Как перевести ra в rz: Шероховатость поверхности ra и rz: параметры, таблица. Шероховатость поверхности
alexxlab | 05.04.2023 | 0 | Разное
Как правильно установить штоковое уплотнение?
- Гидравлика
- Пневматика
- Направляющие
- Статические
- Специальные
- Евро
- Рубли
Новые записи в блоге
- 26.09.2017 Ремкомплекты для гидроцилиндров Для заказа ремкомплекта для гидроцилиндра необходимо сообщить следующие данные:…
- 18.05.2017 Как правильно установить штоковое уплотнение? Для размеров монтажных пространств уплотнений существуют международные (ISO) и…
- 18.05.2017 Что такое уплотнение? Уплотнения — это очень важные компоненты, обеспечивающие надежное…
- 04.
 05.2017
Металлургия
Экстремальные условия и жёсткая конкуренция Немногие отрасли отличаются такими же…
05.2017
Металлургия
Экстремальные условия и жёсткая конкуренция Немногие отрасли отличаются такими же… - 04.05.2017 Отраслевые решения Прибыльность и обеспечение надёжности Для каждой отрасли промышленности свойственны…
 05.2017
Металлургия
Экстремальные условия и жёсткая конкуренция Немногие отрасли отличаются такими же…
05.2017
Металлургия
Экстремальные условия и жёсткая конкуренция Немногие отрасли отличаются такими же…18.05.2017
Для размеров монтажных пространств уплотнений существуют международные (ISO) и национальные (DIN) стандарты, которые должны учитываться при разработке новых конструкций. Для уплотнений, требующих специальной посадочной канавки, например специальных уплотнений, уплотнений клапанов, уплотнений роторов и т. д., размеры посадочной канавки указываются отдельно. В целом указанные здесь варианты обработки поверхности, фаски направляющих кромок и размеры уже проверены и в основном могут быть найдены в стандартах.
Мы рекомендуем заказчикам придерживаться допусков и вариантов обработки поверхности, указанных в данном каталоге. Это необходимое условие для того, чтобы просто и без повреждений установить уплотнение, и сохранить его свойства, указанные в данном каталоге.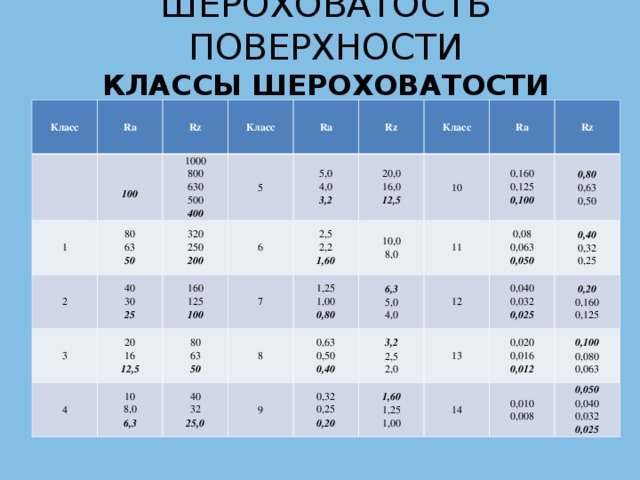
Поверхности: Шлифовки как окончательной машинной обработки для динамических уплотняемых поверхностей недостаточно. Такие поверхности должны быть отполированы после шлифовки. Радиусы: Что касается необходимых радиусов, пожалуйста, используйте соответствующие данные профиля или применяющиеся стандарты.
Поверхности
Поверхности динамического уплотнения Для изделий из резины и PTFE R1:
Rz 1,0 мкм/Ra 0,2 мкм 80 % ≤ *tp1 ≤ 95 %
Для продуктов из полиуретана R1 :
Rz 1,6 мкм/Ra 0,4 мкм 60 % ≤ *tp1 ≤ 80 %
Поверхности статического уплотнения R2 :
Rz 6,3 мкм/Ra 0,8 мкм *tp2 ≥ 60 %
Неуплотняющие поверхности посадочной канавки и заходные фаски R3 :
Rz 16 мкм/Ra 4 мкм R4 : Rz 10 мкм/Ra 1,6 мкм * Измеряются на глубине 25 % от Rt -величины, основан- ной на контрольном уровне (нулевой линии) установ- ленной на 5 % несущей поверхности.
