. Визуальный метод не является разновидностью контроля, а только позволяет определить наличие или отсутствие дефектов. Наиболее доступный метод контроля шероховатости поверхности заключается в применении компараторов ISO, технические показатели которого соответствуют установленному стандарту ИСО 8503-1. Для контроля могут использоваться два типа рассматриваемого измерительного инструмента, которые применимы на различных производствах.
Наиболее доступный метод оценки визуальный, но он не позволяет определить шероховатость поверхности с высокой точность. Визуальный метод не является разновидностью контроля, а только позволяет определить наличие или отсутствие дефектов. Наиболее доступный метод контроля шероховатости поверхности заключается в применении компараторов ISO, технические показатели которого соответствуют установленному стандарту ИСО 8503-1. Для контроля могут использоваться два типа рассматриваемого измерительного инструмента, которые применимы на различных производствах.
Параметры шероховатости
Для того чтобы проводить измерения шероховатости поверхности следует учитывать то, какой параметр при этом учитывается. Проводимый контроль предусматривает проверку совокупности неровностей, которые образуют рельеф на определенном участке.
Рассматривая поверхность определяется шероховатость, которая обозначается Rz или Ra. Шероховатость Rz – показатель 5-ти наиболее возвышенных точек, с которых берутся усредненные значения.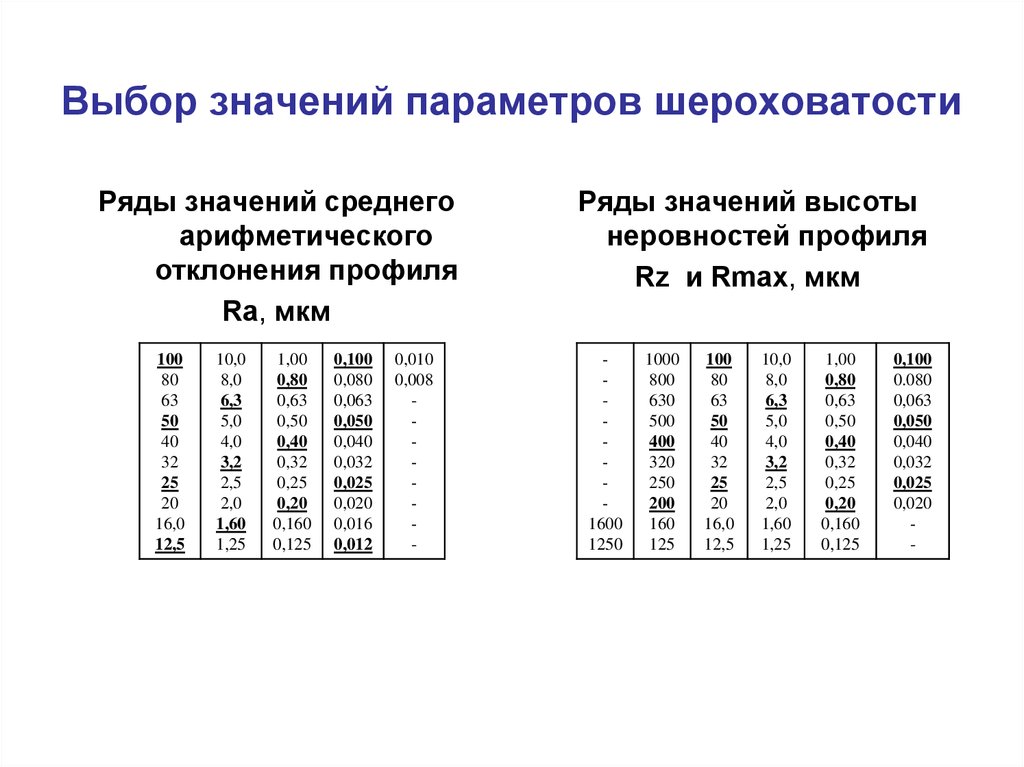 Контроль проводят в пределе линии АВ. Шероховатость Ra представляет собой средний показатель арифметических абсолютных значение, которые касаются отклонения профиля поверхности от средней линии в пределах измеряемой базы.
Контроль проводят в пределе линии АВ. Шероховатость Ra представляет собой средний показатель арифметических абсолютных значение, которые касаются отклонения профиля поверхности от средней линии в пределах измеряемой базы.
Профилометр ПМ-80 МИКРОТЕХ.
Поверхность оценить визуально для определения всех вышеприведенных показателей практически не возможно. Визуальный способ неприменим в промышленности или в другой производственной деятельности, следует рассматривать особенности инструментального метода определения шероховатости, так как он позволяет определить нужные показатели с высокой точностью.
Методы и средства оценки показателя
Поверхность может иметь самые различные показатели, шероховатость один из наиболее сложных в измерении. Оценивать поверхность, а точнее, рассматриваемый показатель можно двумя наиболее распространенными методами, которые получили название качественный и количественный.
Особенностями качественного метода определения рассматриваемого показателя можно назвать нижеприведенные моменты:
- Визуальный осмотр проводится при наличии эталона. Подобный способ применяется на протяжении многих лет, но сегодня из-за невысокой эффективности встречается крайне редко.
- Поверхность может проверяться при использовании микроскоп или просто визуально. Специалист с высокой вероятностью может на ощупь определить то, к какому классу можно отнести поверхность.
Применение метода визуального осмотра возможно только в случае, есть тонкость обработки поверхности невысока. Контроль рассматриваемым методом определяет использование эталонов, которые должны иметь соответствующую шероховатость. Контролировать показатель можно только в том случае, если эталон изготовлен из того же материала, что и контролируемой детали. При недостаточной эффективности метода контроля при визуальном осмотре используются специальные микроскопы. Но зачастую визуального контроля недостаточно
При недостаточной эффективности метода контроля при визуальном осмотре используются специальные микроскопы. Но зачастую визуального контроля недостаточно
Контролировать шероховатость можно и количественным методом. Он основан измерение параметра при помощи профилометра и профилографа. Контролировать параметры в данном случае приходится при контакте инструмента с поверхностью.
Профилографы – контактный инструмент, при помощи которого проводится измерение рассматриваемого показателя. Данная методика основана на измерении показателя путем получения изображения микронеровностей профиля. После получения изображения при измерении проводятся определенные расчеты.
Оценка этим прибором проводится следующим образом:
- Он контактный, поверхность ощупывается при помощи алмазной иглы.

- Этот прибор может относиться к оптико-механической группе оборудования. Подобные методики позволяют получить фотографию: деталь ощупывается и изображение наносится на ленту в увеличенном виде. При контактной методике проверка позволяет определить от 4-го до 11-го класс. Проверить подобным способом можно металл и другие материалы.
Профилометры: виды и применение
Профилометры – методика, предусматривающая использование инструмента, который не предусматривает получение изображений. Контактный метод позволяет провести точные расчеты для получения нужного результата. Этот инструмент может относиться к контактной группе, имеет следующие особенности:
- Относится оборудование к рассматриваемой группе по причине проверки путем ощупывания поверхности иглой.
- Оценка проводится за счет перемещения иглы вдоль своей оси. При этом оценивается частота и амплитуда колебания. Их определение позволяет определить класс шероховатости.
- Прибор относится к электрическим системам, имеет специальные датчики и процессор для обработки полученной информации.
 В данном случае для определения Ra или Rz не нужно проводить сложные расчеты. Способ подходит для случая, когда высота микронеровностей находится в пределе от 0,03 до 12 мкм. Можно проверять этим устройство металлы и другие материалы. Определять рассматриваемый показатель данным способом решил В.М. Киселев, который разработал это средство.
В данном случае для определения Ra или Rz не нужно проводить сложные расчеты. Способ подходит для случая, когда высота микронеровностей находится в пределе от 0,03 до 12 мкм. Можно проверять этим устройство металлы и другие материалы. Определять рассматриваемый показатель данным способом решил В.М. Киселев, который разработал это средство.
Есть довольно много методов определения степени шероховатости. Некоторые средства и методы уже практически не применяются по причине появления более современных инструментов, которые позволяют повысить точность изменения и снизить вероятность ошибки. Некоторое оборудование относится к контактному типу, другие к оптическому и смешанному типу. Выбор зависит от того, насколько высока должна быть точность проведенных измерений.
Шероховатость поверхности
Одним из самых важных параметров при обработке деталей является шероховатость поверхности. Именно чистота обработки имеет определяющее значение для надежности и долговечности детали и при ее несоответствии проектным значениям, мы получим преждевременный выход детали или целого узла из строя и его дорогостоящий ремонт. Например, если не придать значения этому фактору при изготовлении деталей двигателя, результатом будет быстрый выход всего агрегата из строя.
Например, если не придать значения этому фактору при изготовлении деталей двигателя, результатом будет быстрый выход всего агрегата из строя.
Что такое шероховатость поверхности
Совокупность микроскопических неровностей, образующих рельеф поверхности, рассматриваемые в пределах участка, длина которого равна базовой длине – называют шероховатостью поверхности. Далее рассмотрим в чём измеряется шероховатость поверхности.
Как обозначается шероховатость поверхности
На рисунке ниже показаны основные способы схематического обозначения, а так же обозначения шероховатости на чертежах
Описание того, как правильно располагать на чертежах обозначения, подробно описано в ГОСТ стандартах и специальной технической литературе, поэтому не будем останавливаться на этом. Рассмотрим основные параметры, по которым оценивается шероховатость поверхности.
В чем измеряется шероховатость поверхности
Шероховатость поверхности измеряется в микрометрах (1 мкм = 0,001 мм) и оценивается обычно по двум параметрам Rz и Ra.
Rz – это высота неровностей профиля по 10 точкам в то время как Ra – это среднее арифметическое отклонение профиля.
Примерное соответствие этих параметров друг другу с привязкой к классу чистоты шероховатости поверхности смотрите в таблице приведенной ниже:
| Класс чистоты поверхности | Среднеарифметическое отклонения профиля Ra, мкм | Высота неровностей Rz, мкм | Базовая длина l, мм |
| не более | |||
| 1 | 80 | 320 | 8 |
| 2 | 40 | 160 | 8 |
| 3 | 20 | 80 | 8 |
| 4 | 10 | 40 | 2,5 |
| 5 | 5 | 20 | 2,5 |
| 6 | 2,5 | 10 | 0,8 |
| 7 | 1,25 | 6,3 | 0,8 |
| 8 | 0,63 | 3,2 | 0,8 |
| 9 | 0,32 | 1,6 | 0,25 |
| 10 | 0,16 | 0,8 | 0,25 |
| 11 | 0,08 | 0,4 | 0,25 |
| 12 | 0,04 | 0,2 | 0,25 |
| 13 | 0,02 | 0,1 | 0,08 |
| 14 | 0,01 | 0,05 | 0,08 |
Средства измерения шероховатости поверхности
Шероховатость поверхности можно измерить двумя способами:
- Визуальный метод сравнения поверхности с эталоном (сравнение на ощупь)
- Прибором для измерения шероховатости
Для экспресс оценки в машиностроительной, ремонтной и приборостроительной отраслях промышленности, где допускаются отклонения от проектной величины, как правило, используют визуальный метод сравнения. В качестве эталонов используют образцы шероховатости, полученные различными способами обработки и имеющие заранее известное значение шероховатости.
В качестве эталонов используют образцы шероховатости, полученные различными способами обработки и имеющие заранее известное значение шероховатости.
Для более точного измерения шероховатости поверхности, в местах где требуется строгое соответствие проектным величинам, применяют специальные приборы: профилометры или профилографы. С помощью профилографа получают так называемую профилограмму, которая требует дополнительной расшифровки, в то время как профилометр сразу показывает точное значение неровности по заданным параметрам. Существуют как портативные профилометры применяемые в “полевых” условиях, так и стационарные приборы, которые используются в метрологических лабораториях для непосредственной калибровки эталонов шероховатости, а так же в учебных целях.
Исходя из выше сказанного можно сделать вывод, что контроль поверхности важно проводить в тех случаях, когда необходимо износостойкость, антикоррозийную стойкость и исключить возможность появления поверхностных трещин от усталости металла. Иногда низкий уровень шероховатости нужно получить не только для технических характеристик детали, но и для ее эстетического вида.
Иногда низкий уровень шероховатости нужно получить не только для технических характеристик детали, но и для ее эстетического вида.
|
Эталоны и приборы для определения шероховатости поверхности Категория: Покрытия литейных форм Эталоны и приборы для определения шероховатости поверхности Качественный метод основан на сравнении исследуемой поверхности с эталоном. Количественный метод предусматривает измерение микропрофиля поверхности приборами, которые позволяют определять основные параметры шероховатости. Эталоны шероховатости представляют собой набор плиток с заранее установленной шероховатостью. Шероховатость исследуемой поверхности сравнивают с эталоном путем визуального сопоставления; сопоставления ощущений, полу-ченых при ощупывании сравниваемой поверхности и эталона; сопоставления шероховатости сравниваемой поверхности с эталоном с помощью приборов. В области обработки металлов резанием чистоту поверхности изделий уже более десяти лет определяют по эталонам согласно ГОСТ 9378—60. В ряде зарубежных стран эталоны разработаны и для оценки шероховатости поверхностей после литья, а также подвергнутых очистке струйными способами и в барабанах. В Советском Союзе эталоны литых поверхностей изготовляют отдельные научно-исследовательские институты для собственных нужд. Определение шероховатости поверхностей с помощью эталонов удобно для текущего контроля производства, тем более, что большинство известных приборов непригодно для измерения шероховатости сравнительно грубых литых поверхностей. В ГДР эталоны изготовляют по образцам литой поверхности, шероховатость которых предварительно установлена. По этим образцам выполняют пластмассовые негативные слепки, а по ним уже изготовляют гальванопластическим способом (блестящим хромированием) копии, которые служат эталонами. Исследуемую и эталонную поверхность ощупывают пальцем или ногтем. Шведские эталоны разработаны для определения шероховатости как литых поверхностей первого типа, так и обработанных в барабанах или струйным способом, т. е. для поверхностей первого и второго типов. Эталоны предназначены для оценки шероховатости поверхности чугунных отливок, полученных в песчаных формах. Для определения шероховатости кокильных отливок эти эталоны не рекомендуются. За основной критерий шероховатости поверхности принята высота выступов Н. Английские эталоны изготовляют путем заливки типографского сплава на наждачное полотно различной зернистости. Визуально или ощупыванием можно уверенно определять шероховатость поверхности отливок не выше 6-го или 7-го классов шероховатости по ГОСТ 2789—73. Качественную оценку поверхности более высоких классов рекомендуют давать, сравнивая поверхность отливок с эталонами шероховатости с помощью приборов. Для этой цели применяют пневматический прибор Масси (ГДР), оптические отечественные микроскопы ЛИТМО, Мс48, Мс49 или микроскоп Сошрагех чехословацкого производства. Щуповые контактные приборы. Особенностью щупового метода количественного определения шероховатости поверхности является непосредственное соприкосновение прибора с измеряемой поверхностью. Исследуемый микропрофиль на выбранной базовой длине ощупывают иглой. Сообщаемое при этом игле осевое перемещение фиксируется индикатором часового типа или преобразуется в электрические или световые сигналы. Последние после усиления выдают результаты обмера микропрофиля по шкале показывающего прибора или в виде профилограммы в увеличенном масштабе. Точность отсчета контактных приборов зависит от радиуса наконечника ощупывающей иглы. Чем больше он заострен, тем выше точность определений. При недостаточной остроте игла зависает в углублениях неровностей, не доставая до дна, и дает заниженные показатели шероховатости измеряемой поверхности. Типы, основные параметры и нормы точности щуповых приборов, выпускаемых отечественной промышленностью, регламентируются ГОСТ 19300—73. Типы, основные параметры и нормы точности бесконтактных оптических приборов для определения шероховатости поверхности, выпускаемые отечественной промышленностью, регламентируются ГОСТ 9847—61. Оптические приборы типов ПСС и ПТС пригодны для определения шероховатости литых поверхностей. По принципу светового сечения работают двойные микроскопы, предложенные акад. В. П. Линником. Эти приборы позволяют определять параметры Ra и Rz визуальным методом с помощью окулярного винтового микрометра, а также фотографировать профилограммы микрофотонасадками. Двойным микроскопом МИС-11 можно измерять шероховатость поверхностей от 4-го по 10-й класс ГОСТ 2789—73. В Московском лесотехническом институте создан прибор ТСП-4, работающий по принципу светового сечения. Он состоит из осветителя и микроскопа наблюдения, оси которых составляют 90°; биссектриса этого угла совпадает с нормалью к измеряемой поверхности. Оптические приборы, построенные по принципу теневого сечения, наиболее удобны для измерения шероховатости поверхностей 1—3-го классов. Для измерения шероховатости поверхности грубее 1-го класса, например крупных отливок, в Ленинградском оптико-механическом объединении разработан прибор П1С-1. Прибор построен по принципу теневого сечения и состоит из проецирующего микроскопа и микроскопа наблюдения, расположенных под углом 90°. Для исследования поверхности крупных отливок прибор выполнен переносным; при определении шероховатости его устанавливают на исследуемую поверхность, поэтому прибор называют накладным. Измерение микропрофиля поверхности на шлифах. Метод состоит в том, что отливку режут перпендикулярно измеряемой поверхности. Из вырезанной части отливки приготовляют металлографический шлиф, на котором измеряют микронеровности поверхности. Чтобы не исказить микропрофиль при шлифовании, образец покрывают пластмассой или хромируют. После этого шлиф протравливают и с границы покрытия и металла отливки делают фотоснимок, который представляют собой профилограмму поверхности с увеличением до 8000 раз. Этим методом определяют параметры Ra или Rz. Однако он очень трудоемкий и ввиду разрушения контролируемой отливки неприменим для текущего контроля производства. Для исследования шероховатости поверхности крупных отливок, а также поверхностей, расположенных в труднодоступных местах, где нельзя воспользоваться переносными приборами, в отечественной и зарубежной практике применяют метод слепков. Реклама:Читать далее:Дефекты литой поверхности и способы их предупреждения
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |


 Стандарт распространяется на щупо-вые приборы: профилометры, непосредственно показывающие среднее арифметическое отклонение профиля поверхности Ra, и профилографы, записывающие профиль поверхности в виде профилограмм.
Стандарт распространяется на щупо-вые приборы: профилометры, непосредственно показывающие среднее арифметическое отклонение профиля поверхности Ra, и профилографы, записывающие профиль поверхности в виде профилограмм. Изображение профиля микронеровности рассматривают через микроскоп наблюдения, а координаты измеряют окулярным винтовым микрометром. Прибор ТСП-4 предназначен для измерения неровностей обработанных поверхностей древесины в диапазоне 1—7-го классов шероховатости (пределы измерений 1600—60 мкм) по ГОСТ 7016—68, но показал хорошие результаты при измерениях неровностей грубее 1-го класса шероховатости на металлических изделиях.
Изображение профиля микронеровности рассматривают через микроскоп наблюдения, а координаты измеряют окулярным винтовым микрометром. Прибор ТСП-4 предназначен для измерения неровностей обработанных поверхностей древесины в диапазоне 1—7-го классов шероховатости (пределы измерений 1600—60 мкм) по ГОСТ 7016—68, но показал хорошие результаты при измерениях неровностей грубее 1-го класса шероховатости на металлических изделиях. Прибор позволяет определять параметры шероховатости Ra я Rz с помощью окулярного микрометра. При использовании моноокуляра со специальной сеткой, определяющей зоны, соответствующие классам шероховатости поверхностей, прибор можно применять для визуальной оценки шероховатости по видимому изображению профиля.
