Как подключить полуавтомат: Как настроить сварочный полуавтомат?
alexxlab | 24.01.1986 | 0 | Разное
Как настроить сварочный полуавтомат?
Приветствую Вас на блоге kuzov.info!
В этой статье рассмотрим как настроить сварочный полуавтомат. Разберёмся в его регулировках, настройке потока защитного газа, а также посмотрим какие сварочные швы формируются при разных настройках напряжения. Итак, начнём с краткого определения полуавтоматической сварки.
Полуавтоматическая сварка – это электродуговая сварка, в которой электродом является сварочная проволока, подаваемая к месту сварки автоматически через горелку. Газ защищает сварочную зону от кислорода и азота воздуха, которые делают шов пористым и хрупким. Он также подаётся через горелку одновременно с проволокой после нажатия триггера на горелке. Этот вид сварки часто называют сварка MIG/MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
Сварка полуавтоматом, при всей своей простоте, требует много практики и изучения основ. Важно правильно настроить сварочный аппарат и правильно подготовить металл для сварки.
Здесь мы рассмотрим настройку наиболее доступного и распространённого сварочного полуавтомата трансформаторного типа.
Содержание:
|
Какие регулировки имеет сварочный полуавтомат?
На полуавтомате три настройки:
- Напряжение (несколько режимов)
- Скорость подачи проволоки
- Скорость потока газа (количество расходуемого газа)
- Сварочный аппарат имеет выход для соединения с баллоном.
 Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное.
Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное.
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне).
 Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки. - Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё.
 Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.

- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Настройка напряжения сварочного полуавтомата
У полуавтомата есть регуляторы напряжения, а сила тока постоянная и может варьироваться в зависимости от скорости подачи проволоки и её вылета.- Аппараты полуавтоматической сварки используют напряжение для образования нагрева, нужного для сварки.
- Напряжение настраивается на аппарате регуляторами. Это ступенчатая регулировка. На фотографии, в качестве примера, показан аппарат, где два переключателя: один позволяет устанавливать два режима сварки, а другой регулирует напряжение внутри этих режимов (min/max). В итоге получается четыре установки напряжения, которые нужно выбирать в зависимости от толщины металла и диаметра сварочной проволоки.
- На некоторых сварочных полуавтоматах, на внутренней стороне крышки есть таблица, показывающая какое напряжение и скорость проволоки использовать, в зависимости от толщины металла и диаметра сварочной проволоки.

- Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
Настройка скорости подачи проволоки
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром.
 Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения. - Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.

- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения.
 Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше). - Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла.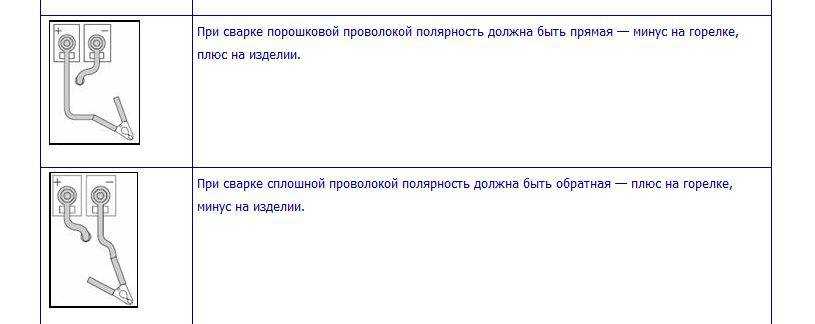 Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Положение наконечника горелки относительно сопла
Наконечник сварочной горелки может быть углублён в сопло, немного торчать из сопла или быть вровень с соплом. Чаще всего при сварке листового металла с защитным газом, кончик наконечника должен располагаться вровень с краем отверстия сопла. При сварке точками наконечник горелки должен быть углублён.- Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
- Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.

- При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
- Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG/MAG”.
Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
Сварочные швы в разрезеЭти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Возможные проблемы при сварке
- Проволока приваривается к металлу, не образуя дуги. Причина: скорость подачи проволоки слишком высокая для установленного напряжения.
- Когда при сварке вылетают брызги (маленькие шарики металла). Также появляются коричневый и зелёный цвета на шве и пористость. Причина: нет газа или поступает не достаточно защитного газа из горелки в зону сварки.
- Шов не проникает достаточно глубоко. Такой шов будет не прочным. Нужно добавить напряжения и увеличить скорость подачи проволоки.
- Прожиг металла. Так получается, если слишком большое напряжение для данной толщины металла.
- Плохое проникновение, беспорядочный шов, сварка рывками. Может казаться, как будто не хватает напряжения или скорости подачи проволоки. Проверьте зажим заземления и чистоту металла, на который он зажат.
- Горелка «плюётся» и не выдаёт непрерывный шов.
 Так может происходить, если горелка слишком далеко от места сварки. Нужно держать наконечник горелки около 0.6 – 1.2 см от зоны сварки.
Так может происходить, если горелка слишком далеко от места сварки. Нужно держать наконечник горелки около 0.6 – 1.2 см от зоны сварки. - Проволока редко (время от времени) касается металла, но как только касание произошло, проволока плавится, а остаток остаётся на кончике наконечника. Причина: cлишком медленная скорость подачи проволоки.
Читайте также по теме:
- Сварка в кузовном ремонте
- Аргонно-дуговая сварка
Печатать статью
Прямая и обратная полярность при сварке
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения “прямая и обратная полярность”. От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
- Дуговая сварка — режимы полярности
- Отличия режимов сварки
- Влияние полярности на сварку
- Сварка полуавтоматом
- Сварка инвертором
- Электрододержатель
- Сварочные электроды
- Выбор инвертора и его эксплуатация
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой “скачке” с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим “крокодил” крепится к изделию.
Если держатель установить в разъем “-“, а кабель массы подключить к “+”, получится прямая полярность. При подключении наоборот (держатель к “+”, а массу к “-“) полярность будет обратная.
Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где “+”, там температура будет выше.
При сварке на прямой полярности “+” на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает “плюс” на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно “повести” при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с “плюсом” на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При “минусе” на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает “скакать” и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель
Сварочные электроды
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Сварка тонкого металла 1.0-1.5 мм покрытым электродом — это сложная задача для новичка. Справиться с ней без прожогов помогут инверторы РДС с функцией “Антиприлипание”. Когда кончик электрода погружается в сварочную ванну, аппарат “чувствует” это и выключает сварочный ток. В результате нет удерживающей силы, Вам не требуется наклонять держатель влево-вправо, чтобы оторвать электрод от поверхности. Обмазка расходника не осыпается при этом.
Функция “Форсаж дуги” тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При какой полярности шов более красивый внешне?
СкрытьПодробнее
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На каком режиме снижается разбрызгивание металла при работе полуавтоматом?
СкрытьПодробнее
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Как уменьшить ширину шва при обратной полярности?
СкрытьПодробнее
Чтобы шов был более узким при режиме обратной полярности, требуется быстрее вести электрод.
Электрод при резке становится красным, что делать?
СкрытьПодробнее
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении (“+” на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На какой полярности варить алюминий полуавтоматом?
СкрытьПодробнее
На обратной.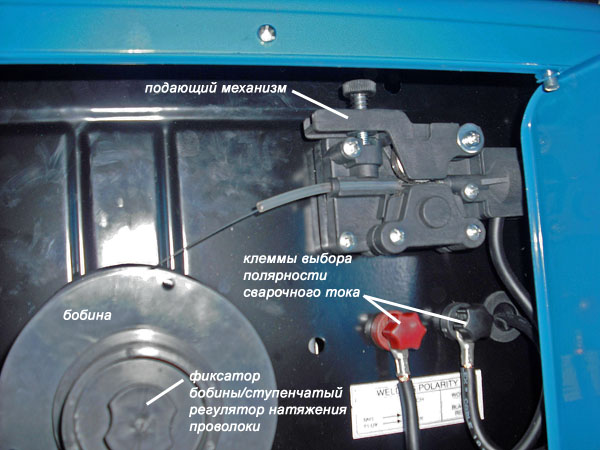 Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
индуктивность, подключение, параметры режима, (ток, напряжение, подача проволоки)
Во многих отраслях промышленности, а также и в быту применяется сварка полуавтоматом. Это простой и эффективный способ соединения металлических поверхностей при помощи оборудования работающего в полуавтоматическом режиме.
В различных источниках данный способ называют по-разному сварка mig, mag иногда даже пишут так миг маг. Правильное название это способа механизированная в среде защитного газа плавящимся электродом.
В зависимости от защитного газа данный способ называют mig если для защитной атмосферы используется инертный газ или mag, если газ является активным. В качестве активного газа очень часто используется углекислота CO2.
В качестве активного газа очень часто используется углекислота CO2.
Во время сваривания металлических поверхностей полуавтоматом, проволока подается в точку стыковки деталей автоматически при помощи подающего механизма.
Вместе с проволокой в зону сварки подается защитный газ через сопло, расположенное на горелке сварочного полуавтомата. Газ защищает расплавленный метал проволоки и изделия от атмосферных газов. Формирование шва идет за счет плавления как металла сварочной проволоки, так и металла изделия и их перемешивания в сварочной ванне.
Содержание
- Перенос металла
- Настройка полуавтомата перед началом работ
- Основные параметры режима при полуавтоматической сварке стали
- Основные ошибки при настройке
- Схема настройки полуавтомата
- Индуктивность
- Газы. Инертные, активные, смеси
- Порошковая проволока.
- Особенности сварки полуавтоматом
- Плюсы сварки полуавтоматом очевидны:
- К минусам можно отнести:
- Полуавтомат для сварки — что это такое
- Основные элементы конструкции сварочного полуавтомата:
- Какие бывают сварочные полуавтоматы
- Как правильно выполнять полуавтоматом сварку
- Проверяем все ли готово
- Зажигание дуги
- Основной этап
- Положения и различия сварочных швов полуавтоматической сварки
- Вертикальное положение
- Потолочное положение
- Горизонтальное положение
- Как сварить сварочным полуавтоматом алюминиевые детали?
- Сварка в углекислом газе
Перенос металла
Плавящийся металл может переноситься как капельным, так и струйным. Капельный подразделяется на крупнокапельный, мелкокапельный.
Капельный подразделяется на крупнокапельный, мелкокапельный.
Последний в свою очередь более предпочтителен так как при нем разбрызгивание металла минимально. Это будет зависеть сварочного аппарата, используемой присадочной проволоки, а также от защитной газовой среды. Все остальные манипуляции, как и в случае сварки штучным электродом, мастер проделывает ручным способом.
Электродом служит проволока из алюминия, медного сплава, стали. С помощью данного способа можно сделать множество операций, например, выполнить кузовной ремонт автомобиля, соединить детали из алюминия, черного металла, цветных сплавов, починить ювелирные украшения и т.п.
Настройка полуавтомата перед началом работ
Чтобы правильно варить начинающие работать с полуавтоматической или как ее еще называют механизированной сваркой необходимо выполнять следующее:
- Перед началом работы полуавтомат необходимо настроить напряжение, силу сварочного тока по заводской инструкции. В комплект сварочного полуавтомата входит инструкция, в которой подробно описано каким образом подбирается эта величина.

- Настройка механизма подачи. В инструкции написано, с какой скоростью необходимо подавать электродную проволоку к месту сварки для конкретного случая. Регулировка скорости подачи осуществляется при помощи рукоятки. Когда нет инструкции полуавтомат можно настроить согласно усредненным значениям, приведенным в таблице ниже.
Основные параметры режима при полуавтоматической сварке стали
После настройки полуавтомата, необходимо проверить, как он работает, правильно ли выполнен расчет режимов для полуавтоматической сварки. Проверка выполняется на пробных заготовках.
Настроить полуавтомат для выполнения сварки не получится без сварки пробных деталей, так как условия сварки отличаются. Также каждый сварщик варит по своему, кто-то быстро на большом токе, кто-то медленно. Пробные швы осматриваются на наличие сварочных дефектов, размер валика, глубины проплавления. Если, что-то не соответствует нормативным стандартам, то можно изменить параметры, внести корректировки.
Если сварочный полуавтомат настроен правильно, то шов получается прочным, ровным. Аппарат выдает стабильную дугу, процесс идет без треска и брызг.
👉Разработка техкарт по сварке👈
Основные ошибки при настройке
Если при выполнении сварки летят брызги и громкий треск от дуги, то скорее всего у Вас недостаточно сварочного тока. Необходимо добавить силу тока и увеличить скорость подачи проволоки.
На большинстве сварочный аппаратов настройка силы тока совмещена с настройкой скорости подачи проволоки. Но есть и с отдельной настройкой.
Если в процессе сварки получается наплывы. Расплавленного металла очень много или сварочный валик получается широким. В случае сварки такого металла он прогорает, то необходимо уменьшить напряжение или увеличить скорость сварки. Быстрее вести горелку.
Вообще настройка напряжения влияет на глубину и ширину сварочного шва. Если напряжение высокое, то появляются брызги и увеличивается ширина шва. Глубина же провара уменьшается.
Также после завершения процесса сварки посмотрите нет ли на шве пор. Если есть, по скорее всего у вас подается мало газа. Это также будет заметно и при сварке так как процесс будет нестабилен. Причиной брызг металла также может служить и недостаток газовой защиты.
Вообще расход газа зависит от того как быстро идет сварка и где она происходить. Потому что на улице, где ветер или в помещении со сквозняком, защитный газ сдувает. От этого процесс сварки идет, как уже говорилось нестабильно и результат будет неудовлетворительный.
Схема настройки полуавтомата
- Выставляем параметры от заводи или из таблицы с сайта
- Начинаем варить заготовку
- Если перенос металла крупнокапельный, летят брызги, то добавляем скорость подачи и напряжение.
- Если при этом металл прожигается или проволока утыкается в дно ванны — уменьшаем скорость подачи.
- Ищем оптимальный вариант. Как это выглядит, можете посмотреть на видео в конце статьи.
Перед свариванием металлические поверхности необходимо подготовить. С помощью специальных инструментов и веществ, кроки металл зачищают, обезжиривают. Диаметр сварочной проволоки необходимо тщательно подбирать под толщину свариваемых деталей. Марку нужно подбирать исходя из материала, который нужно варить. В противном случае получим брак. Как правило, используют проволоку от 1,0 до 2,4 мм. Кабель массы подключаем к сварочному аппарату.
С помощью специальных инструментов и веществ, кроки металл зачищают, обезжиривают. Диаметр сварочной проволоки необходимо тщательно подбирать под толщину свариваемых деталей. Марку нужно подбирать исходя из материала, который нужно варить. В противном случае получим брак. Как правило, используют проволоку от 1,0 до 2,4 мм. Кабель массы подключаем к сварочному аппарату.
Индуктивность
Индуктивность полезная настройка в сварочном полуавтомате. На сварочном полуавтомате при наличии регулировке значений индуктивности ее нужно правильно использовать что бы это улучшало процесс сварки. Она обеспечивает более плавное протекание процесса сварки, за счет управления переносом металла. Настраиваем индуктивность исходя из поставленной задачи к примеру для сварки в потолочном положении можно сделать дугу мягче, а при сварке в узкий зазор жестче.
На практике индуктивность влияет на жесткость дуги. Увеличивая жесткость дуги увеличивается глубина проплавления. С уменьшением же увеличивается ширина шва, но уменьшается глубина провара. Настройка дросселя (индуктивности) делает процесс более комфортным. Значения сварщик выбирает в зависимости от своих индивидуальных привычек варить.
Настройка дросселя (индуктивности) делает процесс более комфортным. Значения сварщик выбирает в зависимости от своих индивидуальных привычек варить.
Надо знать то что индуктивность нужно увеличивать при увеличении силы тока. Потому что на малых токах до 140А перенос металла идет мелкокапельный и увеличение индуктивности лишь нарушить процесс. Шов будет грубый и появится много брызг. В режимах до 140-160 индуктивность должна быть минимальна.
С увеличением тока необходимо добавлять индуктивность для более плавного формирования шва. Вообще наличие регулировки индуктивности у полуавтомата заметно улучшает процесс и уменьшает количество брызг.
Газы. Инертные, активные, смеси
Чаще всего применяется полуавтомат с газовой защитой в виде инертного (аргон, гелий), активного (СО2) или смесей газов в различных соотношениях. Самые часто используемыми смесями является смесь Ar с СО2 в соотношении 5-15% и 85-95% соответственно.
При использовании данной смеси становиться возможным мелкокапельный и струйный перенос металла. Процесс идет плавно вследствие стабильного горения дуги. Еще одна зачастую использующаяся в промышленности газовая смесь гелия аргона в соотношении 25-30% Ar и 70-75% He. Добавление гелия увеличит температуру на дуге и существенно облегчит сварку толстого металла.
Процесс идет плавно вследствие стабильного горения дуги. Еще одна зачастую использующаяся в промышленности газовая смесь гелия аргона в соотношении 25-30% Ar и 70-75% He. Добавление гелия увеличит температуру на дуге и существенно облегчит сварку толстого металла.
Данная смесь обеспечивает весьма высокие показатели защиты в результате минимум дефектов сварного шва. Для снижения стоимости сварочных работ также используется смесь гелия совместно с аргоном в соотношении один к одному. Данная смесь универсальна для тонких и толстых изделий обеспечивая высокое качество.
Порошковая проволока.
Полуавтоматическую сварку в некоторых случаях ведут без газовой защиты, но с использованием порошковой проволоки. Данные методы редко используются ввиду дороговизны порошковой проволоки, а работа с флюсом ограничивает область применения данного способа в потолочном и вертикальном положении.
Что неприменимо в монтажных условиях. Их очевидный плюс — это возможность варить при ветре так как газовая защита сдувается и это приводит к сварочным дефектам в виде пор, несплавления и кратеров.
Особенности сварки полуавтоматом
Плюсы сварки полуавтоматом очевидны:
- Очень простой способ. Очень быстро можно научиться варить качественные соединения. Начинающим будет легко его освоить.
- Скорость соединения металлических поверхностей намного выше, чем при использовании обычной ручной сварки электродом.
- В процессе возможно наблюдение за сварочной ванной и процессом формирования и кристаллизации шва. Что в свою очередь повышает качество получаемого изделия ввиду своевременного обнаружения дефектов и внесения корректив в сам процесс.
- Сварочный шов отличного качества. Мелкая чешуйчатость соединения обеспечивает высокую пластичность.
- Также имеет место высокая степень автоматизации, а это увеличение производительности в целом.
- Механизированную сварка можно вести как в нижнем положении, так вертикальное и потолочное без ограничений.
- Не большой нагрев изделия и как следствие возможность выполнение процесса тонких изделий и снижение деформаций металла.

