Как подобрать электроды – Руководство по правильному выбору сварочных электродов
alexxlab | 10.12.2019 | 0 | Разное
Как выбрать сварочные электроды
Правильно подобранный сварочный электрод – это 90% успеха. Даже имея в своем распоряжении недорогой сварочный инвертор, вы сможете получить отличный качественный шов. Данная статья построена на ответах на ваши наиболее часто задаваемые вопросы.

Какие бывают типы сварочных электродов
Сварочные электроды для ручной дуговой сварки и наплавки разделяются на плавящиеся и неплавящиеся (вольфрамовые) электроды.
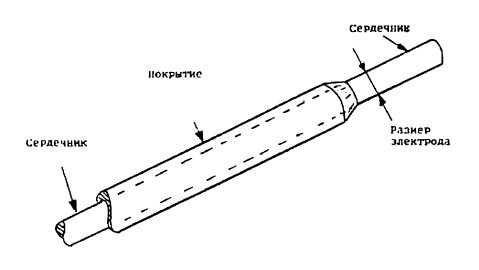
1. Плавящийся электрод – это стальной проволочный стержень со специальным наружным покрытием (обмазкой). Электродное покрытие выполняет, как правило, несколько функций: обеспечивает стабильное горение дуги, газошлаковую защиту расплавленного металла и легирование металла шва в зависимости от назначения электрода. Для специальных электродов (для сварки нержавейки, алюминия, разнородных сталей, чугуна, меди) используется стержень не из стали, а из специального сплава.
2.
Какие бывают диаметры электродов
Размер электрода определяется размером стального стержня. Диаметр электродов: 1,6 мм, 2,0 мм, 2,5 мм, 3,0 мм, 4,0 мм, 5,0 мм, а длина 300 – 450 мм – в зависимости от характера легирования стального стержня. Электроды диаметром 1,6 мм поставляются под заказ, т.к. не находят частого применения на территории нашей страны.
Как классифицируются сварочные электроды
Чаще всего сварочные электроды классифицируются по назначению:
- электроды для сварки углеродистых и низколегированных сталей
- электроды для сварки легированных, высокопрочных и теплоустойчивых сталей
- электроды для сварки высоколегированных сталей («нержавеющие электроды», «электроды по нержавейке)
- электроды для сварки алюминия и его сплавов («электроды по алюминию»)
- электроды для сварки меди и ее сплавов (бронзы, латуни)
- электроды для сварки чугуна и сплавов на основе никеля («электроды по чугуну», «никелевые электроды»)
- электроды для наплавки и ремонта изделий
- для сварки разнородных и трудносвариваемых сталей
Какие бывают типы электродных покрытий
Всего существует четыре типа электродного покрытия, однако мы остановимся на двух наиболее распространенных.
1. Электроды с основным покрытием («основные электроды»)
Металл шва отличается высокими механическими свойствами, в том числе высокой пластичностью и ударной вязкостью, при комнатной и низкой температурах, мало склонен к старению и стоек против образования кристаллизационных трещин. Эти электроды рекомендуются, как правило, для сварки ответственных конструкций и изделий, эксплуатирующихся при низких температурах в условиях переменных и ударных нагрузок
К недостаткам «основных электродов» можно отнести склонность к образованию пор при наличии масла, окалины или ржавчины на кромках свариваемых деталей, при удлинении сварочной дуги или при увлажнение покрытия. Кроме того, электроды позволяют вести процесс сварки только на постоянном токе обратной полярности.
Наиболее популярный электрод с основным покрытием – УОНИ 13/55.
2. Электроды с рутиловым покрытием
Электроды с рутиловым покрытием применяются главным образом для сварки конструкций из малоуглеродистых сталей.
Электроды отличаются высокими сварочно-технологическими свойствами:
- устойчивостью горения дуги на переменном и постоянном токе,
- минимальным разбрызгиванием металла,
- хорошим формированием шва во всех пространственных положениях,
- хорошей отделяемостью шлака,
- отлично сваривают загрязненную, ржавую, окисленную поверхность.
Кроме того, они обеспечивают хороший внешний вид шва: металл шва мало склонен к образованию пор при колебаниях длины дуги. Наиболее популярный электрод этого типа – МР-3.
ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ММА ВЫ МОЖЕТЕ КУПИТЬ У НАС:
Как правильно выбрать полярность тока при сварке электродом
У большинства сварочных инверторных аппаратов для ручной дуговой сварки на выходе путем выпрямления переменного тока образуется постоянный сварочный ток. В этом случае (использование постоянного тока) существуют два варианта подключения электрода и детали.
При прямой полярности деталь присоединяется к зажиму « + », а электрод к зажиму « – ».
При обратной полярности деталь подключается к « – », а электрод к « + »
Обращаем ваше внимание: на положительном полюсе всегда выделяется больше тепла, чем на отрицательном. Поэтому обратную полярность мы рекомендуем использовать:
- при работе с тонколистовым металлом, во избежание его прожога,
- при сварке высоколегированных сталей во избежание их перегрева,
- при прямой полярности лучше варить массивные детали.
Как выбрать необходимый диаметр электрода и сварочный ток
Существуют три характеристики очень тесно взаимосвязанные между собой. Это – диаметр электрода, толщина свариваемого металла, ток сварки.
Диаметр электрода подбирается в зависимости от толщины свариваемого металла. При сварке стали толщиной от 0.5 мм до 1.5 мм чаще всего ручная дуговая сварка электродом (ММА) не применяется, а используется аргоновая сварка (TIG) или сварка полуавтоматом (MIG-MAG).
Следует помнить, что увеличение диаметра электрода уменьшает плотность сварочного тока. Это приводит к блужданию сварочной дуги, ее колебанием и изменениям длины. Как следствие – растет ширина сварочного шва и уменьшается глубина провара.
| Диаметр электрода, мм | 2.0 – 2.5 | 2.5 – 3.0 | 3.2 – 4.0 | 4.0 – 5.0 | 5.0 |
| Толщина стали, мм | 2 | 3 | 4-5 | 6-12 | 13 и выше |
Далее в таблице приведено взаимосвязь диаметра электрода и тока сварки. Как правило, большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках электродов.
| Диаметр электрода, мм | 2 мм | 2.5 мм | 3 мм | 4 мм | 5 мм | 6 мм |
| Ток сварки, А | 55-65 | 55-80 | 70-130 | 130-160 | 180-210 | 210-240 |
Выбирая необходимый диаметр электрода, всегда обращайте внимание на толщину свариваемого металла. При сварке тонкого металла электродами большого диаметра, а также в случае сварки на повышенных токах появляется пористость в металле шва.