Прибор позволяет определять параметры шероховатости Ra я Rz с помощью окулярного микрометра. При использовании моноокуляра со специальной сеткой, определяющей зоны, соответствующие классам шероховатости поверхностей, прибор можно применять для визуальной оценки шероховатости по видимому изображению профиля. Слепки изготовляют из пластичных материалов, которые могут воспроизводить все неровности исследуемой поверхности: легкоплавких сплавов, целлулоида, воска или масляно-гуттаперчевой массы. Полученный слепок литой поверхности исследуют с помощью приборов для определения шероховатости поверхности. Слепки из мягких материалов, например воска или масляно-гуттаперчевой массы, исследуют бесконтактными приборами. Слепки, изготовленные из легкоплавких сплавов или целлулоида, как более твердые, можно исследовать щуповыми приборами, обладающими небольшим измерительным усилием, например профилографами-профилометрами мод. 201 или 202 завода «Калибр».
Слепки изготовляют из пластичных материалов, которые могут воспроизводить все неровности исследуемой поверхности: легкоплавких сплавов, целлулоида, воска или масляно-гуттаперчевой массы. Полученный слепок литой поверхности исследуют с помощью приборов для определения шероховатости поверхности. Слепки из мягких материалов, например воска или масляно-гуттаперчевой массы, исследуют бесконтактными приборами. Слепки, изготовленные из легкоплавких сплавов или целлулоида, как более твердые, можно исследовать щуповыми приборами, обладающими небольшим измерительным усилием, например профилографами-профилометрами мод. 201 или 202 завода «Калибр».Методы и средства измерения шероховатости поверхности.
 Способы оценки шероховатости.
Способы оценки шероховатости.Применяемые методы контроля
Шероховатость поверхности может оцениваться самыми различными методами. Контроль может проводится на различных этапах, в некоторых случаях он визуальный, в других предусматривает применение специальных инструментов. Наиболее распространенными методами контроля шероховатости поверхности можно назвать:
- Компараторы.
- Электронные приборы.
- Микроскопы.
- Метод реплик согласно стандартам ISO.
- Профилометр.
Профилометр Mahr Marsurf PS1
компаратор СА507 + СА3600A
Шероховатость поверхности контролируют в процессе обработки материала или после выпуска продукции при определении его качества. Наиболее доступный метод оценки визуальный, но он не позволяет определить шероховатость поверхности с высокой точность. Визуальный метод не является разновидностью контроля, а только позволяет определить наличие или отсутствие дефектов. Наиболее доступный метод контроля шероховатости поверхности заключается в применении компараторов ISO, технические показатели которого соответствуют установленному стандарту ИСО 8503-1.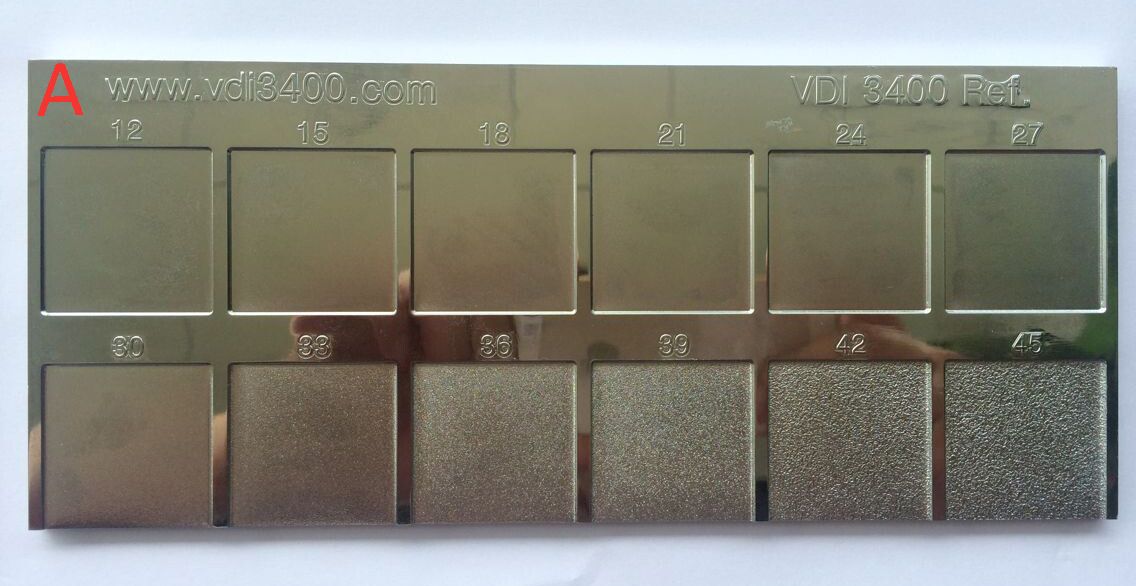 Для контроля могут использоваться два типа рассматриваемого измерительного инструмента, которые применимы на различных производствах.
Для контроля могут использоваться два типа рассматриваемого измерительного инструмента, которые применимы на различных производствах.
Еще немного об измерении
Параметры шероховатости поверхности определены в серии ISO 25178. Результирующие значения: Sa, Sq, Sz… Многие оптические измерительные приборы способны измерять шероховатость поверхности по площади. Измерения площади также возможны с помощью контактных систем. Многократные, близко расположенные 2D-сканирования взяты из целевой области. Затем они сшиваются в цифровом виде с использованием соответствующего программного обеспечения, в результате получается трехмерное изображение и соответствующие параметры шероховатости.
Параметры шероховатости
Для того чтобы проводить измерения шероховатости поверхности следует учитывать то, какой параметр при этом учитывается. Проводимый контроль предусматривает проверку совокупности неровностей, которые образуют рельеф на определенном участке.
Рассматривая поверхность определяется шероховатость, которая обозначается Rz или Ra. Шероховатость Rz – показатель 5-ти наиболее возвышенных точек, с которых берутся усредненные значения. Контроль проводят в пределе линии АВ. Шероховатость Ra представляет собой средний показатель арифметических абсолютных значение, которые касаются отклонения профиля поверхности от средней линии в пределах измеряемой базы.
Профилометр ПМ-80 МИКРОТЕХ.
Поверхность оценить визуально для определения всех вышеприведенных показателей практически не возможно. Визуальный способ неприменим в промышленности или в другой производственной деятельности, следует рассматривать особенности инструментального метода определения шероховатости, так как он позволяет определить нужные показатели с высокой точностью.
Способы измерения
Показатель может быть измерен путем ручного сравнения с «компаратором шероховатости» (образец известной шероховатости поверхности), но в более общем случае измерение профиля поверхности выполняется с помощью профилометров. Они могут быть контактного типа (как правило, алмазный стилус) или оптическими (например, интерферометр белого света или лазерный сканирующий конфокальный микроскоп).
Однако контролируемая шероховатость часто может быть желательной. Например, глянцевая поверхность может быть слишком блестящей для глаз и слишком скользкой для пальца (хороший пример — тачпад), поэтому требуются контролируемые показатели. Шероховатость поверхности — это тот случай, когда амплитуда и частота очень важны.
Ее значение может быть рассчитано либо по профилю (линия), либо по поверхности (площадь). Параметр шероховатости профиля (Ra, Rq, …) встречается чаще. Параметры шероховатости площади (Sa, Sq, …) дают более значимые определения.
Механика
Структура поверхности играет ключевую роль в управлении механикой контакта, то есть механическое поведение, проявляющееся на границе раздела между двумя твердыми объектами, когда они приближаются друг к другу и переходят из условий бесконтактности в полный контакт.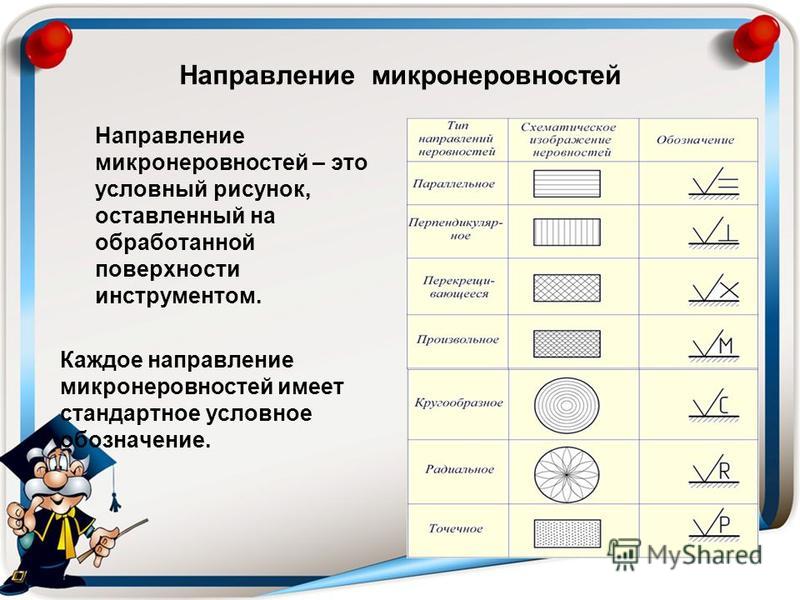 В частности, нормальная контактная жесткость определяется преимущественно структурами шероховатости (наклон поверхности и фрактальность) и свойствами материала.
В частности, нормальная контактная жесткость определяется преимущественно структурами шероховатости (наклон поверхности и фрактальность) и свойствами материала.
С точки зрения инженерных поверхностей, шероховатость считается вредной для характеристик детали. Как следствие, большинство производственных отпечатков устанавливают верхний предел шероховатости, но не нижний. Исключение составляют отверстия цилиндра, в которых масло сохраняется в профиле поверхности и требуется минимальная шероховатость поверхности (Rz).
Поверхность почвы
Шероховатость поверхности почвы (SSR) относится к вертикальным изменениям, присутствующим в микро- и макрорельефе поверхности грунта, а также к их стохастическому распределению. Существует четыре различных класса SSR, каждый из которых представляет характерную вертикальную шкалу длины:
- первый класс включает изменения микрорельефа от отдельных зерен почвы до агрегатов порядка 0,053–2,0 мм;
- второй класс состоит из вариаций почвенных комков от 2 до 100 мм;
- третий класс шероховатости поверхности почвы — это систематические перепады высот из-за обработки почвы, называемые ориентированной шероховатостью (ОШ), в диапазоне от 100 до 300 мм;
- четвертый класс включает в себя планарную кривизну или макромасштабные топографические особенности.
Два первых класса объясняют так называемую микрошероховатость, которая, как было показано, в значительной степени влияет на событие и сезонную шкалу в зависимости от количества осадков и обработки почвы соответственно. Микрошероховатость чаще всего определяется количественно с помощью случайной шероховатости, которая, по сути, является стандартным отклонением данных о возвышении поверхности слоя вокруг среднего значения высоты после коррекции на уклон с использованием плоскости наилучшего соответствия и устранения эффектов обработки почвы в отдельных показаниях высоты. Воздействие осадков может привести к ухудшению или увеличению микрошероховатости, в зависимости от начальных условий и свойств почвы.
На шероховатых поверхностях грунта действие отрыва дождевых брызг имеет тенденцию сглаживать края шероховатости поверхности почвы, что приводит к общему снижению RR. Однако недавнее исследование, в котором изучалась реакция гладких поверхностей почвы на количество осадков, показало, что RR может значительно увеличиться при малых начальных масштабах микрошероховатости порядка 0-5 мм. Также было показано, что увеличение или уменьшение согласовано между различными показателями SSR.
Также было показано, что увеличение или уменьшение согласовано между различными показателями SSR.
Техдиагностика-приборы неразрушающего контроля: твердомеры, профилометры, толщиномеры.
Качество обработанной поверхности определяется шероховатостью и волнистостью, а также физико-механическими характеристиками поверхностного слоя.
Под шероховатостью поверхности понимают совокупность микронеровностей (с относительно малыми шагами), находящихся на данной поверхности и рассматриваемых на определенной (базовой) длине.
Волнистость (волнообразное искривление поверхности) — совокупность периодических, более или менее регулярно повторяющихся и близких по размеру чередующихся возвышений и впадин. Волнистость занимает промежуточное положение между отклонениями геометрической формы (конусность, овальность и т. п.) и шероховатостью поверхности.
Физико-механические свойства поверхностного слоя определяются структурой, твердостью, остаточными напряжениями, характером изменения свойств по глубине.
Качество обработанной поверхности детали во многом завис от операций окончательной обработки.
Шероховатость и волнистость поверхности.
Шероховатость и волнистость поверхности оказывают значительное влияние на такие важные эксплуатационные свойства деталей машин, как износостойкость, усталостная прочность, контактная жесткость, антикоррозионная стойкость и др.
Волнистость поверхности.
Вследствие шероховатости и волнистости сопрягаемых поверхностей фактическая площадь контакта значительно меньше номинальной, что ведет к увеличению удельных давлений, нарушению масляной пленки, разрушению и деформированию выступающих неровностей, поэтому грубые поверхности имеют низкую износостойкость. Наличие микронеровностей вызывает концентрацию напряжений во впадинах гребешков, что приводит к появлению трещин и снижает прочность деталей (особенно работающих при знакопеременных нагрузках).
Шероховатость сопрягаемых поверхностей определяет контактную жесткость сопряжения. При увеличении шероховатости поверхностей контактная жесткость снижается. Так, изменение высоты микронеровностей направляющих металлорежущих станков с 5..7 до 10…12 мкм снижает контактную жесткость в 3 раза.
При увеличении шероховатости поверхностей контактная жесткость снижается. Так, изменение высоты микронеровностей направляющих металлорежущих станков с 5..7 до 10…12 мкм снижает контактную жесткость в 3 раза.
Шероховатости после обработки оказывают значительное влияние на коррозионную стойкость деталей в атмосферных условиях. Очаги коррозии образуются в первую очередь во впадинах. Чем чище обработана поверхность, тем выше ее коррозионная стойкость. Правда, при работе деталей в агрессивных средах шероховатость поверхности незначительно влияет на коррозионную стойкость.
Микронеровности (шероховатости) оказывают также большое влияние на стабильность подвижных и неподвижных посадок. В результате износа трущихся поверхностей возможно изменение посадок (увеличение зазора). Это может произойти не только в течение длительной эксплуатации, но и в период приработки, когда происходят особенно интенсивный износ и деформирование микронеровностей (до 65…70 % их высоты). Надежность неподвижных посадок выше при более низкой шероховатости сопрягаемых поверхностей.
Кроме того, шероховатость поверхности оказывает влияние на условия смазки, герметичность сальников и другие характеристики поверхностей и сопряжений.
Следует, однако, иметь в виду, что чрезмерные требования к шероховатости поверхностей приводят к усложнению и удорожанию технологии изготовления деталей и во многих случаях являются бесполезными с точки зрения улучшения эксплуатационных свойств детали. Так, для деталей подвижных соединений в зависимости от условий работы имеются свои оптимальные значения шероховатости поверхности. При более грубой поверхности деталей происходит их усиленный износ, а при более чистой поверхности шероховатость после короткого периода работы снижается до оптимальной.
Определение шероховатости и волнистости поверхности.
Применяют следующие основные способы определения шероховатости поверхности: по эталонам; приборами, основанными на ощупывании поверхности алмазной иглой; оптическими приборами; при помощи слепков.
Основным методом цехового контроля шероховатости поверхности деталей машин -является способ сравнения с эталонными поверхностями соответствующих классов, полученными тем же методом обработки, что и данная деталь. При этом эталонные образцы должны быть изготовлены из того же материала, что и контролируемая деталь. Кроме эталонных образцов при этом способе можно в качестве эталона использовать готовые детали, шероховатость поверхности которых аттестована. Способ применим для поверхностей, имеющих классы шероховатости от 1 -го до 12-го. Причем сопоставление производят для классов с 1-го по 6-й визуально, для 7-го класса с использованием лупы с пятикратным увеличением, для классов 8… 12 при помощи микроскопа сравнения, в котором изображения контролируемой поверхности и эталона находятся в поле одного и того же окуляра при увеличении в 10…50 раз.
При этом эталонные образцы должны быть изготовлены из того же материала, что и контролируемая деталь. Кроме эталонных образцов при этом способе можно в качестве эталона использовать готовые детали, шероховатость поверхности которых аттестована. Способ применим для поверхностей, имеющих классы шероховатости от 1 -го до 12-го. Причем сопоставление производят для классов с 1-го по 6-й визуально, для 7-го класса с использованием лупы с пятикратным увеличением, для классов 8… 12 при помощи микроскопа сравнения, в котором изображения контролируемой поверхности и эталона находятся в поле одного и того же окуляра при увеличении в 10…50 раз.
В лабораторных условиях для оценки шероховатости поверхности применяют специальные приборы: профилометры, двойной микроскоп, интерферационный микроскоп и др. В нашем примере мы рассмотрим прибор для измерения степени точности 3 класса, речь пойдет о профилометре компании Time Group ещё не так сильно известном на Российском рынке неразрушающего контроля TR210, торговое название: Измеритель шероховатости поверхности TR210
.
Принцип действия профилометра TR210 основан на ощупывании профиля поверхности алмазной иглой, перемещаемой в направлении измерения. Прибор снабжен головкой с алмазной иглой, которую вручную перемещают по исследуемой поверхности со скоростью 10…20 мм/с. Головка состоит из постоянного магнита, в поле которого расположены подвижный сердечник и обмотка. Из-за неровностей поверхности стержень с алмазной иглой и подвижным сердечником совершает небольшие вертикальные колебания, преодолевая некоторое сопротивление плоских пружин. В результате в обмотке возникает микроток, который поступает в усилитель, а затем в гальванометр, который оттарирован на величину Ra, мкм. На профилометре все результаты сохраняются в память прибора, в следующих параметрах: Ra, Rz, Ry, Rq.
Волнистость поверхности измеряют на профилографах (при этом увеличивают базовую длину замеров и применяют более тупую алмазную иглу), а также на специальных приборах. В некоторых случаях волнистость оценивают на оптиметрах и микронными индикаторами.
Взаимосвязь точности и шероховатости поверхности. Обычно определенной точности деталей примерно соответствует определенная шероховатость поверхности:
| Класс шероховатости поверхности | 1 | 2 | 3-4 | 6 | 7-8 | 10-12 |
| Квалитет точности | 14 | 12-13 | 11 | 9 | 6-7 | 5-6 |
Однако возможны и отклонения от приведенных соотношений. Так, для некоторых деталей (рукоятки, детали облицовки автомобилей и др.) допустима невысокая точность (12… 14-й квалитет) и шероховатость поверхности должна быть низкой (классы 8…10-Й). Бывают случаи, когда достаточна точность 9-го квалитета, а поверхность должна иметь высокий класс шероховатости поверхности (цилиндры и штоки гидро- и пневмосистем — классы 9… 10-й). Точности деталей по 5…7-му квалитету можно достичь при шероховатости поверхности не ниже 7-го класса. При более грубой шероховатости поверхности возникают значительные погрешности деталей из-за неточности измерений. Часто точности 5…6-го квалитета соответствует класс шероховатости поверхности 10…12.
