Как пользоваться газорезкой: Как пользоваться газовым резаком – Avantcom Статьи
alexxlab | 12.01.2023 | 0 | Разное
Особенности резки металла, описание и особенности процесса
Для высокоточного скоростного раскроя металлических заготовок, в том числе – серийных и отличающихся сложной конфигурацией, рекомендуется применять плазменную либо лазерную технологию реза. Если же точность, качество и время выполнения работ вторичны, либо при необходимости выполнения операций в «полевых» условиях, резка металла газовым резаком остается самым востребованным методом обработки металлопроката. Воспользоваться на выгодных условиях услугой газорезки и сварки в Челябинске предлагает компания ООО ПКФ «ЧМП».
Технология резки металла газовым резаком
Распространенность методики обусловлена ее простотой, доступностью и дешевизной. Технология процесса заключается в:
- предварительном нагреве факелом открытого пламени места реза до температуры ≈ 1100 ˚С-1300 °С. Выделяемая при этом кислота активизирует прогрев внутренних слоев металла;
- подачи в рабочую зону струи чистого технического кислорода.
 Он выступает в роли непосредственно режущего инструмента за счет реакции с металлом, который в месте контакта сгорает с образованием расплавленного оксида.
Он выступает в роли непосредственно режущего инструмента за счет реакции с металлом, который в месте контакта сгорает с образованием расплавленного оксида.
 Он выступает в роли непосредственно режущего инструмента за счет реакции с металлом, который в месте контакта сгорает с образованием расплавленного оксида.
Он выступает в роли непосредственно режущего инструмента за счет реакции с металлом, который в месте контакта сгорает с образованием расплавленного оксида.Для реализации функционала газорезки обрабатываемую зону тщательно очищают от загрязнений, окислов и ржавчины, лакокрасочного покрытия, что достигается ручным или агрегатным способом чистки поверхности. При соблюдении этого правила и температуре плавления материала более высокой, чем температура горения режущей струи, технология позволяет выполнять рез заготовок толщиной до 300 мм и даже более.
Особенности технологии
Область применения газовой резки – раскрой углеродистых конструкционных сталей, черного металла, нержавеющей стали. Так же с ее помощью удается резать легированную хромом (свыше 8%) сталь и алюминий.
Техника резки металла газовым резаком Р1-01П заключается в применении газа двух видов – пропана либо ацетилена, с помощью которого нагревают заготовку, и кислорода для решения основной задачи.
Алгоритм выполнения работ:
- разогрев стартовой точки до температуры 1100-1300 °С;
- после начала горения металла – подача кислорода в виде узконаправленной струи;
- перемещение резака под углом 85°, противоположным направлению реза;
- после прохождения участка в 20-25 мм – изменение угла наклона на 20-30°.
Резак необходимо перемещать плавно и с неизменной скоростью – так удается избежать незапланированного прогорания металла или наличия непрорезанных участков.
Оборудование
Комплект оборудования для газорезки включает только мобильные компоненты, благодаря чему им допустимо пользоваться не только в стационарной мастерской, но и в удаленных от цивилизации местах:
- резак, укомплектованный насадками. В его конструкцию включены два блока:
- подогревающий, в состав которого входят инжекторная ячейка, наружный мундштук, регулирующие вентили и т. д.;
- режущий – внутренний мундштук, подающая трубка, запорный вентиль.
- подогревающий, в состав которого входят инжекторная ячейка, наружный мундштук, регулирующие вентили и т.
- два баллона – пропановый (ацетиленовый) и кислородный;
- понижающий давление редуктор и манометр для контроля показателей;
- соединительные шланги.
 д.;
д.;Резаки по ГОСТ 5191-79Е представлены в трех вариантах мощности. Для резки газовым резаком толстого металла – от 10 до 300 мм – следует использовать модель большой мощности с внешним мундштуком 5-6 размера.
