Как подготовить к работе паяльник – ? .
alexxlab | 19.04.2020 | 0 | Разное
Как пользоваться паяльником: ликбез по правильной пайке
Чтобы начать, нужно определиться, какой паяльник у вас. Наиболее распространены стержневые и импульсные паяльники (пистолеты), поэтому в этой статье больше внимания будет уделено им.

Чем отличается стержневой паяльник от импульсного: принцип работы
Стержневой паяльник называется так потому, что он выглядит как стержень или ручка для письма. Держится он так же, как и ручка, но не у основания стержня, за рукоятку. Чаще всего рукоятка деревянная, пластиковая или резиновая. Реже встречаются паяльники с керамической рукояткой.
Ни в коем случае нельзя держаться за металлические части, потому что во время работы они нагреваются. Многие допускают ошибку, хватая паяльник возле жала (рабочая часть на конце стержня). Заканчивается это ожогами. Поэтому второй раз такую ошибку не совершают, хотя случаи были.
С паяльником-пистолетом проще разобраться. Его нужно держать за пистолетную рукоятку.
Отличаются два этих паяльника типом нагрева. Стержневой греется всё время после включения в розетку. А импульсный греется только тогда, когда зажат курок. У большинства моделей импульсных паяльников под жалом есть лампочка, которая подсвечивает детали схем.
Подготавливаем всё необходимое
Всё начинается с подготовки рабочего места и инструментов. Уберите со стола всё лишнее и включите свет. Понадобятся: паяльник, припой (олово или свинец), флюс (канифоль), пинцет или плоскогубцы и губка.
Олово и его сплавы считаются легкоплавким припоем, а свинец – тугоплавким. Хотя тут всё зависит от сплава. Если вы купили паяльник мощностью от 5 до 40 Вт, используйте легкоплавкий припой.
Припой нужен для того, чтобы соединять между собой элементы цепи. Но нужно не просто накапать его на место пайки, а убедиться, что припой попал в зазоры между контактами. Тогда получается более высокая проводимость и прочность.
Канифоль нужна для того, чтобы предотвратить окисление металлов, изолировав их от кислорода. Новички, кстати, могут использовать припой уже с добавлением канифоли.
Включите паяльник и подождите пару минут, пока жало не разогреется. Затем нанесите на него немного припоя и флюса. Губку смочите водой и протрите жало. Так паяльник очищается от старого, окислившегося припоя.
Во время пайки придётся периодически повторять эту процедуру. Только не держите мокрую губку на жале слишком долго – паяльник остынет, и придётся начинать сначала.
Как правильно паять

Теперь, когда всё готово, можно приступать. Будет лучше, если вы сначала потренируетесь на чём-нибудь, перед тем, как начать паять то, что вы хотите.
Новичкам советуют начать с такого упражнения:
Берём кусок провода и делим его на 12 одинаковых кусков. Затем спаиваем концы между собой, чтобы получился куб. Куски провода должны быть голыми (можете взять уже голый провод или просто снять изоляцию). Брать их можно исключительно плоскогубцами или пинцетом.
Это поможет вам привыкнуть никогда не брать детали голыми руками и сохранять их в неподвижном состоянии, пока контакт не остынет.
После того, как ваш куб будет готов, возьмите его в ладонь и сожмите. Ни один контакт не должен разойтись. Если он всё-таки разошёлся, повторите упражнение ещё раз.
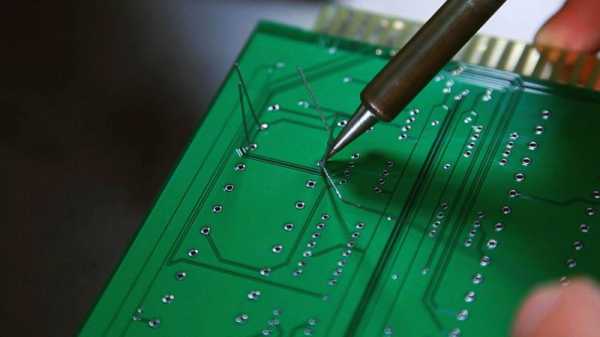
Когда вы наловчитесь соединять элементы, можете попробовать заняться лужением. Для этого возьмите кусок текстолита, и попробуйте провести на нём дорожки. Не обязательно перед этим как-то обрабатывать текстолит. Без обработки даже лучше – это научит вас контролировать процесс.
Современные платы очень маленькие, поэтому лужением нужно заниматься под микроскопом. Иначе вы просто выйдите за края дорожки. После пары попыток лужения обычная пайка покажется вам детским садом.
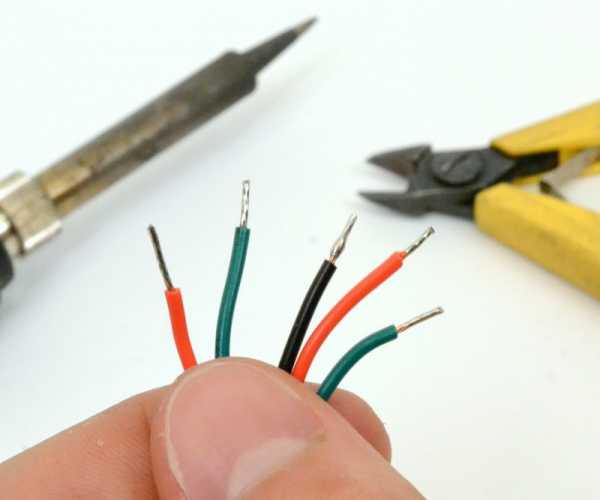
Также нужно немного потренироваться с изолированными проводами. Например, вы решили починить наушники. Там используются многожильные провода. Каждая жилка отдельно изолирована, не считая общей изоляции. И чтобы был хоть какой-то контакт, нужно снять изоляцию.
Делать это вручную долго и неудобно, но можно использовать паяльник. Возьмите немного припоя, а потом нанесите его на конец провода. Изоляция должна сгореть. Делайте это так, чтобы концы получились не слишком длинными. При этом припой должен полностью их обволакивать, чтобы контакт был везде.
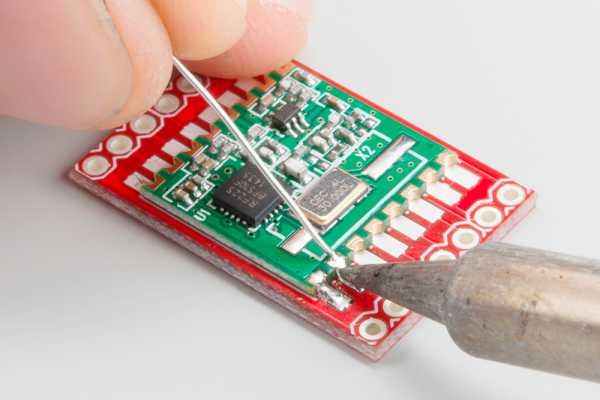
Старайтесь аккуратно наносить припой, чтобы не задеть другие элементы цепи. Особенно, если паяете что-нибудь на печатной плате. В идеале припоя и канифоли должно быть минимальное количество. Как говорил Антуан де Сент-Экзюпери: «совершенство достигается не тогда, когда уже нечего прибавить, но когда уже ничего нельзя отнять».
Меры предосторожности
Это самая важная часть, с которой следовало бы начать. Некоторые пункты действительно упоминались на протяжении статьи – здесь они будут расписаны более подробно. Плюс другие правила.
- Паяльник держать строго за рукоятку.
- Детали брать исключительно плоскогубцами либо пинцетом. Так вы спасёте не только себя, но и детали, потому что на ваших пальцах могут быть кожные выделения (жир или пот) или статическое электричество.
- Не смотрите на плату под прямым углом. Тут дело не только в зрении, но и в парах припоя и флюса. Пары поднимаются вверх, и если вы будете их вдыхать, можете заработать заболевание дыхательных путей. Можете купить или сделать самодельную вытяжку – достаточно взять кулер от компьютера на 12 вольт и источник питания.
- Проветривайте помещение, в котором паяете. Пары могут въедаться в мебель или одежду. Поэтому лучше не паять в спальне, детской или кухне. Если места в квартире нет, выделите себе уголок у окна.
Это были несколько элементарных правил, которые нужно соблюдать всегда.
Заключение
Знаний, которые вы получили в этой статье, хватит, чтобы научиться паять. Для мелкого бытового ремонта этого хватит. Дальше вы сможете самостоятельно самообучаться путём проб и ошибок.
instrumentiks.ru
Техника безопасности при работе с паяльником: как правильно паять
Принцип пайки основан на том, что жало паяльника нагревается до определенной температуры и плавит припой, используемый для соединения контактов, проводов, заделки трещин и прочих операций. Основная опасность при работе этим инструментом состоит в том, что высокая температура может травмировать человека, а также привести к возникновению пожара. Техника безопасности при работе с паяльником предполагает соблюдение правил электробезопасности, от которых напрямую зависят здоровье человека и процент вероятности возникновения возгорания. Сложности здесь могут возникнуть как при воспламенении различных предметов на рабочем месте, так и при контакте человека с горячим жалом. Не стоит исключать проблемы с проводкой и изоляцией инструмента, которые приводят к электрическому удару – это зависит от исправности инструмента и внимательности его владельца.