Что обозначают буквы “ОК” в маркировке сварочных электродов ESAB
Наши заказчики часто хотят купить сварочные электроды ESAB, называя всего две буквы “ОК”. Поясняем, что все сварочные электроды произведенные компанией «ESAB» (Швеция) начинаются с буквенного обозначения “ОК”, в честь основателя фирмы Оскара Кельберга. А далее за буквами “ОК” следует числовое обозначение, состоящее из четырех цифр.

Мы хотели бы познакомить вас наиболее популярными марками сварочных электродов ESAB, которые отлично зарекомендовали себя на территории Республики Беларусь:
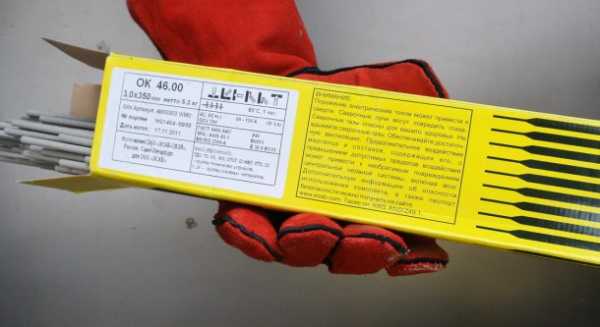
- Электроды ESAB ОК 46.00 (аналог МР-3, ОЗС) – универсальный электрод для сварки углеродистых и низколегированных сталей («электрод для сталей»), обеспечивающий отличный сварочный шов для работы на переменном и постоянном токе;
- электроды ESAB ОК 48.00, ОК 48.04 (аналог электродов УОНИ 13\55) – для сварки особо ответственных конструкций на постоянном токе;
- электроды ESAB ОК 53.70 – специализированные электроды для сварки стыков труб и корневого прохода;
- электроды ESAB ОК 61.30 (аналог электродов ОЗЛ -8) – электроды для сварки нержавейки марок 304L, 308L, 03Х18Н9, 06Х18Н11, 08Х18Н10, 12Х18Н10;
- электроды ESAB ОК 63.20 (аналог электродов ОЗЛ -20) – электроды для сварки нержавейки марок 316L, 03Х17Н14М2, 10Х17Н13М3Т, 06Х19Н11Г2М2. Электрод специально создан для сварки тонкостенных труб и тонколистовых конструкций;
- электроды ESAB ОК 68.81 – великолепные электроды для сварки разнородных, трудно свариваемых сталей, а также сталей неизвестного состава;
- электроды ESAB ОК 92.60 – электроды для чугуна, для сварки чугуна со сталью;
- электроды ESAB ОК 96.20 — электроды для алюминия.
Для чего нужно прокаливать электроды
Прокалка электродов необходима для того, чтобы убрать лишнюю влагу из обмазки электродов. Высокое содержание влаги в покрытии может стать причиной такого дефекта при сварке, как прилипание электродов к детали. Особенно это касается сварочных электродов с основным покрытием.
Если вы открыли упаковку электродов, то вы должны либо израсходовать ее полностью, либо, начиная работу на следующий день, прокалить электроды. Для этого вам необходимо оборудование для прокалки и хранения электродов.
Как избежать этого трудоемкого процесса? Обращаем Ваше внимание на электроды шведского концерна ESAB, который все специальные марки электродов (для сварки нержавейки, чугуна, алюминия, меди) упаковывает в вакуумную упаковку ESAB VacPac. Электроды в вакууме укладываются во внутреннюю пластиковую коробку и обертываются в прочную воздухонепроницаемую фольгу. В зависимости от типа и размера, электроды пакуются в полные, половинные или четвертинные упаковки, количество электродов в которых определено из расчета использования в полсмены. Упаковки затем помещают в стандартную внешнюю коробку. Упаковка ESAB VacPac обеспечивает практически неограниченный срок их хранения.
Как правильно выбрать электроды для инвертора
Для того, что бы выбрать электрод, определяемся какие металлы (черный металл, нержавейку, чугун, алюминий или медь) мы будем сваривать? Выбираем сварочные электроды в соответствии с типом металла. Если предстоит ответственная сварка, лучше остановится на высококачественных электродах импортного производства. Например, сварочные электроды шведского концерна “ESAB” отлично зарекомендовали себя во всех областях промышленности.
При выборе электродов для сварки углеродистой стали обращаем внимание на чистоту поверхности свариваемого металла. Если поверхность покрыта ржавчиной, влажная, то применяем электроды с рутиловым покрытием (МР-3, ОК-46.00, ОЗС-12).
При сварке ответственных конструкции выбираем электроды с основным покрытием. При этом не забываем: электроды с основным покрытием требуют тщательной подготовки поверхности.
Определяемся с толщиной металла и правильно выбираем диаметр электрода и сварочный ток.
Правильно выбранные электроды даже при работе на недорогих сварочных аппаратах позволят вам сварить любой металл на высоком профессиональном уровне.
Если у Вас возникли вопросы, специалисты нашей компании проконсультируют Вас по телефонам:
+375 29 653 48 55 (velcome) или +375 17 241-36-99, 241-78-99
сварочный электрод, как выбрать электрод, типы сварочных электродов, сварка электродом, сварка электродами, подбор электрода, назначение электрода, электроды для сварки, выбор электродов, универсальный электрод, прокалить электрод, диаметр электрода, размер электрода, сварке электродом, электрод с основным покрытием, электрод с рутиловым покрытием, рутиловое покрытие, характер легирования, упаковка электродов, электродное покрытие
Количество просмотров: 20208
promsvarka.by
Как правильно выбрать электроды для сварки
Выбираем правильные электроды для сварки
Прочное и надёжное соединение металлов зависит от многих факторов, главным из которых считается соответствие электрода и свариваемых заготовок. До того как выбирать электроды для сварки, нужно определить химический состав деталей, поскольку это поможет подобрать оптимальное сочетание покрытого изделия и заготовок. Также очень важен правильный выбор обмазки, которая наносится на электрод и является одновременно флюсом с легирующими добавками. Это покрытие существенно влияет на сварочный процесс и его верный выбор применительно к конкретным материалам обеспечивает наилучшие показатели прочности и долговечности сварного соединения.