- Место соединения не требует зачистки.
- Цена выполнения процесса полуавтоматическим оборудованием ниже, чем при других способах сваривания.
- Сварка полуавтоматом позволяет соединить оцинкованные поверхности без повреждения покрытия.
К минусам можно отнести:
Что при сваривании деталей полуавтоматом, уровень дугового излучения сильнее, чем при использовании других способов.
Также во время работы идёт сильное разбрызгивание металла. Это ведет к существенным потерям электродной проволоки, а также необходимости зачистки. Какой газ лучше подходит для сварки полуавтоматом? В подавляющем большинстве ситуаций для сварочных работ применяют углекислый газ.
Также подходит гелий и аргон. Данные газы используют как в чистом виде, так и в смесях. На полуавтомат подается постоянный ток с подключением обратной полярностью: на проволоку– подается плюс, на заготовку – минус.
Полуавтомат для сварки — что это такое
Это специальный прибор для выполнения сварки расплавленным электродом. Электродом является сварочная проволока, подающаяся автоматически.
Электродом является сварочная проволока, подающаяся автоматически.
Основные элементы конструкции сварочного полуавтомата:
- Источник электрического тока;
- Проволочная катушка;
- Горелка. Ее еще иногда называют держак;
- Электрические кабели для подсоединения полуавтомата к электрической сети;
- Сварочные кабель массы с зажимом;
- Рукав стыковки с емкостью, заполненной газом;
- Контрольные и пускорегулирующие механизмы для управления оборудованием.
- Механизм, подающий электродную проволоку к месту сваривания.
Во время сваривания используется баллон, заполненный газом под давлением.
Электродная проволока, поставляемая в катушках и установленная в аппарат, подается автоматически особым подающим механизмом, входящим в состав аппарата.
Выбор скорости сваривания поверхностей, напряжения для полуавтомата, перемещение электродной проволоки в месте стыковки производится вручную.
Какие бывают сварочные полуавтоматы
Данный вид оборудования бывает разных видов. Различают компоновочные, однокорпусные, двухкорпусные модели.
Различают компоновочные, однокорпусные, двухкорпусные модели.
По способу перемещения на месте соединения деталей полуавтоматы делят на стационарные, мобильные.
По способу присоединения оборудования к источнику питания полуавтоматы делятся на однофазные, трехфазные.
В зависимости от вида применяемого материала:
- Применяемые для стыковки деталей под флюсовым слоем. Применяются редко.
- Применяемые для работ в защитной среде из газов. Используются чрезвычайно часто.
- Аппараты, выполняющие сваривание с применением порошковой проволоки. В этом случае шов также защищают газы. Широкую популярность приобрели сварочные аппараты фирмы kemppi (кемпи). Иногда даже данный вид называют кемпинговая сварки или кемпингом.
По способу подачи, полуавтоматы разделяются на три вида – тянущие, тянуще-толкающие, а также толкающие устройства.
Как правильно выполнять полуавтоматом сварку
Проверяем все ли готово
Проверяем размер вылета сварочной проволоки. Если проволочный конец торчит слишком сильно, то кончик можно обрезать специальным инструментом. Важно, следить за остротой кончика электродной проволоки. Заостренный конец загорается быстрее и легче. Перед каждым рабочим циклом, наложением шва, проволочка откусывается. Это облегчает начало работы.
Если проволочный конец торчит слишком сильно, то кончик можно обрезать специальным инструментом. Важно, следить за остротой кончика электродной проволоки. Заостренный конец загорается быстрее и легче. Перед каждым рабочим циклом, наложением шва, проволочка откусывается. Это облегчает начало работы.
Проверяем подается ли защитный газ при нажатии кнопки. Если сварка ведется в холодное время года, то необходимо использовать подогрев газа. Для этого применяют специальное подогревающее устройство.
Зажигание дуги
Поджигаем дугу. Для этого требуется коснуться концом сварочной проволокой заготовки в нижнем углу разделки кромок, нажать кнопку, расположенную на корпусе горелки.
Сразу после запуска происходит одновременно два процесса – подается газ и электродная проволока в зону процесса. Горелку в процессе сварки необходимо держать таким образом, чтобы была возможность контроля сварочной ванны. Это обеспечить правильное расположение сварочного шва.
Основной этап
В процессе работы необходимо контролировать звук сварочной дуги. Треск с большой громкостью сигнализирует о неправильно настроенной скорости подачи сварочной проволоки. В таком случае необходимо либо увеличивать скорость подачи.
Треск с большой громкостью сигнализирует о неправильно настроенной скорости подачи сварочной проволоки. В таком случае необходимо либо увеличивать скорость подачи.
Важно следить за геометрией получаемого сварочного соединения. Если получается малое проплавление основного металла, а валик узкий необходимо увеличить напряжение сварочного тока. Сварка выполняется зажженной дугой.
Во время работы необходимо вести горелку не только вдоль стыка, но и перемещать ее, совершая колебательные горизонтальные движения изображенные на рисунке. Этим можно улучшить структуру сварочного шва, значительно измельчив структуру сварного соединения.
I – сварка корневого прохода, II – заполнение кромок (второй слой),
III- заполнение и облицовка шва (3 и последующие слои)
Необходимо обязательно защищать тело от разбрызгивания металла.
Чтобы остановить сварочный процесс, нужно просто перестать нажимать кнопку и убрать горелку с места сваривания металлических поверхностей.
Положения и различия сварочных швов полуавтоматической сварки
Для того чтобы быстро освоить сварку полуавтоматом нужно понимание положений в которых приходится вести процесс.
Положения сварочных швов в пространстве различны. Они делятся на швы, которые выполняемые сварщиком в нижнем положении, отсюда и название – нижнее. Варить в этом положении можно вести как справа на лево, так и с лева на право. Можно использовать технику наложения узких валиков или варить с поперечными колебательными движениями.
Вертикальное положение
Следующее положение это вертикальное. Выполнять сварочные швы удобнее на спуск при расположении горелки углом к низу. Это обеспечить удерживание металла сварочной ванны от вытекания за счет давления сварочной дуги.
Данный метод хорош для тонкого металла, когда не требуется глубокое проплавление. В случаях, когда это требуется, применяют метод сварки на подъем. Оно выполняется при угле наклона сварного шва в пределах от 60 до 120 градусов.
Потолочное положение
Более 120 до 180 градусов идет так называемое потолочное положение сварочного шва. Он наиболее сложный для выполнения. Так как метал сварочной ванны вытекает, создавая дефект в виде наплыва, а процесс ведется в крайне неудобном положении практически над головой сварщика. Для его сварки горелку расположить перпендикулярно изделию или с наклоном назад. Также необходимо совершать колебательные движения горелкой в процессе сварки.
Горизонтальное положение
Рассмотрим еще одно положение сварочного шва – горизонтальное. Его выполнение более сложно чем нижнее ввиду все того же вытекания металла. При сварке горизонтальных швов удобнее всего осуществлять колебания поперечные горелки начиная с нижней части кромок изделия.
Горизонтальные швы необходимо выполнять с колебаниями горелки, начиная варить от каря кромки.
Для выполнения вертикальных швов тонких листов используется метод сварки на спуск (сверху вниз), так как использование метода на подъем дает большое тепло вложение, что негативно отражается на конструкции прожогами и деформацией. Наклон электрода 20-35º
Наклон электрода 20-35º
Существует множество видов сварных соединений. Для механизированной сварки их определяет ГОСТ 14771-76. Согласно которому определяются виды швов: стыковые, нахлесточные, угловые, тавровые. Применяемые как для сваривания труб и профильных конструкций, так и для листовых конструкций.
Так выглядят основные стыковые соединения С4, С5, С7 и С18
Так выглядят основные стыковые соединения С4, С5, С7 и С18
Угловой сварной шов У1
Знания, что представляют собой сварочные полуавтоматы, как ими пользоваться позволяет соединять металлы максимально эффективно, качественно.
Управление горелкой можно осуществлять как одной, так и двумя руками. Во втором случае, сварочный шов будет намного ровнее, качественнее, потому что сварщик работает увереннее, крепче удерживает устройство в руке.
Одна рука обхватывает горелку таким образом, чтобы указательный палец смог расположиться на кнопке запуска. Другая рука кладется сверху на ведущую руку, направляет и контролирует движения первой.
Другая рука кладется сверху на ведущую руку, направляет и контролирует движения первой.
Как сварить сварочным полуавтоматом алюминиевые детали?
Соединения алюминиевых поверхностей необходимо пользоваться проволокой из алюминия. Пластичная проволока может легко залипать внутри горелки, загибаться в разные стороны. Избежать этого можно, применяя особые токосъемы.
Для защиты места соединения применяют высококачественный аргон. Давление выбирайте правильно. Оно должно ограждать сварочную ванну от подсасывания воздуха.
Подобное явление возникает, когда защитный газ подается слишком быстро. Необходимо правильно выполнить на сварочном полуавтомате регулировку индуктивности.
При выполнении сваривания сварщику нужно пробить пленку, которая покрывает алюминий, с определенной скоростью тянуть дугу, следить за сварочной ванной. Только так можно добиться ровного, прочного шва.
Сварка в углекислом газе
СО2 – один из самых недорогих газов. Сваривание металла полуавтоматом в углекислоте – распространенный вид сварки.
Подходит для соединения цветных и черных металлов, в том числе тонких заготовок. Для соединения деталей достаточно узкой кромки.
Проволока расплавляется очень быстро, что сокращает период сварки в несколько раз. Получается шов превосходного качества.
Полуавтомат качественно соединяет металлические поверхности разной толщины.
Сварка полуавтоматического типа расплавляющимися электродами помогает сваривать поверхности намного качественнее, легче, быстрее, чем при пользовании другими методами.
Шов получается, прочным, ровным, устойчивым к коррозии и загрязнениям. Освоить, как правильно работать сваркой полуавтоматом несложно. С каждым разом, результат работы будет все лучше и лучше.
Много полезной информации читайте на сайте mrmetall.ru
советы для новичка по правильной сварке проволокой
Содержание:
- Разные виды полуавтоматической сварки
- Как настроить сварочный аппарат для полуавтоматической сварки
- Как правильно варить
- Несколько слов о выборе полуавтомата для сварки
Сварка полуавтоматом – один из самых известных и популярных методов соединения деталей.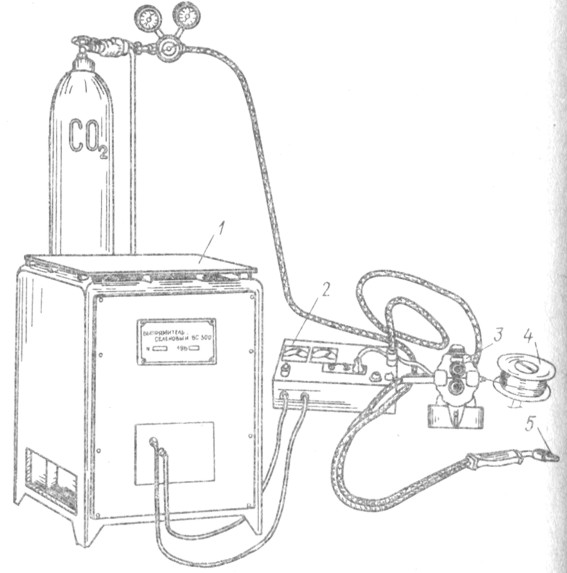 Технология несложная даже для новичка, главное – выбрать правильный расходный материал и придерживаться инструкций во время настройки и использования сварочного полуавтомата. Также можно пройти онлайн-обучение, после чего новичок сможет узнать все нюансы работы.
Технология несложная даже для новичка, главное – выбрать правильный расходный материал и придерживаться инструкций во время настройки и использования сварочного полуавтомата. Также можно пройти онлайн-обучение, после чего новичок сможет узнать все нюансы работы.
Сваривание металла полуавтоматом намного облегчает работу оператора, проволока подается в автоматическом режиме, мастер выполняет остальные процессы.
Как же правильно выполнять сварку полуавтоматом? Как настроить установку для сварочных работ, и какие техники полуавтоматической сварки существуют? Читайте в нашей статье.
Что нужно для сварки полуавтоматом, какие существуют техники
Сварка полуавтоматом выполняется за счет газа и проволоки из меди, алюминия, толщина которой зависит от типа металла.
Существует три основных вида сварки с использованием полуавтомата. Классифицируются они согласно использованию расходного материала:
- в среде инертного газа;
- за счет защитного газа;
- пользуясь порошковой проволокой.