Конструкция паяльника
Прежде чем разбираться, как правильно паять паяльником с кислотой, изучите конструкцию инструмента. В зависимости от конкретного устройства, ее содержание варьируется, однако выделяют общие основы, на которых строятся практически все модели. К конструктивным частям относятся:
- жало;
- стержень;
- нагревательный элемент;
- держатель;
- электрический провод с вилкой для подключения к сети.
Стержень делается из меди. Нагревательный элемент – из нихромовой спирали, которая позволяет выдержать много циклов нагрева до высокой температуры, достаточной для плавления припоя. Это помогает эффективно передавать тепло к жалу, которое быстро нагревается.
Рабочей частью является жало, которое может иметь различную форму, в зависимости от специализации инструмента. Стержень закрепляется в металлической трубке. Ее следует заизолировать, что делается с помощью слюды или стеклоткани. Материал ручки и длина провода являются второстепенными факторам, которые больше влияют на удобство работы, чем на безопасность.
Подготовка инструмента и рабочего пространства
Подготовительный процесс важен как для работы, так и для безопасности при работе с паяльником. Чтобы не возникло пожара, нужно убрать все легковоспламеняющиеся предметы и жидкости с рабочего места. Для самого инструмента следует предусмотреть подставку, которая не будет загораться при контакте с горячим жалом.

Далее нужно провести дополнительную очистку жала паяльника, которую желательно осуществлять перед каждой новой пайкой, особенно если инструмент долго лежал на открытом воздухе. Дело в том, что на поверхности начинает появляться слой оксидов, затрудняющий контакт с припоем и прочими деталями, с которыми ведется работа. Это можно сделать механическим путем, используя наждачную бумагу или мелкозернистый напильник, или же химическим с помощью специальных растворителей.
После очистки паяльник нужно включить в сеть и подождать, пока он начнет прогреваться. Когда температура жала достигнет 70 градусов Цельсия, его требуется залудить. Для этого рабочую часть нужно погрузить во флюс. Чаще всего берется канифоль, но могут быть и другие варианты. Флюс должен растечься по жалу паяльника, полностью охватывая его рабочую поверхность. Благодаря этому создается защитный слой, который не позволяет образовываться оксидам и прочим пленкам.
Важно! Не следует перегревать паяльник, чтобы он достигал максимальной температуры, так как канифоль при контакте с раскаленным жалом сильно дымится
Лужение может оказаться неудачным, если на поверхности жала образовался синий налет. Его нужно убрать и повторить всю процедуру заново. Причиной плохого лужения является перегретое жало.
Техника безопасности
Правила техники безопасности при работе с паяльником заключаются в следующем:
- Нужно следить, чтобы разогретое жало не соприкасалось с электрическими проводами как самого паяльника, так и других приборов, которые могут быть рядом. Это может привести к разрушению изоляции и переплавке провода. Можно испортить устройство и вызвать короткое замыкание.
- Перед самой работой стоит проверить, в каком состоянии находится провод инструмента, нет ли повреждений на корпусе, а также оценить состояние вилки. Это элементарный набор правил, который поможет сохранить жизнь человека, избежав удара током.
- Паяльник всегда требуется класть на подставку. Горячий инструмент может случайно покатиться, что позволяют особенности его формы, устройство можно случайно зацепить и так далее. Все это приводит к массе негативных последствий. Пригодятся как самодельные, так и специальные держатели, изготовленные из металла и дерева.
- Нужно проветривать помещение, чтобы не возникало скопления вредных веществ. Канифоль и припой создают много испарений, в которых содержатся всевозможные токсины. Можно работать в респираторе, поставить дополнительную вытяжку или просто обеспечить хорошее проветривание помещения.
- Паяльник нужно держать только за ручку. Желательно, чтобы она была удобной, не скользила и была хорошо изолирована. Это зависит от модели.

