Как пользоваться сварочным инвертором – Сварка инвертором для начинающих: инструкции и видео
alexxlab | 10.01.2020 | 0 | Разное
как правильно подготовить оборудование и научиться варить сваркой
В домашнем хозяйстве умение обращаться со сварочным аппаратом является огромным преимуществом. В строительстве или сборке какой-то техники своими руками без сварочного соединения металлических конструкций просто не обойтись. При этом владеет этим навыком ограниченный круг людей, которые прошли специальное обучение. Многие думают, что только на курсах могут дать полезные и важные уроки владения сваркой, хотя на самом деле этого можно достичь, изучая теоретический материал и постоянно оттачивая мастерство.
Преимущества инверторных сварочных аппаратов
Для соединения металлических конструкций необходим опыт и сам сварочный аппарат. Лучший вариант — это использование инверторного оборудования, которое отлично подходит для работы в домашних условиях. Такое устройство стоит недорого, отличается маленькими габаритами и весом. Небольшие размеры не влияют на качество выполнения сварочных работ. Все соединения получаются аккуратными и надёжными.
Конструкция инверторного сварочного аппарата состоит из таких элементов, как:
- Блок питания с фильтром и специальным выпрямительным блоком.
- Инверторный блок отвечает за преобразование постоянного напряжения в переменный высокочастотный ток.
- Для понижения величины высокочастотного тока используется трансформатор. Именно он отвечает за безопасность и предотвращает перегрев оборудования.
- Силовой выпрямитель служит средством подачи постоянного тока на выходе устройства.
- Управлением устройства занимается электронный блок.
В инверторной сварке используются различные инновационные технологии, которые помогли значительно снизить габариты и массу установки. За счёт небольших размеров её легко хранить дома или устанавливать в любое удобное место во время работы. Вес такого оборудования колеблется в пределах 5—15 кг. То есть перенести сварочный аппарат, не составит труда.
Это устройство помогает сварить любые металлические конструкции, если правильно работать на инверторном сварочном аппарате. В комплекте к оборудованию доступна инструкция, в которой есть масса различных полезных сведений, указывающих как правильно варить инверторной сваркой, выбирать электроды в зависимости от типа металла и т. д. Такая брошюра будет полезна даже опытным специалистам.
При покупке важно обращать внимание на присутствие инструкции на русском языке, ведь использовать сварку вслепую сложно, не говоря уже об опасности. Встречаются такие случаи, когда аппаратуру покупают «с рук», а инструкцию старые хозяева потеряли. Тогда лучше всего найти специалиста, который наглядно покажет основные моменты управления сваркой. Самостоятельно начинать испытывать её, не имея даже банальной инструкции нельзя.
Этапы подготовки к сварке
Узнать, как научится варить электросваркой, не составит труда, а вот использовать полученные умения на практике сложнее. В первую очередь, важно усвоить, что всю работу разбивают на несколько этапов, которые включают:
- выбор инвертора и электродов;
- подготовка оборудования;
- сварочные работы.
Выбор инвертора и электродов
 Прямое влияние на качество результата в процессе сварочных работ оказывает выбор электродов. Они отличаются маркой стали, покрытием, толщиной, назначением и механическими свойствами. Чаще всего в инструкции описываются, какие именно электроды рекомендуется применять в процессе работы, но такого пункта может и не быть. В таком случае важно знать основы их выбора.
Прямое влияние на качество результата в процессе сварочных работ оказывает выбор электродов. Они отличаются маркой стали, покрытием, толщиной, назначением и механическими свойствами. Чаще всего в инструкции описываются, какие именно электроды рекомендуется применять в процессе работы, но такого пункта может и не быть. В таком случае важно знать основы их выбора.
При выборе электродов важно обращать внимание на проволоку, которая изначально должна быть прочной и качественной. Ещё один важный компонент это покрытие, которое доводит проволоку до раскалённого состояния.
Электроды должны подбираться по марке и типу металла, необходимого для соединения. Их бывает множество, не говоря уже о ситуациях, когда соединяют металл двух разных типов.
Если нет чётких данных, электроды подбирают согласно общепринятым рекомендациям, которые делят на несколько принципов:
- углеродистые электроды используют при работе со средней и низкоуглеродной сталью;
- для сварки легированной стали подходит исключительно расходный материал, выпускаемый по ГОСТ 9466–75 и 10052—75;
- для соединения чугунных деталей применяют марку ОЗЧ-2.
Существует несколько сотен марок электродов, в которых достаточно сложно разобраться. Поэтому рекомендуется при выполнении сварочных работ пользоваться советами специалистов. Например, универсальной отечественной маркой УОНИ, которая нашла широкое применение при сварке. Для соединения металлических конструкций низкого сорта,
При выборе сварочного инвертора для использования в домашнем хозяйстве важно следовать нескольким правилам:
- Максимальное значение тока сварочного аппарата должно находиться в пределах 160—200 А. Лучше сразу приобретать мощное оборудование, которое позволит соединять металлические изделия с большой толщиной.
- Параметр холостого хода напряжения иногда превышает 90 В, но такой показатель не подойдёт для использования на даче. Лучше выбирать устройство с параметрами в интервале от 50 до 60 В.
- Продолжительность включения — это важная характеристика, которая показывает, сколько времени агрегат способен работать без передышки. Выбирать устройства с максимальным или минимальным значением не стоит. Лучше занять золотую середину и купить сварной аппарат с ПВ в пределах 40—80%.
Важно учитывать особенности местной сети. В деревнях существует проблема с нестабильной подачей электроэнергии, не говоря уже о слабой проводке. Именно поэтому подбирают оборудование, которое способно работать в широком диапазоне питающего напряжения не подвергая себя риску отключения или выходу из строя.
Рекомендуется предусмотреть отключение электроэнергии и покупать устройство способное работать от централизованной сети и автономных источников на бензиновом или дизельном топливе.
Настройка оборудования
Перед тем как приступить к сварочным работам, первым делом необходимо подготовить себя, оборудование и металлические изделия, которые будут соединяться. Начать стоит с подготовки специальной защитной одежды. Это важный компонент при сварочных работах, который поможет обезопасить от получения травмы. Понадобятся такие защитные элементы, как:
- сварочная маска;
- перчатки;
- рабочая одежда.
Перчатки, обувь, спецодежда, должны быть выполнены из плотных и огнеупорных тканей. Во время сварки на тело человека попадает большое количество раскалённых металлических осколков, которые могут нанести значительные повреждения. Сварочная маска — это обязательный атрибут для защиты глаз и лица.
Что делать в случае ожога глаза при сварке читайте в этой статье.
Следующий шаг — это подготовка металлических изделий и проверка электродов. Стальные детали зачищаются металлической щёткой от различного мусора, лакокрасочного покрытия, ржавчины и т. д. Электроды должны быть заранее подобраны по марке стали, но не мешает, ещё раз убедится в правильном выборе диаметра, соответствующему соединительному шву и толщине металлических деталей.
Перед подключением инвертора обязательно проверяют электрическую сеть и её параметры, которые должны соответствовать подключаемому оборудованию. Если параметры сети не соответствуют, то в лучшем случае сварка не будет работать, а в худшем перегорит проводка и перегреется аппаратура. Предотвратить короткое замыкание получится, если использовать специальный автомат, способный стабилизировать величину напряжения, или взять на себя основную нагрузку.
Важно подготовить рабочую площадку. Она должна быть ровной для устойчивости инверторной сварки и хорошо проветриваться. Сварной аппарат требует постоянной циркуляции воздуха для естественного охлаждения, поэтому в нескольких метрах от неё зона должна быть расчищена. Это будет полезно сделать и, учитывая безопасность работы, ведь во время сварки на пол попадает большое количество искр и частиц раскалённого металла, которые могут поджечь одежду или взрывоопасные вещества.
Закончив с подготовкой площадки, электросети и личной защиты, можно переходить к следующим действиям:
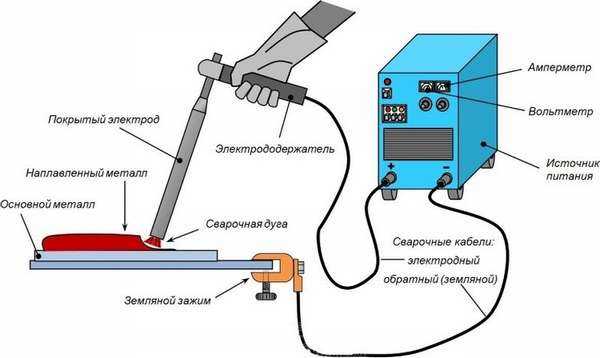
- к разъёму инверторной сварки подключаются соответствующий силовой кабель и кабель массы;
- кабель массы с помощью специального зажима «крокодил» фиксируется на любой металлической поверхности;
- оборудование для сварки подключают к электропитанию и выставляют соответствующий режим;
- зажимается электрод.
Последовательность и точность выполнения всех подготовительных действий — это основа безопасности и успешности работы, перед тем как работать сварочным аппаратом.
Особенности выполнения сварочных работ
Первое что необходимо сделать начинающему сварщику, это понять сам принцип соединения конструкции, а дальше лишь дело за точным выполнением всех инструкций.
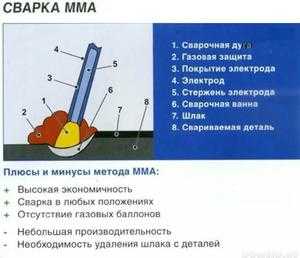
Вначале необходимо зажечь электродугу между кончиком электрода и поверхностью детали. Для этого сварщик наносит электродом точечные или чиркающие движения по детали. После нескольких касаний происходит вспышка, которая свидетельствует о том, что дуга зажглась. В зоне такого действия металл мгновенно начинает плавиться, поэтому важно отработать движение и делать всё максимально быстро.
