Как пользоваться инверторным сварочным аппаратом: Сварка инвертором для начинающих: инструкции и видео
alexxlab | 06.01.1993 | 0 | Разное
Сварка инвертором для начинающих. Инструкция по инверторной сварке.
Когда мы упоминаем слово «сварка», то сразу представляется сложный процесс со множеством нюансов, правил, непростой в использовании техники и оборудования, требований к уровню квалификации работника. Но так дела обстоят не всегда. Современность со всеми ее техническими нововведениями делает все, чтобы облегчить жизнь человека насколько это возможно. Она не обошла стороной и сварочный процесс. Оказывается, можно знать, как варить инверторной сваркой самостоятельно, не имея специальной квалификации и навыков использования сложной сварочной аппаратуры, и сварка инвертором для начинающих покажется не такой уж и сложной. Все, что вам понадобится, это приобрести инвертор для сварки и следовать правилам по тому, как научиться варить инверторной сваркой. Основы сварки инвертором для начинающих и уроки сварки инвертором для начинающих приведены ниже.
Содержание статьи
- Что такое «инвертор»?
- Как сваривать детали? Основные приемы и секреты для начинающих.

- Что такое сварочный шов и как его сделать?
- С чего начать сварку металла инвертором?
- Как пользоваться сварочным инвертором?

Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой.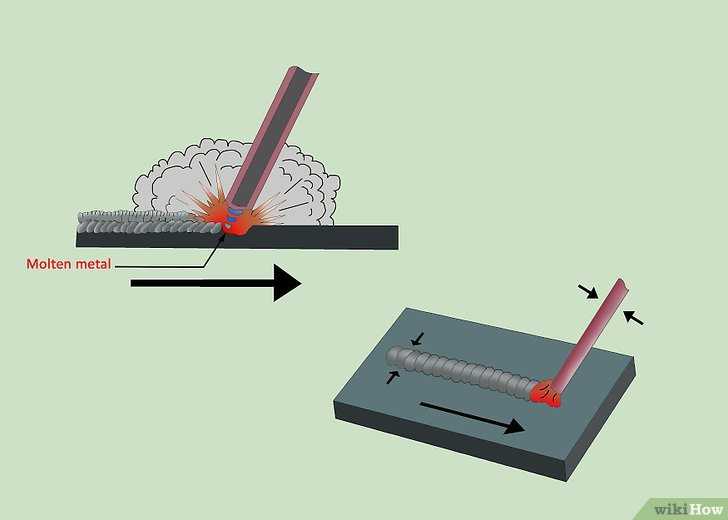 Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.
Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.
Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Что такое сварочный шов и как его сделать?Сварочный шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварочный электрод представляет собой металлический стержень, сердцевину, которая покрыта специальным покрытием, которое не дает кислороду попасть в область сварки (сварочную ванну). Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.
Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.
Процесс создания электрической дуги представляет собой соединение металлического стержня электрода с изделием. Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки. Этот слой расплавленного покрытия называется шлаком.
Сам процесс соединения металла имеет еще больше нюансов. Чтобы получить качественный шов, два свариваемых куска металла нужно нагреть до одинаковой температуры. Металл должен быть расплавлен на одинаковом расстоянии от края обоих изделий. Так как электрод плавящийся, при сварке его частицы «смещают» дугу ближе к шву, поэтому нужно постоянно приближать держатель поближе к изделию.
Чтобы шов получился шире, нужно «вырисовывать» им в процессе сварки различного рода рисунки: круги, зигзаги и прочие. Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
Как пользоваться сварочным инвертором? Сначала нужно позаботиться о безопасности. Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.
Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.
Металл, который вы собираетесь «варить», должен быть подготовлен. Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
| Толщина металла, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметр электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Ток сварки, А | 50- 60 | 110- 120 | 110-120 (при d=3MM) 140-160 (при d=4MM) | 140- 160 | 140-160 (при d=4MM) 225-300 (при d=5MM) |
Не спешите! Торопясь сделать шов, вы, скорее всего, получите некачественное соединение.