Преимущества
Газовая резка не теряет своей популярности уже более века, благодаря комплексу достоинств:
- выгодному соотношению стоимости, скорости и качества;
- универсальным возможностям применения;
- автономности;
- возможности проведения только поверхностной обработки материала и выполнения работ разного уровня сложности;
- разрезание материалов толщиной до 300 мм.
Недостатки
В практическом применении встречается несколько методов резки газом – копьевой, кислородно-флюсовый, воздушно-дуговой, пропаном.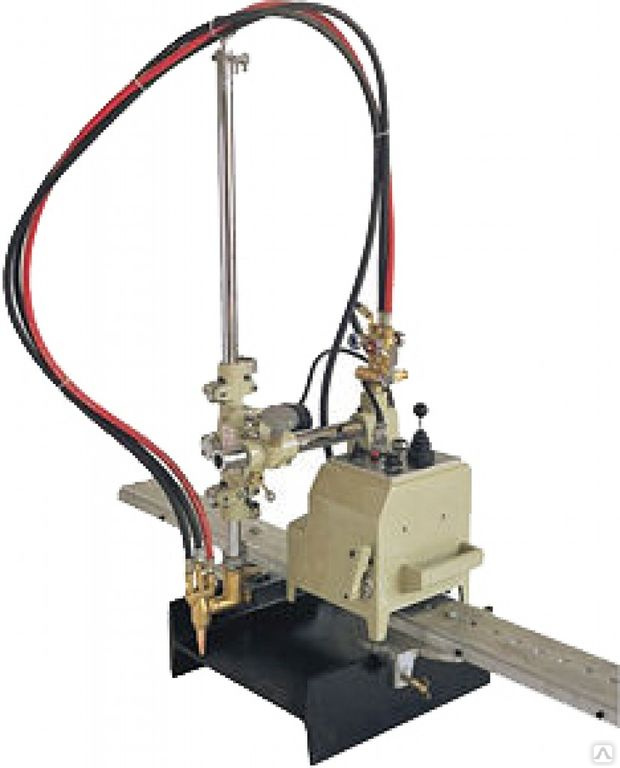 Некоторые из них позволяют выполнять обработку высоколегированных сплавов, титана, алюминия, но наибольшая результативность газорезки характерна для раскроя низкоуглеродистых сталей. При этом точность конечного результата невелика в сравнении с плазменной или лазерной технологией.
Некоторые из них позволяют выполнять обработку высоколегированных сплавов, титана, алюминия, но наибольшая результативность газорезки характерна для раскроя низкоуглеродистых сталей. При этом точность конечного результата невелика в сравнении с плазменной или лазерной технологией.
Также несоблюдение технологического регламента, недостаточная квалификация или нехватка опыта у исполнителя приводят к деформационным изменениям материала. Для исправления дефекта придется проводить правку заготовки на вальцах, либо применять методы дополнительной термической обработки – обжиг либо отпуск.
Наличие в составе комплекта оборудования взрывоопасных газов требует строгого соблюдения техники безопасности – как в ходе выполнения рабочих операций, так и при транспортировке и хранении баллонов с газом.