Выполняя электродуговую сварку, многие специалисты сталкиваются с тем, что электрод просто начинает липнуть к поверхности металла. Такая проблема возникает, если мастер, используя чрезмерную силу, прижимает электрод. Вся работа должна проходить легко и плавно. Чтобы сваривать детали между собой требуется минимальное касание электрода с их поверхностью.
В процессе важно следить, чтобы длина дуги соответствовала диаметру электрода. То есть максимально ровно держать и проплавлять металлические изделия, формируя качественный сварной шов, но это не единственное требование. На качество шва оказывает влияние ещё и правильный выбор полярности при подключении кабеля массы и инвертора. Выбрать правильно полярность получается, только если точно значь марку стали соединяемых заготовок. Если таких данных нет, тогда лучше воспользоваться прямой полярностью, которая подходит к большинству марок стали. Обратная полярность соединяет лишь редкие сплавы, толстолистные конструкции и низкоуглеродные изделия.
 Конструкция сварочного оборудования включает большой спектр инновационных технологий, которые плавно и эффективно регулируют ток в процессе работы. Это значительно упрощает работу, делает её комфортной для начинающих сварщиков, но почему иногда всё-таки не удаётся добиться ровного и качественного шва. Всему виной движение электродов или неправильная ручная настройка тока.
Конструкция сварочного оборудования включает большой спектр инновационных технологий, которые плавно и эффективно регулируют ток в процессе работы. Это значительно упрощает работу, делает её комфортной для начинающих сварщиков, но почему иногда всё-таки не удаётся добиться ровного и качественного шва. Всему виной движение электродов или неправильная ручная настройка тока.
При использовании низкого тока, швы получаются узкими и выпуклыми, что мешает хорошей стыковке деталей. Установка высокого тока разбрызгивает металл на поверхности и тем самым появляются прожиги, которые портят внешний вид изделия. Тонкий и немного приплюснутый шов — это показатель быстрого продвижения электрода. Толстый и расплывчатый шов — это свидетельство долгого продвижения электрода. Правильный шов получается при правильном выборе тока, нормальной и стабильной скорости работы.
Любой человек, используя общие советы и правила, может понять, как правильно варить сваркой. В этом нет ничего сложного, если соблюдать технологию и правильно подготовить оборудование, площадку и спецодежду перед началом соединения металлических изделий. Главное постоянно соблюдать технику безопасности, а опыт приложится с практикой.
obrabotkametalla.info
Как научиться варить сварочным инвертором с нуля: электросварка и ручная дуговая для новичков и чайников, основы и азы, правильно работаем с металлом и швами
Многих домашних мастеров интересует, как научиться варить сварочным инвертором с нуля. Особых секретов нет, если взять сварочный инвертор бытового или полупрофессионального класса, сделать это не так сложно. Понадобится лишь терпение, аккуратность и соблюдение рекомендаций опытных сварщиков.
Принцип работы
Сварочный инвертор для ручной сварки преобразует напряжение сети (220 или 380 в 50 Гц) в напряжение, подходящее для поддержания электродуги. Это преобразование проходит в три этапа:
- входное напряжение переменного тока выпрямляется,
- этот постоянный ток питает высокочастотный генератор, он создает переменный ток частотой 20-50 тыс. Гц.,
- трансформатор понижает напряжение до 70-90 вольт, ток во рабочей обмотке достигает 100-300А.
Тройное преобразование позволяет сократить габариты и вес устройства в несколько раз по сравнению с обычными сварочными трансформаторами. Кроме того, благодаря автоматической регулировке параметров электронной схемы прибор обеспечивает высокую стабильность тока и напряжения на выходе. На инвертор не влияют скачки напряжения в питающей сети, и сам он не вызывает таких скачков.
В полупрофессиональных и профессиональных моделях устанавливают также системы, облегчающие розжиг дуги и предотвращающие прилипание электрода.
Рабочий ток протекает по цепи, образованной:
- электродный и массовый кабели,
- электрод,
- электродуга в воздушном промежутке,
- заготовка.

Электродный провод подключается к держателю, массовый провод к зачищенному месту на детали.
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
- корпус,
- панель управления с регулятором силы тока, индикаторами режимов и параметров,
- шасси,
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече,
- электронная схема инверторного преобразователя напряжения,
- вентилятор для охлаждения,
- сетевой кабель,
- сварочные провода.

Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.
Техника безопасности
Чтобы обучение работе сварочным инвертором не закончилось печально, нужно знать, как правильно и безопасно варить инверторной сваркой. Обязательно использовать защитные средства.
Место сварки должно соответствовать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик,
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке,
- обеспечено качественное освещение,
- устроена вытяжная вентиляция для удаления сварочных газов,
Важно! Категорически недопустимо загромождать рабочую зону, в ней должны находиться только заготовка, оснастка, сварочный аппарат и сварщик. Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки.
Азы
Сварка инвертором для начинающих на инверторе осваивается существенно легче, чем на морально устаревшем трансформаторе или выпрямителе. Чтобы учиться варить, лучше взять отходы черного металла средней толщины- 2-5 мм, и на первых уроках освоить простые прямые швы в положении «сверху», встык и внахлест.

Когда простые приемы, как варить инвертором, будут освоены и начнут получаться с постоянным качеством, можно переходит к освоению более сложный уроков: заварить вертикальные и наклонные швы, сварка тонких листов, многослойная сварка деталей большой толщины и других.
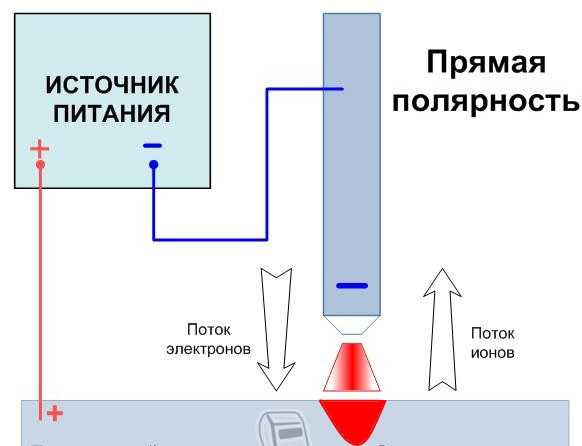
Полярность
Прямая полярность подразумевает подключение электрода к разъему «-», а заготовки к «+». Электроны в этом случае движутся от электрода к заготовке. Разогрев металла получается более интенсивным, область расплава – узкая и глубока. Такое подключение используется при работе с заготовками большой толщины, а также для резки металла.
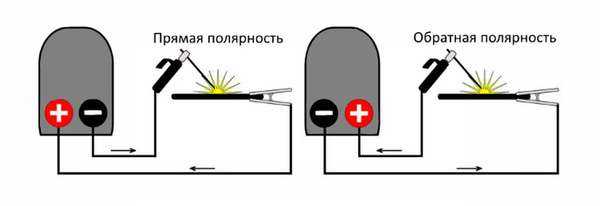
Обратная полярность означает, что «-» подсоединяется через зажим к заготовке, а «+» подключается к электроду. Электроны двигаются от детали к электроду, область расплавления становится мельче и шире. При этом снижается опасность прожигания тонколистовых заготовок
Скорость подачи электродов
Скорость движения электрода выбирается так, чтобы в рабочую зону поступало достаточное количество расплава для формирования шовного материала. Если перемещать электрод слишком быстро, металл не успеет прогреться, шов получится мелким, так называемый «непровар».
Если же скорость будет недостаточной, металл будет перегреваться, повысится расход сварочных материалов и возрастет риск прожога и деформации заготовки малой толщины.
Сила тока
Этот параметр выбирают в зависимости от толщины заготовки и электрода по таблице.
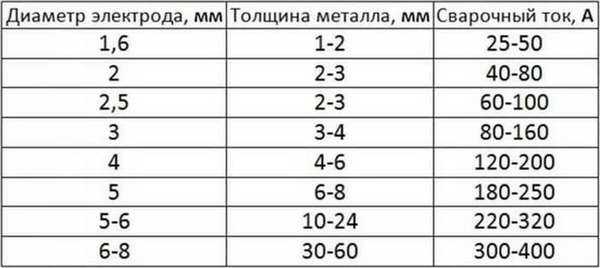
Более сильный ток повышает глубины проплавления металла, при этом электрод можно вести быстрее. При превышении оптимальных значений также возможен перегрев металла и прожог.
На практике точное значение подбирают, учитывая конфигурацию изделия и климатические условия.
Заготовки малой толщины сваривают током обратной полярности, применяя способ ведения электрода углом вперед. Диаметр электродов нужно выбрать поменьше.
Особую осторожность нужно соблюдать при розжиге: в этот момент легко прожечь лист.
На конце шва нельзя резко поднимать электрод – может образоваться кратер. Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой.
Как образуется шов?
Электродуга расплавляет металл на кромках соединяемых заготовок. Область расплава называют сварочной ванной. Сверху в нее поступает расплавленный металл сердечника электрода. При ведении электрода вдоль шва электродуга и сварочная ванна движется вслед за ним, а там, откуда дуга ушла, металл остывает и кристаллизуется.