Сварка полуавтоматом в среде инертного газа – сварка MIG/MAG, которая выполняется металлической проволокой. Скорость авто подачи проволоки нужно устанавливать в зависимости от силы тока. Инверторную сварку лучше всего выполнять в аргоне, что обеспечит надежность, прочность, долговечность сварочного шва.
В качестве защитного газа применяются углекислоты, смесь аргона с гелием. Принцип работы полуавтомата для сварки довольно простой: проволока подается с определенной скоростью, в это же время в само устройство через специальное углубление (сопло) поступает газ. За счет углекислого газа можно с легкостью обработать тонкий металл, толщина которого составляет не больше 0,5 мм, а также более толстый металл. Аргон с гелием используется для сварки толстого низколегированного металла, алюминия, отлично подойдет для сварки чугуна.
Самые популярные сварочные полуавтоматы
ТОП 5
Ваш промокод на скидку
Для прочности сварочных швов необходимо правильно подбирать проволоку. Можно воспользоваться порошковой проволокой, которая применяется для всех типов металлов. К тому же, при использовании порошковой проволоки нет необходимости применять защитную газовую среду. Сварка углекислым газом лучше всего подходит для ремонта кузова автомобиля.
Можно воспользоваться порошковой проволокой, которая применяется для всех типов металлов. К тому же, при использовании порошковой проволоки нет необходимости применять защитную газовую среду. Сварка углекислым газом лучше всего подходит для ремонта кузова автомобиля.
Техника дуговой сварки выполняется в среде газа аргона. Газовое давление нужно регулировать с помощью редуктора, чтобы оно не было слишком большим, и хорошо защищало сварочную ванну. Очень часто, когда давление газа очень высокое, может возникнуть подсос воздуха, из-за чего качественный сварочный шов не получится, и вся работа пойдет насмарку, придется начинать все сначала. Мастеру в этом случае нужно обезопасить себя от брызг, защитить механизмы сварочного аппарата, удалить грязь с поверхности.
Если планируется сварка защитным газом, можно купить баллон качественной газовой смеси в специализированном магазине. Выполнять сварку полуавтоматом можно и без использования какого-либо газа, инертного или защитного. Процесс выполняется с помощью флюсовой проволоки. Устройство составляется из труб, содержащих флюс. Во время работы флюс сгорает, после сгорания флюс образовывает защитный газ.
Устройство составляется из труб, содержащих флюс. Во время работы флюс сгорает, после сгорания флюс образовывает защитный газ.
С помощью дуговой сварки, можно производить любой тип шва, в том числе сделать вертикальный шов. В этом случае сварку нужно выполнять снизу-вверх, направляя горелку немного повыше.
Много советов и нюансов сварки полуавтоматом в статье: “Что такое полуавтоматическая сварка: виды, устройство и принцип работы”
Как настроить полуавтомат
Прежде, чем начать работу на сварочном полуавтомате, желательно пройти теорию обучения. Многие также спрашивают, как настроить аппарат для сварки металлов.
Настройка проходит в несколько этапов:
- Регулировка силы сварочного тока, и регулировка давления газа, расход которого зависит от толщины обрабатываемого металла. Сделать так, чтобы эти две величины соответствовали норме, очень просто – в инструкции к каждому устройству есть пункты, в которых указана вся необходимая информация. Стоит заметить, что не стоит выбирать слишком низкое давление, это может привести к медленной работе аппарата и низкому качеству шва.

- Настройка подачи проволоки. Она тоже зависит от силы тока и толщины свариваемого металла. Чем больше толщина металла и большой ток, тем скорость проволоки нужно делать больше. В инструкции к каждому полуавтомату так же идет таблица с настройкой ориентировочных режимов.
- Настройка силы и напряжения тока. Эти два параметра зависят от мощности аппарата.
- Выбор режимов для каждого типа металла. Выбирать режимы стоит на пробной заготовке, в случае необходимости откорректировать полярность, силу тока. Если аппарат настроен правильно, с учетом всех нюансов, получится устойчивая, сварочная дуга. В инструкции есть таблица режимов сварки полуавтоматом, которая поможет начинающему мастеру в подготовке аппарата к работе.
Как варить сварочным полуавтоматом
После настройки аппарата, выбора силы тока, скорости подачи проволочного электрода, сварщик может приступать к работе.
Сначала нужно настроить держатель мундштука, наконечник которого должен находиться в зоне проведения сварки. Нажимая пусковую кнопку, нужно наконечником чиркнуть в месте, где будет проходить сварочный процесс. Делать два действия, нажимать пусковую кнопку и чиркать по металлической заготовке нужно одновременно.
Нажимая пусковую кнопку, нужно наконечником чиркнуть в месте, где будет проходить сварочный процесс. Делать два действия, нажимать пусковую кнопку и чиркать по металлической заготовке нужно одновременно.
Весь процесс, кроме подачи проволоки, выполняет сварщик, он должен тщательно следить за скоростью ведения наконечника, который должен находиться в правильном положении и при верном наклоне.
О преимуществах полуавтоматической сварки читайте в статье: “Что лучше выбрать: сварочный полуавтомат или инвертор”
Как выбрать полуавтомат
Прежде, чем приступить к выбору сварочного устройства, необходимо проверить параметры электросети, a затем уже выбирать аппарат, ориентируясь на силу тока. Также нужно определиться, для каких именно целей покупается аппарат, какие металлы нужно будет сварить.
Полезная информация о критериях выбора сварочного полуавтомата в статье: “Как выбрать сварочный полуавтомат для дома”
Помимо этого, можно посмотреть разные обучающие видео, которые помогут научиться пользоваться полуавтоматом, изучить основы полуавтоматической сварки. Также необходимую информацию можно найти в Интернете, на Ютуб канале, на специальных сайтах, где предоставлена инструкция пользования сварочным аппаратом.
Также необходимую информацию можно найти в Интернете, на Ютуб канале, на специальных сайтах, где предоставлена инструкция пользования сварочным аппаратом.
Поскольку в интернет-магазинах представлено великое множество полуавтоматов для сварки, то для правильного и быстрого выбора можно ориентироваться на топовые модели.
Лучшие аппараты для полуавтоматической сварки в статье: “Рейтинг сварочных полуавтоматов по надежности в Украине – ТОП 7 лучших моделей”
В представленный рейтинг вошли сварочные полуавтоматы от самых надежных производителей. Эти аппараты успешно проявили себя в работе и поэтому продаются лучше всех. Они получили положительные отзывы пользователей, поскольку отличаются надежностью и практичностью.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!
Как правильно настроить сварочный полуавтомат, признаки неверной настройки
Начинающие пользователи такого оборудования наверняка задаются вопросом: какой сварочный полуавтомат имеет необходимые настройки и не требует дополнительной отладки? Однако таких моделей не существует по двум причинам. Во-первых, сама технология изготовления не дает возможности задать одинаковые параметры для каждого экземпляра. Во-вторых, такое единообразие не имеет смысла, потому что оборудование предназначено для сварки разных материалов.
Во-первых, сама технология изготовления не дает возможности задать одинаковые параметры для каждого экземпляра. Во-вторых, такое единообразие не имеет смысла, потому что оборудование предназначено для сварки разных материалов.
При этом сохранение заводских параметров существенно сокращает возможности использования прибора, потому что разные металлы и сплавы нужно соединять в разных условиях. Комплект поставки обычно включает инструкции по самостоятельной отладке оборудования, но их зачастую недостаточно. Поэтому каждый опытный мастер знает, как подключить и правильно настроить сварочный полуавтомат для работы с конкретным материалом. Подобный опыт нередко дополняет и уточняет заводские инструкции.
Внешнее влияние на настройки
Изменение пространственного положения шва, усиление катета, толщины, конфигурации стыков одного металла потребуют разных настроек. Основные настройки полуавтомата (ПА):
- Напряжение дуги; регулировка отражается на изменении величины тока.

- Ток – подача проволоки; увеличение скорости подачи проволоки отзывается пропорциональным ростом величины тока и наоборот.
- Расход газа задаётся с опорой на основные параметры, регулируется оценкой качества шва при исключении порообразования.
Далее по результатам тестового прохода режимы электродуговой сварки в среде защитных газов подвергаются корректировке.
Для опытного практика даже звучание зажжённой дуги информативно. Придётся с приобретением полуавтомата привыкать к его особенностям, необходимости подстраивать под изменения:
- Комплектация и сборка ПА с равноценными характеристиками отличаются начинкой, различие в настройке встречаются у одного производителя.
- Перепады напряжения сбивают настройки; трансформаторный ПА отключится, а инвертор может сгореть.
- Изменение состава защитного газа.
- Смена марки и диаметра проволоки.
- Повлияет даже незначительный ремонт или замена комплектующих.
Газозащита
Газопоток также относится к расчётным табличным величинам. Напрямую на настройку сварочного полуавтомата не влияет. Контроль упрощается, если редуктор оснащён 2 шкалами. Регистрация величины редуцированного потока воспринимается объективнее с установкой ротаметра.
Напрямую на настройку сварочного полуавтомата не влияет. Контроль упрощается, если редуктор оснащён 2 шкалами. Регистрация величины редуцированного потока воспринимается объективнее с установкой ротаметра.
Расходомер ротаметрический показывает подачу углекислоты (аргона) рабочего давления в постоянных величинах. Показание статического давление снизится, когда сработает курок горелки, создастся защитное облако. Начальный диапазон для ротаметра 6–10 л/мин, для редуктора с манометрами – 1–2 атм.
Экономный расход подбирается по пористости шва: газопоток увеличивается, пока не исчезнут поры. В помещении с принудительной вытяжкой и на ветру в целях экономии предпочтительно воспользоваться порошковой самозащитной проволокой.
Подбор газовой смеси
Выбор смеси определяют требования качества исполнения и свойства материала:
- СО2 – идеальное предохранение сварочной ванны конструкционных сталей, глубокий проплав, но разбрызгивание и грубоватость шва для тонких работ не подходят.

- Смесь аргона и углекислого газа С25 (75% Ar; 25% CO2) – сочетание подходит для сварки тонколистовых конструкций, создаётся равномерный шов с минимумом брызг.
- Композиция из 98% Ar; 2% CO2 – для нержавеющих сталей.
- Для алюминия – аргон в чистом виде.
Настройка напряжения
Затраты мощности на горение дуги и плавление металла определяет настройка вольтажа. Энергозатраты возрастают с увеличением глубины провара (толщины материала) и диаметра проволоки.
Настройки бытовых ПА ступенчатые. Огрубление режимами min/max или многорежимные, с мягкой подстройкой как расширенный диапазон регулировки сварочного напряжения полуавтомата Wester MIG-110i на 10 установок.
На внутренней стороне крышки кожуха находится таблица регламента установочных величин напряжения. Это главная подсказка производителя, печатается на модели, разнящиеся по мощности и техоснащению.
Итоговое решение, как настроить полуавтомат сварочный за оператором. Расплывчатые рекомендации не догма, основной критерий – глубина провара и прочность соединения.
Расплывчатые рекомендации не догма, основной критерий – глубина провара и прочность соединения.
Скорость подачи проволоки
Регулятор скорости подачи проволоки управляет силой тока. Величина подачи – одна из основных изменяемых характеристик. Устанавливается после выбора напряжения: скорость плавления определяет движение электрода в горелке.
Эта величина подлежит регулировке после смены марки и диаметра проволоки, изменения напряжения. Существуют ПА с автоматической подстройкой режима, но они в сегменте дорогостоящей аппаратуры.
Желательна тонкая настройка движения расходного материала для оптимизации корректировок. Излишнее ускорение приведёт к наплывам, замедление – к просадке, волнистости, разрывам шва. Баланс тока и напряжения, управляемого скоростью подачи, в сумме дают оптимальный валик.
Первый показатель несоответствия режима выявляется в действии – скорость подачи с зажжённой дугой снижается, но проволока не успевает плавиться, сгибается, липнет к заготовке, идёт активное разбрызгивание.
Недостаточность подачи – электрод инвертора сгорает до касания, забивается наконечник. Подбор режима скорость/ток под выставленное напряжение – первый шаг к профессионализму.
Скорости подачи проволоки в полуавтомате, таблица прямой зависимости влияния изменения настроек на конечный результат:
Полярность
Процедура изменения полярности проста. Под крышкой табличка с указанием, какой металл вид и проволоки требуют прямой или обратной полярности. Прямая – горелка подключается к клемме минус. При прямой полярности плавление проволоки ускоряется на 50%, но стабильность дуги падает.
Сварка порошковой самозащитной проволокой ведётся при прямой полярности. Максимум энергии тепловыделения расходуется на защиту шва. Флюс прореагирует без остатка. Склонность к разбрызгиванию компенсируется безразличием к недоочистке рабочих зон, и порывам ветра. Издержки в виде брызг и корки шлака – неизбежное зло.
Цельная омеднённая в газовом облаке подсоединяется к положительной клемме. Подготовка материала к сварке связана с зачисткой проявлений коррозии, загрязнений стыков, разделки. Токопроводность возрастает с увеличением диаметра. Для заготовок большого сечения есть резон увеличить сечение проволоки.
Подготовка материала к сварке связана с зачисткой проявлений коррозии, загрязнений стыков, разделки. Токопроводность возрастает с увеличением диаметра. Для заготовок большого сечения есть резон увеличить сечение проволоки.
Вылет и выпуск проволоки
Длина вылета расходного электрода из контактной трубки (наконечника), величина рабочего зазора горелки влияют на качество неразъёмного соединения.
Взаиморасположение наконечника горелки относительно сопла в отдельных конструкциях меняется. Они располагаются на одном уровне, контактная трубка утапливается или выдвигается относительно сопла до 3,2 мм.
На коротком вылете ведётся швообразование конструкционных низколегированных сталей – увеличение расстояния разрежает прикрытие защитным газом. Флюсовую проволоку искусственно удлиняют для увеличения температуры плавления.
Настройка дуги
Уже простые модели ПА имеют верньер управления величинами индуктивности. Настройка жёсткости меняет температуру дуги, глубину проплавления при заметной выпуклости шва. Чувствительность деталей к перегреву, тонкие стенки теперь не препятствуют сварке.
Чувствительность деталей к перегреву, тонкие стенки теперь не препятствуют сварке.
Снижение сжатия токового канала (рост индуктивности) поднимает температуру плавления, проплав глубокий, сварочная ванна разжижается. Валик шва уплощается. Управление глубиной провара, температурой дуги и ванны – качественно новый уровень настройки сварочного полуавтомата.
Малые диаметры присадки делают дугу устойчивее, коэффициент наплавки растёт, глубина проплавления оптимизируется, разбрызгивание снижается. По выпуклости шва и величине разбрызгивания уточняется длина дуги: короткая даёт объёмный шов, длинная мешает концентрации расплава.
Подбор газа и настройка сварочного полуавтомата по его расходу
Выбор защитного газа – фактор, не выбираемый исполнителем по желанию. То, какой конкретно газ будет использован в конкретной сварочной задаче, определяется несколькими факторами. Наиболее существенные их них – материал соединяемых элементов, их толщина и дополнительные требования по качеству исполнения.
То, какой конкретно газ будет использован в конкретной сварочной задаче, определяется несколькими факторами. Наиболее существенные их них – материал соединяемых элементов, их толщина и дополнительные требования по качеству исполнения.
Исходя из этого мы рекомендуем придерживаться следующих рекомендаций:
- Углекислый газ как наиболее дешевый вариант защитного покрытия сварочной ванны предпочтителен. Но стоит помнить, что несмотря на глубокий проплав, его применение дает довольной грубый шов. Поэтому для изделий с высокими требованиями по эстетике или аэродинамике такой вариант не подходит;
- Сочетание аргона и углекислоты в пропорции 3:1 отлично подходит для сварки тонкостенных конструкций. Брызгообразование при этом минимально. Конечный шов отличает высокое качество во всех отношениях;
- Алюминий и алюминиевые сплавы требуют применения чистого аргона;
- Оптимальным вариантом защиты для соединения нержавейки является аргон (98%) с небольшой добавкой углекислого газа (2%).