Работа сварщиком РДС вахтой, вакансии в России на SuperJob
“”””””””””””””””””””””Ваш браузер устарел. Сайт может отображаться некорректно
Обновить браузер
+7 495 790 72 77
Вход
Регистрация
Найдено 11 вакансий
Сортировать:
24 ноября
Сварщик ручной сварки
от 80 000 ₽/месяц
Добавить в избранное
Группа компаний ДОН
Киров (Кировская область)
Ручная дуговая сварка узлов, деталей металлоконструкций
Опыт работы (подтвержденный). Умение пользоваться газорезкой
Умение пользоваться газорезкой
В компании есть ещё 10 похожих вакансий
Смотрят
1
человек
Скрыть
24 ноября
Сварщик ручной сварки
от 80 000 ₽/месяц
Добавить в избранное
Группа компаний ДОН
Белгород
Ручная дуговая сварка узлов, деталей металлоконструкций
Опыт работы (подтвержденный). Умение пользоваться газорезкой
Смотрят
1
человек
Скрыть
24 ноября
Сварщик ручной сварки
от 80 000 ₽/месяц
Добавить в избранное
Группа компаний ДОН
Рязань
Ручная дуговая сварка узлов, деталей металлоконструкций
Опыт работы (подтвержденный). Умение пользоваться газорезкой
Скрыть
Разместите резюме, и мы подберем вам подходящие вакансии
24 ноября
Сварщик ручной сварки
от 80 000 ₽/месяц
Добавить в избранное
Группа компаний ДОН
Ручная дуговая сварка узлов, деталей металлоконструкций
Опыт работы (подтвержденный). Умение пользоваться газорезкой
Умение пользоваться газорезкой
Скрыть
24 ноября
Сварщик ручной сварки
от 80 000 ₽/месяц
Добавить в избранное
Группа компаний ДОН
Вологда
Ручная дуговая сварка узлов, деталей металлоконструкций
Опыт работы (подтвержденный). Умение пользоваться газорезкой
Скрыть
Хотите получать новые вакансии первым?Лучшие вакансии закрываются быстрее остальных. Подпишитесь на новые актуальные вакансии
В Telegram
24 ноября
Сварщик ручной сварки
от 80 000 ₽/месяц
Добавить в избранное
Группа компаний ДОН
Ульяновск
Ручная дуговая сварка узлов, деталей металлоконструкций
Опыт работы (подтвержденный). Умение пользоваться газорезкой
Скрыть
24 ноября
Сварщик ручной сварки
от 80 000 ₽/месяц
Добавить в избранное
Группа компаний ДОН
Ставрополь
Ручная дуговая сварка узлов, деталей металлоконструкций
Опыт работы (подтвержденный). Умение пользоваться газорезкой
Смотрят
1
человек
Скрыть
24 ноября
Сварщик ручной сварки
от 80 000 ₽/месяц
Добавить в избранное
Группа компаний ДОН
Казань
Ручная дуговая сварка узлов, деталей металлоконструкций
Опыт работы (подтвержденный). Умение пользоваться газорезкой
Умение пользоваться газорезкой
Скрыть
24 ноября
Сварщик ручной сварки
от 80 000 ₽/месяц
Добавить в избранное
Группа компаний ДОН
Ручная дуговая сварка узлов, деталей металлоконструкций
Опыт работы (подтвержденный). Умение пользоваться газорезкой
Скрыть
24 ноября
Сварщик ручной сварки
от 80 000 ₽/месяц
Добавить в избранное
Группа компаний ДОН
Смоленск
Ручная дуговая сварка узлов, деталей металлоконструкций
Опыт работы (подтвержденный). Умение пользоваться газорезкой
Смотрят
1
человек
Скрыть
24 ноября
Сварщик ручной сварки
от 80 000 ₽/месяц
Добавить в избранное
Группа компаний ДОН
Чебоксары
Ручная дуговая сварка узлов, деталей металлоконструкций
Опыт работы (подтвержденный). Умение пользоваться газорезкой
Скрыть
Фильтры
Регионы
Россия
Приволжский округ
6Центральный округ
3Кировская область
1Белгородская область
1Рязанская область
1Ещё 10Выбрать несколько
COVID-19 Вакцинация
Не важно
11Тип ставки
Месяц
11Специализации
Рабочий персонал
11Выбрать несколько
Тип занятости
Вахтовая
На территории работодателя
11Тип вакансии
Не требующие высшего образования
11Соискателям
- Создать резюме
- Поиск работы
- Работа для студентов
- Советы
- Каталог профессий
- Конструктор резюме
- Cписок компаний по индустриям
- Зарплаты по профессиям
- Курсы
Работодателям
- Разместить вакансию
- Поиск сотрудников
- Стажировки
- Тарифы
- Советы для работодателей
Партнерам
- Реклама на сайте
- Реклама вакансий
- Интеграционные сервисы
- Логотип SuperJob
- Партнёрская программа
SuperJob
- О компании
- Новости сервиса
- Работа в Superjob
- Исследования
- Зарплатомер
- Профориентация
- Калькуляторы
- Карта сайта
Документы
- Базы данных Superjob
- Базы данных Поиск услуг
- Рекламный кабинет
- Иные документы
Поиск работыПоиск сотрудниковПроизводственный календарь
© 2000–2022 SuperJob
Мы используем cookies, чтобы улучшить сайт для вас. Подробнее
Подробнее
Газовая резка: процесс, методы и преимущества
РЕКЛАМА:
Прочитав эту статью, вы узнаете:- 1. Процесс газовой резки 2. Эффективность газовой резки 3. Оборудование 4. Ограничения.