Часто точности 5…6-го квалитета соответствует класс шероховатости поверхности 10…12.
Методы и средства оценки шероховатости поверхности
Шероховатость поверхности оценивают двумя основными методами: качественным и количественным.
Качественный метод оценки основан на визуальном сопоставлении обработанной поверхности с эталоном (образцом) поверхности невооруженным глазом или под микроскопом, а также по ощущениям при ощупывании рукой (пальцем, ладонью, ногтем). Визуальным способом можно достаточно точно определять шероховатость поверхности, за исключением весьма тонко обработанных поверхностей. Эталоны, применяемые для оценки шероховатости поверхности визуальным способом, должны быть изготовлены из тех же материалов, с такой же формой поверхности и тем же методом, что и деталь. Качественную оценку весьма тонко обработанных поверхностей следует производить с помощью микроскопа или лупы с пятикратным и большим увеличением.
Количественный метод оценки заключается в измерении микронеровностей поверхности с помощью приборов: профилографа К. М. Аммона, профилографа Б. М. Левина (модели ИЗП-17 и ИЗП-5), двойного микроскопа и микроинтерферометра В. П. Линника, профилометра В. М. Киселева и др.
М. Аммона, профилографа Б. М. Левина (модели ИЗП-17 и ИЗП-5), двойного микроскопа и микроинтерферометра В. П. Линника, профилометра В. М. Киселева и др.
Схема профилографа Б. М. Левина (модель ИЗП-17) приведена на рис. 17. Луч света от лампы 1, проходя через линзу 2, щель 3 и оптическую систему 5, падает на зеркала 8 и 7. Зеркало 8 связано с ощупывающей иглой 9. Луч света, отраженный от зеркала 7 и затем от зеркала 8, проходит оптическую систему 6 и, попадая на зеркала 4 и далее на цилиндрическую линзу 14, проецирует изображение щели 3 на светочувствительную пленку 13, расположенную на барабане 12. Изображение щели проецируется в виде световой точки. Деталь 10, на поверхности которой измеряют шероховатость, располагается на верхнем диске предметного стола 11. При вращении синхронного двигателя стол вместе с деталью движется поступательно относительно иглы 9, а барабан 12 вращается.
Скорость снятия профилограммы можно менять, изменяя частоту вращения барабана. Скорость перемещения стола 11 не зависит от частоты вращения барабана 12, что обеспечивает получение трех горизонтальных масштабов с увеличением в 25 и 50 раз. Вертикальное увеличение в 250…5000 раз достигают сменой объектива 6 и установкой иглы 9 в различные отверстия рычага. От вертикального увеличения зависит максимальная высота микронеровностей, записываемая на барабане 12; от горизонтального увеличения зависит длина профилируемого участка (1,75…7 мм) исследуемой поверхности.
Скорость перемещения стола 11 не зависит от частоты вращения барабана 12, что обеспечивает получение трех горизонтальных масштабов с увеличением в 25 и 50 раз. Вертикальное увеличение в 250…5000 раз достигают сменой объектива 6 и установкой иглы 9 в различные отверстия рычага. От вертикального увеличения зависит максимальная высота микронеровностей, записываемая на барабане 12; от горизонтального увеличения зависит длина профилируемого участка (1,75…7 мм) исследуемой поверхности.
Принцип действия профилометра конструкции В. М. Киселева заключается в возбуждении колебаний напряжения в результате движений ощупывающей иглы. На рис. 18 приведена схема этого профилометра (модель КВ-7). Игла 1 с алмазным наконечником, радиус закругления которого 12 мкм, подвешена на пружинах 2. Нижний конец ее ощупывает неровности поверхности детали, а верхний связан с индукционной катушкой 3, которая перемещается в магнитном поле полюсов 4 и 6 магнита 5. Возбуждаемый этим перемещением ток подают на усилитель и затем на гальванометр. Перемещение иглы по поверхности осуществляют с помощью электропривода со скоростью 10…20 мм/с. Давление иглы на поверхность проверяемой детали составляет 5…25 кПа. При подключении к профилометру осциллографа можно получить профилограмму исследуемой поверхности.
Перемещение иглы по поверхности осуществляют с помощью электропривода со скоростью 10…20 мм/с. Давление иглы на поверхность проверяемой детали составляет 5…25 кПа. При подключении к профилометру осциллографа можно получить профилограмму исследуемой поверхности.
Для измерения шероховатости предназначен также двойной микроскоп В. П. Линника (рис. 19). Прибор состоит из двух частей: микроскопа А для освещения исследуемой поверхности, микроскопа Б для наблюдения и измерения профиля поверхности. Оси обеих частей микроскопа, наклоненные под углом 45° к исследуемой поверхности, пересекаются между собой в предметной точке объективов.
В плоскости изображения объектива 3 микроскопа А перпендикулярно плоскости оси микроскопа расположена щель 2, освещаемая источником света 1. Объектив 3 дает уменьшенное изображение щели 2 на проверяемой плоскости Р в виде узкой светящейся линии. При отсутствии на участке поверхности Р микронеровностей объектив 4 микроскопа Б в плоскости сетки окуляра 5 даст изображение а2 той же узкой светящейся линии, а также изображение близлежащего участка исследуемой поверхности.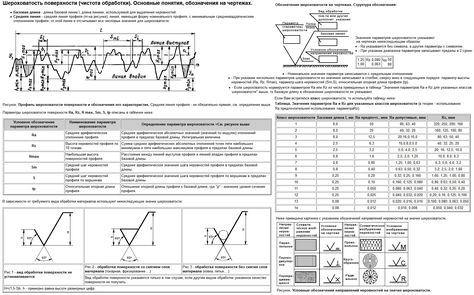
При том же расположении микроскопов А и Б при наличии микронеровностей h часть пучка света, отраженная от участка поверхности Р1 при наблюдении будет казаться выходящей из точки a1 или из точки, а`1 поверхности Р`1, расположенной на расстоянии 2h ниже поверхности Р. Тогда изображение точки, а’2 на сетке окуляра 5 будет на расстоянии h` от оси микроскопа Б, равном h’=2xh sin 45°, где х — увеличение объектива 4.
Для измерений высоты неровностей в микроскопе Б установлен окулярный микрометр. Двойной микроскоп В. П. Линника позволяет также фотографировать исследуемую поверхность с высотой неровностей 0,9…60 мкм.
Для измерения микронеровностей высотой 0,1…6 мкм с увеличением в 400…500 раз применяют микроинтерферометр МИИ-1 В.П.Линника (рис. 20, а) с интерференционными полосами, соответствующими профилю исследуемой поверхности в данном сечении (рис. 20, б). На рисунке 1 — окуляр, 2 — линза, 3 — источник света, 4 — контролируемая деталь, 5 — призма, 6 — эталонное зеркало, 7 — интерференционные полосы, 8 — профиль проверяемой поверхности.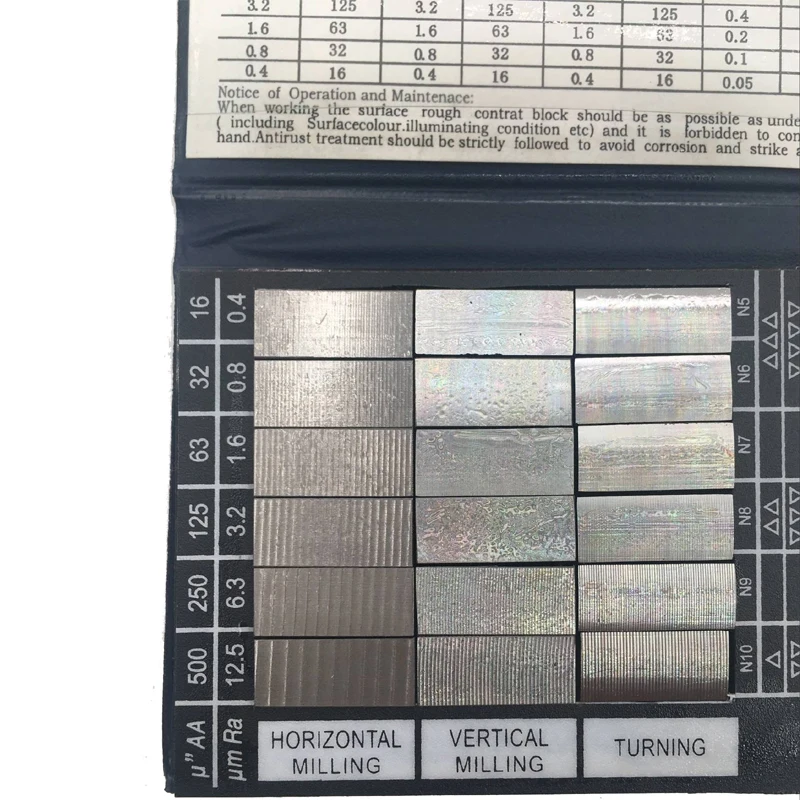 С помощью интерференционной головки на контролируемой поверхности создаются интерференционные полосы. При наличии рисок и других микронеровностей полосы искривляются. С помощью окуляра производят отсчеты смещения α полосы, выражающей размер высоты микронеровностей, и отсчет расстояния b между двумя соседними интерференционными полосами (рис. 20, б). Тогда высота микронеровности в микрометрах:
С помощью интерференционной головки на контролируемой поверхности создаются интерференционные полосы. При наличии рисок и других микронеровностей полосы искривляются. С помощью окуляра производят отсчеты смещения α полосы, выражающей размер высоты микронеровностей, и отсчет расстояния b между двумя соседними интерференционными полосами (рис. 20, б). Тогда высота микронеровности в микрометрах:
h = 0,25 a/b.
Для определения шероховатости поверхности в труднодоступных местах применяют метод снятия с исследуемой поверхности слепков, шероховатость поверхности которых определяют с помощью указанных выше приборов. Искажение профиля исследуемой поверхности при снятии слепка практически не превышает 2…3%. В качестве материалов для слепков обычно применяют целлулоид, растворяемый в ацетоне. Для получения слепка целлулоид опускают на непродолжительное время (2…3 мин) в ацетон, затем прикладывают к исследуемой поверхности и сушат в течение 10…50 мин (в зависимости от шероховатости обработанной поверхности).
Для оценки микрогеометрии поверхности иногда применяют также метод среза. Исследуемую поверхность покрывают слоем хрома толщиной 5… 10 мкм, а затем производят срез под углом 1…2°; срезанную плоскость травят, после чего фотографируют. Увеличение при угле среза 1° составляет 60, а при угле среза 2°—30 раз. Дополнительное увеличение при фотографировании позволяет получать общее увеличение в 8000 раз.
Методы и средства контроля шероховатости поверхности
Контроль шероховатости поверхности может осуществляться:
1) сравнением (визуально или с помощью микроинтерферометра) реальной поверхности изделия с рабочими образцами
шероховатости, которые имеют стандартизованные значения параметра Ra;
2) измерением параметров шероховатости с помощью щуповых или оптических приборов.
Числовые значения параметров шероховатости определяются либо непосредственно по шкале приборов (профилометров), либо по увеличенному изображению профиля или записанной профилограмме сечения профиля (на приборах – профилографах).
Если в технических требованиях не задано направление измерения шероховатости, то измерения производят в том направлении, где имеется наиболее грубая шероховатость. При механической обработке резанием этому условию соответствует направление измерения, перпендикулярное главному движению при резании (поперечная шероховатость).
Для проведения лабораторной работы используются контактные приборы последовательного преобразования профиля. Эти приборы являются наиболее совершенными для измерения шероховатости поверхности, позволяющими измерить почти все параметры шероховатости, регламентированные ГОСТ 25142 –
82, кроме того, с помощью этих приборов наиболее просто измерять предпочтительный параметр шероховатости Ra.
3.1. Профилометр 283 с унифицированной электронной системой
Профилометр 283 представляет собой контактный щуповой прибор для определения числового значения параметра шероховатости Ra и является высокочувствительным прибором, предназначенным для измерения поверхностей деталей с твердостью не менее НВ 10, сечение которых в плоскости представляет прямую линию.
Принцип действия прибора основан на ошупывании измеряемой поверхности алмазной иглой с радиусом кривизны при вершине 10мкм и преобразовании с помощью механотронного преобразователя механических колебаний иглы в пропорциональные изменения электрического напряжения.
Общий вид профилометра (мод. 283) показан на рис. 4.
Датчик 1 с алмазной ощупывающей иглой закреплен в гнезде штока привода 2. Привод установлен на вертикальной стойке с плитой, на которую устанавливают призму 6 для контролируемой детали.
Привод предназначен для перемещения датчика по измеряемой поверхности и осуществления отсечки шага. Отсечка шага на приводе имеет два значения – 0.8 мм и 0.25мм, соответствующие значениям базовых длин. При отсечке шага
0,25мм скорость перемещения датчика соответствует 0,25мм/с; при отсечке шага 0,8мм – 0,8мм/с; выходные электрические сигналы с датчика поступают на электронный блок 3. Отсчет результатов измерения шероховатости поверхности производится по шкале прибора, которая градуирована по параметру Ra.
3.1.1. Порядок работы на профилометре мод. 283 (рис.4)
Рис. 4. Общий вид профилометра мод. 283
1) установить на призме 6 измеряемую деталь.
2) включить прибор тумблером «сеть». При этом должна загореться сигнальная лампа. Прибор готов к работе через 3-5 мин. после включения в сеть.
3) установить датчик 1, вставленный в привод 2, на измеряемую поверхность детали, при этом, поворачивая маховик стойки 4, добиться совмещения треугольных знаков на штоке и планке привода 7. Застопорить винтом 5 положение датчика.
4) установить на электронном блоке 3 нужный предел измерения, соответствующий заданному параметру шероховатости на чертеже. Переключателем 8 установить заданную отсечку шага, равную базовой длине ℓ.
5) включить нажатием кнопки «пуск» на электронном блоке
3 движение датчика по измеряемой поверхности.
После остановки датчика (сигнальная лампа погаснет) отметить значение параметра шероховатости Ra, зафиксированное стрелкой прибора по выбранной ранее шкале.
Для надежной оценки шероховатости рекомендуется измерения повторить несколько раз в различных местах поверхности. Результатом измерения считается максимальное из всех действительных значений Ra, полученных для данной детали.
3.2. Профилограф – профилометр мод. 252
Профилограф – профилометр мод. 252 является контактным высокочувствительным прибором, предназначенным для измерения шероховатости и волнистости поверхности изделий.
Принцип действия прибора основан на ощупывании исследуемой поверхности алмазной иглой с радиусом кривизны при вершине 10 мкм и преобразовании с помощью дифференциального индуктивного преобразователя механических колебаний иглы в пропорциональные изменения электрического напряжения.
Параметры шероховатости поверхности, определяемые профилографом – профилометром мод. 252:
Ra – среднее арифметическое отклонение профиля,
Hmax – высота наибольшего выступа профиля,
Hmin – глубина наибольшей впадины профиля,
tp – относительная опорная длина профиля,n – число шагов неровностей в пределах длины трассы ощупывания при измерении по базовой линии.
3.2.1.Техническая характеристика прибора
Диапазон измерений профилографа – профилометра по параметрам:
Ra, мкм 0,02 ……..250
Hmax, Hmin 0,1……….100 tp, % 0………….100 n 0………….100
3.2.2. Порядок работы прибора при измерении шероховатости поверхности датчиком с опорой на измеряемую поверхность
Использование прибора в качестве профилометра (рис. 5)
1) на стойке 1 размещен мотопривод 2, на котором с помощью специального разъема следует закрепить датчик 4.
2) включить прибор (кнопка 12 на блоке питания 6) и установить ручку переключателя 15 «Род работы» в положение
«ПП» (настройка прибора).
3) установить ручкой 16 мотопривода скорость движения датчика 60 мм/мин, а ручкой переключателя 25 требуемую длину трассы ощупывания.
4) установить ручкой переключателя 26 требуемый предел измерения и ручкой 24 требуемую отсечку шага, равную базовой длине.
5) вращением маховика 18 опустить датчик на измеряемую поверхность, осторожно, чтобы не повредить иглу, при этом
стрелка индикаторного прибора рабочей зоны 27 должна быть приблизительно в середине шкалы.
Примечание: измерение на приборе возможно, когда стрелка индикаторного прибора рабочей зоны находится в пределах шкалы.
3.2.3. Измерение параметра Ra
1) нажать кнопку «Ra» на счетно-решающем блоке 9, после этого кнопку 21 – «пуск» (зеленого цвета) на блоке питания 6 и после остановки датчика снять показания Ra на цифровом табло счетно-решающего блока 9.
Примечание: при загорании индикаторной лампы 28 «перегрузка» переключить прибор ручкой 26 на режим работы с большим пределом измерения; если значащее число на цифровом табло меньше 90, то перевести прибор на режим работы с меньшим пределом измерения.
3.2.4. Измерение параметра «n»
1) произвести выбор предела измерения по значению параметра Ra.
2) нажать кнопку «n» на счетно-решающем блоке 9 и кнопку 21 «пуск», после остановки датчика снять показания «n».
Примечание: при загорании лампы 28 «перегрузка» ручкой переключателя 25 переключить прибор на более короткую трассу ощупывания.
3.2.5. Измерение параметров Hmax, Hmin
1) нажать кнопку Hmax или Hmin на счетно-решающем блоке 9.
2) опустить датчик на измеряемую поверхность (рабочее положение датчика контролировать по отклонению стрелки индикаторного прибора рабочей зоны 27, которая должна находиться в пределах шкалы).
3) для запуска режима измерения нажать кнопку 21 –
«пуск» (зеленого цвета).
Примечание: при первом проходе датчика на цифровом отсчетном устройстве должны быть зафиксированы нули.
4) нажать кнопку 21 вторично и, после остановки датчика, на цифровом табло счетно-решающего блока 9 снять показания Hmax или Hmin.
Примечание: при загорании лампы 28 переключить прибор на больший предел измерения, а если значащее число на цифровом табло будет менее 90, то переключить на меньший предел измерения.
5) нажать кнопку 21 для следующего измерения.
3.2.6. Измерение параметра «tp»
1) измерить значения «Hmax» и «Hmin».
2) нажать кнопку «tp» на счетно-решающем блоке 9; если значащее число на цифровом табло находится в пределах от
90 до 999, то можно приступить к измерению «tp»; если показания Hmax и Hmin получаются в разных пределах измерения, то необходимо установить больший предел.
3) нажать кнопку 21 – «пуск» (зеленого цвета).
Примечание: при первом проходе датчика на цифровом отсчетном устройстве зафиксированы нули.
4) нажать одну из кнопок 29 требуемого уровня сечения профиля.
5) нажать кнопку 21 на блоке питания и после остановки датчика снять с цифрового табло показание «tp» на установленных уровнях.
