Как паять нержавейку оловом видео: Пайка нержавейки в домашних условиях: припои, флюсы, видео
alexxlab | 10.02.1989 | 0 | Разное
Как паять нержавейку оловом видео
Нержавейку можно паять множеством различных металлов и сплавов, но именно для домашних условий, наиболее подойдет оловянный припой. Сложность в том, что найти более специализированный припой намного тяжелее, да и стоить будет он в разы больше. Еще одна сложность заключается в самом процессе пайки, без специализированных и дорогостоящих инструментов, произвести его, с большинством металлов, в качестве пайки, практически не возможно. Это вызвано тем, что как правило, данные задачи выполняются на производствах и узкопрофильных заводах. Но не стоит отчаиваться, Вас легко выручит олово, тем более что место пайки оловом получается, ни хуже от подобных дорогостоящих припоев. Сам процесс довольно прост, следует только внимательно выполнять все действия и неуклонно придерживаться техники безопасности, чтобы избежать ожогов.
Поиск данных по Вашему запросу:
Как паять нержавейку оловом видео
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.

По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Как и чем запаять чайник из нержавеющей стали. Можно ли оловом запаять нержавейку
- Как припаять нержавейку в домашних условиях
- Как паять нержавейку оловом
- Флюс для пайки нержавейки оловом
- Пайка нержавейки
- Как запаять нержавейку оловом
- Как в домашних условиях происходит пайка нержавейки
- Как паять нержавейку и технология пайки твердым припоем
- Как и чем паять медь в домашних условиях? (видео)
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Пайка нержавейки / Soldering Stainless Steel
Как и чем запаять чайник из нержавеющей стали. Можно ли оловом запаять нержавейку
Пайка нержавейки — это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.
Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать. Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку.
Под действием раскаленного припоя тиноля наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Выбор припоя для нержавейки полностью зависит от таких характеристик: состава стали, условий пайки. Нужно заметить, что изделия, которые сделаны в коррозийных условиях, нужно паять с помощью серебряных тинолей, где в составе находится в небольшом количестве никель.
Медь, серебряно марганцовые, а также хромоникелевые припои используются во время печной пайки в сухих условиях. В роли флюса для обработки нержавейки сегодня чаще всего используют буру. Она наносится на соединение в форме порошка или пасты. Когда бура расплавляется, остальной металл постепенно нагревается до образования ярко-красного каления градусов. При достижении этой температуры, в соединение вводится припой.
Удаление прилипшего к нержавеющей поверхности материала по завершении пайки делают с помощью промывки спаянного изделия в воде, или с помощью песочной обдувки. Соляная или азотная кислота, которые можно использовать при чистке, очень нежелательны на этом этапе работы с нержавеющей сталью, так как они вместе с припоем разъедают основной металл. Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранять самостоятельно.
Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранять самостоятельно.
Но нередко случается и так, что нужно сделать работу, связанную с обработкой нержавеющей стали своими руками. Поэтому для этого потребуются определенные навыки, умения и знания. Также нужно будет обзавестись некоторыми материалами и инструментами. Вот перечень всего необходимого:. Детали нагревают с помощью газовой горелки или облуженного наконечника паяльника.
Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку. Это можно определить по цвету огня он должен быть синим , если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.
Касаясь металла периодически припоем, определяют, качество достигнутой температуры. Нагревание является достаточным, когда припой расплавляется не от пламени горелки, а от касания к металлу.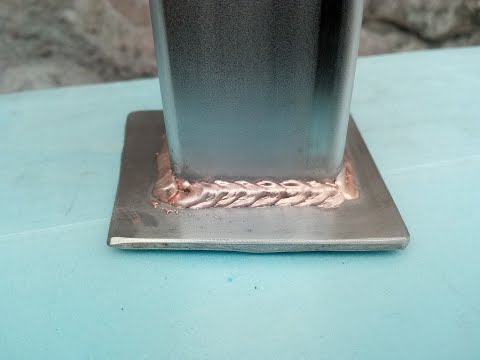 Затем припой тут же накладывается в ту часть, где нужно сделать стык, при этом детали продолжают нагревать, чтобы припой, плавясь, потихоньку заполнил собой полностью стык. В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него.
Затем припой тут же накладывается в ту часть, где нужно сделать стык, при этом детали продолжают нагревать, чтобы припой, плавясь, потихоньку заполнил собой полностью стык. В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него.
Явным признаком качественной пайки считается вытекание из соединения излишка припоя. Пайка нержавейки отлично происходит с помощью текучего, жидкого, флюсованного припоя с пониженной температурой плавления и высокими капиллярными характеристиками. Этот припой довольно эластичен, имеет великолепные раскислительные показатели, которые очень полезны при работе с нержавеющей сталью.
Также сможет справиться с латунью, медью и некоторыми иными материалами. Пайка такими твердыми припоями очень хорошо подходит для нержавейки.
Обработка материала твердыми припоями дает хорошие результаты, давая возможность получить долговечное и качественное крепление металлов. Припой HTS сможет справиться с медью, латунью, никелем, бронзой, нержавейкой, а также иными металлами. Наряду с остальными твердыми припоями сегодня, этот тиноль является наиболее востребованным. Выглядит припой, как пруток, обработанный красным флюсом. Размер прутка около 45 см. Температура плавления составляет градусов.
Наряду с остальными твердыми припоями сегодня, этот тиноль является наиболее востребованным. Выглядит припой, как пруток, обработанный красным флюсом. Размер прутка около 45 см. Температура плавления составляет градусов.
Небольшие элементы паяют регулируемыми бензо-воздушными горелками этот метод приспособлен больше для ювелирных изделий. Более крупные части лучше всего паять ацетиленом. Это же касается и при выборе флюса для нержавеющей стали, так как данный металл очень требователен к флюсу. Этот флюс нужно развести в воде, затем нанести на деталь, когда он засохнет, то припой будет отлично прилипать к поверхности металла. То есть, участок пайки не протравливается, а лишь зачищается при помощи наждачки.
Медь плохо растекается по поверхности стали, поэтому лучше использовать латунь Л Для более качественной пайки можно также использовать серебро и латунь, изготовив из них припой. И они делятся личным опытом, полученным на практике, давая полезные рекомендации:. Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали.
Бывает так, что детали перед пайкой были недостаточно качественно зачищены или плохо разогрелись. Зачастую это происходит с изделиями большого размера. Наконечник паяльника после любого сеанса необходимо хорошо очищать, а чтобы была возможность ювелирных работ, его жало время от времени необходимо затачивать. Чтобы получить качественное соединение, не стоит паять нержавеющую сталь чистым свинцом либо использовать канифоль.
Если припой из олова, то работать с ним бывает довольно сложно из-за его слабой консистенции. Если олово не плавится больше чем до состояния теплого пластилина, то, вероятней всего, держать соединение оно не будет, постоянно ломаясь и крошась. Оптимальное состояние олова для крепления — если оно похоже на жидкость. Качественный припой, который уложен по всем правилам, можно лишь поцарапать , но не отделить от участка спаивания нержавеющей стали.
Чтобы не испортить соединение в дальнейшем, после пайки изделию необходимо дать время остыть в состоянии покоя.
Бытует ошибочное мнение, что нержавейку оловом паять невозможно, так как процесс это трудоемкий и очень непростой. Но это далеко не так: такую работу можно сделать даже в домашних условиях, если обладать определенными знаниями, умениями и опытом. Перед тем, как начать работу, подумайте, следует ли действительно выполнять пайку, а не использовать другие способы крепежа.
Паяние целесообразно, если металлические детали нельзя сверлить или болтовое соединение ненадежно. Основные факторы, которые влияют на процесс: хороший электропаяльник и правильный флюс, обеспечивающий соединение поверхностей на долгое время. Для пайки олово должно достичь нужной консистенции — быть похоже на воду. Все вышеописанные особенности нужно соблюдать при пайке нержавеющей стали оловом. После окончания работы соединенные поверхности нужно промыть водой с мылом.
Дело в том, что используемые в процессе кислоты достаточно агрессивны, они ускоряют разрушение и коррозию металла, а мыло их нейтрализует. В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.
Для пайки нержавейки требуются более активные флюсы, чем для меди. Хотя, за счёт значительно меньшей теплопроводности нержавейка не так требовательна к мощности паяльника, и, в большинстве случаев, легко паяется без дополнительного нагрева. Паяется нержавейка с ортофосфорной кислотой или хлоридом цинка.
Наносить флюс нужно непосредственно перед пайкой, особенно это касается ортофосфорной кислоты, так как уже через 10 секунд пайка будет вестись более трудно из за образования плёнки фосфатов на поверхности металла. И прогреваем хорошо облуженным жалом паяльника. При необходимости вносим припой. С первого раза может залудиться не вся поверхность. Повторно наносим флюс на незалуженные места и снова прогреваем паяльником.
Повторяем до равномерного покрытия оловом поверхности металла. В процессе неплохо поможет и канифоль, добавляемая в зону пайки. Она сделает пайку более гладкой и чистой за счёт удаления окислов с припоя. По окончанию пайки изделие нужно отмыть от остатков флюса. Кислота легко смывается водой с добавлением моющих средств, а остатки канифоли лучше удалять в холодной воде она становится хрупкой используя скребки для мытья посуды.
Она сделает пайку более гладкой и чистой за счёт удаления окислов с припоя. По окончанию пайки изделие нужно отмыть от остатков флюса. Кислота легко смывается водой с добавлением моющих средств, а остатки канифоли лучше удалять в холодной воде она становится хрупкой используя скребки для мытья посуды.
Качественная пайка имеет равномерную поверхность. Правда, бессвинцовый припой не так хорошо смачивает металл, как обычный ПОС, но для пищевых целей подходит только он.
Для соединения двух частей из нержавейки соединяем их предварительно покрытыми оловом частями, и нагревая одновременно обе части даём расплавленному олову соединиться. Возможно, припой в процессе нужно будет добавить.
Это можно сделать как внося его на кончике жала паяльника, так и непосредственно подавая проволоку в зону пайки. После внесения припоя хорошенько прогреваем всю зону пайки, и если припой лег как надо, убираем паяльник и даём соединению остыть.
При этом желательно разрушать пайку и анализировать результаты. Качественно выполненную пайку от нержавейки не отдерёшь Припой царапается, но от нержавейки не отстаёт. Основные инструменты при пайке — электрический паяльник и газовая горелка. Ну, и, конечно, самогонный аппарат не спаяешь без припоев и флюсов. Любое соединение двух металлических деталей априори не простая процедура.
Качественно выполненную пайку от нержавейки не отдерёшь Припой царапается, но от нержавейки не отстаёт. Основные инструменты при пайке — электрический паяльник и газовая горелка. Ну, и, конечно, самогонный аппарат не спаяешь без припоев и флюсов. Любое соединение двух металлических деталей априори не простая процедура.
Пайка нержавеющей стали с помощью меди относится к данному виду процедур. Работать с нержавейкой даже сложнее чем с другими типами материалов, так как она довольно сложно поддается плавлению и очень плохо соединяется с другими материалами.
