Как пользоваться плазморезом видео: принцип работы, устройство и для чего нужен
alexxlab | 23.03.2023 | 0 | Разное
Page not found – VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Элсва ПДГ
- SSVA MIG
- Патон ПСИ
- Альтаир МИГ
- Jasic MIG
- Энергия Сварка
- Инверторы MMA
- Элсва ВД
- SSVA
- Патон ВДИ
- Энергия ГмбХ
- Альтаир
- DECA MMA
- GYSmi MMA
- Jasic
- Инверторы TIG
- TIG DC
- SSVA TIG
- Патон АДИ
- Jasic TIG
- Welding Dragon TIG
- Газосварка
- Мундштук режущий PNME 1/32
- Мундштук резка PNME 3/64
- Мундштук резки PNME 1/16
- Мундштук режущий PNME 5/64
- Режущий мундштук PNME 3/32
- Мундштук резка PNME 7/64
- Мундштук режущий PNME 1/8
- Плазменная резка
- Плазморез Промінь CUT 47 Профи
- Система охлаждения
- Кулер 9L
- Кулер 12L
- Патон
- ВДИ-mini-150
- ВДИ-160Е
- Фотогалерея ВДИ-160Е
- Фото изнутри ВДИ-160 Е
- ВДИ-200Е
- Фото ВДИ-200 Е
- Изнутри ВДИ-200 E
- Внутри ВДИ-200 E (2018г)
- ВДИ-250Е
- Фотографии
- Внутренности
- Изнутри ВДИ-250Е (2018)
- ВДИ-160P
- Фото
- Изнутри ВДИ-160P
- ВДИ-200P
- Фотогалерея
- Фото изнутри
- ВДИ-250P
- ВДИ-350Р
- ВДИ-500P
- ПСИ-160S DC
- ПСИ-200S DC
- ПСИ-250S DC
- ПСИ-270S DC (380V)
- ПСИ-200Р DC
- ПСИ-250P DC
- ПСИ-270P DC(380V) 15-2
- ПСИ-350P DC(380V)
- АДИ-160S (Аргон)
- АДИ-200S (Аргон)
- Фото АДИ-200S
- Изнутри АДИ 200S
- АДИ-200PAC (AC/DC)220V
- ПРИ-40S DC (Плазма)
- Фото плазмы изнутри
- СТШ-315СГД AC MMA/TIG
- СТШ-400СГД AC MMA/TIG
- ВД-310H DC MMA (выпрямитель)
- ВД-400СГД AC/DC MMA/TIG (выпрямитель)
- ВД-500 DC (выпрямитель)
- ПС-254-1 DC MIG/MAG
- ПС-350-1 DC MIG/MAG
- ПС-253.
 2 DC MIG/MAG
2 DC MIG/MAG - ПС-351.2 DC MIG/MAG
- Подающее БП-608
- ВС-650СР DC MIG/MAG/MMA
- ВДМ-6303П выпрямитель
- ВДМ-1202П выпрямитель
- ВДУ-1202П выпрямитель
- Днепровелдинг
- ВДИ-160
- ВДИ-180
- Фото изнутри ВДИ 180
- ВДИ-220
- Фото изнутри ВДИ 200
- ВДИ-280
- Фото изнутри ВДИ 250
- ВДИ-350
- ВДИ-400
- ВДИ-250А TIG Pulse
- Элсва (Запорожье)
- ВД-160И
- Фото изнутри Элсвы 160
- Фото ВД-160И
- ВД-161И
- Внутренности Элсва ВД-161И
- ВД-180И
- Фото ВД-180И
- Фото изнутри Элсвы 180
- ВД-200И
- Фото внутренностей Элсва ВД-200И
- ВД-200ИН (60 мес гарантия)
- ТУРВЕЛД ВД-220П
- ПДГ-180И
- Фото ПДГ
- ПДГ-180ИН (Норма)
- Фото ПДГ-180ИН
- Изнутри ПДГ-180 ИН
- ПДГ-180ИЕ
- Фотогалерея Элсва ПДГ-160ИЕ
- ПДГ-220И
- ПДГ-220ИН
- ПДГ-220ИЕ
- Фото ПДГ 220
- Изнутри ПДГ-220
- Атом (Запорожье)
- Атом I-160C
- Атом I-180M
- Фото Атома
- Атом I-180D
- Атом I-250D
- Атом I-180 MIG/MAG
- Техмик (Ровно)
- Techmics 165
- Techmics 185
- Фото аппарата
- Фото в разобранном
- Techmics 205
- ИИСТ (Херсон)
- Инвертор ИИСТ-140
- Фото внутренностей ИИСТ-140
- Инвертор ИИСТ-160
- Фото изнутри ИИСТ-160
- ИИСТ Колибри
- Инвертор ИИСТ-250
- Видео работы аппаратов
- SSVA (Харьков)
- SSVA-mini-140
- SSVA-mini “Самурай”
- Фото инвертора
- Изнутри фото
- Подключение SSVA-PU
- SSVA-mini-P “Самурай”
- Фото полуавтомата
- фотографии внутенностей
- SSVA-160-2
- Фото SSVA-160-2
- Фото изнутри SSVA-160-2
- SSVA-160 new
- Видео Краш
- SSVA-160-2 (TIG)
- Foto SSVA-160(TIG)
- Изнутри SSVA-160-2 (TIG)
- SSVA-270
- Фото SSVA-270
- Фото внутренностей SSVA-270
- SSVA-180-P
- Фото SSVA-180P
- FOTO SSVA-180P(2017)
- Фото изнутри SSVA-180P
- Foto внутри SSVA-180P(2017)
- Видео сварки
- SSVA-180P (TIG)
- Фото SSVA180P TIG
- Внутренности SSVA 180 TIG
- SSVA-270P
- SSVA-270P (380V 4 rolika)
- Фотогалерея
- Внутренности ССВА-270Р
- SSVA-500
- SSVA-PU
- SSVA-PU (4 ролика)
- SSVA-PU2
- Foto SSVA-PU2
- SSVA-PU3
- SSVA-PU-500
- SSVA+TIG
- Сертификаты и руководства
- GYSmi
- Фото изнутри Gysmi 131
- GYS 160 P
- GYSmi E163
- GYSmi 200P
- GYS E200 FV
- Фото изнутри Gysmi 161
- GYSmi165
- Фото изнутри Gysmi 165
- GYSmi 196FV
- GysMaster 206 FV
- Gys TIG 167 HF DC
- GYS TIG 168 DC HF
- GYSmiTIG 200 DC FV
- Gysmi 207 AC/DC
- Фото изнутри Gysmi 207
- Полуавтомат GYS PEARL
- Buddy ARC 180
- Фото инвертора
- Фотографии внутренностей
- DECA
- Starmicro 150
- Starmicro 180
- Starmicro 205
- Mastro 518 HD GEN
- MASTRO 32 GEN
- MASTRO 40 GEN
- MASTRO 50 GEN
- MOS 115 Evo
- MOS 138 Evo
- MOS 150 GEN
- MOS 168 Evo
- MOS 170 GEN
- MOS 210 GEN
- MOS 138E MMA&TIG набор
- TIG MASTROTIG 200 ET17/4M
- TIG DECATIG 200E AC/DC
- MIG STARTWIN 135E
- MIG STARWIN 165/1 EVO
- MIG STARWIN 180E
- I-PAC 1235
- I-PAC 1235K (с компрессором)
- PAC MASTROPAC 55 S45 /6m
- Jasic
- Super mini (Z237)
- ARC-160 (Z238)
- ARC-160
- Фото инвертора
- Фото изнутри
- ARC-180
- ARC-200 (Z209)
- ARC-200 (Z224)
- ARC-250 (R112)
- ARC-250 (Z230)-1Фаза
- ARC-250 (Z227)
- ARC-315 (R114)
- ARC-350 (Z299)
- ARC-400 (Z312)
- ARC 500 (R11)
- ARC-630 (Z321)
- TIG-160
- Фотографии JASIC TIG-160
- TIG-180P DC (W211)
- TIG-180 (W119)
- TIG-200P DC (W224)
- TIG-200P DC (W212)
- Фото TIG-200P
- Изнутри TIG 200P
- TIG-200P AC/DC (E101)
- TIG-200P AC/DC (E201)
- TIG-250P AC/DC
- TIG-315P AC/DC (E103)
- TIG-315P AC/DC (E106)
- TIG-500P AC/DC (E312)
- JASIC CT-416
- Фотогалерея
- Фото изнутри
- CUT-40
- CUT-60
- CUT-70
- CUT-80
- CUT-100
- CUT 160 (J47)
- MIG-160 (N219)
- MIG-200 (N220)
- MIG-250 (J246)
- MIG-250 (N208)
- MIG-250 (N290) 3F
- MIG-315 (N202)
- MIG-350 (J1601)
- MIG-350 (N293)
- MIG-350P (N316) Sinergik
- MIG-400 (N361)
- MIG-500 (N308)
- MZ-1000(M308) Трактор
- Welding Dragon
- TIG250P DC 380V
- TIG280P DC digital 380V