Предварительная подготовка
Как научиться хорошо варить сваркой Ресанта самому? Прежде всего нужно качественно подготовить рабочее место, материал и оборудование. От качества подготовки напрямую зависит прочность и долговечность шва. Необходимо работать электродами, подходящими по материалу и толщине к свариваемым заготовкам. Таблицы соответствия приводятся в руководствах по сварочному делу.
Средства защиты
Чтобы не пострадать во время электродуговой сварки, следует:
- использовать рабочую одежду из негорючей ткани,
- одежда должна полностью закрывать кожу,
- использовать силковые сварочные перчатки-краги,
- обувь из толстой кожи со усиленной подошвой и стальным подноском должна быть с высоким голенищем, брюки выпущены поверх обуви,
- обязательно использовать маску сварщика с автоматически затемняемым стеклом.
Рабочее место
Рабочее место нужно готовить так, чтобы оно было удобным и безопасным. Заготовки должны быть прочно зафиксированы к рабочему столу. При больших размерах их раскладывают на ровной сухой основе и надежно крепят друг к другу. Должны быть убраны все легковоспламеняемые материалы в радиусе 5 метров, либо следует пользоваться негорючими ширмами.
Как выбрать электрод?
Какой диаметр и материал электрода выбрать, определяют, исходя из материала и толщины заготовки. Рекомендуемые значения приведены в инструкции к инвертору.
Обучение лучше начинать с заготовок из черного металла толщиной 3-5 мм. Электроды подойдут толщиной 2,5-4 мм.
Схема подключения инвертора, полярность
Инвертор подключается к электросети или к бензогенератору.
Полярность подключения выбирается исходя из толщины заготовки. Место крепления зажима массового провода к заготовке нужно обязательно зачистить и обезжирить. Если рабочий столик имеет большую площадь контакта с деталью, массу можно подать на него.
Подготовка металла
Металл обычно покрыт окисным слоем, ржавчиной, остатками старой краски и другими загрязнениями. Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Масложировые пятна удаляют путем обезжиривания протиркой ветошью, смоченной растворителем, таким, как бензин, уайт-спирит, ацетон. Это обязательное условие, без которого хороший шов не получить.
Как работать?
Несколько рекомендаций, как правильно сваривать металл инвертором для новичков, помогут освоить технологию. Силу тока для начала можно выставить, используя табличные значения. Теперь можно приступать непосредственно к сварке.
Розжиг дуги
Дуговая сварка для опытных и для начинающих начинается с розжига дуги. Дугу разжигают двумя способами:
- чиркая электродом по заготовке
- постукивая.

Для начинающих домашних мастеров рекомендуется зажигать дугу методом чиркания. Подводить электрод к заготовке нужно быстро, а отводить- медленно, на расстояние 2-3 мм.
Как вести электрод?
Чтобы тяжелый кабель не поворачивал держатель при ведении вдоль шва, мастера дают следующий совет: обернуть его вокруг рабочей руки и прижать к боку.
Вести держатель нужно равномерно, без рывков и остановок, на одном и том же расстоянии между кончиком электрода заготовкой. Нужно учитывать то, что по мере движения вдоль шва стержень выгорает и длина его уменьшается.
Как научиться сваривать металл ровно?
В зависимости от особенностей шва используется несколько техник, определяемых положений электрода относительно заготовки:
- углом вперед (30-40о) подходит для вертикальных и потолочных швов, неповоротных стыков труб,
- прямой угол (90о) удобен для труднодоступных мест и стыков профильного проката,
- углом назад (30-40о).
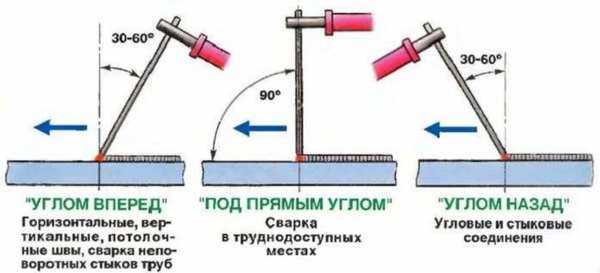
Сварочный шов для начинающих рекомендуется способ «углом назад».
Контроль дугового промежутка
Очень важен постоянный зазор между кончиком стержня и деталью. Правильно поддерживать его в пределах 2-3 мм. При увеличении зазора возрастает мощность дуги, теряется ее стабильность, расплав начинает разбрызгиваться.
При уменьшении зазора мощность дуги падает, возрастает риск непровара и залипания электрода.
Для начинающих лучше осваивать электросварку инвертором. Если нет опытного сварщика, который сможет научить всем основам и тонкостям сварного дела, освоить сварку можно и самостоятельно. Толстый самоучитель приобретать необязательно, вполне достаточно данных рекомендаций.
Загрузка…greendom74.ru
Как пользоваться сварочным инвертором: особенности
Сварочными работами по металлу сегодня занимаются не только в цехах, но и в бытовых условиях. Но как пользоваться сварочным инвертором? До начала работы с любым аппаратом требуется тщательно изучить инструкцию и приобрести некоторые необходимые навыки.

Конструкция сварочного инвертора.
Это необходимо для того, чтобы выполнить сварочные работы надлежащего качества и чтобы соединения металлических предметов были надежными и долговечными.
Одними из популярных в сварочном деле являются сварочные инверторные аппараты. Они соединяют металлические листы под воздействием разряда электричества. В отличие от старых трансформаторов, инверторы относительно легки и доступны каждому. Достаточно понимать ряд принципов осуществления сварочного процесса с помощью этого аппарата.
Работа сварочного аппарата
Для тех, кто разбирается в физике, представим принцип работы сварочного инверторного аппарата, предназначенный для ручной дуговой сварки.
Схема инверторного сварочного аппарата.
Сварочный аппарат работает от сети, на выпрямитель переменный ток должен идти с частотой 50 ГЦ. Его сглаживают с помощью особого фильтра.
После этого, благодаря инвертору, он становится переменным высоким током с частотой от 20 до 50 ГЦ. Происходит это благодаря транзисторам со значительной частотой коммутаций. Далее переменное напряжение высокой частоты понижается до 70-90 В. Следовательно, сила тока повышается до 100-200 А, что и требуется для всего сварочного процесса.
Преимущество такого инвертора заключается в высокой частоте, по сравнению с остальными сварочными приборами, использующими другие источники питания.
Сила тока в инверторе достигает требуемой величины способом преобразования высокочастотных токов. В трансформаторных приборах требуемая величина получается за счет преобразования ЭДС в катушке индукции.
Такой способ преобразования токов дает возможность использовать малогабаритный трансформатор.
Характеристики сварочного аппарата
Перед тем как начать пользоваться сварочным инвертором, следует разузнать, какая модель подойдет для конкретных целей, например, для домашних или дачных дел. Прежде всего следует определить, для какого металла требуется инструмент. Для этого нужно уточнить такие характеристики металла, как толщина листа, стенки трубы, диаметр арматуры.
Принцип работы инвертора.
В зависимости от этих параметров подбираются электроды с необходимым диаметром. При этом следует узнать, подходят ли для таких дел электроды производителя, поскольку одинаковые диаметры электродов разных производителей могут подходить для различных толщин.
Далее приблизительно определяем требуемый рабочий ток сварки, используя для оценки диаметр электрода. Очень приблизительно 1 мм дает 30-40 А тока.
Перед работой следует уточнить характеристики таких показателей, как продолжительность включения (ПВ) и максимальный ток. Если ПВ=70%, а lmax=170А, значит, с такой силой тока аппарат выдерживает 7 минут из 10.
Для работ потребуется инвертор, максимальный ток которого должен превышать требуемую величину. Это необходимо для того, чтобы:
- избегать перегрева прибора при максимальном значении тока;
- предупреждать возможное лукавство производителей, которые завышают показатели;
- иметь некоторую страховку от скачков тока в сети.
Схема сварочного преобразователя ПСО500.
Существует важный факт: сварочный инвертор потребляет энергию в зависимости от диаметра электродов. Чем он больше, тем больше энергии уходит на его работу.
Инвертор – это электронный сварочный аппарат, следовательно, основная нагрузка при его работе ложится на электрическую сеть.
Сварочный инвертор, в отличие от старых аппаратов, имеет накопительные конденсаторы. Они «собирают» электроэнергию и обеспечивают не только его бесперебойную работу, но и разжигают мягкую электродугу.
Техника безопасности при сварочных работах
Без возражений следует соблюдать технику безопасности. Правила очень просты:
- понять для себя все, что изложено в руководстве о том, как пользоваться инверторным сварочным аппаратом;
- до начала работ отчистить помещение от всех легковоспламеняющихся веществ;
- убедиться, что рабочее место доступно для проветривания, особенно с задней и передней стороны прибора.
Способы подключения сварочного инвертора.
Для работы нужно подобрать особую одежду и защитные приспособления, такие как сварочный щиток или маска. Их основное назначение – защитить сетчатку глаз от излучения электрической дуги. Из одежды следует остановиться на брюках с курткой, которые точно не будет жалко, когда на них попадут искры, образующиеся от сварочных работ. Конечно, не следует забывать о перчатках.
При этом учитывайте, что приборы пожаротушения находятся неподалеку.
Алгоритм работы и его особенности
Прежде всего устанавливается зажим заземления на подготовленной к сварке детали. Далее выбирается требуемый режим электротока, зависящий от диаметра электрода и его типа. Сварочный ток на приборе выставляют, смотря на толщину металла и свариваемых деталей. На аппарате, как правило, указывают допустимую для него силу тока.
Проводите электродом по заготовке металла. Касание обязательно должно быть кратковременным. Также не следует подносить электрод к поверхности быстрыми темпами. В противном случае получится залипание. Далее подключают клемму массы к металлической поверхности в месте сварки.