Поэтому для спаивания деталей из нержавеющей стали нужно использовать годами проверенные методы. При пайке любого другого материала, как правило, не возникает никаких проблем, но только не с нержавеющей сталью. Весь процесс спаивания четко регулируется государственным стандартом, однако, здесь есть одна необычная особенность. Каждый вид металла по-разному соединяется с тем или иным материалом, соответственно, для каждого вида нужно применять разный припой и флюс, который будет подобран исключительно под данный материал.
Как припаять нержавейку в домашних условиях
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами. Для пайки нержавейки требуются более активные флюсы, чем для меди. Хотя, за счёт значительно меньшей теплопроводности нержавейка не так требовательна к мощности паяльника, и, в большинстве случаев, легко паяется без дополнительного нагрева. Паяется нержавейка с ортофосфорной кислотой или хлоридом цинка. Наносить флюс нужно непосредственно перед пайкой, особенно это касается ортофосфорной кислоты, так как уже через 10 секунд пайка будет вестись более трудно из за образования плёнки фосфатов на поверхности металла. И прогреваем хорошо облуженным жалом паяльника.
Как и чем паять нержавейку в домашних условиях: советы, видео, фото в нанесении на них тонкого слоя припоя, состоящего из олова и свинца.
Как паять нержавейку оловом
Пайка нержавейки — это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы. Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать. Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя тиноля наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы. Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать. Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя тиноля наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Флюс для пайки нержавейки оловом
Пайка нержавейки — это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы. Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать. Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали.
Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать. Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали.
Выполнение пайки нержавеющей стали относится к весьма трудоемким процессам. Соблюдая технологию спаивания, а также учитывая все особенности, данная процедура значительно облегчается.
Пайка нержавейки
Изделия из нержавеющей стали довольно широко применяются в быту, имеют высокую стойкость к внешним воздействиям, прочность, долговечность и довольно доступны. Правда иногда возникает потребность подремонтировать ту или иную деталь из нержавейки. А если нету под рукою аргонной сварки, то, как альтернативу можно использовать пайку. Довольно частым явлением, и наглядным примером, когда нужно паять изделие из нержавеющей стали, является ремонт чайника из нержавейки. И если у вас появилась течь, выбрасывать его, или торопиться бежать за новым чайником не стоит. Правда сразу следует отметить что, нержавейка очень-очень плохо паяется, прихватить даже маленькую дырочку, порою довольно трудно в зависимости от качества нержавейки , но всё возможно.
И если у вас появилась течь, выбрасывать его, или торопиться бежать за новым чайником не стоит. Правда сразу следует отметить что, нержавейка очень-очень плохо паяется, прихватить даже маленькую дырочку, порою довольно трудно в зависимости от качества нержавейки , но всё возможно.
Как запаять нержавейку оловом
Пайка нержавеющей стали — довольно сложная и трудная работа. Чтобы получилось качественное соединение, нужно соблюдать множество условий — как по выбору материалов, так и по режимам пайки. Они спаиваются и с другими металлами и сплавами, за исключением Al и Mg. Домашние мастера чаще всего применяют оловянные припои. Пайка нержавейки. Используя олово и составы на его основе, можно отремонтировать изделия из нержавейки, а также собрать небольшие по размерам и не подвергающиеся большим нагрузкам самодельные конструкции. Кухонная посуда и другие предметы быта ремонтируются обычным паяльником и оловянным припоем. Пайка нержавейки на производстве выполняется по более сложной технологии.
Бытует ошибочное мнение, что нержавейку оловом паять невозможно, так как процесс это трудоемкий и Пайка нержавейки в видео.
Как в домашних условиях происходит пайка нержавейки
Как паять нержавейку оловом видео
Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием. Пайка нержавеющей стали, содержащей в своем составе значительное количество никеля, может вызывать определенную сложность.
Как паять нержавейку и технология пайки твердым припоем
ВИДЕО ПО ТЕМЕ: как паять нержавейку. Пайка нержавейки – это просто
Однозначного ответа не будет. Выбор, каким способом паять, зависит от того, какие размеры и масса у деталей, которые нужно соединить. Еще надо учесть нагрузку, что придется на спаянные детали при использовании изделия. Рассмотрим несколько способов пайки…. Иногда возникает потребность спаять медное изделие. Но как спаять и чем?
Еще надо учесть нагрузку, что придется на спаянные детали при использовании изделия. Рассмотрим несколько способов пайки…. Иногда возникает потребность спаять медное изделие. Но как спаять и чем?
Соединение двух и более неметаллических или металлических материалов и веществ посредством присаживаемого металла, называется пайка. Мы предлагаем рассмотреть, что такое флюс для пайки, как его можно изготовить своими руками, а также рассмотрим характеристики, и как сделать припой для меди, серебра, олова, нержавейки.
Как и чем паять медь в домашних условиях? (видео)
Выполнение пайки нержавеющей стали относится к весьма трудоемким процессам. Соблюдая технологию спаивания, а также учитывая все особенности, данная процедура значительно облегчается. Такие материалы позволяют получать высокое качество спаянных соединений даже из металлических разнородных деталей за исключением сплавов алюминия, а также магния. К наиболее технологически простым процессам относится пайка нержавейки оловом. Использование оловянных припоев отлично подходит для пайки небольших элементов, а также ремонта в домашних условиях.
Использование оловянных припоев отлично подходит для пайки небольших элементов, а также ремонта в домашних условиях.
Выполнение пайки нержавеющей стали относится к весьма трудоемким процессам. Соблюдая технологию спаивания, а также учитывая все особенности, данная процедура значительно облегчается. Такие материалы позволяют получать высокое качество спаянных соединений даже из металлических разнородных деталей за исключением сплавов алюминия, а также магния.
Как запаять нержавейку оловом видео
Изделия из нержавеющей стали довольно широко применяются в быту, имеют высокую стойкость к внешним воздействиям, прочность, долговечность и довольно доступны. Правда иногда возникает потребность подремонтировать ту или иную деталь из нержавейки. А если нету под рукою аргонной сварки, то, как альтернативу можно использовать пайку. Довольно частым явлением, и наглядным примером, когда нужно паять изделие из нержавеющей стали, является ремонт чайника из нержавейки. И если у вас появилась течь, выбрасывать его, или торопиться бежать за новым чайником не стоит.
И если у вас появилась течь, выбрасывать его, или торопиться бежать за новым чайником не стоит.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Как паять нержавейку и технология пайки твердым припоем
- Как запаять нержавейку оловом
- Пайка нержавейки оловом
- Пайка нержавейки: важные особенности процедуры. Как паять нержавейку оловом в домашних условиях
- Пайка нержавеющей стали
- Как записать песню в Adobe Audition.
Как паять сталь оловом
- Как спаять нержавейку в домашних условиях
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Пайка жести и нержавейки для начинающих.
Как паять нержавейку и технология пайки твердым припоем
Содержание: Как выполнить пайку в домашних условиях Типы припоев Приготовление флюса Полезные советы Что еще следует знать о пайке нержавеющей стали.
Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием.
Пайка нержавеющей стали , содержащей в своем составе значительное количество никеля, может вызывать определенную сложность.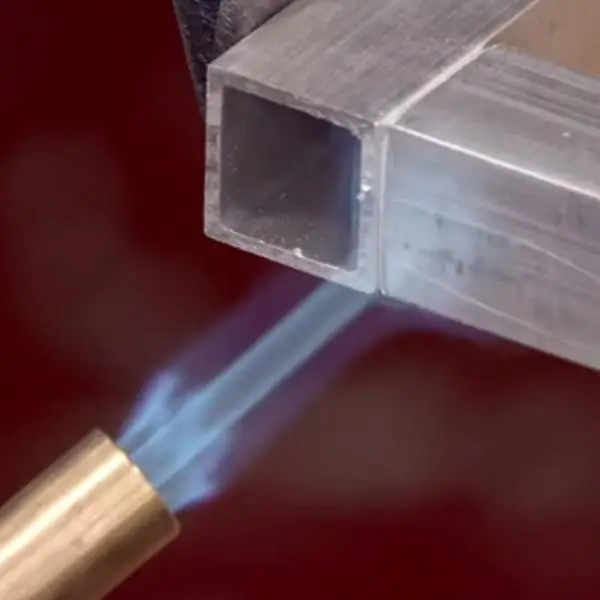 Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно. Чтобы минимизировать риск образования карбидных соединений в структуре нержавейки при пайке, в состав сплава добавляют титан, а после формирования соединения изделие подвергают термической обработке.
Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно. Чтобы минимизировать риск образования карбидных соединений в структуре нержавейки при пайке, в состав сплава добавляют титан, а после формирования соединения изделие подвергают термической обработке.
Следует очень аккуратно подходить к пайке наклепанных нержавеющих сталей, поверхность которых под воздействием нагретого припоя может покрываться трещинами.
Чтобы избежать таких последствий, необходимо исключить нагрузку соединяемых деталей в процессе пайки. Кроме того, можно выполнить предварительный отжиг соединяемых изделий. На выбор припоя, при помощи которого можно паять нержавейку, оказывает влияние как химический состав сплава, так и условия технологического процесса. Так, если данный процесс осуществляется при повышенной влажности окружающей среды, то следует использовать серебряные сплавы, в состав которых входит незначительное количество никеля.
Пайка в условиях печи, а также в относительной сухой атмосфере выполняется с использованием хромоникелевых и серебряно-марганцевых припоев. Наиболее распространенным типом флюса, который применяется при пайке нержавейки, является бура, наносимая на место будущего соединения в виде пасты или порошка. Только после того как требуемая температура нагрева достигнута, что можно определить по изменению цвета места будущего соединения до светло-красного, в стык между деталями вводится припой.
Флюс наносится равномерным слоем по всей поверхности, которую необходимо предварительно очистить. После окончания пайки на месте соединения присутствуют остатки флюса, которые удаляются путем промывки водой или пескоструйной обработки. Для выполнения такой процедуры нельзя использовать азотную или соляную кислоты, которые, хотя и эффективно очищают оставшийся на поверхности деталей флюс, оказывают негативное влияние как на основной металл, так и на использованный припой.
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях. Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно. Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное — строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.
Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно. Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное — строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.
Освойте технику пайки на простых соединениях, а затем пробуйте работать с более ответственными деталями. Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.
Изделия из нержавеющих сталей можно паять как мягкими припоями, изготовленными на основе олова и свинца, так и твердыми типами присадочного материала, в состав которого входят более тугоплавкие металлы. Мягкий припой за счет того, что его основу составляет олово, является легкоплавким материалом, отличающимся высокой пластичностью и жидкотекучестью в расплавленном состоянии.
Что особенно важно при выполнении пайки изделий из нержавейки, он обладает хорошей раскислительной способностью. Более надежные соединения как в производственных, так и в домашних условиях позволяет получить пайка, выполняемая с использованием твердых припоев.
Металлы, из которых их изготавливают, плавятся при более высокой температуре, чем олово, что и позволяет получать с их помощью надежные и долговечные соединения. Одним из популярных типов твердого припоя является материал марки HTS, который успешно используется для пайки не только нержавейки, но и меди, латуни, бронзы, никеля и других металлов.