Осуществлять контроль правильности соблюдения этого фактора можно даже визуально. Если при формировании шва он получается пористым, это говорит о том, что воздух попадает в рабочую зону и взаимодействует с раскаленным металлом. То есть, подачу защитного газа необходимо увеличивать. А вот чрезмерный расход газов определить может только человек с большим опытом. Как правило, это осуществляется на слух при работе с одной и той же моделью полуавтомата.
Общие особенности
К особенностям сварки в потолочном положении можно отнести то, что необходимо поддерживать расплавленный и наплавляемый металл. Что бы он не стекал в низ. Я считаю, это основная особенности сварки в этом положении. Что бы этого добиться, нужно выбрать необходимые электроды. А так же, настроить сварочный аппарат, выставив оптимальную силу тока и другие параметры(если есть такая возможность).
Что бы вы понимали, для сварки в потолочном положении обычно используется ручная дуговая сварка(РДС) или полуавтоматическая(П/А). Для каждого из этих видов сварки мы расскажем по отдельности.
Для каждого из этих видов сварки мы расскажем по отдельности.
Сварка потолочного шва полуавтоматом
Перед тем, как приступить к сварке потолочного шва полуавтоматом необходимо понимать технологию, как минимум в общих чертах. Как я уже обращал ваше внимание раньше, сварка в потолочном положении одна из самых сложных. Не смотря на это, выполняя эту работу полуавтоматом, надо понимать, что это легче чем «ручкой«…
Настройка полуавтомата
Первым делом обратите внимание на настройку вашего аппарата. Здесь есть несколько настраиваемых параметров.
- Скорость подачи проволоки
- Сила сварочного тока
- Кол-во подаваемого газа
Это 3 основных настраиваемых параметров. На современных полуавтоматических сварочных аппаратах существует множество настроек, но перечисленные выше считаются основными.
Если вы выполняете сварку деталей толщина которых более 10 мм, нам придется проварить сначала корень шва, а затем облицовочный. При сварке корня, установите силу тока, примерно, на 15-20% выше. Когда приступим к облицовке снизим напряжении в исходное положение.
При сварке корня, установите силу тока, примерно, на 15-20% выше. Когда приступим к облицовке снизим напряжении в исходное положение.
По поводу точных значений — скорость подачи, сила тока, и кол-во газа сказать затрудняюсь, так как сам выставляю по ощущениям. Более того, на каждом полуавтомате изображены условные значения этих параметров(1,2,3,4,5 и тд). Исключением являются аппараты с дисплеями. На таком оборудование могут отображаться точные значения.
Подготовка деталей к сварке
Будем считать что редуктор на баллоне с «кислотой» выставлен на необходимое значение. Аппарат так же настроен оптимально.
Приступим к подготовке деталей к сварке. А это значит, зачистим место сварки до «серебра«. Удалим масляные загрязнения, все возможные окалины и «заусенцы». Если толщина наших заготовок равняется 10-и или более, необходимо произвести разделку кромок. Разделку выполняем равную 25′ — 30′. А так же, выставляем зазор примерно 1 мм и притупление 1-1. 5 мм. Все это обеспечит достаточный провар.
5 мм. Все это обеспечит достаточный провар.
Процесс полуавтоматической сварки «потолка».
Наконец-то, переходим к самому процессу сварки. Перед началом процесса, расположите(по возможности) деталь удобным для вас образом. А так же, определитесь, как расположитесь самому. Более того, подумайте, на что можно опереться, что бы лучше удерживать равновесие и жесткость рабочей руки.
Приступаем к сварке. По возможности, прихватите планку к началу сварочного соединения. Для того, что бы начать сварку на этой планке. На ней, мы, стабилизируем сварочную дугу, выставим необходимый вылет сварочной проволоки.
Виды способа сварки на себя и от себя
Выполняем сварку способом — на себя. В процессе как бы подталкивайте сварочную ванну по направлению сварки. Если провариваете корень шва, не забудьте прибавить ток на 20-25%. Как проварите корень, зачистите место сварки до «серебра» и сделайте болгаркой борозду по центру корневого шва. Это для того, что бы при проваривании облицовочного шва, выполнять сварку точно и не съезжать мимо… Не забудьте снизить ток в исходное положение, до начала сварки облицовочного шва.
Это для того, что бы при проваривании облицовочного шва, выполнять сварку точно и не съезжать мимо… Не забудьте снизить ток в исходное положение, до начала сварки облицовочного шва.
Как самому настроить сварочный полуавтомат?
Время чтения: 8 минуты
Настройка сварочного полуавтомата — это сложная и обширная тема. Чтобы правильно настроить полуавтомат, недостаточно просмотреть популярные таблицы с соотношениями силы тока и металла. Необходимо постоянно практиковаться и варить с применением различных настроек. А также учитывать особенности заготовки и самого сварочного аппарата.
В этой статье мы поделимся простыми рекомендациями, как настроить полуавтомат сварочный, если вы новичок. Мы также расскажем о некоторых особенностях, которые вам нужно учесть, чтобы найти оптимальный режим сварки.
Общая информация
Для начала немного общей информации касаемо настройки полуавтомата. Вы должны понимать, что в мире не существует идеального режима сварки, при котором можно работать с любым металлом и при этом получать достойный результат. Настройки в любом случае необходимо корректировать, учитывая тип металла, его толщину, а также пространственное положение при сварке и тип шва.
Настройки в любом случае необходимо корректировать, учитывая тип металла, его толщину, а также пространственное положение при сварке и тип шва.
Чтобы лучше понимать зависимость конечного результата от выбранных настроек, представьте, что настраивая аппарат, вы как бы настраиваете количество тепла, которое собираетесь вложить в плавление присадочной проволоки. И количество этого самого тепла будет разным, при работе со сваркой тонких или толстых деталей. Тонкому металлу требуется меньшее количество тепла, в противном случае может образоваться прожог. А вот толстому металлу тепла нужно больше, чтобы не было непроваров.
Теперь переведем условную регулировку количества тепла в реальные настройки. Две основные настройки на полуавтомате — это сила сварочного тока и напряжение дуги. Учтите, что сила тока связана со скоростью подачи проволоки. Чем выше ток, тем быстрее проволока подается в зону сварки.
Вы должны понимать, что при настройке полуавтомата регулировка силы тока и регулировка напряжения дуги — это взаимосвязанные вещи. Поэтому невозможно установить все этих регулировки наугад и получить приемлемый результат. Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи. Под «скоростью подачи» имеется в виду сила сварочного тока.
Поэтому невозможно установить все этих регулировки наугад и получить приемлемый результат. Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи. Под «скоростью подачи» имеется в виду сила сварочного тока.
Параметры настроек
Работу сварочных полуавтоматов описывают четыре технические характеристики:
- напряжение дуги – изменение этого параметра влияет на значение силы тока;
- сила тока и скорость подачи проволоки – две связанных характеристики с прямо пропорциональной зависимостью друг от друга;
- расход защитного газа – он увеличивается с повышением значений предыдущих характеристик.
Эти четыре параметра определяют направления, по которым необходимо настроить оборудование для того или иного материала. Важно понимать, что отладка не может сохраняться долгое время в силу следующих наиболее частых причин:
- незначительный ремонт оборудования, установка новых комплектующих;
- изменение химического состава газовой смеси, применяемой как защитная среда;
- перепады и скачки напряжения электрического тока, питающего аппарат;
- использование присадочной проволоки другой марки и/или с иным составом.

Даже в ряду родственных моделей одного и того же производителя нередко наблюдаются существенные различия в заводских настройках. Подобные расхождения бывают и у разных приборов с идентичными заявленными характеристиками. Чтобы научиться регулировать сварочные полуавтоматы под конкретные задачи, необходимо привыкнуть к особенностям функционирования оборудования и выявить в нем закономерности и причинно-следственные связи.
Настройка полуавтомата
Переходим непосредственно к вопросу, как настроить сварочный полуавтомат для работы. В рамках этой статьи мы не будем рассказывать про регулировку подачи защитного газа или про заправку присадочной проволоки. Все это вы уже должны были изучить заранее. Мы расскажем именно про подбор силы тока и напряжения. Поскольку две этих характеристики наиболее важны. Наша задача — найти оптимальную «область сварки», как в графике, который мы вам показывали выше.
Подготовительный этап
Возьмите ненужный кусок металла (желательно не очень тонкий, 5 мм подойдет, и не очень большой). Обязательно подготовьте поверхность к сварке. Удалите все загрязнения, в том числе коррозию и краску, если имеется. Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.
Обязательно подготовьте поверхность к сварке. Удалите все загрязнения, в том числе коррозию и краску, если имеется. Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.
Подготовленный металл
Вы будете использовать этот металл в качестве подопытного, и обучаться на нем. Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Поиск оптимальных настроек : 1 этап
Настройка сварочного полуавтомата начинается с регулировки напряжения дуги. Мы рекомендуем установить низкое значение от 15 до 20 Вольт, также установите невысокое значение силы тока (до 100 Ампер).
В процессе работы у вас будет занята лишь одна рука, та, которой вы держите горелку. Поэтому используйте вторую руку для одновременной работы и регулировки параметров. Так вы сможете видеть результат сразу.
Начинает формировать сварной валик, и следим за дугой, а также звуком, одновременно меняя настройки на аппарате. Дуга должна гореть более-менее стабильно и практически не разбрызгиваться, а звук должен быть чистым и приятным уху. На данном этапе не обращайте внимание на форму валика и на глубину проплавления. Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно. Изменяйте настройки не резко, а буквально на одно-два значения.
Дуга должна гореть более-менее стабильно и практически не разбрызгиваться, а звук должен быть чистым и приятным уху. На данном этапе не обращайте внимание на форму валика и на глубину проплавления. Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно. Изменяйте настройки не резко, а буквально на одно-два значения.
Поиск оптимальных настроек : 2 этап
Далее наступает самый кропотливый этап настройки. Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
На данном этапе у вас должны быть записаны/сфотографированы три типа настроек: напряжение 15-20 Вольт + сила тока меньше 100 Ампер, напряжение 15-20 Вольт + минимально допустимая сила тока, напряжение 15-20 Вольт + максимально допустимая сила тока.![]()
Теперь вам нужно понизить изначальное напряжение (напоминаем, что это 15-20 Вольт) на пол вольта и снова искать, при каких значения минимальной и максимальной силы тока дуга будет гореть стабильно. Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
На данном этапе вы уже должны знать минимальное напряжение + минимальную/максимальную силу тока, при котором аппарат может варить. Теперь верните ваши первоначальные настройки (15-20 Вольт + сила тока до 100 Ампер), и повторите все описанное в абзаце выше, только не понижая напряжение дуги, а увеличивая его на пол вольта.
Постепенно при увеличении напряжения вы найдете ту точку, при которой сварка станет невозможна. Результаты зафиксируйте.
Теперь у вас есть все настройки. Вы знаете, каковы оптимальные значения напряжения и силы тока при минимальных и максимальных настройках. Для удобства начертите график, похожий на тот, что мы уже указывали выше, со своими настройками.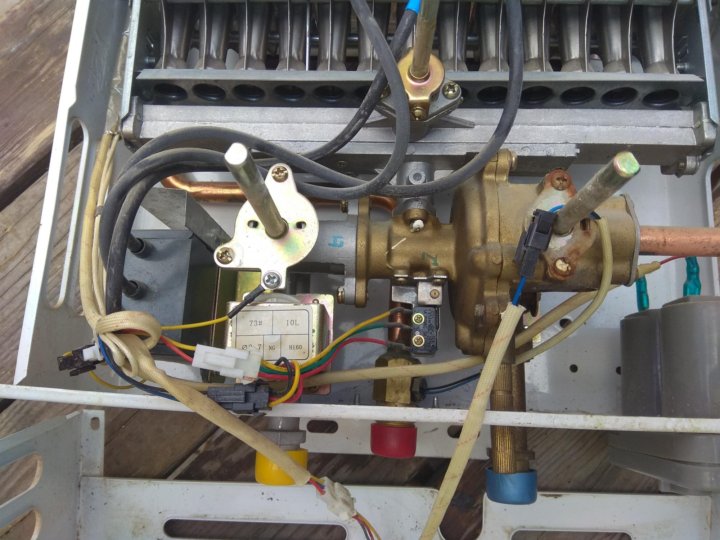 И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
Самые частые сбои и их признаки
Если сварочный полуавтомат не был правильно настроен и отрегулирован, в процессе его работы могут возникать различные сбои и ошибки. Ниже перечислены наиболее распространенные из них, а также признаки, по которым их можно распознать:
- Если проволока подается слишком быстро для выбранного напряжения, она не образует дугу, а просто приварится к одной из соединяемых деталей.
- При нехватке или отсутствии защитного газа в зоне сварки обильно вылетают брызги, а шов становится пористым и приобретает зелено-коричневую окраску.
- Если напряжение и/или скорость подачи присадочной нити недостаточны, сварка не проникнет глубоко в толщу соединяемых деталей, и шов будет непрочным.
- При слишком высоком для данной толщины металла вольтаже закономерно произойдет прожигание свариваемых листов или деталей.
- Если присадочную нить подавать слишком медленно, при касании металла она будет частично оплавляться, оставаясь на конце рабочего наконечника.