Как подобрать необходимый паяльник
Для правильного выбора инструмента нужно обратить внимание на его мощность, позволяющую легко расплавить припой. Также стоит грамотно подбирать тип и дополнительные функции, присутствующие в нем. Специалисты рассматривают несколько инструментов для работы с разными наборами параметров. Правильный выбор можно сделать только с опытом, так как особенности индивидуальны. Регулятор температуры, автоматическое отключение, подключение через USB – все это относится к дополнительным функциям.
Заключение
Техника безопасности при работе с паяльником для полипропиленовых труб и инструментом для обыкновенной пайки мало чем отличается. В любом случае, требуется соблюдать все правила, чтобы не возникало проблемных ситуаций. Это следует помнить во время каждой пайки и всегда внимательно следить за работой.
Видео: Как паять паяльником, обучение
svarkaipayka.ru
виды приспособлений, подготовка к работе, советы по пайке железа и стали
При монтаже электрических схем и соединении металлических частей между собой используется надёжный и проверенный метод — пайка. Для спаивания частей из металлов применяется паяльник. Неопытным и начинающим монтажникам необходимо знать, как паять паяльником и что нужно иметь для работы.
Конструкции и разновидности
Процесс спаивания заключается в заполнении пространства между проводниками расплавленным материалом, преимущественно оловянно-свинцовыми припоями. Температура плавления припоев должна быть ниже, чем нагреваемая площадь жала. Паяльник должен выбираться в зависимости от типа и рода работ, необходимых для выполнения. Паяльники бывают электрическими и нагреваемыми под воздействием открытого огня.
Конструкции и разновидности паяльников:
- С нихромовым нагревателем, изготовленным из проволки, намотанной на поверхность изолятора, внутрь которого вставляется жало. Такие инструменты медленно нагреваются и имеют сокращённое время службы.
- С керамическим нагревателем, к выводам которого подводится электрический ток. Подобные паяльники характеризуются ускоренным нагревом и увеличенным сроком использования.
- Импульсные инструменты обладают мгновенным нагревом. Они включаются при помощи нажатия и удерживания кнопки. Всего через 2−3 секунды наконечник разогревается до необходимой температуры для работы с припоем. Паяльник выполнен в форме пистолета с наконечником.
- Газовые паяльники можно использовать автономно, это и является их основным достоинством. Рабочая часть жала направляется непосредственно на пламя горелки, посредством чего и происходит нагрев.
Для выполнения определённых видов паяльных работ электрические паяльники выбираются по мощности. Чтобы произвести пайку полупроводниковых элементов в схеме, достаточно мощности от 15 Вт до 25−40 Вт, в зависимости от размера нагреваемой поверхности радиоэлектронного компонента. Определённые виды паяльников имеют специальное назначение. Для лужения проводов хорошо подходят паяльники мощностью от 40 Вт и выше. Для соединения больших металлических площадей используют инструменты с мощностью 65 Вт, 80 Вт, 100 Вт, 150 Вт, 200 Вт, 300 Вт и 500 Вт. Электропаяльники выпускаются с разными питающими напряжениями:
- промышленные — 380 В;
- бытовые — 220 В, 36 В, 24 В, 12 В, 6 В;
- специальные — 42 В и 110 В, применяются на железнодорожном транспорте.
Подготовка инструмента к работе
Чтобы знать, как правильно пользоваться паяльником, нужно овладеть навыками подготовки инструмента к пайке. Первое, что необходимо выполнить после включения электропаяльника, — это залудить рабочий участок жала, который представляет собой цилиндрический стержень, изготовленный из медного сплава. Как правило, жало находится внутри нагревателя и фиксируется с помощью специального винта или других способов крепления, в зависимости от конструктивных особенностей паяльника.
Обработка жала
Первым делом необходимо обратить внимание на качество рабочей части жала. Тот конец жала, который обычно используется для паяния, необходимо подготовить к использованию. Форма может иметь вид лопатки или острозаточенной иглы, в зависимости от запланированного типа работы.
Чтобы подготовить рабочую поверхность жала, нужно выполнить следующие действия:
- При помощи молотка оббить жало и придать ему форму лопатки (отвёртки). Можно использовать угловую заточку, которую лучше применять для пайки более массивных элементов. За счёт увеличения рабочей поверхности лучше передаётся тепло.
- Для пайки мелких элементов (полупроводниковые радиокомпоненты, тонкие монтажные провода) край рекомендуется заточить в форме острого конуса. Так меньшим тепловым воздействиям подвергаются детали, которые боятся перегрева. Это обезопасит их от выхода из строя и позволит инструменту работать дольше.
- Заточку в форме конуса можно использовать на более мощных паяльниках для выполнения работ с крупными проводниками.
Для подготовки рабочей части жала применяют молоток, напильник или надфиль, наждачную бумагу, припой и флюс. После обработки элемента молотком ему необходимо придать нужную форму при помощи напильника или надфиля, а затем зашлифовать наждачной бумагой.
Способы лужения
Следующим важным моментом является лужение конца жала, предотвращающее его от быстрого износа и коррозии. Для лужения можно использовать флюсы или сосновую канифоль. Необходимо не допускать перегрева паяльника, так как это затрудняет выполнение лужения. При первом включении паяльника может появиться дым, причиной которого обычно оказываются вещества, использованные при изготовлении инструмента.
Для дальнейшей эксплуатации приспособления важно знать, что нужно для пайки паяльником. Прежде всего необходимо произвести лужение. Оно осуществляется двумя способами.
Согласно первому способу, для лужения нужно:
- разогреть жало до оптимальной температуры;
- погрузить его конец в канифоль;
- растирать припой концом жала до появления блеска.
Второй способ предусматривает следующие этапы:
- Нужно смочить ветошь раствором хлористого цинка и протереть ею жало.
- После этого необходимо равномерно растереть расплавленный припой по поверхности жала с помощью куска поваренной соли.
Для лужения также можно применять различные флюсы и паяльные жиры (паяльное сало). Чтобы провести пайку проводов паяльником, необходимо подготовить сам инструмент, припой флюсы или канифоль, вспомогательные приспособления (подставку для паяльника, пассатижи, кусачки, пинцет, губку для чистки жала).
Технологические рекомендации
Необходимо соблюдать технику пайки паяльником. Перед спаиванием проводов их нужно предварительно зачистить от изоляции. После этого производится осмотр зачищенной поверхности. В зависимости от марки провода на ней также может присутствовать лак. Если изоляция снималась с проводов задолго до спаивания, может образоваться окисел. Существуют два способа снятия окисленных плёнок и лака:
- Механический, с использованием мелкозернистой наждачной бумаги. Такой способ применим для одножильных проводов большого диаметра. Многожильные, тонкие провода не рекомендуется зачищать таким образом, так как можно их оборвать.
- Химический способ используется для тонких многожильных проводов, но является более вредным для монтажника, так как токсичные растворители при вдыхании с воздухом попадают в легкие. Лаковое покрытие можно снять без предварительной зачистки с помощью ацетилсалициловой кислоты (аспирина). На таблетку укладывают провод и тщательно прогревают его паяльником. Температура и кислота снимают лак с поверхности провода.
При работе с эмалированными проводами можно применять специальный флюс, который разрушает покрытие и создаёт плёнку, защищающую от контакта с воздухом. Такой флюс называют активным. После окончания паяльных работ его необходимо удалить при помощи влажной ветоши или губки.
Если нужно припаять провод к металлической площадке (например, заземление), его необходимо предварительно залудить. Поверхность, к которой он будет припаян, нужно зачистить до появления блеска и обезжирить. Следом за этим наносится флюс, и укладываются кусочки припоя. Место тщательно прогревается, после чего к нему прикладывается провод.
Чтобы качественно припаять провод к нужному месту, необходимо соблюдать технологию пайки. Для этого используется припой ПОС-60 в комплексе с канифолью или специальными флюсами, так как они придают ему текучесть и пластичность при пайке, а также защищают поверхность от взаимодействия с кислородом.
Спаивать провода нужно хорошо прогретым паяльником, чтобы его температуры хватало для плавления припоя. Зачищенный провод опускается в расплавленную паяльником канифоль. Предварительно набрав припоя, необходимо несколько раз провести жалом по оголённому проводу, после чего уже залуженный проводник можно запаять в необходимом месте. Для удобства работы можно использовать приспособление «третья рука». С его помощью фиксируется проводник, к которому будет припаян провод.
Пайка оцинкованного железа
При производстве оцинкованных изделий из углеродистой стали их часто покрывают цинком с помощью метода горячего погружения. Чтобы получить блестящую поверхность стали, в ванну добавляются свинец, олово и алюминий в количестве 1%. Листы из стали также покрываются цинком при помощи гальванического способа.
Оцинкованное железо трудно поддаётся пайке, поэтому необходимо иметь специальные активные флюсы, состоящие из концентрированной соляной кислоты и раствора цинкоаммониевого хлорида, а также флюсы на основе хлористого цинка и аммония с добавкой хлористого олова. Оловянно-свинцовые припои в сочетании с флюсами имеют хорошую текучесть и обеспечивают высокопрочные соединения.
Предварительно на спаиваемую поверхность наносится флюс, после чего соблюдается выдержка. Это нужно для того, чтобы прошла реакция. Для пайки необходимо иметь большой паяльник с высокой рабочей температурой. Перед тем как спаять проводники, нужно предварительно растереть поверхность соединения, а после спаивания следует удалить остатки флюса.
Чем паять нержавейку
Спаивание нержавейки является трудоёмким процессом. Оно производится при температуре от 500 до 700 градусов Цельсия с помощью припоя (тиноля). Припой для нержавейки выбирается исходя из условий пайки и состава стали. Сплав содержит не более 25% хрома и 25% никеля, такие составы дают очень прочные соединения. В качестве флюса используется бура, которая наносится на поверхность в виде пасты или порошка. После расплавления буры металл нагревается и становится ярко-красного цвета, затем в эти соединения вводится припой.
После окончания пайки оставшийся флюс удаляется при помощи воды или песочного обдувания. Применение азотной и соляной кислоты крайне нежелательно, так как может произойти реакция припоя и металла с разрушением последнего.
Самодельный молотковый паяльник
В домашних условиях можно изготовить мощный паяльник для спаивания массивных металлических элементов. Такой паяльник имеет высокую теплоёмкость, которая обеспечивает достаточную температуру для выполнения необходимых работ.
Нужно расклепать массивный медный брусок или толстый прут, чтобы изготовить жало. Его необходимо будет выточить при помощи напильника, чтобы получить отчётливые рёбра и грани. Угол должен составлять от 30 до 45 градусов. В качестве держателя можно использовать стальной пруток либо пластину, которая будет присоединена к паяльному жалу. Можно также изготовить ручку и прикрепить её к паяльнику.
chebo.pro
85 фото особенностей лужения разных типов паяльников
У многих мастеров дома есть паяльник. Он приходит на помощь при ремонте различной аппаратуры, бытовой техники, да и в других случаях он может пригодиться. Работа будет выполнена качественно, если правильно подобрана температура пайки, припой, флюс. Также немаловажную роль играет и само жало паяльника.