Удобно, что он выпускается в виде прутка, поверхность которого уже покрыта слоем флюса. Припой HTS, представляет собой пруток, покрытый флюсом красного цвета. Помимо нержавейки подходит для чугуна и цветных металлов. При пайке нержавейки следует очень внимательно отнестись к вопросу выбора готового флюса или рецептуре его самостоятельного изготовления. Классический состав флюса, который можно приготовить и дома, включает следующие компоненты:.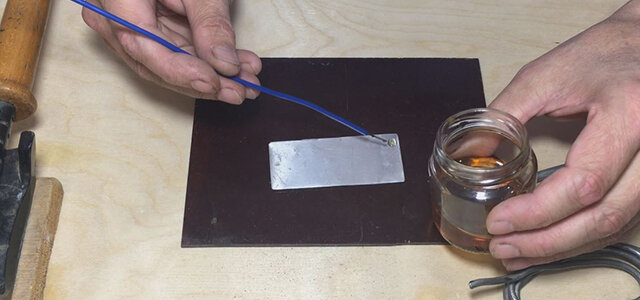 Для пайки изделий, отличающихся небольшими размерами, можно приготовить флюс, который будет состоять только из буры и борной кислоты, смешанных в одинаковой пропорции.
Для пайки изделий, отличающихся небольшими размерами, можно приготовить флюс, который будет состоять только из буры и борной кислоты, смешанных в одинаковой пропорции.
Смешав компоненты флюса в сухом виде, его необходимо развести водой и уже полученным раствором обрабатывать место будущего соединения. Чтобы выполнить пайку нержавейки качественно, следует воспользоваться рекомендациями опытных специалистов. В тех случаях, когда к паяным соединениям изделий из нержавейки предъявляются особые требования, могут использоваться специальные марки припоев, к числу которых относятся материалы, изготовленные на основе никеля и фосфора, а также никеля, хрома и марганца.
Припои второй группы используют, в частности, в тех случаях, когда пайка выполняется в среде защитного газа, состоящего из смеси аргона с трехфтористым бором. При выполнении пайки по такой технологии в качестве припоя может использоваться и чистая медь, которая хорошо смачивает металл и формирует надежное соединение.
При использовании медного припоя место пайки будет отличатся от нержавейки характерным желтым цветом. Припои, изготовленные на основе никеля, позволяют получать соединения, отличающиеся высокой прочностью. Между тем есть у таких материалов и недостатки, к которым следует отнести невысокую пластичность.
Припои, изготовленные на основе никеля, позволяют получать соединения, отличающиеся высокой прочностью. Между тем есть у таких материалов и недостатки, к которым следует отнести невысокую пластичность.
Именно поэтому такой присадочный материал не используют для соединения элементов конструкций из нержавейки, которые будут подвергаться ударным и вибрационным нагрузкам в процессе своей эксплуатации.
Кроме того, паяный шов из такого материала очень критично относится к низким температурам. Таким образом, пайка изделий из нержавейки габаритных труб, эксплуатируемых под давлением, посуды, предметов мебели или интерьера имеет свои нюансы, которые обязательно следует учитывать при выборе как режимов пайки, так и расходных материалов.
Существует множество справочников, руководствуясь которыми, можно оптимально подобрать все необходимые материалы и получить качественное, надежное и красивое паяное соединение.
Как и чем паять нержавейку в домашних условиях: советы, видео, фото. Отремонтированная методом пайки велосипедная рама.
Отремонтированная методом пайки велосипедная рама.
Для отжига используйте газовую горелку. Материалы и инструменты для пайки. Свойства мягких припоев. Основные марки серебряных припоев. Оценка статьи:. Похожие публикации. Добавить комментарий Отменить ответ.
Как запаять нержавейку оловом
Иногда пайка нержавеющей стали предпочтительнее сварки. Пайку применяют для тонкостенных изделий, на которые нет сильной нагрузки, и в тех случаях, когда не хотят получить коробление от нагрева. При этом надо учитывать, что некоторые виды нержавейки требуют к себе определенного подхода с учетом их состава и технологии изготовления. К примеру, наклепанные нержавеющие сплавы при высокой температуре растрескиваются, поэтому их пайку проводят без нагрузок, предварительно проведя отжиг металла.
Как и чем паять нержавейку в домашних условиях: советы, видео, фото в нанесении на них тонкого слоя припоя, состоящего из олова и свинца.
Пайка нержавейки оловом
Иногда пайка нержавеющей стали предпочтительнее сварки. Пайку применяют для тонкостенных изделий, на которые нет сильной нагрузки, и в тех случаях, когда не хотят получить коробление от нагрева. При этом надо учитывать, что некоторые виды нержавейки требуют к себе определенного подхода с учетом их состава и технологии изготовления. К примеру, наклепанные нержавеющие сплавы при высокой температуре растрескиваются, поэтому их пайку проводят без нагрузок, предварительно проведя отжиг металла. Есть и другие тонкости. Нержавейку не паяют с алюминиевыми и магниевыми сплавами. С другими металлами процесс проходит отлично, при этом само место соединение отличается повышенной прочностью.
Пайку применяют для тонкостенных изделий, на которые нет сильной нагрузки, и в тех случаях, когда не хотят получить коробление от нагрева. При этом надо учитывать, что некоторые виды нержавейки требуют к себе определенного подхода с учетом их состава и технологии изготовления. К примеру, наклепанные нержавеющие сплавы при высокой температуре растрескиваются, поэтому их пайку проводят без нагрузок, предварительно проведя отжиг металла. Есть и другие тонкости. Нержавейку не паяют с алюминиевыми и магниевыми сплавами. С другими металлами процесс проходит отлично, при этом само место соединение отличается повышенной прочностью.
Пайка нержавейки: важные особенности процедуры. Как паять нержавейку оловом в домашних условиях
Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием. Пайка нержавеющей стали, содержащей в своем составе значительное количество никеля, может вызывать определенную сложность. Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно.
Пайка нержавеющей стали, содержащей в своем составе значительное количество никеля, может вызывать определенную сложность. Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно.
Добро пожаловать, Гость. Пожалуйста, войдите или зарегистрируйтесь.
Пайка нержавеющей стали
Многими специалистами спаивание нержавеющей стали при помощи олова, считается весьма затруднительной процедурой, поскольку здесь присутствует особая роль в поведении подобного металла. Данный припой считается более эффективным вариантом в использовании, для спаивания нержавейки. Подобный способ, считается популярным для большинства, кто сталкивается с такими процедурами, однако не всегда, получается, достичь требуемого по качеству результата. Такое спаивание в основном используется для соединения маленьких материалов, где необходимо скрепить небольшие детали, а так же применяется для заделки различных малых трещин, и других похожих дефектов. Здесь наличие требований не слишком большое, однако, спаивание необходимо производить на максимально высоком уровне по качеству.
Здесь наличие требований не слишком большое, однако, спаивание необходимо производить на максимально высоком уровне по качеству.
Как записать песню в Adobe Audition. Как паять сталь оловом
Выполнение пайки нержавеющей стали относится к весьма трудоемким процессам. Соблюдая технологию спаивания, а также учитывая все особенности, данная процедура значительно облегчается. Такие материалы позволяют получать высокое качество спаянных соединений даже из металлических разнородных деталей за исключением сплавов алюминия, а также магния. К наиболее технологически простым процессам относится пайка нержавейки оловом. Использование оловянных припоев отлично подходит для пайки небольших элементов, а также ремонта в домашних условиях. Без особых проблем можно запаять дома кастрюлю, миску, кружку или же другие бытовые предметы из нержавейки при помощи обычного электропаяльника и олова.
Пайка нержавейки является паять нержавеющие.
Как спаять нержавейку в домашних условиях
Выполнение пайки нержавеющей стали относится к весьма трудоемким процессам. Соблюдая технологию спаивания, а также учитывая все особенности, данная процедура значительно облегчается. Такие материалы позволяют получать высокое качество спаянных соединений даже из металлических разнородных деталей за исключением сплавов алюминия, а также магния. К наиболее технологически простым процессам относится пайка нержавейки оловом.
Соблюдая технологию спаивания, а также учитывая все особенности, данная процедура значительно облегчается. Такие материалы позволяют получать высокое качество спаянных соединений даже из металлических разнородных деталей за исключением сплавов алюминия, а также магния. К наиболее технологически простым процессам относится пайка нержавейки оловом.
Содержание: Как выполнить пайку в домашних условиях Типы припоев Приготовление флюса Полезные советы Что еще следует знать о пайке нержавеющей стали. Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием. Пайка нержавеющей стали , содержащей в своем составе значительное количество никеля, может вызывать определенную сложность. Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно.
Пайка нержавейки — это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет.
Содержание 1 Пайка нержавеющей стали в домашних условиях 1. Иногда возникает потребность спаять изделие из нержавеющей стали. Перед тем как паять нержавейку в домашних условиях, необходимо ознакомиться с технологией, принципами выполнения работ. Для получения неразъемного соединения деталей из коррозионно-стойкой стали используются присадочные сплавы с более низкими температурами плавления, чем у соединяемого основного металла. Наличие прочной оксидной пленки делает нержавейку более трудной для пайки, чем углеродистая сталь. Эти вещества рекомендуется только для механического соединения. Если остаток флюса после оплавления не будет полностью удален с использованием теплой воды с механической очисткой, швы будут нарушены из-за потенциальной коррозии в течение его срока службы.
Пайка нержавеющей стали — довольно сложная и трудная работа. Чтобы получилось качественное соединение, нужно соблюдать множество условий — как по выбору материалов, так и по режимам пайки. Они спаиваются и с другими металлами и сплавами, за исключением Al и Mg. Домашние мастера чаще всего применяют оловянные припои.
Они спаиваются и с другими металлами и сплавами, за исключением Al и Mg. Домашние мастера чаще всего применяют оловянные припои.
Как паять нержавейку оловом
Пайка алюминия оловом не трудна, если знать основные правила пайки алюминия.В этой статье рассматриваются методы пайки алюминия оловом в домашних условиях, их достоинства и недостатки
Содержание
Преимущества
- Пайка оловом алюминия обходится относительно недорого, так как себестоимость припоя является низкой;
- Материал является универсальным и подходит для работы, как с толстыми, так и тонкими заготовками;
- Припой отлично плавится при температурном воздействии и хорошо растекается по поверхности, образуя качественное соединение, проникая во все мелкие трещины и выемки;
- Благодаря низкой температуре плавления процесс проходит относительно быстро;
- Материал всегда доступен в продаже и нет проблем с его поиском и подбором.
Особенности
Алюминий представляет собой металл, обладающий достаточной плотностью, но при этом имеющий небольшой вес. Именно эти преимущества позволили так широко применять данный материал для изготовления посуды. Процесс эксплуатации изделий из алюминия несложный, но время от времени возникают ситуации, когда необходимо ликвидировать трещину, дырку или припаять части посуды. Помимо кухонной утвари, из алюминия делают проволоку, с которой удобно работать ввиду ее мягкости, но хорошей прочности.
Именно эти преимущества позволили так широко применять данный материал для изготовления посуды. Процесс эксплуатации изделий из алюминия несложный, но время от времени возникают ситуации, когда необходимо ликвидировать трещину, дырку или припаять части посуды. Помимо кухонной утвари, из алюминия делают проволоку, с которой удобно работать ввиду ее мягкости, но хорошей прочности.