Сварочные аппараты и подбор плавящихся электродов
При квалифицированном подборе режима сварки нужно обязательно учитывать параметры сварочного агрегата, дающие возможность использовать лучшие электроды и наиболее предпочтительные условия для сплавления деталей. Существуют несколько видов сварки, с использованием плавящихся покрытых изделий, неплавящихся вольфрамовых или полуавтоматических способов подачи с применением проволоки с особыми свойствами. Аппаратура для сварки подразделяется на следующие виды:
- понижающий трансформатор переменного тока или с выпрямляющим контуром постоянного тока;
- инверторный аппарат постоянного тока;
- аппарат с применением инвертора, с тугоплавким вольфрамовым электродом и ручной подачей сварочной проволоки в зону расплава;
- полуавтоматический агрегат с подачей проволоки в зону сварочного шва.
У каждого из аппаратов есть технические свойства по силе тока и напряжению, которые и диктуют подбор продукции соответствующего диаметра и состава покрытия. Необходимо отметить, что проволока, которая является электродом при полуавтоматической и ручной подаче в зону плавления, тоже служит цели наилучшего соответствия составу свариваемых деталей. Выбор электродов зависит от способа сварки прямым или обратным подключением напряжения, поскольку глубина проваривания связана с полярностью и от этого напрямую зависит подбор диаметра.
Покрытие стержня, а также состава проволоки служит для реализации определённых задач:
- использование оксидов углерода защищает сварочную ванночку от действия атмосферного кислорода;
- облегчает розжиг и стабилизирует дуговой разряд;
- способствует удалению кислорода из зоны расплава, раскисляя шов;
- с помощью примесей оказывает легирующее воздействие на шов.
Именно эти требования служат определяющими факторами выбора хороших покрытых электродов при выполнении конкретных задач. Российская промышленность производит большой сортамент изделий для сварки различных металлов и сплавов. Для бытовых целей необходимо выбирать приоритетные материалы для сварки. Как правило, это сваривание чёрных металлов, чугуна, нержавеющих сталей и сплавов алюминия и меди. Иногда, прибегают к сварке разнородных по составу заготовок и здесь, следует выбирать электрод с наиболее близкими параметрами к основному составу деталей.
- понижающий трансформатор переменного тока или с выпрямляющим контуром постоянного тока;
- инверторный аппарат постоянного тока;
- аппарат с применением инвертора, с тугоплавким вольфрамовым электродом и ручной подачей сварочной проволоки в зону расплава;
- полуавтоматический агрегат с подачей проволоки в зону сварочного шва.
У каждого из аппаратов есть технические свойства по силе тока и напряжению, которые и диктуют подбор продукции соответствующего диаметра и состава покрытия. Необходимо отметить, что проволока, которая является электродом при полуавтоматической и ручной подаче в зону плавления, тоже служит цели наилучшего соответствия составу свариваемых деталей. Выбор электродов зависит от способа сварки прямым или обратным подключением напряжения, поскольку глубина проваривания связана с полярностью и от этого напрямую зависит подбор диаметра.
Покрытие стержня, а также состава проволоки служит для реализации определённых задач:
- использование оксидов углерода защищает сварочную ванночку от действия атмосферного кислорода;
- облегчает розжиг и стабилизирует дуговой разряд;
- способствует удалению кислорода из зоны расплава, раскисляя шов;
- с помощью примесей оказывает легирующее воздействие на шов.
Именно эти требования служат определяющими факторами выбора хороших покрытых электродов при выполнении конкретных задач. Российская промышленность производит большой сортамент изделий для сварки различных металлов и сплавов. Для бытовых целей необходимо выбирать приоритетные материалы для сварки. Как правило, это сваривание чёрных металлов, чугуна, нержавеющих сталей и сплавов алюминия и меди. Иногда, прибегают к сварке разнородных по составу заготовок и здесь, следует выбирать электрод с наиболее близкими параметрами к основному составу деталей.
Популярные виды электродов
Производятся различные виды продукции для сварки, которые выбираются с учётом особенностей соединяемых материалов и способов сварки. В случае аргонодуговой сварки используется тугоплавкий вольфрамовый стержень, а в зону расплава вручную подаётся проволока. При работе с применением полуавтоматов электродом для инверторной сварки служит проволока разного состава, подаваемая через горелку с регулируемой скоростью. Самым распространённым способом является использование штучных плавящихся электродов, толщина покрытия которых бывает особо толстой (Г), тонкой (М), средней (С) и толстой (Д).
Выбор толщины обмазки сварщиком создаёт условия для изменения степени воздействия на шов для его защиты от влияния кислорода воздуха, следов загрязнений и оксидного слоя. По составу покрытия электроды подразделяются таким образом:
- основного вида для сварки постоянным током и получения пластичного шва;
- тип с кислым покрытием для обеспечения тягучести металла в зоне сварочной ванночки;
- стойкость к ударным воздействиям придаёт целлюлозное покрытие, эти изделия используются также на вертикальном шве;
- рутиловое покрытие способствует устойчивому розжигу дуги;
- специальные электроды для сварки меди и алюминия, а также их сплавов.

При выборе изделия нужно учитывать толщину и состав заготовок, сварочный ток и диаметр электрода, эти параметры необходимо увязывать с характеристиками аппарата. Для сварки стали толщиной 1 мм выбирают электроды диаметром от 1,2 до 2 мм, при этом необходим ток силой 45−55 А. Для заготовок толщиной 2 мм, требуется диаметр 2,5 мм и ток силой 60−80 А, детали от 3 до 5 мм нуждаются в использовании диаметра от 3 до 4 мм и тока от 70 до 130 А. Более толстые заготовки сваривают электродом 5 мм и током 210 А и выше. К наиболее популярным, особенно у новичков, изделиям относятся стержни с рутиловым и основным покрытием, хотя во многом выбор зависит от состава свариваемого материала.
Основное покрытие электродов марки УОНИ позволяет вести инверторную сварку, как в прямой, так и в обратной полярности, а рутиловая марка МР-3 даёт возможность использовать переменный и постоянный токи и характерна лёгким розжигом дуги.