Процесс газовой резки:Помимо использования ножовки, электропилы, зубила и т.п. для резки металла, в настоящее время в промышленности широко применяется газовая или кислородная резка.
Газокислородная резка (OFC) аналогична сварке воловьим топливом, за исключением того, что:
РЕКЛАМА:
(i) Используется окислительное пламя.
(ii) Используется газовый резак.
Процесс заключается в предварительном нагреве разрезаемого металла до температуры воспламенения (окисления), т. е. выше 870°С в случае стали.
Предварительный нагрев осуществляется кислородно-ацетиленовым газовым пламенем, которое подается из окружающих отверстий резака. При достижении этой температуры струя кислорода под высоким давлением из центрального отверстия резака направляется на раскаленный докрасна металл.
РЕКЛАМА:
Металл быстро окисляется, образуется шлак. Этот шлак вымывается струей кислорода.
Процессы резки стали состоят из следующей реакции:
3Fe + 2O 2 → Fe 3 O 4 + тепло (27000 кал.)
Успех процесса газовой резки зависит от двух факторов:
РЕКЛАМА:
(i) Применяется только тогда, когда температура воспламенения (окисления) разрезаемого металла ниже температуры его плавления.
(ii) Процесс включает в себя обеспечение того, чтобы температуры плавления образовавшихся оксидов были ниже, чем у самого основного металла.
Хотя в качестве топлива в этом процессе обычно используется ацетилен, можно использовать и другие газы, включая бутан, метан, пропан, природный газ. Водород иногда используется в качестве топливного газа, особенно под водой, чтобы обеспечить мощное пламя предварительного нагрева.
Эффективность газовой резки: Как правило, существует взаимосвязь между скоростью перемещения резака и гладкостью режущей кромки.
РЕКЛАМА:
Однородная широкая щель, называемая пропилом, вырезается потоком кислорода под высоким давлением. Маркировка по бокам кефта называется тягой, как показано на рис. 7.42. Если скорость перемещения резака высока, нижний срез отстает от верхнего, и линии сопротивления искривляются.
Правильно выполненный разрез будет иметь параллельные и равномерно расположенные линии перетаскивания и квадратные края. Эти линии сопротивления указывают на качество и скорость движения. Линии сопротивления выражаются в процентах от толщины разрезаемого металла.
Во время резки допускается только сопротивление 10–12 %. Большой процент сопротивления свидетельствует о плохой технике резки и может привести к множеству дефектов резки. Это дается формулой.
Оборудование для газовой резки: Оборудование, используемое для газовой резки, аналогично оборудованию для газовой сварки, за исключением того, что сварочная горелка заменена горелкой специальной конструкции.
Это оборудование указано ниже:
1. Газовый резак.
2. Регуляторы давления.
РЕКЛАМА:
3. Баллоны газовые.
4. Шланги и фитинги.
5. Защитные очки и очки.
6. Перчатки и фартук.
РЕКЛАМА:
7. Зажигалка и гаечные ключи.
8. Клапаны баллонов.
9. Отбойный молоток и проволочная щетка.
