Как пользоваться жидкой сваркой: 4 этапа + 5 типов жидкости
alexxlab | 22.10.1986 | 0 | Разное
Как пользоваться холодной сваркой и в каких случаях ее применяют © Геостарт
Рубрика: Строительные материалы
Сегодня в ассортименте хозяйственных магазинов представлено очень широкий ассортимент составов, предназначенных для быстрого ремонта различных изделий или для упрощения проведения монтажа. Отдельного внимания заслуживают товары, которые можно отнести к одной интересной группе — к «холодным сваркам». Что же это такое?
«Холодной сваркой» принято называть клеевой состав специфической плотной или обычной жидкой консистенции, обладающий широкими возможностями, так как он может быть применен в разных областях и с различными сочетаниями материалов. После застывания нанесенной ремонтной «заплаты» или склеивающего шва, они отличаются отменными показателями адгезии и прочности, соединение становится сродни сварному, за что подобные составы и получили свое ходкое название. У тех, кто слышал об этом составе, но еще ни разу не применял его на практике, неизбежно возникает вопрос о том, как пользоваться холодной сваркой.
Уже само наименование клея — «холодная сварка», говорит о том, что он способен создать высокопрочное соединение материалов, сравнимое с настоящей сваркой. Он может представлять собой одно- или двухкомпонентный состав, в основе которого чаще всего лежит эпоксидная смола, с добавками — загустителями и армирующими веществами. Удобство «холодной сварки» состоит в том, что она не требует применения какого-либо оборудования и приспособлений, а также нагрева ремонтируемых материалов до высоких температур. Ремонтно-восстановительные работы можно проводить буквально в полевых (походных) условиях. Поэтому-то тот или иной вариант «холодной сварки» традиционно входит в постоянно имеющийся в машине минимальный набор инструментов и материалов автомобилиста.
Используется этот клеевой состав для упрочнения соединительных стыков различных деталей или материалов, заделывания отверстий, ремонта образовавшихся трещин или пробоин. «Холодная сварка» может подойти и для некоторых монтажных задач, например, для соединения изделий, изготовленных из одинакового или же разных материалов. Например, с помощью этого клея бывает легко соединить пластмассовые и металлические детали, или же дерево со стеклом, и т.п.
«Холодная сварка» может подойти и для некоторых монтажных задач, например, для соединения изделий, изготовленных из одинакового или же разных материалов. Например, с помощью этого клея бывает легко соединить пластмассовые и металлические детали, или же дерево со стеклом, и т.п.
В продаже можно найти как универсальные составы, подходящие для большинства конструкционных материалов, так и более узкопрофильные клеи, предназначенные для конкретных областей применения. Поэтому, приобретая «холодную сварку», всегда следует обращать внимание на указанные в прилагаемой инструкции возможности.
Разновидности «холодной сварки»Разнообразие клеевых составов, подходящих под определение «холодная сварка», можно разделить на разновидности по нескольким критериям.
1 — По консистенции (агрегатной форме) изготовления холодная сварка производится в жидком и твердом виде:
- В твердом виде это обычно спрессованный в бруски (цилиндры) материал.
 Этот вариант «холодной сварки» можно назвать самым распространенным и широко используемым в быту. Он превращается в пластичную «рабочую» субстанцию, напоминающую пластилин, при активном разминании его пальцами.
Этот вариант «холодной сварки» можно назвать самым распространенным и широко используемым в быту. Он превращается в пластичную «рабочую» субстанцию, напоминающую пластилин, при активном разминании его пальцами.
- В жидком виде холодная сварка продается в тюбиках и тубах под монтажный пистолет, и может быть использована отдельно или же в комплексе со стеклотканью или металлической сеткой.
2 — По составу такой клей может быть одно- и двухкомпонентным:
- Однокомпонентные составы упаковываются в один тюбик или брусок. Они не требуют смешивания, они производятся как в жидком, так и твердом виде. Второй вариант перед применением требует разогрева в руках для достижения составом пластичности и адгезионных качеств.
- Двухкомпонентная холодная сварка также производится в жидкой и твердой форме. Жидкий вариант представляет собой комплект из двух емкостей (тюбиков, туб и т.п.), в одной из которых находится эпоксидный состав, в другом — отвердитель.
 Из двух компонентов приготавливается клей непосредственно перед его использованием или в ходе работы (составы с одновременной дозированной подачей и смешиванием).
Из двух компонентов приготавливается клей непосредственно перед его использованием или в ходе работы (составы с одновременной дозированной подачей и смешиванием).
В двухкомпонентных твердых составах «холодной сварки» предусмотрены оптимальные пропорции двух необходимых для изготовления клеевой смеси компонентов. Требуемое количество материала отрезается от бруска, затем разминается в руках для получения однородной пластичной массы.
3 — По назначению клей может быть универсальным или профильным, предназначенным для работы с определенными материалами. Обе этих разновидности «холодной сварки» могут иметь в своем составе определенный наполнитель. Так, в клей для ремонта бетонных поверхностей или сантехники добавляется керамическая добавка, а для изделий для металла — металлический порошок. Используются и армирующие включения в виде синтетических волокон.
Впрочем, есть составы и без всяких наполнителей — просто от взаимодействия смешанных компонентов или даже от контакта с воздухом (однокомпонентные) образующие твердый ремонтный или склеивающий слой материала.
Кстати, к «холодной сварке» относят еще и клевые составы узкопрофильного применения, которые за счет наличия сильного органического растворителя вызывают химическое «плавление» обработанного ими материала. Как правило, такие клеи предназначены для работы с определенными полимерами, например, ПВХ. После обработки и размягчения обработанных участков идет процесс сжатия сопрягаемых деталей – и происходит нечто похожее на диффузную сварку, проводимую под нагревом. Без высоких температур – но с практически тем же эффектом. Чем не «холодная сварка»?
Области применения таких составовЗдесь все просто — «холодная сварка» в том или ином исполнении подходит для ремонта изделий или склеивания деталей, используемых практически в любых областях.
Клей применяется для скрепления и герметизации твердых изделий или же эластичных покрытий, стационарно уложенных на твердое основание. Склеиваемые «холодной сваркой материалы» можно разделить на несколько групп:
- Металлы — практически без ограничений.

- Различные полимеры, а также комбинированные материалы, произведенные с их использованием, например, линолеум или ковролин. Полотна этих покрытий могут быть состыкованы между собой, с другими материалами, а также закреплены к основанию. Не используется «холодная сварка» для полиэтиленовых изделий.
- Стекло, керамика и фарфор могут быть соединены с помощью этого клея в разных комбинациях без ограничения. То есть названные материалы между собой, а также с изделиями, имеющими другое структурное строение.
Как можно видеть из представленного списка, «холодная сварка» может быть применена в различных областях, тем более что существуют составы, отличающиеся своей термо- и влагостойкостью. Кроме того, клей, используемый для герметизации стыков изделий способен выдержать эксплуатацию под высоким давлением. Например, «холодная сварка» применяется для соединения и ремонта водопроводных и канализационных труб, также различных деталей и узлов в конструкции автомобилей. С помощью такого клея можно быстро и даже в самых неблагоприятных условиях заделать сквозные повреждения, а также сколы на корпусе автомобиля, пробоины радиатора, бензобака, подтекания трубопроводов и т. д.
д.
В быту «холодная сварка» используется для ремонта мебели, стеклянных изделий и даже строительных инструментов, а также других бытовых изделий.
Достоинства и недостатки «холодной сварки»Практически все клеевые составы, относимые к категории «холодной сварки», имеют общие положительные качества. Ну а также и недостатки, о которых не менее важно знать перед применением состава.
Достоинствами этого продукта можно считать следующие его качества:
- Экологическая чистота материала (на эпоксидной основе) позволяет использовать его в жилых помещениях, он не имеет резкого запаха и не выделяет токсичные пары.
- При применении «холодной сварки» не повреждаются соседние участки ремонтируемых изделий, так как они не подвергаются воздействию высоких температур, чего нельзя избежать при использовании «классической» сварки.
- Нанесенный и застывший клей может быть подвергнут обработке абразивными материалами, для доведения их поверхности до идеальной гладкости, что в некоторых случаях является необходимым условием ремонта.

- Для использования холодной сварки не требуется применения специальных инструментов, отсутствие которых, достаточно часто осложняет проведение ремонта.
- Универсальность использования составов – можно выполнять очень широкий спектр различных работ.
- Возможность эксплуатировать отремонтированные изделия при высоких и низких температурах.
- Материал не разрушится при воздействии на него химических веществ.
- Доступная стоимость материала – такой комплект может позволить себе каждый. Да он и должен быть, наверное, в каждом доме — на всякий случай.
Недостатком «холодной сварки» можно назвать тот фактор, что она во многих случаях все-таки уступает в надежности «горячим технологиям» соединения материалов. То есть обычно рассматривается в качестве временной меры — до полноценной замены поврежденных деталей или покрытий на новые или до появления возможности проведения полноценного восстановления.
Небольшой обзор ассортимента популярных «холодных сварок»Выбирая подобный клей, следует обратить внимание на следующие параметры, указываемые производителем на упаковке:
- Материалы поверхностей, для которых может быть применен выбираемый состав.