- TM200ACD Pulse HF
- AC/DC 200P (5A) 220V
- ProTIG 200AC/DC-220V
- ProTIG 250AC/DC-220V
- Изнутри ProTig 250 AC/DC
- ProTIG 315AC/DC-380V
- DigiTIG250P ACDC MIX 220V
- DigiTIG320P ACDC MIX 380V
- CUT-40 (Плазма 220В)
- iCUT-60 (Плазма 380В)
- iCUT-80 (Плазма 380В)
- iCUT-100 (Плазма 380В)
- JSCUT-200 (Плазма 380В)
- CT-416A (220В)
- Modern Welding
- MMA 140
- Фото
- Внутренности
- MMA 200
- Фотографии
- Изнутри
- Telwin
- Force 145
- Force 165
- Force 165 фотогалерея
- Force 165 изнутри
- Force 195
- Днипро-М
- САБ-250Н
- САБ-210
- САБ-255К
- САБ-258ДП
- САБ-250ДПК
- MMA 250B
- Энергия-сварка
- ВДС-160 Шмель
- ВДС-180 Шмель new
- ВДС-180 Шмель
- ВДС 180 фото
- Внутренности инвертора
- Изнутри new
- ВДС-205 Шмель
- Обновленный вариант
- Фото изнутри Шмель
- Сварка вымостки
- ВДС-205 TIG Шмель
- ПДГУ-180 инвертор
- Фото ПДГ-180
- Фото внутренностей ПДГ180
- ПДГУ-207 Патриот
- ПДГУ-350
- ПДГУ-500
- ПДГ-125
- ПДГ-160
- ПДГ-215
- ПДГ-216
- ПДГ-315
- Тесты и видеоматериалы
- Тест ПН Jasic Патон IMS1700
- Просадка сети до 100В
- Работа сварочного инвертора от удлиннителя
-
- ВДС-180 Шмель
- Hutong MMA-200I
- Патон ВДИ-160S
- Telwin force 165
- Modern welding MMA140
- Элсва ВД-160И
- Атом I-180M
- SSVA-mini Самурай
- Тест электродами на 200А
- ПАТОН ВДИ 200M DC TIG
- ВДС-205
- Элсва ВД-200И
- SSVA-160-2
- Тест электродами на 160А
- Тест Элсва ВД-160И
- Тест ИИСТ-160
- Тест GYSmi 165
- Тест ПАТОН ВДИ-160S
- Тест Jasic ARC-160
- Тест инверторов
- Тест ИИСТ, Шмель, SSVA и Патон
- Фото и видеоматериалы теста.
- Фото и видеоматериалы теста.
- Проверка на ПН Шмеля, Патон и SSVA
- ПН на 160А
- Фото проведенного теста
- ПН на максимальн. токе
- Внутренности Патон ВДИ 200
- Вертикальный шов ВДС и SSVA
- Сварка тонкого металла 2
- Тест электродов
- Вэжен (Болгария)
- Искра (АНО-29)
- Патон (АНО-21)
- Standart (АНО-4)
- Askaynak (AS B-255)
- Askaynak (AS R-143)
- Вистек (АНО-4)
- Патон (АНО-4И)
- Тест электродов 2
- Аналог Монолит АНО-36
- Аналог УОНИ
- Аналог ЦЛ-11
- Статьи
- Как выбрать сварочный аппарат
- Как выбрать сварочный инвертор
- Что такое сварочный инвертор
- Что такое полуавтомат
- Сварка аргоном
- Ручная дуговая сварка
- Книги о инверторах
- История инвертора
- Плазморезы
- Выбор расходников плазменной резки
- Выбор вольфрамовых электродов
- Фотогалерея
- Фото Ижмаш ИС-2500
- Элсва ПДГ 220ИЕ и SSVA-180P
- Элсва ПДГ-220 и ВД-160
- Techmics и Элсва
- Элсва подарочный вариант
- Элсва и Jasic
- ИИСТ Элсва и Альтаир
- SSVA и Элсва
- Днепровелдинг и Элсва
- Jasic, Шмель, Днепровелдинг и Элсва
- Выставка INTERBUDEXPO 11
- Инструменты
- Патон Экспо 2011
- Пром Форум 2011
- Маска Хамелеон
- Косынка
- Подшлемник ткань
- Подшлемник спилка
- Кожаная, хамелеон
- МЗП-390
- МЗП-460
- Gradient W411
- МЗП-470П
- МЗП-485
- Gradient W821
- МЗП-733A
- МЗП-800BP
- Gradient W997
- WH 4001
- WH 7401
- WH 8000/8512
- Optech S777
- Artotic SUN7B
- DECA WM 23 LCD
- DECA WM 31 LCD
- DECA WM 35 LCD
- BINZEL ADF 600S
- ESAB Warrior Tech
- Хамелеон Патон
- Most 777
- Маска откидная
- Маска сварщика откидная
- Маска Sparta
- Расходные
- Электрододержатели, масса
- Штекер DKJ 10-25
- Гнездо панельное 10-25
- Штекер 35-50 Папа
- Панельное гнездо 35-50 Мама
- ABI-CM / BSB 10-25 (папа)
- ABI-CM / BSB 35-50 (папа)
- MK150-масса
- MK200-зажим
- MK300-зажим
- MK400-зажим
- DE2200
- DE2300
- DE2400
- DE2500
- ESAB Handy-200
- ESAB Confort-200
- Горелки MIG/MAG
- MB 15 AK (Black Wolf) MIG
- MB EVO PRO 15
- BW 26 KD (Black Wolf) MIG
- RF GRIP 25
- RF GRIP 36LC
- NBC-200A Spool gun
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) – V
- Ролик 30х22х10 (1,0-1,2) – V
- Ролик 35х25х8 (0,8-1,0) – V
- Ролик 35х25х8 (1,0-1,2) – V
- Ролик 30х10х10 (0,6-0,8) – SSVA
- Ролик 30х10х10 (0,8-1,0) – SSVA
- Ролик 30х10х10 (1,0-1,2) – SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- WP-17 4,0м
- WP-17V 4,0м
- WP-17 V (N)(Black Wolf)
- ABITIG GRIP 17
- ABITIG GRIP 26 TIG
- WP-26 (Black Wolf) TIG
- Головки TIG
- WP-9
- WP-9P (прямая)
- WP-9F (гнущаяся)
- WP-9V (вентиль)
- WP-9FV (вентиль гибкая)
- WP-17
- WP-17F (гибкая)
- WP-17V (вентильная)
- WP-17FV (вентиль, гибкая)
- WP-18 (вода)
- WP-18F (вода, гибкая)
- WP-26
- WP-26V Вентиль
- WP-26F Гибкая
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Головка PT-31 (кнопка)
- Головка PT-31 (пистолет)
- Головка PT-31 (прямая)
- Плазмотрон PT-31
- Плазмотрон PT-31 FEIMATE
- Плазмотрон PT-31 RED
- Головка SG-55
- Плазмотрон AG-60 HF
- Ручка SG-55 (кнопка)
- Плазмотрон AG-60 (BEST)
- Головка P-80
- Головка P-80 кнопка
- Ручка плазмотрона P-80 кнопка
- Плазмотрон P-80 пистолет
- P-80 плазмотрон BEST
- Плазмотрон P-80 прямой
- ЧПУ P-80 металический
- Циркули CUT
- Циркуль PT-31
- Плазменный циркуль SG-55 (AG-60)
- Циркуль P-80
- Циркуль P-80 (магнит)
- P-80 ролик
- Циркуль A101/141
- Каретка Binzel (742. D051)
- Редукторы
- УР-6-6 mini GCE
- УР-6-6 GCE KRASS
- У30/АР40 аргон/СО2
- У30/АР40 КР СО2/Аргон
- БПО-5-3 GCE KRASS
- БПО-5-4 KRASS
- УР-6-6 (черный)
- УР-6 ДС (хром)
- Ar/CO2 HERCULES
- AFR-2000 Влагоотделитель
- AFC-2000 Осушитель
- Светофильтры
- Защитный пластик 90X110
- Стекло защитное для WH7401
- Стекло защитное для Optech S777
- PT-31 (CUT-40) расходные
- Электрод PT-31 (CUT40)
- Катод CUT40 CYS
- Электрод PT-31 CUT-40 короткий