Поджог дуги ознаменует начало процесса сварки.
При нормальной работе с работающей электрической цепью в результате получается вспышка искр.
Виды сварных соединений.
Следующим этапом электрод подносят к детали. Обязательно следует подносить его под небольшим углом. После этого им несколько раз дотрагиваются до поверхности. Это требуется, чтобы сварочный электрод активировался. В этом случае электрическая дуга будет продолжать существовать между электродом и обрабатываемой деталью. Очень важно удерживать электрод на расстояние в 2-5 мм.
Дуга не должна гаснуть. Это может произойти, если допустить слишком маленький или, наоборот, значительный зазор между электродом и привариваемой поверхностью.
В результате воздействия свариваемого металла и электрода должен на выходе получиться сварной шов. Образующуюся при этом накипь металла или всем известную окалину убирают особым молоточком либо аналогичным предметом. При этом необходимо, чтобы он был твердым и тяжелым.
Лучше всего предварительно набить руку на ненужных предметах из металла. Когда навык отработается, тогда следует переходить к сварке деталей.
Алгоритм работы полуавтомата
Несколько иной алгоритм работы у инверторного сварочного полуавтомата. Прежде всего, заземленная клемма подсоединяется к свариваемому изделию из металла. Далее устанавливается мощность аппарата и скорость подачи самой проволоки. Для этого применяются специальные регуляторы режимов. Они должны соответствовать типу и толщину самой проволоки и металла. Затем:
- подключают аппарат и включают его в сеть;
- лишняя проволока отрезается, от самого держака должно остаться 3 мм;
- от техники безопасности никого не освобождали, поэтому защитная маска должна беречь глаза;
- на аппарате нажимается триггер, после появления дуги требуется передвигать держак по заданному направлению.
При появлении шумовых эффектов и если конец проволоки держака в сгустках, следует увеличить явно недостаточную для аппарата скорость. Шум во время появления дуги, явно прерывающийся ее характер, при этом разбрызгиваются капли металла и кажется, что проволока начинает опережать скорость сварки – все это признаки чересчур большой скорости подачи в аппарат самой проволоки. Правильный и корректно установленный звук в работающем приборе – это ровный постоянный гул прибора с потрескиваниями.
Если во время сварки получается пористое место, то требуется увеличить поток газа.
На приборе всегда расположена таблица установленных мощностей. По ней и следует проверять эту характеристику.
Прибор можно настроить на различный по мощности выходной ток. Все расчеты идут в процентных выражениях, а оно представляет 10-минутный цикл сварки. Если имеется параметр 70%, то, следовательно, время процесса сварки занимает 7 минут и 4 минуты покоя.
В случае если оборудование эксплуатируется с превышением цикла, получается повышение температуры частей аппарата. Происходит их перегрев. У сварочного прибора существует встроенная термозащита, которая в этой ситуации выключает прибор. Аппарату требуется время для остывания. Термозащита сама отключается автоматически. Когда прибор остынет, можно снова им работать.
moyasvarka.ru
Как пользоваться сварочным инвертором: инструкция
Все чаще, для того чтобы соединять металлические детали, используют сварочный инвертор. Преимуществом данного аппарата перед трансформаторными моделями является то, что он имеет небольшие габаритные размеры и небольшой вес, поэтому является мобильным и удобным. Работать инверторным сварочным аппаратом просто, поэтому освоить его сможет даже новичок, который ранее никогда не выполнял сварочных работ.

Конструкция сварочного инвертора.
Немного об инверторных сварочных аппаратах
Преимущество указанного оборудования не только в том, что оно имеет небольшие размеры и вес, но еще и в том, что при помощи такого аппарата можно выполнять работы, для которых ранее требовалась сложная и дорогостоящая техника.
Инвертор пользуется большой популярностью среди начинающих сварщиков и профессионалов.
Схема работы сварочного инвертора.
Принцип работы такого сварочного аппарата отличается от традиционного трансформаторного устройства тем, что во время работы не происходит большого потребления электроэнергии. При использовании трансформаторного сварочного аппарата часто бывает, что из-за скачков напряжения происходит отключение питания в сети. Инвертор имеет накопительные конденсаторы, за счет чего накапливается энергия, поэтому не происходит скачков напряжения в сети и мягко разжигается дуга.
Чем больше вы используете диаметр электрода, тем больше необходима сила тока сварочного аппарата. Это правило действует как на обычные агрегаты, так и на инвертор. Для определенного диаметра электрода соответствует максимальная сила тока, при которой с его помощью можно выполнять работу. Если сила тока будет большой, а диаметр электрода меньше рекомендуемого, то электроды начнут сгорать, и работать будет неудобно.
Вернуться к оглавлению
Основные правила работы
Как уже было сказано раньше, инверторы пользуются популярностью среди начинающих мастеров. Для того чтобы они научились правильно и эффективно пользоваться таким аппаратом, есть определенная инструкция, с которой им необходимо ознакомиться.
Для начала работы вам необходимо иметь следующее оборудование и защитные элементы:
- инвертор;
- электроды;
- кабель для подключения;
- перчатки;
- маску;
- грубую куртку и ботинки.
Преобразование тока в сварочном инверторе.
Перед началом выполнения сварки необходимо провести настройку аппарата. Для этого надо определиться с толщиной деталей, которые вы будете варить. В основном для выполнения работ используются электроды диаметром 2-5 мм. В зависимости от выбранного диаметра электрода выставляем на приборе силу тока. Обычно на нем есть таблица соответствия, согласно которой и надо действовать.
После установки электрода к одной из свариваемых деталей необходимо подключить массу, данная клемма имеет красный цвет. Теперь необходимо включить аппарат. Резко подносить электрод к детали нельзя, так как это может привести к его залипанию. Электрод наклоняют под небольшим углом и резкими движениями несколько раз дотрагиваются к детали, это делают для активации электрода.
Когда вы увидите, что аппарат работает, необходимо поднести электрод к детали на небольшое расстояние. Оно приблизительно должно соответствовать его диаметру. Начинайте правильно вести электрод вдоль будущего шва. После получения шва на нем образуется окалина, ее необходимо убрать при помощи небольшого молоточка, после чего можно будет проконтролировать качество шва.
Для того чтобы шов получился правильным, необходимо научиться поддерживать постоянный зазор между деталью и электродом во время работы. Если он будет слишком маленьким, то шов выйдет выпуклым, по бокам появится несплавленный металл, так как он не будет успевать прогреваться до необходимой температуры.
При большом зазоре металл будет укладываться криво, а дуга окажется нестабильной. Только нормальный зазор гарантирует получение надежного и красивого шва.
Вернуться к оглавлению
Возможные дефекты шва
Схема сварки тонкого металла при помощи инверторной сварки.
Если вы будете проводить быстрые движения электродом, то шов получится с дефектами. Если будет интенсивное проникновение дуги внутрь детали, то она будет выталкивать расплавленный металл из ванны, и шов получится неправильным. Во время работы надо следить за тем, чтобы шов был на одном уровне со свариваемым металлом.
Для того чтобы шов получился идеальным, специалисты рекомендуют выполнять круговые и зигзагообразные движения. При выполнении таких движений можно равномерно распределить шов.
В том случае когда недостаточно металла электрода, формируется подрез, поэтому надо следить, чтобы не образовывалась боковая канавка, а если это случается, то заполнять ее новым металлом. Во время выполнения наклона электрода металл из ванны толкается, а не тянется. Чем ровнее вы будете его держать, тем менее выпуклым будет получаться шов. Это объясняется тем, что все тепло получается под электродом, за счет чего происходит прогрев металла и ванна вдавливается вниз.
При наклоне электрода тепло направляется назад и получается как бы подмывание шва, за счет чего он получается выпуклым. Если наклон очень большой, то теплота направляется не внутрь, а вдоль шва, что не позволяет нормально прогреть металл и получить качественный шов. Для красивого плоского шва электрод надо держать под углом 45-90 градусов и регулировать его в процессе работы, постоянно наблюдая за ванной.
Вернуться к оглавлению
Особенности соединения тонких листов
Схема источника питания инверторного сварочного аппарата.
Работать инвертором можно при прямой и обратной полярности. В первом случае получается узкая и глубокая зона расплавления, за счет того что ввод тепла в металл сниженный. Во втором случае снижен ввод тепла в изделие, поэтому получается широкая, но не глубокая зона расплавления.
При работе инвертором к детали и электроду подключают положительный и отрицательный заряд. Перед началом работы надо определиться, что куда подключать.
Если подключить положительный кабель к детали, то она будет сильнее нагреваться, если его подключить к электроду, то будет наоборот.
Обратная полярность используется в том случае, когда проводится сварка тонких листов, так как их легко прожечь. Это преимущество имеет инвертор и не имеют обычные трансформаторные агрегаты. Поэтому если необходимо соединить при помощи инвертора тонкие листы металла, то положительный заряд подключают к электроду, а отрицательный — к детали.
Если вы используете обычный аппарат, то на нем новичку достаточно сложно научиться держать дугу, происходит постоянное залипание электрода. При работе инвертором такого не возникает, так как при касании к детали сила тока мгновенно падает и залипания не происходит. Наличие функции «горячий старт» позволяет повышать силу тока в начале работы, что дает возможность легко зажигать дугу даже новичку.