3.2.7. Описание прибора
1. Стойка
2. Мотопривод
3. Датчик для измерения отверстий
4. Датчик с опорой
5. Стол
6. Блок питания
7. Блок измерительный
8. Соединительный шланг
9. Блок счетно-решающий
10. Прибор записывающий
11. Приспособление для контролируемой детали
12. Кнопка «включение» на блоке питания
13. Кнопка «реверс» на записывающем устройстве
14. Ручка переключателя вертикального увеличения
15. Ручка переключателя «род работы»
16. Ручка переключателя мотопривода
17. Ручка переключателя скорости движения ленты
18. Маховик
19. Кнопка «включение записывающего устройства»
20. Точная настройка индикатора
21. Зеленая кнопка на блоке питания «пуск»
22. Красная кнопка на блоке питания (аварийная остановка датчика)
23. Кнопка «выключение» на блоке питания
24. Рукоятка переключателя «отсечка шага»
25. Рукоятка переключателя «длина трассы ощупывания»
26. Рукоятка переключателя «предел измерения»
27. Шкала индикатора настройки прибора
28. Индикаторная лампа «перегрузка»
29. Кнопка требуемого уровня сечения профиля
30. Диаграммная бумага
Материал взят из книги Метрология, стандартизация, сертификация (А.И. Аристов)
Методы измерения шероховатости поверхности (метрология)
11.5.
Существует два метода измерения чистоты обработанной детали : (i) Проверка поверхности или сравнительные методы.
(ii) Прямые инструментальные измерения.
В сравнительных методах текстуру поверхности оценивают путем наблюдения за поверхностью. Но эти методы ненадежны, поскольку могут ввести в заблуждение, если не проводить сравнение с поверхностями, полученными с помощью тех же технологий. Различные методы, доступные в рамках метода сравнения:
(i) Осмотр на ощупь, (ii) Визуальный осмотр, (iii) Осмотр царапин, (iv) Осмотр под микроскопом, (v) Фотографии поверхности, (vi) Микроинтерферометр (vii) Поверхностный динамометр Уоллеса и (viii) Интенсивность отраженного света.
11.5.1.
Основным ограничением этого метода является невозможность оценки степени шероховатости поверхности. Также не могут быть обнаружены мелкие недостатки. Этот метод может просто сказать, какая поверхность более шероховатая. В этом методе кончик пальца перемещается по поверхности со скоростью около 25 мм в секунду, и можно легко обнаружить неровности размером до 0,01 мм. Возможна его модификация с использованием мяча для настольного тенниса, который трется о поверхность, и вибраций от мяча 9.0013
передается на руки и оценивается шероховатость поверхности.
11.5.2.
Визуальный осмотр.
Визуальный осмотр невооруженным глазом всегда может ввести в заблуждение, особенно при осмотре поверхностей с высокой степенью отделки. Таким образом, метод ограничен более грубыми поверхностями, и результаты варьируются от человека к человеку. Более точный осмотр можно провести, используя лупы с подсветкой.
11.5.3.
В этом методе более мягкий материал, такой как свинцовый баббит или пластик, натирают на проверяемую поверхность. При этом создается впечатление царапин на поверхностях, которые можно легко визуализировать.
11.5.4.
Это, вероятно, лучший метод проверки чистоты поверхности, но он имеет недостатки, заключающиеся в том, что за один раз можно проверить только небольшую часть поверхности. Таким образом, для получения среднего значения требуется несколько измерений. В этом методе готовая поверхность помещается под микроскоп и сравнивается с проверяемой поверхностью. В другом методе на контролируемую поверхность помещается поверочная линейка и
пучок света проецируется примерно под углом 60° к работе. Таким образом, тени, отбрасываемые на царапины на поверхности, увеличиваются, и можно изучать неровности поверхности.
11.5.5.
В этом методе делаются увеличенные фотографии поверхности при различных типах освещения. Если мы используем вертикальное освещение, то такие дефекты, как неровности и царапины, проявляются в виде темных пятен, а плоская часть поверхности — в виде яркого участка. В случае косого освещения дело обстоит наоборот. Сравниваются фотографии с разным освещением и оцениваются результаты.
11.5.6.
В этом методе оптическая пластина помещается на контролируемую поверхность и освещается монохроматическим источником света. Интерференционные полосы изучаются под микроскопом. Дефекты, то есть царапины на поверхности, выглядят как интерференционные линии, идущие от темных полос к светлым. Глубина дефекта измеряется в единицах интерференционной полосы. Это было подробно объяснено в главе «Измерение с помощью интерференции световых волн».
11.5.7.
Это разновидность измерителя трения, состоящего из маятника, в котором испытательные башмаки прижимаются к опорной поверхности, и может быть приложено заданное давление пружины. В этом методе маятник поднимают в начальное исходное положение и позволяют ему качаться по поверхности к испытуемому. Если поверхность гладкая, то трения будет меньше и маятник будет качаться дольше. Таким образом, время качания является прямым показателем чистоты поверхности.
11.5.8.
В этом методе луч света известного количества проецируется на поверхность. Этот свет отражается в нескольких направлениях в виде лучей меньшей интенсивности, а изменение интенсивности света в разных направлениях измеряется фотоэлементом. Измеренные изменения интенсивности уже откалиброваны посредством показаний, снятых с поверхности с известной шероховатостью каким-либо другим подходящим методом.
11.5.9.
Конусное сечение — В этом методе разрез обследуемой поверхности вырезается под небольшим углом 6, таким образом увеличивая колебания высоты в 6 раз, а срез исследуют под оптическим микроскопом. Это очень точный метод, но это разрушительный метод.
Измерение блеска — Существуют различия в оптических свойствах различных шероховатых поверхностей, которые субъективно оцениваются человеческим глазом, и были разработаны различные инструменты для более объективной количественной оценки этих изменений. В одном приборе отражение серии вертикальных полос на поверхности отражается под углом отражения. Этот угол постепенно уменьшается до тех пор, пока полосы не перестанут быть различимыми. Шероховатость обратно пропорциональна косинусу угла погасания.
Методы дифракции — Спекл образуется, когда шероховатая поверхность освещается пространственно когерентным светом и наблюдается с помощью оптической системы с конечной апертурой. Свет поступает в каждую точку изображения из нескольких разных точек объекта из-за ограничений разрешения системы. Длина пути света из каждой точки на поверхности зависит от высоты контура поверхности в этой точке. Если эта высота значительно варьируется по ширине функции рассеяния точки, интерференционные эффекты будут проявляться в виде спеклов. Шероховатость поверхности можно определить по спекл-структуре.
Другими методами являются тактильные тесты, пневматические измерения, оптические срезы, термокомпараторы, емкостные измерители и т. д. Введение в шероховатость
Процедура измерения шероховатости поверхности с помощью щупового прибора для измерения шероховатости поверхности показана ниже (это выдержка из IOS 4288:1996).
ШАГ 1 Разместите цель измерения.
Удалите масло или пыль с поверхности объекта измерения.
Если направление измерения не указано, расположите цель так, чтобы направление измерения давало максимальные параметры в направлении высоты (Ra, Rz).
ШАГ 2 Визуально осмотрите поверхность мишени.
Оцените, является ли текстура поверхности объекта (складки, профиль шероховатости) периодической или непериодической.
ШАГ 3-1 Когда длина выборки представлена графически
Если длина выборки указана на рисунке или в требованиях технической информации на изделие, установите пороговое значение λc на указанную длину выборки.
ШАГ 3-2 Когда профиль шероховатости периодический
1. Для целевых поверхностей с периодическим профилем шероховатости оцените параметр RSm по измеренному первичному профилю.
2. Определите соответствующую длину выборки (значение отсечки λc) из таблицы 1, используя оценочное значение RSm.
| RSm (мм дюйм) | Длина выборки Профиль шероховатости (мм дюйм) | Длина оценки профиль шероховатости (мм дюйм) |
|---|---|---|
| 0,013 | 0,08 | 0,4 0,02 дюйма |
| 0,04 | 0,25 0,01 дюйма | 1,25 0,05 дюйма |
| 0,13 0,01″ | 0,8 0,03 дюйма | 4 0,16 дюйма |
| 0,4 0,02 дюйма | 2,5 0,1 дюйма | 12,5 0,49 дюйма |
| 1,3 0,05 дюйма | 8 0,31 дюйма | 40 1,57 дюйма |
Таблица 1. Длина выборки для измерения параметров периодических профилей шероховатости и для измерения RSm кривых периодического/непериодического профиля
3. Используйте определенную длину выборки для измерения значения RSm.
4. Если измеренный RSm находится в пределах диапазона RSm, рассчитанного по Таблице 1, используйте пороговое значение. Когда результат измерения выходит за пределы расчетного диапазона RSm, измените значение отсечки на длину выборки соответствующего RSm.
5. Используйте длину выборки, которую вы определили с помощью шагов до этого момента, чтобы измерить требуемые параметры.
ШАГ 3-3 Когда профиль шероховатости не периодический
1. Для целевых поверхностей с непериодическим профилем шероховатости оцените неизвестный параметр Ra, Rz или RSm по измеренному первичному профилю.
2. Определите соответствующую длину выборки (значение отсечки λc) из таблиц 1–3, используя расчетный неизвестный параметр Ra, Rz или RSm.
| Ra (мкм мил) | Длина выборки профиля шероховатости (мм дюйм) | Расчетная длина профиля шероховатости (мм дюйм) |
|---|---|---|
| (0,006) | 0,08 | 0,4 0,02 дюйма |
| 0,02 | 0,25 0,01 дюйма | 1,25 0,05 дюйма |
| 0,1 0,004 Мил | 0,8 0,03 дюйма | 4 0,16 дюйма |
| 2 0,079 мил | 2,5 0,1 дюйма | 12,5 0,49 дюйма |
| 10 0,39 мил | 8 0,31 дюйма | 40 1,57 дюйма |
Таблица 2. Параметры шероховатости Ra, Rq, Rsk, Rku и R⊿q непериодических профильных кривых, кривая нагрузки BAC, функция плотности вероятности ADF и длина выборки соответствующих параметров
| Rz (мкм мил) | Длина выборки профиля шероховатости (мм дюйм) | Расчетная длина профиля шероховатости (мм дюйм) |
|---|---|---|
| (0,025) | 0,08 | 0,4 0,02 дюйма |
| 0,1 0,004 Мил | 0,25 0,01 дюйма | 1,25 0,05 дюйма |
| 0,5 0,02 мил | 0,8 0,03 дюйма | 4 0,16 дюйма |
| 10 0,39 мил | 2,5 0,1 дюйма | 12,5 0,49 дюйма |
| 50 1,97 млн | 8 0,31 дюйма | 40 1,57 дюйма |
Таблица 3. Длина выборки параметров шероховатости Rz, Rv, Rc, Rt непериодических профильных кривых
3. Используйте определенную длину выборки для измерения значений параметров шероховатости.
4. Если результат измерения находится в пределах расчетного диапазона Ra или Rz от таблицы 1 до таблицы 3, используйте пороговое значение. Когда измеренный результат выходит за пределы предполагаемого диапазона Ra или Rz, измените значение отсечки на длину выборки диапазона, соответствующего измеренному Ra или Rz.
5. Используйте длину выборки, которую вы определили в шагах к этому пункту, чтобы измерить требуемые параметры.
ШАГ 4 По результатам измерений определите, находятся ли параметры в пределах пороговых предельных значений.
Используйте визуальный осмотр из шага 2, чтобы определить, является ли текстура поверхности мишени однородной (периодической) или различается в разных местах (непериодической).
Case.1 Текстура поверхности мишени однородна.
Сравните параметры, измеренные по всей поверхности мишени, с требуемыми значениями, указанными на рисунке или в технической информации о продукте. Затем оцените, находятся ли параметры в пределах допустимых диапазонов в соответствии с правилом 16% или правилом максимального значения.
Case.2 Текстура поверхности мишени отличается в разных местах.
Сравните параметры, определенные в различных местах на мишени, с требуемыми значениями, указанными на рисунке или в технической информации о продукте. Затем оцените, находятся ли параметры в пределах допустимых диапазонов в соответствии с правилом 16% или правилом максимального значения.
| правило 16% |
|---|
Когда в качестве верхних пределов параметров указаны требуемые значения, измерьте место, которое имеет максимальные параметры в направлении высоты (Ra, Rz), судя по визуальному осмотру. Подробнее: |
| Правило максимального значения |
|---|
| Когда требуемое значение, указанное на рисунке или в технической информации о продукте, является максимальным значением, все значения параметров, определенные по всей площади поверхности мишени, проходят, если они меньше или равны требуемому значению. |
Методы измерения профиля поверхности в полевых условиях
Автор: Джон Флетчер, менеджер по технической поддержке
Сопутствующие товары>>>>Скачать полный PDF
РЕЗЮМЕ
При нанесении защитных покрытий на конструкции важно, чтобы поверхность была чистой и сухой, чтобы предотвратить преждевременное разрушение покрытия и обеспечить полный срок службы покрытия. Во многих случаях как при новом строительстве, так и при ремонте конструкций требуется пескоструйная очистка поверхности для удаления загрязнений и создания анкерного рисунка для повышения адгезии системы покрытия к основанию. Измерение профиля важно для достижения спецификации, а также для обеспечения того, чтобы процесс струйной очистки находился под контролем и не приводил к неадекватной или чрезмерной высоте профиля.
Существует два стандарта ASTM, которые касаются оценки профиля поверхности: D 4417, Стандартные методы испытаний для полевых измерений профиля поверхности стали, очищенной пескоструйной обработкой, и D 7127, Стандартный метод испытаний для измерения шероховатости поверхности металлических поверхностей, очищенных абразивоструйной очисткой с использованием Портативный стилус.
В документе D 4417 описываются три метода либо оценки профилированной поверхности, метод А для сравнения поверхностей, либо измерения высоты профиля, метод В, глубиномер и метод С, копия ленты. D 7127 описывает метод измерения щупом, дающий результаты как для высоты профиля, так и для пиковой плотности.
В этом документе описывается оборудование, доступное в настоящее время для этих методов испытаний, и обсуждаются различия как в методах, так и в результирующих измерениях, включая калибровку компараторов поверхности. Значимость этих различий будет проанализирована в контексте типичных зернистых и дробеструйных поверхностей.
ВВЕДЕНИЕ
Дробеструйная очистка стальных поверхностей для удаления прокатной окалины, ржавчины, загрязняющих веществ, таких как масла и жиры, а также растворимых солей является обычным процессом для изготовления стальных конструкций всех типов. Доступно несколько различных методов, включая сухую абразивоструйную очистку, влажную абразивоструйную очистку, ручную и механическую очистку и т. д. В общем, оценка поверхности на предмет удаления ржавчины после процесса проводится путем визуального сравнения со стандартами чистоты, такими как Шведский стандарт по ржавчине, ISO 8501-1 или SSPC VIS 1, VIS 3 или VIS 5.
Однако эти процессы очистки подложки также предназначены для придания шероховатости поверхности для создания профиля или анкерного рисунка, к которому покрытие будет прилипать более прочно, чем если бы оно было нанесено на гладкую поверхность. В дополнение к удалению загрязняющих веществ создание профиля влияет на другие аспекты процесса нанесения покрытия, такие как адгезия и покрытие краской, следовательно, объем покрытия, используемый для достижения заданной толщины.
Измерение высоты от пика до впадины для профиля является важным параметром, который следует учитывать при контроле процесса нанесения покрытия, чтобы предотвратить чрезмерное использование краски, когда высота профиля слишком велика, или недостаточную адгезию, когда высота профиля слишком велика. низкий.
ASTM D4417-11, «Стандартные методы испытаний для полевых измерений профиля поверхности взрывной волны».
Очищенная сталь» описывает три метода оценки или измерения профиля, один из которых
визуальный/тактильный метод сравнения. Два других метода измеряют высоту от пика до впадины в
различные пути.
ASTM D7127-05, «Стандартный метод испытаний для измерения шероховатости поверхности абразивных материалов». Дробеструйная очистка металлических поверхностей с использованием портативного стилуса» описывает метод, основанный на дальнейшая техника, и этот метод в настоящее время находится на рассмотрении подкомитета ASTM D01.46, Промышленная защитная окраска.
Профили, очищенные пескоструйной обработкой, представляют собой сложные трехмерные поверхности, и на рисунке 1 ниже показаны ожидаемые масштабы и вариации профиля.
Рис. 1. Трехмерное изображение поверхности пескоструйной обработки (любезно предоставлено Corus)
Рис. 2. Компаратор ISO для зернистости.
МЕТОДЫ ИЗМЕРЕНИЯ ПРОФИЛЯ ПОВЕРХНОСТИ
D4417 перечисляет три метода измерения профиля поверхности в полевых условиях. Метод A — поверхность, подвергшуюся пескоструйной обработке, визуально сравнивают со стандартами, подготовленными с различной глубиной профиля поверхности и определенным диапазоном. Метод B — глубину профиля измеряют с помощью остроконечного зонда на определяется количество точек и среднее арифметическое. Метод C — Композитная пластиковая лента вдавливается в очищенную пескоструйной обработкой поверхность, формируя обратное изображение профиля и максимальную вершину к впадине.
расстояние измеряется микрометром.
Метод А обычно называют компаратором поверхности, а наиболее часто используемой версией является «Компаратор поверхности ISO», который соответствует требованиям ISO 8503-1. Существует две версии этого компаратора: одна для пескоструйной обработки поверхностей, а другая для поверхностей с дробеструйной обработкой. Различие можно увидеть в форме профиля, профиль зернистости угловатый, а профиль дроби более округлый. На рис. 2 показан типичный компаратор ISO.
Каждый компаратор ISO имеет четыре сегмента, представляющих степени глубины профиля. Компаратор используется либо для визуального, либо для тактильного сравнения с контролируемой поверхностью, и определяются два сегмента, которые охватывают тестируемую поверхность.
Рис. 3. Компаратор поверхности Keene-Tator(1) с лупой(3) и дисками для дроби, песка и песка. Компараторы поверхности Rubert(2)
Рис. 5. Принцип измерения профиля поверхности
Рис. 7. Набор липких лент, показывающий ленты слева и циферблатный индикатор справа
Рис. 8. Метод ленточных копий
Другие аналогичные компараторы включают компаратор поверхности Keene-Tator, компаратор поверхности Rubert и компаратор поверхности Rugotest. Они используются реже с тех пор, как был опубликован метод испытаний ISO, но, поскольку спецификации красок имеют относительно длительный срок службы, они все еще используются. На рис. 3 показаны поверхность Кина-Татора и компараторы Руберта.
Метод B описывает микрометр глубины часового типа, также известный как Измеритель Профиля Поверхности. Этот датчик измеряет глубину впадин относительно пиков с помощью заостренного зонда. Основание стопы находится на пиках, а подпружиненный остроконечный зонд или наконечник выступает в углубления. Наконечник имеет угол 60° с номинальным радиусом 50 мкм. На рис. 4 показана текущая версия измерителя профиля поверхности с возможностью выбора встроенного датчика или отдельного датчика.
На рис. 5 показан метод измерения с помощью измерителя профиля поверхности и показано, как ступня стоит на пиках, а заостренная наковальня опирается на впадину для трех различных высот от пика до впадины.
Рисунок 4 – Цифровой измеритель профиля поверхности
Цифровой измеритель профиля поверхности доступен с памятью, статистикой и беспроводной связью, поэтому данные могут быть переданы в безбумажные системы управления данными для стандартизированной отчетности. Среднее значение (среднее) группы показаний и диапазон доступны в виде значений на дисплее для простого и быстрого принятия решений в соответствии с предварительно установленными пределами, если это необходимо.