Свариваемые металлы и выбор электродов
Для качественной сварки необходим определённый опыт, а также знание химического состава заготовок. Поэтому прежде чем выбрать сварочные электроды, нужно выяснить какой именно металл или сплав вы собираетесь соединять. Для разных видов металлов разработаны соответствующие изделия с разным видом покрытия и многие из них являются аналогами. Здесь может помочь различная справочная литература, консультация профессионалов в области продаж или опытных специалистов. В большинстве случаев работают с углеродистыми, нержавеющими сталями, чугуном и сплавами меди и алюминия. Довольно популярна сварка оцинкованной стали, разнородных заготовок и никелированных частей. Высокая прочность и долговечность шва достигается точным подбором материала плавящегося электрода и его покрытия к соединяемому металлу или сплаву и заключается в следующих рекомендациях:
- конструкционные низколегированные, углеродистые стали весьма хорошо свариваются с использованием марок МР-3М, УОНИ-13/55, ОМА-2, ОЗС-30, ВИ-10-6, АНО-21 и ВСФ-65У;
- стали высокопрочные легированные свариваются с применением ЭА-981/5, ЭА-395/9, НИАТ-5, ОШЗ-1 и НИАТ-3М;
- жаропрочные сплавы и теплоустойчивую сталь соединяют марками ЦЛ-39, АНЖР-2, ТМЛ-3У, ОЗЛ-35, ИМЕТ-10 и КТИ-7А;
- для коррозионностойких и нержавеющих материалов подходят электроды ИЖ-15С, НИАТ-1, УОНИ-13НЖ, ЦТ-15 и ЭА-400/10Т;
- детали из разнородных по составу материалов сваривают марками АНЖР-2, ЭА-391/15, ВИ-ИМ-1, ЦТ-28, ОЗЛ-32, НИИ-48Г, ИМЕТ-10, В-56У и;
- для спецсталей используются марки ОЗЛ-44, АНВ-20, ЭА-112/15 и НИИ-48Г;
- для заготовок из чугуна используют ЦЧ-4, ОЗЖН-1, ОЗЧ-2 и МНЧ-2;
- алюминиевые сплавы сваривают с использованием ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2;
- медь и её соединения варят с применением АНЦ/ОЗМ-2, ОЗБ-3, Комсомолец-100, для бронзы подходят ОЗБ-2М;
- для сплавов никеля подходят ОЗЛ-32 и В-56У;
- для резки металла пользуются марками АНР-2М, ОЗР-2 и ОЗР-1.
В условиях отсутствия рекомендуемых изделий следует определить возможные аналоги, наиболее подходящие к конкретным условиям, но важно понимать, что качество шва может несколько понизиться.
При сварке тонкостенных листов иногда бывает необходимо сменить полярность на обратную для того, чтобы понизить глубину провара и избавиться от риска прожигания заготовок. В таком случае прибегают к инверторной сварке высокочастотным, импульсным переменным током.
Итог
Мы рассказали об основных принципах выбора покрытых электродов для сварки с применением различных аппаратов. Необходимо учитывать при подборе марки тип покрытия и диаметр стержней, силу тока и состав деталей. С приобретением некоторого опыта и навыков, эффективная работа не вызовет затруднений.
samsvar.ru
Как выбрать электроды для сварки?
Прочное и надёжное соединение металлов зависит от многих факторов, главным из которых считается соответствие электрода и свариваемых заготовок. До того как выбирать электроды для сварки, нужно определить химический состав деталей, поскольку это поможет подобрать оптимальное сочетание покрытого изделия и заготовок. Также очень важен правильный выбор обмазки, которая наносится на электрод и является одновременно флюсом с легирующими добавками. Это покрытие существенно влияет на сварочный процесс и его верный выбор применительно к конкретным материалам обеспечивает наилучшие показатели прочности и долговечности сварного соединения.
Сварочные аппараты и подбор плавящихся электродов
При квалифицированном подборе режима сварки нужно обязательно учитывать параметры сварочного агрегата, дающие возможность использовать лучшие электроды и наиболее предпочтительные условия для сплавления деталей. Существуют несколько видов сварки, с использованием плавящихся покрытых изделий, неплавящихся вольфрамовых или полуавтоматических способов подачи с применением проволоки с особыми свойствами.
Аппаратура для сварки подразделяется на следующие виды:
- понижающий трансформатор переменного тока или с выпрямляющим контуром постоянного тока;
- инверторный аппарат постоянного тока;
- аппарат с применением инвертора, с тугоплавким вольфрамовым электродом и ручной подачей сварочной проволоки в зону расплава;
- полуавтоматический агрегат с подачей проволоки в зону сварочного шва.
У каждого из аппаратов есть технические свойства по силе тока и напряжению, которые и диктуют подбор продукции соответствующего диаметра и состава покрытия. Необходимо отметить, что проволока, которая является электродом при полуавтоматической и ручной подаче в зону плавления, тоже служит цели наилучшего соответствия составу свариваемых деталей. Выбор электродов зависит от способа сварки прямым или обратным подключением напряжения, поскольку глубина проваривания связана с полярностью и от этого напрямую зависит подбор диаметра.
Покрытие стержня, а также состава проволоки служит для реализации определённых задач:
- использование оксидов углерода защищает сварочную ванночку от действия атмосферного кислорода;
- облегчает розжиг и стабилизирует дуговой разряд;
- способствует удалению кислорода из зоны расплава, раскисляя шов;
- с помощью примесей оказывает легирующее воздействие на шов.
Именно эти требования служат определяющими факторами выбора хороших покрытых электродов при выполнении конкретных задач. Российская промышленность производит большой сортамент изделий для сварки различных металлов и сплавов. Для бытовых целей необходимо выбирать приоритетные материалы для сварки. Как правило, это сваривание чёрных металлов, чугуна, нержавеющих сталей и сплавов алюминия и меди. Иногда, прибегают к сварке разнородных по составу заготовок и здесь, следует выбирать электрод с наиболее близкими параметрами к основному составу деталей.
Важно обеспечить чистоту стыка от оксидного слоя, поскольку всевозможные загрязнения создают непрочный, пористый шов, а это отрицательно сказывается на качестве.
Популярные виды электродов
Производятся различные виды продукции для сварки, которые выбираются с учётом особенностей соединяемых материалов и способов сварки. В случае аргонодуговой сварки используется тугоплавкий вольфрамовый стержень, а в зону расплава вручную подаётся проволока. При работе с применением полуавтоматов электродом для инверторной сварки служит проволока разного состава, подаваемая через горелку с регулируемой скоростью. Самым распространённым способом является использование штучных плавящихся электродов, толщина покрытия которых бывает особо толстой (Г), тонкой (М), средней (С) и толстой (Д).
Выбор толщины обмазки сварщиком создаёт условия для изменения степени воздействия на шов для его защиты от влияния кислорода воздуха, следов загрязнений и оксидного слоя. По составу покрытия электроды подразделяются таким образом:
- основного вида для сварки постоянным током и получения пластичного шва;
- тип с кислым покрытием для обеспечения тягучести металла в зоне сварочной ванночки;
- стойкость к ударным воздействиям придаёт целлюлозное покрытие, эти изделия используются также на вертикальном шве;
- рутиловое покрытие способствует устойчивому розжигу дуги;
- специальные электроды для сварки меди и алюминия, а также их сплавов.