Но не стоит думать, что инвертор является универсальным аппаратом, в нем также есть и недостатки. Одним из основных недостатков является его высокая стоимость. Иногда выходит из строя управляющая плата, но в этом чаще всего виноваты пользователи, которые нарушают правила эксплуатации агрегата. Так как прибор электронный, то работать им в морозную погоду не рекомендуется.
moiinstrumenty.ru
Как научиться работать сварочным инвертором

Новые технологии на то и новые чтобы стать намного ближе, и сделать до недавнего времени громоздкие технологии проще и удобнее, и при этом сделать пользование плодами цивилизации и прогресса намного легче и удобнее. Примерно так можно охарактеризовать и возможность пользования сварочным инвертором, небольшим, легким и компактным инструментом для электродуговой сварки и резки металлов, как в бытовом пользовании, так и промышленном.

А вместе с тем приобретение сварочного инвертора это только начало долгого процесса учебы пользования и наработки навыков работы. Именно навыков, поскольку самые дорогие видеоуроки и самые популярные книги никогда не заменят тренировок в работе со сварочным инвертором. А в практической работе именно сформированный навык, и практический опыт порой играют самую важную роль.
Что нужно для того чтобы начать работу
Как ни странно, но после покупки самого сварочного инвертора, рекомендуется сначала внимательно прочитать инструкцию по его применению и трезво оценить свои силы и возможности.
На начальном этапе рекомендуется подготовиться, при этом сам процесс подготовки и первые тренировки чем-то напоминают первый класс школы и весь процесс к 1 сентября:
- подготовка необходимых материалов;
- покупка экипировки;
- подгонка снаряжения;
- подготовка места для первых уроков.
Организация сварочных работ подразумевает выполнение определенных операций с опасным для жизни человека оборудованием и материалами. Такой подход к организации работ, при котором во главу угла ставится прежде всего техника безопасности, вполне оправдан, поскольку непосредственно сварочные работы производятся с помощью сварочного инвертора, электрического сварочного аппарата, преобразующего ток электросети с варочный ток большой силы, и это уже само по себе выступает фактором опасности.
Второй момент – работы при сваривании металла происходят при высокой температуре свариваемых частей, и хотя расплавленный металл быстро остывает, но остывает он до температуры, способной очень сильно травмировать кожные покровы.
Работа со сварочным аппаратом требует проводить сварочные работы под постоянным визуальным контролем, чтобы воочию видеть, что и как происходит, а для этого необходима специальная сварочная маска с защитным стеклом, пропускающим только определенный спектр света.
Приступая к серьезной работе, когда появляется уже определенный опыт сварщика, не лишне дополнительно позаботиться о том, чтобы все конструкции были надежно соединены, ведь металлические конструкции имеют весьма солидный вес и способны очень тяжело травмировать при падении.
Таким образом, как и первокласснику, необходимо собрать портфель и школьную форму начинающему сварщику необходимо укомплектовать весь ученический набор:
- маску сварщика со светофильтром;
- брезентовый костюм сварщика;
- брезентовые рукавицы;
- краги для сварки – удлиненные кожаные перчатки, которые надеваются до локтя;
- респиратор;
- обувь на резиновой подошве, при этом желательно, чтобы подошва была тугоплавкой, ведь часто приходится просто наступать на окалину.
Для расходных материалов учебы нужно:
- электроды для электродуговой сварки постоянным током диаметр 3-3,2 мм, самый популярный диаметр электрода;
- сварочный молоток;
- щетка по металлу;
- небольшой напильник по металлу;
- небольшую струбцинку или сварочный зажим;
- несколько металлических заготовок, для начального обучения.
Ну и, конечно, сам сварочный аппарат.

Подготовка к работе
Первый урок, он на то и первый, чтобы перебороть страх. На более-менее безопасной ровной площадке, с твердым жестким негорючим покрытием и обязательным хорошим освещением необходимо расположить сварочный аппарат и кабели.
Подключение аппарата производится напрямую в розетку, без использования кустарных удлинителей. Но это будет несколько позже. Пока заматываются сварочные кабели и подключаются к аппарату, гнезда, куда вставляются штекеры кабелей и сами кабели маркируются цветом, на начальном этапе достаточно подсоединить кабели к гнездам соответствующих цветов, красный к красному, черный или синий к соответственно черному или синему.
Кабель с креплением в виде прищепки крепится к свариваемым деталям, или хотя бы одной из них, так чтобы он соприкасался с металлом, а не лакокрасочным покрытием. А в электрододержатель вставляется электрод. Все осталось включить прибор и начать варить первый шов.
Использовать для обучения нужно только хорошие электроды, маркировка и рекомендуемый сварочный ток всегда указываются на коробке, или ярлыке пачки, поэтому предварительно на регуляторе (а у многих инверторов используется именно регулятор, а не сенсорная панель) выставляется рекомендованный ток. Впрочем, такие регуляторы часто дополнены кроме шкалы тока еще и шкалой диаметра используемого электрода, что еще больше облегчает работу с инвертором.
Перед включением инвертора рекомендуется перевести регулятор в самое низкое положение, максимально ослабив силу тока. Кроме того, нужно проверить и положение соединений кабелей и целостность изоляции, для нового аппарата это кажется, несколько глупо, а вот для тех, кто работает уже продолжительное время приходиться не только проверять целостность изоляции, но и периодически изолировать прожженные металлом участки ПВХ изолентой, а иногда и менять весь кабель.
Обязательно нужно проверить, чтобы кабель электрододержателя и сам электрод не соприкасались с кабелем с зажимом и свариваемыми деталями.
Включение инвертора происходит довольно просто – шнур электропитания в розетку, и после этого кнопку включения в положение «включено». Все, прибор начал работу, кулер набрал обороты и начал охлаждать электронные компоненты, инвертор готов к работе.

Начало работы
Одним из важных моментов влияющим на качество и скорость работы выступает культура сварщика, то, как он берет электроды, как правильно ведет шов, как наматывает кабель электрододержателя на руку. Да, именно наматывает, для того чтобы удобней было проводить работы, кабель электрододержателя наматывается на руку – делается один оборот вокруг предплечья. Сам по себе сварочный кабель состоит из нескольких медных жил, общее сечение такого кабеля в самом маленьком размере 1 см, и соответствующая жесткость, а значить удерживать кабель кистью довольно сложно, именно поэтому опытные сварщики простым движением делают один оборот кабеля вокруг предплечья.
Удержание электрододержателя обязательно должно быть рукой в одетой брезентовой рукавице или краге. Также в обязательном порядке необходимо надеть и застегнуть костюм сварщика, ни о каких майках, шортах и вьетнамках на ногах не должно быть и речи, ведь диаметр залета брызг и искр достегает 2,5 метров. А учитывая, что рука находится всего в 25-30 см от эпицентра сварки, то и основные искры приходятся именно на сварщика.
Еще один момент, связанный с экипировкой, в принципе вместо брезентового костюма, возможно и использование другой одежды с длинным рукавом и брюками до пят, но при этом это должна быть только натуральные волокна, синтетика мало того что прожигается, она может в мете прожига и прилипнуть к коже, образовав глубокое поражение.
Как начинать варить первый шов?
Установив правильный ток, соответствующий электроду, поднеся маску к лицу на уровень глаз для начала достаточно просто прикоснуться к свариваемым деталям, чтобы возникла электрическая дуга. Все, первый шаг сделан, теперь остается только совершенствовать навыки.
Начало каждого шва начинается с того что электрод подносится к заготовке в месте где планируется проложить сварной шов на расстояние в 3-4 см, после подносится маска и только после этого аккуратно кончик электрода касается свариваемых поверхностей. Правильное положение руки с электрододержателем, требует, чтобы она не прижималась к корпусу тела, а была несколько отодвинута в сторону, чтобы ее движения не были стеснены, чтобы кисть могла свободно двигать электродом.
Для начала, чтобы понять сам процесс формирования электрической дуги и сварочной ванны, рекомендуется проводить наложение швов средней длины, а саму заготовку длиной не более 20 см пробовать проварить в нескольких положения.
Для тех, кто только начинает работу со сварочным инвертором, и вообще с электросваркой, важно правильно подобрать режим дыхания, ведь при первом касании рефлекторно дыхание замирает, а потом требуется наполнить воздухом легкие как можно больше и происходит это тоже рефлекторно, правда, вдох получается весьма насыщенный горячими парами и газом. Поэтому рекомендуется отработать технику дыхания именно на коротких швах, чтобы и ритм дыхания и общая координация движения были гармоничными.
Организация рабочего пространства для начального обучения требует, чтобы основные свариваемые детали находились в горизонтальной плоскости в удобном для сварщика положении. Идеально если вначале, электрод был размещен строго вертикально под углом в 90 градусов. Первые движения рекомендуется делать сначала рукой, а позже когда появиться уверенность и первый опыт движения были столько кистью. От вертикального положения, электрод наклоняется и постепенно отводится в сторону шва под углом в 40-45 градусов. Зажженная дуга при таком движении должна быть непрерывной, вообще на первых уроках необходимо тренировать удержание дуги как можно дольше, под разными углами и на разной высоте, чтобы выработать чувство движения и ощущать формирование самой сварочной ванны интуитивно.
На начальном этапе применяется три основных вида положения электрода и соответственно движения кисти:
- сварка методом «углом вперед»;
- сварка под прямым углом;
- сварка «углом назад».
Наложение шва методом «углом вперед» производится путем формирования сварного шва после прохождения электрода вперед, при этом угол наклона электрода направлен в сторону шва.
Положение под прямым углом применяется для сваривания в труднодоступных местах и при этом электрод направлен строго вертикально на поверхность. Соединение «углом назад» формирует шов при движении «на себя» при этом угол наклона от вертикали может быть от 30 до 60 градусов.