- Электрод PT-31 (никель)
- Сопло CUT-40
- Сопла CUT-40 CYS
- Сопло PT-31 CUT 40 короткое
- Сопло PT-31 (никель)
- Завихритель CUT 40
- Колпачок PT-31
- SG-55 (AG-60) расходник
- Электрод SG-55
- Электроды SG-55 CYS
- Сопло SG-55
- Сопла SG-55 CYS
- Колпачок SG-55
- Колпачок AG-60 под пружину
- Пружина AG-60 дистанционная
- SG-51 (CUT-60)
- Электрод SG-51
- Сопла SG-51
- Диффузор SG-51
- Колпачок SG-51
- P-80 Panasonic
- Электрод P-80
- Сопло P-80 1,1mm
- Сопло P-80 1,3mm
- Сопло P-80 1,5mm
- Сопло P-80 1,7mm
- Сопло, электрод P-80 BEST
- P-80 катод BEST
- 1,1mm P-80 BEST
- 1,3mm P-80 BEST
- 1,5mm P-80 BEST
- 1,7mm P-80 BEST
- P-80 Prime ЧПУ
- Колпачок P-80
- Насадка P-80 (вода)
- A101/A141 Trafimet
- Электрод A101/A141
- Сопла A101/A141
- Пружина A101/A141
- Завихритель A101/A141
- Powermax 45
- Электрод 220669
- Завихритель 220670
- Сопло 220671
- Изолятор 220713
- Экран 220674
- Кожух 220719
- Колпак 220673
- Термопенал
- Термопенал TRB-5
- Перчатки сварщика
- Краги Nitras 20435
- Краги Vulkan (подкладка)
- Краги Triarma CSL-100 (подкладка)
- Электроды сварочные
- Для черной стали
- Монолит РЦ
- Монолит Professional (E50)
- Continent АНО-36 (E46)
- Standart РЦ (E46)
- Монолит МР-3 (E46)
- Арсенал АНО-21 (E46)
- Монолит УОНИ-13/55 (Е7018)
- AS B 255 (УОНИ)
- AS R 143 (АНО-36)
- Для цветных металлов
- AS Bronz
- Kobatek 213
- Kobatek 250
- Для нержавеющих сталей
- AS P 308L
- AS P 309L
- AS P 316L
- AS P 347
- Для жаропрочных сталей
- Наплавочные электроды
- Электроды TIG
- WL-20
- WT-20
- Контакты
 2 DC MIG/MAG
2 DC MIG/MAG
 D051)
D051)Как работать плазморезом
Тщательно продуманный интерьер помещения и грамотно подобранные второстепенные Как выбрать и установить дверной глазок Входная дверь — средство, отделяющее личное пространство внутри дома от внешнего Нанесение битумной мастики Обработка поверхностей битумом — наиболее доступный и действенный способ Плазменная резка широко используется в различных отраслях промышленности: машиностроении, судостроении, изготовлении рекламы, коммунальной сфере, изготовлении металлоконструкций и в других отраслях. К тому же, в частной мастерской плазморез тоже может пригодиться.
К тому же, в частной мастерской плазморез тоже может пригодиться.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Статьи по теме
- как пользоваться плазморезом с ЧПУ
- Особенности плазмореза
- Запуск и настройка плазмореза
- Как работать с плазморезом
- Преимущества плазменной резки
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Плазменная резка металла. Плазморез. Ресанта, ИПР40 .
Плазморез. Ресанта, ИПР40 .
Статьи по теме
Воздушно-плазменная резка металлов — это один из видов обработки материала, при котором в качестве режущего инструмента используется плазменная дуга. Принцип работы заключается в том, что между электродом и соплом аппарата возникает электрическая дуга, после чего в плазмотрон подаётся воздух под давлением порядка 0. Воздушно-плазменная резка является достаточно быстрым способом резки различных металлом, как чёрных, так цветных и тугоплавких, сплавов с различной толщиной.
Принцип работы плазмореза заключается в разрезании путём целенаправленного локального нагрева участка заготовки. Для осуществления данной операции используется установка — плазморез — это специальная машина со специальной насадкой — плазматроном генератор плазмы — это такое техническое устройсво, через который при протекании электрического тока через разрядный промежуток образуется плазма, он содержит в себе электрод и в него же подаётся пламообразующий газ, как правило, сжатый воздух.
В зависимости от тока реза, образуется плазма с разной температурой и, соответственно, от этого зависит маскимальная толщина реза. То есть, по сути, основополагающей характеристикой плазмореза является конечная велечина толщины реза. Толщина также зависит от разрезаемого материала. Значительные отличия имеют такие частообрабатываемые металлы, как сталь, алюминий и медь.
Отличия обусловлены теплопроводностью, чем выше, тем хуже режется. В силу того, что нагрев металла при плазменной резке локальный и быстрый, то есть успевает нагреться только та часть, на которую подаётся сжатый воздух, остальной металл не успевает нагреться, это позволяет избежать термических преобразований и деформаций заготовки.
При резке плазморезом получается достаточно аккуратный рез. Также немаловажным является возможность резать по любой траектории. Трансформаторы, как правило, более массивные и не предназначены для резания металла толщиной более 40 мм, в том числе, и в силу того, что он будет не мобильным, будет потреблять много электроэнергии и просто неудобен в использовании, его крайне проблематично применять на высоте и в стеснённых условиях.
Поэтому, подобный аппарат для воздушно-плазменной резки всё менее и менее популярен. Инверторы плазменной резки металла более совершенны, намного меньше в размерах по сравнению с трансформаторами, мобильны и могут использоваться для работ в ограниченном пространстве, с более высоким КПД, потребляющие меньше электроэнергии и имеющие стабильное горение дуги. Современный инвертор плазменной резки позволяет быстро и качественной разрезать металл почти что любой толщины. Практически каждый современный плазморез инверторный.