В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
-несколько раз ударить кончиком электрода об изделие;
-применить способ, аналогичный розжигу спички.
Чтобы наловчиться прокладывать шов, сначала можно отметить на металле предполагаемую линию. Отметьте так, чтобы вам было ее четко видно. Далее разжигаем дугу, и направляем ее к отметке до упора. Там начинает плавится металл и все это покрывается шлаком, как было сказано выше. Это и есть сварочная ванна, это ее нужно двигать, «вырисовывая» рисунки, как показано на рисунке выше.
Двигать сварочную ванну электродом нужно под определенным углом. Существует два отличия как сваривать детали: под углом вперед и под углом назад. Первый вид позволяет варить с меньшей теплотой, что отлично подходит для тонких металлов. Соответственно, второй вид сварки характерен для толстых металлов.
Помимо всех вышеуказанных показателей следует соблюдать еще и оптимальную длину сварочной дуги. Это то расстояние от окончания электрода до детали. Есть короткая, средняя и длинная. Короткая – 1 мм, средняя – 2-3 мм, длинная – 5 и более мм, до полного отрыва и исчезновения дуги. Для новичка оптимальной длиной считается средняя дуга. При длинной дуге металл нагревается недостаточно потому что она «скачет», шов будет не качественным. При сварке короткой дугой появляются слишком выпуклые валики, прогрева возле них мало, это может повлечь появление подрезов (канавки вдоль шва). Это делает шов также некачественным.
Если шов получился с дефектами – не расстраивайтесь, еще можно его подправить. Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.
Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.
Сварка инвертором для начинающих тонкого металла характеризуется наличием основными видами: встык и внахлест. Для новичков проще варить внахлест, есть гарантия, что вы не приварите металл к столу. Сварка тонкого металла встык имеет множество сложностей и особенностей при использовании инвертора. Чаще для этого используют сварочные полуавтоматы, которые лично для себя обычно никто не приобретает. Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.
Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
Как правильно варить инверторным сварочным аппаратом
Сварочный инвертор – оборудование, которое помогает существенно упростить работу мастера и выполнять каждый этап сварочных работ более качественно. Однако, достижение такого результата возможно только в случае правильного использования агрегата. Об этом мы и расскажем далее.
Основные правила перед началом эксплуатации инвертора
- Перед эксплуатацией сварочного инвертора необходимо подготовить место для сварки, которое не будет захламлено лишними предметами и позволит вам без неудобств осуществлять работу.
 Не стоит использовать подобное оборудование при морозе или при повышенной влажности без навеса, также следует избегать нахождения прибора в особо пыльных помещениях и размещения возле рабочего места металлической стружки или другого мусора.
Не стоит использовать подобное оборудование при морозе или при повышенной влажности без навеса, также следует избегать нахождения прибора в особо пыльных помещениях и размещения возле рабочего места металлической стружки или другого мусора. - Обратите внимание на технические возможности вашего прибора (коэффициент продолжительности включения — КП), такие характеристики помогут узнать, какое время он может работать до перегрева. Это также позволит избежать поломки проводки.
- Время бесперебойной работы считается из расчета, что при КП – 100% процесс сварки при максимальном токе – 10 мин. Как правило, инверторы выпускаются с КП 60, 70%, что позволяет осуществлять работу 6-7 мин. Оставшиеся 3-4 мин. – время для остывания аппарата, а также способ предупреждения ухудшения здоровья работающего из-за утяжеления воздуха, связанного с работой подобной техники.
- Чтоб избежать поломок не ставьте перед агрегатом непосильные задачи, не соответствующие его мощности
- Залог успеха при работе с инвертором – регулирование тока и стабильное положение дуги.
 Именно эти факторы помогут предотвратить залипание электрода и позволят создать правильные и аккуратные швы.
Именно эти факторы помогут предотвратить залипание электрода и позволят создать правильные и аккуратные швы.