На сегодняшний день существует много видов паяльников. Их выбор зависит от наличия источника электропитания, требуемой мощности, вида нагревателя, материала, из которого изготовлено жало паяльника (медь или керамика).

Самыми распространенными являются медные наконечники. Им можно придать любую форму, они имеют хорошую теплопроводность и отличную адгезию, но есть и недостатки.

При разогреве медь быстро окисляется и в результате ухудшается теплопередача и адгезия. Чтобы решить эту проблему рекомендуется залудить кончик жала.

Краткое содержимое статьи:
Лужение
Разберемся как залудить жало паяльника. В первую очередь нужно очистить рабочий конец от нагара, окалины и других ненужных нам веществ. Для этого вытаскивают жало из корпуса (если это предусмотрено конструкцией инструмента) и удаляют весь мусор. Это делают с помощью любого абразивного инструмента, например, напильника или наждачной бумаги.

Заточку проводят под углом 30-40 градусов. Форму жала мастер выбирает сам. Именно во время этой процедуры можно придать наконечнику клинообразный или конусообразный вид, смотря для каких целей используется паяльник.
Заточку завершают, когда добиваются идеально блестящей, гладкой поверхности с ровным срезом.

Также можно отковать жало молотком. Это продлевает срок его службы за счет укрепления поверхности и снижения уровня окисления меди.

Как же залудить паяльник
Сразу после того как закончили заточку жала, паяльник включают в розетку и разогревают до его максимально возможной температуры. Хорошо нагретый инструмент становиться оранжево-красноватым. Долго греть тоже не надо, иначе наконечник начнет обгорать.

Затем жало опускают в канифоль или специальную смолу, а далее в припой из олова. Эту процедуру выполняют несколько раз, пока припой не покроет весь кончик. Далее натирают горячий паяльник толстым натуральным сукном, втирая припой.

Недостаток данного способа – много дыма и неприятный запах, в комнате такое лучше не делать, лучше на открытом воздухе. Подходит для очень запущенного инструмента.

Разогретый паяльник опускаем в канифоль и натираем поверхность жала припоем из олова. Делаем так несколько раз. Затем натираем рабочий конец сукном с каплей расплавленного флюса. Таким образом слой закрепляется и создается необходимое покрытие.
Классический способ – самый долгий, но результат отличный! С помощью напильника очищается одна грань жала, погружается в канифоль и натирается о доску с кусочком тугоплавкого припоя. Повторяют не один раз. Также поступают со второй гранью и круглыми боками.

На фото нашей галерее можно увидеть как залудить паяльник.
Лужение во время работы
Существует несколько способов как быстро залудить медный паяльник в горячем виде.

Если появилась окалина нужно натереть жало о кусок дерева, лучше хвойной породы. Предварительно на древесину капают флюс с припоем. Так происходит очистка одновременно с лужением.

В емкость помещают металлическую губку (можно обычную хозяйственную), на нижней части которой намазан густой флюс. Во время паяльных работ просто опускают жало в губку и очищают его, а если опустить до дна еще и получиться залудить.

Старые паяльники
Прежние версии паяльников изготовлены из очень мягкого материала. После очистки медь очень быстро окисляется, поэтому ее нужно производить сразу в канифоли. Для этого напильник кладут на кусок канифоли и начинают очищение жала. Обязателен небольшой кусочек припоя для лужения.

Новые паяльники
А если у нас в руках новый инструмент? Сразу им работать не получиться, нужна предварительная подготовка. Как залудить новый паяльник рассмотрим далее.

Момент заточки можно пропустить, так как конец уже имеет правильную форму. Но он покрыт патиной. Этот зеленый слой из меди и кислорода нужно удалить с помощью наждачной бумаги или напильника. А затем провести лужение обычным способом.

Современные паяльники
Сегодня жала изготавливают из керамики, есть никелированные наконечники. Считается, что лужение им не требуется. Они не обгорают, но все таки окисляются, просто этот процесс намного длительнее, чем у паяльников из меди.
Обычный способ лужения им не подходит. Сначала натирают жало о хлопчатобумажную тряпочку. Затем сразу же опускают в заранее подготовленную канифоль с оловом, утапливая кусочек припоя.

Хорошо подготовленный инструмент позволяет выполнить работу качественно, да и сам паяльник прослужит дольше, если своевременно проводить требуемый уход.
Фото советы как залудить паяльник


























Также рекомендуем посетить:
zdesinstrument.ru
Как работать паяльником: правила и техника безопасности
Есть мнение, что скоро весь мир перейдет исключительно на товары китайского производства: они не отличаются долговечностью, зато в случае поломки выбрасывать их не жалко, так как стоимость может быть на порядок ниже европейского аналога. Для настоящего мужчины даже такие доводы не могут быть аргументом: любую неисправность нужно попробовать устранить. О неисправностях в электрических схемах есть смысл поговорить отдельно.