- Температурный режим, в котором может эксплуатироваться приобретаемый клей.
- Порядок применения «холодной сварки», указанный в инструкции.
- Стоимость клея.
Кстати, о ценовом факторе. Большинство подобных составов можно отнести ко вполне доступной категории. Поэтому не стоит приобретать совсем уж самые дешевые варианты совершенно неизвестного происхождения. Лучше обратить внимание на те материалы, которые заслужили немало положительных отзывов. К такой продукции можно отнести клеи брендов «Tarkett», «Poxipol», «Permatex», «WEICON», «Devcon», «MASTIX», «Premium FastFix Metal» и других.
Далее в таблице будут представлены некоторые варианты «холодной сварки» различных производителей, как универсальные, так и предназначенные для скрепления конкретных материалов. Возможно, эта информация поможет определиться с выбором при приобретении состава:
| Иллюстрация | Краткое описание и область применения «холодной сварки» |
|---|
Иллюстрация | Краткое описание и область применения «холодной сварки» |
|---|---|
Универсальная «холодная сварка» «Каратт» предназначена для проведения ремонта, склеивания, герметизации стыков различных изделий, изготовленных из пластмассы, металлов, древесины, керамики, гранита, мрамора, бетона. | |
| Клей «Секунда», предназначенный для скрепления или ремонта твердых предметов (поверхностей) выполненных из ПВХ — это могут быть сточные желоба, водопроводные и канализационные трубы, элементы отделки, коруса бытовой техники и многое другое. Подходит как для проведения внешних, так и для внутренних работ. Используется материал также и для стыковых линий плитки или линолеума ПВХ. Эта «холодная сварка» также применяется для заполнения трещин и заделывания отверстий в металлических, деревянных, пластиковых и каменных изделиях. Кроме того, подойдет она и для металлических деталей автомобилей. Состав после нанесения на поверхность от контакта с воздухом довольно быстро образует прозрачный влагостойкий слой или шов. Благодаря своей водонепроницаемости, такая «холодная сварка» применяется для ремонта изделий, контактирующих с водой. Склеивание деталей до состояния пригодности к полноценной эксплуатации происходит в течение шести часов. | |
Компании «Tarkett», занимающаяся производством линолеума, также производит однокомпонентную «холодную сварку» для склеивания ПВХ-изделий. Удобство применения состава этого производителя заключается во вмонтированной в тюбик стальной игле, которая предназначена для направленного выдавливания клея, что необходимо для скрепления двух листов линолеумного покрытия. Игла имеет высокую прочность, поэтому во время работы не сломается и не деформируется. Прочность получающегося после полной полимеризации шва превышает даже нормы европейских стандартов. Компания поставляет в продажу три типа холодной сварки для напольного покрытия ПВХ — «А», «Т» и «С». | |
| Двухкомпонентная «холодная сварка» «AQUA – MASTIX» предназначена в преимущественной степени для ремонта сантехники. Она способна быстро и качественно соединить детали или заделать дефекты на изделий из металла, фарфора, керамики, а также надёжно герметизировать емкости или трубопроводы. Отремонтированные или герметизированные этим составом аксессуары могут далее эксплуатироваться в диапазоне рабочих температур от -60 до +150 градусов.  С помощью этого состава возможен ремонт замасленных и влажных поверхностей, даже при отрицательной температуре до -10 градусов, если клей был подготовлен к использованию в теплом помещении. | |
| Двухкомпонентный клей «MASTIX термостойкий» — предназначен для ремонта изделий, изготовленных из различных металлов, а также термостойких пластиков и керамики, которые эксплуатируются при температуре от -60 до +250 градусов. Допускается склеивание влажных поверхностей. Схватывание этого материала происходит через два-три часа после нанесения, полное же застывание и возможность подвергать изделие свойственной для него нагрузке наступает через сутки. | |
Двухкомпонентный клей «MASTIX для замасленных поверхностей» должен быть в инструментальном арсенале автомобилиста. В дорожных условиях, когда поверхности или детали, требующие срочного ремонта, затруднительно или даже невозможно очистить от загрязнений, такая «холодная сварка» становится незаменимой. Кроме этого, состав может быть применен для склеивания цветных и черных металлов, керамики, пластмассы, древесины, которые предполагается эксплуатировать при температурах от -60 до +150 градусов. Так что такую «холодную сварку» вполне можно отнести к универсальным. | |
| Двухкомпонентная «холодная сварка» «MASTIX для алюминия» – ее предназначение понятно уже из названия. Например, хорошо подойдёт для «полевого ремонта» пробитого алюминиевого радиатора. Клей может применяться на влажных и маслянистых поверхностях, а также для соединения деталей, которые будут эксплуатироваться при высоких температурах. После застывания не боится прямого контакта с различными техническими жидкостями, в том числе с антифризами. | |
«Холодная сварка» «ASTROhim» специально предназначена для герметизации ремонта радиаторов отопления, трубопроводов холодного и горячего водоснабжения и канализации, произведенных из разных металлов или пластика. Клей может быть применен как для бытовых нужд, так для ремонта промышленных коммуникаций. Эксплуатационная температура отремонтированных или герметизированных объектов находится в диапазоне от -60 до + 150 градусов. Двухкомпонентный состав замешивается при положительной температуре. | |
| «Premium FastFix Metal» — это быстротвердеющий двухкомпонентный состав на эпоксидной основе. Подходит этот клей как для внутренних, так и для наружных работ по скреплению и ремонту металлических деталей. После застывания «холодной сварки» отремонтированный участок изделия может быть подвергнут качественной шлифовке. |
Кроме представленных вариантов «холодной сварки», выпускаются составы, конкретно предназначенные для ремонта деталей автомобиля, в частности — специально для его радиатора. Однако, если таковых в продаже не найдётся, то можно приобрести клей для металла, конкретно для алюминия или пластика, в зависимости от того, какой из узлов автомобиля требует ремонта.
Перед тем как перейти к работе с «холодной сваркой», всегда имеет смысл внимательно ознакомиться с мерами безопасности. Просто чтобы обезопасить себя от негативного воздействия составляющих клея.
- «Холодную сварку» запрещено использовать для ремонта поверхностей, соприкасающихся с пищевыми продуктами.
- Руки во время проведения работ рекомендуется защитить плотно облегающими перчатками. Они предотвратят попадания на кожу смол и избавят ее от длительной очистки.
- После окончания работ, сняв перчатки руки, следует хорошо промыть под проточной струей воды.
- Если клей случайно попал на кожу или в глаза, их необходимо незамедлительно промыть.
- Хранение «холодной сварки» должно осуществляться согласно указанным на упаковке правилам, иначе состав потеряет свои первоначальные качества.
- Клей должен находиться в недоступном для детей месте.
Как видите – требования элементарные, и приудерживаться их – совсем несложно.
В этом разделе будет рассмотрено несколько вариантов применения клея — в разных областях и для скрепления или ремонта различных материалов.
Общие правила примененияДля применения двухкомпонентной «холодной сварки» существуют общие правила подготовки и нанесения ее на ремонтируемую поверхность. Все выполняемые действия можно разбить на несколько выраженных этапов.
- Начинают с подготовки поверхностей, подлежащих ремонту. В этот этап входит их очистка от загрязнений и остатков старых декоративных покрытий, если они были (краска, лак)..Если поверхности идеально гладкие, то их желательно обработать абразивным материалом. Образовавшиеся от этого шероховатости повысят адгезию материалов.
Желательно, чтобы поверхности были сухими и обезжиренными, например, с помощью спирта, ацетона или другого растворителя. Некоторые составы, как уже говорилось выше, могут быть нанесены и на замасленные изделия, но на чистой поверхности все равно работать лучше. Ну а в том случае, когда производится ремонт трубы, в которой образовалась течь, следует выбрать вариант холодной сварки, который допускается применять на влажных поверхностях.
Ну а в том случае, когда производится ремонт трубы, в которой образовалась течь, следует выбрать вариант холодной сварки, который допускается применять на влажных поверхностях.
- Очень важно внимательно изучить инструкцию по применению приобретенного продукта. Особое внимание следует обратить на срок жизнеспособности состава, то есть максимально допустимый срок после проведения его замешивания. По прошествии этого временного интервала «холодная сварка» теряет свои свойства и становится непригодной для использования.
- Далее, следует отрезать или выдавить из двух тюбиков, в зависимости от конкретного типа двухкомпонентного клея, необходимое его количество. При разминании твердого варианта «холодной сварки» рекомендуется руки смочить водой, иначе состав будет прилипать к пальцам. Клей будет готов к применению, когда он нагреется и приобретет пластичность, станет полностью однородным и при этом ощутимо нагреется. Если смешиваются жидкие компоненты «холодной сварки», то готовая смесь должна приобрести однородный цвет.

- Получившийся после смешивания компонентов клей наносится на подготовленную поверхность и прижимается или распределяется по ней с помощью резинового шпателя, смоченного водой. Заплатку из жесткой замешанной сварки следует прижать и подержать на поверхности несколько минут.
- Время готовности ремонтируемой поверхности к дальнейшей обработке у каждого из составов разное. При необходимости ускорить период полимеризации, клей можно нагреть с помощью строительного фена, но все же злоупотреблять такой мерой – не особо рекомендуется.
- Далее, после полного высыхания и полимеризации отремонтированный участок можно при необходимости обрабатывать наждачной бумагой и красить.
Автомобильный радиатор – довольно уязвимый в нынешнему механическому воздействию теплообменный прибор. Бывает, что при движении с высокой скоростью попавший в его решетку камешек или иной твердый предмет приводит к образованию течи. А это уже требует безотлагательного ремонта. Ликвидировать течь и хотя бы на время восстановить работоспособность радиатора вполне можно своими силами, применив холодную сварку.
А это уже требует безотлагательного ремонта. Ликвидировать течь и хотя бы на время восстановить работоспособность радиатора вполне можно своими силами, применив холодную сварку.
Порядок работ рекомендуется следующий:
- Первое, что необходимо сделать — это выбрать (иди заранее приобрести и иметь в «бардачке» автомобиля подходящий для такого ремонта тип «холодной сварки». Он должен иметь хорошую адгезию с металлом и выдерживать воздействие высоких температур. Лучшим вариантом будет приобрести специальный, предназначенный именно для ремонта радиаторов состав, но если такового в продаже не оказалось, следует выбрать термостойкий вариант для металла. Если «холодная сварка» не будет обладать этими качествами, то при нагреве ремонтная заплатка просто расплавится или отскочит, то есть вся проделанная работа окажется напрасной.
- Следующим шагом необходимо определить точное место протечки. Не исключено, что для этого радиатор придется демонтировать. Необходимо отметить, что этот этап иногда становится самым сложным во всем процессе ремонта радиатора.