Удобство работы со сварочным инвертором заключается в меньшем количестве случаев залипания электрода, а значит при качественных и сухих электродах дуга должна возникнуть буквально после первого касания о металл.
На начальном этапе, когда для сварщика важно привязываться к конкретным цифрам и значениям рекомендованное расстояние от свариваемого металла до кончика электрода 2-3 мм, позже, когда появится опыт, этот параметр будет регулироваться автоматически, в зависимости от качества дуги и непосредственно от ощущения самого сварщика.
Формирование сварочного шва начинается с момента розжига электрода, здесь важно с первого момента почувствовать то ощущение, когда между электродом и металлом возникает электрическая дуга. Здесь нужно не только почувствовать сам процесс плавления электрода, но и взять его под контроль, таким образом, чтобы дуга не прерывалась.
Розжиг электрода можно сделать двумя способами – постукиванием, и чирканьем. При первом методе оббивается покрытие, и оголенный электрод пропускает через себя ток, образует дугу в одной точке, а при втором, похожем на использование обычных спичек дуга, возникает постепенно, оставляя после себя трассу из точек металла.
Для новичков важно знать, что обычно разжигать легче новый электрод, его достаточно просто поднести к металлу, а вот касаемо уже используемого электрода, то здесь образовавшееся шлаковое напыление будет препятствовать розжигу дуги. Для того чтобы разжечь уже использованный электрод нужно несколько раз его с усилием ударить о поверхность металла.
Особенности технологий современных инверторов
В отличие от стандартных трансформаторных сварок инверторы оснащены рядом функций, позволяющих существенно облегчить работу прибора и соответственно всего процесса сварки деталей:
- Hot Start – обеспечивает легкость разжигания дуги;
- Arc Force – усиливает сварочный ток и препятствует такому явлению, как залипание электрода;
- Anti Stick – функция, обеспечивающая спасение уже залипшего электрода, аппарат сам снижает сварочный ток, тем самым освобождая электрод.
Уроки чистописания и каллиграфии
Сравнивая начинающего сварщика с первоклашкой нет ничего придуманного, ведь оба только учатся держать ручку и электрододержатель. И один и второй тренируются в прописях и каллиграфии, старательно выводя сначала подготовительные упражнения, а только потом переходя к написанию букв и формированию красивых швов.
Для сварщика достаточно сначала научиться прокладывать прямые швы. Далее, рекомендуется начинать делать колебательные движения, и таким образом, осваивать свой почерк в формировании шва. Такие, действительно похожие на прописи школьников зигзаги и синусоиды необходимы для формирования прочных швов, прежде всего на ответственных участках несущих конструкций для прогрева свариваемого металла.
В основном используются следующие виды швов:
- Зигзаг;
- Елочка;
- Спираль;
- Обратная спираль;
- Двойная спираль.
На начальном этапе освоения этих техник достаточно овладеть небольшим по величине колебательным движением, а позже перейти к остальным видам. Увидеть красоту такого сварного соединения и свой, собственный почерк сварщика получается практически сразу после окончания работы, для этого достаточно просто постучать молотком и зачистить щеткой образовавшийся шов.
Внимание! Шлаковое образование очень хрупкое, и при ударе мгновенно разлетается на мелкие частицы, учитывая, что температура такого осколка может быть и 250 и 300 градусов в обязательном порядке нужно надеть защитные очки, или защитную прозрачную маску.
Еще один секрет красивого шва заключается в том, чтобы при окончании сваривания провести электрод в обратную сторону, такое движение избавит от образования в конце небольшого кратера.
Когда сделаны первые шаги…
Уверенное расходование первой пачки электродов вполне может говорить о достаточном формировании опыта сварочных работ, а дальше, дальше нужно осваивать уже тонкости сварочного мастерства.
Одним из таких моментов выступает умение накладывать однопроходные и многопроходные швы.
При однопроходном сварочном шве накладывается шов достаточный для восполнения толщины свариваемого металла, он применяется для сваривания тонких полос до 3 мм и восполняет толщину полностью.
Многопроходный метод применяется для соединения более массивных конструкций, при этом шов может накладываться несколько раз.
Проверка прочности сварного шва проводится довольно просто, при ударе молотком шлаковая шапка должна быстро осыпаться, не оставляя следов, ровный прочный шов под ней не образует раковин, он ровный и гладкий, а вот если видны раковины, картеры и пропуски, то такое соединение необходимо обязательно переделать.
На этапе совершенствования мастерства необходимо, кроме прочего, правильно научиться подбирать электрод и сваривать обратной полярностью. Инверторный аппарат позволяет с наименьшими усилиями научиться сваривать тонкий листовой металл, что весьма проблематично при работе с обычным трансформаторным аппаратом. Обычно для подбора сварочного тока пользуются приблизительной формулой 30А на 1 мм диаметра электрода. Так, что если необходимо использовать для сварки тонких пластин электрод диаметром 1,6 мм, то сварочный ток должен быть в пределах 45-55А.
Для тонкого металла применяется и такой метод сварочных работ, как сварка обратной полярностью. Суть метода заключается в том, чтобы с помощью изменения полярности подключения изменить направление потока электронов, от электрода к свариваемой поверхности, на обратную. Такой прием позволяет не перегревать металл и тем самым добиться соединения заготовок из тонкого металла. Выполняется этот прием довольно просто – меняются местами соединения кабеля массы и электрододержателя в гнездах аппарата.
Для того чтобы такой прием был более действенным необходимо еще и правильно подбирать электроды, при указании типа и маркировке в обязательном порядке на упаковке указывается и полярность подключения. Еще одним существенным моментом того как правильно сваривать тонкий металл выступает правильность подбора размера электрода. Для тонких работ соответственно выбирается электрод более тонкого диаметра.
Среди хитростей работы с инверторным аппаратом нужно выделить еще одну, немаловажную деталь – возможность прибора прожигать отверстия. Это качество необходимо для формирования отверстия в трубах, при резке толстого металла, при необходимости укоротить заготовку без помощи болгарки.
Такую операцию провести очень просто – сварочный ток выставляется на максимальную отметку, и далее электродом в одном месте что называется, прожигается отверстие, а далее до необходимого диаметра оно доводится с помощью постепенного разогрева по окружности.
Резка металла проводится обычно в вертикальной плоскости, при горизонтальном расположении заготовки, на обратной стороне образуются капли металла, что делает вид не очень эстетичным. Кроме того при резке с помощью электродов ровно отрезать заготовку просто невозможно, так что там где необходимо получить максимально ровную линию все-таки придется воспользоваться болгаркой.
svarkagid.com
нюансы процесса — Моя ковка
Инверторы являются лучшими аппаратами для сварки. Следует знать, что старые трансформаторы имеют большой вес и использовать их достаточно сложно. С инвертором может работать любой человек. Для этого нужно лишь знать основные принципы сварки металла данным устройством.

Инверторный сварочный аппарат имеет небольшой вес и большую мощность, что позволяет производить сложные сварочные работы даже начинающему сварщику.
Прежде всего достоинствами инверторного аппарата для сварки являются его небольшой вес и большие возможности. Благодаря этому с помощью данного устройства можно выполнить работы, которые раньше производились лишь сложными аппаратами. Электрическая энергия, которая потребляется данным аппаратом небольших размеров, будет направлена только на работу дуги, при помощи которой производится сам процесс сварки.
Как научиться сваривать металл, что нужно знать перед выполнением процесса сварки?
Таблица соответствия диаметра электрода и сварочного тока.
Инвертор для сварки является экономичным аппаратом, который удобно использовать. С помощью него могут научиться сваривать металл даже новички. Перед выполнением сварки важно узнать о принципе работы данного устройства. Инвертор является электронным аппаратом для сварки, потому основная нагрузка будет ложиться на электросеть. Когда старые аппараты для сварки включаются в электросеть, происходит сильный и максимально возможный толчок электрической энергии. В связи с этим производится отключение электросети всего района. В инверторе есть накопительные конденсаторы, которые способны накапливать электрическую энергию, в результате чего может быть обеспечена бесперебойная работа электрической сети. Электрическая дуга устройства в таком случае будет разжигаться мягко.
Следует знать, что чем большим будет диаметр электродов, тем больше электрической энергии он использует. Следовательно, если есть желание проверить сварочный аппарат в работе, понадобится рассчитать, какое количество электрической энергии приблизительно будет потреблять устройство. Это нужно для того, чтобы не сжечь бытовую технику своих соседей.
Для каждого из диаметров электродов показывается минимальная сила тока. Следовательно, если захочется уменьшить силу тока, то шов сделать не выйдет. Если захотелось поэкспериментировать и увеличить силу тока, то шов сделать можно будет, но электрод достаточно быстро сгорит, в результате чего работа не будет комфортной.
Перед выполнением сварки рекомендуется поставить в помещение ведро с водой. Понадобится подготовить рабочее место и все элементы, которые планируется сваривать.
Чтобы была возможность правильно установить свариваемые заготовки металла, следует использовать струбцины или тиски.
Вернуться к оглавлению
Как правильно сваривать металл инвертором?
Процесс возникновения дуги и схема горения.
Прежде всего понадобится знать, какие элементы будут необходимы для защиты при работе со сварочным инвертором. Нужно купить следующее:
- Перчатки из кожи.
- Шлем для защиты.
- Куртка из плотной ткани.
- Щетка по металлу.