Такая установка воздушно-плазменной резки наиболее популярна. Также плазморезы бывают контактного и бесконтакного типа. Контактные — для получения рабочей дуги необходимо короткое замыкание, возникающее при блокировании подачи воздуха, то есть изначально горит дежурная дуга, после нажимается кнопка и подача воздуха блокируется, таким образом контакт замыкается, после автоматического ткрытия клапана потоком воздуха искра выводится из сопла и между отрицательно заряженным электродом и положительно заряженным металлом возникает плазменная дуга.
Бесконтактные — это, как правило, плазморезы, выходная сила тока которых превышает 50 А осциляторы или высокочастотные зажигатели. Дежурная дуга, возникающая между электродом и соплом, имеет высокое напряжение и частоту тока, а при приближении сопла к обрабатываемому металлу образуется рабочая дуга. В сравнении с газовой резкой, плазма даёт более высокую скорость работы, качество и аккуратность реза, возможность резки по сложным траекториям.
В отличии от газовой резки, плазмой металл режется быстрее, чем кислородом, не требуется предварительный подогрев металла, ширина разреза очень небольшая, а также, меньше зона термического влияния, поэтому разрезаемый металл не деформируется и не закаливается.
Способ плазменной резки можно использовать для большинства металлов газовой резкой нельзя резать, нержавеющую сталь, алюминий, медь. Строгих требований к качеству поверхности нет — она может иметь следы ржавчины, загрязнений и пр. Кроме того, плазменная резка более чистый, дешевый и удобный способ, так как для плазменной резки используются в качестве исходных материалов сжатый воздух и электричество.
Оборудование плазменной резки более безопасно, чем оборудование газовой резки конечно, если правильно подключить, но и даже в этом случае безопаснее , так как в этом случае в горелке не возникает опасность обратного удара пламени. Способ плазменной резки превосходно подходит для проплавления отверстий, так как сжатая плазменная дуга концентрированно нагревает и плавит металл в месте разреза и в то же время интенсивно, благодаря воздействию скоростного потока газа удаляет расплавленный металл.
Воздушно-плазменная резка позволяет резать любой электропроводящий материал. По сравнению с флюсовой, газовой резкой, плазменная резка имеет много преимуществ: можно резать любой металл, выполнять подготовку кромок, выполнить фигурную резку, строжку и проплавление отверстий.
Плазменная резка металла даёт возможность резать металл разнообразной толщины. В зависимости от мощности плазморез может разрезать как алюминий, так и нержавеющую или углеродистую сталь, а также титан толщиной несколько сантиметров. Плазменный резак или по-другому плазмотрон, а также называемый плазменной горелкой предназначается для образования плазмы при резке металла. Они используются как для ручной, так и механизированной плазменной резки.
Плазменный резак или по-другому плазмотрон, а также называемый плазменной горелкой предназначается для образования плазмы при резке металла. Они используются как для ручной, так и механизированной плазменной резки.
В комплект резака входят следующие узлы: сопло, электродержатель с электродом, дуговая камера, изолятор, который разделяет электродный и сопловый узлы, системы водо- и газоснабжения.
Устройство резака для плазменной резки будет зависеть от рабочей среды, зажигания среды, системы охлаждения и других факторов. Самые простые виды плазмотронов — для инертных и восстановительных газов, их подавляющее большинство.
Самые сложные, с водяной и магнитной стабилизацией, но таковые используются крайне редко. Резаки с газожидкостной стабилизацией дуги комплектуются системой каналов для подачи воды в столб дуги в сопловом узле. Для стабилизации дуги при используются двухфазные газожидкостные потоки, которые вводятся по двухпоточной схеме.
Такой способ стабилизации повышает режущие свойства плазменной дуги, а за счет подачи жидкости в формирующее сопло улучшается его охлаждение. Также активно используются плазмотроны с водяной завесой и газожидкостной системой охлаждения. Они также укомплектованы системой водяных каналов, которые создают завесу вокруг дуги.
Также активно используются плазмотроны с водяной завесой и газожидкостной системой охлаждения. Они также укомплектованы системой водяных каналов, которые создают завесу вокруг дуги.
Вода охлаждает кромку металла и улучшает условия и качество плазменной резки таким плазмотроном. Сопло плазменного резака формирует дугу, разрезающую металл. На свойства дуги будут влиять форма и размеры соплового канала.
Уменьшая диаметр сопла и увеличивая его длину, вы получаете поток плазмы высокой скорости и отличные условия резки. При подготовке оборудования к работе в систему плазмореза подается сжатый воздух. Возможны три источника сжатого воздуха: баллоны сжатого воздуха, подключение к имеющейся на заводе системе сжатого воздуха или небольшой воздушный компрессор.
Некоторые маломощные инверторы плазменной резки, не требуют подключения к внешнему источнику сжатого воздуха, так как оснащаются встроенным компрессором. Стоит отметить тот факт, что в любом случае необходимо, чтобы воздух был сухим, а значит надо использовать систему подготовки воздуха, дабы избежать образования конденсата. При подборе необходимого тока и скорости резки лучше всего выполнить несколько разрезов при более высоком токе. Затем, при необходимости, в зависимости от скорости резки, можно уменьшать ток.
При подборе необходимого тока и скорости резки лучше всего выполнить несколько разрезов при более высоком токе. Затем, при необходимости, в зависимости от скорости резки, можно уменьшать ток.
Если ток очень высокий или скорость резки недостаточная, разрезаемый металл будет перегреваться и может образоваться окалина. Правильно подобрав скорость резки и ток, мы получаем очень чистый разрез, на поверхности которого почти не образуется окалины, мало или абсолютно не деформируется разрезаемый материал.
Принцип работы плазмореза заключается в том, что резку начинают, располагая плазматрон как можно ближе к краю разрезаемого основного металла. Нажмите кнопку выключателя плазматрона – зажжется дежурная дуга, а затем режущая дуга.
После зажигания режущей дуги медленно двигайте плазматрон вдоль планируемой линии разреза. Регулируйте скорость движения так, чтобы искры были видны с обратной стороны листа металла.
Дуга должна быть направлена вниз и под прямым углом к поверхности разрезаемого металла. Если на обратной стороне металлического листа не видно искр, это значит, что металл не прорезан насквозь.
Если на обратной стороне металлического листа не видно искр, это значит, что металл не прорезан насквозь.
Такое может происходить из-за слишком большой скорости движения, недостаточного тока или из-за того, что струя плазмы направлена не под прямым углом к поверхности разрезаемого материала. По окончании резки слегка наклоните плазматрон в сторону конца разреза или временно остановитесь, чтобы закончить резку. После того, как вы отпустили кнопку выключателя на плазматроне, некоторое время будет подаваться воздух для охлаждения его нагревающихся частей, и в случае необходимости резку можно снова возобновить.
Адрес офиса в Санкт-Петербурге: ул. Ораниенбаумская, 27, корпус 4, офис Письмо директору Наши клиенты Отзывы. Ремонт шпинделей. Доставка и оплата. Главная FAQ.
Воздушно-плазменная резка металлов Воздушно-плазменная резка металлов — это один из видов обработки материала, при котором в качестве режущего инструмента используется плазменная дуга. Плазморез может иметь воздушное охлаждение, жидкостное и воздуно-жидкостное. Преимущества плазменной резки: В отличии от газовой резки, плазмой металл режется быстрее, чем кислородом, не требуется предварительный подогрев металла, ширина разреза очень небольшая, а также, меньше зона термического влияния, поэтому разрезаемый металл не деформируется и не закаливается.