Последние разработки цифрового измерителя профиля поверхности включают отдельную версию датчика, которая позволяет держать датчик в одной руке, чтобы можно было непрерывно просматривать дисплей, в то время как датчик используется другой рукой для измерения профилей на дальних сторонах балок и нижняя сторона фланцев.
Отдельные варианты датчика также были расширены за счет включения датчика для выпуклых поверхностей, таких как внешние поверхности труб. На рис. 6 показан выпуклый поверхностный зонд в работе на трубе малого диаметра, очищенной пескоструйной очисткой.
Управление данными важно для отчетности по инспекционным проектам для контроля процессов и обеспечения уверенности клиентов. Во многих случаях такие отчеты теперь являются договорным требованием. Для цифровых датчиков это требование может быть облегчено за счет использования программного обеспечения для управления данными с беспроводной связью Bluetooth® с программным обеспечением, что позволяет передавать отдельные пакеты данных из памяти датчика в программное обеспечение через «облачные» вычисления, чтобы обеспечить быстрый и простой и позволяющий просматривать данные инспекции в разных местах, в разных странах или даже на разных континентах без специальной сети.
Рис. 6. Цифровой профильометр с датчиком выпуклой поверхности
Метод C — это метод с использованием ленты, при котором копия профиля снимается с помощью диска из пенопласта под диском из жесткого пластика. Лента помещается на профиль и полируется закругленным инструментом, чтобы разбить пузырьки в пенопласте и сформировать копию. Измеряют общую высоту реплики и жесткого диска и вычитают толщину жесткого диска (2 мил/50 мкм), чтобы получить максимальную высоту профиля (Rt) в измеренной области. На рис. 7 показан набор реплик ленты, а на рис. 8 способ показан в виде схемы.
Полоса ленты имеет размеры 19 x 54 мм (0,75 x 2,13 дюйма), но площадь пенопласта определяется круглым окном диаметром 10 мм (~0,4 дюйма). Это устанавливает размер области оцениваемого профиля.
В методе, описанном в D7127, используется инструмент отслеживания профиля щупа для измерения Rt и Pc, где Rt — расстояние между самым высоким пиком и самой низкой впадиной в пределах любой длины оценки, а Pc (число пиков) — это количество пар пик/впадина на единицу измерения. длина. Метод ограничен измерением шероховатости поверхности, когда Rt находится в диапазоне от 10 до 150 мкм (от 0,4 до 6,0 мил) и где количество пиков составляет менее 180 пиков/см (450 пиков/дюйм). Типичный щуп показан на рисунке 9..
Рисунок 9. Портативный измеритель профиля со стилусом
ПРОВЕРКА
Поверхностные компараторы
Полевая проверка компараторов поверхности ограничивается проверкой состояния компаратора. ISO 8503-2 описывает калибровку компаратора поверхности, определенного в ISO 8503-1, с использованием одного из двух методов. Метод 1 представляет собой метод фокусировки микроскопа, при котором микроскоп сначала фокусируется на вершине пика, а затем на следующей впадине, а разница в положении фокусирующего нониуса представляет собой высоту пика и впадины в этой точке (h max). Метод 2 — это метод щупа с использованием Rtm в качестве параметра измерения. Однако стоимость проведения этих измерений на компараторе намного превышает стоимость нового компаратора, и нормой является замена, а не повторная калибровка. Таким образом, проверка в полевых условиях выполняется пользователем, гарантирующим, что компаратор находится в хорошем состоянии и не поврежден.
Микрометры глубины со стрелочным индикатором
Проверка измерителей профиля поверхности также в значительной степени зависит от пользователя, гарантирующего, что измеритель находится в хорошем состоянии с особым вниманием к состоянию наконечника. Изготовленные из карбида вольфрама для обеспечения износостойкости, эти наконечники могут треснуть, если материал отвалится от наконечника, что сделает его непригодным для использования. Простой визуальный осмотр позволяет убедиться, что наконечник находится в хорошем состоянии, и перед использованием датчик следует установить на ноль, поместив ножку на кусок плоского стекла, например на предметное стекло микроскопа, чтобы совместить наконечник и основание и убедиться, что датчик установить на ноль.
Калибровка и повторная калибровка этих датчиков возможна с использованием согласованных пар мерных блоков для контроля высоты основания относительно наконечника зонда, по одному блоку с каждой стороны наконечника и с использованием одноразовых мерных блоков для удержания наконечника. в положении, пока проверяются показания манометра. Сертификат калибровки может быть выдан на основе показаний, полученных с использованием стопки мерных блоков, и, поскольку сами эти мерные блоки сертифицированы с прослеживаемостью в Национальной физической лаборатории в Великобритании или в NIST в США, сертификат также имеет этот след. -способность.
Проверки в полевых условиях можно проводить с использованием керамических регулировочных шайб с измерением толщины таким же образом, как и регулировочные шайбы для измерения толщины покрытия. Прокладка имеет номинальную толщину 500 мкм, но измеряется в четырех точках вокруг отверстия в центре прокладки, которое позволяет наконечнику проходить к опорной пластине, такой как стеклянная пластина, используемая для установки датчика на ноль. Манометр должен показывать то же значение, что и керамическая прокладка, чтобы подтвердить правильную функцию измерения.
500 мкм — это верхний предел шкалы цифрового измерителя профиля поверхности, но было обнаружено, что более тонкие керамические прокладки недостаточно прочны для этой цели и легко трескаются. Материалы, отличные от керамики, недостаточно прочны, чтобы можно было вырезать отверстие без образования заусенцев на краю отверстия, вызывающих ошибки измерения.
Рисунок 10 – Стандарты для измерения толщины покрытия
Реплика ленты
Единственная проверка, которая может быть предпринята для ленты-реплики, – это циферблатный индикатор, используемый для измерения ленты после того, как реплика была сформирована. Показания циферблатного индикатора можно проверить, используя те же фольги или прокладки для измерения толщины, которые предусмотрены для толщиномеров покрытий со значениями в диапазоне от 50 до 250 мкм. Типичный набор фольг показан на рис. 8. Фольга этого типа может поставляться с сертификатом калибровки, а измерения прослеживаются до NIST или других национальных стандартов, таких как National 9.0005
В рамках процесса проверки важно убедиться, что для измерения рассматриваемого профиля используется лента-реплика правильной марки. Каждая лента имеет верхнюю и нижнюю границу диапазона высоты профиля. В таблице 1 ниже показаны диапазоны профилей для трех наиболее часто используемых лент.
| Тип ленты | ||
|---|---|---|
| Тип ленты | Диапазон профиля (метрический) | Диапазон профиля (британский) |
| Крупный | 20 – 50 μm | 0.8 – 2.0 mil |
| X-Coarse | 38 – 114 μm | 1.5 – 4.5 mil |
| X-Coarse Plus | 115 – 152 μm | 4.5 – 5.8 mil |
Щуповые манометры обычно поставляются с контрольным элементом, который можно использовать для проверки правильности функционирования манометра. Следует отметить, что контрольный образец нормально измеряется с использованием метода средней шероховатости, Ra. Это определяется как среднее арифметическое абсолютных значений отклонений высоты профиля, зарегистрированных в пределах оценочной длины и измеренных от средней линии. Это не то же самое, что значение Rt, необходимое для оценки профилей, полученных абразивоструйной очисткой. Rt — максимальная высота профиля на оценочной длине, определяемая расстоянием от самой высокой вершины до самой низкой впадины. Тем не менее, контрольная деталь обеспечит правильную работу прибора.
ПОВЕРХНОСТИ, ОБРАБОТАННЫЕ СТРУЙНОЙ ОЧИСТКОЙ
Поверхность, очищенная абразивоструйной очисткой, представляет собой сложную трехмерную структуру, и существует множество способов определения шероховатости или текстуры поверхности. Документ ASME B46.1-2002 «Текстура поверхности (шероховатость, волнистость и слоистость поверхности)» охватывает классификацию и обозначение качества поверхности с особым учетом различных методов измерения поверхности и используемых параметров поверхности.
Поверхности, очищенные абразивоструйной очисткой перед нанесением защитных красок, требуют особого внимания, так как условия, в которых достигаются профили, неблагоприятны для инструментов, часто присутствуют пыль, загрязнения и вода, а также из-за риска «ржавления» поверхности. свежеочищенная поверхность, необходимость оптимальной скорости определения глубины профиля для обеспечения соответствия спецификации. По этой причине методы, используемые для измерения профиля, должны быть простыми, быстрыми в применении и легко интерпретируемыми инспектором.
Многие из методов, охватываемых ASTM B46.1-2002, предназначены для относительно гладких поверхностей, таких как поверхности, полученные после процесса механической обработки металлов, такого как токарная обработка или фрезерование. Профиль на поверхности, очищенной абразивоструйной очисткой, находится на верхней границе диапазона методов измерения профиля.
Одним из наиболее важных аспектов пескоструйной очистки поверхности для нанесения защитной краски является влияние на степень укрывистости краски. Участок с гладкой поверхностью может иметь эффективную площадь, увеличенную в 3 раза с грубым профилем, и объем краски, обеспечивающий толщину сухой пленки 100 мкм на гладкой поверхности, может быть соответственно увеличен профилем и требование для достижения 100 мкм
толщина по вершинам профиля. Таким образом, определение профиля имеет важное значение при использовании краски для проекта и связанных с этим материальных затратах.
ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ
В отношении двух документов ASTM, D4417 и D7127, проводятся два пилотных исследования. Первое исследование относится к описанию наконечника в D4417. В настоящее время он определяет угол 60° с номинальным радиусом 50 мкм, однако австралийский стандарт измерения профиля поверхности определяет более острый наконечник, и рабочая группа подкомитета D01.46 считает, что такой наконечник может давать результаты, отличные от указанный отзыв и желание подтвердить или опровергнуть эту теорию. Подготовлен протокол сличения датчиков, и ожидается, что испытания состоятся в четвертом квартале 2009 года..
Пилотное исследование метода щупа, описанного в D7127, направлено на определение того, могут ли разные операторы, использующие три различных щупа, доступных на рынке, выполнять измерения высоты профиля и количества пиков с повторяемостью, приемлемой для циклического метода, который будет требуется для этого метода. Ранние эксперименты показали, что трудно получить воспроизводимые значения от одного и того же прибора на одной и той же пластине из-за различий в профиле поверхности пластин.
ВЫВОДЫ
Для контроля процесса абразивоструйной очистки важно, чтобы высота профиля поверхности измерялась от пика до впадины, чтобы был достигнут адекватный профиль для хорошей адгезии покрытия, но чтобы профиль не был слишком глубоким, чтобы увеличить объем краски, необходимой для получения толщины над пиками. При оценке высоты профиля в полевых условиях скорость считывания и простота метода являются ключевыми аспектами, поскольку задержка между пескоструйной очисткой стальной поверхности и нанесением первого защитного слоя покрытия имеет жизненно важное значение для предотвращения коррозии поверхности.
Все методы, описанные в текущей версии D4417, имеют преимущества в отношении скорости измерения или оценки, поскольку компаратор просто требует визуального осмотра. Тем не менее, метод сравнения оценивает чистоту поверхности и всегда подлежит интерпретации отдельным инспектором.
Лента-реплика требует, чтобы реплика была снята, а затем измерена, полировка может занять несколько секунд, но опытный инспектор может получить значения в течение полминуты, а лента-реплика может быть сохранена в записной книжке инспектора в качестве постоянной записи теста. .
Показания с помощью цифрового глубиномера можно снимать со скоростью более 40 показаний в минуту. Рекомендуется среднее значение 15 показаний, снятых на участке диаметром 75 мм (3 дюйма), чтобы получить среднее значение, для которого изменение стандартного отклонения от дополнительных показаний невелико. Однако на практике было обнаружено, что для оценки поверхности достаточно взять среднее значение по 5 показаниям, поскольку среднее значение по 5 показаниям обычно изменяется менее чем на 5 мкм при 6-м измерении. Это незначительное изменение в отношении стандартного отклонения высоты профиля, как показано данными калибровки для компараторов поверхности.
Время, необходимое для измерения поверхности с помощью щупа, как определено в D7127, зависит от типа и фактической высоты профиля. Очень важно совместить прибор с осью стальной пластины, чтобы избежать «наклона» пластины относительно манометра, из-за которого прибор будет показывать превышение диапазона. Поскольку показания этих датчиков близки к их максимальному диапазону на поверхности, очищенной абразивно-струйной очисткой, приборы могут иногда работать, затрачивая несколько секунд на завершение кривой, только для того, чтобы сообщить, что поверхность находится за пределами диапазона датчика. Однако этот метод является единственным способом определения количества пиков.
Пилотные исследования, проводимые целевыми группами в рамках ASTM D01.46, предоставили информацию, которая будет иметь отношение к последующему набору циклических испытаний (ILS), которые предоставят обновленные заявления о прецизионности и погрешности для обоих методов испытаний.
Сопутствующие товары) Загрузить полный PDF-файлПрофиль поверхности — сравнение методов измерения | Ресурсы
Дэвид Бимиш, DeFelsko Corporation
Обновлено: 20. 09.2021
Abstract: Характеристики покрытия зависят от высоты профиля на стальной поверхности. Доступны три типа устройств для измерения этого профиля поверхности: рулетка-реплика, микрометры глубины, оснащенные остроконечными зондами, и измерители шероховатости со щупом. В этой статье представлены результаты недавнего анализа измерений, проведенных тремя типами устройств на стали, подвергнутой струйной очистке с использованием различных абразивных материалов, и предлагается новый метод измерения глубины микрометром, называемый средним значением максимальных пиков.
Введение в измерение профиля поверхности
Стальные поверхности часто очищают абразивным воздействием перед нанесением защитных покрытий. Этот процесс удаляет предыдущие покрытия и делает поверхность шероховатой для улучшения адгезии покрытия. Результирующий профиль поверхности, или рисунок якоря, состоит из сложной картины пиков и впадин, которые необходимо точно оценить, чтобы обеспечить соответствие спецификациям работы или контракта.
Специалисты по нанесению защитных покрытий имеют в своем распоряжении несколько методов испытаний для определения профиля поверхности. Имелось мало информации, которая могла бы помочь им выбрать инструмент или сравнить результаты различных методов.
Методы измерения — как измеряется профиль поверхности?
Стальная поверхность после струйной очистки состоит из случайных неровностей с пиками и впадинами, которые нелегко охарактеризовать. Приборы, которые могут измерять этот профиль с высокой степенью точности, такие как сканирующие электронные микроскопы, подходят только для лабораторного использования. Желательны полевые методы. Диапазоны профиля поверхности часто указываются, и рекомендуемый профиль поверхности различен для различных типов покрытий.
Определение профиля поверхности зависит от его определения. ISO 1 8503-1 2 определяет его как высоту основных пиков относительно основных впадин. ASTM 3 D7127 4 описывает его как положительное и отрицательное вертикальное отклонение, измеренное от средней линии приблизительно в центре оцениваемого профиля. ASTM D4417-11 5 определяет профиль поверхности как «высоту основных пиков относительно основных впадин». Он описывает 3 различных метода измерения:
- Метод A — компараторы профилей
- Метод B — микрометры глубины
- Метод C — копия ленты
В отрасли нет стандартов профиля со значениями, прослеживаемыми до Национального института метрологии. Если бы они это сделали, инструменты можно было бы проверять на соответствие этим стандартам, заявления о точности могли бы публиковаться, а пользователи имели бы средства для сопоставления своих результатов. Стандарты могут определять отношение значений, полученных с ленты-реплики, к значениям, полученным с микрометров глубины, и так далее.
Не имея физических стандартов, отрасль выбрала метод рефери. NACE 6 , ASTM и ISO описывают высоту профиля поверхности как расстояние, измеренное от вершины самого высокого пика до основания самой низкой впадины в поле зрения оптического микроскопа. Микроскоп фокусируется на самом высоком пике в поле зрения. Расстояние, пройденное объективом, чтобы сфокусироваться на самой нижней долине в пределах одного и того же поля зрения, представляет собой единичное измерение высоты профиля. Среднее арифметическое 20 таких измерений дает среднюю максимальную высоту от пика до впадины. Другими словами, среднее значение максимальных пиков.
Метод микроскопии непрактичен в полевых условиях, поэтому крупные организации поддерживают ряд альтернативных методов, которые одновременно практичны и регулярно используются инспекторами.
ISO производит компараторы профилей поверхности для стали, подвергнутой струйной очистке дробеструйными или дробеструйными абразивами 7 , которые основаны на методе фокусирующего микроскопа. Используя визуальные или тактильные средства, пользователь сравнивает стальную поверхность с профилем каждого сегмента компаратора, чтобы применить соответствующую оценку «тонкий», «средний» или «грубый». Приложение B к ISO 8503-5 показывает, что существует хорошая корреляция между этими компараторами и измерениями с помощью методов реплицированной ленты и щупа. Не существует метода ISO для микрометров глубины, и микрометры глубины не должны использоваться для измерения компараторов профиля из-за отсутствия плоскостности компараторов.
NACE RP0287 (обновлено в 2016 г. до SP0287-2016-SG) также показывает, что 8 реплика ленты и измерения фокусирующего микроскопа согласуются в доверительных пределах (два стандартных отклонения) в 11 из 14 случаев.
Рис.3 Лента-репликаКак считыватели ленты-реплики измеряют профиль поверхности
Лента-реплика проста, относительно недорога и показывает хорошую корреляцию с результатами фокусировки микроскопа. Поэтому неудивительно, что он, возможно, стал самым популярным полевым методом измерения профиля поверхности.
Лента-реплика состоит из слоя сжимаемой пены, прикрепленной к несжимаемой полиэфирной основе очень однородной толщины (2 мил + 0,2 мил 9 ). При нажатии на шероховатую стальную поверхность пена разрушается и образует отпечаток поверхности. Поместив сжатую ленту между наковальнями микрометрического толщиномера и вычтя вклад несжимаемой подложки, 2 мила, можно получить меру профиля поверхности.
Автоматически вычтите несжимаемую пленку толщиной 50,8 мкм (2 мила) из всех показаний с помощью устройства чтения лент PosiTector RTR H Replica.
профиль реплики слегка смещается, чтобы показания соответствовали среднему максимальному значению, хотя это не то же самое, что среднее математическое значение». Итак, снова у нас есть метод, который по существу измеряет среднее значение максимальных пиков.
В последние годы стали популярными два других метода измерения профиля: тестер шероховатости со щупом (ASTM D7127) и микрометр глубины (ASTM D4417, метод B). Преимущество электронных версий этих приборов заключается в меньшем влиянии оператора и цифровом сборе и анализе данных измерений.
Для получения дополнительной информации о цифровых инструментах профиля поверхности см. Цифровой измеритель профиля поверхности PosiTector SPG или считыватель цифровых копий ленты PosiTector RTR H.
Как приборы для измерения шероховатости с помощью стилуса измеряют профиль поверхности
Портативное устройство для измерения шероховатости поверхности с помощью стилуса работает путем проведения стилуса с постоянной скоростью по поверхности. Прибор записывает расстояния, которые проходит игла вверх и вниз по поверхности. Он измеряет Rt в соответствии с ISO 4287 10 где Rt — расстояние по вертикали между самым высоким пиком и самым низким впадиной в пределах любой заданной оценочной длины 0,5 дюйма. Делается пять таких кривых, и значения Rt усредняются, чтобы снова получить среднее значение максимальных пиков.