- При удалении горелки от места сварки далее 0,6-1,2 см шов получится прерывистым, а в процессе работы будет обильное разбрызгивание припоя.
- Если материал не очищен, а заземление плохо закреплено, сварка будет идти рывками, а шов получится рваным. Со стороны кажется, что причина в низком напряжении или малой скорости подачи проволоки, но это не так.
Кроме того, треск и щелчки во время сварки говорят о низкой скорости подачи припоя. Недостаток газовой среды увеличивает количество брызг и искр. Прерывистый шов и непроваренные (пропущенные) участки указывают на то, что поверхность металла не была очищена и должным образом подготовлена к сварке. Зазубрины и разная толщина шовного наплава – результат неравномерного ведения горелки по месту соединения.
Вообще, в процессе сварки недостаточно иметь в виду только усредненные инструкции и рекомендации. Обязательно нужно обращать внимание на мелочи и подмечать опытным путем, какой результат получается при тех или иных настройках и движениях горелки.
Рекомендательные значения основных параметров представлены в таблице:
Как настроить сварочный полуавтомат самостоятельно?
Для того, чтобы грамотно выставить настройки сварочного аппарата, недостаточно прочесть инструкцию по эксплуатации. В ней написаны общие параметры, и они не всегда являются целесообразными именно к тем работам, которые вы собираетесь выполнять. Необходимо сделать не один киллометр швов, чтобы на глаз понять, как варить тот или иной материал. А для начинающих сварщиков мы подробно объясним, на что обратить внимание, и какие настройки следует изменить в полуавтоматическом сварочном аппарате.
Основные правила при выборе режима
Нельзя сказать, что существует какой-то определенный оптимальный режим сварки для всех соединений. В каждом отдельном случае необходимо исходить из свойств материала, особенностей заготовки, поворотных углов, толщины металла и прочее. Идеальный и прочный стык получается только тогда, когда все нюансы учтены. А чтобы это понять, попробуйте сварить две детали с разными настройками. Так будет нагляднее для вас, что получится в итоге. Но, а для тех, кто не готов самостоятельно экспериментировать, предлагаем воспользоваться нашими советами.
А чтобы это понять, попробуйте сварить две детали с разными настройками. Так будет нагляднее для вас, что получится в итоге. Но, а для тех, кто не готов самостоятельно экспериментировать, предлагаем воспользоваться нашими советами.
Беря в руки заготовку и сварочный аппарат, вам нужно вообразить, сколько тепла потребуется, чтобы расплавить этот металл. Другими словами, как быстро должен расплавляться присадочный пруток, чтобы расплавить металлическую поверхность и вступить с ней в диффузию. Для тонких материалов количество тепла будет меньше, чтобы не прожечь насквозь, а для толстых – требуется больший нагрев, чтобы равномерно и глубоко проникло тепло, не оставив не задействованных участков. Отталкиваясь от этого нехитрого умозаключения, вы сможете выставить настройки аппарата наиболее приближенные к оптимальным параметрам.
Теперь перейдем от слов к делу. Сила тока и напряжение дуги являются главными показателями в настройках полуавтомата. Скорость подачи присадки зависит от силы тока, чем ток выше, тем быстрее движется проволока. Сила тока напрямую зависит от стабильного горения дуги и наоборот. Только в случае правильного режимного настроя и уверенных движений мастера, стык получится правильным и прочным.
Сила тока напрямую зависит от стабильного горения дуги и наоборот. Только в случае правильного режимного настроя и уверенных движений мастера, стык получится правильным и прочным.
Основные принципы настроек
В процессе сварки, даже если вы выставили все настройки конкретно под свой вид работ, необходимо время от времени их перенастраивать. Почему так происходит и с чем это связано, вот несколько факторов:
- производители сварочных аппаратов не ставят перед собой цель сделать все агрегаты одинаковыми, в этом и смысл такого ассортимента продукции на рынке. Каждая установка предназначена на определенный круг работ, а значит, ее используют не для единственной детали, а для ряда элементов со своими параметрами и свойствами;
- перепады напряжения электросети вносят особый дискомфорт для настроек подачи тока. Кто-то может включить или выключить мощный электроприбор, что мгновенно отразится на настройках аппарата. Для таких случаев нужно запастись бесперебойными устройствами, иначе сварочный полуавтомат может сгореть;
- если вы сменили баллон с газом, настройки нужно подкорректировать.
 Не во всех баллонах единая для всех сбалансированная смесь. Диаметр присадочного прутка отличается от предыдущего, в случае, когда вы решили заменить его, даже если он идентичной марки;
Не во всех баллонах единая для всех сбалансированная смесь. Диаметр присадочного прутка отличается от предыдущего, в случае, когда вы решили заменить его, даже если он идентичной марки; - в зависимости от типа шва также нужно подправить настройки или при замене катушки;
Мы рассмотрели наиболее часто встречающиеся варианты, когда необходимо регулировать настройки режима аппарата. В большинстве случаев может и не потребоваться такая процедура, но при смене газа или выборе другого аппарата, при использовании проволоки другого производителя, учитывать вышеперечисленные настройки просто необходимо.
Настройка силы тока и скорости подачи проволоки
Эти взаимосвязанные величины подбираются по своим оптимальным значения после напряжения и постоянно определенном диаметре проволоки. Чем выше скорость подачи расходника, тем выше должен был рабочая сила тока для его расплавления. Ряд моделей полуавтоматов, имеющих синергетический режим SYN, могут автоматически регулировать скорость подачи проволоки в зависимости от показателей выставленного вольтажа.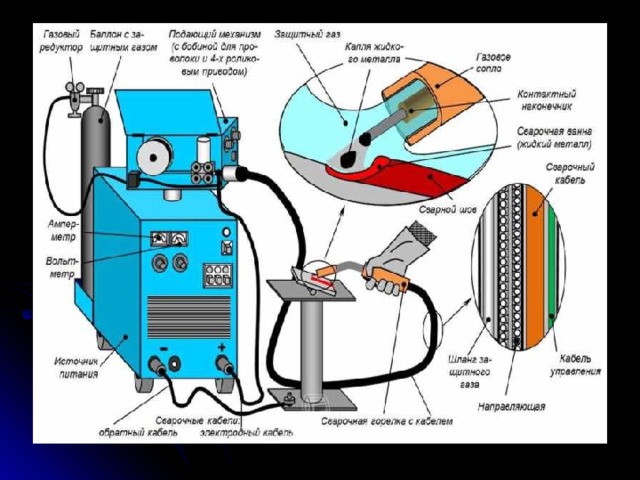
Ошибки в осуществлении этой регулировке приводят к негативным эффектам. В частности:
- Слишком высокое значение скорости подачи обеспечит большой разлет брызг металла, неравномерный шов с наплывами;
- Слишком низкое значение скорости подачи обеспечит ее расплавление еще до выхода из сопла горелки. Это приведет к повышенному засорению сопла и частым остановкам сварочного процесса. Кроме того, риск разрыва шва и просадок также ощутимо растет.
Как настроить полуавтоматическое сварочное оборудование
Если вы подошли к этому этапу, вы наверняка уже умеете пользоваться настройками подачи газа и правильно устанавливать электрод. Мы поговорим о выборе силы сварочного тока и о напряжении, так как эти два момента наиболее важны при сварочных работах. Вы должны научиться выбирать наиболее благоприятный режим зоны сварки.
Для начала найдите ненужный кусок металла, на котором вы сможете тренироваться. Подготовьте его к работе. Очистите от грязи, ржавчины или краски. Пройдитесь шлифовальной машинкой или воспользуйтесь наждачной бумагой. Натрите до блеска. Вот именно на этом материале и пройдет практическое обучение. Не беритесь сразу за чистовик, выполните домашнюю работу на черновике, а после многочисленных попыток вы уже не сможете испортить нужные детали. Хотя бывает всякое.
Пройдитесь шлифовальной машинкой или воспользуйтесь наждачной бумагой. Натрите до блеска. Вот именно на этом материале и пройдет практическое обучение. Не беритесь сразу за чистовик, выполните домашнюю работу на черновике, а после многочисленных попыток вы уже не сможете испортить нужные детали. Хотя бывает всякое.
Первый шаг поиска настроек
Первым делом настройте напряжение сварочной дуги. Рекомендуемый диапазон от 15 до 20 V. Следующим параметром будет выставление силы тока на 100А. В одной руке вы держите горелку, а второй рукой вы регулируете настройки. Таким образом, результат от настроек вы видите моментально. Обратите внимание на стабильность дуги и на звук, который она издает. Приятный треск не должен резонировать. Расплавленный металл сейчас не имеет значения, вы должны определить параметры тока и дуги, при которых работа протекает на высшем уровне. Крутите ручку настроек плавными движениями по чуть-чуть, буквально на одно-два деления. Когда вы найдете оптимальный вариант, эти значения нужно зафиксировать. Не полагайтесь на память, запишите либо сфотографируйте.
Не полагайтесь на память, запишите либо сфотографируйте.
Настройка полярности при сварке полуавтоматическим инвертором
Фактор полярности – прямая или обратная – также ощутимо влияет на конечный результат сварочных работ, выполняемых полуавтоматом.
Прямая полярность подразумевает соединение горелки с минусовой клеммой, а соединяемых элементов – к плюсу. Такой вариант применяется при использовании флюсовой проволоки. При таком варианте активное выделение теплоты направлено на материал расходника. Флюс отлично плавится, но при этом наблюдается активное шлакообразование.
Обратная полярность с подключение горелки к плюсовой клемме аппарата применяется при использовании сплошной сварочной проволоки.
Настройка полуавтомата для сварки своими руками
Содержание
- Техника безопасности при работе с полуавтоматом
- Что влияет на настройку аппарата
- Толщина металла
- Наличие газовой среды и ее состав
- Полярность и необходимое напряжение
- Положение электрода и подача проволоки
- Начальные настройки
- Общая детальная таблица настроек автомата
Сварочный полуавтомат удобен для использования в небольших мастерских или в домашних условиях. Он отличается компактными размерами и не требует подготовки специального рабочего места. С аппаратом справляются как опытный сварщик, так и не имеющий квалификации новичок. Для получения правильно функционирующего прибора нужна настройка полуавтомата для сварки, которая зависит от вида металла, толщины и скорости проволоки, состава газа в баллоне и других факторов. Устройство способно выполнять работу с разными сплавами.
Он отличается компактными размерами и не требует подготовки специального рабочего места. С аппаратом справляются как опытный сварщик, так и не имеющий квалификации новичок. Для получения правильно функционирующего прибора нужна настройка полуавтомата для сварки, которая зависит от вида металла, толщины и скорости проволоки, состава газа в баллоне и других факторов. Устройство способно выполнять работу с разными сплавами.
Техника безопасности при работе с полуавтоматом
Перед соединением заготовок необходимо заземлить аппарат, после чего начать настройку с подключения газового баллона, проверить катушку с проволокой. Последняя иногда перезаряжается и припой протягивается к рукоятке горелки.
При использовании полуавтомата необходимо соблюдать требования техники безопасности.
Главные ее положения:
- Не допускать прямого попадания лучей солнца на газовый баллон, не заправлять его самостоятельно, беречь вентили от повреждения, не заносить резервуар с холода в теплое помещение.