Преимущества плазменной резки: В отличии от газовой резки, плазмой металл режется быстрее, чем кислородом, не требуется предварительный подогрев металла, ширина разреза очень небольшая, а также, меньше зона термического влияния, поэтому разрезаемый металл не деформируется и не закаливается.
Где применяется воздушно-плазменная резка и что можно делать: Воздушно-плазменная резка позволяет резать любой электропроводящий материал. Устройство плазменного резака или плазмотрона: Плазменный резак или по-другому плазмотрон, а также называемый плазменной горелкой предназначается для образования плазмы при резке металла.
Как работать плазморезом и что для этого нужно: При подготовке оборудования к работе в систему плазмореза подается сжатый воздух. Каталог продукции Шпиндели с воздушным охлаждением Шпиндели с жидкостным охлаждением Шпиндели с автоматической сменой инструмента Ремонт шпинделей Шпиндель. Угрешская, д.
EMail: sales et-rus. Пожалуйста, заполните это поле. Я даю свое согласие на обработку персональных данных и соглашаюсь с условиями и политикой конфиденциальности. Отправьте мне курьера Пожалуйста, заполните это поле. Перезвоните мне Пожалуйста, заполните это поле. Заказать двигатель Пожалуйста, заполните это поле. Купить в один клик Укажите контактные данные, и наш специалист свяжется с вами Пожалуйста, заполните это поле. Нашли предложение лучше? Укажите контактные данные, и наш специалист свяжется с вами Пожалуйста, заполните это поле.
Отправьте мне курьера Пожалуйста, заполните это поле. Перезвоните мне Пожалуйста, заполните это поле. Заказать двигатель Пожалуйста, заполните это поле. Купить в один клик Укажите контактные данные, и наш специалист свяжется с вами Пожалуйста, заполните это поле. Нашли предложение лучше? Укажите контактные данные, и наш специалист свяжется с вами Пожалуйста, заполните это поле.
Продолжить покупки Цена: Оформить заказ. Заказать звонок менеджера. Купить в один клик Укажите контактные данные, и наш специалист свяжется с вами. Укажите контактные данные, и наш специалист свяжется с вами. Продолжить покупки. Цена: Оформить заказ.
как пользоваться плазморезом с ЧПУ
Парамото-Форумы Парамото-Форум Парамотор и паратрайк своими руками У кого-то есть опыт работы плазморезом? У кого-то есть опыт работы плазморезом? На сколько ровный получается срез? Или же срез получается сильно неровным?
1 Виды плазменных резаков и их назначение; 2 Устройство плазмореза . будет зависеть выбор оборудования, с которым придется работать.
Особенности плазмореза
Воздушно-плазменная резка металлов — это один из видов обработки материала, при котором в качестве режущего инструмента используется плазменная дуга. Принцип работы заключается в том, что между электродом и соплом аппарата возникает электрическая дуга, после чего в плазмотрон подаётся воздух под давлением порядка 0. Воздушно-плазменная резка является достаточно быстрым способом резки различных металлом, как чёрных, так цветных и тугоплавких, сплавов с различной толщиной. Принцип работы плазмореза заключается в разрезании путём целенаправленного локального нагрева участка заготовки. Для осуществления данной операции используется установка — плазморез — это специальная машина со специальной насадкой — плазматроном генератор плазмы — это такое техническое устройсво, через который при протекании электрического тока через разрядный промежуток образуется плазма, он содержит в себе электрод и в него же подаётся пламообразующий газ, как правило, сжатый воздух. В зависимости от тока реза, образуется плазма с разной температурой и, соответственно, от этого зависит маскимальная толщина реза. То есть, по сути, основополагающей характеристикой плазмореза является конечная велечина толщины реза. Толщина также зависит от разрезаемого материала.
В зависимости от тока реза, образуется плазма с разной температурой и, соответственно, от этого зависит маскимальная толщина реза. То есть, по сути, основополагающей характеристикой плазмореза является конечная велечина толщины реза. Толщина также зависит от разрезаемого материала.
Запуск и настройка плазмореза
Принцип работы. Плазменная резка осуществляется аппаратом под названием плазморез. Он создаёт поток высокотемпературного ионизированного воздуха плазмы , который разрезает заготовку. Принцип плазменной резки основан на свойстве воздуха в состоянии ионизации становиться проводником электрического тока.
Сегодня на смену традиционным болгаркам приходят современные плазморезы, которые позволяют обрабатывать токопроводящие материалы и широко применяются в промышленности. Высокоэффективная обработка металла позволяет получить точные заготовки, раскраивать листовой прокат и трубы.
Как работать с плазморезом
В оздушно-плазменная резка сопряжена с рядом опасностей: электрический ток, высокая температура плазмы, раскаленный металл и ультрафиолетовое излучение. Как подключить все элементы аппарата воздушно-плазменной резки, подробно описано в инструкции к аппарату, поэтому сразу перейдем к дальнейшим нюансам:. Первое время подбирать скорость ведения резака будет сложно, необходим опыт. Поэтому поначалу можно ориентироваться на такое правило: вести плазмотрон необходимо так, чтобы с обратной стороны заготовки были видны искры. Если искр не видно, значит, заготовка не разрезана насквозь. Обратите также внимание, что слишком медленное ведение резака негативно сказывается на качестве реза, на нем появляются окалина и наплывы, а также может нестабильно гореть дуга и даже гаснуть.
Как подключить все элементы аппарата воздушно-плазменной резки, подробно описано в инструкции к аппарату, поэтому сразу перейдем к дальнейшим нюансам:. Первое время подбирать скорость ведения резака будет сложно, необходим опыт. Поэтому поначалу можно ориентироваться на такое правило: вести плазмотрон необходимо так, чтобы с обратной стороны заготовки были видны искры. Если искр не видно, значит, заготовка не разрезана насквозь. Обратите также внимание, что слишком медленное ведение резака негативно сказывается на качестве реза, на нем появляются окалина и наплывы, а также может нестабильно гореть дуга и даже гаснуть.
Преимущества плазменной резки
Что такое плазморез, как работает он? Если говорить об этом инструменте, то необходимо отметить, что он является прибором, который использует достаточно узкий круг сварщиков. Для одноразового применения плазменный резак нигде и никогда не применяется. Потому что существуют инструменты, с помощью которых можно провести отрезные операции, не прибегая к дорогому варианту, к примеру, болгаркой. Но если требования к скорости и объему проводимых процессов достаточно жесткие, то без плазмореза не обойтись. Поэтому его используют в машиностроительной промышленности, в изготовлении больших металлических конструкций, при резке труб и прочего. На вопрос, как выбрать плазморез, необходимо ответить так, все будет зависеть от того, в какой области вы его собираетесь использовать.
Но если требования к скорости и объему проводимых процессов достаточно жесткие, то без плазмореза не обойтись. Поэтому его используют в машиностроительной промышленности, в изготовлении больших металлических конструкций, при резке труб и прочего. На вопрос, как выбрать плазморез, необходимо ответить так, все будет зависеть от того, в какой области вы его собираетесь использовать.
Плазменная резка осуществляется плазморезом, который состоит из нескольких блоков Компрессор в плазморезе требуется для подачи воздуха. .. плазменные — какие бывают, как устроены, работают, что нужно знать.
Когда возник вопрос о том, что придется резать металл и резать его придется быстро и много, то появились вопросы о том как это можно делать. О плазморезах я слышал, но в руках держать не доводилось и было решено исправить этот пробел. Буквенной информации об этом способе резки металла вполне достаточно, но хотелось посмотреть в живую как это происходит.