Если у Вас остались вопросы, можете задать их нашим специалистам.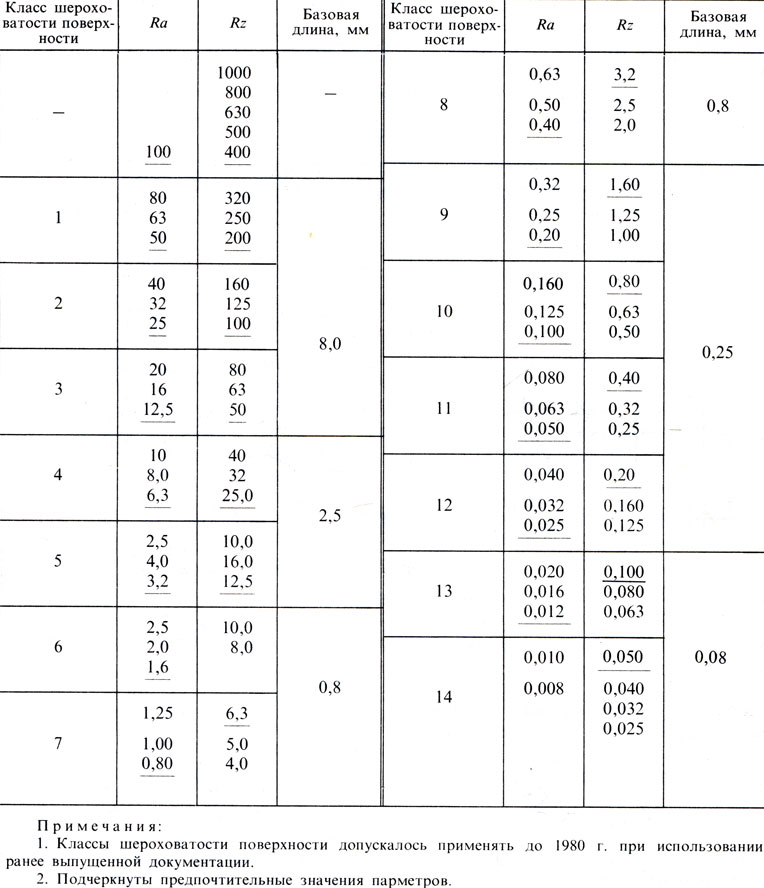
← Что такое уплотнение? Ремкомплекты для гидроцилиндров →
Вы будете первым!
Как вы рассчитываете RZ в RA? – Assemblymade.com
Как рассчитать RZ в RA?
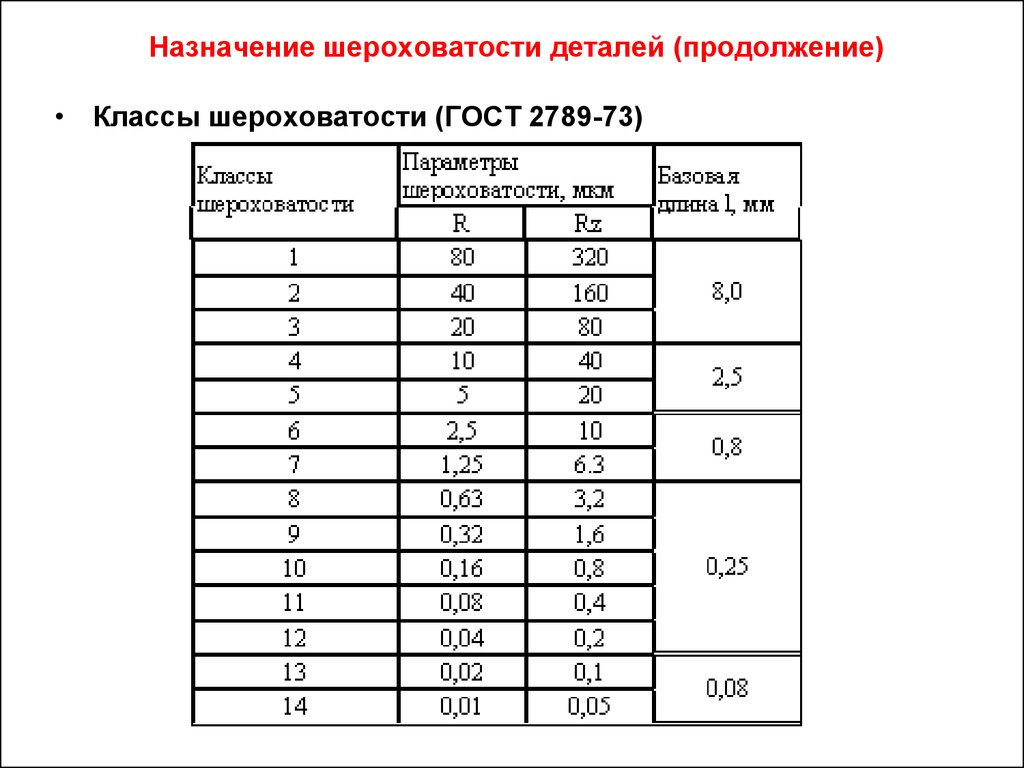
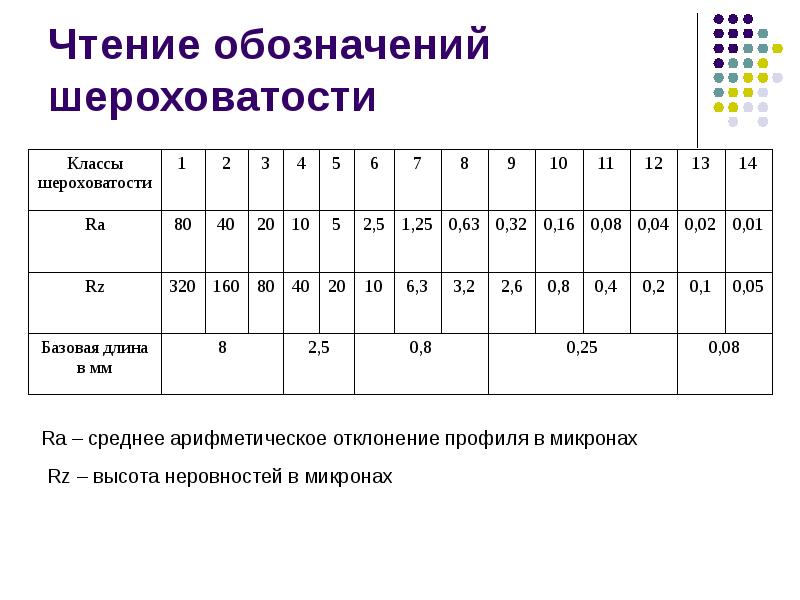
Хотя Ra сглаживает все измерения в одно среднее значение, а Rz усредняет только самые большие отклонения, не существует единственного простого способа получить Ra из Rz. Скорее применяются общие оценки, часто предполагая, что значение Ra будет составлять от 1/4 до 1/9 значения Rz.
Что такое обработка поверхности RA RZ?
Ra и Rz – разные параметры шероховатости. Ra – средняя шероховатость поверхности. Rz — это разница между самым высоким «пиком» и самой глубокой «впадиной» на поверхности.
Какое значение RA у Micron?
Эквивалентные значения Ra для номеров классов отделки поверхности
| Шероховатость N Номера классов качества по ISO | Значения шероховатости Ra мкм (мкм) | Rt Шероховатость, мкм |