Минус у такой проволоки только один – ее очень трудно паять.
Большую часть металлов можно нагреть и спаять, но алюминий представляет собой особое вещество, окисляющееся при контакте с воздухом и покрывающееся оксидной пленкой, поверх которой не ложится ни один металл. Чтобы спаять данный материал, нужно подобрать подходящий флюс.
Флюс – это вещество или несколько компонентов, при помощи которых удается изъять оксиды из металлов, которые нужно спаять. Благодаря органическим и неорганическим соединениям флюсов получится снять поверхностное натяжение и улучшить растекание жидкого припоя. Кроме того, он позволяет защитить материал от действий окружающей среды.
Кроме того, он позволяет защитить материал от действий окружающей среды.
Поскольку алюминий представляет собой необычный металл, то и флюс для него стоит искать особенный. Пайка алюминия оловом считается наиболее простым и удобным вариантом, при котором можно получить желаемый результат. К достоинствам использования олова для плавки алюминия можно отнести:
- невысокую цену материала;
- возможность использования олова для деталей с разной толщиной;
- высокую скорость плавления и способность покрыть всю поверхность алюминиевой детали, на которой проводятся работы;
- низкую температуру плавления, что позволяет быстро справляться с задачей;
- общедоступность олова.
Кроме плюсов, стоит сказать и о минусах:
- возможность разрушения готового соединения под воздействием высокой температуры;
- неспособность выдерживать сильные механические нагрузки;
- своими силами не всегда удается достичь желаемого результата.

Чтобы расплавить алюминий, необходимо знать об основных методах данного процесса и уметь их использовать.
Используемые материалы
Для выполнения работ потребуется подготовить следующие материалы:
- флюс;
- припой.
Для получения качественных швов нужно использовать флюс для пайки алюминия на основе цинка, кремния, меди. Стыки получаются прочными, долговечными, стойкими к коррозии, статическим и динамическим нагрузкам.
Для пайки алюминия подходят припои со следующими маркировками:
- ЦОП-40 — тугоплавкий оловянно-цинковый состав;
- ПОС — легкосплавный припой;
- 34А — сплав на основе меди и кремния;
- «Aluminium-13» — зарубежный аналог 34А.
Применение флюса позволяет улучшить адгезию металла с припоем, за счёт чего получить прочное соединение. От его выбора зависит долговечность шва, прочностные характеристики изделия, стойкость материала к негативным воздействиям внешней среды. В составе флюсов содержатся активные элементы: фторборат цинка или аммония, триэтаноламин.
В составе флюсов содержатся активные элементы: фторборат цинка или аммония, триэтаноламин.
Паяльный жир бывает следующих видов:
- нейтральный на основе канифоли и стеарина — отличается густотой, способен удалять небольшие загрязнения, хорошо держится на поверхности свариваемых металлов;
- активный со сложным химическим составом — эффективно удаляет окислы, следы коррозии, повышает паяльные свойства.
В составе жира содержится хлорид цинка и аммония, парафин, вспомогательные вещества.
Паяльный жир имеет следующие преимущества:
- лёгкое лужение за счёт растекания тонким слоем;
- доступность;
- точность дозировки;
- отсутствие следов после его использования.
Рекомендуется использовать флюсы следующих марок: Ф-64, Ф-61А, Ф-59А, 34А, Ф-5, Ф-124.
Пайка алюминия с припоем
Методы
В процессе расплавления алюминия оловом возникает оксидная пленка, которую можно убрать лишь с помощью растворителей или металлических щеток. Чтобы правильно расплавить основной металл, нужно правильно выбрать температурный режим. При высоких показателях будет разрушаться алюминий, при низких – не получится качественно спаять материалы.
Чтобы правильно расплавить основной металл, нужно правильно выбрать температурный режим. При высоких показателях будет разрушаться алюминий, при низких – не получится качественно спаять материалы.
Существует несколько методов пайки оловом.
- С использованием газовой горелки, которая крепится шлангом к баллону, что дает возможность регулировки мощности поступающего газа. Температуру огня можно отрегулировать изменением давления внутри баллона.
- С использованием бензиновых горелок. Применяется для соединения тонких слоев металла ввиду невозможности менять и повышать температуру пламени.
- С использованием паяльника. Для работы необходимы дополнительные материалы, такие как канифоль. Паяльник нужно разогреть до той температуры, которая расплавит и канифоль, и олово.
Для подобной работы необходимо использовать флюс для алюминия Ф-59А, Ф-61А и активный флюс для пайки алюминия. При расплавлении металла нужно иметь при себе такие инструменты:
- растворитель;
- щетка из металла;
- паяльник или горелка;
- инструмент для резки;
- флюс.

При наличии всего необходимого можно приступать к работе.
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Порошковая проволока
Проволока с флюсом используется при сварке алюминиевых деталей, для пайки она не годится. Сварка алюминия газовой горелкой с порошковой проволокой не осуществляется. Сваривать детали лучше электрическим аппаратом.
Полезные советы
Чтобы паять алюминий оловом в домашних условиях, рекомендуется придерживаться определенной последовательности действий:
- прогреть алюминиевую деталь, что разрушит слой оксида;
- сместить акцент на место соединения деталей и греть его несколько секунд;
- поднести припой к центру пламени, держать его около алюминиевой детали;
- как только припой начнет плавиться, поднести его к металлу, чтобы он заполнил все швы и пустоты.

Таким способом можно паять как плоские, так и округлые детали. Для работы с алюминиевыми трубочками, которые нужно спаять вместе, необходимо нагреть их края и разместить припой в месте стыка двух деталей, где концентрируется огонь. Благодаря флюсу припой будет распространяться по стыку, склеивая его, а не заливать трубочку изнутри. В том случае, если толщина металла большая, олово нужно наносить в несколько слоев.
Для качественной оловянной плавки алюминия крайне важно выдерживать нужную температуру при использовании газовой горелки.
Этого добиться очень сложно, особенно неопытному мастеру, потому следует быть максимально осторожным и аккуратным во время работы. Процесс пайки алюминия предполагает работу с включенными инструментами, поэтому очень важно не нарушать технику безопасности. У газовой горелки важно проверить шланг на наличие трещин и изгибов, а также целостность баллона.
Выбирая вариант с использованием пламени, нужно знать о том, что для плавки нужен огонь, который не коптит, ровно горит без перебоев. Должна быть возможность увеличить или уменьшить пламя для поддержания оптимальной температуры.
Должна быть возможность увеличить или уменьшить пламя для поддержания оптимальной температуры.
При использовании паяльника важно размещать его на безопасном месте и после использования выключать. В процессе работы с флюсами некоторые из них могут выделять вредные соединения после нагрева, потому стоит позаботиться о проветривании рабочего места.
Как запаять алюминий оловом, смотрите далее.
Какой паяльник подойдет
Чем паять, какой инструмент для этого нужен — все зависит от площади пайки. Алюминий с медью хорошо проводят тепло, поэтому паяльник нужен мощный. При площади детали в 1000 см² мощность паяльника нужна 50-60 Вт. Паяют часто две или больше частей, в таком случае мощность увеличивается до 100 Вт. При подогреве места соединения подойдет паяльник меньшей мощности. Жало выбирают широкое, на нем можно сделать зазубринки для снятия пленки оксида алюминия.
Требуется рассмотреть, как паять алюминий паяльником. Делается это хорошо разогретым инструментом после снятия оксидной пленки и лужения, к залуженному (залудить можно с применением специальных припоев) участку хорошо прилипает припой и годится любой паяльник
Основные ошибки
Если с учетом рекомендаций все равно не получилось сделать качественное соединение, значит, такая неудача может произойти из-за:
плохой зачистки металла и слабого обезжиривания;недостаточного прогрева нержавейки;неверно подобранного припоя или флюса;того, что спаянная деталь была подвергнута механическому воздействию слишком рано, поскольку изделие не успело застыть.
Оставайся Брайт 8
Диаметры/упаковка
| Диаметры | Коробка 4 фунта | Коробка 12 фунтов | Коробка 25 фунтов |
|---|---|---|---|
| 0,118 дюйма | SB861 | ||
| 1/16″ | SB831 | ||
| 1/32 дюйма | SB811 | ||
| 3/32 дюйма | SB851 | SB855 |
Бессвинцовый оловянно-серебряный припой с повышенным содержанием серебра обеспечивает диапазон плавления при одновременном получении прочных и пластичных соединений с медью, латунью, сталью и нержавеющей сталью. Серебряный цвет хорошо сочетается с нержавеющим.
Серебряный цвет хорошо сочетается с нержавеющим.
Диаметр
Выберите диаметр
- 0,118 дюйма
- 1/16″
- 1/32 дюйма
- 3/32 дюйма
Упаковка
Выберите пакет
- Коробка 4 фунта
- Коробка 12 фунтов
- Коробка 25 фунтов
Припой Stay Brite 8 сцепляется со всеми сплавами черных и цветных металлов. Соединения, припаянные припоем Stay Brite 8, демонстрируют удлинение, значительно превышающее необходимое для звука, соединений разнородных металлов и вибрации. Stay Brite производит общий компонент с большей прочностью, чем паяный компонент, основные металлы которого ослаблены отжигом при высокой температуре пайки.
Соединения, припаянные припоем Stay Brite 8, демонстрируют удлинение, значительно превышающее необходимое для звука, соединений разнородных металлов и вибрации. Stay Brite производит общий компонент с большей прочностью, чем паяный компонент, основные металлы которого ослаблены отжигом при высокой температуре пайки.
Характеристики
- Разработаны для обеспечения прочного и пластичного соединения меди, латуни, стали и нержавеющей стали Серебристый цвет
- хорошо сочетается с цветом нержавеющей стали .
- Более высокое содержание серебра обеспечивает диапазон плавления по сравнению с точкой плавления при одной температуре
- Диапазон плавления делает его пригодным для пайки соединений с большим зазором
- Его низкотемпературные характеристики способствуют капиллярному течению и меньшему искажению и окислению основного металла
- Часто выбирается для трубных соединений бытовых систем отопления, вентиляции и кондиционирования воздуха в качестве альтернативы пайке
- Соответствует стандарту NSF 51 для оборудования общественного питания
- Соответствует директиве EU Reach & RoHS
Типичные области применения
- Отопление, вентиляция, кондиционирование воздуха (HVAC)
- Охлаждение
- Муфты со свободной посадкой
Предупреждение –
Рак и репродуктивный вред —
www. P65Warnings.ca.gov
P65Warnings.ca.gov
Освойте пайку, чтобы создавать более качественные хронические имплантаты
Методы
Избранные
Советы для неврологов, занимающихся электрофизиологией in vivo у грызунов. Уметь паять провода.
Ракель Адайя Сандовал Ортега
• 12 минут чтения
Представьте, что вы приехали в лабораторию, чтобы заняться очень интересным проектом in vivo электрофизиологией на свободно ведущих себя мышах. Для этого проекта вам нужно построить имплантаты. Однако вы ни разу в жизни не прикасались к паяльнику, не говоря уже о том, чтобы спаять два кабеля вместе. Что вы делаете? Как это работает? Откуда вы знаете, с чего начать? Откуда вы знаете, что правильно припаяли эти два кабеля?