Плазма — это воздух, нагретый до температуры в градусов электрической дугой. Он становится ионизированным и начинает проводить электроток, плавящий металлы и выдувающий его со среза. Широко применяется плазменная резка в машиностроении, также она популярна в хозяйственной и рекламной отраслях и коммунальной сфере. Принцип действия данного сварочного оборудования основывается на изменении воздушных свойств в результате моментального разогревания воздуха до очень высокой температуры. Плазморез, в отличие от ручной болгарки, функционирует быстрее и гораздо качественней. Места разреза выходят ровными и аккуратными, без окалины и заусениц.
Он становится ионизированным и начинает проводить электроток, плавящий металлы и выдувающий его со среза. Широко применяется плазменная резка в машиностроении, также она популярна в хозяйственной и рекламной отраслях и коммунальной сфере. Принцип действия данного сварочного оборудования основывается на изменении воздушных свойств в результате моментального разогревания воздуха до очень высокой температуры. Плазморез, в отличие от ручной болгарки, функционирует быстрее и гораздо качественней. Места разреза выходят ровными и аккуратными, без окалины и заусениц.
Плазморез позволяет производить высококачественную резку различных материалов.
Забыли пароль? Изменен п. Расшифровка и пояснения – тут. Автор: ironborn , 13 июля в Плазменная и газовая резка. Прошу поделится опытом пользования, режимами роботы, приспособлениями, практическими советами, опытом пользования в режиме “out of shit to make bullet”, вообщем всем чем можно про CUT
Плазменная резка становится все популярнее, причем не только на крупных производствах, но и в быту. Да и сам рез будет заметно точнее. Существует несколько видов плазменных резаков — от промышленных, которые могут резать большие и толстые металлические заготовки, до ручных бытовых аппаратов. Нюансы в них немного различаются, но в целом принцип работы у них общий.
Да и сам рез будет заметно точнее. Существует несколько видов плазменных резаков — от промышленных, которые могут резать большие и толстые металлические заготовки, до ручных бытовых аппаратов. Нюансы в них немного различаются, но в целом принцип работы у них общий.
Опубликовано 03.04.2016 в Настройка и поддержка, Плазменная резка
В этом видеоролике представлена основная информация о настройке и эксплуатации плазменного резака Powermax30 XP, а также советы по оптимизации качества резки и срока службы расходных материалов. Powermax30 XP прост в настройке и эксплуатации, но обязательно соблюдайте все инструкции по технике безопасности, указанные в руководстве оператора или проиллюстрированные на наклейках на системе. Чрезвычайно важно, чтобы операторы полностью понимали и следовали профилактическим методам защиты от поражения электрическим током и защиты кожи, ушей, легких и глаз.
Powermax30 XP имеет конструкцию 2 в 1 для мощной резки толстого металла с использованием стандартных плазменных расходных материалов и для детальной резки тонкого металла с использованием расходных материалов FineCut.
- Проверьте установку расходных деталей резака или измените их в зависимости от входной мощности. Система поставляется со стандартными расходными деталями, установленными на резаке. Эти расходные материалы предназначены для широкого спектра операций резки. Однако работа на цепях менее 190 вольт со стандартными расходными материалами не рекомендуется из-за возможной перегрузки цепи и срабатывания выключателя. Эти расходные материалы можно узнать по их номерам деталей и выгравированным кольцам вокруг деталей.
Для проверки правильности установки расходных материалов или для установки деталей FineCut:
- Отвинтите стопорную крышку, чтобы удалить все расходные детали.
- Замените детали, сначала прикрутив стандартный щиток или дефлектор FineCut к стопорной крышке.
- Вставьте стандартную насадку или тонкую насадку.
- Вставьте завихритель.
- Вставьте электрод.
- Закрутите стопорный колпачок вручную. НЕ ПЕРЕТЯГИВАЙТЕ, так как расходные детали могут быть повреждены и помешать правильной работе.
- Вставьте шнур питания в соответствующую розетку . В зависимости от модели может потребоваться подключение адаптера штепсельной вилки. На некоторых моделях вилка может не подсоединяться к кабелю питания. Если требуется установка вилки или система должна быть жестко подключена к источнику питания, работа должна выполняться лицензированным электриком. Требования к входному напряжению указаны на табличке технических данных в нижней части системы или в руководстве по эксплуатации.
- Установите ручку силы тока на соответствующий выход в зависимости от входной мощности и размера выключателя.
- Оттяните быстроразъемный хомут газового шланга и подсоедините его к быстроразъемному фитингу . Если фитинг не подходит к хомуту шланга, установите соответствующий фитинг. Газ может представлять собой баллонный азот, баллонный воздух или сжатый воздух. Воздух необходимо фильтровать, чтобы удалить всю грязь, воду и масло, поскольку загрязняющие вещества могут повредить источник питания, резак и расходные детали. Рекомендуемое давление на входе составляет от 5,5 до 6,9.бар или от 80 до 100 фунтов на квадратный дюйм.
- Надежно прикрепите рабочий зажим к заготовке. Ржавчина, краска или покрытия должны быть удалены, чтобы обеспечить хороший электрический контакт зажима. Рабочий зажим никогда не следует прикреплять к той части металла, которая будет отпадать.
- Включите систему. Загорится индикатор питания на передней панели системы. Теперь мы готовы приступить к вырезанию!

 Если фитинг не подходит к хомуту шланга, установите соответствующий фитинг. Газ может представлять собой баллонный азот, баллонный воздух или сжатый воздух. Воздух необходимо фильтровать, чтобы удалить всю грязь, воду и масло, поскольку загрязняющие вещества могут повредить источник питания, резак и расходные детали. Рекомендуемое давление на входе составляет от 5,5 до 6,9.бар или от 80 до 100 фунтов на квадратный дюйм.
Если фитинг не подходит к хомуту шланга, установите соответствующий фитинг. Газ может представлять собой баллонный азот, баллонный воздух или сжатый воздух. Воздух необходимо фильтровать, чтобы удалить всю грязь, воду и масло, поскольку загрязняющие вещества могут повредить источник питания, резак и расходные детали. Рекомендуемое давление на входе составляет от 5,5 до 6,9.бар или от 80 до 100 фунтов на квадратный дюйм.Плазменная резка тонкого металла
При резке тонкого металла сила тока может быть снижена для увеличения срока службы расходных материалов, лучшего качества резки и уменьшения образования дыма.
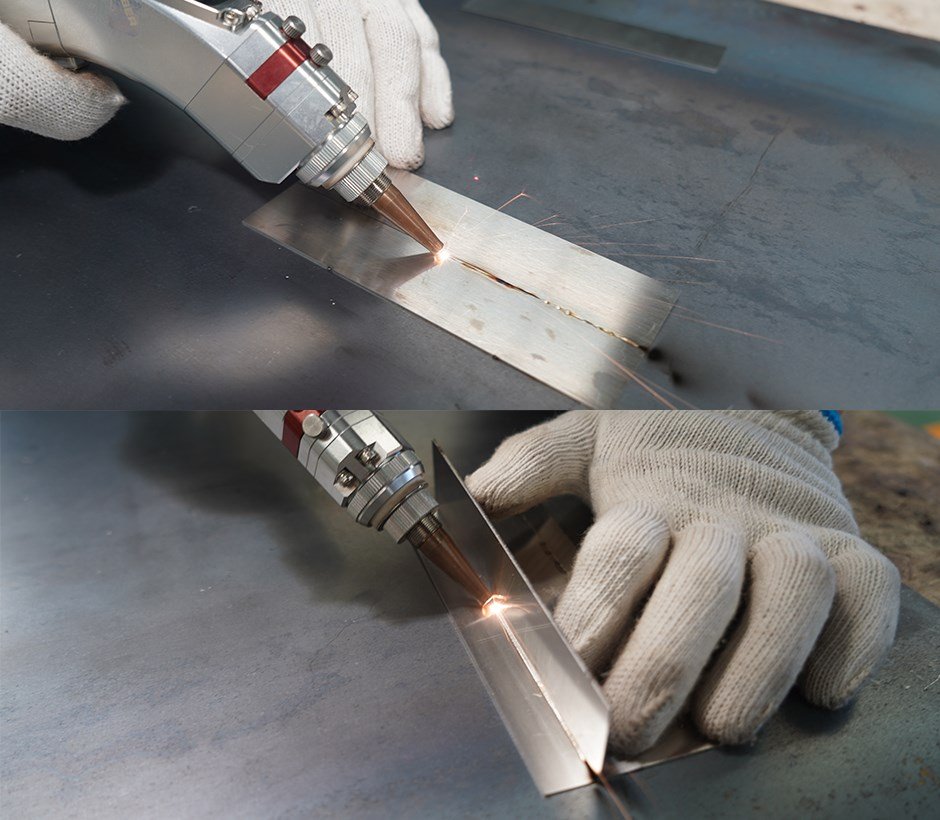
Выполнение краевого пуска
- Чтобы выполнить краевой пуск, держите резак вертикально рядом с краем заготовки.