Электрический паяльник поможет прочно соединить детали с учетом всех тонкостей технологии.
Дело в том, что в 60% случаев неисправности электроприборов виноваты контакты в схемах. Обычное умение читать электрические схемы и наличие навыков работы с паяльником позволят вернуть в рабочее состояние огромное количество электроприборов.
В настоящее время привычный ранее паяльник немного подзабыт и в быту используется все реже. Рассмотрим правила пользования паяльником и основные приемы работы с ним.
Из чего состоит конструкция
Устройство электрического паяльника.
Паяльник относится к категории нагревательных приборов. Он состоит из нагревательного элемента (нихромовая спираль), помещенного в металлический корпус, жала, ручки и электрического шнура со штепсельной вилкой.
Жало паяльника изготавливается из меди, так как этот металл обладает отличной теплопроводностью и очень высокой температурой плавления. Для разных видов пайки используются сменные жала различной формы и диаметра.
Вернуться к оглавлению
Как подготовить инструмент к работе и зачем нужен флюс
Подготовка паяльника к работе является едва ли не главной частью всего процесса. Дело в том, что на металле под воздействием воздуха и молекул воды, растворенных в воздухе, образуется слой оксидов, которые мешают успешной пайке. Перед началом работы жало паяльника тщательным образом зачищается с помощью напильника или наждачной бумаги.
Приспособление к паяльнику для пайки мелких деталей.
Паяльник включается в сеть и ему некоторое время дают прогреться. При достижении температуры около 70° (на наконечнике) жало необходимо залудить. Его просто погружают в любой имеющийся флюс. В качестве флюса (присадки для пайки) чаще всего используется канифоль. В настоящее время многие радиолюбители используют и иные флюсы, предназначенные для определенных типов припоя. Не секрет, что часто приходится паять не только медные детали.
Обычный припой и обычные флюсы здесь точно не подойдут. Поэтому используют иные расходные материалы. Особая роль здесь отводится именно флюсам с различными добавками. Но такие присадки для начинающего мастера скорее вредны, так как их использование предполагает наличие серьезного опыта в вопросах пайки. Флюс растекается по наконечнику паяльника и создает на нем защитный слой.
Перегревать паяльник тоже не рекомендуется. Если канифоль начала сильно дымить и на наконечнике жала появился синеватый оттенок, то паяльник отключаем, даем ему остыть и повторяем все действия, начиная с зачистки.
Вернуться к оглавлению
Что такое припой и как подготовить место для пайки
Залуживание жала паяльника.
В качестве припоя используется сплав из свинца и олова. Это оптимальное сочетание металлов: невысокая температура плавления и высокий уровень теплоотдачи. Это значит, что и плавится припой легко, и застывает в месте пайки очень быстро. Отсюда и исходит первое правило пайщика: все делается быстро и точно.
Пайка никогда не производится спонтанно. Места пайки тоже нужно зачистить от оксидов и нанести на них тонкий слой канифоли. Причины необходимости этой процедуры такие же, как и для самого паяльника.
Дальше подносим небольшой кусочек припоя к месту пайки и прижимаем его горячим паяльником. Припой должен образовать шарик расплавленного металла. Паяльник убираем, через несколько секунд шарик застынет. Контакт получится прочным и надежным. Чтобы не обжечь руку при подаче припоя, используют для этого действия любой держатель с жаростойкими ручками. Можно воспользоваться и обычным медицинским пинцетом с длинным держателем. Но лучше использовать припой, который изготовлен в виде проволоки.
Край такого провода подносится к месту пайки, туда же направляем и паяльник. При этом необходимо следить за углом наклона жала к припою: важно, чтобы при пайке не образовывалось избыточного количества расплавленного металла. Во-первых, это выглядит очень неаккуратно, а во-вторых, есть вероятность, что вы заденете дорожку в электрической схеме, что станет причиной короткого замыкания.
Вернуться к оглавлению
Как научиться хорошо паять
Учиться производить пайку следует на соединении многожильных проводов. Причин тому несколько:
Подставка для паяльника служит для того, чтобы нагретый паяльник не касался стола или других предметов.
- это не несет особых затрат на расходные материалы;
- не совсем простая задача;
- места некачественного соединения становятся частой причиной короткого замыкания.
Насчет последнего: ток движется по поверхности металла (провода). При небольшой нагрузке достаточно даже тонкого провода (одной жилы), чтобы поступающего тока хватило для работы определенного электроприбора. Проще говоря, даже одна тонкая жила в проводе может работать исправно долгое время и не создавать для пользователя проблем.
При увеличении нагрузки количество переносимых зарядов резко увеличится и ток будет искать пути перемещения, соответственно, заряды будут проскакивать в местах некачественного контакта. Такие минимальные короткие замыкания очень сильно нагревают проводку и ее изоляцию — так и до пожара недалеко. Поэтому стоит тренироваться производить пайку на местах соединения проводов.
Вернуться к оглавлению
Как спаять провод и более сложные элементы
Виды соединения проводов под пайку.
Для этого концы проводов зачищаются, на них незамедлительно наносится тонкий слой канифоли. Теперь паяльником захватываем небольшое количество припоя и наносим его на место соединения проводов. Возвратно-поступательные движения паяльника вдоль соединения создадут в отмеченном месте тонкий слой из припоя. Дальше все будет проще: добавляем в место пайки припой до необходимого количества.
Потренировавшись на проводах, можно начинать паять и более сложные части электрических схем. Обычно для этого требуется паяльник с тонким жалом. К месту пайки кусочек припоя тоже будет подносить очень проблематично. Небольшой шарик расплавленного припоя легко переносится непосредственно на жале паяльника. Способствуют тому силы поверхностного натяжения, которые усиливаются за счет канифоли.
Вернуться к оглавлению
Техника безопасности
Как и любой другой инструмент, паяльник предъявляет к пользователю ряд требований. Первое касается температурного режима использования (отмечалось ранее). Дальше все касается исключительно техники безопасности:
Пайка с помощью фольги.
- Следите за тем, чтобы нагретая часть паяльника не прикасалась в ходе пайки к электрическому проводу. Жало обладает очень высокой температурой, поэтому изоляция будет повреждена в считанные мгновения. Дальше последует короткое замыкание.
- Перед началом работы проверьте целостность проводки и штепсельной вилки. Повреждения могут привести к тому, что ток замкнет непосредственно на вас.
- При работе с горячим паяльником необходимо использовать подставку. Ее обычно изготавливают из деревянного бруска и металлических держателей. Так вы сможете безопасно расположить инструмент и не бояться, что он упадет на горючие материалы.
- Как канифоль, так и сам припой при плавлении выделяют большое количество вредных веществ. Работать в респираторе вас никто не принуждает, но проветривать помещение после каждой пайки просто жизненно необходимо. Через каждые 30 минут делайте небольшие перерывы со сквозным проветриванием помещения и не забудьте при этом отключать паяльник.
- Держите паяльник только за ручку.
Вернуться к оглавлению
Как подобрать паяльник и обустроить рабочее место
В продаже можно найти паяльники, которые подключаются в сеть через трансформатор. Принципиально они ничем не отличаются от обычных паяльников, за исключением того, что работать с ними значительно удобнее. Регулируя подачу тока на нагревательный элемент, вы сможете добиться поддержания температуры жала в оптимальном рабочем режиме. Перегреть его не получится. Об этом будут свидетельствовать кипящие капельки канифоли на наконечнике. Это явный признак того, что температура идеальна для пайки. За обычным же паяльником приходится постоянно следить, чтобы уберечь его от перегрева.
Чтобы работать паяльником было максимально удобно, рекомендуется правильно организовать рабочее место. На месте пайки не должно находиться посторонних предметов. Рабочее место должно быть ярко освещено. Рекомендуется для этого использовать регулируемую по высоте настольную лампу. Хорошо для флюса и припоя иметь специальные емкости.
Возможно, что в ходе пайки вам потребуется кислота. Обычно ее используют для подготовки стальных поверхностей, подлежащих пайке. За обычную сталь припой не берется. Поверхность нужно зачистить и обработать ее концентрированной кислотой. В ходе реакции кислоты с металлом на поверхности образуется слой с менее жесткой структурой, что позволяет припою получить более надежный контакт с материалом.
Кислота не всегда должна быть под рукой, но место для такой емкости должно быть предусмотрено. Все должно находиться на своих местах. Так и работать будет удобнее, и расходные материалы у вас будут более экономично расходоваться.
Место хранения паяльника и расходных материалов должно быть изолировано от детей.
Их любознательность не знает границ, поэтому паяльник не должен быть в зоне доступа. Лучше этот прибор спрятать вместе со всеми расходными материалами. Для таких целей рекомендуется использовать специальный кейс, где будет храниться все необходимое для пайки. Доукомплектуем кейс ножиком, пассатижами, кусками проводки разного сечения, и набор для настоящего мастера практически готов.
moiinstrumenty.ru
Паяем правильно. Часть 2 | Компьютер и жизнь
Добрый день, друзья!
Вы прочитали первую часть статьи о пайке, и вам уже хочется попробовать? Действительно, пришло время обратить внимание на
Паяльник
Он используется для пайки. Одна из широко распространенных конструкций содержит в себе нагреватель из провода с высоким удельным сопротивлением.
Чаще всего применяются специальные сплавы, в частности, нихром (сплав никеля и хрома).
Внутрь нагревателя вставляется медный стержень (жало). Нагреватель закрыт сверху металлической крышкой и вставлен в эбонитовую, деревянную или пластмассовую ручку.
При подаче напряжения на нагреватель по нему протекает электрический ток и нагревает его согласно закону Джоуля-Ленца. Основной поток тепла передается жалу, меньший – металлической крышке.
Паяльники могут быть рассчитаны на разное напряжение и на разную мощность. Большинство паяльников рассчитано на сетевое напряжение 220 В. Но существуют и паяльники на 36 В и более низкие напряжения. Это обусловлено требованиями безопасной работы. Их можно также подключать к сети 220 В, но только через понижающий трансформатор.
Чем больше мощность паяльника, тем больше тепла он может выделить. И тем толще у него жало. Более мощные паяльники используют для пайки крупных и массивных деталей. Для ремонта материнских плат, компьютерных блоков питания и прочей электроники в большинстве случаев достаточно иметь два паяльника – на 25 и на 40 Вт.
Разновидности паяльников
В последние годы конструкции паяльников претерпели значительные изменения.Появились сменные насадки различной формы из разных материалов. В паяльник может быть вмонтирован датчик температуры.
Температура жала паяльника меняется в зависимости от приложенного напряжения. Более интеллектуальные устройства могут быть снабжены электронным блоком управления с цифровой индикацией температуры.
В любом случае хорошо бы иметь возможность изменять в некоторых пределах напряжение, подаваемое на паяльник (хотя бы и без датчиков и индикации).
Существуют и так называемые импульсные паяльники.
Одна из конструкций нагревателя представляет собой понижающий трансформатор.
Вторичная обмотка имеет 1 – 2 витка толстой медной шины.
К ее концам прикрепляется петелька из медного провода толщиной 1,5 – 2 мм, играющая роль жала.
 Непосредственно перед пайкой первичная обмотка подключается к сети 220 В.
Непосредственно перед пайкой первичная обмотка подключается к сети 220 В.
Напряжение со вторичной обмотки подается на петельку-жало.
Оно невелико, поэтому имеет малую тепловую инерцию и нагревается за несколько секунд.
Сама вторичная обмотка выполнена из толстой медной шины, поэтому нагревается она незначительно.
Существуют еще так называемые паяльные станции, где имеется возможность нагревать определенный участок инфракрасным (ИК) излучением. В них также имеется возможность точной регулировки и поддержки необходимой температуры в зоне пайки.
Но мы не будем сейчас рассматривать эти сложные конструкции, а ограничимся традиционной конструкцией паяльника с медным жалом.
Регулировка температуры паяльника
 Регулировать напряжение на паяльнике можно регулятором напряжения либо автотрансформатором.
Регулировать напряжение на паяльнике можно регулятором напряжения либо автотрансформатором.
Автотрасформатор может быть с плавной регулировкой или ступенчатым переключением.
Регулятор имеет меньший вес и габариты.
Автор использует старинный автотрансформатор со ступенчатым переключением, доставшийся «в наследство». Таких давно уже не делают.
Антикварная вещь! Отметим, что автотрансформатор имеет, по существу, одну обмотку с отводами (или ползунком при плавной регулировке).
Итак, имея паяльник с возможностью регулирования температуры, рассмотрим
Как подготовиться к пайке
Сначала нужно подготовить жало паяльника. Итак, мы используем традиционный паяльник с медным жалом.
Первым делом надо заточить его рабочую часть под углом около 30 градусов. Боковые стороны следует также подточить, чтобы жало сужалось к концу.
 Форма рабочей части должна быть примерно такой, как на фото.
Форма рабочей части должна быть примерно такой, как на фото.
Если оно медное, то в процессе работы медь с рабочей части будет потихоньку растворяться в припое.
И на ее гладкой поверхности будут появляться раковины.
Поэтому заточку жала надо периодически повторять. Увеличение температуры способствует ускоренному появлению раковин.
После того, как рабочая часть паяльника отформована (имеет красный блестящий цвет), следует включить паяльник в сеть. Жало начнет постепенно нагреваться. В качестве припоя будем использовать ПОС, в качестве флюса (для облуживания рабочей части) – кусковую канифоль.
До того, как паяльник нагреется до необходимой температуры, жало необходимо облудить (покрыть тонким слоем припоя). Как только оно немного нагрелось, следует поднести его к куску канифоли и погрузить в него. Поверхность куска в месте контакта с жалом расплавится, появится легкий дымок, и немного расплавленной канифоли останется на жале.
После этого следует немного обождать и потереть рабочей частью жала о пруток припоя. После этого рабочая часть должна покрыться тонкой пленкой расплавленного припоя.
Если упустить момент, необлуженный стержень перегреется, успеет покрыться тонкой пленкой оксида, и припой на него уже не возьмется. Если такое произошло, следует охладить паяльник, вновь зачистить жало и повторить процедуру лужения.
В процессе пайки следует следить за чистотой жала. Повышение температуры ускоряет появление оксидной пленки на рабочей поверхности. Поэтому следует выбирать ее (температуры) оптимальное значение. В процессе пайки следует удалять окалину с жала х/б тряпочкой или мокрой губкой.
Да, еще одно — паяльник должен лежать на подставке, чтобы его разогретое жало и корпус находились на некотором расстоянии от рабочего стола.
 Существует множество конструкций подставок, но это достаточно тривиально, и мы не будем на этом подробно останавливаться.
Существует множество конструкций подставок, но это достаточно тривиально, и мы не будем на этом подробно останавливаться.
Заканчивая вторую часть, скажем, что на подставке хорошо иметь ванночки для флюса и припоя.
Кто-то использует для этого днища алюминиевых банок (припой не пристает к алюминию), кто-то другие подходящие металлические штуки.
Пожалуй, на сегодня все. В третьей части мы рассмотрим процесс пайки на примере.
Подпишитесь на обновления, чтобы не пропустить интересную статью!
С вами был Vsbot. До новых встреч!
vsbot.ru
Как правильно паять паяльником – обзор техники пайки