Понадобится настроить ток сварки и выбрать электрод. Для того чтобы варить сварочным инвертором, нужно будет применять электроды от 2 до 6 мм. Ток сварки выставляется в зависимости от толщины элементов аппарата и материала, который сваривается. В большинстве случаев на корпусе аппарата есть информация по поводу того, какая сила тока должна быть. Не нужно подносить электрод к основанию для сварки быстро. Если это сделать, то может произойти залипание.
Далее подключается клемма массы к основанию, которое сваривается.
Сварочный процесс должен начинаться с поджога дуги. Следует поднести электрод под небольшим углом к детали, которая сваривается, после чего несколько раз коснуться к сварочному основанию, чтобы была возможность задействовать электрод для сварки. Электрод удерживается на несколько элементов от заготовки, которая сваривается. В большинстве случаев данное расстояние равняется диаметру имеющегося электрода.
В результате получится шов сварки. Окалина (накипь металла в верхней части шва) убирается молотком небольшого размера. Можно использовать и какой-либо другой прочный предмет, который имеет большой вес.
Вернуться к оглавлению
Как контролировать дуговой промежуток?
Рисунок 1. Дуговой промежуток подходящих размеров поможет сформировать хороший шов.
Дуговой промежуток является зазором, который появляется во время сварки между металлической заготовкой и электродом. Важно непрерывно контролировать и поддерживать одинаковую величину данного промежутка.
- Если есть зазор небольших размеров, то это может привести к тому, что шов будет выпуклым и не сплавлен по бокам из-за того, что главный металл не сможет быстро прогреться.
- Если имеется зазор больших размеров, то не получится проварить деталь, а дуга будет прыгать. В результате металл, который плавится, уложится криво.
- Важно обеспечить зазор необходимой величины. Это нужно для того, чтобы была возможность сформировать нормальный шов, имеющий хороший провар. Визуально зазор подходящих размеров можно увидеть на рис. 1.
Если научиться контролировать длину дуги, будет возможность получить оптимальный результат. Дуга будет проходить через зазор и плавить главный металл. В результате образуется ванна сварки. Дуга также сможет обеспечить перенос металла, который проплавляется, в ванну.
Вернуться к оглавлению
Как сделать сварочный шов инвертором правильно?
Рисунок 2. Прямая полярность создает узкую и глубокую зону расплавления.
Если электрод во время сварки будет двигаться быстро, получится шов с дефектами. Линия ванны располагается ниже, чем основание главного металла. Если дуга будет быстро и глубоко проникать в главный металл, то она сможет толкать ванну назад, в результате чего образуется шов. Во время сварки необходимо следить, чтобы шов располагался на уровне металла. Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения. Во время выполнения круговых движений понадобится контролировать уровень шва, размещая ванну равномерно по кругу. В процессе движений в разные стороны будет формироваться такой же шов, потому нужно контролировать появление шва во время сварки прежде всего с одного края, затем в верхней части ванны, а в конце с другой стороны и так далее.
Ванна будет следовать за теплом — это важно помнить, изменяя направление в процессе работ сварки. Образование подреза будет происходить, когда металла электрода начнет не хватать, чтобы полностью заполнить ванну в процессе поперечных движений. Для того чтобы не допускать появления подобной боковой канавки, понадобится контролировать наружные границы, регулярно следить за ванной. Если будет необходимость, можно сделать ее тоньше. Для манипуляции ванной нужно применять силу дуги, которая располагается на конце электрода. В процессе наклона электрода ванна толкнется, но не будет тянуться. Следовательно, чем более вертикальное положение займет во время сварки электрод, тем менее выпуклым будет шов. Когда электрод размещается в вертикальном положении, под ним будет концентрироваться все тепло и ванна вдавится вниз, хорошо проплавится и распространится вокруг.
Когда электрод слегка наклонится, вся сила будет направлена назад, в результате чего шов приподнимется (всплывет).
Когда электрод слишком сильно наклонится во время сварки, сила будет прикладываться по направлению шва, а это не даст полноценно управлять ванной.
Если понадобится сделать плоский шов или передвинуть ванну назад, следует использовать наклоны электрода под различными углами.
Работу нужно начинать от 45° до 90°, потому что подобные углы дают возможность наблюдать за ванной и с легкостью производить сварку.
Вернуться к оглавлению
Что нужно знать о прямой и обратной полярности?
Рисунок 3. При обратной полярности зона расплавления будет широкой и не глубокой.
В случае прямой полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет узкой и глубокой. Визуально процесс можно увидеть на рис. 2.
В случае обратной полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет широкой, но ее глубина будет небольшой. Есть возможность получить эффект очистки катодами основания, которое сваривается. Визуально процесс можно увидеть на рис. 3.
Вернуться к оглавлению
Как варить инвертором листы металла небольшой толщины?
Стоит обратить внимание на полярность электродов. Во время сварки постоянным током будут отрицательный и положительный заряд. Прежде всего понадобится определить, какой заряд в какое место нужно подключать. Исходить нужно из того, что положительный заряд, удерживая материал, который сваривается, сможет нагреться больше. Чаще всего обратная полярность в процессе сварки используется тогда, когда нужно варить сварочным инвертором металл небольшой толщины, который можно легко прожечь. Следовательно, важно позаботиться об установке обратной полярности и подходящей силы тока. Электроды для сварки тонких листов металла нужно подключать «плюсом» к дуге устройства, а «минусом» — к листу металла.
Если нужно сделать так, чтобы шов сварки на листе металла получился предельно качественным, при этом на листах не было дыр, понадобится следить за тем, чтобы шов был виден в процессе выполнения сварки. Имеется в виду, что угол наклона электрода по отношению к детали должен быть приблизительно 30°. Электрод надо будет разместить как можно ближе к свариваемому металлу. После этого нужно подождать, пока не начнет образовываться пятно красного цвета, под которым появится капля металла, способная соединить между собой свариваемые листы.
В процессе медленного передвижения электрода по основанию листов из металла образовавшиеся капли будут соединять между собой заготовки, в результате чего получится шов сварки.
Места швов сварки по окончании работ нужно тщательно зачищать специальной щеткой по металлу, чтобы получить качественное изделие.
Если ознакомиться со всеми нюансами и четко соблюдать последовательность действий, можно будет сваривать металл качественно.
moyakovka.ru
Источник образования дуги сварки или как пользоваться сварочным инвертором
Не стоит говорит о пользе в домашнем хозяйстве сварочного аппарата.
Когда его нет, то даже и не догадываешься о том, что при его наличии ему найдется масса способов применения.
Начиная от соединения всевозможных металлических деталей до резки метала в труднодоступных для болгарки местах.
Но у сварочного аппарата существует один серьезный недостаток. Он доставляет неудобство своей тяжестью. Все чаще на замену обычной сварке приходит в работу сварочный инвертор. А как пользоваться сварочным инвертором постараемся подробнее описать ниже.
Конструктивные особенности и преимущества устройства

Сварочный инвертор
Принцип действия столь уникального аппарата заключается в том, что он,преобразует ток из переменного в постоянный из обычной потребительской сети, с повышением частоты и увеличением тока до показателей, которые требуются для выполнения сварки.
По сравнению с другими типами сварочных аппаратов, именно высокочастотность служит отличительной чертой и важным техническим решением сварочного инвертора.
В инверторных аппаратах необходимый размер величины тока достигается превращением токов высокой частоты, а не преобразованием электродвижущей силы в индукционной катушке, как это происходит в сварочных трансформаторах.
Благодаря таким преобразованиям удалось значительно уменьшить вес аппарата. Поэтому инвертор получил такое распространение не только у новичков, но и профессиональных сварщиков. За счет этого повышается производительность труда, что вытесняет из дальнейших работ классические варианты сварочных аппаратов.
Также одним немаловажным преимуществом является сокращение потребления электроэнергии. А за счет содержащихся в устройстве накопительных конденсаторов не происходит скачков электроэнергии. Соответственно не происходит срабатывания защитных устройств, и более мягкое разжигание дуги.
Еще одной положительной характеристикой при работе на сварочном инверторе считается возможность использования в работе разных типов электродов, что существенно увеличивает возможности при работе с различными металлами. А за счет расширенных возможностей регулировки величины тока появилась возможность для аргоновой сварки неплавящимися сварочными стержнями.
Немаловажным преимуществом можно считать и включение в конструкцию разнообразных функций, позволяющих выполнять работы более качественно и не испытывать проблем с прилипанием электрода к металлу. А возможность подключения к обычной бытовой розетке, повышает его мобильность в разы.
Конечно, недостатки тоже имеются. Главным, из которых считается довольно дорогая стоимость. Но аппарат этого стоит.
Также сварочные инверторы необходимо часто очищать от пыли, беречь от влаги, не работать на морозе и еще важным моментом является запрет на использование сварочного провода длинной более 2.5 метров. Но при его легкости, к этому довольно быстро привыкнуть.
Экипировка и расходные материалы для работы
Как и для любых сварочных работ, при работе на инверторе, необходима специальная защитная экипировка:
- В комплект при покупке включена обычная для работы маска. Но она очень неудобна в работе. Поэтому нужно побеспокоиться о приобретении удобной маски. Лучше всего для таких работ подходит маска хамелеон, которая вызывает затемнение стекла сразу при появлении сварочной дуги. Выполнение работ без защитной для глаз маски не только опасно для зрения, но и выполнить работу будет невозможно.
- К тому же не обойтись и без брезентовой робы, перчаток и обуви, имеющей утолщенную подошву. Такая экипировка надежно защитит от ультрафиолета и летящих при сварке искр раскаленного шлака.
- Невозможно выполнять сварочные работы без электродов. При правильно настроенном аппарате, подбор электродов имеет важное значение для качества работ.