- Все действия производить в огнестойком костюме, защитной маске, специальной обуви и перчатках.
- Убрать подальше взрывоопасные и горючие вещества.
- Использовать полное освещение.
- Не сваривать бензобаки, канистры и бочки, в которых хранились опасные составы.
При соблюдении перечисленных правил результаты будут хорошими у всех сварщиков.
Что влияет на настройку аппарата
Изменение положения швов в пространстве и конфигурации стыков зависит от:
- напряжения дуги и полярности тока;
- скорости подачи проволоки, ее диаметра и марки;
- толщины металла;
- вида газа в баллоне и его расхода;
- состояния отдельных частей прибора.
К комплектующим относятся:
- блок управления;
- встроенный источник питания;
- подающий механизм для припоя;
- горелка;
- силовой кабель;
- баллон с аргоном или углеродом.
Устройство подачи проволоки включает в себя тянущие ролики, редуктор и электродвигатель.
По результатам проверки режима сварки с использованием ПА настройки корректируются.
Толщина металла
Немного о том, как правильно настроить сварочный полуавтомат в зависимости от параметров заготовок.
Тонкие листы соединяют внахлест, при этом в верхнем высверливают отверстия, через которые поступает припой.
При регулировке следует установить значения рабочего тока и напряжения, а также изменить скорость подачи проволоки на меньшую. Если дуга будет неустойчивой, нужно немного увеличить выбранные показатели.
Во избежание прожога металла электрод ведут без остановки. Варить лучше с середины материала, чтобы не залить расплавом остальные отверстия. Если шов не требует герметичности, заготовки соединяют отдельными точками, расположив их на дистанции 1-5 см.
Детали толщиной от 4 мм подвергаются снятию фасок. Это дает возможность формировать ровный и качественный шов. Работы рекомендуется проводить на улице.
Ниже приведена таблица главных параметров.
| Толщина заготовки (мм) | Ток (А) | Напряжение (В) |
| 1,0 | 70 | 17 |
| 1,5 | 95-110 | 18-19 |
| 2,0 | 110-150 | 19-21 |
| 2,5 | 130-150 | 21,5 |
| 1,0 | 100-110 | 18-19 |
| 2,0 | 125-180 | 19-22 |
| 3,0 | 150-180 | 20-22,5 |
| 4,0 | 180-270 | 18-22 |
| 2,0 | 140-180 | 20-22,5 |
| 3,0 | 170-250 | 21,5-24 |
| 4,0 | 200-300 | 22-28 |
Все значения относятся к начальным показателям. В процессе работы они корректируются.
Наличие газовой среды и ее состав
При сварке используют газы нескольких видов, чаще гелий, углекислый или аргон. Их применяют для увеличения прочности шва.
Выбор смеси зависит от требуемого качества работы и характеристик металла:
- СО² хорошо предохраняет конструкционные металлы (полностью закрывает сварочную ванну, обеспечивает глубокий проплав), однако создает брызги, отчего шов получается грубым.
 Мастера не рекомендуют применять эту смесь для производства тонких работ.
Мастера не рекомендуют применять эту смесь для производства тонких работ. - Аргон с добавлением углекислого газа (Ar – 75%, СО² – 25%). Состав с таким сочетанием годится для соединения конструкций из тонких листов металла. Шов получается ровным, разбрызгивание минимальное.
- Ar – 98% + СО² – 2%. Смесь используется при сварке нержавеющей стали.
- Чистый аргон применяется для работы с алюминием и его сплавами.
Режим сварки полуавтоматом с защитным газом требует правильной подготовки аппарата. Настраивать его нужно, ориентируясь на толщину и тип заготовок, регулируя расход защитной смеси.
Полярность и необходимое напряжение
Полярность существует 2 видов: прямая и обратная. Первый устанавливается перед соединением толстых заготовок. Электрод нужно подключить к минусу сварочного оборудования, детали – к плюсу. Металл будет расплавляться глубже, что позволит работать с алюминием, чугуном и другими сложными составами, а также использовать порошковую проволоку.
При подключении обратной полярности плюс идет к горелке, минус – к заготовке, которая остается в относительно холодном состоянии, электрод тем временем разогревается. Метод годится для соединения тонкого металла.
На образование и поддержание дуги оказывает влияние рабочее напряжение. Оно растет с увеличением диаметра сварочной проволоки и толщины металла. При низких настройках шов образуется узкий и непрочный, при высоких – уплощенный, с потеками и прожогами. Правильные регулировки можно определить опытным путем. Валик должен иметь выпуклую форму при устойчивой дуге без образования брызг. На некоторых полуавтоматах есть отдельная функция – индуктивность. Она используется при настройке формы шва.
Положение электрода и подача проволоки
На качество сварки влияют много факторов, в том числе положение горелки. Ее рекомендуется вести ровно, не слишком приближая к заготовке. Между кромками деталей остается интервал: при толщине металла 1 см и менее – до 1 мм, при больших размерах заготовки – 10% от их величины.
Проволока поступает по шлангу с катушки с помощью валиков или шестерен, при замене которых скорость ее подачи увеличивается или уменьшается. В некоторых аппаратах для настроек имеется специальная коробка передач. При быстром перемещении проволоки электрод не всегда успевает расплавиться, при медленном – припой сгорает без образования шва.
Начальные настройки
Сначала устанавливается сила тока, которая зависит от толщины и вида материала. Следующий этап – регулировка скорости движения проволоки. Это делается плавно или ступенчато. Первый способ намного удобнее. Далее выбирается нужное напряжение.
Если настройки выполнены с ошибками, полуавтомат будет издавать треск. Щелчки громкие: скорость движения припоя малая. Ее увеличивают до наступления относительной тишины. Расплавленный металл сильно разбрызгивается: в месте сварки мало защитного газа. Его подачу увеличивают, регулируя редуктор.
Как подключить сварочный аппарат
Общая детальная таблица настроек автомата
На качество сварочных работ влияют многие факторы.
Для регулировки аппарата существуют различные таблицы, например:
| Толщина металла (мм) | Диаметр электрода | Ток (А) | Напряжение (В) | Скорость проволоки (м/час) | Расход газа (л/мин) |
| 1,0 | 0,8 | 70 | 17 | 110-120 | 6-7 |
| 1,5 | 0,8 | 95-110 | 18-19 | 110-120 | 6-7 |
| 2,0 | 0,8 | 110-150 | 19,0-21,0 | 130-150 | 6-7 |
| 2,5 | 0,8 | 130-150 | 21,5 | 130-150 | 7-8 |
| 1,0 | 1,0 | 100-110 | 18,0-19,0 | 110-120 | 6-7 |
| 2,0 | 1,0 | 125-180 | 19,0-22,0 | 130-150 | 6-8 |
| 3,0 | 1,0 | 150-180 | 20,0-22,0 | 150-160 | 6-8 |
| 4,0 | 1,0 | 180-270 | 18,0-22,0 | 200-300 | 7-9 |
| 2,0 | 1,2 | 140-180 | 20,0-22,5 | 150-160 | 7-9 |
| 3,0 | 1,2 | 170-250 | 21,5-24,0 | 200-220 | 7-9 |
| 4,0 | 1,2 | 200-300 | 22,0-28,0 | 300 | 7-9 |
Даже после полного изучения рекомендаций мастеров и производителей настроить аппарат правильно не всегда удается. Регулировка режимов должна осуществляться постоянно.
Использование полуавтоматической стиральной машины
РекламаВ современном мире, где все погружены в суету повседневной жизни, существует множество гаджетов, которые облегчают наши домашние дела. Одним из таких является стиральная машина. На рынке доступно множество типов стиральных машин, но если вам нужно решение, которое положит конец ручной стирке и при этом обеспечит больший контроль во время стирки, чем полностью автоматическая стиральная машина, полуавтоматическая стиральная машина — лучший выбор!
На протяжении многих лет мы приходили к выводу, что пользоваться полуавтоматической стиральной машиной довольно просто, и она намного удобнее для наших кошельков. Эти машины спроектированы как машины с одной или двумя ваннами. В отличие от полностью автоматических стиральных машин, им требуется ручное управление во время цикла стирки, например, добавление воды, перекладывание белья из одного бака в другой, слив грязной воды, настройка цикла отжима и т. д.
Эти машины спроектированы как машины с одной или двумя ваннами. В отличие от полностью автоматических стиральных машин, им требуется ручное управление во время цикла стирки, например, добавление воды, перекладывание белья из одного бака в другой, слив грязной воды, настройка цикла отжима и т. д.
Если вы впервые пользователь, будьте уверены, что полуавтоматическая стиральная машина имеет ряд преимуществ. К ним относятся экономия денег (поскольку они обычно стоят меньше, чем полностью автоматические машины), эффективность использования воды, больший оперативный контроль и так далее. Если вы новичок в использовании полуавтоматической стиральной машины, это руководство, безусловно, поможет!
Теперь, когда мы поняли преимущества полуавтоматической стиральной машины, пришло время узнать, как получить от нее наилучшие результаты стирки!
Реклама
1. Разделение белья Разделение белья является ключом к обеспечению успешного цикла стирки в полуавтоматической машине.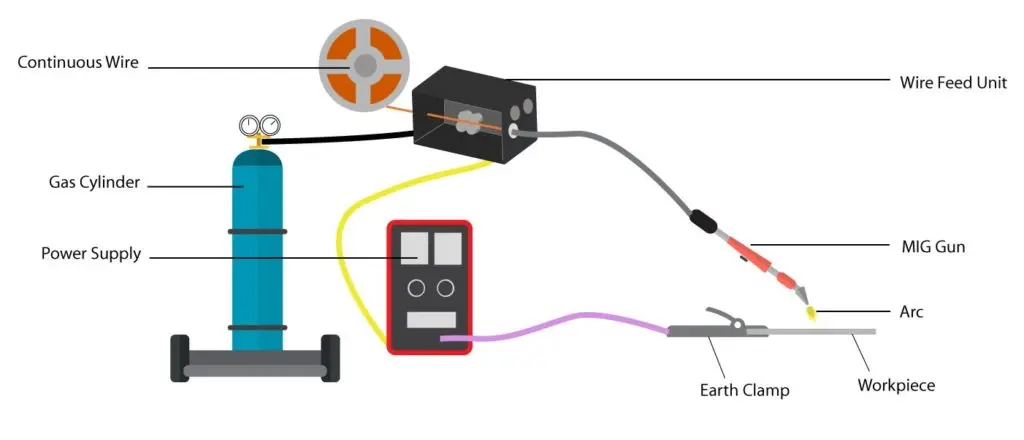 Мы рекомендуем разделять одежду по ткани и цвету, прежде чем загружать ее в бак для стирки машины. Для нас всегда работает чередование кучи света с кучей одежды темного цвета, так как это предотвращает растекание цвета. Мы также предлагаем разделить деликатные ткани на более короткие циклы стирки и отжима, чтобы воспользоваться функцией ручного вмешательства вашей полуавтоматической стиральной машины.
Мы рекомендуем разделять одежду по ткани и цвету, прежде чем загружать ее в бак для стирки машины. Для нас всегда работает чередование кучи света с кучей одежды темного цвета, так как это предотвращает растекание цвета. Мы также предлагаем разделить деликатные ткани на более короткие циклы стирки и отжима, чтобы воспользоваться функцией ручного вмешательства вашей полуавтоматической стиральной машины.
Голосование
Что для вас больше всего беспокоит поддержание чистоты стиральной машины?
0 Голоса
Один из лучших способов в полной мере использовать вашу полуавтоматическую машину и гарантировать, что ваша одежда хорошо стирается, – это использовать правильный тип моющего средства и точно следовать инструкциям по стирке. На рынке доступно множество видов моющих средств, но, по нашему опыту, в случае полуавтоматических стиральных машин лучше всего работает жидкое моющее средство. Мы говорим это, потому что мы использовали популярные порошки для ручной стирки и обнаружили, что они разработаны специально для стирки в ведре, а не для машинной стирки. Существует разница в уровне воды между вашим ведром и барабаном полуавтоматической машины, поэтому мы почувствовали необходимость перейти на моющее средство, которое хорошо работает в условиях уровня воды в полуавтоматической машине.
Мы говорим это, потому что мы использовали популярные порошки для ручной стирки и обнаружили, что они разработаны специально для стирки в ведре, а не для машинной стирки. Существует разница в уровне воды между вашим ведром и барабаном полуавтоматической машины, поэтому мы почувствовали необходимость перейти на моющее средство, которое хорошо работает в условиях уровня воды в полуавтоматической машине.
Конструкция полуавтоматических машин такова, что в большинстве случаев моющее средство нужно добавлять непосредственно в воду в баке для стирки машины. Жидкое моющее средство легко и быстро растворяется в воде при непосредственном добавлении, в отличие от стирального порошка, для тщательного смешивания которого с водой может потребоваться несколько взбалтываний машины.
Итак, в поисках хорошего жидкого моющего средства для нашей полуавтоматической машины мы наткнулись на Surf Excel Matic Top Load Liquid Detergent 9.0004 . После всего лишь одного использования мы были рады видеть, что он не только быстро растворяется в воде, но и практически не оставляет следов на одежде или в машине. Это, в свою очередь, помогает продлить срок службы машины и обеспечивает отсутствие засоров в сливах и трубах.
Это, в свою очередь, помогает продлить срок службы машины и обеспечивает отсутствие засоров в сливах и трубах.
Проживая в районе с жесткой водой , мы опасались эффективности жидкого моющего средства для стирки одежды в нашей полуавтоматической машине, но, к нашему удивлению, Жидкое моющее средство Surf Excel Matic Top Load Liquid Detergent неплохо справлялось с жесткой водой. вода. Мы заметили, что он легко растворяется в жесткой воде и оставляет нашу одежду без пятен, не влияя на цвет одежды.
И, конечно же, мы большие поклонники превосходного аромата, который жидкий стиральный порошок Surf Excel Matic Top Load оставляет на нашей одежде после каждой стирки!
3. Установите таймер на машине в соответствии с типом загрузки белья. обеспечить эффективный процесс очистки. Время стирки обычно определяется исходя из степени загрязнения одежды, типа ткани, а также общего количества одежды в баке. Например, для простыни может потребоваться более длительный цикл стирки, а для стирки деликатных тканей требуется меньше времени и шерстяная одежда нужно меньше отжима. Всеми этими функциями можно управлять в полуавтоматической стиральной машине! 4. Слив воды
Всеми этими функциями можно управлять в полуавтоматической стиральной машине! 4. Слив воды В большинстве полуавтоматических стиральных машин вы должны вручную повернуть ручку, которая позволяет слить грязную воду, как только белье завершит цикл стирки. Мы рекомендуем тщательно проверить, полностью ли слита вода, иначе одежда может прилипнуть к неприятному запаху.
После того, как одежда вручную переложена из бака для стирки в бак для отжима/полоскания и проходит цикл отжима, может потребоваться еще один цикл полоскания в простой воде, чтобы обеспечить 100% удаление пятен, грязи и моющего средства.
Некоторые машины предлагают эту опцию в самой спиннинговой ванне — есть переключатель воды, который позволяет выбрать, в какую ванну будет поступать вода. Если ваша машина предлагает это, отлично! Установите селектор заполнения водой на стороне отжима, дайте баку наполниться водой, а затем снова установите цикл отжима.
Если ваша машина не поддерживает эту функцию, мы рекомендуем снова наполнить бак для стирки водой и переложить белье обратно из барабана, чтобы повторить цикл стирки-полоскания-слива-отжима. Хотя это может показаться большой работой, на самом деле это дает нам полное удовлетворение тем, что наша одежда в конце концов абсолютно чистая и прекрасно пахнет!
Хотя это может показаться большой работой, на самом деле это дает нам полное удовлетворение тем, что наша одежда в конце концов абсолютно чистая и прекрасно пахнет!
После стирки одежды в баке для стирки полуавтоматической стиральной машины ее необходимо вручную переместить в бак для отжима/полоскания. Большинство полуавтоматических стиральных машин предлагают различные варианты цикла отжима — медленный, быстрый, длинный, короткий — мы рекомендуем выбирать тот, который соответствует загрузке белья.
После завершения цикла отжима одежду необходимо высушить на свежем воздухе и/или на солнце, в зависимости от типа ткани и инструкций по уходу. Конечный результат – свежая, чистая одежда!
6. Техническое обслуживание стиральной машины Мы часто забываем, что машина может работать на полную мощность, только если о ней хорошо заботятся. Наши полуавтоматические стиральные машины будут эффективно стирать нашу одежду, но мы должны тщательно очищать наши стиральные машины не только снаружи, но и изнутри.
Самое главное в уходе за стиральной машиной – чистка ворсового фильтра (задерживает всю грязь с одежды) и сливного фильтра. К большинству полуавтоматических стиральных машин прилагается руководство с конкретными инструкциями по очистке фильтров, поэтому мы рекомендуем следовать всем этим инструкциям, чтобы обеспечить эффективную чистоту.
Еще несколько советов по уходу за полуавтоматической стиральной машиной: следите за тем, чтобы моющее средство не проливалось и не оставалось остатков, используя только жидкое моющее средство аналогично Surf Excel Matic Жидкое моющее средство с вертикальной загрузкой , которое тщательно смешивается с водой, оставляя дверцу открытой на 15-20 минут после стирки, чтобы предотвратить образование плесени и бактерий внутри машины и очистить шланги. которые подают воду туда и обратно из машины, чтобы предотвратить засорение.
Полуавтоматическая стиральная машина проста в использовании, надежна, экономит время, особенно по сравнению с ручной стиркой, и, самое главное, дает вам больше контроля над процессом стирки. С помощью этого руководства вы сможете извлечь из этого максимальную пользу!
С помощью этого руководства вы сможете извлечь из этого максимальную пользу!
Секретный совет: вы также можете бесплатно попробовать лучшие индийские бренды прямо здесь.
Полуавтоматическая латунь, размер корпуса 1/4 дюйма (дюйма) Быстроразъемные розетки на уплотнении Fast, Inc.
Муфты отключаются при отсоединении. Работает с системами MIL-4109C. Для использования со сжатым воздухом конструкция с простым вытягиванием обеспечивает мгновенное соединение воздушных линий.
Информация о запросе Сравнить товары
| АМ-02АМ | Н/Д Длина 2,05 дюйма (дюйма), латунная полуавтоматическая промышленная взаимозаменяемая муфта, корпус 1/4 дюйма (дюйма), быстроразъемное соединение | Н/Д Латунь | нет данных 2,05 дюйма | Н/Д Буна-Н | ЦИТИРОВАТЬ | Запросить цену |
| АМ-02АФ | Н/Д Длина 1,97 дюйма (дюйма) Латунная полуавтоматическая промышленная взаимозаменяемая муфта Быстроразъемное соединение корпуса 1/4 дюйма (дюйма) | Н/Д Латунь | н/д 1. 97 дюймов 97 дюймов | Н/Д Буна-Н | ЦИТИРОВАТЬ | Запросить цену |
| АМ-02АХ | Н/Д Длина 2,30 дюйма (дюйма) Латунная полуавтоматическая промышленная взаимозаменяемая муфта 1/4 дюйма (дюйма) Быстроразъемное соединение корпуса | Н/Д Латунь | Н/Д 2,30 дюйма | Н/Д Буна-Н | ЦИТИРОВАТЬ | Запросить цену |
| АМ-03АМ | Н/Д Длина 2,03 дюйма (дюйма) Латунная полуавтоматическая промышленная взаимозаменяемая муфта Быстроразъемное соединение корпуса 1/4 дюйма (дюйма) | Н/Д Латунь | нет данных 2,03 дюйма | Н/Д Буна-Н | ЦИТИРОВАТЬ | Запросить цену |
| АМ-03АФ | Н/Д Длина 1,97 дюйма (дюйма) Латунная полуавтоматическая промышленная взаимозаменяемая муфта Быстроразъемное соединение корпуса 1/4 дюйма (дюйма) | Н/Д Латунь | н/д 1. 97 дюймов 97 дюймов | Н/Д Буна-Н | ЦИТИРОВАТЬ | Запросить цену |
| АМ-03АХ | Н/Д Длина 2,70 дюйма (дюйма) Латунная полуавтоматическая промышленная взаимозаменяемая муфта Быстроразъемное соединение корпуса 1/4 дюйма (дюйма) | Н/Д Латунь | нет данных 2,70 дюйма | Н/Д Буна-Н | ЦИТИРОВАТЬ | Запросить цену |
| АМ-04АМ | Н/Д Длина 2,07 дюйма (дюйма) Латунная полуавтоматическая промышленная взаимозаменяемая муфта Быстроразъемное соединение корпуса 1/4 дюйма (дюйма) | Н/Д Латунь | Н/Д 2,07 дюйма | Н/Д Буна-Н | ЦИТИРОВАТЬ | Запросить цену |
| АМ-04АФ | Н/Д Длина 2,13 дюйма (дюйма) Латунная полуавтоматическая промышленная взаимозаменяемая муфта 1/4 дюйма (дюйма) Быстроразъемное соединение корпуса | Н/Д Латунь | Н/Д 2,13 дюйма | Н/Д Буна-Н | ЦИТИРОВАТЬ | Запросить цену |
| АМ-04АХ | Н/Д Длина 2,70 дюйма (дюйма) Латунная полуавтоматическая промышленная взаимозаменяемая муфта Быстроразъемное соединение корпуса 1/4 дюйма (дюйма) | Н/Д Латунь | нет данных 2,70 дюйма | Н/Д Буна-Н | ЦИТИРОВАТЬ | Запросить цену |
Путеводитель по полуавтоматическим стиральным машинам
Когда вы приняли решение купить стиральную машину, все может запутаться. Есть так много типов на выбор, от машин с вертикальной загрузкой до машин с фронтальной загрузкой, а также полностью автоматические и полуавтоматические машины — но что означают эти термины? Узнайте, как использовать полуавтоматические стиральные машины для удовлетворения ваших потребностей в стирке.
Есть так много типов на выбор, от машин с вертикальной загрузкой до машин с фронтальной загрузкой, а также полностью автоматические и полуавтоматические машины — но что означают эти термины? Узнайте, как использовать полуавтоматические стиральные машины для удовлетворения ваших потребностей в стирке.
Содержание статьи:
Важно учитывать, что вы хотите от стиральной машины, например:
Цена. Сколько вы готовы потратить на стиральную машину?
Грузоподъемность – У вас большая семья? Вы стираете только раз в неделю?
Функциональность – Какие функции вам нужны от машины?
Варианты загрузки – Вы предпочитаете загружать сверху или сбоку? Сколько у вас места?
Вы заботитесь об экономии воды?
Как только вы поймете, что вам нужно от стиральной машины, выясните, какая из них соответствует вашим потребностям.
Что такое полуавтоматическая стиральная машина?
Эти машины начального уровня представляют собой хорошее знакомство со стиральными машинами, являясь промежуточным звеном между полностью автоматической стиральной машиной и ручной стиркой. Эти стиральные машины требуют некоторого ручного управления во время цикла. Иногда вам может понадобиться переместить мокрую одежду из бака для стирки в сушильный бак, например, в машине с двумя баками.
Эти стиральные машины требуют некоторого ручного управления во время цикла. Иногда вам может понадобиться переместить мокрую одежду из бака для стирки в сушильный бак, например, в машине с двумя баками.
Цена полуавтоматической стиральной машины будет меньше, чем цена полностью автоматической стиральной машины, обычно от 6000 до 12 000 рупий в зависимости от модели. Еще одним преимуществом покупки полуавтоматической стиральной машины является то, что вы также сэкономите на воде для стирки и полоскания, тем более что вы также можете вручную добавить воду в стиральную машину.
Какие бывают полуавтоматические стиральные машины?
Есть два вида полуавтоматических стиральных машин – с одинарным баком и с двумя баками.
Одинарный бак предназначен для стирки и отжима в одном баке. Они имеют внешний слой и внутренний слой с отверстиями, которые позволяют воде стекать. Они проще, чем механизмы с двумя ваннами, и обычно занимают меньше места, чем версия с двумя ваннами.
Двойной бак — это наиболее распространенная разновидность полуавтоматической стиральной машины, в которой вы найдете два бака, расположенных рядом друг с другом — один используется для стирки, а другой — для отжима. Это требует, чтобы вы перемещали одежду из одной ванны в другую во время процедуры стирки.
Плюсы полуавтоматической стиральной машины
Итак, если вас привлекает покупка полуавтоматической стиральной машины, в чем плюсы ее владения?
Они экономят деньги. Вы не только обнаружите, что цены на полуавтоматические стиральные машины ниже, чем на полностью автоматические, но и могут сэкономить ваши деньги, поскольку они требуют меньше воды, чем полностью автоматические стиральные машины.
Водосберегающие. Если вы живете в засушливом регионе или хотите экономить воду, полуавтоматические стиральные машины позволяют вам добавлять воду самостоятельно, поэтому вы можете быть уверены, что используете именно то количество, которое вам нужно, не тратя воду впустую.
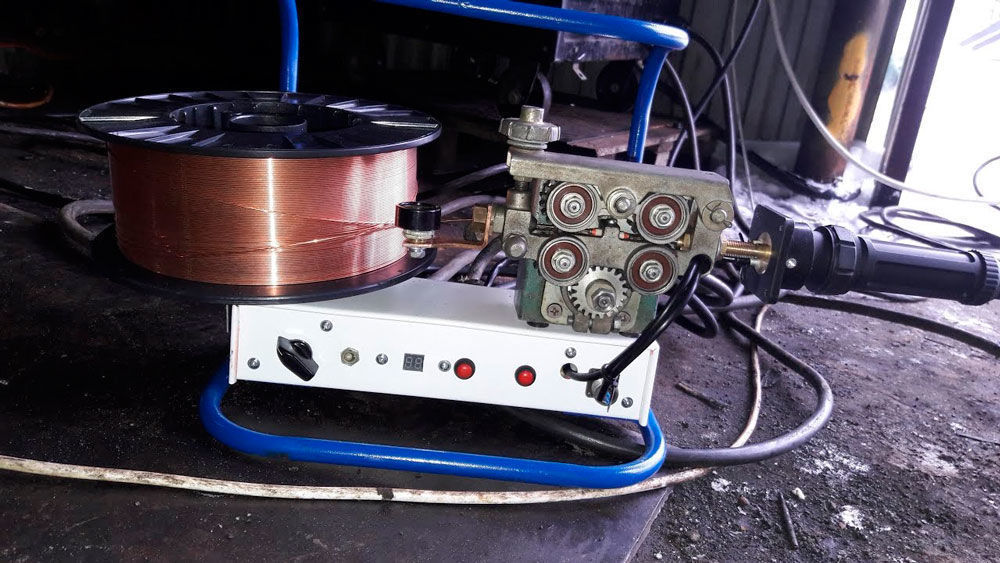
Их можно остановить и запустить в любой момент цикла. Если вы хотите сэкономить энергию или беспокоитесь об отключении электроэнергии, полуавтоматические стиральные машины можно останавливать и запускать в любой момент стирки, не говоря уже о том, что полностью автоматические стиральные машины будут потреблять больше энергии в долгосрочной перспективе.
Вы можете настроить стирку в соответствии со своими потребностями. Возможно, вам придется присматривать за циклом стирки, но это имеет некоторые преимущества, так как вы можете контролировать, как вы обрабатываете разные ткани во время стирки. Вы можете добавлять одежду по мере необходимости, а также определять уровень воды, продолжительность и другие факторы цикла.
Минусы полуавтоматической стиральной машины
Итак, вы рассмотрели плюсы, а что насчет минусов полуавтомата?
Занимает много времени в течение дня. Поскольку вы не можете просто нажать кнопку и включить машину, полуавтоматические машины занимают больше вашего времени, а также менее удобны в эксплуатации.