|---|---|---|
| N10 | 12,5 | 50 |
| N9 | 6,3 | 25 |
| N8 | 3,2 | 13 |
| N7 | 1,6 | 8,0 |
Как рассчитать Ra?
Ra рассчитывается как среднее значение шероховатости поверхности, измеряемой микроскопическими пиками и впадинами… Это означает, что вы:
- Измеряете высоту по микроскопическим пикам и впадинам.
- Вычислите КВАДРАТ каждого значения измерения.
- Вычислите СРЕДНЕЕ (или среднее) этих чисел (в квадрате).
- Найдите КОРЕНЬ из этого числа.
Что такое отделка 30 Ra?
Одной из популярных отделок является обработка поверхности Ra 30 или отделка #4. Его также называют сатиновым покрытием. Это электронный метод полировки, обеспечивающий очень низкую шероховатость. Следовательно, это очень тонкая отделка, используемая в различных отраслях промышленности. Он имеет зернистость 180, что делает поверхность матовой.
Каково отношение Ra к RT?
Ra до Rt: 1,0 мкм Ra x 8,7 (коэффициент Rt) = 8,7 микрометра Rt 40 микродюймов Ra x 8,7 (коэффициент Rt) = 348 микродюймов Rt
Можно ли преобразовать Ra в RZ?