В комплекте со сварочным инвертором обязательно необходимо использовать вспомогательные средства личной защиты:
- куртку
- перчатки
- маску с затемненным стеклом
Особое внимание следует обратить на ее светофильтр, ведь они бывают разной степени тонирования. Подбирать светофильтр нужно в зависимости от используемого электрода, чтоб стекло позволяло видеть сварочную ванну и защищало ваше зрение от образующихся искр
Категорически запрещено использовать маски с царапинами на стекле или с испачканным светофильтром.
Это позволит обеспечить максимальную безопасность вашей деятельности.
Также следует обратить особое внимание на выбор проводов, которые специальным зажимом соединяются с основным проводом. Способность пропуска электрического тока в них бывает разная от 200 до 500 А, для домашнего использования, как правило, применяют минимальные, однако, стоит подбирать их с учетом толщины выбранного электрода и силы проводимого тока.
Не стоит забыть, что перед работой со сварочным инвертором необходимо проверить качество соединений всех проводов и их целостность.
Как вспомогательное оборудование также необходимо применять держатели электродов. Это могут быть пассатижи или специальные сварочные держатели.
Подготовка к использованию сварочного инвертора
Для успешной работы с подобным оборудованием необходимо соблюдать порядок выполнения всех действий:
- Поместите инвертор на рабочую поверхность на расстоянии более 2 м от стен и других предметов.
- Проверьте заземление (кроме сварочного кабеля аналогично должен быть подключен кабель заземления)
- Выберете электроды. Их размер зависит от толщины материала, который необходимо сварить (в быту обычно используются размеры 2-5 мм)
- Выставьте сварочный ток. Этот параметр определятся исходя из толщины выбранного электрода и плотности свариваемых деталей. Для новичков на корпусе самих инверторов размещают таблицу соотношения размера электрода с необходимым сварочным током.
 Например, при диаметре электрода 1,6 мм сила сварочного тока должна составлять от 25 до 50 А.
Например, при диаметре электрода 1,6 мм сила сварочного тока должна составлять от 25 до 50 А. - Однако, при его недостаточности для поджигания дуги, ток можно увеличивать, но делать это стоит очень аккуратно, чтоб избежать залипания электрода.
- Подготовьте детали для сваривания (для этого их нужно зажать в тисках или надежно закрепить иным образом.
Начните процесс сварки
- Вставьте электрод в держатель
- Прикрепите зажим к детали, которую необходимо обработать
- Зажгите дугу с помощью касания (принцип схож с зажиганием спички). Только электрод лучше держать под углом на расстоянии нескольких миллиметров после однократного постукивания.
- Водите зажженной дугой, делая медленные поступательные движения, по заготовке до образования угла в 75 градусов. При этом лучше концентрировать взор не на свете, образованном дугой, а фокусироваться на сварочной ванне, чтоб следить за процессом сварки.
- Во время сваривания главное, что нужно соблюдать – это расстояние между электродом и рабочим металлом (дуговой промежуток).
 Правильный подбор такого зазора позволяет держать окончание на одном уровне на протяжении всего процесса и обеспечивает создание нужных швов при постепенном сгорании электрода.
Правильный подбор такого зазора позволяет держать окончание на одном уровне на протяжении всего процесса и обеспечивает создание нужных швов при постепенном сгорании электрода. - Лишнюю металлическую стружку, на образованном сварочном шве, после остывания заготовки необходимо убрать молотком, а затем зачистить до блеска щеткой.
В результате должен получиться красивый и качественный шов.
В помощь новичкам
Успешность и плодотворность работы с современными инверторами новичков обеспечивают встроенные автоматические системы, к ним относятся:
- Система Hot Start позволяет решить наиболее типичную проблему, с которой сталкиваются большинство новичков – сложность первого поджигания дуги.
- Функция Arc Force позволяет предотвратить залипание электрода в случае быстрого приближения последнего к свариваемой детали путем увеличения сварочного тока.
- Если же электрод все-таки залип можно воспользоваться функцией Anti-Stick, которая отключает сварочный ток и способствует предотвращению перегревания сварочного инвертора.