- Из системы охлаждения автомобиля сливается жидкость – тосол или вода. Если поиски пробоины или трещины предваряются снятием радиатора, то, понятно, слив охлаждающей жидкости проводится до его демонтажа.
- Возможно, для обнаружения пробоины на трубке, а также для проведения ремонта придется удалить часть теплообменной решетки радиатора.
- Желательно радиатор просушить, например, потоком теплого воздуха. Но если приобретена холодная сварка, которую можно наносить по влажной поверхности, то просушка всей конструкции необязательна, хотя и все равно остается желательной.
- После того как пробоина обнаружена, пробоину, освободив пространство вокруг освобождено, ту поверхность, куда будет наноситься «холодная сварка», рекомендуется обработать наждачной бумагой, затем очистить от остатков абразива и обезжирить уайт-спиритом, ацетоном или бензином. Эта процедура необходима для достижения высокой адгезии ремонтного состава с металлом.
- Далее можно переходить к работе с клеем.
 Действовать необходимо согласно инструкции, обычно расположенной на упаковке «холодной сварки».
Действовать необходимо согласно инструкции, обычно расположенной на упаковке «холодной сварки».
- Перед началом работы руки рекомендуется смочить водой — так клей будет меньше к ним прилипать.
- От бруска клея ножом отрезается необходимое количество массы. Этот отрезанный фрагмент энергично разминается пальцами до достижения им эластичности и полной однородности. Так как компоненты, соединенные в бруске «холодной сварки», различаются цветом, необходимо проследить за тем, чтобы оттенок перемешанной массы также был совершенно однородным. Пластичность, однородность и явственно ощутимый нагрев перемешиваемой массы является признаком того, что клей готов к последующей операции.
Если для ремонта выбран жидкий двухкомпонентный вариант «холодной сварки», то следует выдавить из тюбиков определенное количество состава и тщательно перемешать в небольшой емкости или даже на какой-то поверхностям. Компоненты все же не настолько жидкие, чтобы начать растекаться.
- Следующим этапом идет нанесение клея на поврежденное место.
 Все этапы работ следует проделывать без затяжки времени, так как после смешивания некоторые клеи быстро начинают входить в стадию полимеризации. Время схватывания материала обязательно следует заранее узнать из его паспортных характеристик.
Все этапы работ следует проделывать без затяжки времени, так как после смешивания некоторые клеи быстро начинают входить в стадию полимеризации. Время схватывания материала обязательно следует заранее узнать из его паспортных характеристик.
Полное высыхание и готовность отремонтированного изделия к эксплуатации может наступить в период от часа до суток. Время достижения такой готовности может зависеть от нескольких факторов — это температура, при которой проводилась работа, толщина, нанесенного слоя, а также особенности самой «холодной сварки».
Необходимо отметить, что по отзывам автовладельцев иногда подобный ремонт радиаторов системы охлаждения бывает более эффективным, нежели аргонная сварка или «классическая» пайка.
* * * * * * *
Примерно таким же образом производится ремонт поврежденного топливного бака. Здесь бывает даже попроще так как чаще всего приходится иметь дело с открытой поверхностью, безо всяких решеток. Правда, меры предосторожности при работе с баком – куда как более строгие, из-за повышенной огнеопасности. Клеевую «заплатку» после высыхания можно дополнительно обработать абразивными материалами, а затем покрыть той же антикоррозионной краской, что применяется для покрытия всей остальной поверхности бака.
Клеевую «заплатку» после высыхания можно дополнительно обработать абразивными материалами, а затем покрыть той же антикоррозионной краской, что применяется для покрытия всей остальной поверхности бака.
Для ремонта керамических изделий, в том числе, например, разбитой раковины в ванной, многие производители предлагают составы «холодная сварка для керамики». Как указано в характеристиках клея, он быстро и надежно соединит между собой отдельные фрагменты поврежденного изделия, которое после ремонта может вновь эксплуатироваться в своем рабочем температурном диапазоне. Шов, получающийся на стыках соединенных черепков, отлично противостоит перепадам температур и воздействию влаги. Материал легко наносится и надежно закрывает сколы и трещины в фарфоровых и фаянсовых изделиях.
«Холодная сварка» для керамики клея чаще всего производится в жестком двухкомпонентном варианте. Он точно так же подготавливается к применению, как тот, рассматривался выше при ремонте радиатора.
Возможная сложность ремонтных работ по восстановлению раковин и других керамических изделий состоит в том, что необходимо собрать все или же хотя бы самые крупные осколки изделия. Именно из них предстоит складывать «мозаику», которая и закроет образовавшийся зазор.
Если же планируется заделать трещину с выбоиной, то, подготавливая ее к ремонту, расширять повреждение в керамике недопустимо (в отличие от заделки трещин, скажем, на стенах или потолке). При подобных попытках изделие может просто расколоться. Не получится избавиться от трещины, которая представляет собой тонкую линию, так как клею просто не с чем будет сцепиться, а нанесенный сверху состав никак не укрепит прочность изделия.
Итак, в данном случае склеиваемые детали не требуют какой-то специальной обработки или обезжиривания. Но для улучшения их адгезионных возможностей их рекомендуется перед склеиванием нагревать до температуры порядка 40÷50 градусов с помощью строительного фена.
После нанесения на нагретые склеиваемые поверхности «холодной сварки», их сразу же соединяют между собой, так как такой клей очень быстро схватывается и, соответственно, теряет свои адгезионные способности.
Когда все крупные фрагменты будут вклеены на место, оставшиеся «гнезда» от отсутствующих мелких деталей заполняются «холодной сваркой». Производится черновое выравнивание поверхности — по мере возможности.
Останется только дождаться полного высыхания клея, а затем обработать отремонтированный участок сначала наждачной бумагой с крупным зерном, затем с мелким, а в завершение — отшлифовать поверхность.
Если это необходимо, то можно покрыть отшлифованную зону краской.
«Холодная сварка», как технология соединения полотен линолеумаПрактически каждый владелец жилья сталкивался когда-то с настилом линолеумного покрытия. К сожалению, далеко не всегда удается приобрести материал приглянувшегося внешнего оформления, но необходимой длины и ширины. И поэтому при настиле возникает необходимость стыковать между собой два полотна.
Для выполнения такой задачи сегодня применяются два основных способа — это применение «горячей» диффузной сварки соседних листов, для которой используется специальный инструмент, или «холодная сварка», с использованием жидкого химического состава, поступающего в продажу в тюбиках со специальными насадками.
В данном случае «механизм» склеивания отличается от того, что мы уже видели выше. Специальный органический состав проникает в структуру линолеумного покрытия, вызывая химическое расплавление его кромок с последующей взаимной диффузией и застыванием. В итоге после полной полимеризации получается прочное соединение с равномерным плотным швом.
В продаже можно найти «холодную сварку» для линолеума или же других изделий из поливинилхлорида (ПВХ) отечественных и зарубежных производителей. Но особую популярность завоевали однокомпонентные составы компании «Tarkett», которые представлены тремя типами. Об этом материале уже вскользь упоминалось выше, а сейчас он будет рассмотрен более подробно. Каждый из типов такого клея предназначается для определенной ширины шва между листами напольного покрытия. И в связи с этим — каждый из них оснащается специальной насадкой для подачи состава на линию склеивания.
| Иллюстрация | Краткая информация об особенностях применения клея |
|---|
Иллюстрация | Краткая информация об особенностях применения клея |
|---|---|
| Тип «А» имеет жидкую консистенцию и насадку в виде прочной стальной иглы (в определенной степени похожую на медицинскую иглу шприца). Благодаря этому приспособлению такой «холодной сваркой» удобно соединять листы линолеума с созданием минимальной толщины шва, составляющей менее 2 мм. Расход одной упаковки этого состава рассчитан на длину шва в 20 метров. | |
| Тип «С» является более густым составом, поэтому его лучше всего применять для швов, имеющих ширину более 2 мм. Тюбик этой «холодной сварки» имеет более широкую трубчатую насадку, через которую густая масса легко поступает в шов. Кроме соединения двух полотен напольного покрытия, клей применяется для ремонта поврежденных участков материала. Расход одной упаковки клея рассчитан на длину шва в 15 метров. | |
| Тип «Т» — наиболее густой по консистенции (даже гуще, чем тип «С»). Тюбик с такой «холодной сваркой» оснащен Т-образной насадкой. Предназначается этот комплект для химического сплавления двух листов ПВХ-линолеума, имеющего войлочную или полиэстровую основу. Расход одной упаковки такого состава рассчитан на длину шва до 7 метров.  |
Перед тем как переходить к сварке линолеума, полотна необходимо расстелить на поверхности пола и оставить отлеживаться и расправляться примерно на сутки. Для соединения листов напольное покрытие должно быть ровным.
Работы по соединению листов линолеума по технологии химической «холодной сварки» проводятся в порядке, расписанном в таблице-инструкции.
| Иллюстрация | Краткое описание выполняемых операций |
|---|
Иллюстрация | Краткое описание выполняемых операций |
|---|---|
| Первым шагом два полотна напольного покрытия укладываются ровно, внахлест примерно на 40÷50 мм по линии будущего стыка. Затем необходимо найти середину этого перехлеста, и по металлической линейке прочертить ровную линию на всю длину будущего шва. Для этого следует использовать маркер или карандаш, который можно будет легко удалить с поверхности покрытия.  Далее, по намеченной линии, также по линейке, острым ножом делается сквозной рез на всю толщину обоих слоев линолеума. | |
| После того как полотна будут разрезаны на всю длину шва, отрезанные полоски материала (нижняя и верхняя) аккуратно убираются. Если все сделано на совесть, то два листа линолеума сейчас идеально состыкованы, практически без просвета между краями. | |
| Следующим шагом под шов к полу необходимо приклеить двухсторонний строительный скотч, шириной примерно в 60 мм, так, чтобы к нему можно было зафиксировать оба стыкуемых полотна. Защитная пленка со скотча снимается по ходу приклеивания к нему листов линолеума. | |
| Теперь необходимо тщательно очистить зону шва от любых загрязнений и пыли (для этого рекомендуется применить пылесос), а затем скрепить шов поверху бумажным малярным скотчем, который должен проходить по обоим полотнам. Важно выбрать именно малярный скотч, так как состав «холодной сварки» не должен проникнуть сквозь него к лицевой поверхности линолеума или же расплавить материал.  Если клей пропитает или проплавит какой-то иной скотч, то повредит покрытие не только по линии шве, но и в непосредственной близости от него. | |
| Дополнительно скотч рекомендуется хорошо прижать или прикатать к напольному покрытию с помощью резинового валика. Это делается для того, чтобы гарантированно исключить вероятность попадания клея на поверхность линолеума. Главное условие для положительного результата — «холодная сварка» должна попасть исключительно в шов между листами. | |
| Далее, наклеенную ленту скотча необходимо очень аккуратно разрезать с помощью ножа с круглым, крючкообразным или трапециевидным лезвием. Чтобы при разрезании ленты не повредить покрытие, в самом начале реза следует вдавить лезвие ножа в шов до упора — и затем не ослаблять этот нажим на протяжении всего реза. То есть стык между листами сам по себе станет направляющей для движения лезвия ножа. | |
Если напольное покрытие недостаточно эластичное, например, используется коммерческий или полукоммерческий вариант линолеума ПВХ, то шов перед нанесением клея рекомендуется разогреть примерно до +40 градусов с помощью утюга или же фена. Этот прием поможет легко вести насадку-экструдер внутри шва. | |
| Перед тем как открыть тюбик, его следует немного потрясти, чтобы взболтать содержимое. Когда тюбик будет открыт, держать его следует всегда отверстием вверх и следить за тем, чтобы клей не попал случайно на незащищенные участки покрытия. Иглу и отверстие тубы перед началом использования необходимо протереть чистой салфеткой. При проведении склеивания, тюбик лучше всего держать двумя руками. Одной рукой следует придерживать тюбик и осуществлять его постепенное сдавливание для выхода клея. А указательный палец второй руки — держать на его носике, прижимая в шов между листами | |
| Это – самый ответственный этап всего процесса, поэтому его необходимо проводить не спеша и крайне аккуратно. Иглу необходимо вдавить в начало шва, так, чтобы клей заполнял зазор между листами линолеума. Далее насадку следует продвигать внутри шва, регулируя легким нажатием на тюбик количество выдавливаемого клея.  На скотче вдоль шва должен оставаться тонкий слой «холодной сврки», шириной примерно в 5 мм. Остаток клея на скотче говорит о том, что шов заполнен доверху, что и требуется. | |
| После того как клей на поверхности скотча высохнет (а это примерно через 10 минут для состава типа «А» и 60 минут – для составов типа «Т» и «С») скотч необходимо аккуратно отклеить от поверхности покрытия. Убирают не торопясь сначала одну его сторону, затем другую, оставшуюся на полу полосу. Результатом «холодной сварки» становится практически невидимый шов, по которому можно будет ходить уже через полчаса после снятия скотча. |
При работе с клеем типа «Т» существуют некоторые нюансы, к которым можно отнести следующие действия:
- Во-первых, под шов между листами линолеума к полу не клеится двухсторонний скотч.
- Во-вторых, после того как малярный скотч будет наклеен сверху шва и разрезан, необходимо отогнуть один из листов покрытия и нанести клеевой состав на торец другого полотна, так, чтобы он был полностью покрыт клеем.

- В- третьих, отогнутый край покрытия возвращают на место и плотно прижимают его к полу. Склеенные части линолеума необходимо оставить на час, до полного высыхания состава, после чего скотч можно снять. Ходить по покрытию можно так же через полчаса после удаления скотча.
В случае если клей случайно попадет на покрытие, его не следует удалять сразу. Когда капли застынут, их необходимо аккуратно срезать с помощью ножа. Если попытаться убрать незастывшие капли клея, то можно испортить рисунок покрытия, так как под клеем оно в этот момент будет в расплавленном состоянии.
* * * * * * *
Итак, холодную сварку можно назвать уникальным универсальным материалом, способным разрешить большое количество проблем. Однако, не следует забывать и о том, что для ремонта некоторых функциональных изделий клей можно использовать исключительно в виде временной меры, только чтобы «дожить» до их замены или же капитального ремонта. Поэтому, отремонтировав, например, батарею отопления дома, радиатор охлаждения или топливный бак в автомобиле, следует и держать под неусыпным контролем герметичность наложенной заплатки, и не забывать о необходимости более радикальных мер.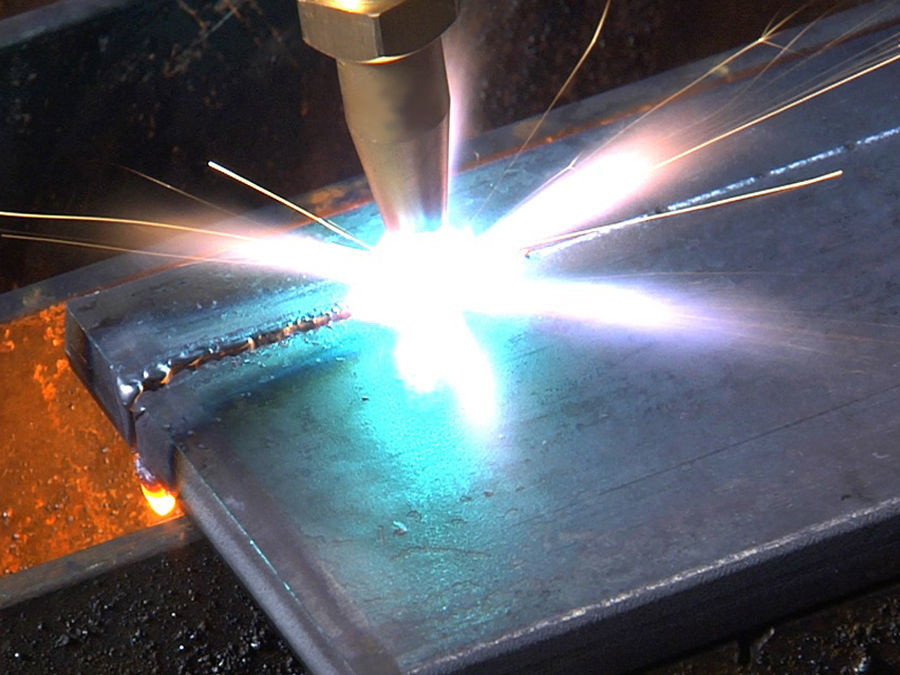
В завершение публикации – еще один пример использования этого универсального ремонтного состава.
Видео: Пример ремонта смесителя для ванной с помощью «холодной сварки»автор Абрамова Полина |
Холодная сварка под водой – инструкция как ею пользоваться
– что представляет собой холодная сварка под водой
– для каких работ стоит применять холодную сварку
– что входит в состав клея для холодной сварки, от чего зависит структура и консистенции
– инструкции, которые следует соблюдать, выполняя работы для ремонта металлических и иных деталей со сваркой холодным способом под водой
– как необходимо подготовить поверхность перед нанесением, чтобы можно было обеспечить прочность соединения
– инструменты, с помощью которых наносится холодная сварка на металл и другие типы поверхностей
– как наносить клей для соединения поверхности из металла, пластмассы, дерева
– рекомендации после применения клея
Холодная сварка под водой – сложная и уникальная процедура скрепления элементов, расположенных ниже уровня воды. Для проведения работы нужно соблюдать аккуратность.
Для проведения работы нужно соблюдать аккуратность.
Что представляет собой холодная сварка под водой
Холодная сварка – процедура, выполняемая с помощью давления металлов, причем без внешних тепловых воздействий. Используется клеевой состав, помогающий соединять разные материалы: металл, дерево, пластик.
Данная процедура больше напоминает склеивание. Холодная сварка выполняется быстро, надежно. Процедура нужна для герметизации материалов или восстановления утраченных элементов.
Для каких работ стоит применять холодную сварку
Данный метод скрепления деталей используется при выполнении различных работ на подводных объектах. Он подходит для мелкого ремонта:
- нефте-, газо-, водопроводов;
- корпусов судов;
- причалов и мостов;
- нефте-, газодобывающих платформ;
- дамб.

Клей может скреплять металл, который находится под воздействием электричества и жидкостей. Еще средство используется для работы с пластиковыми деталями, керамикой, камнем, стеклом, ковролином, линолеумом. Холодная сварка применяется для ремонта сантехники, автомобилей.
Что входит в состав клея для холодной сварки, от чего зависит структура и консистенции
Для холодной сварки используется специальный клей, состоящий из нескольких элементов:
- Эпоксидной смолы. Это главный компонент средств. Благодаря смоле скрепляются разные материалы.
- Дополнительных компонентов.
 В зависимости от предназначения средства могут быть и другие химические элементы.
В зависимости от предназначения средства могут быть и другие химические элементы.
Клей продается в готовом виде или с отвердителем. Готовое средство – это пластинообразный брусок, который предварительно следует размять в руках. Эпоксидную смолу с отвердителем продают в жидкой форме. На прочность склейки влияют присутствующие компоненты.
Инструкции, которые следует соблюдать, выполняя работы для ремонта металлических и иных деталей со сваркой холодным способом под водой
При выполнении холодной сварки следует соблюдать инструкцию производителя. Процедура выполняется несложно:
- Необходимо подготовить состав. От 2-компонентной массы отрезается фрагмент, которого достаточно для устранения дефекта. Средство разминается руками до образования однородного куска. Отвердитель смешивают с составом.
- Сварка твердеет приблизительно спустя 5-7 минут, поэтому ее нужно нанести быстро, разгладить, обеспечить плотную усадку в трещину или отверстие.