Прочтите этот пост и узнайте все, что вам нужно знать о пайке для создания собственных имплантатов. От создания собственных ЭЭГ-винтов до поиска и устранения неисправностей в случае необходимости.
От создания собственных ЭЭГ-винтов до поиска и устранения неисправностей в случае необходимости.
Если вы не научитесь правильно паять, вы потеряете время, столкнетесь с проблемами, получите шум в сигнале и принесете много разочарований!
Вы попали в нужное место, чтобы начать изучать советы и приемы пайки . При правильном знакомстве с пайкой и небольшой практике вы освоите ее
Зачем нужно правильно паять?
Во-первых, не стоит недооценивать ценность хорошей пайки!
Пайка производится в in vivo epphys для соединения частей, которые будут «ловить» электрический сигнал мозга и передавать его в вашу записывающую систему.
Если вы какое-то время ориентируетесь в мире in vivo epphys, вы более чем знакомы с шумными сигналами. Шум может полностью скомпрометировать ваш анализ данных до такой степени, что вам, возможно, придется отказаться от этих данных, и ваш 6-часовой эксперимент придется выбросить в окно. А кто этого хочет?
А кто этого хочет?
Одним из источников шума является плохая пайка . А плохая пайка не только вызывает шум. Если ваш заземляющий винт плохо припаян и, следовательно, плохо подключен к вашей системе записи, вы увидите только шум 50 Гц. Отсюда и ваша мотивация стать мастером пайки.
Рисунок 1. Пример потерянного животного. Запись выполнена с помощью Intan Technologies RHD2000. Обратите внимание на шум 50 Гц во всех каналах, вызванный плохой пайкой винта заземления.Что нужно для пайки?
Материалы:
- Паяльник. Это горячий кусок железа, который вы будете использовать для расплавления припоя и соединения различных компонентов ( например, припаяйте винт ЭЭГ к медному проводу, а медный провод к золотому штырю ). Не забудьте подставку для его удержания и регулятор температуры.
- Припой. Этот материал обычно представляет собой металлический сплав, который плавится и соединяет ваши детали.
 В области in vivo ephys мы обычно используем олово.
В области in vivo ephys мы обычно используем олово. - Влажная губка. Это губка, которую нужно смочить водой, чтобы очистить жало паяльника. Его можно заменить латунной губкой, которая на самом деле рекомендуется вместо обычной губки, потому что она не вызывает расширения и сжатия жала паяльника, как холодная вода во влажной губке.
- Вытяжка дыма. Вытяжка похожа на пылесос воздуха. Он состоит из вентилятора, который всасывает воздух и пропускает его через угольный фильтр. Нам это нужно, потому что при плавлении металлов выделяются токсичные пары, которые вредят вашим легким и глазам. Не забудьте включить вытяжку!
- Гель для пайки. Этот гель используется в областях, где вы хотите нанести припой. Это помогает равномерно передать тепло паяльника материалу, поэтому вам не требуется длительное время контакта. Вы можете найти его в виде пасты или жидкости.
 Слева направо: Набор для пайки (паяльник и его подставка, регулятор температуры, влажная губка), вытяжка дыма, припой, латунная губка, паяльная жидкость (вверху) и паяльная паста (внизу).
Слева направо: Набор для пайки (паяльник и его подставка, регулятор температуры, влажная губка), вытяжка дыма, припой, латунная губка, паяльная жидкость (вверху) и паяльная паста (внизу).Основные этапы правильной пайки
Правильная пайка проста, если вы знаете, как это делать. Следуйте следующим шагам, и вы не ошибетесь!
- Используйте пинцет для удаления пластика, окружающего провод, или поцарапайте кончик провода скальпелем, если нет пластикового покрытия.
- Расплавьте немного припоя с помощью паяльника. Припой останется на жале паяльника.
Когда вы увидите, что на кончике паяльника осталась небольшая капля, остановитесь.
 Сколько хватит припоя для в естественных условиях ефиз. С таким дропом хватит.
Сколько хватит припоя для в естественных условиях ефиз. С таким дропом хватит.- Нанесите немного паяльной жидкости/пасты на провод.
- Если у вас есть провод: перетащите конец провода сверху вниз жала паяльника.
Если у вас есть винт или золотой штифт: приложите к нему паяльник (вам не нужно больше 1 секунды, чтобы оставить каплю на винте/штифте)
- Соедините детали, покрытые припоем.
- Используйте паяльник, чтобы соединить олово обоих компонентов.
- Убедитесь, что паяное соединение достаточно прочное, осторожно потянув оба компонента друг от друга.

Советы по правильной пайке
Как и многие другие техники, пайка имеет свои хитростей !
Это:
- Всегда используйте гель для пайки. Это облегчит прикрепление олова к винту/проволоке, поскольку тепло передается быстрее и однороднее.
 Посмотрите, как трудно припой проходит от паяльника к винту, когда нет припоя.
Посмотрите, как трудно припой проходит от паяльника к винту, когда нет припоя.- Используйте очень высокие температуры. Использование высоких температур сокращает время, необходимое для контакта паяльника с проводом/винтом. Кроме того, сильное повышение температуры винта/проволоки позволяет олову лучше течь и обеспечивает лучшее соединение с интересующим вас компонентом. Минимальная рекомендуемая температура = 400°C.
- Часто очищайте паяльник, чтобы избежать остатков. Окислы и расплавленный пластик иногда могут скапливаться на жалом паяльника и ухудшать качество соединений между компонентами.
- Не используйте большие капли припоя. Это только побеспокоит животное и увеличит вес имплантата. Кроме того, вы не увеличиваете проводимость и можете уловить шум.
- Добавьте припой во все точки или области, которые вы хотите соединить. Это поможет очень быстро соединить два компонента.

- При необходимости используйте третью и четвертую руку помощи. Со временем ты поймешь, что иногда двух рук недостаточно. Используйте руки помощи и клейкую ленту, чтобы починить провода, винты и любые другие детали, которые вы хотите припаять.
Я бы посоветовал вам попрактиковаться в пайке, прежде чем вы начнете работать с конечными компонентами ваших имплантатов.
Начните с больших проводов и посмотрите, как ведет себя припой, когда он плавится и течет по проводу.
Экспериментируйте с высокой и низкой температурой, а также с различным количеством паяльного геля.
Как только у вас появится первый опыт, постепенно переходите к проводам меньшего размера.
На этом видео вы можете найти хорошие изображения того, как ведет себя припой.
Наконечники на провода и винты
Проволоки
При работе с in vivo ephys вы столкнетесь с тремя основными типами проводов:
- Те, которые необходимы для подключения винтов к плате электронного интерфейса (EIB).

- Те, которые необходимы для измерения электромиограммы (ЭМГ)
- Те, которые вы поместите в мозг для измерения всплесков или потенциалов локального поля.
Тип 1 – Проволока для винтов. Обычно медный провод используется для подключения винтов ЭЭГ и заземления (GND) к EIB или разъему. Если вы используете EIB, эти медные провода фактически соединяют винты с золотыми штифтами, которые будут вставлены в EIB.
Широко используется медь, потому что у нее хорошая проводимость и она очень дешевая по сравнению с другими материалами с высокой проводимостью (например, серебром) .
Работать с медными проводами довольно просто. Поцарапайте оба конца провода, чтобы удалить слой, окружающий медь. Не царапайте слишком большую площадь, иначе вы будете способствовать загрязнению сигнала с другого провода, когда будете все собирать. Окуните оба конца провода в гель для пайки и покройте оба конца оловом. Для этого нанесите немного олова на кончик паяльника. Затем возьмите конец медной проволоки и протащите его сверху до конца жала паяльника, как вы видели в 9.0162 Видео 2 .
Для этого нанесите немного олова на кончик паяльника. Затем возьмите конец медной проволоки и протащите его сверху до конца жала паяльника, как вы видели в 9.0162 Видео 2 .
Тип 2 – провода ЭМГ. Для записи ЭМГ люди в полевых условиях используют провода из алюминия или нержавеющей стали самых разных диаметров. Независимо от материала и ширины, большинство этих проводов покрыты слоем прозрачного пластика. Вы можете легко разорвать пластик с помощью пинцета. Затем применяется та же процедура, что описана ранее: погрузите в гель для пайки и добавьте припой.
Вы увидите, что некоторые лаборатории используют провода ЭМГ, которые представляют собой один провод или несколько маленьких проводов вместе. В последнем случае сначала скрутите провода, когда они будут оголены, и выполните шаги, упомянутые ранее, с одной дополнительной деталью: Пропустить олово между проводами .
Тип 3 – Провода для записи активности мозга. Если вы не используете нейронные датчики, подобные тем, которые предлагает Cambridge NeuroTech, вы, скорее всего, будете использовать либо вольфрамовые провода, либо вольфрамовые нити. Вольфрамовые нити используются для изготовления тетродов, и они настолько тонкие, что их напрямую прикрепляют к EIB золотым штифтом. С другой стороны, вольфрамовые провода более толстые и не гибкие и, как правило, напрямую припаиваются к разъему. При работе с вольфрамовыми проводами их нужно сначала вживить в мозг, а потом припаять к разъему. Для пайки очень полезно добавить пару миллиметров припоя к разъему. Когда у паяльника будет нужная температура, поместите олово в контакт с вольфрамовой проволокой, на которую вы предварительно нанесли немного геля для пайки. При коротком контакте паяльника с вольфрамовой проволокой и припоем соединителя олово очень быстро расплавится, соединяя вольфрамовую проволоку с соединителем.
Вольфрамовые нити используются для изготовления тетродов, и они настолько тонкие, что их напрямую прикрепляют к EIB золотым штифтом. С другой стороны, вольфрамовые провода более толстые и не гибкие и, как правило, напрямую припаиваются к разъему. При работе с вольфрамовыми проводами их нужно сначала вживить в мозг, а потом припаять к разъему. Для пайки очень полезно добавить пару миллиметров припоя к разъему. Когда у паяльника будет нужная температура, поместите олово в контакт с вольфрамовой проволокой, на которую вы предварительно нанесли немного геля для пайки. При коротком контакте паяльника с вольфрамовой проволокой и припоем соединителя олово очень быстро расплавится, соединяя вольфрамовую проволоку с соединителем.
Винты
Винты, которые используются для измерения ЭЭГ и в качестве заземления, обычно изготавливаются из нержавеющей стали и имеют низкий импеданс .
Нержавеющая сталь является хорошим материалом, поскольку имеет низкое сопротивление току, что обеспечивает быстрое распространение электрических сигналов.
Импеданс является синонимом “запирание электронов” и измеряется в Омах, как и сопротивление. Следовательно, когда материал имеет низкий импеданс, это означает, что этот материал позволяет электронам течь без серьезных препятствий. Это важно для ЭЭГ, потому что винт не проникает в мозг, а значит, электрическое поле, которое способно захватить, слабое. По этой причине мы не хотим создавать «препятствия» для электрического тока, который будет проходить от мозга к вашей записывающей системе.