При выборе изделия нужно учитывать толщину и состав заготовок, сварочный ток и диаметр электрода, эти параметры необходимо увязывать с характеристиками аппарата. Для сварки стали толщиной 1 мм выбирают электроды диаметром от 1,2 до 2 мм, при этом необходим ток силой 45−55 А. Для заготовок толщиной 2 мм, требуется диаметр 2,5 мм и ток силой 60−80 А, детали от 3 до 5 мм нуждаются в использовании диаметра от 3 до 4 мм и тока от 70 до 130 А. Более толстые заготовки сваривают электродом 5 мм и током 210 А и выше. К наиболее популярным, особенно у новичков, изделиям относятся стержни с рутиловым и основным покрытием, хотя во многом выбор зависит от состава свариваемого материала.
Важно помнить, что материал покрытия чувствителен к содержанию влаги, поэтому стержни перед сваркой необходимо прокаливать, а хранить их нужно в сухом проветриваемом месте.
Основное покрытие электродов марки УОНИ позволяет вести инверторную сварку, как в прямой, так и в обратной полярности, а рутиловая марка МР-3 даёт возможность использовать переменный и постоянный токи и характерна лёгким розжигом дуги.
Свариваемые металлы и выбор электродов
Для качественной сварки необходим определённый опыт, а также знание химического состава заготовок. Поэтому прежде чем выбрать сварочные электроды, нужно выяснить какой именно металл или сплав вы собираетесь соединять. Для разных видов металлов разработаны соответствующие изделия с разным видом покрытия и многие из них являются аналогами. Здесь может помочь различная справочная литература, консультация профессионалов в области продаж или опытных специалистов. В большинстве случаев работают с углеродистыми, нержавеющими сталями, чугуном и сплавами меди и алюминия. Довольно популярна сварка оцинкованной стали, разнородных заготовок и никелированных частей.
Высокая прочность и долговечность шва достигается точным подбором материала плавящегося электрода и его покрытия к соединяемому металлу или сплаву и заключается в следующих рекомендациях:
- конструкционные низколегированные, углеродистые стали весьма хорошо свариваются с использованием марок МР-3М, УОНИ-13/55, ОМА-2, ОЗС-30, ВИ-10-6, АНО-21 и ВСФ-65У;
- стали высокопрочные легированные свариваются с применением ЭА-981/5, ЭА-395/9, НИАТ-5, ОШЗ-1 и НИАТ-3М;
- жаропрочные сплавы и теплоустойчивую сталь соединяют марками ЦЛ-39, АНЖР-2, ТМЛ-3У, ОЗЛ-35, ИМЕТ-10 и КТИ-7А;
- для коррозионностойких и нержавеющих материалов подходят электроды ИЖ-15С, НИАТ-1, УОНИ-13НЖ, ЦТ-15 и ЭА-400/10Т;
- детали из разнородных по составу материалов сваривают марками АНЖР-2, ЭА-391/15, ВИ-ИМ-1, ЦТ-28, ОЗЛ-32, НИИ-48Г, ИМЕТ-10, В-56У и;
- для спецсталей используются марки ОЗЛ-44, АНВ-20, ЭА-112/15 и НИИ-48Г;
- для заготовок из чугуна используют ЦЧ-4, ОЗЖН-1, ОЗЧ-2 и МНЧ-2;
- алюминиевые сплавы сваривают с использованием ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2;
- медь и её соединения варят с применением АНЦ/ОЗМ-2, ОЗБ-3, Комсомолец-100, для бронзы подходят ОЗБ-2М;
- для сплавов никеля подходят ОЗЛ-32 и В-56У;
- для резки металла пользуются марками АНР-2М, ОЗР-2 и ОЗР-1.
В условиях отсутствия рекомендуемых изделий следует определить возможные аналоги, наиболее подходящие к конкретным условиям, но важно понимать, что качество шва может несколько понизиться.
При сварке тонкостенных листов иногда бывает необходимо сменить полярность на обратную для того, чтобы понизить глубину провара и избавиться от риска прожигания заготовок. В таком случае прибегают к инверторной сварке высокочастотным, импульсным переменным током.
Итог
Мы рассказали об основных принципах выбора покрытых электродов для сварки с применением различных аппаратов. Необходимо учитывать при подборе марки тип покрытия и диаметр стержней, силу тока и состав деталей. С приобретением некоторого опыта и навыков, эффективная работа не вызовет затруднений.
electrod.biz
Как выбирать электроды. Какие электроды лучше для сварки.
Уважаемые начинающие сварщики, в этой статье мы кратко расскажем про электроды и дадим практические рекомендации по их использованию.
Для выбора электрода необходимо определить:
- Толщину металла – (чем толще металл, тем больше диаметр электрода).
- Марку стали – (черный металл, нержавейка, жаропрочный и т.д.).
- По электроду определяем ток!
- Положение сварки – (нижнее, горизонтальное, нижнее тавровое, вертикальное – сварка снизу вверх, потолочное, потолочное тавровое).
Что касается сварочного тока, который вы будете подавать на электрод. Каждый производитель электродов заявляет разный сварочный ток. Ниже мы приводим классические параметры, с этими параметрами согласились сварщики, которые работают в профессии не один год.
Выбор тока также зависит от пространственного положения и величины зазора. Например: для диаметра 3 мм рекомендуется ток 70-80 А. Это ток для сварки в потолочном положении или вертикаль на подъем, а также, если зазор соизмерим или более диаметра электрода. Если же варить в нижнем положении, при этом зазора нет и позволяет толщина металла, то можно на простом электроде дать 120 А.
Опытные сварщики советуют пользоваться следующей формулой. Вы можете попробовать следовать этой формуле.
Сила тока рассчитывавшийся по формуле 30-40 А. на 1мм электрода, т.е на электрод d 3 мм. ставим ток 90-120 А., на электрод d 4мм ставим ток 120-160А и т. При сварке в вертикальном положении уменьшаем силу тока на 15%.
Диаметр 2 мм . – 40 – 80 Ампер. «Двойка» – пожалуй, самый капризный электрод. Многим кажется, что чем меньше диаметр электрода, тем легче работать. Но это не совсем так. Например: «двойка» требует определенных навыков и сноровки, она быстро горит и очень сильно греется, если вы выставили большой ток. «Двойка» хороша тем, что требует мало тока и сваривает тонкие металлы. Но нужно умение и терпение.