Рис. 4 Приборы для определения шероховатости с иглой (показанные приборы аналогичны тем, которые использовались в этом исследовании)Комитет ASTM D01.
46 Круговая оценка считывателей копий ленты и приборов для измерения шероховатости с иглойКомитет ASTM D01.46 завершил циклический опрос в 11 лабораториях. оценка точности и погрешности этого метода путем измерения участниками пяти испытательных панелей из пескоструйной обработки с помощью ленты-реплики и трех инструментов-щупов. Они выбрали инструменты со щупами, которые имели достаточный диапазон по вертикали, чтобы их можно было использовать для измерения сравнительно шероховатых поверхностей, представляющих интерес для промышленности покрытий и облицовки. Несмотря на это, профиль на некоторых панелях превышал пределы измерения некоторых из выбранных инструментов.
Предварительные результаты подтвердили тесную взаимосвязь между методами измерения шероховатости лентой-репликой и иглой, как и заключила ISO. Когда результаты будут опубликованы, специалисты отрасли получат доступ к надежным данным корреляции.
Остается только метод микрометра глубины без сравнительного исследования. Чтобы обеспечить корреляцию между всеми тремя типами устройств, в этой статье предлагается, чтобы измерения микрометра глубины анализировались с использованием метода, который дает результаты, аналогичные результатам ленты и щупа, и согласуется с их целями измерения, метод, называемый «усреднение максимальных пиков».
Чтобы получить это значение, профиль измеряется в достаточном количестве мест для характеристики поверхности, обычно в пяти. В каждом месте снимаются десять показаний и регистрируется самое высокое показание. Среднее (среднее) для всех местоположений сообщается как профиль поверхности.
Толчком к проведению данного исследования послужили предварительные испытания панелей ASTM с помощью одного микрометра глубины. Как показано на рис. 5, когда использовался метод анализа среднего значения максимальных пиков, результаты микрометров глубины точно соответствовали результатам, полученным с помощью ленты и щупа.
Рис. 5 Предварительные результаты на 5 панелях ASTMКак микрометры глубины измеряют профиль поверхности и как они сравниваются с копиями считывателей ленты и инструментов для определения шероховатости с помощью стилуса
Микрометр глубины имеет плоское основание, которое опирается на поверхность, и подпружиненный зонд. который падает в долины профиля поверхности. Плоское основание опирается на самые высокие пики, и поэтому каждое измерение представляет собой расстояние между самыми высокими местными пиками и конкретной долиной, в которую выступает кончик.
В настоящее время ASTM D4417 требует, чтобы пользователь усреднял все измерения глубиномера независимо от того, насколько низкими могут быть некоторые показания. Неудивительно, что окончательные расчетные результаты обычно меньше результатов, полученных методами ленты и щупа. Это исследование подтвердило это предположение (рис. 12). Иногда один из инструментов регистрировал значения, равные или превышающие результаты ленты, но это было исключением.
После 5-панельного исследования ASTM, упомянутого выше, метод микрометра глубины был единственным методом без сравнительного исследования. Чтобы обеспечить корреляцию между всеми тремя типами устройств, в этой статье предлагается, чтобы измерения микрометра глубины анализировались с использованием метода, который дает результаты, аналогичные результатам ленты и щупа, и согласуется с их целями измерения, метод, называемый «усреднение максимальных пиков».
Чтобы получить это значение, профиль измеряется в достаточном количестве мест для характеристики поверхности, обычно в пяти. В каждом месте снимаются десять показаний и регистрируется самое высокое показание. Среднее (среднее) для всех местоположений сообщается как профиль поверхности.
Толчком к проведению этого исследования послужили предварительные испытания панелей ASTM с помощью одного микрометра глубины. Как показано на рис. 5, когда использовался метод анализа среднего значения максимальных пиков, результаты микрометров глубины точно соответствовали результатам, полученным с помощью ленты и щупа.
Краткий отчет об испытаниях (для сравнения микрометров глубины с репликами считывателей ленты и иглами для измерения шероховатости)
Для подтверждения этих результатов в KTA Labs были получены двадцать панелей, подвергнутых пескоструйной обработке обычными типами материалов 11 и пять обычных микрометров глубины были приобретены. Пять человек провели по 50 измерений на каждой панели каждым прибором в контролируемой офисной среде, всего 5000 показаний.
На каждой панели было выполнено не менее 3 повторений рулеткой и проведено усреднение. Когда результаты попадали за пределы диапазона ленты, проводились дополнительные измерения со следующим уровнем ленты и усреднялись в соответствии с инструкциями производителя.
Дополнительную информацию об измерении реплики ленты см. в разделе «Типовая лента — источник новой информации о профиле поверхности».
Измерения шероховатости иглы были получены с помощью трех обычных полевых приборов для сравнения. Наконец, показания основного металла (BMR) для каждой панели были получены с помощью магнитных толщиномеров типа 1 и типа 2.
Рис. 7 Места измерения панели для каждого методаВлияние профиля поверхности на DFT (толщину покрытия) Приборы
Датчики DFT измеряют расстояние от наконечника датчика до магнитной плоскости в стали. На гладкой стали магнитная плоскость совпадает с поверхностью стали. На шероховатой стали магнитная плоскость находится где-то между самым высоким пиком и самой низкой впадиной на профиле, положение, которое может различаться в зависимости от типа инструмента. Следовательно, шероховатость обычно приводит к тому, что приборы DFT показывают высокое или положительное значение.
SSPC-PA 2 и другие стандарты требуют применения поправочного коэффициента для компенсации этого эффекта шероховатости. Обычно на оголенный профиль надевают пластиковую прокладку и измеряют с помощью датчика DFT. Датчик настраивается так, чтобы результат соответствовал толщине прокладки. Прокладка имитирует налипание краски на пики, а регулировка обеспечивает измерения толщины краски по среднему уровню пиков профиля, а не по магнитной плоскости.
Для количественной оценки влияния профиля на датчики ТПФ были проведены измерения на всех панелях с помощью приборов типа 1 (механическое снятие) и типа 2 (электронное) после первой проверки нуля на гладкой плоской стали. Для каждой панели регистрировали средний результат пяти измерений.
Прибор типа 1 меньше всего пострадал от профиля и показал максимальное значение 0,3 мил на самой шероховатой поверхности. Прибор Типа 2 измерял от минимального значения 0 на поверхности, подвергнутой пескоструйной обработке стеклянными шариками, до максимального значения 1,2 мил на S39.0 дробеструйная обработка поверхности. В целом, прибор DFT дал результаты измерения толщины в диапазоне от 1 до 26 % от высоты профиля поверхности, измеренной копией ленты, со средним значением 13 % для всех панелей.
Общие наблюдения за измерением профиля поверхности
Некоторая шероховатость поверхности превышает возможности измерения с помощью рулетки и щупа. Надлежащая практика показывает, что коммерческие марки рулеток позволяют измерять средние профили от пика до впадины в диапазоне от 0,5 до 5,0 мил. Все микрометры глубины, использованные в исследовании, имели расширенные диапазоны, подходящие для измерения стальных поверхностей, подвергшихся пескоструйной обработке, и не превышали предела ни на одной из панелей.
Просмотрите руководство по заказу датчика профиля поверхности PosiTector SPG для диапазонов измерения.
На нескольких панелях были области, где все типы приборов давали высокие значения профиля. Эти различия могли быть связаны с непоследовательным характером взрывных работ вручную. Можно предположить, что большие поверхности будут иметь аналогичные неровности.
Не было возможности протестировать каждое устройство в одном и том же месте на каждой панели (рис. 7). Реплика ленты исследовала относительно большую площадь, что потребовало меньшего количества измерений, чтобы адекватно охарактеризовать поверхность. В методах стилуса и микрометра глубины используются зонды с тонкими наконечниками, которые отбирают образцы с гораздо меньшей площади поверхности, и поэтому для адекватной характеристики поверхности требуется больше измерений. Руководства ISO, ASTM, NACE и SSPC учитывают это.
Все методы требовали первоначальной настройки и проверки точности перед началом испытаний.
Обратитесь к руководствам по эксплуатации PosiTector SPG и PosiTector RTR H, чтобы узнать о настройке и проверке точности.
- Метод реплицированной ленты требовал проверки микрометрической точности по известной толщине, такой как пластиковая прокладка, и ее циферблат, сдвинутый назад на 2 мил, чтобы учесть слой несжимаемого пластика. Во время испытаний пришлось внести небольшие корректировки, чтобы компенсировать микрометровый дрейф.
- Измерители шероховатости со щупом требовали наибольшей настройки. Была введена правильная оценочная длина, были установлены отчетные параметры, такие как Rpc (количество пиков) и Rt (максимальная высота от пика до впадины в оценочной длине), и инструмент нужно было осторожно расположить на стальной поверхности, подвергнутой пескоструйной очистке.
- Микрометры глубины проверялись на нуле на стеклянной пластине и на прокладке известной толщины до и после каждой серии из 50 измерений. Ни один прибор не дрейфовал от нуля на протяжении всего теста.

На некоторых панелях после тестирования с липкой лентой были замечены круги. Считается, что они были результатом того, что микроскопические частицы впечатались в пену и были унесены, когда пена отделялась. На некоторых панелях после тестирования стилусными инструментами были обнаружены царапины. Считается, что стальная поверхность слегка видоизменилась, когда игла с алмазным наконечником прошлась по пикам (рис. 9).
Рис. 9 Увеличенная в 400 раз фотография обработанной гранатом стали с царапинойВо время испытаний становится ясно, что результаты отдельных измерений профиля поверхности менее воспроизводимы и имеют больший разброс, чем пользователи ожидают от других форм отраслевых измерений, таких как определение толщины сухой пленки (DFT), измерение температуры или блеска. Хотя можно ожидать, что два измерения DFT будут очень близкими, два измерения профиля поверхности могут значительно различаться. Такова природа взорванной поверхности.
Например, на панели, взорванной смесью крупнозернистого и мелкозернистого ставролитового песка, измерения рулетки колебались от 1,8 до 2,9мил, инструменты со щупом от 1,8 до 2,8 мил и микрометры глубины от 0 до 5,6 мил. Тем не менее, все три метода дали окончательные результаты «среднего значения максимальных пиков» приблизительно 2,5 мил.
Однако три метода одинаково часто давали не столь близкие результаты. Результаты ленты и стилуса иногда различались на целых 30%. На 2 панелях, обработанных дробеструйной обработкой S280 и оксидом алюминия #100, липкая лента показала 2,7 мил на обеих, в то время как метод иглы дал в среднем меньше 2,2 мил на обеих. И наоборот, на кварцевом песке BX-40 точная копия ленты показала 1,5 мил, в то время как метод с иглой показал в среднем более высокое значение 1,9.мил. Средние значения, полученные с помощью трех инструментов со щупами, были выше, чем значения реплик ленты на всех 4 панелях, подвергнутых пескоструйной очистке, и ниже на всех панелях, подвергшихся оксидной и дробеструйной очистке. См. рисунок 12 для сводки результатов реплик ленты и щупа.
Наблюдения за измерением микрометром глубины
При выполнении измерений профиля поверхности с помощью микрометров глубины наблюдались следующие моменты:
- Загрязнение рыхлой поверхности: На нескольких панелях были получены измерения с высокими выбросами, которые не использовались в окончательном анализе. Участники сообщили, что инструменты «качались» на поверхности. Это предупредило их о проблеме поверхностных загрязнителей, и поэтому они избегали этих областей.
- Варианты показаний: На панелях, обработанных пескоструйной обработкой, различия в измерениях были меньше, чем на панелях, обработанных стеклянными шариками. Из 250 измерений, выполненных одним прибором на панели размером 4 x 6 x 1/8 дюйма, обработанной гранатом, результаты варьировались от 0,2 до 1,9 мил. Когда усреднялись только самые высокие показания, результат 1,2 мил был близок к результатам с лентой и щупом.
Иногда регистрировались низкие показания, близкие к нулю. Вероятно, они были вызваны тем, что большой пик подталкивал наконечник зонда к плоскости ножки прибора. Усреднение только максимальных значений предотвращает влияние этих низких показаний на окончательный результат.
Наибольшее значение в приведенном выше примере, равное 1,9 мил, также представляет интерес. Казалось бы, это указывает на единственную глубокую впадину, в которую опустился наконечник зонда, на большой пик в профиле, поднимающий основание микрометра глубины, или на волнистость поверхности.
В любом случае, это был только один результат из многих, которые были усреднены для получения значимого измерения профиля. - Количество измерений для анализа: Когда в каждом месте на панелях было снято только 3 показания, результаты не коррелировали близко с результатами ленты, что свидетельствует о недостаточном количестве показаний. Когда использовались 5 показаний на место, окончательные результаты были ближе к результатам ленты. Увеличение количества показаний до 10 в каждом месте (согласно ASTM) устранило очевидную случайность результатов и обеспечило наилучшую корреляцию с методами ленты и щупа. Дополнительные измерения мало что сделали для улучшения результатов.
Уменьшение количества локаций с 5 до 3 мало повлияло на общие результаты. Это говорит о том, что минимум 10 показаний в каждом из 3 мест достаточно характеризуют поверхность профиля после пескоструйной обработки.
- Разница в результатах между микрометрами глубины: У микрометров глубины, использованных в этом исследовании, наконечники зондов были обработаны под углами 30° и 60°. Давление их пружин составляло от 70 до 125 г. Инструменты с датчиками 30° часто давали более низкие результаты, чем инструменты с датчиками 60°. Приборы со слабым зондирующим усилием обычно давали более низкие результаты, чем приборы с сильным зондирующим усилием. Это говорит о том, что угол наклона наконечника зонда и усилие на наконечнике зонда влияют на результаты измерения (рис. 10).
Были исследованы фотографии наконечников зондов с высоким разрешением. Все наконечники должным образом измерялись 30 или 60 °, как рекламируется, но их радиусы наконечников значительно различались. Некоторые были правильно округлены. Другие имели уплощенные или точеные концы (рис. 11).
- Методы анализа: почти всегда ниже, чем и лента, и игла. Когда усреднялись только максимальные значения из каждого местоположения, результаты лучше коррелировали как с лентой, так и со щупом (рис. 12).
Выводы и выводы
Результаты этого исследования подтверждают тесную взаимосвязь между измерениями рулеткой и щупом, как впервые было показано в ходе кругового тестирования ASTM. Результаты также выявили интересную информацию о третьем типе измерительных устройств, микрометрах глубины профиля поверхности, которые достигли результатов, сравнимых с лентой и щупом, когда использовался подход анализа «усреднение максимальных пиков» (рис. 12).
Поверхность стали, подвергшейся пескоструйной очистке, в любой точке представляет собой случайную вариацию, поэтому необходимо произвести ряд измерений. Цель оценки состоит в том, чтобы сделать максимальные определения от пика до минимума. Отдельные измерения поверхности металла, очищенного абразивоструйной очисткой, значительно различаются от участка к участку данной поверхности. То, как эти измерения объединяются, зависит от параметра, необходимого для работы, которым может быть средняя высота от пика до впадины, ее максимум или даже что-то еще. Используя подход к анализу «среднее значение максимальных пиков», микрометр глубины дает надежные измерения профиля поверхности, которые тесно коррелируют с результатами тестера шероховатости реплицированной ленты и щупа.
Модели PosiTector SPG Advanced оснащены режимом SmartBatch для соответствия различным стандартам и методам испытаний. По умолчанию SmartBatch генерирует результаты, близкие к результатам, полученным с помощью методов реплики ленты и перетаскиваемого пера, автоматически усредняя максимальную глубину профиля для всех точек в тестовой области и отображая «среднее значение максимальных пиков».
Citations
- Международная организация по стандартизации (ISO), 1 rue de Varembe, Case postale 56, CH-1211, Женева 20, Швейцария
- Подготовка стальных подложек перед нанесением красок и сопутствующих продуктов. Характеристики шероховатости поверхности стальных подложек, очищенных пескоструйной обработкой. Часть 1. Спецификации и определения компараторов профиля поверхности ISO для оценки поверхностей, очищенных абразивоструйной очисткой
- ASTM International, 100 барр Harbour Drive, West Conshohocken, PA 19428
- ASTM D7127 «Стандартный метод испытаний для измерения шероховатости металлических поверхностей, очищенных абразивоструйной очисткой, с использованием электронного переносного щупа» (West Conshohocken, PA: ASTM)
- ASTM D4417 «Стандартные методы испытаний для полевых измерений профиля поверхности стальных поверхностей, подвергнутых абразивоструйной очистке» (West Conshohocken, PA: ASTM) Реплика ленты». (Хьюстон, Техас: NACE, 2002)
- ISO 8503-2 Подготовка стальных поверхностей перед нанесением красок и сопутствующих продуктов. Характеристики шероховатости поверхности стальных поверхностей, подвергнутых пескоструйной очистке. Часть 2. Метод оценки профиля поверхности после абразивоструйной обработки. – очищенная сталь — процедура сравнения
- Результаты круговых испытаний Т-6Г-19 целевой группы NACE. Отчет технического комитета NACE 6G176 (отозван). «Чистота и анкерные узоры, доступные благодаря центробежной струйной очистке новой стали» (Хьюстон, Техас: NACE International). (Доступно в NACE International только как исторический документ.)
- Эта статистическая сводка была составлена с использованием имперских единиц. Чтобы преобразовать в метрические единицы, используйте 1 мил = 25,4 микрона (мкм).
- ISO 4287: 1997 Геометрические спецификации продукта (GPS) — Текстура поверхности: Метод профиля — Термины, определения и параметры поверхности
- KTA-Tator, Inc. (KTA), 115 Technology Drive, Pittsburgh, PA 15275 USA.
ДЭВИД БИМИШ (1955–2019), бывший президент DeFelsko Corporation, нью-йоркского производителя портативных приборов для испытания покрытий, продаваемых по всему миру. Он имел степень в области гражданского строительства и более 25 лет опыта в разработке, производстве и маркетинге этих испытательных приборов в различных международных отраслях, включая промышленную покраску, контроль качества и производство. Он проводил обучающие семинары и был активным членом различных организаций, включая NACE, SSPC, ASTM и ISO.
Обращайтесь по адресу [email protected] по конкретным вопросам или для запроса дополнительной информации.
Отделка поверхности: полное руководство по шероховатости поверхности
- 13 мая 2022 г.
Поверхность важный аспект обрабатываемых деталей. Отделка поверхности оказывает существенное влияние на долговечность и эксплуатационные характеристики изделия. Таким образом, важно понимать шероховатость поверхности и ее роль.
Что такое чистота/шероховатость поверхности?
Природа поверхности известна как отделка поверхности или топография поверхности. Это относится к незначительным локальным отклонениям поверхности от идеально плоской поверхности (фактической плоскости).
Термин «обработка поверхности» обычно относится к степени полировки или текстурирования поверхности детали или компонента. Одним из параметров текстуры поверхности является шероховатость поверхности. Эти параметры количественно определяют характеристики отделки поверхности, чтобы регулировать производственный процесс или прогнозировать поведение компонента во время использования.
Параметры шероховатости поверхности
Параметры шероховатости поверхности также известны как параметры текстуры поверхности. Они делятся на три характеристики, включая шероховатость, волнистость и укладку. Шероховатость обычно состоит из более мелких неровностей, а волнистость — из более крупных неровностей. Укладка относится к направлению доминирующего зерна или текстуры на поверхности.