Пайка является технологической операцией, позволяющей получить неразъемное соединение элементов из разных материалов, что обеспечивается введением припоя с относительно низким температурным режимом плавления.
Существует несколько правил, объясняющих, как правильно паять паяльником и получить высокий результат при работе с таким инструментом.
Виды паяльников
Ручной инструмент, используемый в лужении и пайке, позволяет нагревать детали и флюс, а также расплавляет припой с последующим его нанесением на участки контактов спаиваемых элементов.
Основные виды паяльников представлены несколькими конструкциями:- Инструмент с нихромовым нагревателем в виде проволочной спирали, пропускающей переменные сетевые или постоянные/переменные токовые величины низкого напряжения. Современные модели отличаются контролем температурного режима нагрева наконечника при помощи встроенного термодатчика. Конструкция прибора может дополняться специальными изоляторами, снижающими тепловые потери и увеличивающими теплопередачу.
- Инструмент с керамическим стержневым нагревателем, срабатывающий в процессе подведения на контактную группу напряжения. Данный вид относится к категории наиболее совершенных приборов, отличающихся быстротой нагрева и длительным эксплуатационным сроком, а также имеющим широкий диапазон регулирования температурных показателей и уровня мощности.
- Индукционный инструмент осуществляет нагрев посредством катушечной части индуктора, а жало характеризуется наличием ферромагнитного покрытия, что способствует получению магнитного поля и разогреву сердечника. Поддерживание необходимого температурного режима на жале осуществляется в автоматическом режиме и не требует наличия термодатчика или какого-либо управляющего электронного устройства.
- Импульсный инструмент работает при нажатии и удержании в таком положении специальной кнопки «Пуск», чем и обусловлен практически мгновенный нагрев жала до оптимальных рабочих температурных показателей. Отечественные конструкции этого типа характеризуются наличием схемы, в которой медный проводной наконечник представляет собой часть электрической цепи, содержащей также частотный преобразователь и высокочастотный трансформатор. Наиболее современные импульсные модели обладают регулировкой по мощности и температурным показателям, что позволяет одинаково успешно паять мелкие электронные элементы и достаточно крупногабаритные детали.
- Газовый инструмент относится к категории практичных и автономных устройств, а в качестве теплового источника для достаточного прогрева наконечника служит сгораемый газ, которым заправляется прибор. Отсутствие насадки позволяет использовать такой вид паяльника в качестве традиционной газовой горелки.
- Автономный аккумуляторный инструмент характеризуется небольшими показателями мощности, поэтому применяется преимущественно в пайке наиболее мелких электронных элементов.
Особняком стоят так называемые паяльные станции, предназначенные, как правило, для выполнения больших по объемам и частых работ, связанных с пайкой.
Безусловно, крупный термовоздушный и инфракрасный паяльный инструмент не способен расцениваться в качестве достойного конкурента традиционным бытовым электрическим паяльникам, но обладает множеством преимуществ использования:
- нагрев области пайки выполняется посредством горячей воздушной струи, которая выбрасывается соплом паяльной станции;
- стандартный температурный режим сфокусированного воздушного прогрева составляет порядка 100-500 °C;
- в зависимости от вида воздушного давления приборы могут быть представлены турбинными и компрессорными станциями.
В паяльных станциях инфракрасного типа нагрев осуществляется под воздействием ИК-излучения при длине волны в пределах 2-10 мкм.
В популярных до недавнего времени старых паяльниках, нагреваемых на обычном открытом огне, сегодня отпала необходимость, тем не менее, выполненная своими руками простейшая конструкция иногда вполне может послужить заменой дорогостоящему оборудованию.
Разновидности припоев и флюсов
Припои — материалы, используемые в пайке и обладающие температурным режимом плавления ниже, чем данные показатели у соединяемых металлов. С этой целью применяются оловянные, свинцовые, кадмиевые, медные, никелевые, серебряные и некоторые другие виды сплавов:

- мягкие припои с температурным режимом плавления в пределах 300 °C представлены оловянно-свинцовыми сплавами, сурьмянистыми припоями для пайки оцинкованных или цинковых элементов, оловянно-свинцово-кадмиевыми припоями для пайки сверхчувствительных к перегревам изделий, оловянно-цинковыми и бессвинцовыми припоями;
- твердые припои с температурным режимом плавления выше 300 °C представлены, как правило, медно-цинковыми, медно-фосфористыми и серебряными припоями с разными видами добавок.
Флюсы — органические и неорганические вещества или смеси, позволяющие удалять оксиды со спаиваемой поверхности, защищающие ее от негативного воздействия внешней среды и активно понижающие поверхностное натяжение, а также заметно улучшающие распространение жидкого припоя:
- в зависимости от температурного интервала активности все смеси и вещества представлены низкотемпературными и высокотемпературными флюсами;
- в зависимости от природы растворителя используемые флюсы бывают водными и неводными;
- в зависимости от природы активатора, которым определяется действие, флюсы могут быть кислотными, канифольными и галогенидными, гидразиновыми и фторборатными, анилиновыми и стеариновыми, а также боридно-углекислыми;
- в зависимости от механизма действия флюсы выполняют защитные или химические функции, оказывают электрохимическое и реактивное действие;
- в зависимости от агрегатного состояния в пайке используются флюсы твердого, жидкого и пастообразного типа.
Самым простым и доступным в работе дешевым видом флюса, имеющим низкий ток утечки, является канифоль сосновая. Такой химически пассивный тип флюса находит очень широкое применение и обладает умеренной растворимостью в спиртах с глицерином.
К самым известным, высококачественным и популярным, но достаточно дорогостоящим флюсам зарубежного происхождения относятся IF-8001 Interflux, IF-8300 BGA Interflux, IF-9007 Interflux BGA и FMKANC32-005.
Вспомогательные материалы
 Вспомогательные материалы представлены компонентами, которые не входят непосредственно в образуемые паяные соединения, но принимают участие в его образовании:
Вспомогательные материалы представлены компонентами, которые не входят непосредственно в образуемые паяные соединения, но принимают участие в его образовании:
- паяльные флюсы — вспомогательные материалы, удаляющие оксиды с поверхности паяемых материалов и припоя, а также предотвращающие их образование;
- стоп-пасты и стоп-покрытия — вспомогательные материалы, используемые для подготовки поверхности конструктивных элементов и наносимые на паяемые участки, где нежелательным является применение жидкого припоя;
- припои — вспомогательные материалы, представленные специальными тугоплавкими или легкоплавкими сплавами, что зависит от входящих в состав металлов.
Синтетические клеи и ацетоны, используемые чаще всего в электромонтажных работах, относятся к пожароопасным и вредным вспомогательным веществам, поэтому их применение потребует неукоснительного соблюдения противопожарных и санитарно-гигиенических норм.
Основные вспомогательные материалы для пайки представлены припоями и флюсами, а также газовыми средами, облегчающими нанесение стоп-материалов на покрытия.
Температура пайки
Температурный режим пайки является одним из наиболее важных моментов при выполнении работы пайщиком, и оказывает непосредственное влияние на качество соединений металлов. При этом данный показатель должен превышать аналогичные показатели полного тинольного расплавления.
| Тип используемого припоя | Химический состав | Температурный режим плавления | ||
| Цинк | Медь | Серебро | ||
| ПМЦ-36 | 64 | 36 | – | 825 оС |
| ПСр-10 | 37 | 53 | 10 | 830 оС |
| ПСр-45 | 25 | 30 | 45 | 730 оС |
| ПМЦ-54 | 46 | 54 | – | 880 оС |
| ПСр-25 | 35 | 40 | 25 | 780 оС |
| ПСр-70 | 4 | 26 | 70 | 780 оС |
Согласно теории проводимых работ, до момента заполнения зазора и распределения во всех соединениях припой должен полностью расплавиться, поэтому температурный режим ликвидуса тиноля бывает самым низким, применяемым для высокотемпературной пайки. В то же время все спаиваемые элементы должны прогреваться более сильно.
Подготовка паяльника к работе
Первое включение нового паяльника в электрическую сеть сопровождается выделением из корпуса дыма, что обусловлено выгоранием лака и жиров, попавших в инструмент в процессе сборки или консервации. Именно по этой причине первое включение осуществляется в хорошо вентилируемых помещениях или на улице.
Жалу приобретенного паяльника необходимо при помощи паяльника придать оптимальную и удобную форму, поэтому конец его прогревается и отковывается. В результате такой несложной процедуры происходит максимальное уплотнение меди и продлевается общий срок эксплуатации инструмента.
Самыми часто используемыми и универсальными являются угловое жало и «на срез», а несколько реже применяется в работе ножевидная форма.
Подготовка деталей к пайке
Очистка загрязненных поверхностей производится механическими или химическими способами:- первый вариант предполагает зачистку поверхности при помощи напильника, металлической щетки, шлифовального круга или шкурки, а также применение пескоструйных аппаратов с последующим обдуванием струей сжатого воздуха;
- второй вариант основан на удалении жировых загрязнений, ржавчины и окалины бензином, трихлорэтиленом и различными щелочами с обязательной последующей промывкой под горячей и холодной водой.
Окалину и ржавчину требуется удалять в процессе протравливания раствором серной кислоты, после чего изделие промывается, а на труднодоступные участки наносится флюс. Пайка сложных узлов предполагает их фиксацию при помощи шпилек, болтов или специальных приспособлений.
Поверхности, которые не должны иметь припоя после выполнения пайки, требуется покрыть водной пастой на основе графита или мела.
Лужение
При отсутствии на жале паяльника специального защитного покрытия в обязательном порядке выполняется процесс лужения или покрытия его тонким оловянным слоем. С этой целью жало паяльника доводится до рабочей температуры, после чего окунается в канифоль, а полностью расплавленный припой аккуратно и тщательно растирается по поверхности наконечника. Также можно смочить кусок материи в растворе на основе хлористого цинка и протереть ей нагретое паяльное жало, после чего втереть в поверхность смесь из расплавленного припоя и каменной поваренной соли.