Диаметр 3 мм или 3.2 мм . – 70-80 Ампер. ПРИ УСЛОВИИ СВАРКИ НА ПОСТОЯННОМ ТОКЕ. Все сходятся во мнении, что 80 Ампер – это максимальное значение тока, все что выше – это уже не сварка, а резка. Попробуйте начать сварку с 70 Ампер, поймете, что не проваривает – добавьте 5-10 Ампер, если и 80 Ампер мало – крутите ручку регулировки сварочного тока до 120 А., но не более. Если вы варите на ПЕРЕМЕННОМ ТОКЕ – вам следует выставить 110-130 ампер. Иногда даже до 150 Ампер. Но скорей всего вам это не нужно, так как у вас инверторный сварочный аппарат, а не трансформаторный.
Диаметры от 5 мм и выше – это уже профессиональные электроды, как правило, их используют сварщики профи. Давать им рекомендации мы не будем, они и так знают как ими работать, а начинающим сварщикам они попросту не нужны. Скажем лишь, что такие диаметры чаще используют не для сварки, а для наплавки.
Какой выбрать сварочный электрод?
Мы сейчас расскажем об основных типах сварочных электродов.
МР-3 и АНО – эти электроды лучше использовать на переменном токе. Они не прихотливы к сырости. Эти электроды не для ответственных конструкций, ими никогда не варят мосты и несущие балки крыши, ими варят заборы, ворота и теплицы на даче, ограждения, небольшие металло-контрукции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Самые востребованные марки у сварщиков любителей и дачников.
УОНИИ 13/55 – это отличные электроды, но очень «специфические». УОНИИ 13/55 варят профессионалы. Надо варить на короткой дуге! Это электроды для ответственных конструкций. Горят только на постоянном токе, любят стабильную дугу и не любят скачков напряжения. Начинайте работать с УОНИИ 13/55 только тогда, когда вы научитесь варить МР-3 и АНО.
LB-52U – мы рекомендуем покупать эти электроды японской фирмы KOBELCO. Эти электроды берут для сварки труб под высоким давлением. Очень качественный шов. Электроды LB-52U одни из самых дорогих, как правило, их покупают предприятия и структуры связанные с ремонтом городских тепло/водо сетей.
Мы ознакомили вас с самыми ходовыми электродами. Ниже мы расскажем кратко об электродах Концерна ESAB (Швеция), возможно вы найдете именно то, что вам нужно. Все электроды фирмы ESAB начинаются с букв ОК – в честь основателя Концерна Оскара Кельберга.
OK 46.00 ESAB (Россия) – сваривать металлы этими электродами можно на постоянном и переменном токах. Часто эти электроды называют УНИВЕРСАЛЬНЫЙ или ЭЛЕКТРОД ДЛЯ СТАЛИ. Если вы не знаете что выбрать, берите эти электроды – не прогадаете. Электроды хороши тем, что имеют широкую линейку диаметров. Всегда можно подобрать нужный именно вам.
OK 48.00 ESAB (Швеция) – только постоянный ток. Идеально подойдут для ответственных конструкций.
Cпециальные электроды.
OK 61.30 ESAB – сварка нержавейка/нержавейка (марки стали 304, 308L, 03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10).
ОК 67.60, ОК 67.62 ESAB – сварка нержавейка/сталь.
OK 63.30 ESAB (российские аналоги АНВ-26) – (марки стали 316, 03Х17Н14М2, 10Х17Н13М3Т, 06Х19Н11Г2М2) идеально подходят для сварки тонкостенных труб и тонколистовых изделий.
Если вы не понимаете, какая сталь перед вами, вы не знаете ее состав – ваш выбор OK 68.81, OK 68.82 – этими электродами можно сваривать разнородные стальные изделия и стали неизвестного состава.
При сварке чугуна много нюансов!
Сварка чугун\сталь ESAB OK 92.18 (новое название OK Ni-Cl) – предназначены для сварки нетолстого чугуна (не более 3 слоев).
Сварка чугун\чугун; чугун\сталь ESAB OK 92.60. (ново
mirhat.ru
как правильно подобрать электроды инвертора
Для каждого сварочного аппарата подходят свои виды электродов. Инверторный сварочный аппарат обычно применяется для домашних работ, поэтому у новичков часто возникают вопросы по поводу рационального подбора электродов. Какие лучше выбрать электроды для сварки инвертором? Как правильно, и со знанием дела подобрать электрод для получения качественного шва? В статье – простые и емкие ответы на все вопросы.
Особенности инверторной сварки
Инверторы – недорогие и простые в использовании аппараты. Они позволяют быстро получать швы, отвечающие самым строгим требованиям. Особенность механизма в возможности при включении формировать переменное напряжение тока. Его применяют при дуговом сварочном процессе методом плавления.
Во время плавления ток к месту шва подается через специальные металлические стержни, электроды. Их правильный выбор определяется техническими характеристиками и маркой, под которой изготавливается продукция.
Виды и характеристика электродов
Металлические стержни делят на 2 большие группы:
- плавящиеся. Отличаются наружным покрытием, обеспечивающим стабильное горение сварочной дуги и отсутствием шлаков;
- неплавящиеся. Подходят для аргоновой сварки.
В целом сварочные электроды различают по:
- диаметру;
- назначению;
- виду обмазки;
- по стране-производителю и марке изделия.
По уровню работ изделия бывают:
- для обычной сварки;
- для сварки ответственных металлоконструкций.
Диаметр электрода
Стержни бывают разной длины от 30 до 45 см. Основные показатели диаметра – 1,6; 2, 3, 3-4; 4; 4-5.
Внимание! Неопытным сварщикам лучше начинать практику с металла толщиной 3-4 см и сварочного электрода с диаметром 3 мм.
Выбор того или иного диаметра зависит от толщины металла. Например, для арматуры 4 мм подойдет стержень с аналогичным диаметром. Чем толще металл, тем больше показатель диаметра. Для каждого диаметра и марки – своя толщина обмазки.

Электроды для сварки инвертором
Назначение по виду металла
Электропроводящие стержни необходимо подбирать в зависимости от типа работы и применения того или иного металла:
- варка углеродистых и низколегированных сталей;
- варка высоколегированных сталей;
- крепление теплоустойчивых сталей, отличающихся высокой прочностью;
- крепление чугуна и сплавов на его основе;
- варка меди и ее сплавов;
- работа с алюминием и его сплавами;
- варка сталей неизвестного состава.
Кроме того отличают электроды, применяемые для наплавки и ремонта металлических изделий.
Виды покрытия электродов
От вида покрытия или обмазки зависит работа с постоянным или переменным током и особенности эксплуатации.
Совет. Для ответственной сварки, требующей максимально эффективного результата, следует подобрать электрод с основным покрытием.