1. Газовый резак:
Газовый резак специальной конструкции показан на рис. 7.43. Наконечник резака имеет большее центральное отверстие, из которого поступает струя кислорода для резки металла. Это центральное отверстие окружено набором отверстий (обычно четыре), которые подают кислородно-ацетиленовую смесь для предварительного нагрева.
РЕКЛАМА:
Резак снабжен клапаном высокого давления от кислородного и ацетиленового регулирующих клапанов. При нажатии на рычаг клапан высокого давления выпускает струю кислорода из центрального отверстия после предварительного нагрева.
2. Регуляторы давления:
Регуляторы давления, установленные в верхней части цилиндров и снабженные клапаном. Функция регулятора заключается в регулировании давления поступающего газа до требуемого рабочего давления. Они также выполняют функцию подачи газа с постоянным расходом.
3. Газовые баллоны:
Как и при газовой сварке, используются два газовых баллона, один для кислорода, а другой для ацетилена.
4. Шланги и фитинги: 9 шт.0008
РЕКЛАМА:
Шланги и фитинги для шлангов используются для подачи газов от баллона к резаку.
5. Защитные очки и очки:
Защитные очки с цветными линзами предназначены для защиты глаз оператора от ультрафиолетового и вредного инфракрасного излучения.
6. Перчатки и фартук:
Перчатки и фартук изготовлены из кожи и служат для защиты рук и одежды оператора соответственно.
7. Зажигалка и гаечные ключи:
РЕКЛАМА:
Зажигалка предназначена для воспламенения кислородно-ацетиленовой смеси на наконечнике резака. Остальное оборудование выполняет те же функции, что и при ацетилено-кислородной сварке.
Остальное оборудование выполняет те же функции, что и при ацетилено-кислородной сварке.
(i) Газовая резка успешно используется только тогда, когда температура окисления (воспламенения) разрезаемого металла ниже его температуры плавления.
(ii) Таким образом, газокислородная резка чугуна не рекомендуется, поскольку его температура воспламенения выше температуры плавления.
(iii) Другим условием успешного применения этого процесса является обеспечение того, чтобы температура плавления образующихся оксидов была ниже, чем температура плавления основного металла, подлежащего резке.
(iv) Таким образом, процесс не подходит для резки нержавеющей стали, высоколегированных хромовых, хромо-никелевых сплавов и сплавов цветных металлов, поскольку оксиды имеют более высокую температуру плавления, чем сам основной металл.
Процессы резки – применение кислородной резки
Кислородная резка – один из наиболее широко используемых процессов резки со следующими преимуществами:
- Недорогое оборудование
- Основное оборудование, подходящее для резки, строжки и других работ, таких как сварка и нагрев
- Портативный, подходит для работы на месте
- Ручные и механизированные операции
- Мягкие и низколегированные стали (но не алюминий или нержавеющая сталь)
- Широкий диапазон толщин (обычно от 1 мм до 1000 мм)
Поэтому неудивительно, что этот процесс можно использовать для самых разных целей, от ручной грубой резки и резки обрезков до точной контурной резки в полностью автоматизированных системах. Здесь описывается применение процесса, включая выбор топливного газа и конструкции сопла для достижения максимальной производительности. Также включены передовые методы обеспечения надлежащего качества поверхности разреза.
Здесь описывается применение процесса, включая выбор топливного газа и конструкции сопла для достижения максимальной производительности. Также включены передовые методы обеспечения надлежащего качества поверхности разреза.
Топливный газ на выбор
В основном смесь кислорода и горючего газа (ацетилена, пропана, пропилена MAPP или метана) используется для предварительного нагрева металла до температуры «воспламенения», которая значительно ниже его точки плавления. Струя чистого кислорода затем направляется в предварительно нагретую зону, которая прожигает пятно, а образовавшийся расплавленный металл и шлак удаляются высокоскоростным потоком кислорода. Скорость резки в первую очередь определяется струей кислорода, но поскольку внешнее пламя горючего газа/кислорода определяет скорость предварительного нагрева, выбор горючего газа оказывает существенное влияние на время, необходимое для начала операции резки. Это особенно важно, если задуманный разрез начинается с прокалывания.