Таким образом, эксплуатация сварочного инвертора позволит существенно облегчить работу, как профессионалам, так и сгладить типичные ошибки новичков, позволяя сделать им более качественные изделия. Такое оборудование удобно в использовании и обеспечивает создание приближенных к идеалу сварочных швов.
Arc140 140 Amp Igbt DC инверторный сварочный аппарат Mma/stick сварочный аппарат 110v Digital
ARC-140 сварочный аппарат
Это ручной дуговой сварочный аппарат премиум-класса 140A. Легкий сварочный аппарат с прочной стальной конструкцией. Он применяет передовую технологию инвертора IGBT и систему управления PWM. Поддержка входного напряжения 110 В. Меньше брызг, с расплавленной ванной 1-10 мм. Идеально подходит для пайки кислотных и щелочных электродов, таких как низко- и среднеуглеродистая сталь, легированная сталь и т. д. Портативный для машиностроения, обработки листового металла, ограждения, обслуживания автомобилей, обработки железа, крупных проектов, заводов, верфей, предметов интерьера, строительства. и т. д.
Он применяет передовую технологию инвертора IGBT и систему управления PWM. Поддержка входного напряжения 110 В. Меньше брызг, с расплавленной ванной 1-10 мм. Идеально подходит для пайки кислотных и щелочных электродов, таких как низко- и среднеуглеродистая сталь, легированная сталь и т. д. Портативный для машиностроения, обработки листового металла, ограждения, обслуживания автомобилей, обработки железа, крупных проектов, заводов, верфей, предметов интерьера, строительства. и т. д.
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное прочное качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- Бесплатный возврат в течение 30 дней
- Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- Бесплатный возврат в течение 30 дней
- Внимательное обслуживание 24/7
Премиум качество
Этот сварочный аппарат для дуговой сварки представляет собой легкий сварочный аппарат с прочной стальной конструкцией, обеспечивающий надежность. длительное использование.
Инвертор IGBT
Применяет самую передовую технологию однолампового GBT. С быстрым динамическим откликом, износом под высоким давлением, защитой от поломки.
Регулируемый ток
Ручкой отрегулируйте ток в соответствии с различной толщиной сварного шва. Также есть светодиодный экран для отображения тока в реальном времени.
Эффективный вентилятор охлаждения
С защитой от перегрева, защитой от избыточного давления и защитой от перегрузки по току с охлаждающим вентилятором на задней панели с хорошим рассеиванием тепла.
Подключи и работай
Оснащен ручкой для переноски, которую проще и удобнее использовать в повседневной работе.
Широкое применение
Совместим с различными кислотными и щелочными электродами, может использоваться для сварки нержавеющей стали, углеродистой стали, низколегированной стали и т. д.
Технические характеристики
Номинальное входное напряжение: AC 110V
Частота: 60 Гц
Толщина сварки: 1 – 10 мм
Входная входная мощность: 5,4 KVA
. 39 AMP
Оценка Выход: 25,6 В
Выходной ток: 20-140a
Рабочее цикл: 60% @ 110a / 40% @ 140a
Dimension: 12,8 x 90a
: 12,8 x 9.
 0,8 x 5,1 дюйма
0,8 x 5,1 дюймаВес нетто: 9,9 фунта
Содержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.