- При необходимости выполняется выравнивание плоскости шпателями. Можно придать нужные формы.
Процедура выполняется быстрее при подогревании детали строительным феном. Тогда сварка твердеет практически моментально.
Клей дозируется на глаз. Время затвердевания может быть разным, все зависит от марки средства. Эту информацию должен указывать производитель.
Как необходимо подготовить поверхность перед нанесением, чтобы можно было обеспечить прочность соединения
Деталь с недостатком требуется очистить от грязи, ржавчины. Затем необходима обработка наждачной бумагой от возникновения крупных рисок. Благодаря этому улучшается сцепляемость с холодной сваркой.
Затем нужно выполнить обезжиривание. Обработку лучше проводить перед самой процедурой. Для этого используется ацетон, бензин, уайт-спирит. Дерево обрабатывают спиртом. Процедура устраняет мелкие частички материала, пыль, жир, что может ухудшить сцепляемость.
Процедура устраняет мелкие частички материала, пыль, жир, что может ухудшить сцепляемость.
Инструменты, с помощью которых наносится холодная сварка на металл и другие типы поверхностей
Чтобы выполнить холодную сварку, требуется подготовка:
- ножа;
- ветоши;
- перчаток;
- обезжиривателя;
- наждачной бумаги.
Если необходимо разделение кромки стальной или чугунной заготовки, требуется болгарка с отрезным кругом, напильники, дрель с насадками. Чтобы восстановить потерянный фрагмент детали, требуется комплект шпателей.
Чтобы восстановить потерянный фрагмент детали, требуется комплект шпателей.
Как наносить клей для соединения поверхности из металла, пластмассы, дерева
Поскольку сварочная смесь твердеет быстро, следует предварительно подготовить рабочее место. Поверхность нужно обработать ацетоном, зачистить, что гарантирует надежное соединение.
Следует подготовить клей для холодной сварки. Жидкие средства смешиваются по инструкции, а сухие разминаются в руках. Затем нужно заделать дефект: подготовленная масса наносится на данный участок. Ей обрабатывают как дыру, так и пространство вокруг. Затем масса остается высыхать.
Рекомендации после применения клея
Хотя холодная сварка признана безвредной, важно соблюдать правила безопасности:
- Клей нужно оставлять в месте, недоступном для детей, животных.
- Необходимо, чтобы средство не контактировало с продуктами.

- Средство должно храниться в герметичной упаковке.
Срок высыхания сварки зависит от используемого средства. Первый результат заметен спустя 5-20 минут, но шов еще уязвим. Полное высыхание наступает через 12-24 часа. После этого изделие готово к использованию.
⚡ Холодная сварка для металла и технология её применения
Холодная сварка для металла – это возможность произвести небольшой ремонт без использования сварочного аппарата. По сути, это клей, который надёжно закрепляет и герметизирует стальные детали. Этот метод используют сантехники и автолюбители. Его главное преимущество – в простоте применения. Редакция HouseChief в этом материале собрала для вас полезные сведения о составе и рекомендации по применению холодной сварки.
Читайте в статье
- 1 Состав и области применения холодной сварки
- 2 Холодная сварка для металла: разновидности
- 3 Особенности эксплуатации склеенных деталей
- 4 Плюсы и минусы холодной сварки
- 5 Как выбрать подходящий состав
- 5.1 Температурный режим эксплуатации
- 5.2 Герметичные свойства клея
- 5.3 Холодная сварка для авторемонта
- 6 Популярные марки холодной сварки
- 7 Как пользоваться холодной сваркой
Состав и области применения холодной сварки
Основу холодной сварки составляет эпоксидная смола. В зависимости от назначения, в неё добавляются разные присадки, обеспечивающие прочность соединения в любых условиях эксплуатации деталей. После нанесения клей твердеет через 10-20 минут, а после нескольких часов становится монолитно прочным.
Помимо скрепления деталей, холодная сварка может выполнять задачу герметизации. Ею заполняют щели и небольшие дыры в металлических трубах и ёмкостях
Ею заполняют щели и небольшие дыры в металлических трубах и ёмкостяхОбласть применения холодной сварки широка: это и сантехнические работы по дому, и ремонт автомобиля, и декорирование. Но не стоит слишком надеяться на такой метод соединения: всё-таки он не так надёжен, как настоящая сварка, и является скорее временным решением.
Холодная сварка для металла: разновидности
Холодная сварка подразделяется по разным признакам. По консистенции она бывает жидкой и пластилинообразной. Жидкие компоненты нужно перемешивать между собой.
В пластилине отвердитель находится внутри бруска и смешивание компонентов происходит при разминанииЕсть разделение сварки и по назначению:
- универсальная – годится для скрепления деталей из металла, древесины и полимеров;
- для металла – имеют в качестве наполнителя металл и отличаются высокой прочностью;
- автомобильные – в состав входят компоненты, повышающие прочность к механическим нагрузкам;
- водостойкие – предназначены для крепления и герметизации даже под водой;
- высокотемпературные – склеенные таким составом детали можно эксплуатировать в температурном диапазоне от -60ºС до +1500ºС.

И, наконец, сварка может различаться по типу шва и рабочей поверхности. Она может быть:
- точечной – применяется для ремонта ёмкостей из меди и алюминия, работы с алюминиевой проводкой;
- шовной – для масштабных работ с металлом;
- стыковой – для соединения проводки и металлических колец;
- тавровой – предназначенной для работы с латунью.
Особенности эксплуатации склеенных деталей
Холодная сварка – это полимерная смесь, которая склеивает детали после небольшого нагрева, буквально до температуры тела.
Прочность соединения зависит от подготовки поверхности и грамотном выборе типа смесиВ идеальных условиях эксплуатации, то есть без воздействия каких-либо внешних факторов, место такого крепления будет очень надёжным, но всё-таки, не таким прочным, как при настоящей сварке.
Плюсы и минусы холодной сварки
Во многих экстренных ситуациях полимерный состав, способный склеивать металлические детали, будет просто незаменим. Вот его основные преимущества:
Вот его основные преимущества:
- продаётся практически в любом хозяйственном магазине;
- можно соединять детали без предварительного демонтажа;
- быстро схватывается;
- склеиваемые детали не подвергаются деформации;
- сварочный шов выглядит аккуратно;
- не образует отходов и не требует особых условий проведения работ или применения средств индивидуальной защиты;
- не требует от мастера профессиональных навыков;
- выдерживает высокотемпературное воздействие.
Есть у холодной сварки и свои недостатки. В их числе нужно отметить, что время закрепления смеси всё же больше, чем время обычной сварки, а прочность крепления – меньше. Кроме того, перед началом работ нужно уделить достаточно времени для тщательной подготовки поверхностей.
Как выбрать подходящий состав
Главное правило подбора типа холодной сварки – это сфера её применения.
Обратите внимание на упаковку: здесь перечислены все параметры, которые гарантируют прочность крепления деталейТемпературный режим эксплуатации
Недорогие варианты сварки позволяют эксплуатировать детали при температуре до 260ºС. Такой клей годится для ремонта предметов, которые не подвергаются высокотемпературному воздействию.
Такой клей годится для ремонта предметов, которые не подвергаются высокотемпературному воздействию.
С помощью такого состава можно выполнять крепление и герметизацию изделий, которые постоянно нагреваются, например, баки для воды в бане или даже печки-буржуйки. Пример такой термостойкой сварки – «Алмаз» или «Термо», продукты отечественного производства.
Герметичные свойства клея
Для ремонта сантехники следует подбирать водостойкие составы с металлическим наполнителем, гарантирующим надёжность и герметичность соединения.
Помните, что такие смеси, в первую очередь, это герметики, так что по прочности они уступают другим типам. Более того, они ещё и неустойчивы к механическому воздействию.
Такие сварки чаще всего продаются в жидком виде, так как такой тип удобнее наносить на места соединения труб для их стыковкиХолодная сварка для авторемонта
Холодная сварка для авторемонта обладает рядом преимуществ: она отлично выдерживает перепады температуры и устойчива к вибрационной нагрузке. Не боится такой состав и химического воздействия, но, как правило, он не схватывается на мокрых поверхностях.
Не боится такой состав и химического воздействия, но, как правило, он не схватывается на мокрых поверхностях.
Автомобилисты при необходимости могут сделать из такого клея подходящий болт и нарезать на нем резьбу до полного застывания массы. Такой крепёж не продержится долго, но до СТО даст возможность добраться.
Холодную сварку используют также для срочного ремонта пробитого трубопровода, бензобака, радиатора, прогоревшего глушителя, крепления внешних деталейПопулярные марки холодной сварки
Ассортимент такой продукции довольно широк, но не все товары этого ряда можно с уверенностью назвать качественными. Если говорить об отечественных марках, то заслуженным доверием пользуется «Алмаз» и «Полимет». Из импортных брендов особенно высокую оценку получила продукция Hi-Gear и ABRO.
Качественные составы представлены следующими марками.
Титан. Выдерживает напряжение на срез до 4,04 мПа, на сдвиг – 438 Н, разрыв – 9,5 мПа. Надёжно склеивает цветные и чёрные металлы, керамику, дерево и твёрдый пластик.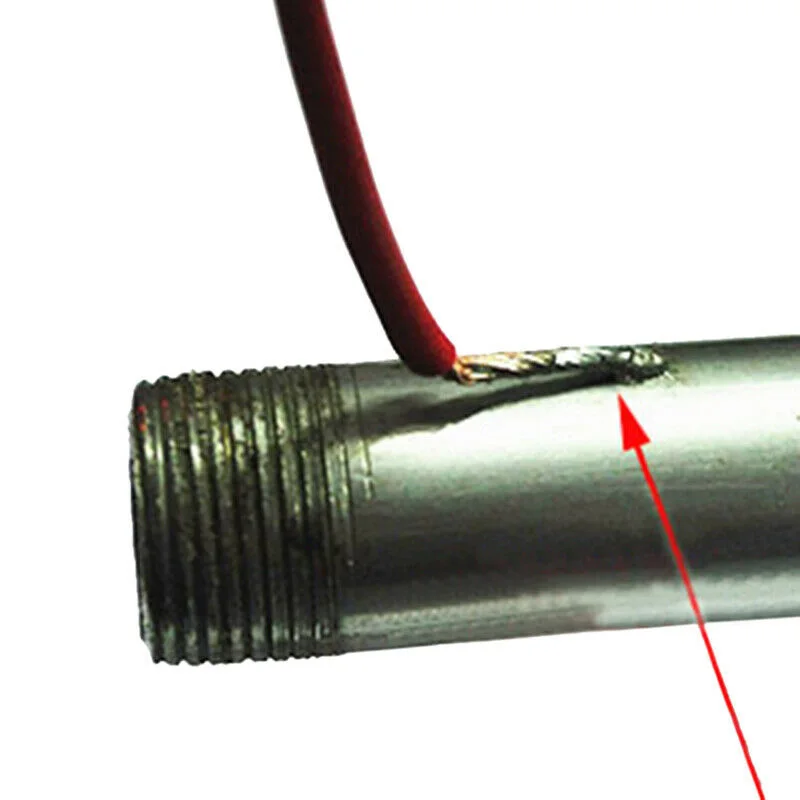 Обладает устойчивостью к химическому воздействию и выдерживает температуру до 130ºСМомент Эпоксин. Хороший клей для металлов и сплавов, устойчивый к химическому и механическому воздействиюАлмаз. Универсальный состав, доступный по цене. Его единственный недостаток – хрупкость при склеивании больших деталейPOXIPOL. Водостойкий состав, устойчивый к агрессивным средам. Используется при ремонте сантехники, выдерживает температуру до 120ºСMastix. Имеет температурный диапазон эксплуатации от -60ºС до 150ºС. Недостатком считается длительный период сушки
Обладает устойчивостью к химическому воздействию и выдерживает температуру до 130ºСМомент Эпоксин. Хороший клей для металлов и сплавов, устойчивый к химическому и механическому воздействиюАлмаз. Универсальный состав, доступный по цене. Его единственный недостаток – хрупкость при склеивании больших деталейPOXIPOL. Водостойкий состав, устойчивый к агрессивным средам. Используется при ремонте сантехники, выдерживает температуру до 120ºСMastix. Имеет температурный диапазон эксплуатации от -60ºС до 150ºС. Недостатком считается длительный период сушкиКак пользоваться холодной сваркой
Чтобы холодная сварка надёжно и прочно прикрепилась к поверхности, нужно соблюдать технологию её нанесения:
| Иллюстрация | Описание |
Перед началом работы нужно удалить грязь с поверхности и тщательно зачистить её надфилем или наждачной бумагой с крупным зерном. Шероховатость приветствуется, так как сцепка с клеем будет прочнее. После зачистки необходимо обезжирить место склейки. После зачистки необходимо обезжирить место склейки. | |
| Необходимо отрезать кусочек материала такого размера, чтобы хватило для работы. Холодная сварка режется легко, как пластилин, можно сделать это даже обычным кухонным ножом. | |
| Тщательно разомните состав до однородного состояния. В процессе работы все компоненты смешиваются. | |
| Нанесите клей на нужное место и оставьте для застывания на час, а лучше – на два-три. За это время холодная сварка наберёт необходимую прочность. Если есть необходимость красить или шлифовать детали, лучше выдержать сутки перед этой работой. |
Как пользоваться жидким составом, описано в этом небольшом видеокурсе:
Watch this video on YouTube
А какую марку холодной сварки предпочитаете вы? Если вы готовы посоветовать нашим читателям качественный продут, напишите об этом в комментариях!
Как использовать холодную сварку и в каких случаях она применяется.