Преобразование Rz в Ra и обратно невозможно как 1:1. Однако можно указать интервал преобразования, содержащий все возможные значения. Эмпирическое правило, которое постоянно используется для преобразования Rz = Ra*7, недостаточно далеко и, исходя из значительного разброса значений, может привести к неприятным сюрпризам на практике.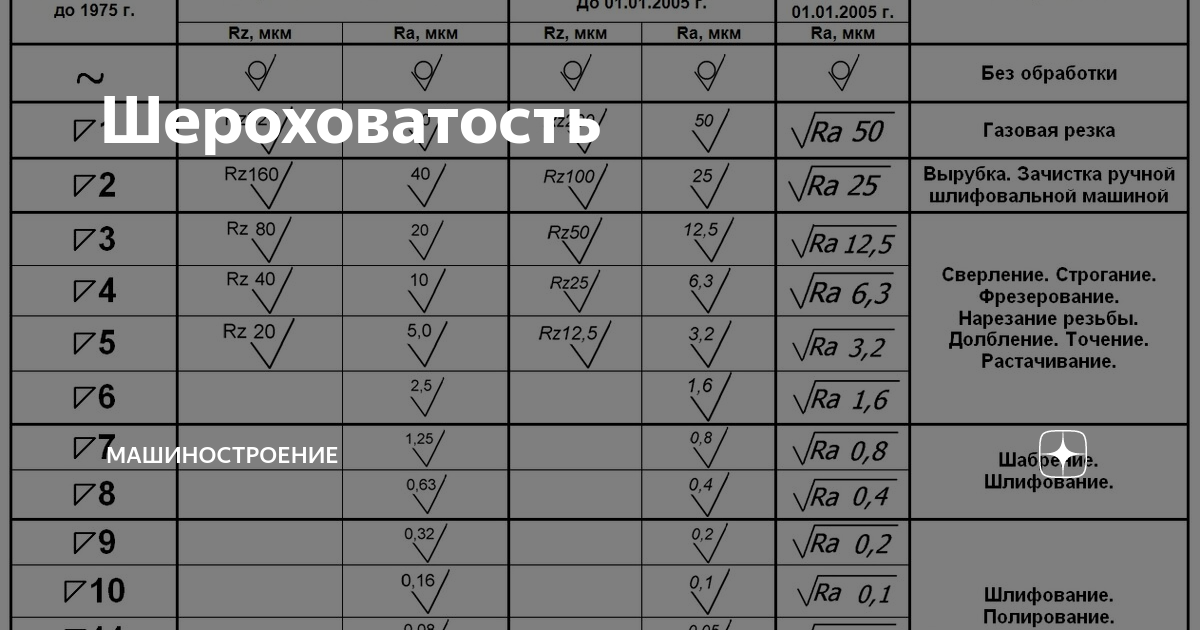
Как определяется N-класс РЗ-Ра?
В этом калькуляторе Rz-Ra входное значение Rz сначала преобразуется в среднее значение интервала Ra, и на основе этого значения определяется класс N.
Какое среднее арифметическое значение шероховатости Ra?
Диапазон двух крайних значений в профиле шероховатости для соответствующих отдельных участков последовательно делится на количество измеряемых участков. Среднее арифметическое значение шероховатости Ra описывает среднее арифметическое всех отклонений профиля шероховатости от срединной линии в пределах измеряемой длины.
Калькулятор шероховатости поверхности для токарной обработки
Несоответствие шероховатости поверхности Сокращенный срок службы режущих наконечников Добавление процесса шлифования с помощью другого станка
Superoll — это полная линейка инструментов для полировки роликами, которые обеспечивают более гладкую поверхность за счет сжатия поверхности без удаления материала.
Изучите примеры из практики
См. примеры из практики
Эти закаленные и тщательно отполированные инструменты интегрируются в обрабатывающие центры, чтобы исключить вторичные процессы, такие как шлифование и хонингование, без удаления материала.
Идеально подходит для обработки с более коротким временем цикла для повышения производительности и снижения затрат.
Шероховатость поверхности – это мелкие геометрические неровности на поверхности объекта. При токарной обработке это относится к высоте пиков и впадин, образованных за счет передачи формы вершины резания.
F: Подача за один оборот (мм/об)
R: Размер вершины R режущей кромки (мм)
Однако соответствует ли фактическая шероховатость поверхности теоретической шероховатости на вашем производственном участке?