- Переместите курок безопасности вперед и нажмите красный курок факела.
- Когда вспомогательная дуга переместится на заготовку и начнет резку, сделайте паузу на краю, пока дуга не пройдет полностью. Затем приступайте к вырезанию. Избегайте ненужных пусков, так как они сокращают срок службы сопла и электрода. Стандартный защитный экран и сопло FineCut можно перемещать по заготовке для облегчения резки.
Приближаясь к концу реза толстого металла, наклоните резак в направлении реза, позволяя дуге выйти первой. Это поможет обеспечить полный разрез.
Поддержание надлежащей скорости перемещения является ключом к успешной плазменной резке. Следите за дугой под пластиной. Искры должны отставать от разреза на 15–30 градусов.
- Если искры вертикальные, скорость слишком низкая.
- Если искры идут перпендикулярно или летят вверх от заготовки, значит, скорость слишком высока или система не имеет достаточной мощности.
- Линии отставания на готовой режущей кромке также должны составлять от 15 до 30 градусов.

Направляющие и шаблоны для плазменной резки
Направляющие для плазменной резки, линейки или шаблоны можно использовать для направления резака. Однако при создании шаблона или размещении линейки необходимо учитывать расстояние от центра экрана до края.
Резка со скосом
При снятии фаски с помощью уголка, направляющей для плазменной резки или свободной руки помните, что толщина материала увеличивается пропорционально углу скоса.
Прожиг
В зависимости от толщины прокалываемого металла существует два метода прожига:
- Чтобы прожечь тонкий металл, удерживайте горелку на металле и нажмите курок, чтобы перевести дугу.
- При прожиге толстого металла держите резак под углом, чтобы сопло находилось в пределах 1/16 дюйма от заготовки. Нажмите на спусковой крючок, чтобы передать дугу, затем медленно поверните в вертикальное положение.
 Нажмите на спусковой крючок, чтобы передать дугу, затем медленно поверните в вертикальное положение.
Нажмите на спусковой крючок, чтобы передать дугу, затем медленно поверните в вертикальное положение.
В обоих методах, когда искры выходят из нижней части заготовки, металл пробит и можно начинать резку. Чтобы продлить срок службы расходных материалов, рекомендуется использовать второй метод, чтобы свести к минимуму ущерб, вызванный выбросом расплавленного металла.
Строжка
Вы можете использовать плазменный резак Powermax30 XP со стандартными расходными материалами для легких операций строжки, таких как удаление точечных сварных швов и прихваточных швов.
- Для строжки держите резак под углом примерно 45 градусов к заготовке, оставляя небольшой зазор между наконечником резака и заготовкой.
- Нажмите на курок, чтобы перевести дугу.
- Поддерживайте этот угол и медленно перемещайте резак вдоль заготовки, чтобы удалить ненужный металл или сварной шов.
- Если требуется менее глубокая канавка, уменьшите угол наклона резака.
- Для более глубокой прорези увеличьте угол резака или сделайте дополнительные проходы.
- Если вы хотите перемещать резак с меньшей скоростью для лучшего контроля, уменьшите силу тока.
- Если требуется менее глубокая канавка, уменьшите угол наклона резака.

Качество резки и срок службы расходных материалов
Качество резки и срок службы расходных материалов часто очень важны для операторов. Чтобы гарантировать, что расходные детали резака прослужат так долго, как они рассчитаны, и будут соответствовать спецификациям Hypertherm, следуйте инструкциям в этом видео, обратитесь к руководству оператора или карточке настройки для получения дополнительной информации и соблюдайте надлежащие процедуры обслуживания системы.
Ряд факторов определяет срок службы расходных материалов
- Качество воздуха
- Техника пирсинга
- Длина реза или выемки
- Навык оператора
- Толщина и тип материала
Снижение производительности системы и качества резки часто вызвано плохим качеством воздуха. Поэтому обязательно поддерживайте подачу чистого, сухого и безмасляного воздуха.
Поэтому обязательно поддерживайте подачу чистого, сухого и безмасляного воздуха.
Компания Hypertherm предлагает широкий выбор принадлежностей, позволяющих получить максимальную отдачу от плазменного резака Powermax и защитить свои инвестиции. Сюда входят воздушные фильтры, направляющие для плазменной резки, кожаный чехол для резака, системные пылезащитные чехлы, лицевой щиток, перчатки, комплекты расходных материалов и многое другое.
Для получения дополнительной информации об этих и других продуктах Hypertherm обратитесь к авторизованному дистрибьютору или посетите наш веб-сайт по адресу https://www.hypertherm.com/.
На нашем сайте есть видеоролики, которые были созданы, чтобы помочь вам максимально эффективно использовать свой плазменный резак в различных областях применения. Пожалуйста, зарегистрируйте свою систему онлайн, нажав здесь.
Благодарим всех сотрудников Hypertherm за покупку и использование плазменного резака Powermax30 XP!
Все о плазменной резке » Блог ноу-хау NAPA
Опубликовано Джефферсон Брайант Ноу-хау
Резка металла является источником большой боли для домашних мастеров. Есть много способов выполнить работу, и для большинства любителей гаража выполнение работы часто превращается в большую проблему. Как мы уже обсуждали ранее, существует множество способов резки листового металла, но как насчет более толстого материала? Все, что крупнее 14 калибра, трудно прорезать ручными инструментами, и даже в этом случае вы сможете делать прямые разрезы только большинством инструментов. Когда дело доходит до действительно толстых материалов, таких как 1/8 дюйма и 1/4 дюйма, вам нужна мощная режущая способность.
В прошлом это означало принести металл в магазин и заплатить кому-то за его резку или использовать кислородно-ацетиленовую горелку. В то время как старое пламя все еще горит жарко в руках многих старожилов, все меньше домашних мастеров имеют набор факелов, и еще меньше знают, как безопасно их использовать. Очень легко сжечь дом факелом. Технологии последних 15 лет пришли на помощь, правда, в виде плазмы.
Всего несколько лет назад плазменный резак все еще был дорогим товаром для среднего профессионального магазина, тем более для парня в его гараже, но эти плазменные резаки можно приобрести в местном магазине автозапчастей NAPA. Они недешевы, но стоят своих денег, если вам приходится регулярно резать металл.