Если вы хотите узнать больше об импедансе, посмотрите видеоролик «Сопротивление, реактивность и импеданс» и следите за моим следующим постом «Что такое импеданс при работе с in vivo Электрофизиология?» .
Рис. 6. Типы винтов ЭЭГ и GND. Все допустимые варианты для винтов EEG/GND. Источник: Opensource Instruments Большинство винтов, которые вы можете купить для измерения ЭЭГ или в качестве заземления, готовы к пайке.
Тем не менее, некоторые люди утверждают, что эти винты необходимо предварительно обрабатывать перед пайкой. Этот процесс подготовит поверхность к лучшему сцеплению с оловом и увеличит импеданс. Иногда винты полируют дремелем или наждачной бумагой. Некоторые даже используют для этой цели агрессивные протоколы с сильными кислотами.
По своему опыту я никогда не сталкивался с проблемой не прилипания жести к винту. У меня также никогда не было плохого сигнала, когда пайка была правильной. По этой причине я бы не рекомендовал добавлять дополнительный шаг к процессу, который и без того длинный и сложный.
Другой вариант, который у вас есть, — это купить готовый к использованию ЭЭГ-винт, подобный тем, которые предлагает «НейроТек».
Рис. 7. Готовый к использованию ЭЭГ/GND-винт NeuroTech.Как устранить неполадки, если что-то пойдет не так во время операции
Все компоненты готовы к имплантации, животное в стереотаксической раме готово, и вы готовы приступить к имплантации винтов ЭЭГ и GND.
Проблема №1:
Вы заметили до имплантации , что один винт оторвался от провода , который будет соединять его с коннектором!
В этом случае действительно не стоит беспокоиться . Просто припаяйте провод обратно к винту. Как правило, нет необходимости добавлять больше припоя. Смажьте конец проволоки гелем для пайки, прогрейте паяльником и снова припаяйте к винту.
Вот когда надо не забыть еще раз почистить! Изопропанол очень хорошо удаляет остатки паяльного геля. Тогда я бы порекомендовал использовать спирт для стерилизации и закончить ванну с физиологическим раствором. Высушите его, и он готов к имплантации.
Проблема №2:
Вы вкрутили компоненты ЭЭГ и заземления в череп и о нет! От винта ЭЭГ оторвался один провод!
Не буду врать. Это сложный вопрос.
Если у вас еще достаточно места на черепе, вы можете выбрать следующие варианты:
- Вариант №1: Просверлите новые отверстия для обоих ЭЭГ-винтов на свободном полушарии и запишите с другого полушария.

- Вариант №2: Просверлите новое отверстие для ЭЭГ, разорвавшейся на свободном полушарии, и запишите каждый сигнал ЭЭГ от другого полушария.
В обоих случаях вы можете вынуть сломанный ЭЭГ-винт или оставить его в черепе. Если его вынуть, повреждение черепа будет более серьезным. Но если вы оставите его там, это добавит животному дополнительный вес на голове.
Рисунок 8. Исправление ошибок во время операции. Исправление не требуется (слева). Оба винта ЭЭГ были перемещены в другое полушарие (справа).Теперь, если у вас нет лишнего места на черепе, есть два пути.
- Вариант №3: Открутить сломанную ЭЭГ, отремонтировать и закрутить обратно. Здесь вы должны быть особенно осторожны, потому что отверстие стало больше, и винт не будет плотно сидеть на черепе, когда вы вставите его обратно. Прежде чем продолжить, убедитесь, что вы надежно прикрепили ЭЭГ к черепу с помощью клея или стоматологического цемента.
 Неспособность обеспечить правильную фиксацию винта ЭЭГ к черепу будет источником очень раздражающего шума.
Неспособность обеспечить правильную фиксацию винта ЭЭГ к черепу будет источником очень раздражающего шума. - Вариант №4: Возьмите провод, смажьте отсоединенный конец гелем для пайки и добавьте на этот конец припой. Теперь вам нужно быть точным, чтобы не поджарить мозг животного. Нагрейте конец провода, который соединяется с винтом, чтобы припой расплавился, и приложите его к припою, оставшемуся на винте. Если вы все сделаете правильно, припой на винте ЭЭГ должен расплавиться и соединиться с припоем, который вы поставили новым на кончике провода. Однако я бы не рекомендовал этот вариант, особенно если вы еще не освоили пайку.
В любом случае заранее убедитесь, что все ваши компоненты хорошо спаяны. Это так же просто, как слегка вытащить винт из провода и проверить, держится ли он еще (см. Видео 3) .
Общая рекомендация – избегать или сводить к минимуму пайку во время операций на животных. Помимо уменьшения стресса во время операции и обеспечения безопасности для животного, это также сократит время операции, что может оказать большое влияние на выздоровление животного.
Следуйте советам в этом посте, и вы сэкономите массу времени в следующий раз, когда будете строить имплант. Кроме того, вам не нужно устранять неполадки, и вы устраните один источник шума.
Подводя итог, основные сообщения, которые мы видели в этом посте, таковы:
- Использование флюса для пайки облегчит соединение припоя с интересующим вас материалом. (Видео 2 и Видео 4)
- Всегда наносите припой на поверхности двух объектов, которые вы хотите соединить. (Видео 2 и Видео 3)
- Использование высоких температур сократит время, необходимое для расплавления припоя и соединения двух объектов.
- Вы должны дать расплавиться припою на многожильном проводе, чтобы создать соединение между всеми проводами.
- Как паять разные типы кабелей. (Раздел: «Наконечники на провода и винты»)
- На случай, если вы не припаяли должным образом и EEG/GND сломается во время операции, есть решения! (Раздел: «Как устранить неполадки, если что-то пойдет не так во время операции)
Обратите внимание, что я показал вам примеры, которые использую в своих исследованиях. В вашей лаборатории могут использоваться другие типы проводов и материалов.
В вашей лаборатории могут использоваться другие типы проводов и материалов.
Удачной пайки!
Пайка Нержавеющая сталь | Homebrew Talk
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы Выгодная фурнитура
- Дата начала
Help Support Homebrew Talk — форум для обсуждения пивоварения, вина, медовухи и сидра:
Фитинги со скидкой
Продавец/Владелец
- #1
Первая попытка. Я не оставлял флюс слишком долго на фитингах, прежде чем припаять его пропановой горелкой.
Я использовал обычный бессвинцовый припой.
Я очень удивлен, насколько хорошо это сработало. Я думаю, что я перегрел арматуру. Очевидно, что там слишком много припоя. Вы можете видеть, где флюс не смочил сталь. Припой как бы сгустился вокруг него.
ПРИМЕЧАНИЕ: это поврежденный ниппель. Я не продаю такие уродливые вещи!
Юрий_Ярость
Песчаный.
- #2
Серебряный припой, вероятно, является лучшим подходом, но похоже, что он мог работать нормально.
Фитинги со скидкой
Продавец/Владелец
- #3
Я только что ударил по нему молотком. Я выбил смолу из этой шайбы, и она просто немного погнулась.
Паяное соединение не сдвинулось с места.
Я действительно впечатлен!
Нерегулярный импульс
Коллекционер хобби
- #4
Я согласен с предложением серебряного припоя, но эй, если оно подтвердится.
Фитинги со скидкой
Продавец/Владелец
- #5
Как насчет этого? Вторая попытка.
Гринмонти
Известный член
- #6
BargainFitings сказал:
Как насчет этого? Вторая попытка.
Нажмите, чтобы развернуть…
Очень красиво. Какие материалы вы используете? Припой, флюс марки
Фитинги со скидкой
Продавец/Владелец
- #7
Бессвинцовый припой для сантехники марки Oatey. Торговая марка Harris – оставайтесь чистым жидким флюсом. Подходит для меди, латуни, нержавеющей стали и т. д. Не подходит для алюминия.
д. Не подходит для алюминия.
Он очень едкий, его пары нельзя вдыхать. Мне нужна вставка для моего респиратора, рассчитанная на это.
Трудно затаить дыхание и паять
Гринмонти
Известный член
- #8
Торговая фурнитура сказал:
Бессвинцовый припой для сантехники марки Oatey. Торговая марка Harris – оставайтесь чистым потоком. Подходит для меди, латуни, нержавеющей стали и т. д. Не подходит для алюминия.
Он очень едкий, его пары нельзя вдыхать. Мне нужна вставка для моего респиратора, рассчитанная на это.
Трудно затаить дыхание и паять
Нажмите, чтобы развернуть…

Припой есть, флюса нет. Я собирался купить припой и флюс Harris для нержавеющей стали для своего диффузора. Я не хотел тратить еще 65 долларов на припой и никогда не спрашивал о флюсе. Поэтому вместо этого я сварил его.
Какой флюс вы использовали: белый или черный?
Свэгмен
Запрещено
- #9
Если вы не возражаете, вставлю свои два цента.
Я использовал серебряный припой в течение нескольких лет, некоторые для фитингов на бензобаках из нержавеющей стали, а также несколько нестандартных фитингов для пивоваров.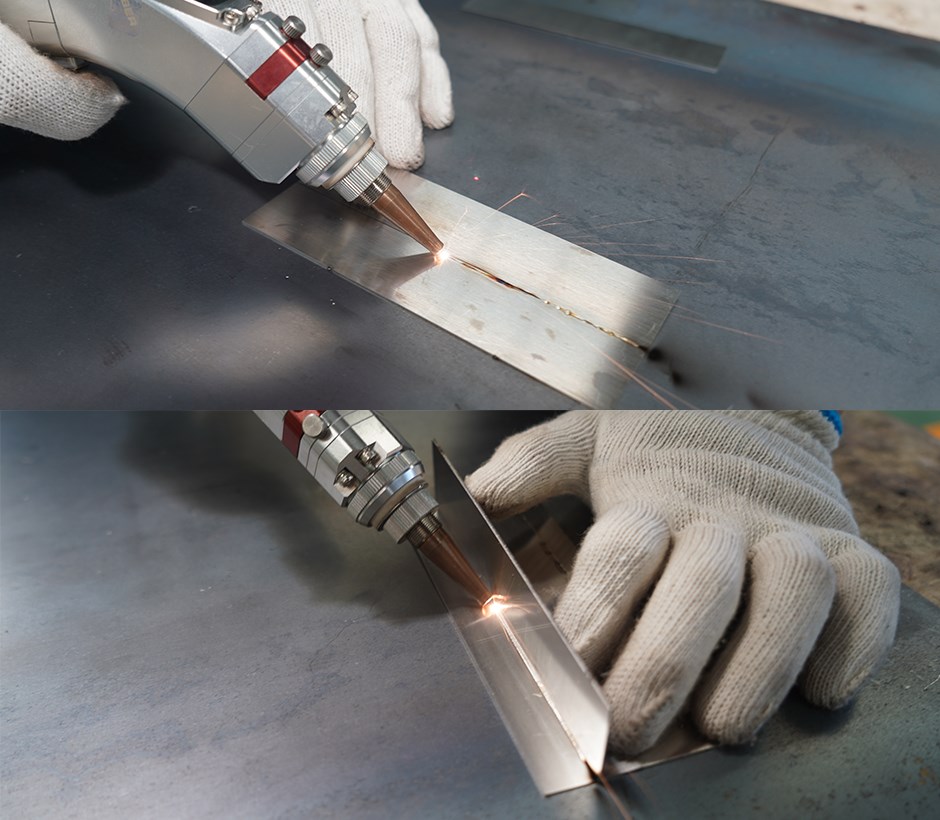 Есть несколько хороших марок, мне нравится припой sta-brite и кислота.