Содержание
Сегодня в ассортименте хозяйственных магазинов очень широкий ассортимент составов, предназначенных для быстрого ремонта различных изделий или упрощения монтажа. Особого внимания заслуживают товары, которые можно отнести к интересной группе — «холодная сварка». Что это такое?
«Холодной сваркой» обычно называют клеевой состав определенной плотной или обычной жидкой консистенции, имеющий широкие возможности, поскольку он может применяться в различных областях и с различными комбинациями материалов. После затвердевания нанесенной ремонтной «заплатки» или клеевого шва они отличаются прекрасными показателями адгезии и прочности, соединение становится сродни сварному, за что такие составы получили свое народное название. У любого, кто слышал об этом составе, но никогда не использовал его на практике, неизбежно возникает вопрос, как использовать холодную сварку. В этой публикации будет представлена информация о существующих типах этого клея, а также о том, где и как его следует применять.
«Холодная сварка» и ее характеристики.
Само название клея — «холодная сварка» указывает на то, что он способен создавать соединение высокопрочных материалов, сопоставимое с настоящей сваркой. Это может быть одно- или двухкомпонентный состав, в основе которого чаще всего лежит эпоксидная смола, с добавками — загустителями и упрочняющими добавками. Удобство «холодной сварки» в том, что она не требует использования каких-либо инструментов и оборудования, а также нагревания ремонтируемых материалов до высоких температур. Ремонтно-восстановительные работы можно проводить буквально в полевых (ходовых) условиях. Именно поэтому тот или иной вариант «холодной сварки» традиционно входит в минимальный набор инструментов и материалов автомобилиста, постоянно имеющийся в автомобиле.
Этот клей используется для укрепления соединительных швов различных деталей или материалов, заделки отверстий, ремонта трещин или образовавшихся отверстий. «Холодная сварка» также может быть подходящей для некоторых монтажных работ, например, для соединения изделий из одного или разных материалов. Например, с помощью этого клея легко соединить пластиковые и металлические или деревянные детали со стеклом.
Например, с помощью этого клея легко соединить пластиковые и металлические или деревянные детали со стеклом.
На рынке можно найти как универсальные составы, подходящие для большинства строительных материалов, так и клеи для более узких профилей, предназначенные для конкретных применений. Поэтому при покупке «холодной сварки» всегда следует обращать внимание на варианты, указанные в прилагаемой инструкции.
Виды «холодной сварки»
Большое количество клеев, подходящих под определение «холодная сварка», можно разделить на типы по нескольким критериям.
- 1- В зависимости от консистенции (формы агрегата) продукции холодная сварка выполняется в жидком и твердом виде:
В твердом виде он обычно прессуется в материал стержнями (цилиндрами). Этот вариант «холодной сварки» можно назвать наиболее распространенным и широко применяемым в быту. Он превращается в «рабочую» пластическую субстанцию, напоминающую пластилин, при активном разминании пальцами. Жидкий «холодный шов» может быть однокомпонентным или двухкомпонентным клеем.
- 2 — По составу этот клей бывает одно- и двухкомпонентным:
Однокомпонентные составы расфасованы в тубу или батончик. Они не требуют смешивания и доступны как в жидкой, так и в твердой форме. Второй вариант, перед применением требует разогревание рук для получения композиции пластичных и адгезионных качеств.
Двухкомпонентные жидкие составы смешиваются в нужном количестве непосредственно перед нанесением на поверхность. Двухкомпонентная холодная сварка также выполняется в жидком и твердом виде. Жидкая версия представляет собой набор из двух емкостей (тюбиков, тюбиков и т. Д.), Одна из которых содержит эпоксидный компаунд, а другая — отвердитель. Клей готовят из двух компонентов непосредственно перед использованием или во время работы (рецептуры с одновременным дозированием и смешиванием). Двухкомпонентный жесткий «холодный шов»
В двухкомпонентных твердых составах «холодная сварка» обеспечиваются оптимальные пропорции двух компонентов, необходимых для изготовления клеевой смеси. Из бруска отрезается необходимое количество материала, затем замешивается в руках до получения однородной пластичной массы.
Из бруска отрезается необходимое количество материала, затем замешивается в руках до получения однородной пластичной массы.
- 3 — В зависимости от назначения клей может быть универсальным или профилированным, рассчитанным на работу с определенными материалами. Оба этих вида «холодной сварки» могут иметь в своем составе определенный наполнитель.
Так, для ремонта бетонных поверхностей или труб в клей добавляют керамическую добавку, а в металлические изделия добавляют металлический порошок. Также используются армирующие включения в виде синтетических волокон.
Однако есть композиции без каких-либо наполнителей — просто от взаимодействия смешанных компонентов или даже от контакта с воздухом (один компонент), образуя прочный ремонтный или клеевой слой материала.
Кстати, холодные составы узкопрофильного использования еще называют «холодной сваркой», которые из-за наличия сильного органического растворителя вызывают химическое «плавление» обрабатываемого ими материала. Обычно эти клеи предназначены для работы с определенными полимерами, такими как ПВХ. После обработки и размягчения обработанных участков происходит процесс сжатия сопрягаемых деталей — и происходит нечто похожее на диффузионную сварку, проводимую при нагреве. Без высоких температур — но с практически таким же эффектом. Разве это не «холодная сварка»?
Обычно эти клеи предназначены для работы с определенными полимерами, такими как ПВХ. После обработки и размягчения обработанных участков происходит процесс сжатия сопрягаемых деталей — и происходит нечто похожее на диффузионную сварку, проводимую при нагреве. Без высоких температур — но с практически таким же эффектом. Разве это не «холодная сварка»?
Области применения таких составов.
Здесь все просто — «холодная сварка» так или иначе подходит для ремонта изделий или склейки деталей, используемых практически в любой сфере.
Клей используется для склеивания и герметизации твердых изделий или эластичных покрытий, постоянно размещенных на прочной основе. Холодносварные материалы можно разделить на несколько групп:
Металлы — практически без ограничений.
С его использованием производятся различные полимеры, а также комбинированные материалы, например линолеум или ковролин. Детали этих покрытий могут быть соединены друг с другом из других материалов, а также прикреплены к основанию.
Для изделий из полиэтилена «холодная сварка» не применяется.
Стекло, керамика и фарфор могут соединяться этим клеем в различных комбинациях без ограничений. То есть упомянутые материалы находятся между собой, а также изделия, имеющие различное конструктивное строение.
Как видно из представленного списка, «холодная сварка» может применяться в различных сферах, тем более что есть составы, которые отличаются устойчивостью к теплу и влажности. Кроме того, клей, используемый для герметизации стыков изделий, способен выдерживать работу под высоким давлением. Например, «холодная сварка» применяется для соединения и ремонта водопроводных и канализационных труб, а также различных деталей и узлов в автомобилестроении. С помощью этого клея можно быстро и даже в самых неблагоприятных условиях отремонтировать повреждения, такие как осколки в кузове, дыры в радиаторе, бензобаке, протекающие трубы и т. Д.
В быту «холодная сварка» применяется для ремонта мебели, изделий из стекла и даже строительных инструментов, а также других товаров для дома.
Преимущества и недостатки «холодной сварки»
К достоинствам этого продукта можно отнести следующие особенности:
- Экологическая чистота материала (на основе эпоксидной смолы) позволяет использовать его в жилых помещениях, не имеет резкого запаха и не выделяет токсичных паров.
- При «холодной сварке» не повреждаются прилегающие участки отремонтированных изделий, так как они не подвергаются воздействию высоких температур, которых невозможно избежать при «классической» сварке.
- Нанесенный и затвердевший клей можно обработать абразивными материалами, чтобы довести их поверхность до идеальной гладкости, что в некоторых случаях является необходимым условием ремонта.
- Применение холодной сварки не требует использования специальных инструментов, отсутствие которых часто затрудняет ремонт.

- Универсальность рецептур — можно выполнять очень широкий спектр различных работ.
- Возможность использования отремонтированных изделий при высоких и низких температурах.
- Материал не разлагается под воздействием химикатов.
- Доступная стоимость материала — позволить себе такой комплект может каждый. Да, наверное, она должна быть в каждом доме — на всякий случай.
Недостатком «холодной сварки» является то, что во многих случаях она даже уступает по надежности «горячим технологиям» соединения материалов. То есть обычно считается временной мерой — до полной замены поврежденных деталей или покрытий на новые или до появления возможности полной реставрации.
Небольшой обзор популярной линейки «холодной сварки»
Выбирая такой клей, нужно обращать внимание на следующие параметры, указанные производителем на упаковке:
- Материалы поверхности, на которые можно нанести выбранный состав.
- Температурный диапазон, в котором можно использовать покупной клей.