- Если вы начинающий сварщик, то следует остановиться на двух видах электродов. Такие работы можно разделить на простые и важные.
- Для простых работ, у которых на сварочное соединение не предусмотрено критических нагрузок, подходят электроды МР-3 или из серии «АНО». Для важных -эффективнее использовать расходный материал марки УОНИ. Но при работе с такой маркой необходимы определенные навыки разжигания дуги.
- Для более профессиональной сварки применяют различного вида и типа электроды, в зависимости от характеристик металла, его толщины и т. п.
Важно помнить, что для обычных хозяйственных работ, размер сварочного стержня в основном зависит только от размеров свариваемых конструкций. И чем больше их толщина, тем номер размера электрода должен быть выше, и тем сильнее на инверторе устанавливается сила тока.
Обычно на упаковке электродов указываются значения, при которых они будут использоваться. Поэтому не составит особого труда непрофессионалу разобраться в них.
Отсюда делаем вывод, что для начала работ необходимо иметь следующее:
- сварочный инвертор
- стержни из электропроводного материала – электроды
- электрокабель для подключения аппарата
- специальную маску
- защитные перчатки
- брезентовую робу и прочную обувь
Рекомендации по приобретению

Китайский сварочный аппарат
Сейчас на рынке присутствует более сотни разнообразных видов и типов сварочных инверторов.
Помимо ценовой политики, существуют и различные рабочие параметры аппаратов.
Но, если разобраться в деталях, то диапазон различий не такой и большой.
Обычно дешевые инверторы произведены в Китае, независимо от их фирменного названия.
Более дорогие аппараты, изготовленные в Европе, используют комплектующие также китайского производства.
Это уже не является новостью, что производители всяческими путями пытаются снизить себестоимость своей продукции.
Поэтому при выборе оборудования необходимо больше ориентироваться на рабочие параметры аппаратов и на гарантийный срок, который предлагает продавец:
- Величина диапазона регулировки сварочного тока. Для собственных нужд и работе на даче или собственном доме, вполне достаточно, чтобы диапазон составлял порядка до 200 А.
- Продолжительность включения (ПВ). Время, которое аппарат может работать без перерыва при средних нагрузках. Но это все условно. ПВ выражается в процентах. У современных инверторов существует защитное отключение от перегрева. Но при любительской сварке этого практически не происходит, так как приходиться периодически менять электроды или места проведения работ. Плюс продолжительность зависит от температуры окружающей среды. Чем жарче, тем чаще придется дать отдых аппарату.
- Чем больше напряжение холостого хода, данное в рабочих параметрах, тем лучше.
- Класс влаго — пылезащиты. Обозначается IP с цифровым добавлением. Имеет значение в основном при профессиональной сварке. Аппарат хоть и имеет класс защиты от косого дождя, но все равно по технике безопасности запрещено работать при влажности. Это касается и применение сварки рядом с работающей болгаркой или приборами, создающими какую – либо пыль.
- Мощность потребления. Следует обратить внимание на расчетные показатели предохранителя. Если указано 16 – 25 ампер, то такой инвертор можно включать в обычную бытовую сеть. Важно при этом понимать, что при такой потребляемой мощности, не нужно сразу после работы отключать прибор от сети. Вентиляторы должны вначале остудить радиаторы. Еще необходимо придерживаться правил очередности включения и отключения.
- При приобретении следует обратить внимание на упаковочный чемодан. При эксплуатации он окажет неоценимую помощь при переноске аппарата и удобства хранения.
- Важное значение также имеет ремонтопригодность. У продавца необходимо поинтересоваться о качестве, сервисных центрах данного бренда и гарантийного обслуживания.
Существуют сварочные инверторы с расширенными функциями. Например, помимо обычной сварки, они могут осуществлять сварку цветных металлов или чугуна. Если существует такая необходимость, то стоит заранее обратить на это внимание при выборе.
Особенности сварки инвертором

Инверторная сварка
В первую очередь нужно подготовить рабочее место для будущих работ.
На площадке не должно находиться не нужных предметов или конструкций, которые создают тесноту в работе.
Недопустимо нахождение рядом с работами легковоспламеняющихся веществ и материалов.
Хотя инверторы предназначены для работ от бытовых розеток, следует лучше установить для них отдельное УЗО, чтобы не случились неприятности при неожиданном коротком замыкании.
После подготовки рабочей площадки одеваем экипировку и можно приступать к работе.
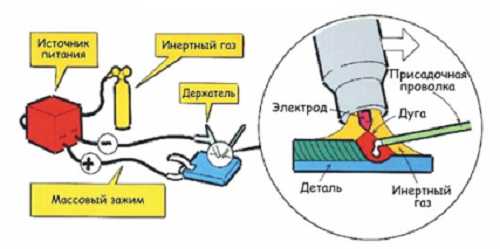
- правильно и надежно подсоединить сварочные кабели
- в специальный держатель вставить электрод
- клемму массы подключить к свариваемому металлу
Чтобы использовать аппарат по прямому назначению, необходимо научиться разжигать сварочную дугу. Под небольшим углом подвести электрод к поверхности сварки и произвести «чиркающее» движение. Если поджиг дуги состоялся, то произойдет небольшая вспышка и металл под электродом начнет плавиться. В этот момент можно приступать к сварочным работам:
- Правильное расположение сварочного стержня от поверхности сварки должно примерно составлять размеру сечения электрода. Внимательно следите за качеством шва и достаточным проплавлением металла.
- Проплавление зависит от силы тока. С этим у новичков не должно возникнуть проблем, так как он плавно регулируется на панели прибора. При слабом токе поверхность не проварится, а при сильном будет прожигать металл.
- Стабильность просвета между сварочным стержнем и металлом дает качественный шов. При маленьком зазоре будет заметно выпячивание шва, а по его бокам наплывы не до конца прогревшегося металла. Если зазор окажется больше чем нужно, то шов будет ложиться криво из – за нестабильности дуги.
- Постоянный и необходимый для данного электрода зазор даст качественный и надежный шов.
- Чтобы обеспечить полученному сварному шву подобающий вид, по нему необходимо постучать молотком для отбивки лишней окалины и зачистить его металлической щеткой.
Не стоит расстраиваться при первых неудачах. Каждый новый шов будет качественнее, так как при сварочных работах самое важное значение имеет опыт, а не общие советы по правильности сварочного шва. Конечно дельные советы при работе не помешают, но свой опыт гораздо важнее. Более подробно, как пользоваться сварочным инвертором показано на видео:
Сварочный шов и его дефекты
Шов сварки имеет не только эстетическое значение, но и является результатом качественной сварки:
- Если вести электрод быстро, то обязательно получится дефектный шов. Это относится и к слишком медленному движению. Интенсивная дуга при замедленном движении проникает глубоко в изделие и выталкивает из ванны расплавленный металл. Ни о каком качественном шве не может быть и речи.
- Движения сварочным стержнем должны происходить плавно, равномерно и сохранять постоянное положенное расстояние до поверхности. Добиться идеального шва можно только с опытом. Но знание азов сварочного дела необходимо знать для новичков.
- Движения электрода выполняются круговыми поступательными движениями или зигзагообразно. Тогда шов можно уложить практически идеально на уровне металла. При слишком маленьких швах (до 4 мм), зигзагообразные движения сварочным стержнем рекомендуют не выполнять.
- Большое значение для выполнения качественного шва является наклонный угол электрода при выполнении сварочных работ. Чем больше наклон, тем сильнее металл выталкивается из ванны шва. Поэтому в зависимости от конструктивных особенностей и необходимого результата сварки, рекомендуемый угол составляет от 45 до 90 градусов.
При работе такой сваркой значительно упрощается работа по качеству как шва, так и сварки. А так как аппарат поддерживает постоянство величины тока, то не возникает проблем с величиной дуги. Соответственно она не влияет на качественность шва, что очень удобно начинающему сварщику.
Использование различных полярностей при сварке
Еще одним важным моментом при проведении сварочных работ считается определение полярности.
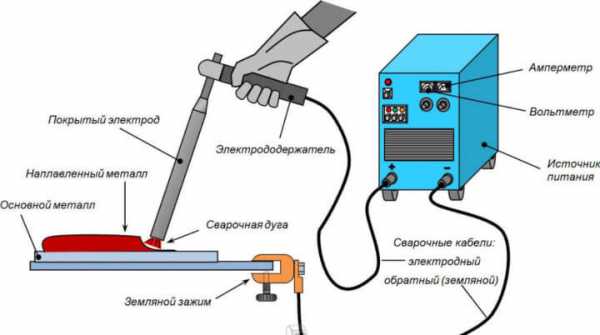
Схема сварки электродом
Как пользоваться сварочным инвертором при сварке тонколистовых металлических изделий:
- Разнополярные клеммы, подключенные к сварочному аппарату, создают дугу между электродом и металлической поверхностью, которая выделяя большое количество тепла плавит металл. Порядок подключения клемм создает различную полярность прямую и обратную. Это считается основой сварочного дела.
- Прямая полярность – «+» подсоединятся к металлу, а «-» к держателю. При таком подключении площадь расплавления получается узкой, но глубокой. При обратной полярности зона широкая, но не глубокая.
Выполнять работы можно на разных полярностях. Все зависит от качества нагрева сварочной поверхности. Плюсовая клемма создает больший нагрев. Например, при сварке тонколистного металла, чтобы его не прожечь применяется обратная полярность. Соответственно при сварке более толстых изделий, для лучшего прогрева используется прямая полярность.
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
foxremont.com