Выбор топливного газа в основном зависит от стоимости, производительности, простоты использования и от того, выполняется ли это ручное или механизированное управление. Однако при выборе следует учитывать, что в типичном приложении стоимость складывается примерно из:
- 50% накладных расходов
- 30 % погрузочно-разгрузочных работ
- 18% труда по резке
- 1-2% газ
Поэтому следует уделить внимание выбору типа топливного газа и конструкции сопла, чтобы ускорить начало операции резки. Затраты на оплату труда можно снизить, уменьшив время прожига и/или увеличив скорость резки. Типичные температуры пламени и отношения топливного газа к кислороду показаны на рис. 1. Как правило, горючие газы, которые создают более высокую температуру пламени и требуют более низкого отношения кислорода к топливному газу, ускоряют операцию резки.
Ацетилен
Ацетилен дает самую высокую температуру пламени из всех топливных газов и создает сильно сфокусированное пламя. Поскольку время прожига составляет примерно одну треть от времени прожига, достигаемого при использовании пропана, его следует использовать, когда время прожига составляет значительную часть общего времени резания, например, при коротких резах и операциях резки с несколькими прожигами.
Поскольку время прожига составляет примерно одну треть от времени прожига, достигаемого при использовании пропана, его следует использовать, когда время прожига составляет значительную часть общего времени резания, например, при коротких резах и операциях резки с несколькими прожигами.
Высокая температура (максимальная температура пламени в кислороде 3160°C), остро сфокусированное пламя делает кислородно-ацетиленовый процесс идеальным для резки тонких листов с минимальной деформацией и резки под углом. Однако высокая стоимость и низкое тепловыделение делают его менее подходящим для общего нагрева больших плит.
Пропан
Пропан имеет низкую стоимость и имеет то преимущество, что доступен в больших объемах. Температура пламени ниже, чем у ацетилена (максимальная температура пламени в кислороде 2828°С по сравнению с 3160°С для ацетилена), что значительно замедляет прожиг. Однако он может выдерживать большее расстояние от сопла до заготовки, что снижает риск выплескивания расплавленного металла обратно на сопло и возникновения «обратного удара».
Для сопел одинаковой конструкции скорости резки для оксипропана и оксиацетилена одинаковы. Преимуществом, заявленным для пропана, являются гладкая кромка реза, меньшее налипание шлака и меньшее затвердевание края пластины из-за более низкой температуры пламени. Зона термического влияния значительно шире, чем у оксиацетилена.
МАПП
Газ МАПП, представляющий собой смесь различных углеводородов, главным образом метилацетилена и пропадиена, образует относительно горячее пламя (2976°С). Однако более низкая теплотворная способность внутреннего конуса по сравнению с ацетиленом дает несколько более медленное время прожига.
Газ рассматривается как альтернатива ацетилену с большей устойчивостью к изменению расстояния до горелки из-за более равномерного распределения тепла между внутренним и внешним конусами.
Только ацетилен, водород и МАПП имеют достаточно высокую температуру пламени для подводной резки. Но поскольку ацетилен имеет ограниченное выходное давление, MAPP является единственным газом, кроме водорода, который можно использовать для резки на большой глубине.
Пропилен
Пропилен является продуктом сжиженного нефтяного газа (LPG) и имеет температуру пламени, аналогичную MAPP (2896°C по сравнению с 2976°C для MAPP). Он выделяет большое количество тепла во внешнем конусе (72 000 кДж/м3), но, как и пропан, имеет недостаток, заключающийся в высокой стехиометрической потребности в кислороде (отношение кислорода к топливному газу примерно 3,7:1 по объему).
Метан
Метан имеет самую низкую температуру пламени, аналогичную пропану, и самую низкую общую теплотворную способность среди обычно используемых топливных газов. Следовательно, природный газ является самым медленным для прокалывания.