Результаты очистки могут быть не такими хорошими, как в полностью автоматической машине. При использовании полуавтоматической стиральной машины иногда результаты очистки могут быть не такими эффективными, как при использовании полностью автоматической стиральной машины.
Средство для грубой обработки тканей. По сравнению с полностью автоматической стиральной машиной с фронтальной загрузкой, полуавтоматическая стиральная машина, как правило, более грубо относится к тканям, и ваша одежда может зацепиться и запутаться во время стирки. Возможно, это не лучший тип стиральной машины для деликатных тканей.
Электрический риск. Если у вас есть полуавтоматическая машина с двумя ваннами, вам нужно быть осторожным при перемещении влажных грузов между ваннами, и вам необходимо отключить машину, чтобы избежать поражения электрическим током, если ваша проводка дома не заземлена должным образом.
В конце концов, выбор стиральной машины очень индивидуален, поэтому он зависит от ваших личных потребностей и бюджета.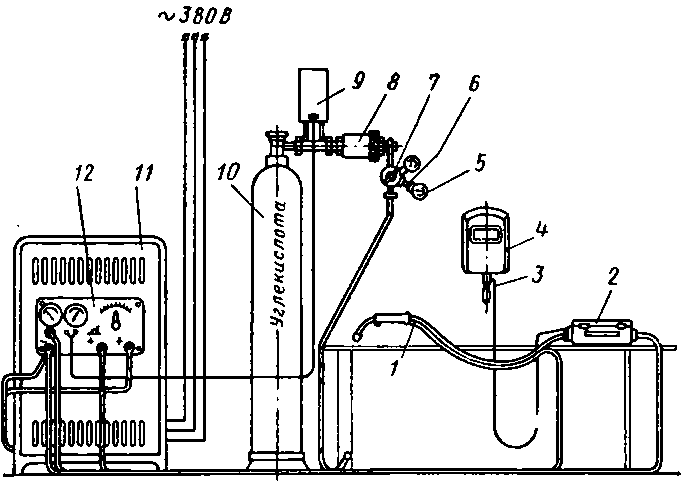
Однако, если вы хотите получить наилучшие результаты от своей стиральной машины, независимо от того, выбираете ли вы полуавтоматическую или полностью автоматическую стиральную машину, важно использовать правильное моющее средство. Ariel специально разработан для удовлетворения ваших потребностей и имеет уникальную формулу, обеспечивающую наилучшую производительность внутри вашей стиральной машины. Ariel предлагает ряд моющих средств от обычных Ariel (для полуавтоматических стиральных машин) до Ariel Matic Front Load (для полностью автоматических стиральных машин с фронтальной загрузкой) и Ariel Matic Top Load (для полностью автоматических стиральных машин с вертикальной загрузкой). , чтобы обеспечить наилучшее удаление пятен за 1 стирку.
Связанные статьиУстройство стиральной машины – как, что и где?
Хотите узнать все о своей стиральной машине? Откройте для себя конкретные детали и их назначение с Ariel — узнайте больше!
Ваш полный справочник по полностью автоматическим стиральным машинам
Покупка стиральной машины – непростая задача.