Давайте рассмотрим причины, по которым они могут не совпадать
Почему фактическая шероховатость поверхности не соответствует теоретической шероховатости:
ПРИЧИНА 1: Нарост на кромке ухудшает шероховатость поверхности.
Обработка в неподходящих условиях приводит к образованию наростов на кончике режущего наконечника.
В результате обработанная поверхность не имеет правильной формы и отклоняется от теоретической формы.
Данные измерения свойств поверхности — обработано
режущий наконечник с наращенной кромкой.
«Нарост на кромке» — это явление, при котором крошечная часть заготовки прилипает к кромке режущей кромки во время резания и изменяет форму режущей кромки.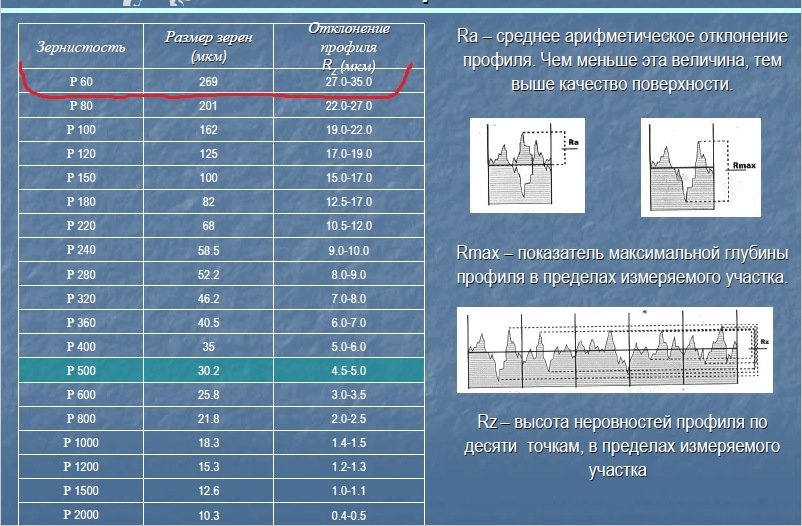 Чем медленнее скорость подачи, тем лучше шероховатость поверхности, но тем больше вероятность того, что произойдет прилипание. Таким образом, потребуется обработка с высокой скоростью вращения.
Чем медленнее скорость подачи, тем лучше шероховатость поверхности, но тем больше вероятность того, что произойдет прилипание. Таким образом, потребуется обработка с высокой скоростью вращения.
Почему фактическая шероховатость поверхности не соответствует теоретической шероховатости:
ПРИЧИНА 1: Нарост на кромке ухудшает шероховатость поверхности.
Условия обработки
Рабочее произведение: φ30 SCM440
Резкий наконечник: карбид/нос r 0,4
Охлаждающая жидкость: не используется
Периферийная скорость: 50 -250 м/мин
КОВ: 0,05 – 0,3 мм/Rev
. Величина резания: 0,4 мм *Фиксированная
Почему фактическая шероховатость поверхности не соответствует теоретической шероховатости:
ПРИЧИНА 2: Износ режущего наконечника.
Шероховатость поверхности постепенно ухудшается из-за износа режущего наконечника.
Таким образом, при стремлении к Rz 3.2 в массовом производстве — при условии, что он будет постепенно ухудшаться — подходящая скорость подачи будет 0,07 мм/об, а затем необходимая окружная скорость составит 450 мм/мин (4775 об/мин).
Однако, если скорость резания (окружная скорость) выше, срок службы инструмента значительно сократится из-за повышения температуры резания. Кроме того, замедление подачи увеличивает износ задней поверхности, что приводит к сокращению срока службы инструмента.
Калькулятор шероховатости поверхности →
Введите свои значения в калькулятор ниже, чтобы определить Rz и Ra. ПРИМЕЧАНИЕ. В качестве ориентира или простого преобразования, хотя и с меньшей точностью, мы конвертируем Rz в Ra путем деления на 4.
Проблемы и решения
Изучите реальные примеры того, как Superoll может упростить и улучшить ваш процесс.
Пример первого случая:
Автоматизация нестабильных работ
Проблема
Заготовка слишком длинная для высокоскоростной обработки. Вибрации на высокой скорости привели к неравномерной отделке и шероховатости поверхности.