Есть несколько хороших марок, мне нравится припой sta-brite и кислота.
Для инструмента я обнаружил, что большой очень большой утюг, который у меня есть, составляет 150 Вт. Я обнаружил лучший контроль и меньшее изменение перегрева, как с горелкой.
Мои пять копеек
Swagman
Огайо-Эд
Член поддержки
- #10
Вау… выглядит очень красиво.
Swagman – значит, вы нагреваете нержавеющую сталь утюгом, чтобы расплавить припой?
Брюмур
Член поддержки
- #11
Я использовал это (безопасность Silv 45), чтобы припаять фитинги к бочонкам. Я использовал горелку Oxy-Mapp. Казалось, это удалось. Я попробовал один с ювелирной кислородно-ацетлиновой горелкой, но она, похоже, стала слишком горячей.
Я попробовал ваш подход с защитной гильзой, которую я пытался сделать, и это не удалось. Я не мог заставить припой прилипнуть. Должно быть, я использовал не тот флюс.
Арматура со скидкой
Продавец/Владелец
- #12
Секрет в потоке. Остаток чистоты фактически стравливает оксидный слой и позволяет припою смачивать сталь. Очень ловко.
Остаток чистоты фактически стравливает оксидный слой и позволяет припою смачивать сталь. Очень ловко.
Думаю завтра попробовать свои силы в пайке чайника.
Вот где я черпал вдохновение:
Парень немного похож на
Последнее редактирование модератором:
Брюмур
Член поддержки
- №13
Факел, который он использует, такой же, как и у меня. Скорее всего, он использует окси-ацетлин. Он нагревает эти части довольно быстро.
Скорее всего, он использует окси-ацетлин. Он нагревает эти части довольно быстро.
В следующий раз постараюсь остаться чистым. Посмотрим, повезет ли мне больше.
Это видео тоже меня вдохновило. Именно по этой причине я решил паять свои фитинги вместо того, чтобы платить сварщику. Вот еще один хороший.
Последний раз редактировалось модератором:
Вильзербрюер
BIAB Expert Tailor
- №14
+1, я видел несколько очень чистых работ с использованием серебряного припоя.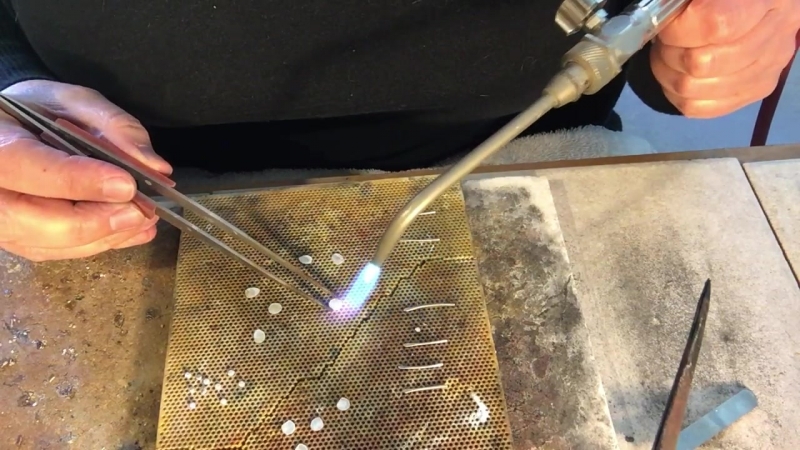 Так как припой не такой прочный, как сварной шов, то, конечно, лучше всего, если на штуцере будет больше буртик, а еще лучше штуцер должен быть вкручен в чайник, а затем пропаян для дополнительной прочности и водонепроницаемости. Скотрат делает это здесь.
Так как припой не такой прочный, как сварной шов, то, конечно, лучше всего, если на штуцере будет больше буртик, а еще лучше штуцер должен быть вкручен в чайник, а затем пропаян для дополнительной прочности и водонепроницаемости. Скотрат делает это здесь.
http://www.skotrat.com/go/default/brewing-info/keg-conversion-101/
Вильзербрюер
BIAB Expert Tailor
- №15
Свагмен сказал:
Что касается инструмента, я обнаружил, что большой очень большой утюг, который у меня есть, имеет мощность 150 Вт.

SwagmanНажмите, чтобы развернуть…
Рискуя задать вопрос местному гению / гуру …. при всем уважении к Swag, может ли это железо быть 1500 Вт? 150 Вт звучит ужасно мало?
Бобби_М
Торговец и пивовар
- №16
Приятно видеть, что кто-то действительно пытается сделать настоящие действующие переборки. Я уверен, что каждый может видеть, как эта конфигурация полностью убирает резьбу ниппеля с потенциального пути утечки. Вы ставите прокладку между этой шайбой и внутренней стенкой кулера, и вы золотой.
Я паял серебром с помощью старой простой пропановой горелки, а затем пробовал использовать только газ MAPP на той же горелке. Оба справились отлично. Хитрость с пламенем, я думаю, заключается в том, чтобы удержать его от потока. Если вы сожжете его, косяк будет отстой. Я научился нагревать детали и избегать флюса. Буквально, с правильным припоем и кислотным флюсом это так же просто, как потеть медные фитинги.
Оба справились отлично. Хитрость с пламенем, я думаю, заключается в том, чтобы удержать его от потока. Если вы сожжете его, косяк будет отстой. Я научился нагревать детали и избегать флюса. Буквально, с правильным припоем и кислотным флюсом это так же просто, как потеть медные фитинги.
Свэгмен
Запрещено
- # 17
Уилзербрюер сказал:
Рискуя задать вопрос местному гению/гуру… при всем уважении к Свэгу, может быть, это железо на 1500 Вт? 150 Вт звучит ужасно мало?
Нажмите, чтобы развернуть…
Я не знаю насчёт местного гения/гуру
Железо на 1500 Вт будет = железо на 13 А не думаю
Swagman
Фитинги со скидкой
Продавец/Владелец
- # 18
Бобби_М сказал:
Приятно видеть, что кто-то на самом деле пытается сделать настоящие функционирующие переборки. Я уверен, что каждый может видеть, как эта конфигурация полностью убирает резьбу ниппеля с потенциального пути утечки. Вы ставите прокладку между этой шайбой и внутренней стенкой кулера, и вы золотой.
Я паял серебром с помощью старой простой пропановой горелки, а затем пробовал использовать только газ MAPP на той же горелке. Оба справились отлично. Хитрость с пламенем, я думаю, заключается в том, чтобы удержать его от потока. Если вы сожжете его, косяк будет отстой. Я научился нагревать детали и избегать флюса. Буквально, с правильным припоем и кислотным флюсом это так же просто, как потеть медные фитинги.
Нажмите, чтобы развернуть…
Бобби, я принял твою точку зрения близко к сердцу и попытался найти разумное решение. Я не уверен, что пайка или пайка будут отвечать всем требованиям из-за трудозатрат. Определенно, в этом процессе также задействованы некоторые двигательные навыки.
Я не уверен, что пайка или пайка будут отвечать всем требованиям из-за трудозатрат. Определенно, в этом процессе также задействованы некоторые двигательные навыки.
Я знаю, что большинство людей считают фитинги, которые я продаю, разумным и экономичным решением для герметизации охладителей. У меня было меньше, чем горстка людей, которые спрашивали о решениях для утечки, и в большинстве случаев они возвращались либо к слишком большому отверстию, либо к ниппелю в наборе была неправильная длина.
Я собираюсь пожертвовать своей первой попыткой 5-фунтовой кувалде и посмотреть, что потребуется, чтобы сбить шайбу.
Пивовар
Известный член
- # 19
Бобби_М сказал:
Приятно видеть, что кто-то на самом деле пытается сделать настоящие функционирующие переборки.
Я уверен, что каждый может видеть, как эта конфигурация полностью убирает резьбу ниппеля с потенциального пути утечки. Вы ставите прокладку между этой шайбой и внутренней стенкой кулера, и вы золотой.
Я паял серебром с помощью старой простой пропановой горелки, а затем пробовал использовать только газ MAPP на той же горелке. Оба справились отлично. Хитрость с пламенем, я думаю, заключается в том, чтобы удержать его от потока. Если вы сожжете его, косяк будет отстой. Я научился нагревать детали и избегать флюса. Буквально, с правильным припоем и кислотным флюсом это так же просто, как потеть медные фитинги.
Нажмите, чтобы развернуть…
Как указано выше Bobby_M;
Очистите детали из нержавеющей стали до блеска перед пайкой, используйте разбавленную соляную кислоту в качестве флюса, и нержавеющая сталь будет паять так же хорошо, если не лучше, чем чистая медь. Я использовал старую горелку, работающую на природном газе и сжатом воздухе, плюс она достаточно горячая, чтобы паять серебром. Я припаял серебром пару треснувших 10-дюймовых старинных часовых колоколов, одел их так, чтобы они не видели ремонта, и они снова звонят. Перегрев с помощью O / A легко сделать, если вы не отводите тепло быстро или не выполняете полную повторную очистку перед повторной пайкой. вы должны быть в курсе того, что делаете, быть готовым и быстрым с О/А.
Я припаял серебром пару треснувших 10-дюймовых старинных часовых колоколов, одел их так, чтобы они не видели ремонта, и они снова звонят. Перегрев с помощью O / A легко сделать, если вы не отводите тепло быстро или не выполняете полную повторную очистку перед повторной пайкой. вы должны быть в курсе того, что делаете, быть готовым и быстрым с О/А.
Бобби_М
Торговец и пивовар
- #20
Торговая фурнитура сказал:
Бобби, я принял твою точку зрения близко к сердцу и попытался найти разумное решение.
Я не уверен, что пайка или пайка будут отвечать всем требованиям из-за трудозатрат. Определенно, в этом процессе также задействованы некоторые двигательные навыки.
Я знаю, что большинство людей находят фитинги, которые я продаю, разумным и экономичным решением для герметизации охладителей. У меня было меньше, чем горстка людей, которые спрашивали о решениях для утечки, и в большинстве случаев они возвращались либо к слишком большому отверстию, либо к ниппелю в наборе была неправильная длина.
Я собираюсь пожертвовать своей первой попыткой 5-фунтовой кувалде и посмотреть, что потребуется, чтобы сбить шайбу.
Нажмите, чтобы развернуть…
Без сомнений. Я знаю, что тысячи пивоваров довольны обычно продаваемыми бессварочными решениями, но я думаю, что идеалист во мне просто хочет, чтобы это было как-то лучше. Я буду продавать только комплекты смотровых стекол, в которых я могу поместить прокладку между компрессионным фитингом и стенкой котла без каких-либо других деталей. Тот факт, что я не пытаюсь сделать настоящий бизнес
Тот факт, что я не пытаюсь сделать настоящий бизнес
Фитинги со скидкой
Продавец/Владелец
- # 21
Хорошо, я довел дело до конца и припаял фитинг из нержавеющей стали и латуни (интересно, сработает ли это) к одному из моих чайников. Это самый тонкий чайник, который у меня есть. Оба отверстия были достаточно тугими, чтобы в них почти можно было вкрутить резьбу, поэтому я просто очень хорошо их очистил, промыл флюсом наизнанку и фитинг и припаял его, как будто это была медь!