Как работает стиральная машина?
Стиральные машины значительно облегчают работу по дому, особенно если у вас большая семья и много белья.
Связанные
ПродуктыARIEL COMPLAY PARSHED
1 Star2 Stars4 Stars5 Звезды
0REVIEWS
.
Стиральный порошок Ariel Perfect Wash
1 звезда2 звезды3 звезды4 звезды5 звезд
0отзывов
Представители дикой природы Техаса и владельцы ранчо продолжают использовать полуавтоматическое оружие для решения проблемы диких свиней, поскольку общенациональные дебаты по поводу огнестрельного оружия вырисовываются
Local News
RJ Marquez, Digital Journalist/Reporter
Ken Huizar, Photojournalist
Опубликовано:
Факты: Gun, Wildlife, Texas, Dexas, Dexas, Dexas. огнестрельное оружие, контроль над огнестрельным оружием, Uvalde
огнестрельное оружие, контроль над огнестрельным оружием, Uvalde
Подпишитесь на наши информационные бюллетени
1 час назад
Приветствуются изменения: холодный фронт понедельника создает более комфортную погоду в Южно-Центральном Техасе
3 часа назад
Улицы центра заполнены велосипедистами, собаками ходунки для 20-й Сикловии
3 часа назад
«Если вы знали его, вы любили его»: семья жертвы стрельбы из-за дорожной ярости добивается справедливости on Highway 90
Выучите до 14 языков с Babbel, теперь доступны со скидкой 40% проблема свиньи, которая обходится землевладельцам в миллионы долларов
RJ Marquez, цифровой журналист/репортер
Ken Huizar, фотожурналист
, Uvalde
Фермеры и владельцы ранчо говорят, что AR-15 является эффективным огнестрельным оружием для защиты их земли и урожая от диких кабанов.SAN ANTONIO – Использование и продажа полуавтоматической винтовки AR-15 привлекли внимание общественности после трагедии в начальной школе Робба в Увальде в конце прошлого месяца, в результате которой погиб 21 человек.
Было много призывов запретить AR-15, которые использовались в нескольких массовых расстрелах по всей стране.
Но огнестрельное оружие также часто используется на местных скотоводческих и фермерских хозяйствах, особенно при работе с дикими свиньями в Южном Техасе.
Житель Журдантона Джозеф Мейер владеет вертолетной компанией Flying J Services. Многие фермеры и владельцы ранчо нанимают его, чтобы он пролетал над их собственностью, чтобы стрелять и убивать диких свиней.
«AR-15 довольно часто используется с воздуха и с земли, — сказал Мейер. «Винтовка, вероятно, является одним из лучших способов избавиться от как можно большего количества людей за один раз».
«Винтовка, вероятно, является одним из лучших способов избавиться от как можно большего количества людей за один раз».
Огнестрельное оружие также используется государственными чиновниками по охране дикой природы, которые проводят ежедневные операции по контролю популяции диких свиней.
«Стрельба с земли не только удаляет отдельных свиней, но и посылает сигнал другим свиньям в звуке или о том, что это небезопасное место», — сказал Майкл Боденчук, государственный директор программы Cooperative Texas Wildlife Services.
Боденчук сказал, что, несмотря на эти меры, эти инвазивные виды по-прежнему наносят ущерб земле и посевам на миллионы долларов.
«По нашим оценкам, ущерб сельскому хозяйству и природным ресурсам только в Техасе превышает 500 миллионов долларов в год, — сказал Боденчук.
Штат использует различные методы лечения диких свиней, в том числе отлов, и в настоящее время оценивает экспериментальную программу с участием землевладельцев, использующих токсиканты.
Боденчук сказал, что эти испытания находятся в стадии тестирования, и использование AR-15 остается одним из самых эффективных инструментов ведомства.
«Свиньи покинут поле, если несколько членов стада будут застрелены. Мы используем полуавтоматические винтовки с земли, чтобы вывести как можно больше. Они являются эффективным инструментом для борьбы с одичавшими свиньями», — сказал Боденчук. «В прошлом году мы убрали более 51 000 диких свиней, чтобы защитить урожай и сельское хозяйство».
Однако Боденчук сказал, что ведомство не имеет права голоса в отношении того, должны ли землевладельцы использовать огнестрельное оружие или нет.
«Это решение помещика. Простой факт заключается в том, что правительство не может самостоятельно контролировать диких свиней. Нам нужно участие землевладельцев, чтобы быть эффективным. Итак, мы хотим, чтобы землевладельцы участвовали в борьбе с дикими свиньями. Будете ли вы это делать огнестрельным оружием или ловушками или какими-то другими методами, на их усмотрение», — сказал Боденчук.
Мейер — землевладелец, почти всю свою жизнь владеющий оружием. Он сказал, что для многих это часть культуры сельских или фермерских районов.
«Папа учил меня несколько раз. Вы рано научились обращаться с оружием, как обращаться с ним и как уважать его», — сказал Мейер. «Мои дети с детства носят оружие, и их учат тому, чего они делать не умеют. Это образование. Это обучение и дисциплина».
Мейер сказал, что нет простого решения в споре о контроле над оружием и правилах.
«Это очень печальная вещь, которая произошла по всей стране, не только в Увальде, и с этим нужно разобраться», — сказал Мейер. «Небольшое количество законов о возрастных ограничениях и тому подобном может изменить ситуацию. Я не верю, что запрет на оружие решит проблему».
И хотя споры об использовании AR-15 останутся в центре внимания, Мейер и другие считают, что это огнестрельное оружие на данный момент будет по-прежнему использоваться для охоты и лечения диких свиней в сельских сельскохозяйственных районах.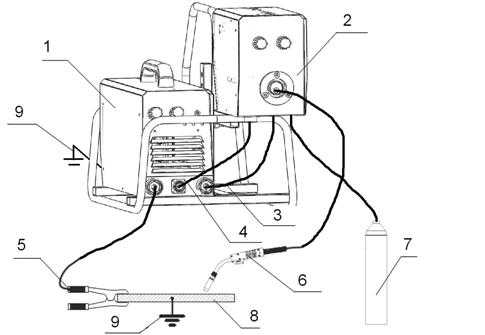
«В Техасе уже есть районы, где владельцы ранчо не могут сажать определенные культуры из-за повреждений, причиняемых дикими свиньями. Мы не можем сажать арахис, например, во многих районах из-за свиней. А кукуруза неприемлема в районах с высокой плотностью свиней», — сказал Боденчук. «Если бы не было контроля, как со стороны землевладельцев, так и со стороны правительства, мы потеряли бы часть нашей сельскохозяйственной продукции, которая является нашим вторым по величине товаром в Техасе».
Также на ksat.com
Уродная уроженка Увальде МакКонахи призывает к борьбе с контролем над оружием во время брифинга в Белом доме
МАЖДЫ УВАЛЬДЕ СВЕДИТЕ
Джон Корнин говорит, что двухпартийное законодательство об оружии не будет включать запрет на оружие или расширенные проверки биографических данных
Об авторах:
RJ Marquez
RJ Marquez является соведущим KSAT News Now и репортажами для Good Morning San Antonio. Он работает в KSAT с 2010 года и освещал различные истории и события в районе Сан-Антонио. Он также освещает Шпоры для эфирных и цифровых платформ, включая его информационный бюллетень Шпор. RJ писал истории для KSAT Explains.
Он работает в KSAT с 2010 года и освещал различные истории и события в районе Сан-Антонио. Он также освещает Шпоры для эфирных и цифровых платформ, включая его информационный бюллетень Шпор. RJ писал истории для KSAT Explains.
Ken Huizar
Перед тем, как начать работу в KSAT в августе 2011 года, Кен работал новостным фотографом в KENS. До этого он был новостным фотографом на KVDA TV в Сан-Антонио. Кен окончил Колледж Сан-Антонио со степенью младшего специалиста в области радио, телевидения и кино. Кен получил премию «Эмми» Sun Coast и четыре премии «Эмми одинокой звезды». Кен работает на телевидении с 19 лет.94.
0030511263A-说明书-更新
%PDF-1.5 % 1 0 объект >/OCGs[15 0 R 478 0 R 922 0 R 1366 0 R 1875 0 R 1943 0 R 2019 0 R 2204 0 R 2269 0 R 2338 0 R 2428 0 R 2734 0 R 2846 0 R 2909 0 R 2974 0 R 3018 0 R 3093 0 R 3168 0 R 3739 0 R 3791 0 R 3837 0 R 4479 0 R 4580 0 R 4693 0 R]>>/Страниц 3 0 R/Тип/Каталог>> эндообъект 1832 0 объект >поток приложение/pdf
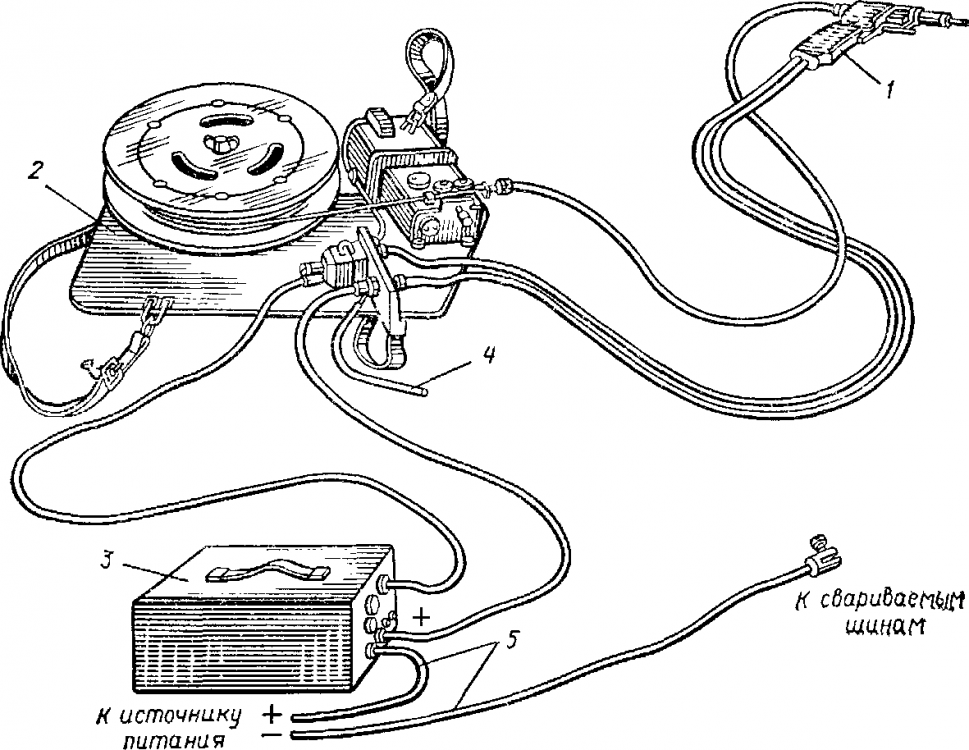 did:042DF68B6DFDE611A0E6E8C250DC15C9uuid:5D20892493BFDB11914A8590D31508C8proof:pdfuuid:134f79f0-506d-4ada-9337-544cd738fdd8xmp.did:182ABE330BC2E411A49ACB8133B85AA9uuid:5D20892493BFDB11914A8590D31508C8proof:pdf
did:042DF68B6DFDE611A0E6E8C250DC15C9uuid:5D20892493BFDB11914A8590D31508C8proof:pdfuuid:134f79f0-506d-4ada-9337-544cd738fdd8xmp.did:182ABE330BC2E411A49ACB8133B85AA9uuid:5D20892493BFDB11914A8590D31508C8proof:pdf 90 конечный поток
эндообъект
3 0 объект
>
эндообъект
17 0 объект
>
эндообъект
18 0 объект
>
эндообъект
190 объект
>
эндообъект
30 0 объект
>/Ресурсы>/Шрифт>/ProcSet[/PDF/Text]/Свойства>>>>>/Thumb 5973 0 R/TrimBox[0 0 595,28 841,89]/Тип/Страница>>
эндообъект
31 0 объект
>/Ресурсы>/Шрифт>/ProcSet[/PDF/Text]/Свойства>>>/Thumb 5974 0 R/TrimBox[0 0 595,28 841,89]/Тип/Страница>>
эндообъект
32 0 объект
>/Ресурсы>/Шрифт>/ProcSet[/PDF/Text]/Свойства>>>/Thumb 5975 0 R/TrimBox[0 0 595,28 841,89]/Тип/Страница>>
эндообъект
33 0 объект
>/Ресурсы>/Шрифт>/ProcSet[/PDF/Text]/Свойства>>>/Thumb 5976 0 R/TrimBox[0 0 595,28 841,89]/Тип/Страница>>
эндообъект
34 0 объект
>/Ресурсы>/ExtGState>/Font>/ProcSet[/PDF/Text]/Свойства>>>/Thumb 5977 0 R/TrimBox[0.
90 конечный поток
эндообъект
3 0 объект
>
эндообъект
17 0 объект
>
эндообъект
18 0 объект
>
эндообъект
190 объект
>
эндообъект
30 0 объект
>/Ресурсы>/Шрифт>/ProcSet[/PDF/Text]/Свойства>>>>>/Thumb 5973 0 R/TrimBox[0 0 595,28 841,89]/Тип/Страница>>
эндообъект
31 0 объект
>/Ресурсы>/Шрифт>/ProcSet[/PDF/Text]/Свойства>>>/Thumb 5974 0 R/TrimBox[0 0 595,28 841,89]/Тип/Страница>>
эндообъект
32 0 объект
>/Ресурсы>/Шрифт>/ProcSet[/PDF/Text]/Свойства>>>/Thumb 5975 0 R/TrimBox[0 0 595,28 841,89]/Тип/Страница>>
эндообъект
33 0 объект
>/Ресурсы>/Шрифт>/ProcSet[/PDF/Text]/Свойства>>>/Thumb 5976 0 R/TrimBox[0 0 595,28 841,89]/Тип/Страница>>
эндообъект
34 0 объект
>/Ресурсы>/ExtGState>/Font>/ProcSet[/PDF/Text]/Свойства>>>/Thumb 5977 0 R/TrimBox[0. 0 0.0 595,28 841,89]/Тип/Страница>>
эндообъект
35 0 объект
>/Ресурсы>/Шрифт>/ProcSet[/PDF/Text]/Свойства>>>/Thumb 5981 0 R/TrimBox[0.0 0.0 595,28 841,89]/Тип/Страница>>
эндообъект
5978 0 объект
>поток
HW]o7|_1Ipvr ȋ@)vdrW̒k”8~4k//\wg MqI?iǻiⵙ 4UumlM卞s3E _OWӳvpb”WzfY,?n’MfIcӓm6qU’ƉubvY\vvey6&.NϾK nտax3-q1FkY[RJZ|.W$b`
b&lxC>3gKZB-s(9@%n3″qvIww8>xlQw$RqD.֊>Ts,- α}bU@;&pMFu1 F5;EVWӮD5C/vؐV
FiDp>d
uPi䘕.\Su%ɫg|BL͈S,j(==HS*˨
6JR8JS,R@*(RŎT#UH:RJ,YR({JRe}4:~”#ar=NBW%X R
0 0.0 595,28 841,89]/Тип/Страница>>
эндообъект
35 0 объект
>/Ресурсы>/Шрифт>/ProcSet[/PDF/Text]/Свойства>>>/Thumb 5981 0 R/TrimBox[0.0 0.0 595,28 841,89]/Тип/Страница>>
эндообъект
5978 0 объект
>поток
HW]o7|_1Ipvr ȋ@)vdrW̒k”8~4k//\wg MqI?iǻiⵙ 4UumlM卞s3E _OWӳvpb”WzfY,?n’MfIcӓm6qU’ƉubvY\vvey6&.NϾK nտax3-q1FkY[RJZ|.W$b`
b&lxC>3gKZB-s(9@%n3″qvIww8>xlQw$RqD.֊>Ts,- α}bU@;&pMFu1 F5;EVWӮD5C/vؐV
FiDp>d
uPi䘕.\Su%ɫg|BL͈S,j(==HS*˨
6JR8JS,R@*(RŎT#UH:RJ,YR({JRe}4:~”#ar=NBW%X RЗаконы об оружии и продажа оружия 18-летним подросткам обсуждаются штатами и судами: NPR
Ряд винтовок выставлен на продажу в оружейном магазине в Авроре, штат Колорадо, 20 июля 2012 года. Массовая стрельба в Буффало, штат Нью-Йорк, вызвала вопросы об эффективности «законов о красных флагах», принятых в 19штатов и округа Колумбия. Алекс Брэндон/AP скрыть заголовок
переключить заголовок
Алекс Брэндон/AP
Ряд винтовок выставлен на продажу в оружейном магазине в Авроре, штат Колорадо, 20 июля 2012 года. Массовая стрельба в Буффало, штат Нью-Йорк, вызвала вопросы об эффективности «законов о красных флагах», принятых в 19штатов и округа Колумбия.
Массовая стрельба в Буффало, штат Нью-Йорк, вызвала вопросы об эффективности «законов о красных флагах», принятых в 19штатов и округа Колумбия.
Алекс Брэндон/AP
Массовая стрельба в Буффало, штат Нью-Йорк, в прошлую субботу возобновила дебаты о минимальном возрасте для законной покупки того, что некоторые люди, такие как президент Байден, называют «оружием войны».
18-летний подросток обвиняется в том, что он ехал в супермаркет и открыл огонь по афроамериканцам, убив 10 человек. Ему предъявлено обвинение в убийстве первой степени в перестрелке, которую власти называют домашним терроризмом на расовой почве.
Полиция сообщает, что он использовал полуавтоматическую винтовку Bushmaster XM-15, которую он купил на законных основаниях в лицензированном оружейном магазине после прохождения проверки биографических данных.
В заявлении, которое, по мнению следователей, написал и разместил в Интернете 18-летний юноша, он говорит, что модифицировал винтовку таким образом, что это сделало бы ее незаконной в соответствии с определением Нью-Йорка «штурмовое оружие».
Губернатор Нью-Йорка Кэти Хоукул в среду пообещала бороться с бытовым терроризмом и насилием с применением огнестрельного оружия, создав, среди прочего, новое подразделение правоохранительных органов штата, занимающееся бытовым терроризмом.
Но остается один вопрос: можно ли 18-летнему покупать полуавтоматическую винтовку?
За последние пару лет Калифорния, Флорида и штат Вашингтон отреагировали на череду массовых расстрелов молодых людей, повысив минимальный возраст для покупки некоторых видов винтовок, таких как Bushmaster.
Между тем,группы по защите прав на оружие подали в суд, назвав это нарушением прав молодых людей, закрепленных во Второй поправке.
На прошлой неделе коллегия из трех федеральных судей в Калифорнии согласилась отменить более высокий минимальный возраст, утвержденный штатом в прошлом году.
«Из-за этих ограничений на оружие для 18, 19 и 20-летних назревает большая борьба, потому что суды находятся в разгаре значительного расширения прав на оружие Второй поправки», — говорит Адам Винклер, профессор права Калифорнийского университета в Лос-Анджелесе. кто пишет о политике оружия.
кто пишет о политике оружия.
Автор калифорнийского закона, сенатор штата Энтони Портантино, надеется, что генеральный прокурор штата обжалует федеральное постановление.
«Есть смысл подать апелляцию. Это бой, за который стоит бороться, и еще раз посмотрите, что произошло в Баффало», — говорит он. «Вам должно быть 25 лет, чтобы арендовать машину. Вам должен быть 21 год, чтобы пить. Зачем нам давать полуавтоматическую винтовку в руки подростка?
Некоторые люди в возрасте от 18 до 25 лет, владеющие оружием, считают ограничение возраста на владение оружием дискриминацией.
Но людям этой возрастной группы, владеющим оружием, это кажется дискриминацией.
«Я хотел бы отметить, что вождение автомобиля в нетрезвом виде не защищено конституцией», — говорит Эван Джонс, энтузиаст оружия из Техаса, которому недавно исполнилось 22 года. те же права и обязанности, что и любой другой взрослый. И несправедливо выделять и лишать их одного права», — говорит он.
Исторически суды ограничивали такие права. «Пороговый тест — это так называемая «строгая проверка», — говорит Джеффри Фэган, профессор права Колумбийского университета, специализирующийся на законах об оружии. «Это должен быть убедительный государственный интерес, чтобы ограничить право».
«Пороговый тест — это так называемая «строгая проверка», — говорит Джеффри Фэган, профессор права Колумбийского университета, специализирующийся на законах об оружии. «Это должен быть убедительный государственный интерес, чтобы ограничить право».
Для этого сторонники более высокого минимального возраста ссылаются на науку о мозге.
«Из множества исследований, посвященных автомобилям, пьянству и другим распространенным видам травм, мы знаем, что в этой возрастной группе все еще развиваются лобные доли, контроль над импульсами и суждение», — говорит Меган Рэнни, врач скорой помощи и академический декан школы. общественного здравоохранения в Брауновском университете.
Защитники прав на оружие, с другой стороны, говорят, что аргументы науки о мозге не оправдывают лишение права на вооруженную самооборону у целой возрастной группы.
Мэтт Ларозьер из Коалиции по политике в отношении огнестрельного оружия, которая выступила против закона Калифорнии. Он говорит, что достаточно того, что федеральный закон запрещает взрослым в возрасте до 21 года покупать пистолеты у лицензированных дилеров; он говорит, что хуже, когда штаты запрещают той же возрастной группе покупать винтовки и другое длинноствольное оружие.