Обычный способ
Точность размеров достигается только за счет обработки на низкой скорости.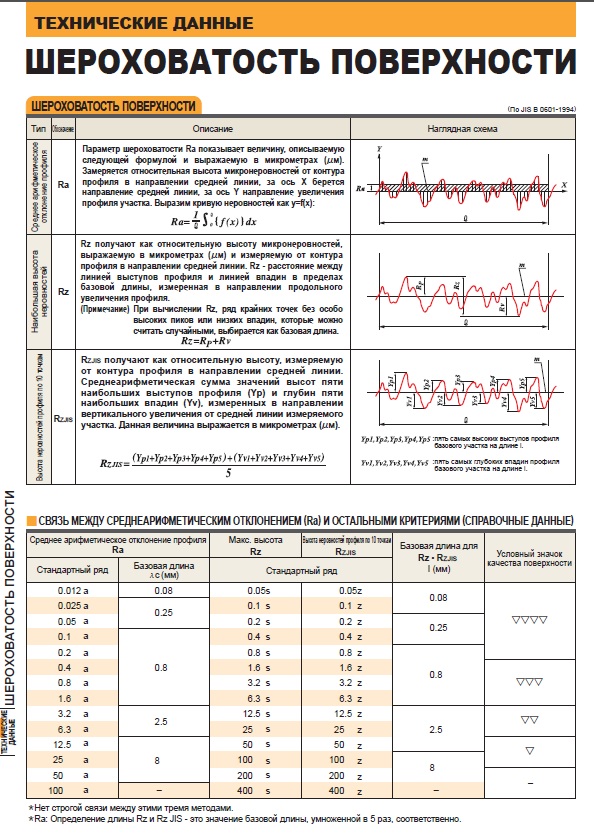
С Superoll
Без опасных отходов. Процесс полностью автоматизирован, что обеспечивает равномерную отделку каждый раз. Стабильная шероховатость поверхности. Сокращение времени цикла.
Второй пример:
Снижение частоты замены режущих наконечников
Проблема
Проблема: Срок службы режущего наконечника был значительно короче из-за шероховатости поверхности
Обычный способ
Режущий наконечник необходимо было часто заменять из-за шероховатой текстуры поверхности.
С Superoll
Поскольку Superoll использует сжатие вместо резки, срок службы инструмента увеличивается в четыре раза по сравнению с обычными режущими наконечниками. Это экономит время и деньги.
Пример третьего случая:
Оптимизация условий обработки коленчатых валов
Проблема
Низкая скорость вращения необходима для поддержания баланса в процессе обработки.
Обычный способ
Необходимая низкая скорость вращения потребовала отдельного этапа шлифования и покупки дорогостоящего вторичного станка.
С Superoll
Стабильность поверхности достигается без использования вспомогательной машины.
Пример четвертого случая:
Объединение процесса механической обработки и шлифования
Проблема
Низкоскоростная обработка приводит к наростам на кромках. Нарост на кромке приводит к царапинам.
Обычный способ
Необходим визуальный осмотр всех деталей.
С Superoll
Позволяет выполнять обработку на высокой окружной скорости с быстрой подачей. Это не создает образования краев. Нет наростов на кромках = нет царапин = нет необходимости в осмотре. Экономия времени и трудозатрат.
Сравнение традиционных методов с использованием Superoll на токарном станке
Черновая обработка + Обработка размеров + Обработка поверхности
Токарная обработка традиционным способом
Введите текст здесь! Текстовый элемент предназначен для длинной копии, которая потенциально может включать несколько абзацев.
Токарная обработка с помощью Superoll
Использование Superoll позволяет достичь прецизионной точности размеров и шероховатости поверхности ТОЛЬКО при подключении вашего токарного станка!
Поговорите с экспертом
Часто задаваемые вопросы
Вопросы
Однороликовый Superoll можно прикрепить к имеющейся револьверной головке токарного станка с ЧПУ или ЧПУ.
Superoll не является режущим инструментом, а служит для выглаживания заготовки сжатием (пластической деформацией). Полировка увеличивает твердость поверхности и создает более гладкую отражающую поверхность без удаления материала.
Хотя это зависит от модели Superoll, компрессия обычно составляет 0,04 мм. При полировке внутри детали каждая сторона сжимается примерно на 0,02 мм.
Хотя это зависит от материала и толщины заготовки, Superoll обычно меняет диаметр только на несколько микрометров/микронов. Superoll рекомендуется использовать в качестве чистовой обработки, чтобы не изменять общие размеры обрабатываемой детали.