Резак
Конструкцией резака может быть смесь сопел или инжектор. В горелке смешивания сопла топливный газ и предварительно нагретый кислород смешиваются в сопле. В инжекторной горелке газы предварительного нагрева смешиваются либо в корпусе горелки, либо в трубках подачи газа, либо в головке горелки. Преимущество инжекторных горелок состоит в том, что они могут использовать более высокое давление кислорода для подачи топлива в горелку. Это позволяет использовать горелку при низком давлении топливного газа или при больших перепадах давления, например, при использовании длинных шлангов.
Это позволяет использовать горелку при низком давлении топливного газа или при больших перепадах давления, например, при использовании длинных шлангов.
Форсунка
Основными функциями форсунки являются обеспечение:
- метода предварительного нагрева металла до температуры воспламенения
- струя кислорода для взаимодействия с разрезаемым материалом и со скоростью потока, достаточной для выдувания шлака
Каждая горелка должна быть оснащена соплом, соответствующим типу топливного газа. Форсунки могут быть цельными или двухсекционными. Тип форсунки будет зависеть от:
- топливного газа
- ручной или машинный режим
- предпочтение производителя
Форсунки для ацетилена обычно цельные, но для машинной резки выпускаются и двухкомпонентные форсунки, аналогичные форсункам для других топливных газов.
Диаметр режущего кислородного отверстия выбирается в зависимости от толщины материала. Есть два типа насадок; стандартная и высокая скорость. Стандартное сопло обычно имеет центральное отверстие с параллельными сторонами для струи кислорода, которое окружено кольцом или кольцом отверстий меньшего диаметра для газовой смеси предварительного нагрева, рис. 2. Существует множество конструкций и устройств предварительного нагрева. порты, которые фокусируют пламя для нагрева и защиты струи кислорода от вовлечения воздуха.
Стандартное сопло обычно имеет центральное отверстие с параллельными сторонами для струи кислорода, которое окружено кольцом или кольцом отверстий меньшего диаметра для газовой смеси предварительного нагрева, рис. 2. Существует множество конструкций и устройств предварительного нагрева. порты, которые фокусируют пламя для нагрева и защиты струи кислорода от вовлечения воздуха.
Высокоскоростные форсунки можно использовать при более высоком давлении кислорода, до 10 бар. Существенное отличие состоит в том, что режущий кислород нагнетается через сужающееся/расширяющееся отверстие, которое увеличивает скорость потока газа почти до сверхзвукового уровня. Высокоскоростные сопла в основном используются в механизированном оборудовании, чтобы использовать более высокие скорости для резки длинных отрезков.
Передовая практика
Условия резания обычно устанавливаются таким образом, чтобы обеспечить приемлемое качество поверхности среза для конкретного применения, но при максимальной скорости резания. Поэтому важно учитывать следующие настройки толщины материала и скорости резки:
Поэтому важно учитывать следующие настройки толщины материала и скорости резки:
расстояние между форсунками – слишком большое или слишком низкое будет мешать потоку кислорода
пламя предварительного нагрева – слишком большой поток может вызвать оплавление верхней кромки
кислород для резки удаление – слишком сильный поток может привести к ухудшению качества реза
Типичный внешний вид поверхности реза хорошего и плохого качества для ручной резки показан на рис.3. Основные признаки описываются вместе с их причиной и мерами по устранению, необходимыми для получения идеального прямоугольного края и гладкой поверхности реза.
Свойства
Квадратная кромка, гладкая поверхность среза, нижняя сторона без шлака, небольшие волокнистые линии
Свойства
Грубые волокнистые линии под углом к поверхности с избыточным количеством шлака, прилипшим к нижней кромке листа
2 Причина
Кислородная струя тянется с недостаточным количеством кислорода, достигающим дна реза
Признаки
Неровная поверхность реза с сильным оплавлением верхней кромки, грубые линии волочения на нижней поверхности реза
Причина
Предварительный нагрев не сосредоточен на поверхности листа, струя кислорода легко нарушается и режущая форсунка
Рис.