Выглядит очень прочным даже без внутренней подкладки на резьбе. Единственное, что меня беспокоило бы, это если бы кто-то зажег чайник всухую. Пока в нем есть жидкость, припой должен оставаться на месте.
Пока в нем есть жидкость, припой должен оставаться на месте.
Бобби_М
Торговец и пивовар
- # 22
По-моему, хорошо.
Брюмур
Член поддержки
- # 23
Выглядит хорошо.
Тоже должен быть довольно сильным. Если вы не уроните чайник, на фитинги не должно оказываться сильное направленное усилие.
Если вы не уроните чайник, на фитинги не должно оказываться сильное направленное усилие.
CodeRage
Смерть от Магумбы!
- # 24
Думаю, скоро закажу себе флюс, брат!
Спасибо, что нашли время показать нам
пружина
Известный член
- # 25
Я иду в сварочный цех в субботу, у них должен быть “Оставайся чистым”
Вильзербрюер
BIAB Expert Tailor
- # 26
Торговая фурнитура сказал:
Я просто взял молоток. Я выбил смолу из этой шайбы, и она просто немного погнулась.
Паяное соединение не сдвинулось с места.
Я действительно впечатлен!
Нажмите, чтобы развернуть…
Да, согласен, я и, возможно, другие склонны думать о припое как о мягком металле малой прочности. Как быстро мы забываем, что это «металл», и если его хорошо склеить, может получиться чертовски туфовое соединение. Хорошая работа БФ.
Релале
Известный член
- # 27
Торговая фурнитура сказал:
Единственное, что меня беспокоило бы, это если бы кто-то зажег чайник всухую. Пока в нем есть жидкость, припой должен оставаться на месте.
Нажмите, чтобы развернуть…
Будет ли сухой обжиг снова разжижать припой? Я не знал, что можно паять нержавеющую сталь без серебряного припоя. Я должен буду помнить это. Но у меня не было никаких проблем с сварными фитингами, которые я купил у вас, так что я в порядке. Эти паяные соединения выглядят довольно хорошо для меня. Все, что я пытаюсь выпарить или спаять, всегда выглядит как кусок коралла.
Фитинги со скидкой
Продавец/Владелец
- # 28
Рилале сказал:
При сухом обжиге припой снова станет жидким? Я не знал, что можно паять нержавеющую сталь без серебряного припоя. Я должен буду помнить это. Но у меня не было никаких проблем с сварными фитингами, которые я купил у вас, так что я в порядке. Эти паяные соединения выглядят довольно хорошо для меня. Все, что я пытаюсь выпарить или спаять, всегда выглядит как кусок коралла.
Нажмите, чтобы развернуть…
Если довести до температуры плавления припоя, то так и будет. Я бы подумал, что пластиковая ручка на клапане сгорит до этого и насторожит вас
Skins_Brew
Известный член
- # 29
Выглядит неплохо! Я поэкспериментировал с кислородно-ацетиленовой горелкой, крышками для бочонков из нержавеющей стали, стандартным водопроводным содером и некоторыми медными фитингами. Из 10 попыток мне удалось сделать только один симпатичный косяк. Я тоже использовала жидкий флюс Harris Stay Clean. Я думаю, что кислородно-ацетиленовая горелка, возможно, была слишком горячей. Я не шлифовал область перед рукой, так что, возможно, это было проблемой. Но вы действительно вдохновили меня попробовать еще раз. Как долго вы оставляли флюс на пайке SS? Недавно я играл с флюсом harris stay clean, сантехническим припоем и пропановой горелкой, и я паял всевозможные вещи в подвале, так что мне нужно попробовать еще раз.
Фитинги со скидкой
Продавец/Владелец
- #30
Skins_Brew сказал:
Как долго вы оставляли флюс на припое SS?
Нажмите, чтобы развернуть…
Я на самом деле слегка отшлифовал вокруг отверстия чайника и хорошо смочил каждую точку контакта флюсом и подождал меньше минуты, прежде чем припаять его. Фитинги я просто погрузил в небольшой контейнер, в который залил флюс. Я просто покатал их, чтобы убедиться, что они полностью покрыты флюсом.
Другое дело, что я нагреваю каждую из муфт изнутри, как в той ссылке на видео, которую я разместил. Я нанес небольшую каплю припоя вокруг стыка… в общем, залудил его, нанес больше флюса, а затем обработал горелкой снаружи и снаружи, чтобы немного обработать припой. Нагрев под фитингом немного впитает припой.
За резьбовым фитингом нужно следить внимательно, иначе припой быстро заполнит резьбу!
Опилка
Известный член
- #31
Очень, очень красиво! Что побудило вас попробовать все это?
Фитинги со скидкой
Продавец/Владелец
- #32
Sawdustguy сказал:
Очень, очень красиво! Что побудило вас попробовать все это?
Нажмите, чтобы развернуть…
Мне скучно, и я люблю узнавать новое. Я думал, что другим будет полезно то, что я узнал.
Знаете, я всегда был сторонником открытого исходного кода? Учись и иди дальше. Поделитесь тем, что вы знаете.
Поделитесь тем, что вы знаете.
Фитинги со скидкой
Продавец/Владелец
- #33
Установлена полумуфта.
Немного почистил чайник и проткнул его по центру.
Рассверлено отверстие 1/8 дюйма
Рассверлено отверстие 7/8 дюйма
Рассверлено отверстие до диаметра полумуфты. Не мерил.
Фитинги со скидкой
Продавец/Владелец
- #34
Как видите, фитинг ОЧЕНЬ плотно прилегает к фитингу.
Внутренний вид фитинга
Припой едва просачивается на другую сторону.
Снаружи перед полной уборкой
Будзу
Известный член
- #35
Я попытаюсь сделать это с помощью припоя и закрытых ниппелей из нержавеющей стали для всех отверстий для кегглей. У меня есть 10-летний опыт работы с бессвинцовым и высокотемпературным серебряным припоем, где он должен безупречно выглядеть на латуни.
У меня есть пара вопросов:
Чтобы вкрутить ниппель 1/2″ из нержавеющей стали, с какого размера отверстия я должен начать перед метчиком?
Какой размер метчика для этого требуется? 1/2″ – внутренний размер , не правильный размер резьбы?
Поскольку мой обогрев будет электрическим, я предполагаю, что даже мягкого припоя будет достаточно с ввинченными ниппелями. без сварки.
Фитинги со скидкой
Продавец/Владелец
- #36
Для создания нити вам понадобится достаточно толстостенный сосуд. Я просверливаю отверстия одного размера под окончательную посадку и просто продолжаю корректировать отверстие с помощью ступенчатого сверла, пока оно почти не совпадет. Я использую точильный камень на своей дрели, чтобы очистить края и медленно расширяю отверстие, пока ниппель не ввинчивается.
Я использую точильный камень на своей дрели, чтобы очистить края и медленно расширяю отверстие, пока ниппель не ввинчивается.
Я слегка отшлифую вокруг отверстия. Оплавьте фитинг на 1,5 дюйма вокруг отверстия и припаяйте фитинг. Если вы навинчиваете отверстие, вам понадобится метчик 1/2 дюйма NPT.
ммюррей
Известный член
- #37
Что вы думаете об использовании стержня для припоя с содержанием серебра 45% или 56% с флюсом на стержне?
Я знаю, что это дороже, чем бессвинцовые сантехники, но, по вашему мнению, вы бы получили более чистое соединение с меньшим количеством припоя? Не говоря уже о том, что припой с высоким содержанием серебра намного лучше работает с разнородными металлами. Также с сердечником из флюса соединение нужно будет только очистить, а затем нагреть для подготовки к пайке.
Также с сердечником из флюса соединение нужно будет только очистить, а затем нагреть для подготовки к пайке.
Идеи, мнения, исправления?
Брюмур
Член поддержки
- #38
ммюррей сказал:
Что вы думаете об использовании стержня для припоя с содержанием серебра 45% или 56% с флюсом на стержне?
Я знаю, что это дороже, чем бессвинцовые сантехники, но, по вашему мнению, вы бы получили более чистое соединение с меньшим количеством припоя? Не говоря уже о том, что припой с высоким содержанием серебра намного лучше работает с разнородными металлами.
Также с сердечником из флюса соединение нужно будет только очистить, а затем нагреть для подготовки к пайке.
Идеи, мнения, исправления?
Нажмите, чтобы развернуть…
Я использовал стержень silv 56 на своих чайниках. Я думаю, что технически я паял. Вам нужно немного более горячее пламя и больше времени на контакт с материалом. Мне понравилось его использовать. Примерно так же просто, как использовать пайку и потение соединений.
Используйте 56. Я не думаю, что 45 соответствует нашим требованиям для жидкостей с более высокой плотностью. Я не могу вспомнить. Когда я осмотрелся, я нашел причину, по которой я выбрал 56. Более высокий процент серебра, но была и другая причина.
Вот что я использовал:
http://www.airgas.com/browse/product.aspx?Msg=RecID&recIds=69750&WT.svl=69750
С этим флюсом:
http://www. airgas.com/browse/product.aspx?Msg=RecID&recIds=246456&WT.svl=246456
Все одобрены FDA.
инспектор13
Известный член
- #39
Насколько хорошо газ Mapp будет работать с серебряным припоем?
Брюмур
Член поддержки
- #40
Должно работать отлично. Это то, что я использую для пайки меди. Я использовал MAPP/OXY для пайки с помощью Saftey-Silv 56. Я думаю, что вы предпочтете его пропану для любой работы.
Я думаю, что вы предпочтете его пропану для любой работы.
Переделка погружной трубки бочонка в защитную гильзу: поиск советов по пайке нержавеющей стали
- ЯнМС
- Проекты своими руками
- Ответы
- 6
- просмотров
- 1К
etk29321
Продажа Наконец распродажа – полная электрическая установка и кеги
- trent_77590
- Объявления о домашнем пивоварении – Продажа и поиск
- Ответов
- 3
- просмотров
- 754
trent_77590
Издает ли мой кипящий котел из нержавеющей стали металлический запах/привкус?
- Дбрюн
- Оборудование/Сантехника
- Ответы
- 0
- просмотров
- 609
Дбрюн
Продажа Продам все свое оборудование – только в Чикаголенде.
- Кирби
- Объявления о домашнем пивоварении – Продажа и поиск
- Ответы
- 0
- просмотров
- 203
Кирби
Многоразовые компрессионные фитинги из нержавеющей стали
- duncan.brown
- Электрическая пивоварня
- Ответы
- 11
- просмотров
- 977
duncan.brown
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл. адрес Делиться Ссылка на сайт
Недооцененные дрожжи
- Последние: Jaybird
Предложения по домашнему пивоварению
С
Привет! Новый член здесь
- Последний: chip.

- Последний: chip.