Обмазка бывает:
- Основная. Благодаря сварке с использованием таких стержней получаются прочные швы с высоким показателем ударной вязкости. Швы не стареют и не покрываются микротрещинами, что позволяет использовать изделия в самых суровых условиях. С данными электродами работают только на постоянном токе.
- Рутиловая. Подходит для сварки изделий из малоуглеродистой стали переменным и постоянным током. Узнать изделие можно по синему или зеленому оттенку. Электроды легко разжигаются и отличаются минимальными брызгами при работе. Их можно использовать для скрепления ржавых элементов.
- Кислая. Используется для работы переменным и постоянным электрическим током. На выходе – отличные швы превосходного качества с легко удаляемым шлаком. Основным недостатком считаются токсичные выделения при эксплуатации. Работать электродами с кислым покрытием разрешается только в помещениях с наличием принудительной вентиляции.
- Целлюлозная. Единственная обмазка, позволяющая сваривать металл сверху вниз с помощью постоянного тока. Сварочный шов прочный, но не самый аккуратный. Отличается минимальным количеством шлака.
Проверенные и популярные марки электродов
Инвертор – неприхотливое устройство, и способен работать с сотней видов расходников.
Виды электродов и норма расхода на 1 кг металла
Совет. В производстве сварочных стержней часто встречаются подделки и изделия ненадлежащего качества. Практики рекомендуют остановить выбор на проверенных вариантах.
Популярные марки сварочных электродов:
- УОНИ–13/55. Продукция для профессионалов, благодаря которой шов ровный и прочный;
- МР–3С. Подходит для скрепления элементов при ответственной сварке с высокими требованиями ко шву;
- МР–3. Универсальный вариант для работы с ржавыми и грязными поверхностями;
- АНО. Идеально подходит для новичков, легко зажигается, и гарантируют хороший результат.
Руководствуясь приведенной информацией, легко выбрать подходящий вид сварочных стержней. Для начала – определиться с выбором металла, его толщиной. Затем подобрать электрод известной марки, нужного вида, диаметра и покрытия. Рациональный подбор обеспечит желаемый итог сварки.
Выбор электродов для сварки инвертором — видео
viborprost.ru
типы и виды — Моя ковка
Для того чтобы осуществить процесс сварки, нужен не только сварочный инвертор, но и правильно подобранные электроды. Электросварка очень часто применяется во многих видах строительных и ремонтных работ. А главным расходным ее материалом являются электроды.

При выборе электрода необходимо обратить внимание на его диаметр, тип, производителя.
Подбор качественных электродов для инвертора улучшит и упростит процесс сварки.
Выбор электродов для сварки инвертором
Все материалы, применяемые для инвертора, относятся в основном к электродам плавящегося типа. Изготавливаются они из сварочной проволоки, на поверхность которой нанесен слой плотного покрытия, обеспечивающий горение и оплавление проволоки. Этот состав наносят с помощью его опрессовки на сварочном материале (проволоке). Чем плотнее он нанесен, тем устойчивее будет горение дуги, а сварочная ванна будет лучше защищена от воздействия атмосферы.
Выбрать электроды для инвертора можно в соответствии с ГОСТ 2246-72 или ГОСТ 2246-85. Исходя из этих стандартов они подразделяются на несколько видов:
- Углеродистые.
- Легированные.
- Высоколегированные.
Схема сварки с помощью электродов.
Каждый вид электродов для инвертора подразделяется на 2 типа:
- Сварка обычных изделий.
- Сварка ответственных изделий.
К наиболее популярным маркам относятся:
- АНО — один из самых популярных материалов, применяемых при использовании инвертора. Его очень хорошо и легко можно зажечь. Для него не требуется начальной прокалки и высокого напряжения. Такие электроды позволят добиться отличного результата даже молодым сварщикам.
- МР-3 — они считаются универсальными. С их помощью допускается сварка покрытых ржавчиной, плохо очищенных от грязи металлов. Также они позволяют проводить работы с влажными материалами.
- МР-3С — используются при наличии высоких требований к формированию и качеству шва. Могут использоваться в сварочном процессе при использовании постоянного тока или переменного, имеющего обратную полярность.
- УОНИ-13/50 — используются в ручной дуговой сварке при подготовке конструкций особой сложности и ответственности. Их использование требует квалификации и опыта сварочных работ. Выберите такие сварочные материалы, и шов получится высокого качества и плотности даже при низких температурных режимах.
При выборе марки электрода нельзя забывать и о его диаметре. Самым популярным и широко используемым является диаметр 2-4 мм. В выборе диаметра нужно руководствоваться такими факторами, как состав нанесенного слоя на поверхность, коэффициент его наплавки и расход материала на количество наплавленной поверхности.
Вернуться к оглавлению
Вам может быть интересно: Сайт о сантехнике.
Покупка и хранение электродов
Схема устройства электрода: 1. электрод, 2. сердцевина, 3. покрытие, 4. шлак, 5. газовая защита, 6. сварочная дуга, 7. расплав, 8. материал основы.
Очень важным моментом при покупке электрода является то, в каком месте его покупать. Конечно, это дело лично каждого человека, но чтобы не было проблем в дальнейшем, лучше покупать в специальных магазинах. Это позволит обезопасить себя от приобретения некачественных изделий. Очень часто электроды для инвертора, покупаемые где попало, могут неправильно храниться. Это может привести к появлению повышенной влажности в их составе, что послужит преждевременному выходу их из строя. В любом случае при покупке на рынке или в магазине нужно провести предварительную проверку.
Сделать это достаточно просто. Нужно перед покупкой попросить у продавца открыть упаковку и проверить состояние товара. Качественный электрод должен быть сухим, слой покрытия, на него нанесенного, должен быть равномерным и без сколов. Наличие повышенной влажности можно определить на ощупь и по наличию темного цвета на его поверхности. Также нужно проверить равномерность нанесенного на поверхность покрытия. При неравномерно нанесенном покрытии электрод будет гореть с затуханием и вспышками.
Не надо покупать сразу большое количество электродов, чтобы они хранились длительное время. Лучше приобретать не больше 2-3 пачек. Чтобы обеспечить сохранность их после покупки, нужно бережно с ними обращаться. Не класть на упаковки тяжелые предметы. Не бросать и не швырять их. Это может привести к разрушению материала горения. Чтобы каждый раз во время работы не доставать материалы из коробки, нужно приобрести наплечную сумку сварщика, в которой есть специальное отделение для электродов (электродница). Оно выполнено в жесткой обложке и не позволит сломаться рабочему материалу во время проведения работ. Это существенно сократит его расход.