- Порядок нанесения «холодной сварки» указан в инструкции.
- Стоимость клея.
Кстати, о ценовом факторе. Большинство этих составов можно отнести к полностью доступной категории. Поэтому не стоит покупать гораздо более дешевые варианты совершенно неизвестного происхождения. Лучше обращать внимание на те материалы, которые получили много положительных отзывов. К этой продукции относятся клеи марок «Tarkett», «Poxipol», «Permatex», «WEICON», «Devcon», «MASTIX», «Premium FastFix Metal» и другие.
В следующей таблице показаны некоторые варианты «холодной сварки» от разных производителей, как универсальные, так и предназначенные для склеивания определенных материалов. Возможно, эта информация поможет определиться с выбором при покупке состава:
Premium FastFix Metal — это двухкомпонентный быстротвердеющий раствор на эпоксидной основе. Этот клей подходит для внутренних и внешних работ по фиксации и ремонту металлических деталей. После закалки «холодной сваркой» отремонтированная часть изделия может быть подвергнута качественной шлифовке. После закалки «холодной сваркой» отремонтированная часть изделия может быть подвергнута качественной шлифовке. | |
| «Холодная сварка» «АСТРОхим» специально разработан для герметизации ремонтных радиаторов отопления, труб горячего и холодного водоснабжения и канализации, изготовленных из различных металлов или пластмасс. Клей можно использовать как для бытовых нужд, так и для ремонта промышленных коммуникаций. Температура эксплуатации ремонтируемых или пломбируемых объектов находится в пределах от -60 до + 150 градусов. Двухкомпонентный состав замешивается при положительной температуре. | |
Двухкомпонентная «холодная сварка» «MASTIX для алюминия» — назначение понятно из названия, например, хорошо подходит для «ремонта в полевых условиях» перфорированного алюминиевого радиатора. Клей можно использовать на влажных и масляных поверхностях, а также для склеивания деталей, которые будут использоваться при высоких температурах. После застывания ему не страшен прямой контакт с различными техническими жидкостями, в том числе с антифризом. После застывания ему не страшен прямой контакт с различными техническими жидкостями, в том числе с антифризом. | |
| Двухкомпонентный клей «МАСТИКС для масляных поверхностей» должен быть в ящике для инструментов автомобилиста. В дороге, когда поверхности или детали, требующие срочного ремонта, очистить от загрязнений сложно или даже невозможно, такая «холодная сварка» становится незаменимой. Кроме того, состав может использоваться для склеивания цветных и черных металлов, керамики, пластика, дерева, которые рассчитаны на работу при температуре от -60 до +150 градусов. Таким образом, эту «холодную сварку» можно отнести к разряду универсальных. | |
Двухкомпонентный клей «MASTIX термостойкий» предназначен для ремонта изделий из различных металлов, а также термостойких пластиков и керамики, работающих при температуре от -60 до +250 градусов. Допускается склеивание влажных поверхностей. Захват этого материала происходит через два-три часа после нанесения, а полное затвердевание и возможность подвергнуть продукт его характерной нагрузке происходит за один день.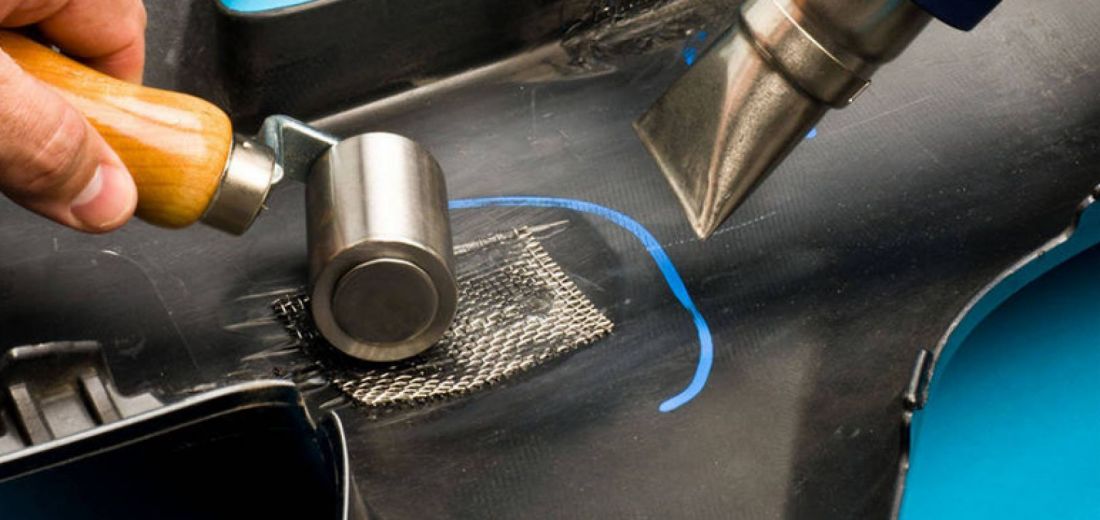 | |
| Двухкомпонентное «холодное уплотнение» «АКВА-МАСТИКС» предназначено в первую очередь для ремонта сантехнической арматуры. Он способен быстро и качественно соединять детали или ремонтировать дефекты в металле, фарфоре, керамике, а также надежно герметизировать резервуары и трубопроводы. Аксессуары, отремонтированные или герметизированные этим составом, могут дополнительно использоваться в диапазоне рабочих температур от -60 до +150 градусов. С помощью этого состава можно ремонтировать масляные и влажные поверхности даже при отрицательных температурах до -10 градусов, если клей был подготовлен для использования в теплом помещении. | |
Tarkett, производитель линолеума, также производит цельную «холодную сварку» для склеивания изделий из ПВХ. Удобство использования состава этого производителя заключается в закрепленной в трубке стальной игле, предназначенной для направленного выдавливания клея, необходимого для фиксации двух листов линолеумного покрытия. Игла имеет высокую прочность, поэтому не сломается и не деформируется во время работы. Прочность соединения, полученная после полной полимеризации, даже превышает европейские стандарты. Компания продает три вида холодной сварки полов из ПВХ — «А», «Т» и «С». Игла имеет высокую прочность, поэтому не сломается и не деформируется во время работы. Прочность соединения, полученная после полной полимеризации, даже превышает европейские стандарты. Компания продает три вида холодной сварки полов из ПВХ — «А», «Т» и «С». | |
| «Универсальная холодная сварка» «Каратт» предназначена для ремонта, склейки, герметизации стыков различных изделий из пластика, металла, дерева, керамики, гранита, мрамора, бетона. | |
Клей «Секунда», предназначенный для приклеивания или ремонта твердых предметов (поверхностей) из ПВХ — это могут быть водостоки, водопроводные и канализационные трубы, элементы отделки, корпуса бытовой техники и многое другое. Подходит как для наружных, так и для внутренних работ. Материал также используется для стыковых линий плитки ПВХ или линолеума. Этот «холодный шов» также используется для заполнения трещин и отверстий в металлических, деревянных, пластиковых и каменных изделиях. Кроме того, он также подходит для металлических деталей автомобилей. Состав после нанесения на поверхность от контакта с воздухом довольно быстро образует влагостойкий прозрачный слой или стык. Благодаря своей герметичности, эта «холодная сварка» используется для ремонта изделий, контактирующих с водой. Склеивание деталей до состояния, пригодного для полноценной эксплуатации, происходит в течение шести часов. Кроме того, он также подходит для металлических деталей автомобилей. Состав после нанесения на поверхность от контакта с воздухом довольно быстро образует влагостойкий прозрачный слой или стык. Благодаря своей герметичности, эта «холодная сварка» используется для ремонта изделий, контактирующих с водой. Склеивание деталей до состояния, пригодного для полноценной эксплуатации, происходит в течение шести часов. |
Помимо представленных вариантов «холодной сварки», выпускаются составы, специально предназначенные для ремонта автомобильных деталей, в частности — специально для его радиатора. Однако если таких предметов в продаже нет, то можно купить клей для металла, особенно алюминия или пластика, в зависимости от того, какая из деталей автомобиля нуждается в ремонте.
Меры безопасности и правила сохранения.
Перед тем, как перейти к работе с «холодной сваркой», всегда имеет смысл внимательно ознакомиться с мерами безопасности. Просто чтобы обезопасить себя от негативного воздействия составляющих клея.
- Холодную сварку нельзя использовать для ремонта поверхностей, контактирующих с пищевыми продуктами.
- При работе рекомендуется защищать руки в плотных перчатках. Они предотвращают попадание смолы на кожу и предотвращают длительную очистку.
- По окончании работы, сняв перчатки, следует тщательно промыть руки под проточной водой.
- Если клей случайно попал на вашу кожу или в глаза, немедленно промойте.
- Хранение «холодной сварки» необходимо производить по правилам, указанным на упаковке, иначе состав потеряет свои первоначальные качества. Клей следует хранить в недоступном для детей месте.
Как видите, требования элементарны и выполнить их несложно.
Как применяется холодная сварка
В этом разделе будут рассмотрены различные области применения клея — в разных областях, а также для склеивания или ремонта различных материалов.
Общие правила применения.
Для применения двухкомпонентной «холодной сварки» существуют общие правила подготовки и нанесения на ремонтируемую поверхность. Все выполняемые действия можно разделить на несколько этапов.
Все выполняемые действия можно разделить на несколько этапов.
Вы начинаете с подготовки поверхностей к ремонту. В этот этап входит очистка от грязи и остатков старых декоративных покрытий (краски, лака). Если поверхности идеально гладкие, желательно обработать их абразивным материалом. Полученная шероховатость увеличит адгезию материалов.
Желательно, чтобы поверхности были сухими и обезжиренными, например, спиртом, ацетоном или другим растворителем. Некоторые составы, как упоминалось выше, можно наносить на масляные продукты, но они все равно лучше всего работают на чистой поверхности. Ну а в случае ремонтируемой трубы, в которой образовалась течь, нужно выбирать холодную сварку, которую можно использовать на мокрых поверхностях.
Очень важно внимательно изучить инструкцию по применению приобретенного средства. Особое внимание следует обратить на жизнеспособность состава, то есть максимальное время, разрешенное после смешивания. По истечении этого временного интервала «холодная сварка» теряет свои свойства и приходит в негодность.
Затем нужно разрезать или отжать две тюбики, в зависимости от конкретного вида двухкомпонентного клея, в необходимом количестве. При замешивании жесткого варианта «холодной сварки» руки рекомендуется смачивать водой, иначе состав будет прилипать к пальцам. Клей готов к использованию, когда он нагревается и становится пластичным, становится полностью однородным и при этом заметно нагревается. При смешивании жидких компонентов «холодной сварки» готовая смесь должна приобрести однородный цвет.
Полученный клей после смешивания компонентов наносится на подготовленную поверхность и прижимается или распределяется по ней резиновым шпателем, смоченным водой. Твердо перемешанный пластырь следует прижать и подержать на поверхности несколько минут.
Срок готовности отремонтированной поверхности к дальнейшей обработке для каждого состава разный. Если необходимо ускорить период полимеризации, клей можно нагреть строительным феном, но злоупотреблять этим средством особо не рекомендуется.
После полного высыхания и полимеризации отремонтированный участок можно обработать наждачной бумагой и при необходимости покрасить.
Ремонт радиатора системы охлаждения авто.
Автомобильный кулер — это теплообменное устройство, которое очень чувствительно к действующим механическим воздействиям. Бывает, что при движении на большой скорости камешек или другой твердый предмет, застрявший в его сетке, приведет к образованию протечки. А это уже требует срочного ремонта. Путем холодной сварки вполне можно устранить течь и хотя бы временно восстановить работоспособность самого кулера.
Рекомендуемый порядок работы следующий:
Первое, что нужно сделать — это выбрать (купить и иметь в «бардачке» автомобиля подходящий для такого ремонта вид «холодной сварки». Он должен иметь хорошее сцепление с металлом и выдерживать высокие температуры. Оптимальный вариант было бы приобрести специальный состав, специально разработанный для ремонта радиаторов отопления, но если таковых нет в продаже, следует выбрать жаростойкий вариант по металлу. Если «холодная сварка» не обладает этими свойствами, то при нагревании ремонтная накладка просто расплавится или соскочит, то есть вся проделанная работа пойдет зря.
Если «холодная сварка» не обладает этими свойствами, то при нагревании ремонтная накладка просто расплавится или соскочит, то есть вся проделанная работа пойдет зря.
Следующим шагом будет определение точного места утечки. Не исключено, что для этого придется демонтировать радиатор. Следует отметить, что этот этап иногда становится самым сложным во всем процессе ремонта радиатора.
Из системы охлаждения автомобиля слита жидкость — антифриз или вода. Если поиску ямы или трещины предшествует разборка радиатора, то, конечно же, перед разборкой охлаждающая жидкость сливается. Удаление засоряющейся части решетки радиатора
Возможно, вам понадобится снять часть решетки радиатора, чтобы обнаружить отверстие в трубе, а также отремонтировать ее.
Рекомендуется просушить радиатор, например, струей теплого воздуха. Но если приобретается холодная сварка, которую можно наносить на влажную поверхность, то сушка всей конструкции необязательна, хотя все же остается желательной.
Найдя отверстие, чтобы освободить пространство вокруг него, рекомендуется отшлифовать поверхность, на которую будет наноситься «холодная сварка», затем очистить ее от остатков абразива и обезжирить уайт-спиритом, ацетоном или бензином. Эта процедура необходима для получения высокой адгезии ремонтной массы к металлу. Затем можно переходить к работе с клеем.
Эта процедура необходима для получения высокой адгезии ремонтной массы к металлу. Затем можно переходить к работе с клеем.
Действовать нужно по инструкции, обычно находящейся на упаковке «холодной печати». Процесс подготовки жесткого двухкомпонентного варианта «холодной сварки» к работе.
Перед началом работы рекомендуется смочить руки водой — так клей будет меньше прилипать к ним.
Из клеевого бруска ножом вырезается необходимое количество массы. Отрезанный фрагмент энергично разминают пальцами до достижения эластичности и полной однородности. Поскольку компоненты, соединенные в «холодной сварке», различаются по цвету, необходимо следить за тем, чтобы оттенок смешанной массы также был идеально однородным. Пластичность, однородность и хорошо заметный нагрев смешанной массы — признак того, что клей готов к следующей операции.
Если для ремонта выбран двухкомпонентный жидкий вариант «холодной сварки», то необходимо взять определенное количество состава из трубок и хорошо перемешать в небольшой емкости или даже на некоторых поверхностях. Ингредиенты еще не настолько жидкие, что начинают стекать.
Ингредиенты еще не настолько жидкие, что начинают стекать.
Следующим шагом будет нанесение клея на поврежденный участок. Все этапы работы следует проводить, не теряя времени, так как после смешивания некоторые клеи быстро начинают переходить в стадию полимеризации. Срок схватывания материала необходимо узнавать заранее из его паспортных характеристик.
Полное высыхание и готовность отремонтированного изделия к использованию может наступить в период от часа до суток. Время достижения такой готовности может зависеть от нескольких факторов — температуры, при которой проводились работы, толщины нанесенного слоя, а также особенностей самой «холодной сварки».
Следует отметить, что, по отзывам автовладельцев, иногда такой ремонт радиаторов системы охлаждения оказывается эффективнее аргонной сварки или «классической» пайки.
Таким же образом ремонтируется поврежденный топливный бак. Здесь даже проще, ведь чаще всего нужно обрабатывать открытую поверхность, без металлической сетки. Правда, меры предосторожности при работе с баком намного строже, из-за повышенной горючести. После высыхания клейкую «заплатку» можно дополнительно обработать абразивными материалами и затем покрыть той же антикоррозионной краской, которая использовалась для покрытия остальной поверхности резервуара.
Правда, меры предосторожности при работе с баком намного строже, из-за повышенной горючести. После высыхания клейкую «заплатку» можно дополнительно обработать абразивными материалами и затем покрыть той же антикоррозионной краской, которая использовалась для покрытия остальной поверхности резервуара.
Ремонт керамических изделий.
Для ремонта керамики, в том числе, например, разбитой раковины для ванной, многие производители предлагают керамические составы, сваренные методом холодной сварки. Как указано в характеристиках клея, он быстро и надежно соединяет отдельные фрагменты поврежденного изделия, которые после ремонта можно повторно использовать в своем рабочем температурном диапазоне. Шов, полученный на стыках стыкованных фрагментов, отлично выдерживает экстремальные температуры и влажность. Материал прост в применении и надежно закрывает сколы и трещины в изделиях из фарфора и фаянса.
«Холодная сварка» керамического клея обычно выполняется в жестком двухкомпонентном варианте. Он так же готов к использованию, как обсуждалось выше для ремонта радиатора.
Он так же готов к использованию, как обсуждалось выше для ремонта радиатора.
Возможная сложность ремонтных работ по реставрации ракушек и других керамических изделий состоит в том, что необходимо собрать все или даже самые крупные фрагменты изделия. Именно из них будет сложена «мозаика», которая закроет образовавшийся разрыв.
Если планируется отремонтировать трещину с выбоиной, то при подготовке к ремонту недопустимо расширять повреждение в керамике (в отличие от ремонта трещин, скажем, на стенах или потолке). При таких попытках изделие может просто сломаться. Избавиться от трещины, представляющей собой тонкую линию, не удастся, так как клею просто не к чему прилипать, а нанесенный сверху состав никак не усилит прочность изделия.
Так что в этом случае склеиваемые детали не требуют специальной обработки или обезжиривания. Однако, чтобы улучшить их адгезию, перед наклеиванием рекомендуется нагреть их до температуры примерно 40-50 градусов строительным феном.
После «холодной сварки» нагретых склеиваемых поверхностей они сразу соединяются между собой, так как этот клей очень быстро затвердевает и, соответственно, теряет свои адгезионные свойства.
Когда все крупные детали склеены на месте, оставшиеся «гнезда» недостающих мелких деталей заполняются «холодной сваркой». Выполняется черновое выравнивание поверхности — по возможности.
Остается только дождаться полного высыхания клея, а затем обработать ремонтируемый участок сначала крупнозернистой наждачной бумагой, затем мелкой и, наконец, отшлифовать поверхность.
При необходимости на отшлифованный участок можно нанести краску.
«Холодная сварка» как технология стыковки полотен линолеума.
Практически каждый домовладелец хоть раз сталкивался с напольным покрытием из линолеума. К сожалению, далеко не всегда можно приобрести материал внешнего оформления вендинга, но необходимую длину и ширину.
И поэтому при мощении возникает необходимость стыковать два экрана.
Для решения этой задачи сегодня используются два основных метода — это использование диффузной «горячей» сварки смежных пластин, для чего используется специальный инструмент, или «холодная сварка» с использованием жидкого химического состава. имеется в продаже в тубах со специальными насадками. В этом случае «механизм» склейки отличается от того, что мы видели выше. Особый органический состав проникает в структуру покрытия линолеума и вызывает химическое оплавление его краев с последующей взаимной диффузией и затвердеванием. В результате после полной полимеризации получается прочный стык с равномерным герметичным швом.
имеется в продаже в тубах со специальными насадками. В этом случае «механизм» склейки отличается от того, что мы видели выше. Особый органический состав проникает в структуру покрытия линолеума и вызывает химическое оплавление его краев с последующей взаимной диффузией и затвердеванием. В результате после полной полимеризации получается прочный стык с равномерным герметичным швом.
В продажу входит «холодная сварка» линолеума или других изделий из поливинилхлорида (ПВХ) отечественных и зарубежных производителей. Однако особую популярность приобрели однокомпонентные препараты Tarkett, представленные в трех видах. Этот материал уже вскользь упоминался выше и теперь будет рассмотрен более подробно. Каждый вид такого клея рассчитан на определенную ширину стыка между листами пола. И в связи с этим — каждая из них оснащена специальной насадкой для подачи состава на линию склейки.
Типа «А» имеет жидкую консистенцию и наконечник в виде прочной стальной иглы (чем-то напоминающей иглу медицинского шприца). Благодаря этому устройству такой «холодной сваркой» удобно стыковать листы линолеума, чтобы получить минимальную толщину шва менее 2 мм. Расход пакета данного состава рассчитан на длину шва 20 метров. Благодаря этому устройству такой «холодной сваркой» удобно стыковать листы линолеума, чтобы получить минимальную толщину шва менее 2 мм. Расход пакета данного состава рассчитан на длину шва 20 метров. | |
| Тип «С» — это более толстая масса, поэтому его лучше всего использовать для швов размером более 2 мм. Трубка этого «холодного шва» имеет более широкое трубчатое сопло, через которое густая масса легко течет в шов. Помимо соединения двух листов напольного покрытия, клей используется для ремонта поврежденных участков материала. Расход одной упаковки клея рассчитан на длину шва 15 метров. | |
| Тип «Т» — самый густой по консистенции (даже толще, чем тип «С»). Труба с таким «холодным швом» оснащена соплом Т-образной формы. Этот комплект предназначен для химического сплавления двух листов линолеума ПВХ на войлочной или полиэфирной основе. Расход одной упаковки такого состава рассчитан на длину шва до 7 метров. |
Таким образом, холодную сварку можно назвать уникальным универсальным материалом, способным решить большое количество задач. Однако не следует забывать, что для ремонта некоторых функциональных изделий клей можно использовать только в качестве временной меры, только для того, чтобы «выжить» до тех пор, пока они не будут заменены или капитально отремонтированы. Поэтому после ремонта, например, батареи отопления дома, радиатора охлаждения или топливного бака в автомобиле также следует внимательно следить за герметичностью заплатки и не забывать о необходимости более радикальных мер.
Однако не следует забывать, что для ремонта некоторых функциональных изделий клей можно использовать только в качестве временной меры, только для того, чтобы «выжить» до тех пор, пока они не будут заменены или капитально отремонтированы. Поэтому после ремонта, например, батареи отопления дома, радиатора охлаждения или топливного бака в автомобиле также следует внимательно следить за герметичностью заплатки и не забывать о необходимости более радикальных мер.
Как пользоваться холодной сваркой для металла
Содержание
- Виды холодной сварки для металла
- Какая холодная сварка подойдёт для радиатора автомобиля
- Процесс сварки радиатора автомобиля холодной сваркой
- Вопросы и ответы:
Холодная сварка для металла – это высокопрочный клей, позволяющий быстро решить проблему, вызванную механическим повреждением металлических изделий на непродолжительное время.
Применима она и для мелкого ремонта металлических конструкций, внутри которых находится жидкость под небольшим давлением – сантехнических труб и различных радиаторов. Последнее свойство сделало холодную сварку крайне популярным средством, благодаря её способности склеивать металл «на мокрую», выдавливая жидкость в процессе затвердевания.
В состав холодной сварки входят 4 основных компонента:
- эпоксидная смола;
- отвердитель;
- металлический порошок;
- добавки в виде серы или иных веществ.
Виды холодной сварки для металла
По составу различают два вида клея:
- однокомпонентный. Процесс отвердевания у него запускается уже в момент вскрытия упаковки, когда в неё попадает влага из воздуха. Поэтому такой клей используют сразу и весь;
- двухкомпонентный. Он состоит из эпоксидной смолы, перемешанной с металлическим порошком и отвердителя. Для его застывания необходимо тщательно перемешать составляющие. Выпускается в жидкой и пластилинообразной консистенциях.
 Жидким клеем пользуются, когда нужно загерметизировать трубы или заделать трещины. Пластилинообразный подойдёт, когда нужно восстановить и соединить сломанные элементы конструкции. С помощью пластичной холодной сварки можно даже восстановить резьбу на болте, намазав его клеем и нарезав резьбу гайкой, пока клей не успел затвердеть.
Жидким клеем пользуются, когда нужно загерметизировать трубы или заделать трещины. Пластилинообразный подойдёт, когда нужно восстановить и соединить сломанные элементы конструкции. С помощью пластичной холодной сварки можно даже восстановить резьбу на болте, намазав его клеем и нарезав резьбу гайкой, пока клей не успел затвердеть.
По сфере применения клей можно разделить на несколько видов:
- Универсальный. Его компоненты подобраны так, чтобы можно было склеить не только металл, но и массу других материалов. Однако результат такого ремонта оставляет желать лучшего.
- Специальный. Предназначен для склеивания определённого материала. Кроме того, в нём есть вещества, придающие соединению важные свойства, например, влагостойкость или термостойкость.
- Автомобильный. Его состав продуман таким образом, чтобы можно было отремонтировать металлические, резиновые, пластиковые и стеклянные детали автомобиля. По своей сути он универсальный, но благодаря «нацеленности» на сравнительно небольшой спектр материалов, гораздо прочнее обычного универсального.