Почему выбирают ВЕВОР?
- Премиальное жесткое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневные бесплатные доходности
- 24/7 Обратный сервис
ARC-140 Сварка
Это премий 140A. сварщик. Легкий сварочный аппарат с прочной стальной конструкцией. Он применяет передовую технологию инвертора IGBT и систему управления PWM. Поддержка входного напряжения 110 В. Меньше брызг, с расплавленной ванной 1-10 мм. Идеально подходит для пайки кислотных и щелочных электродов, таких как низко- и среднеуглеродистая сталь, легированная сталь и т. д. Портативный для машиностроения, обработки листового металла, ограждения, обслуживания автомобилей, обработки железа, крупных проектов, заводов, верфей, предметов интерьера, строительства. и т. д.
- Высокая производительность
- Высокая совместимость
- Долговечное качество
- Надежность и безопасность
Высшее качество
Этот сварочный аппарат для дуговой сварки представляет собой легкий сварочный аппарат с прочной стальной конструкцией, обеспечивающий высокую стабильность и длительный срок службы.

Инвертор IGBT
Применяет самую передовую технологию однолампового GBT. С быстрым динамическим откликом, износом под высоким давлением, защитой от поломки.
Регулируемый ток
Ручкой отрегулируйте ток в соответствии с различной толщиной сварного шва. Также есть светодиодный экран для отображения тока в реальном времени.
Эффективный вентилятор охлаждения
С защитой от перегрева, защитой от избыточного давления и защитой от перегрузки по току с охлаждающим вентилятором на задней панели с хорошим рассеиванием тепла.
Подключи и работай
Оснащен ручкой для переноски, которую проще и удобнее использовать в повседневной работе.
Широкое применение
Совместим с различными кислотными и щелочными электродами, может использоваться для сварки нержавеющей стали, углеродистой стали, низколегированной стали и т. д.
Содержание пакета
- 1 x Сталочка сварщика
- 1 X Держатель электрода
- 1 x Земный зажим
- 1 x Руководство пользователя
Спецификации
- РЕЗУМЕНТ Входной напряжение: AC 110V
- RATED Входное напряжение: AC 110V
- .
 Толщина свариваемого шва: 1–10 мм
Толщина свариваемого шва: 1–10 мм - Номинальная входная мощность: 5,4 кВА
- Номинальный входной ток: 39 А
- Номинальная мощность: 25,6 В % при 140 А
- Размеры: 12,8 x 9,8 x 5,1 дюйма
- Вес нетто: 9,9 фунта
Что потребовалось для разработки первого инверторного источника питания?
Что потребовалось для разработки первого инверторного источника питания?
Инновационные люди Инверторный источник питания, Ручная сварка, Разработка продукта, НИОКР, Технология сварки
Этот пост также доступен в: Suomi
В 2017 году исполнилось 40 лет с момента разработки инверторного источника питания. Мы сели с Tapani Mäkimaa , один из первых членов команды разработчиков, и рассказал, что год за годом делает Kemppi пионером в своей области. «Все начинается с жгучего желания знать. Добавьте к этому энтузиазм к обучению и открытию новых вещей и навыков, а также хорошее рабочее сообщество, и вы получите все, что вам нужно», — говорит Мякимаа, подводя итоги своей 45-летней работы в Kemppi.

Присоединение к стремительно развивающейся отрасли сварки
Мякимаа начал свою карьеру в качестве стажера и летнего сотрудника в Kemppi в 19 лет.70. В то время Kemppi уже была хорошо зарекомендовавшим себя поставщиком сварочного оборудования в Финляндии. Компания быстро вышла на международный уровень, и для инженера по физике полупроводников из Отаниеми (сегодня Технологический университет Аалто ) это означало прочную основу для разработки продукта. Закончив службу в финской армии, Мякимаа объединил свои силы с Мартти Канервисто , когда производительности традиционной технологии было недостаточно для потребностей ускоряющейся сварочной промышленности.
«Начали рассматривать решения, где бы вы переключались на более высокую частоту уже на уровне сетевого напряжения. Мысль была проста, но реализовать ее с помощью технологий того времени казалось невозможным. Поэтому мы задумались, какой компонент будет достаточно надежным и эффективным для нужд промышленного производства», — говорит Мякимаа.

Инверторный источник питания или преобразователь?
«Переключатель принципиально влияет на управление дугой. Даже сегодня мускулы машины выполняют работу, например, в компьютерах, телевизорах, бытовой технике и зарядных устройствах. Сначала новые переключатели тестировались небольшими сериями из нескольких десятков машин, которые при работе издавали скулящий звук. Это, естественно, не было проблемой в условиях мастерской, но для нас это не было достаточно хорошим результатом. Новый переключатель был впервые представлен в Демонстрационная машина HILARC400 на выставке Essen Welding Fair в Германии в 1977 году», — вспоминает Мякимаа.
«Многие производители компонентов сдались, но Kemppi была полна решимости продолжать».
«Название инвертор было выбрано потому, что оно короткое и легко запоминающееся. Мы нашли технику, которая работает при всех методах сварки», — продолжает Мякимаа. «Год спустя в Стокгольме был запущен первый многофункциональный инверторный источник питания HILARC250 .

- .