Прежде чем выбрать электроды для инвертора и приобрести их, нужно учесть все вышеперечисленные параметры. Проверить тщательность их упаковки и технологию хранения. Только обладая этой информацией, можно приобрести качественные материалы и произвести квалифицированный процесс сварки.
moyakovka.ru
Как выбрать электроды для инверторной сварки
Замена старых трансформаторных моделей сварочных аппаратов на новые инверторные внесла свои коррективы. В частности – возросли требования к расходным материалам. Поэтому перед началом сварочных работ важно правильно подобрать тип электродов. Для этого необходимо знать их характеристики и виды.
Электроды – для инверторных или трансформаторных аппаратов?
Бытует мнение, что для инверторных сварочных аппаратов необходим особый вид электродов. Некоторые продавцы усиленно пропагандируют это заблуждение, зарабатывая дополнительные денежные бонусы. Для внесения полной ясности стоит рассмотреть технические параметры таких электродов.
Род тока
В отличие от трансформаторных моделей, инверторные аппараты работают на постоянном токе. Хотя есть ряд моделей, у которых возможен комбинированный режим. Все производители на упаковке электродов указывают вид тока. Поэтому по этой характеристике они могут успешно выполнять свои функции для всех типов аппаратов.
Полярность
Тоже весьма спорное различие. Для переменного тока этот термин отсутствует вовсе, а в постоянном важно лишь подключить электрод к нужной клемме. Рекомендуемая полярность также указывается на пачке.
Дополнительные режимы работы
Для создания качественного шва современные сварочные аппараты имеют несколько вспомогательных функций. Однако они никоим образом не отражаются на выборе расходных материалов.
В итоге можно сказать, что принципиальных отличий между электродами для инверторных и трансформаторных сварочных аппаратов нет. Но это не значит, что можно взять любую пачку, ориентируясь лишь на вышеописанные показатели.
Выбор того или иного типа электродов должен определяться материалом сварки, его параметрами и геометрическими размерами.

Характеристики
Основные параметры для расходных материалов сварочных аппаратов подробно описаны в ГОСТ 9466-75. Его пункты постоянно дорабатываются, согласно появлению новых видов оборудования и материалов. В настоящий момент принята следующая маркировка, характеризующая вид материала обработки:
- У – предназначены для работы с углеродистыми, а также низкоуглеродистыми видами стали.
- Л – для легированных сталей конструкционного типа.
- Г – легированной стали с термоустойчивыми добавками.
- В – высоколегированных видов стали специального назначения.
Для того чтобы время воздействия на металл во время сварки было максимально большим, электроды покрывают специальным ферритным порошком. Благодаря этому улучшаются эксплуатационные свойства — упрощается повторное зажигание дуги, увеличивается скорость остывания металла. Если в составе содержится более 20% железного порошка, то добавляется номенклатурное обозначение «Ж».
Однако, помимо этого фактора следует учитывать состав электродов. Он является основным фактором при выборе — характеристики материала изготовления напрямую влияют на качество и специфику в работе электродов. ГОСТ определяет такие виды покрытия поверхностей электродов:
- А – «кислое покрытие» с большим содержанием кремния, марганца, железа.
- Б – использование фтористого кальция и карбоната кальция позволяет работать с большими сечениями заготовок.
- Ц – в основе содержаться органические материалы – целлюлоза, мука. При работе создается внешняя защита дуги с одновременным образованием тонкого слоя шлака. Зачастую такой тип применяется для сварки металла небольшой толщины.
- Р – для получения качественных швов с минимальным коэффициентом разбрызгивания расправленного металла в состав добавляют рутил. Это дает возможность формировать устойчивую сварную дугу.
- П – прочие добавки, которые могут применяться для узкоспециализированных материалов.
Следующим фактором является толщина свариваемого металла. От этого параметра зависит диаметр электродов. В таблице показаны рекомендованные размеры электродов.

На каждой пачке должно быть обозначение типа электродов. На рисунке показана подробная расшифровка каждой составляющей номенклатурного номера изделия.
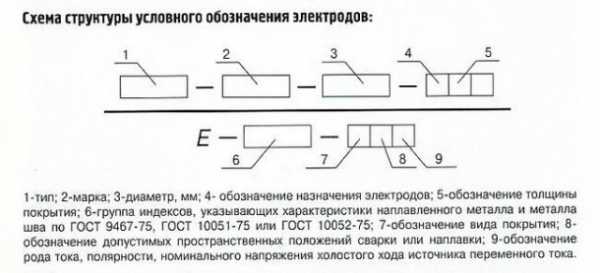
Производители и цены
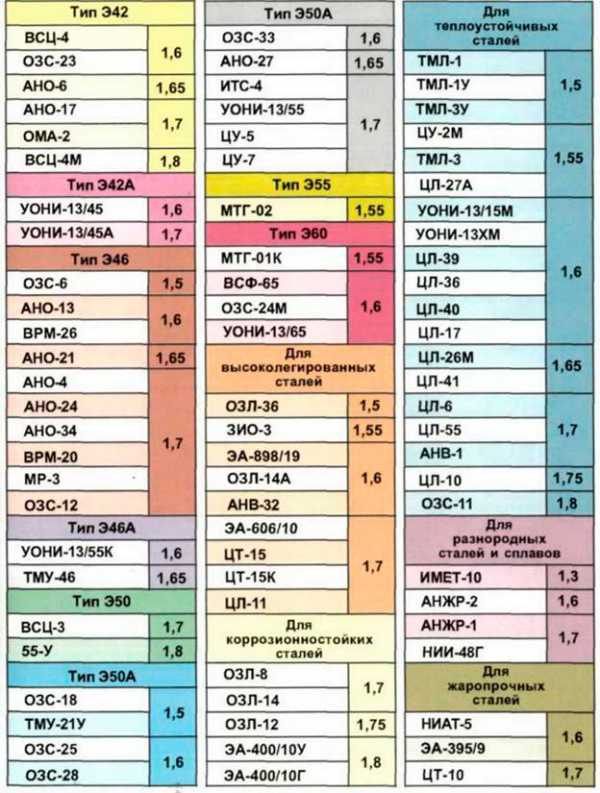
Как уже говорилось выше, в зависимости от типа свариваемого материала следует подбирать соответствующую марку электродов. На практике профессионалы уже давно определили для себя оптимальные виды. В таблице указана средняя стоимость за килограмм этих электродов от различных производителей.
Если нет должного опыта в работе со сварочным оборудованием, то перед выбором электродов лучше всего посоветоваться с профессиональными сварщиками. Они знают все тонкости и нюансы каждого вида, но в то же время следует учитывать личностные предпочтения, которые неизбежно формируются в процессе работы.
ismith.ru