Важность шероховатости поверхности в машиностроении
Вот несколько существенных причин важности шероховатости поверхности в различных производственных процессах.
• Аномалии на поверхности могут служить местами зарождения трещин или коррозии. Следовательно, шероховатость является надежным предиктором будущих характеристик механического компонента. Некоторые приложения также могут быть необходимы для повышения адгезии косметических отделочных покрытий, таких как окраска, порошковое покрытие или гальваническое покрытие.
• Инженеры должны поддерживать поверхностный контроль, чтобы создавать последовательные и надежные производственные процедуры для каждого продукта. При различных вариантах отделки поверхности измерение поверхности может быть критическим элементом в поддержании контроля над производственным процессом, контролируя его, чтобы убедиться, что он находится в пределах определенных параметров, когда требуется точная обработка поверхности. Отказ разработанного изделия часто начинается с поверхности либо из-за единичного производственного дефекта, либо из-за постепенного ухудшения качества поверхности.
• Обработка поверхности может оптимизировать электрическую проводимость поверхности и улучшить проводимость. Он повышает износостойкость продукта, уменьшая трение и имеет решающее значение для коррозионной и химической стойкости. Это также придает продуктам особую визуальную привлекательность. Кроме того, он способствует сцеплению красок и покрытий. В результате процедуры чистовой обработки стали популярным подходом для достижения желаемого качества поверхности различных обработанных и изготовленных изделий.
5 Факторы, влияющие на отделку поверхности
Когда поверхности двух предметов соприкасаются друг с другом, качество отделки поверхностей оказывает существенное влияние на то, насколько хорошо они работают и как долго они служат. Между тем, следующие факторы влияют на чистоту поверхности:
Температура
Объем зависит от температуры. При повышении температуры металлы расширяются, а полимеры деформируются. В результате на чистоту поверхности компонента может влиять температура разрезаемого материала. Температуры выше оптимальных для каждого материала для процесса резки часто приводят к неровным поверхностям и повышенной шероховатости поверхности, особенно при использовании механических методов.
Техника резки
Металлические лезвия традиционно использовались в режущих инструментах и машинах. С другой стороны, лазеры и вода под высоким давлением стали популярной альтернативой традиционным процессам механической резки. В целом, новые технологии дают более замечательные результаты, включая гладкую поверхность. Лазерная резка имеет множество преимуществ по сравнению с традиционными технологиями резки, таких как более высокая точность резки и уменьшение шероховатости поверхностей. Гидроабразивная резка имеет такие преимущества, как более качественная обработка поверхности мелких деталей.
Скорость съема материала и подача
Скорость съема материала (MRR) представляет собой количество материала, удаляемого в единицу времени. Он показывает, сколько времени требуется для удаления определенного количества материала с заготовки. Подача определяется как расстояние, пройденное инструментом вдоль или внутрь заготовки для каждой точки инструмента, пройденной за единицу времени. Оба эти аспекта влияют на качество отделки поверхности.
Режущие инструменты
Чистота поверхности детали определяется способом и качеством оборудования, используемого для ее резки. Скорость резания, подача и глубина могут быть изменены на режущих станках. Эти переменные изменяются в зависимости от типа разрезаемого материала и размера создаваемого компонента, чтобы избежать слишком шероховатой поверхности.
Глубина резания и скорость резания
Перпендикулярно обрабатываемой поверхности глубина резания представляет собой проникновение режущей кромки инструмента в материал заготовки при каждом проходе. Скорость резания — это скорость, с которой режущая кромка инструмента перемещается по поверхности заготовки за заданное время. Инструмент может затупиться, если скорость резания слишком высока из-за чрезмерного накопления тепла. Если скорость резания увеличивается, время обработки увеличивается, что приводит к снижению производительности.
Как измерить шероховатость поверхности?
Шероховатость поверхности — это способ количественной оценки количества неровностей на поверхности. Параметр Ra представляет собой среднее арифметическое всех высот поверхности, измеренных на данной площади. Как упоминалось выше, они делятся на три характеристики: шероховатость, волнистость и форма. На эти факторы могут влиять характеристики поверхности.
Итак, существует несколько способов измерения шероховатости поверхности. Основными типами методов измерения являются прямое измерение, сравнительное измерение, бесконтактное измерение и измерение в процессе.
• Прямые методы оценивают шероховатость поверхности, проводя пером перпендикулярно поверхности и проводя им вдоль поверхности. Другим методом оценки шероховатости поверхности магнитных материалов является индуктивность. В этом методе датчик индуктивности использует электромагнитное излучение для измерения расстояний до тестируемой поверхности. Этот тест дает параметрическое значение, которое можно использовать для сравнения уровней шероховатости.
• Методы сравнения . Образцы шероховатости поверхности, полученные с помощью того же оборудования, процесса и материала, что и оцениваемая поверхность, используются в методах сравнения. Визуальные и тактильные ощущения сравнивают образец с известной шероховатостью поверхности. Этот метод лучше всего использовать для некритичных приложений из-за субъективного характера процесса.
• Вместо использования стилуса в контактных методах бесконтактных методов используется звук или свет. Оптические приборы делятся на многочисленные категории, включая конфокальные и интерференционные приборы белого света. Их отличает принцип, лежащий в их основе. Также используются методы электронной микроскопии, но используемое оборудование ограничено небольшими полями зрения.
• Внутрипроизводственные методы позволяют осуществлять непрерывный мониторинг поверхности во время механической обработки или других процессов, что может предоставить оператору ценную обратную связь. Кроме того, внутрипроизводственные методы могут давать более точные результаты, чем другие методы, поскольку они измеряют поверхность в условиях, более близких к реальным условиям применения.
Кроме того, звук используется для определения чистоты поверхности. Ультразвуковой импульс направляется на поверхность в виде ультразвукового рассеяния. Ультразвуковые волны преобразуются и отражаются в испытательном аппарате. Следовательно, характеристики шероховатости поверхности рассчитываются по отраженным волнам.
Свет также может измерять шероховатость поверхности, освещая поверхность лазерным лучом и затем измеряя интенсивность отраженного света. Чем шероховатее поверхность, тем больше будет рассеянный свет и тем ниже будет интенсивность отраженного света.
Типы оборудования для проверки чистоты поверхности
Во многих методах используется различное оборудование для проверки чистоты или шероховатости поверхности. Некоторое оборудование указано ниже:
Техника профилирования
Поверхность измеряется с помощью датчика высокого разрешения. В этой процедуре чувствительность больше похожа на иглу фонографа. Возможно, датчик ЧПУ неэффективен.
Метод микроскопии
Эти качественные подходы сосредоточены на сравнении и противопоставлении двух разных вещей. Результаты дают полезную информацию о пиках и впадинах, обнаруженных на различных поверхностях.
Метод площади
Эти методы измеряют ограниченную площадь поверхности. Он обеспечивает статистическое среднее пиков и впадин поверхности. Примерами являются ультразвуковое рассеяние, емкостные датчики, оптическое рассеяние и другие. Районные подходы легче автоматизировать и внедрить.
Знакомство с символами шероховатости поверхности: от RA до RZ
Правильное измерение шероховатости имеет решающее значение в инженерных приложениях, поскольку для обеспечения качества поверхности должны находиться в заданных пределах шероховатости. Статистические, интенсивные и текстурные дескрипторы могут использоваться для оценки отделки поверхности.
Ra (средняя шероховатость поверхности)
Наиболее часто используемая метрика для оценки чистоты поверхности относится к Ra или среднему арифметическому отклонению, которое измеряет среднюю шероховатость поверхности детали. Ra количественно определяет отклонение траектории шероховатости от средней линии. Более того, диаграмма шероховатости поверхности Ra обычно используется для абсолютных значений при описании, измерении и дублировании топологии поверхности. Тем не менее, у него есть существенные недостатки, которые делают полезными дополнительные факторы.
Rmax (расстояние по вертикали от вершины до самой нижней впадины)
Заусенцы и царапины являются наиболее значительными кандидатами на эту характеристику шероховатости. Однако это может быть неясно с диаграммой шероховатости поверхности Ra. С другой стороны, Rmax чрезвычайно чувствителен к этим неровностям.
Rz (максимальная средняя высота профиля)
Rz обычно измеряет максимальную среднюю высоту траектории поверхности. Этот параметр определяют средние результаты пяти наиболее значительных перепадов между самыми высокими вершинами и самыми низкими долинами по всей площади. Параметр Ra может быть невнимательным до некоторых крайностей, что приводит к неточным или неточным измерениям; Rz может помочь устранить некоторые из этих ошибок.
Среднее значение центральной линии (CLA)
Среднее значение центральной линии определяется как среднеарифметическая высота пиков и впадин, которую определяет профилометр или оптический интерферометр при измерении шероховатости поверхностей. Считается наиболее приемлемым методом измерения шероховатости поверхности.
Ra по сравнению со среднеквадратичным значением
Как вы знаете, в обозначениях обработки поверхности при механической обработке используются различные аббревиатуры, включая Ra, Rsk, Rq, Rku, Rz, RMS и т. д. Это единицы измерения качества отделки поверхности. Микрометры или даже микродюймы являются наиболее распространенными единицами шероховатости поверхности. Кроме того, меньшее число указывает на более качественную обработку поверхности. На приведенной ниже диаграмме шероховатости поверхности сравниваются две шкалы, Ra и RMS, для производственных процессов.
| Approximate Surface Roughness Conversion Chart | ||||
| Roughness Grade Numbers | American System | Metric System | ||
| Ra(µin) | RMS(µin) | Ra(µm) | RMS(µm ) | |
| N12 | 2000 | 2200 | 50 | 55 |
| N11 | 1000 | 1100 | 25 | 27. 5 |
| N10 | 500 | 550 | 12.5 | 13.75 |
| N9 | 250 | 275 | 8.3 | 9.13 |
| N8 | 125 | 137.5 | 3.2 | 3.52 |
| N7 | 63 | 69.3 | 1.6 | 1.76 |
| N6 | 32 | 35.2 | 0.8 | 0.88 |
| N5 | 16 | 17.6 | 0.4 | 0.44 |
| N4 | 8 | 8.8 | 0.2 | 0.22 |
| N3 | 4 | 4.4 | 0.1 | 0.11 |
| N2 | 2 | 2.2 | 0.05 | 0.055 |
| N1 | 1 | 1.1 | 0.025 | 0.035 |
How To Select Suitable Surface Roughness for CNC Machining?
Обработка на станках с ЧПУ — это точный метод производства, позволяющий производить изделия с допусками до 0,025 мм. Но процессы механической обработки могут оставлять порезы на поверхности конечного продукта. Шероховатость поверхности детали после механической обработки редко бывает случайной.
Вместо этого предпринимаются шаги для обеспечения определенной шероховатости. Это означает, что значения шероховатости на поверхности заданы заранее. Конкретные значения Ra считаются отраслевыми стандартами в производстве, как установлено в ISO 4287.
Во время обработки с ЧПУ это значения, которые могут быть предоставлены. Они используются в различных процедурах производства и последующей обработки и имеют размер от 25 мкм до 0,025 мкм. Чем ниже значение Ra, тем больше усилий/операций по обработке требуется, следовательно, требуется контроль качества.
Ниже перечислены некоторые значения Ra:
Ra 3,2 мкм
Типичная отделка для коммерческих машин. Это приемлемо для большинства потребительских деталей и гладких поверхностей; однако видны следы порезов.
1,6 мкм Ra
При использовании этой опции метки порезов обычно едва видны. Это значение Ra подходит для малоподвижных и слабонесущих поверхностей и рекомендуется для плотных соединений и нагруженных деталей.
0,8 мкм Ra
Эта высококачественная отделка поверхности требует тщательного внимания к деталям, что увеличивает расходы. Это важно для деталей, которые подвергаются высоким уровням нагрузки.
0,4 мкм Ra
Шероховатость поверхности этой степени требует большой работы и должна запрашиваться только тогда, когда гладкость является главным приоритетом. Идеально подходит для областей, подверженных большому напряжению или стрессу.
Заключение
Обработка поверхности – это процесс создания требуемой шероховатости поверхности на изготовленной детали. Это результат используемых производственных процессов, которые могут оказать существенное влияние на функциональность, эстетику и долговечность конечного продукта.
Однако достижение точной шероховатости поверхности кажется не очень простым и может быть дорогостоящим. Здесь вы можете найти профессиональную отделочную команду, которая поможет вам справиться с этой задачей. Здесь WayKen, являясь универсальным производителем механической обработки, выполнит ваш проект в соответствии со строгими стандартами чистоты поверхности с помощью экономически эффективного решения.
Каковы единицы Ra?
Единицами Ra являются микрометры и микродюймы.
Что такое обработка поверхности 125?
Финишная обработка 125 составляет 0,000125 миллионных долей дюйма.
Как связаны Ra и гладкость поверхности?
Чем ниже значение Ra, тем выше будет гладкость поверхности и наоборот.
Что означает RMS 63?
RMS 63 указывает на то, что поверхность более гладкая и имеет лучшую отделку.
Оценка средней шероховатости поверхности с использованием фотометрического стереофонического метода с тремя источниками
Int. Дж. Метрол. Квал. англ. 7 , 406 (2016)
Оценка средней шероховатости поверхности с использованием фотометрического стереофонического метода из трех источников Аксбридж, Великобритания
⁎ Автор, ответственный за переписку: [email protected]
Получено:
21
Маршировать
2016
Принято:
12
Октябрь
2016
Abstract
В данной статье представлена методика измерения шероховатости поверхности ( Ra ), используя фотометрический стереометод. Метод использует три или более изображений измеряемой поверхности с одной и той же точки зрения, сделанных последовательно при различных условиях освещения. Сцены, захваченные камерой, были реконструированы методом наименьших квадратов, чтобы получить нормаль к поверхности из топографии поверхности. Трехмерные текстурные узоры поверхности были восстановлены по этим нормалям к поверхности. Система была проверена на пяти стандартных образцах шероховатости поверхности. Ра , рассчитанные для восстановленной поверхности, сравнивали со значениями, измеренными при контактном измерении шероховатости (щуп). Наилучший коэффициент углов наклона также можно определить с помощью линейной регрессии. Экспериментальные результаты показывают, что этот метод может быть применен для восстановления стандартной шероховатости поверхности.
Ключевые слова: текстура поверхности / фотометрическое стерео / измерение / методы визуализации / метрология
© EDP Sciences, 2016
1 Введение
Методы компьютерной графики широко используются в измерительной системе. Качество производимых компонентов имеет большое значение в промышленном производстве и тесно связано с точностью размеров, формой и качеством поверхности. Топография поверхности, особенно шероховатость поверхности, играет важную роль в определении функциональных характеристик деталей машин. Измерение шероховатости инженерной поверхности становится все более важным. Традиционный способ измерения топографии поверхности — механический — большинство существующих стандартов шероховатости определяются с помощью инструментов со щупом, которые обычно используют алмазный щуп. Стилус обычно может поцарапать измеряемую поверхность и может не подходить, когда измеряемые поверхности очень мягкие, например, в биологических системах или полимерах. За последние несколько десятилетий были разработаны альтернативные методы, а не стилус. Их можно условно разделить на оптические методы (такие как вертикальная сканирующая интерферометрия) и неоптические методы (такие как сканирующая туннельная микроскопия) [1,2].
В последнее время в качестве метода измерения шероховатости рассматривается фотометрический стереометод. Фотометрическое стерео — это метод оценки формы и отражательной способности объекта с использованием трех или более изображений при разном освещении [3]. В методе используются различные условия освещения, в основном для измерения поля градиента поверхности, которое вычисляется из массива нормалей к поверхности. Таким образом, поле градиента можно рассматривать как результат измерения. Текстуру поверхности можно рассчитать на основе полученной информации о глубине [4–6].
В этой статье мы рассматриваем углы наклона и наклона, которые подходят для измерения различной шероховатости в диапазоне от 3,2 μ м до 50 μ м. Затем Ra реконструируется путем объединения трех изображений, каждое из которых находится под углом наклона к объекту. Используя реконструированные Ra объектов, параметры модели отражения оцениваются надежным образом. Ключевым моментом предлагаемого метода является то, что метод линейной регрессии был применен для нахождения наилучшего коэффициента между интенсивностью изображения и шероховатостью.
2 Принцип действия
2.1 Модель коэффициента отражения
Значения интенсивности известны из наборов изображений, на которых записано отраженное излучение от освещенных объектов. Есть много факторов, влияющих на отраженное излучение, когда падающий свет имеет постоянное направление и интенсивность, например. физические свойства и форму измеряемого объекта. Если поверхности достаточно шероховатые, так что все падающие световые лучи диффузно отражаются во всех направлениях, эти поверхности являются так называемыми ламбертовыми поверхностями [3]. Согласно ламбертовской поверхности отражения [3], эта интенсивность определяется выражением
(1)
где i — коэффициент излучения (отраженная мощность на единицу площади) от поверхности, ρ — альбедо, представляющее количество света, отраженного от поверхности, интенсивность источника света представлена как k (падающая мощность на единицу площадь), а угол между вектором света и нормалью к поверхности представлен как θ i .
2.2 Фотометрический стерео (PS)
Метод фотометрического стерео был впервые предложен Вудхэмом в 1980. Это метод, который вычисляет локальное отражение поверхности и ориентацию посредством изменения источника падающего света с несколькими изображениями, полученными с постоянного направления взгляда [3,4]. Основная идея метода ПС заключается в решении уравнения (2) для неизвестной нормали к поверхности (рис. 1).
Когда три изображения одного и того же ракурса сделаны при разных направлениях освещения, предоставляются три карты отражения для решения линейной системы трех неизвестных нормалей к поверхности ( n x , n y , n z ). Косинус угла падения можно также обозначить как скалярное произведение, как показано в уравнении (2), где представляет собой единичный вектор направления источника света, а единичный вектор представляет собой нормаль к поверхности:
(2)
В случае, если измерительная система использует три изображения, (3)
В уравнении (3) ( I 1 , I 2 , I 3 ) представляют значения интенсивности изображения в месте расположения изображения ( х , и ). Неизвестное альбедо поверхности обозначается как ρ . The unknown components of the surface normal is represented by ( n x , n y , n z ), and ( s x , s y , s z ) — известные компоненты вектора источника света, где цифры 1, 2 и 3 указывают направление света. Для решения неизвестного коэффициента отражения поверхности и нормали к поверхности использовалось следующее соотношение: (4)
Для определения нормали к поверхности N в уравнении (4) можно использовать следующее соотношение из уравнения (5), где направления освещения S не должны быть компланарны плоскости. (5)
Метод наименьших квадратов можно использовать для расчета псевдообратных и локальных поверхностных градиентов p ( x , y ) и q ( x , y ). Локальная нормаль к поверхности также может быть рассчитана по псевдообратной схеме с использованием уравнений (6)–(8), где . (6) (7) (8) (9)
| рисунок 1 Фотометрическая стереосистема. |
3 Текстура поверхности
Измерение поверхности обычно дает информацию двух типов, т. е. шероховатость и волнистость. Эти параметры можно использовать для объяснения и прогнозирования производительности и проблем станков. Методы фильтрации применяются для отделения шероховатости и волнистости от рельефа поверхности [7,8].