Какая холодная сварка подойдёт для радиатора автомобиля
Холодная сварка должна храниться в арсенале любого автолюбителя, который затеял дальнюю поездку, ведь она может прийти на выручку в случае протечки радиатора. Здесь может пригодиться как пластилинообразный, так и жидкий вид холодной сварки. Автовладельцы чаще пользуются пластичным клеем, но если есть необходимость в более высокой прочности, лучше воспользоваться жидким.
Что касается более узкой специализации клея, то тут можно обратить внимание на специальный термостойкий клей для металла с алюминиевой пылью (для алюминиевых радиаторов) или автомобильный клей.
Процесс сварки радиатора автомобиля холодной сваркой
Чтобы на какое-то время вернуть работоспособность потёкшего радиатора, нужно предпринять следующие шаги:
- Обработать место протечки шкуркой, желательно до появления блеска. При этом важно оставить на металле глубокие царапины, чтобы увеличить площадь соприкосновения с клеем.

- Обезжирить металл ацетоном, а если его нет, воспользоваться бензином.
- Выдавить из тюбика или отделить от бруска нужное количество холодной сварки, затем привести её в «рабочее» состояние, перемешав или размяв до получения однородной консистенции.
- Нанести состав на место протечки и разровнять. Это нужно сделать как можно быстрее, так как в зависимости от типа клея, он может схватиться довольно быстро. Если пробоина большая, то её лучше заделать, используя кусочек жести в качестве заплатки, и приклеить его этим же клеем.
- Починив повреждённый участок, нужно дать клею полностью затвердеть. Это займёт от 1 часа до суток в зависимости от толщины слоя, производителя клея и окружающей температуры. Если времени «в обрез», то уже через полчаса можно завести автомобиль и отправиться в ближайший сервис.
Результат применения холодной сварки для ремонта автомобильного радиатора может быть разным и зависит от множества факторов. Это и наличие охлаждающей жидкости под местом заделки повреждения, и размер повреждённого участка, и толщина слоя клея, и время, которое ему дали для высыхания. В лучшем случае можно проехать даже несколько сотен километров без проблем. Однако не стоит забывать о том, что холодная сварка – лишь временная мера, и нужно всегда быть начеку.
В лучшем случае можно проехать даже несколько сотен километров без проблем. Однако не стоит забывать о том, что холодная сварка – лишь временная мера, и нужно всегда быть начеку.
Вопросы и ответы:
Что можно склеить холодной сваркой? Как утверждают производители подобных средств, их продукция способна склеить почти любые поверхности: металлические, стеклянные, деревянные, керамические, резиновые и даже каменные.
Как долго держит холодная сварка? Это зависит от типа склеиваемой поверхности, соблюдения методики склеивания, условий эксплуатации готового изделия. Высыхает композитный материал приблизительно за 8 часов.
Главная » Без Категории » Как пользоваться холодной сваркой для металла
2022-05-26
By: Александр Фальченко
On:
In: Без Категории
Холодная сварка для двигателя высокотемпературная
Холодной сваркой можно назвать качественное соединение, которого удается добиться без влияния высоких температурных показателей. Процесс склеивания происходит с помощью деформации пластичного сварочного материала и проникновения его в зону соединения деталей. Чтобы понять, какие температуры выдерживает холодная сварка, нужно четко знать, как ее классифицировать, какие бывают виды и в каких случаях ее применение будет самым оправданным.
Процесс склеивания происходит с помощью деформации пластичного сварочного материала и проникновения его в зону соединения деталей. Чтобы понять, какие температуры выдерживает холодная сварка, нужно четко знать, как ее классифицировать, какие бывают виды и в каких случаях ее применение будет самым оправданным.
Самым популярным данный способ стал при ремонте сантехники или автомобилей. Также он пользуется широким спросом, так как не требует специальных знаний и использования сложного сварочного оборудования.
Что входит в состав холодной сварки?
Другими словами холодную сварку могут называть клеем для металла, он бывает однокомпонентным или двухкомпонентным. В его состав входят:
- наполнитель в виде металлического компонента;
- вспомогательные вещества в виде серы и т. д.;
- эпоксидная смола. Ее количество будет отвечать за эластичность и однородную структуру клея.
В комплексе все компоненты формируют полимерный состав, который способен надежно соединять конструкцию.
Температура эксплуатации сварки и ее надежность напрямую зависят от ее качества и состава, а также от правильного подхода к подготовке соединяемой поверхности.
Этот способ при полностью правильном использовании может похвастаться даже большей надежностью в зоне стыковки, чем основной металл. Но чаще всего холодная склейка уступает по качеству традиционному способу. Поэтому не стоит применять подобное склеивание для сложных и требующих высокой надежности конструкций.
Что стоит учесть перед началом работы
Основной составляющей массы холодной сварки является эпоксидный клей. Кроме того, в состав сварки такого типа входят различные ингредиенты, влияющие на свойства состава. В соответствии с этим разные марки холодной сварки могут иметь различные характеристики. Например, время первичного высыхания сварки может меняться от 5 до 20 минут, а время окончательного высыхания – от 12 до 24 часов. При этом даже после истечения времени первичного высыхания полученный шов сварки уже нельзя как-то исправить.
Перед началом работы необходимо учесть, что в составе сварки имеются эпоксидные и аминовые смолы, а также минеральные и стальные наполнители. Все эти вещества могут вредно воздействовать на кожу и на глаза. Кроме того, используемые для удаления холодной сварки растворители (ацетон, уайт-спирит) также могут негативно влиять на кожу или дыхательные органы. Поэтому при выполнении работ по очистке металла от сварки обязательно надо использовать резиновые перчатки, закрывающие запястья на 5-7 см, проветривать рабочее помещение, а после окончания работ хорошо вымыть руки с мылом. Желательно также использовать защитные очки и респиратор.
Если на кожу или в глаза попали продукты зачистки сварки, то надо промыть их проточной водой и обратиться к врачу за помощью.
Поскольку поверхность изделий из металла более твердая и прочная, чем из других материалов, то удаление холодной сварки с металла проще и легче, чем такое удаление, например, с дерева.
При этом вначале необходимо попробовать удалить нежелательные пятна сварки с помощью растворителей, а если такие действия окажутся неудачными, то можно использовать механические средства.
При охлаждении до низких температур большинство клеевых средств, к которым можно отнести холодную сварку, теряют клеящие свойства и могут быть легко отделены от поверхности металла. Такой метод заморозки можно применять при возможности помещения очищаемой детали в морозильную камеру или на улицу, если температура наружного воздуха достигает -15° С.
Температурные показатели
Холодная сварка выдерживает такую температуру, на которую рассчитан ее состав, именно он влияет на максимальные или минимальные ее показатели. То, при какой температуре соединение будет сохранять прочность, обычно указанно на упаковке клея.
По теме: холодная сварка для алюминия
В большей мере максимальный порог составляет 260-275 градусов по Цельсию, это что касается недорогих составов.