Процесс лужения нового паяльника
Лужение позволяет защитить устройство от коррозийных изменений и необоснованно быстрого износа, поэтому выполняется в процессе первого же включения инструмента после того, как перестанет выделяться дым.
Техника пайки паяльником
Существует несколько основных способов пайки при помощи паяльника, которые отличаются технологическим решением:
- низкотемпературная пайка может осуществляться в ручном и полуавтоматическом режиме, с использованием волны жидкого припоя или в процессе погружения в емкость, наполненную расплавленным припоем;
- высокотемпературная пайка выполняется с применением газовых горелок и высокочастотных токов, а также в процессе экзотермических работ.

Разные виды паяльников
Основные этапы пайки включают в себя подготовку деталей, обработку с применением флюса или лужение, прогрев спаиваемых деталей и тщательное нанесение припоя на участок пайки. Достаточно востребована так называемая пайка без применения припоя. Например, спаивание титана и меди не требует вспомогательных материалов, а базируется на таком явлении, как контактное плавление.
Холодная пайка является дефектом и характеризуется отсутствием образования прочного паяного соединения, поэтому обладает зернистостью структуры и тусклым цветом.
Пайка с канифолью
 Колофонская смола, представленная хрупким и стекловидным аморфным веществом темного красного или светлого желтого цвета, широко применяется в качестве флюса.
Колофонская смола, представленная хрупким и стекловидным аморфным веществом темного красного или светлого желтого цвета, широко применяется в качестве флюса.
Самым простейшим является СКФ, или спирто-канифольный флюс, который максимально прост в работе.
Прогретый паяльник опускается в канифоль и покрывается припоем, который наносится на спаиваемые поверхности.
Установленные в нужном положении детали спаиваются в процессе работы с ними паяльным жалом, покрытым припоем с канифолью.
Пайка с кислотой
Ортофосфорная кислота часто применяется в пайке как флюс для соединения углеродистых или низколегированных сталей, никелевых и медных сплавов. Механизм действия заключается в растворении оксидной пленки металлов, припое и дальнейшем разрыхлении с всплытием на поверхность флюса.
Применение ортофосфорной кислоты является предпочтительным при соединении более сложных материалов, чем серебро и медь.
Меры безопасности при пайке
При эксплуатации инструмента для пайки предусматриваются мероприятия, препятствующие поражению током и газовыми смесями, расплавленными солями и металлами.Использование индукционной пайки предполагает соблюдение правил безопасности при эксплуатации любых электротермических приборов.
В процессе пайки обязательно применяются специальные средства для индивидуальной защиты глаз, органов дыхания и кожных покровов.
Работа с взрыво- и пожароопасными вспомогательными материалами требует особо строгого соблюдения техники безопасности.
Заключение
Пайка является востребованным и абсолютно безопасным процессом только при соблюдении всех соответствующих технологических правил и определенных мер предосторожности. Для получения качественной пайки важно не только грамотно подойти к выбору инструмента и вспомогательных материалов, но также учитывать принцип работы паяльника и способы подготовки поверхностей.
proprovoda.ru