Параметры профиля поверхности определяются стандартом ISO 4287:19.97, который охватывает пять групп параметров текстуры, включая параметры амплитуды (пик и впадина), параметр амплитуды (среднее значение ординат), параметры интервала, гибридные параметры, а также кривые и связанные параметры [9].
Параметр шероховатости поверхности, используемый в этом исследовании, представляет собой среднее арифметическое профиля поверхности ( Ra ). Этот параметр также является наиболее широко используемым параметром чистоты поверхности исследователями и промышленностью. Ra – среднее арифметическое абсолютного значения высот неровностей шероховатости от измеренного среднего значения [7,10,11]. Это может быть описано в математической функции как (10) где Z i – высота неровностей шероховатости от среднего значения, N – количество измеренных точек на длине выборки. Значение Ra можно рассчитать по средней высоте [9,10].
4 Системные исполнения
4.1 Предлагаемая фотометрическая стереосистема
На рис. 2 показана система PS, установленная на координатно-измерительной машине (КИМ) для измерения шероховатости поверхности. КИМ определяется ISO10360-1 как измерительная система со средствами для перемещения измерительной системы и возможностью определения пространственных координат на поверхности заготовки [12,13]. Эталон шероховатости был установлен в центре измерительного стола. Предполагалось, что источник света является точечным источником с постоянным падающим освещением на сцену, как показано на рисунке 2. Когда изображения были захвачены из системы, внешний источник освещения контролировался. Измерения проводились в темной комнате, чтобы исключить влияние окружающего света.
Целью экспериментальной работы было исследование практического применения методов PS для измерения Ra по текстуре поверхности. Номинальные значения стандартной шероховатости поверхности, которые включали 3,2 μ м, 6,3 μ м, 12,5 μ м, 25 и 50 μ м, применялись для проверки системы PS [11]. Система технического зрения просматривала пять различных стандартов шероховатости поверхности. К источнику света был присоединен зонд КИМ, который мог изменять угол наклона и наклона. Исследована чувствительность методики к углу наклона. Были исследованы три наклонных угла: θ = 37,5°, 45° и 52,5°. Оптимальная конфигурация освещения в отношении угла наклона считается интуитивным результатом, поскольку три вектора равномерно разнесены на 120° друг от друга.
| Рис. 2 Система PS на КИМ для измерения текстуры поверхности. |
4.2 Оптимальное положение освещения
Спенс и Чантлер [14, 15] работали с тремя источниками света с одинаковым наклоном и использовали числовую оптимизацию. Они пришли к выводу, что нормаль лучше всего воссоздается, когда источники света находятся на расстоянии 120 ° друг от друга и с наклоном 55 °. Это соответствует ортогональным направлениям света и полностью согласуется с результатами, полученными из представленной здесь теории.
На рис. 3 угол между источником света ( l ) и вектором обзора ( v ) представляет собой угол наклона ( θ ). Наклон ( φ ) — это угол между проекцией l на плоскость обзора ( x — y ) и осью x . В этом эксперименте были исследованы углы наклона ( θ ) при 37,5°, 45° и 52,5°, чтобы найти оптимальный угол для стандарта измерения шероховатости поверхности. Угол наклона поддерживался постоянным, в то время как угол наклона менялся в течение полного оборота с интервалами в 120°. Было получено три изображения с интервалом 120° за полный оборот под каждым из трех углов наклона (рис. 4).
| Рис. 3 Наклон и наклон источника света. |
| Рис. 4 Условия освещения для экспериментов с углом наклона. |
4.3 Источник света
В качестве источника света использовался нейтральный белый светодиод. Он специально разработан для промышленного освещения и обеспечивает высокую интенсивность освещения 230 люмен при токе драйвера 700 мА. Оптическая линза с узким лучом (17,7°) использовалась для увеличения эффективности источника света. Источник света и захваченные изображения контролировались платой Arduino и программным обеспечением LabVIEW, показанным на рисунках 5 и 6. Угол света можно было изменять с помощью движения КИМ, чтобы найти подходящие углы наклона и наклона. Что касается углов наклона, то образцы освещались под углами 0°, 120° и 240°. Что касается угла наклона, то результаты измерений оказались зависимыми от характеристик материала и текстуры образца. В этом исследовании мы обнаружили, что оптимальный угол наклона для измерения эталона шероховатости составляет 3,2 µ м и 50 µ м составляли 45°.
| Рис. 5 Источник света. |
| Рис. 6
Плата Arduino и программное обеспечение LabVIEW. |
4.4 Метод измерения
Использование метода PS для измерения текстуры поверхности можно представить в виде блок-схем на рисунке 7.
Блок-схема показывает шесть шагов метода измерения. Источник света используется для создания стабильных и хорошо контролируемых условий освещения. Изображения размерностью 659× 494 пикселя получены с камеры Basler Ace Digital Gigabit Ethernet с объективом с 25-кратным оптическим зумом. Эти изображения, полученные для каждого угла наклона, делаются точно в положении, определяемом движением КИМ. В случае изображений меток интересующая область выбирается программированием в Matlab. Процесс сбора данных осуществляется с помощью платы Arduino, управляемой программным обеспечением LabVIEW. Графики градиентного пространства генерируются и анализируются для всех стандартных шероховатостей поверхности. Таким образом, нормаль к поверхности рассчитывается методом наименьших квадратов, следуя уравнению (6). Таким образом, можно получить точные результаты реконструкции поверхности. Двенадцать профилей измеренных поверхностей затем выбираются для расчета интенсивности и сравниваются со стандартами шероховатости.
| Рис. 7 Стратегия проверки. |
5 Экспериментальные результаты
5.1 Стандартная калибровка шероховатости
Согласно ISO 5436-1 [10], эталоны шероховатости поверхности могут быть разделены по назначению и метрологическим характеристикам и используются для пяти типов измерений, включая тип A, B, C, D и E. Поверхность Стандарт шероховатости типа D, характеризуемый Ra , использовался в качестве эталона нашей системы (рис. 8).
Стандарты шероховатости поверхности, использованные в эксперименте, включали Ra со значениями 3,2, 6,3, 12,5, 25 и 50 мкм мкм соответственно. Они были откалиброваны стандартным контактным методом с использованием стилуса (Surfcorder ET4000A) для определения средних значений шероховатости и погрешностей измерений. Погрешность измерения щупового прибора была указана в сертификате калибровки как , где R a – измеренное значение шероховатости в мк м. Результаты измерений представлены в таблице 1, а профили эталона шероховатости, измеренные с помощью щупа, представлены на рис. 9.
Исходные изображения эталона шероховатости поверхности при трех направлениях освещения показаны на рис. из системы PS показано на рисунке 11. Трехмерное восстановление эталона шероховатости поверхности, измеренного с помощью системы PS, показано на рисунке 12.
| Рис. 8 Стандарт шероховатости поверхности Тип D в соответствии с ISO 5436-1. |
Таблица 1
Стандарты шероховатости поверхности, измеренные щупом.
| Рис. 9 Стандартные профили шероховатости поверхности, измеренные щупом. |
| Рис. 10 Три изображения эталона шероховатости, освещенные под углом наклона 0°, 120° и 240°. |
| Рис. 11 Идеализированный эталон шероховатости смоделированной поверхности. |
| Рис. 12 Восстановленный эталон трехмерной шероховатости поверхности при 6,3 μ мкм. |
5.2 Расчет средней шероховатости поверхности фотометрическим стереометодом
Захватываются профили образца, центр которого совпадает с центром изображения. Каждое изображение, полученное с камеры, охватывает участок образца размером около 512 × 340 мм. Для измерения Ra в соответствии с ISO 4288:1996 [11], 12 линий, выбранных из восстановленных трехмерных профилей, рассчитываются по уравнению (10). Аппроксимация полиномиальной кривой используется для нахождения опорной линии, как показано на рисунке 13. Профиль Ra , измеренный с помощью метода PS, показан на рисунке 14. Все измерения, выполненные в метрологической лаборатории Лондонского университета Брунеля, проводились в контролируемых условиях окружающей среды, особенно в температуры и вибрации.
| Рис. 13 Подгонка полиномиальной кривой. |
| Рис. 14 Стандартные профили шероховатости поверхности 6,3 μ м после использования полиномиальной аппроксимации кривой. |
5.3 Измерение шероховатости с помощью фильтров верхних частот
Шероховатость математически описывается как высокочастотное отклонение от идеальной поверхности [16]. Чтобы определить шероховатость поверхности, форму и волнистость необходимо отделить от необработанных измеренных данных. Для их устранения был применен фильтр верхних частот. Для дальнейших исследований будет использоваться весовая функция для фазово-корректирующего фильтра, соответствующая уравнению функции плотности Гаусса. Определение весовой функции объясняется в стандарте ISO 16610-61:2015 [17]. Его весовая функция определяется выражением (11) где x — профили шероховатости поверхности, определенные в направлении X, λ co — длина волны отсечки, а константа α определяется как
(12)
λ co . В качестве значений стандартов шероховатости поверхности λ co = 2 и λ co = 6 были созданы как длина волны отсечки, как показано на рисунке 15.
Чтобы получить передаточную функцию H ( λ ) соответствующего фильтра, необходимо преобразование Фурье h ( x ). (13)
Передаточная функция Гаусса, созданная из уравнения (13), является типичной характеристикой фильтра нижних частот. При расчете фильтра верхних частот характеристика передачи коротковолновой составляющей получается как 1 − H ( λ ). Передаточные функции Гаусса, примененные к стандартным профилям шероховатости поверхности перед фильтрацией, способны отделить профиль шероховатости от профилей формы и волнистости, показанных на рисунке 16. Кроме того, 9Результаты измерений по осям 1227 x на рисунках 16 и 17 были преобразованы из размеров в пикселях в измерения длины в миллиметрах на основе калибровки камеры.
Для уменьшения статистической погрешности измерения необходимо выполнять несколько усреднений на позицию. Есть несколько точек, которые показывают большое отклонение от поверхностной модели. Тогда можно ожидать, что стандартное отклонение будет очень маленьким. Результат профилей Ra , измеренных методом PS после фильтра верхних частот, показан в таблице 2.
Для каждого значения текстуры поверхности, измеренного методом PS, стандартные значения шероховатости поверхности решаются с помощью системы линейного уравнения [18,19]. Решение для коэффициентов дается выражением (14)
A и B — метрики, элементы которых известны, а X — вектор-столбец, элементы которого неизвестны. Уравнение можно вывести из системы измерения следующим образом
(15)
(16)
(17)
где х 1 , х 2 ,…, x N – это данные, определенные из метода PS, и Y 1 , y 2 , y 2 , y 2 , y 2 , y . определяется с помощью стилуса. Наклон или уклон линии показаны константой m , а b является точкой, в которой линия пересекает ось y . Наилучший коэффициент был обнаружен при угле наклона 45°. Модель линейной регрессии при угле наклона 45° может хорошо работать для восстановления трехмерных стандартов шероховатости поверхности. Результаты измерений сведены в табл. 3 в виде коэффициентов детерминации между оцененными Ra системой PS против шероховатости поверхности, определяемой с помощью щупа.
Ra PS — стандартные профили шероховатости, усредненные по 12 линиям из системы измерения изображения, а Ra std — значение, измеренное щупом. Пять значений стандартов шероховатости поверхности были использованы для оценки системы PS. Наилучший коэффициент был обнаружен при угле наклона 45°. Это уравнение было предложено для оценки средней шероховатости восстановленной поверхности.
| Рис. 15 Функция плотности Гаусса при λ co = 2 и λ co = 6, |
| Рис. 16 Стандартные профили шероховатости поверхности 6,3 μ м, отделенные от основного профиля фильтром верхних частот. |
| Рис. 17 Стандартные профили шероховатости поверхности 6,3 μ м, измеренные методом PS после фильтрации. |
Таблица 2
Результаты измерения Ra , определенного методом PS под разными углами наклона.
Таблица 3
Линейная регрессия между стандартом шероховатости поверхности, определенным с помощью щупа, и результатами метода PS при различных углах наклона.
6 Заключение
Результаты экспериментов показали, что новый подход к измерению текстуры поверхности с использованием фотометрического стереометода и КИМ позволяет измерять шероховатость поверхности заготовок. Более того, ошибки позиционирования источника света могут быть значительно уменьшены с помощью КИМ, а система PS может повысить точность измерений. Предварительно проверенная шероховатость поверхности составляет от 3,2 до 50 µ м ( Ra ), а результат измерения может быть правильно отфильтрован для удаления низкочастотных сигналов. Результаты эксперимента с наклонным углом можно легко использовать для оптимизации системы измерения шероховатости. Работа потенциально полезна для повышения точности метода PS, основанного на метрологии и обратном инжиниринге. Кроме того, работа может быть хорошо применена для измерения Ra для промышленных измерений в режиме реального времени. Дальнейшее исследование включает характеристику характеристик измерения и оценку неопределенности измерения метода PS.
Каталожные номера
- С. Дамодарасами, С. Раман, Анализ текстуры с помощью компьютерного зрения, Вычисл. Инд. 16, 25–34 (1991). [Перекрестная ссылка] [Google ученый]
- Г. А. Аль-Кинди, Р.М. Баул, К.Ф. Гилл, Применение машинного зрения в автоматизированной проверке инженерных поверхностей, Int. Дж. прод. Рез. 30, 241–253 (1992) [Перекрестная ссылка]
[Google ученый]
- Р.Дж. Вудхэм, Определение кривизны поверхности с помощью фотометрического стерео, IEEE Int. конф. Робот. автомат. 1, 36–42 (1989) [Google ученый]
- М.Л. Смит, Анализ текстуры поверхности с использованием фотометрического стереосъемки и картографирования в градиентном пространстве, Image Vis. вычисл. 17, 1009–1019 (1999) [Перекрестная ссылка]
[Google ученый]
- М.Л. Смит, Г. Смит, Т. Хилл, Анализ градиентного пространства поверхностных дефектов с использованием фотометрической стереокарты рельефа, Image Vis. вычисл. 17, 321–332 (1999) [Перекрестная ссылка] [Google ученый]
- Э. Норт Коулман, Р. Джейн, Получение трехмерной формы текстурированных и зеркальных поверхностей с использованием фотометрии с четырьмя источниками, Вычисл. График Процесс изображения. 18, 309-328 (1982) [Перекрестная ссылка]
[Google ученый]
- Д. Уайтхаус, Поверхность и их измерение (Гермес Пентон, Лондон, 2002 г.), с. 10 [Google ученый]
- Р. Лич, Руководство по эффективной практике № 37 «Измерение текстуры поверхности с помощью игл» (Национальная физическая лаборатория, Великобритания, 2001 г. )
[Google ученый]
- ИСО 4287:1997, Геометрические спецификации продукта (GPS) — Текстура поверхности: Метод профиля — Термины, определения и параметры текстуры поверхности (Международная организация по стандартизации, Женева, Швейцария, 1997 г.), стр. 10–16. [Google ученый]
- ИСО 4288:1996, Геометрические спецификации продукта (GPS) – Текстура поверхности: Метод профиля – Правила и процедуры оценки текстуры поверхности (Международная организация по стандартизации, Женева, Швейцария, 1996 г.), с. 2
[Google ученый]
- ISO 5436:2000, Геометрические характеристики изделий (GPS) – Текстура поверхности: Метод профиля; Часть 1: Материальные меры (Международная организация по стандартизации, Женева, Швейцария, 2000 г.), с. 7 [Google ученый]
- С. Хаммад Миан, А. Аль-Ахмари, Новые разработки в области координатно-измерительных машин для обрабатывающей промышленности, Int. Дж. Метрол. Квал. англ. 5, 101 (2014) [Перекрестная ссылка] [EDP наук] [Google ученый]
- ISO 10360-1, Геометрическая спецификация изделия (SPC). Приемочные и повторные испытания координатно-измерительных машин (КИМ). Часть 1: Словарь (Международная организация по стандартизации, Женева, Швейцария, 2000 г.)
[Google ученый]
- А. Спенс, М. Чантлер, Оптимальное освещение для фотометрического стереоскопического получения текстуры с тремя изображениями, в материалах 3-го Международного семинара по анализу и синтезу текстуры (2003 г.), стр. 89–94. [Google ученый]
- О. Дрбоглав, М. Чантлер, Об оптимальных конфигурациях света в фотометрическом стерео, в материалах 10-й Международной конференции IEEE по компьютерному зрению (2005 г. ), стр. 1707–1712.
[Google ученый]
- J. Lieb, H. Biskup, S. Draxinger, R. Rascher, C. Wunsche, Разработка процесса воспроизводимого измерения шероховатости оптических поверхностей с использованием интерферометрии белого света, Int. Дж. Метрол. Квал. англ. 5, 104 (2014) [Перекрестная ссылка] [EDP наук] [Google ученый]
- ISO 16610-61:2015, Геометрические характеристики изделий (GPS). Фильтрация, часть 61. Линейные площадные фильтры. Фильтры Гаусса (BSI Standards Limited, Великобритания, 2015 г.)
[Google ученый]
- WJ Palm III, Введение в MATLAB 7 для инженеров (McGraw-Hill, Нью-Йорк, 2005 г.), с. 312 [Google ученый]
- С.Т. Каррис, Численный анализ с использованием MATLAB и Excel (издание Orchard, Фремонт, Калифорния, 2007 г.), стр. 4–25. [Google ученый]
Цитируйте эту статью как : Thammarat Somthong, Qingping Yang, Оценка средней шероховатости поверхности с использованием фотометрического стереофонического метода с тремя источниками, Int. Дж. Метрол. Квал. англ. 7 , 406 (2016)
Все таблицы
Таблица 1
Стандарты шероховатости поверхности, измеренные щупом.
В тексте
Таблица 2
Результаты измерения Ra , определенного методом ПС под разными углами наклона.
В тексте
Таблица 3
Линейная регрессия между стандартом шероховатости поверхности, определенным с помощью щупа, и результатами метода PS при различных углах наклона.
В тексте
Все фигурки
| рисунок 1 Фотометрическая стереосистема. | |
| В тексте | |
| Рис. 2 Система PS на КИМ для измерения текстуры поверхности. | |
| В тексте | |
| Рис. 3 Наклон и наклон источника света. | |
| В тексте | |
| Рис. 4 Условия освещения для экспериментов с углом наклона. | |
| В тексте | |
| Рис. 5 Источник света. | |
| В тексте | |
| Рис. 6
Плата Arduino и программное обеспечение LabVIEW. | |
| В тексте | |
| Рис. 7 Стратегия проверки. | |
| В тексте | |
| Рис. 8 Стандарт шероховатости поверхности Тип D в соответствии с ISO 5436-1. | |
| В тексте | |
| Рис. 9 Стандартные профили шероховатости поверхности, измеренные щупом. | |
| В тексте | |
| Рис. 10 Три изображения эталона шероховатости, освещенные под углом наклона 0°, 120° и 240°. | |
| В тексте | |
| Рис. 11 Идеализированный эталон шероховатости смоделированной поверхности. | |
| В тексте | |
| Рис. 12 Восстановленный эталон трехмерной шероховатости поверхности при 6,3 μ мкм. | |
| В тексте | |
| Рис. 13 Подгонка полиномиальной кривой. | |
| В тексте | |
| Рис. 14 Стандартные профили шероховатости поверхности 6,3 μ м после использования полиномиальной аппроксимации кривой. |