Резать металл с помощью плазменного резака легко, но есть несколько протоколов безопасности и приемов, которые вам необходимо знать. Плазма — это электрически заряженный ионизированный газ, мало чем отличающийся от маленьких светящихся шаров, продававшихся в 1990-х годах в магазинах новинок. Вместо того, чтобы делать красивые маленькие танцующие огоньки, плазменные резаки прорезают металл, как пила, оставляя более чистые края, чем газовые горелки. Процесс требует электричества и газа под высоким давлением, обычно сжатого воздуха. Сжатый воздух нагнетается через сопло, которое электрически заряжено. При соединении с заготовкой через землю возникает дуга. Эта дуга ионизирует часть газа, что создает плазму. По сути, это сила солнца в ваших руках.
По сути, это сила солнца в ваших руках.
Горелка медленно нагревает металл до точки плавления, после чего расплавленный металл выдувается давлением газа из наконечника горелки. Плазменный резак работает по тому же принципу, но все происходит намного быстрее, а в результате рез получается намного чище. Причина, по которой разрез получается более чистым, заключается в том, что плазма очень горячая, поэтому для разрезания металла, даже толстой стали, требуется всего лишь доля секунды. Оставшийся сжатый газ также вытесняет расплавленный металл из зоны реза быстрее, оставляя меньше шлака (комков расплавленного металла) и обеспечивая более чистый рез. Поскольку с плазменным резаком вы можете двигаться намного быстрее, вы нагреваете металл меньше, поэтому вы можете выполнять сложные разрезы, не теряя определяющих форм. Многие детали, которые вы покупаете, вырезаются плазмой на столах с ЧПУ, эти разрезы могут быть почти такими же точными, как лазерные и водоструйные резаки, но за небольшую часть стоимости.
Многие детали, которые вы покупаете, вырезаются плазмой на столах с ЧПУ, эти разрезы могут быть почти такими же точными, как лазерные и водоструйные резаки, но за небольшую часть стоимости.
Ручная плазменная резка оставляет немного более неровный край; это потому, что вы тот, кто держит факел. Есть некоторые хитрости, чтобы получить более чистый рез, но резка от руки — это то, как большинство домашних мастеров режет металл. Прелесть плазменного резака в том, что вы можете резать очень тонкий металл толщиной до нескольких дюймов, в зависимости от машины. Большинство резаков для хобби ограничены металлом толщиной 5/8 дюйма, что подходит практически для всего, над чем вы можете работать. Их также можно использовать для резки почти всего, что является металлом, включая сталь, нержавеющую сталь и алюминий. Вы даже можете использовать их для резки ржавых гаек и болтов, как если бы вы использовали газовую горелку, только намного быстрее и с более чистыми результатами. Помните, безопасность превыше всего! Не экономьте на безопасности, это важно. Относитесь к плазменной резке так же, как к сварке и резке газовой горелкой, и все будет в порядке. Следите за кусочками, которые вы отрезаете, они очень горячие!
Вы даже можете использовать их для резки ржавых гаек и болтов, как если бы вы использовали газовую горелку, только намного быстрее и с более чистыми результатами. Помните, безопасность превыше всего! Не экономьте на безопасности, это важно. Относитесь к плазменной резке так же, как к сварке и резке газовой горелкой, и все будет в порядке. Следите за кусочками, которые вы отрезаете, они очень горячие!
Одной из самых сложных операций с плазменным резаком является резка по прямой линии, особенно на длинном листе металла. Хитрость в этом заключается в использовании направляющего забора. Вы можете купить забор для плазменной резки, но, скорее всего, у вас уже завалялся один или десять таких дворников. Просто поместите линейку (или 2 × 4) параллельно линии реза, зажмите ее и прижмите головку резака к палке в качестве направляющей. Вы должны убедиться, что центр режущего наконечника находится над линией разреза и что направляющая выровнена правильно. Это работает как с новым металлом, так и с кузовом автомобиля. Вы можете удалить ржавый поддон пола или боковую панель за считанные минуты с помощью плазмы, а не часами вручную.
Это работает как с новым металлом, так и с кузовом автомобиля. Вы можете удалить ржавый поддон пола или боковую панель за считанные минуты с помощью плазмы, а не часами вручную.
Большая часть работы с плазменным резаком выполняется от руки. Не бойтесь использовать фонарик на таких вещах, как листовой металл, он совсем не деформируется.
Вырезать круги немного сложнее. Вы можете использовать деревянное кольцо (оно может немного гореть, но не воспламенится) или какой-либо другой направляющий элемент, аналогичный вышеописанному методу, или вы можете использовать круглое приспособление. Этот инструмент крепится болтами к головке резака и использует магниты или болты для крепления инструмента к заготовке, а затем вы просто зажигаете резак и поворачиваете ручку вокруг центральной оси, создавая идеальный круг. Все остальные формы создаются от руки, если только вы не решите сделать деревянную направляющую, что вы, безусловно, можете сделать. С некоторой практикой вы сможете дойти до того, что сможете выбивать точечные сварные швы вручную, не повреждая остальную часть панели.
С некоторой практикой вы сможете дойти до того, что сможете выбивать точечные сварные швы вручную, не повреждая остальную часть панели.
Затем мы вырезали его плазменным резаком. Остальное зашлифовывается болгаркой.
Еще один совет для плазменной резки — иметь под рукой достаточное количество расходных материалов. В зависимости от марки резака, который вы используете, вам может понадобиться больше советов. Открытые кончики электродов можно разрушить одним прикосновением к заготовке. Чашка для перетаскивания защищает электрод от соприкосновения с деталью, поэтому ваши наконечники служат намного дольше. Мы использовали машины, которые изменяют насадки за две минуты, и машины, которые могут использовать одну и ту же насадку в течение шести месяцев ежедневного использования, они сильно различаются. Лучше всего провести некоторое исследование конкретной машины, которую вы рассматриваете.
После того, как резка сделана, вы должны очистить деталь. Как бы хорошо вы ни резали, на детали останется шлак. Большинство людей просто возьмут кофемолку и начнут утомительный процесс измельчения шлака, но это серьезная трата времени и усилий. Вместо этого возьмите молоток и долото. Один точный удар молотком сбрасывает куски шлака с вашей детали, оставляя чистый край. Расплавленный металлический шлак в большинстве случаев лишь слегка прилипает к месту. Конечно, иногда вам придется по-настоящему отбить куски шлака, и вам придется использовать шлифовальную машину, чтобы очистить обрезанную кромку для придания формы, но метод молотка и долота сэкономит вам много времени.
Шлак является побочным продуктом плазменной резки. Некоторые люди тратят часы на то, чтобы отшлифовать его, но зубило и молоток снесут его одним ударом. На самом деле он не прикреплен, скорее, приклеен к основному металлу. Просто отруби его и иди дальше.
Некоторые люди тратят часы на то, чтобы отшлифовать его, но зубило и молоток снесут его одним ударом. На самом деле он не прикреплен, скорее, приклеен к основному металлу. Просто отруби его и иди дальше.Плазменная резка — самый быстрый, быстрый и экономичный способ резки металла. Если вы обнаружите, что вам нужно делать это даже на полурегулярной основе, вы должны сделать это ради себя, чтобы купить его. Вы удивитесь, как раньше жили без него.
Ознакомьтесь со всеми инструментами и оборудованием, доступными в NAPA Online, или доверьтесь одному из наших 17 000 пунктов обслуживания AutoCare NAPA для планового технического обслуживания и ремонта. Для получения дополнительной информации о плазменной резке поговорите со знающим экспертом в местном магазине NAPA AUTO PARTS.
Категории
Ноу-хау
Теги
резка, сверление металла, изготовление, металл, плазма, магазинные инструменты, безопасность инструмента, инструменты, сварка еще. Его карьера началась в автомобильной аудиоиндустрии в качестве менеджера магазина, а затем он проложил себе путь до должности дизайнера продукции в Rockford Fosgate.