Но эффект будет достижим только при правильном подходе к процессу склеивания. Если технология нарушена, максимальный показатель высоких температур будет значительно занижен. Поэтому многие пытаются перестраховаться и не используют холодный клей для деталей, температура которых может превышать этот максимальный порог. Но для особых случаев существует сварка, которая держит температуру значительно выше. Такой клей может продолжать в полной мере выполнять свои функции даже при поднятии температуры до отметки 1318 градусов. Этот способ применяется только в тех случаях, когда традиционная склейка по тем или иным причинам не может быть использована, а детали или конструкция подвергаются постоянному нагреву.
Холодная сварка для металла высокотемпературная водостойкая
Высокотемпературная, а к тому же еще и водостойкая холодная сварка для металла считается самым качественным представителем среди клеящих составов на основе эпоксида. Отличительная черта – это возможность сохранять свои эксплуатационные качества даже при воздействии очень высоких температур.
Термостойкость такого средства подразумевает широкую сферу его использования. В быту его применяют для ремонта радиаторов, газового оборудования, посуды, также популярна водостойкая высокотемпературная холодная сварка в ремонте автомобилей, и пр.
Таким образом, можно коротко описать основные преимущества такого материала:
- большое разнообразие соединяемых материалов, так как клей может склеивать детали из алюминия, латуни, стали, чугуна и драгоценных металлов;
- простота применения не требует особых навыков и предполагает использование даже в полевых условиях;
- высокое качество шва, который не окисляется и не уязвим химвоздействию и коррозии;
Высокотемпературная водостойкая холодная сварка отлично подходит для ремонта радиаторов отопления.
- возможна последующая механическая обработка, в том числе с использованием пескоструйных приборов;
- экологичность подтверждается абсолютной безвредностью для окружающих.

Несмотря на большое количество плюсов, минусы у материала так же есть:
- работы следует проводить только при комнатной температуре, иначе высокого качества шва ожидать не стоит;
- дороговизна материала исключает его применение в промышленности, так как применение традиционной сварки в серийном производстве даже с оплатой труда высококвалифицированных работников получается выгодней, если учесть сколько стоит холодная сварка.
Виды сварки
На сегодняшний день на рынке представлены продукты иностранного и отечественного производства. Преимущество сварки, производимой на территории России, в том, что она стоит немного дешевле иностранного аналога. Но качество не будет находиться на том же уровне, что у зарубежных компаний. Поэтому всегда рекомендуется не жалеть денег, ведь клей для металла покупается для применения и решения сложных задач и создания прочного соединения.
Важно! Одними из самых качественных производителей холодной сварки за рубежом считаются фирмы ABRO и Hi-Gear. Потому опытные специалисты советуют покупать клей именно этих марок. Что касается отечественного производства, можно также выделить два состава, «Алмаз» и «Полимер».
Потому опытные специалисты советуют покупать клей именно этих марок. Что касается отечественного производства, можно также выделить два состава, «Алмаз» и «Полимер».
Холодная сварка: преимущества материала
Материал под названием холодная сварка на самом деле не предполагает действий, связанных с применением сварочных аппаратов, а свое наименование получил благодаря результату применения в разных сферах. Детали из различного металла склеиваются за счет сварочной массы, проникающей в верхний слой одной из частей, обеспечивая их прочное соединение.
С помощью холодной сварки можно склеивать между собой все виды металлов.
Далее разберемся, как работает холодная сварка. Сам процесс происходит под высоким давлением, а монолитность готового изделия зависит именно от сварочного материала. Соединение компонентов происходит в результате глубокой пластической деформации и самого клеящего состава, и металлических деталей.
Верхний слой металла деформируется за счет того, что в его покрытие входит оксидный слой. Детали максимально сближаются друг с другом настолько, что решетки кристаллов фактически сливаются на молекулярном уровне. Таким образом происходит сильная химическая реакция.
Детали максимально сближаются друг с другом настолько, что решетки кристаллов фактически сливаются на молекулярном уровне. Таким образом происходит сильная химическая реакция.
С помощью холодной сварки можно склеивать все виды металла, включая цветные, благородные и черные металлы. Так же возможно комбинировать разнородные металлические соединения, например, делать напайки на алюминиевых жилках проводов. Особенно популярно применение холодной сварки в случаях, когда необходимо сочетать металлы, не выдерживающие высоких температур, предполагающих традиционную сварку металла.
Основные достоинства холодной сварки следующие:
- отсутствие нагрева, что позволяет избежать деформирования склеиваемых деталей;
- в результате склеивания получается аккуратный и надежный шов;
- применение материала не предполагает наличие отходов;
- экономия энергоресурсов;
- для использования не требуется специальной подготовки и навыков;
- отсутствие дополнительных инструментов;
- в процессе не выделяются дым и газ, что обеспечивает его экологичность и безвредность.

После применения жидкой сварки остаётся ровный и аккуратный шов.
Как выбрать холодную сварку
Существует несколько видов состава. Поэтому качество соединения напрямую будет зависеть от правильности выбора клея. Можно выделить 4 основных вида холодной сварки.
- Для металлических деталей. Такой клей отлично походит для самых разных видов металла и в своем составе имеет металлический наполнитель.
- Для автомобильного ремонта. Он имеет схожесть с первым видом, но состав клея включает в себя дополнительные компоненты для работы именно с автомобильными деталями.
- Универсальная сварка. Этот вид клея предназначен для соединения различного рода материалов, а именно дерева, металла или полимеров.
- Холодный клей для подводной сварки. Чаще всего он используется для соединения трубных конструкций.
Специалисты не рекомендуют использовать сварку, предназначенную, к примеру, для подводного соединения, для склейки автомобильных деталей, так как качество и надежность такой стыковки будут находиться на нулевом уровне.
Как убрать сварку
Порядок удаления с металлической поверхности:
- Смочить кусок мягкой ткани или ватный тампон ацетоном (или другим растворителем).
- Обработать смоченной тканью поверхность сварки. Небольшие участки обрабатываются круговыми движениями. Если требуется очистить большое пространство, то обработка производится круговыми движениями от краев к центру.
- При необходимости для лучшего размягчения намоченную растворителем ткань можно положить на пятно удаляемой сварки.
- Под действием растворителя пятно сварки начнет отделяться от поверхности металла.
- Подцепить пятно за край и удалить его.
- Остатки удаленной сварки зачистить наждачной бумагой.
- Для окончательной очистки место сварки промыть мыльным раствором, а затем теплой водой.
Если приведенным выше способом убрать сварку не удается, то нужно попытаться срезать ее острым ножом или спилить напильником.
Сварка с линолеумом
«Холодная сварка» или «Быстрая сталь» разрешены для . Они состоят из таких веществ: тетрагидрофуран; пластификаторы; поливинилхлорид. Состав позволяет несколько расправить края склеиваемого линолеума с помощью приготовленной массы. Основная особенность данного типа сварки заключается в различности ее поведения в процессе работ и при соприкосновении с разными типами и марками линолеума. Производители рекомендуют три основных вида клеевых составляющих:
Клей типа «А»
Он используется, когда требуется соединить швы достаточно твердого материала. Консистенция клея для линолеума характеризуется значительной текучестью. При работе получается довольно тонкий аккуратный шов.
Тип «С»
Данная холодная сталь подходит для линолеума, который относительно долгое время эксплуатировался, имеет сильную степень износа и подлежит косметическому ремонту. Консистенция клеящей смеси более густая, чем «А». Это и определяет специфику и область его использования. В результате работ шов заполняется. Он заливает просвет между старыми полосами линолеума. На месте склеивания образуется видимая новая полоса из клея.
В результате работ шов заполняется. Он заливает просвет между старыми полосами линолеума. На месте склеивания образуется видимая новая полоса из клея.
Клей типа «Т»
Этот тип предназначен для холодной сварки линолеума. Строительный материал выполнен из ПВХ. Применяется полиэстер. Состав клея типа Т для линолеума указан в модификации товара. Его используют чаще профессионалами и строителями.
Полезные советы перед началом работы
Перед началом работы нужно подготовить необходимые материалы и инструменты. Их перечень будет меняться в зависимости от того, с каких поверхностей нужно удалить клеевой состав. Вам может понадобиться следующее:
Жидкость для снятия лака с содержанием ацетона поможет убрать холодную сварку.
- Ацетон или жидкость для снятия лака для ногтей с его содержанием.
- Наждачная бумага.
- Мыло.
- Пемза.
- Кусок плотной бумаги или картона.
- Ненужная зубная щетка. Вместо нее можно взять ватный тампон или некоторое количество хлопчатобумажного материала.

- Напильник.
- Растворитель, бензин.
Прежде всего, вы можете приобрести в строительном магазине специальный готовый состав для удаления холодной сварки. В продаже доступно множество различных коммерческих продуктов, которые удаляют клеящие составы без особых проблем. Перед покупкой внимательно изучите инструкцию. Узнайте, с каких поверхностей способен удалять холодную сварку присмотренный растворитель, и выберите наиболее подходящий состав.
В большинстве случаев с холодной сваркой и другими распространенными клеящими составами хорошо справляется ацетон. При отсутствии «чистого» ацетона можете использовать жидкость для снятия лака с его содержанием. То, присутствует ли в составе ацетон, указывается на этикетке в перечне ингредиентов.
При помощи наждачной бумаги можно легко снять остатки холодной сварки с поверхности изделий.
Основные усилия нужно направлять на края «пятна». Вам нужно попробовать захватить это «пятно» за край и оторвать его от поверхности полностью. Постарайтесь как можно сильнее размочить холодную сварку. Как только состав начнет отставать от поверхности, осторожно попробуйте его снять.
Постарайтесь как можно сильнее размочить холодную сварку. Как только состав начнет отставать от поверхности, осторожно попробуйте его снять.
Будьте осторожны с использованием ацетона, бензина, спирта и прочих растворителей. В особенности если холодную сварку нужно убрать с древесины, пластика, керамики и прочих подобных материалов. Под воздействием растворителя они могут утратить свой цвет, а некоторые и вовсе расплавиться. Любые растворители необходимо использовать с осторожностью. Для начала испытайте средство на какой-нибудь незаметной части изделия. Работайте с использованием средств индивидуальной защиты.
Удаление холодной сварки с деревянных поверхностей
Для начала попробуйте размочить холодную сварку теплым мыльным раствором. Используйте ноготь или какой-нибудь другой подходящий предмет, чтобы сковырнуть состав. Если ничего не получится, переходите к более радикальным методам.
Обычно удалить такой клеящий состав помогает ацетон. Он выручит, если деревянная поверхность имеет финишную отделку. Отковыривать холодную сварку от подобной поверхности не стоит, т.к. этим вы рискуете испортить покрытие. Растворители тоже нужно использовать с осторожностью. Делается все в такой последовательности:
Отковыривать холодную сварку от подобной поверхности не стоит, т.к. этим вы рискуете испортить покрытие. Растворители тоже нужно использовать с осторожностью. Делается все в такой последовательности:
Очень удобно с деревянной поверхности убирать краску при при помощи силиконовой или резиновой лопаточки.
- Вы берете тряпку и смачиваете ее ацетоном.
- Трете поверхность холодной сварки. Небольшие участки обрабатывайте круговыми движениями. Если холодной сваркой заполнено большое пространство, делайте круговые движения в направлении от краев пятна к центру.
- Удобнее всего убирать размягченный состав при помощи силиконовой либо резиновой лопаточки. Под воздействием ацетона края состава поднимутся, а вы сможете подсунуть такую лопаточку под поднятый край и убрать пятно.
- Чтобы удалить ацетон, тщательно вымойте освобожденную от состава поверхность теплой водой. В завершение древесину нужно будет обработать оливковым маслом. Подойдет и пчелиный воск. Если есть специальная полироль для мебели, используйте ее.

Можно попробовать убрать холодную сварку при помощи минерального масла. Данный способ подойдет лишь в том случае, если деревянная поверхность не окрашена. Возьмите кусок ткани, смочите его минеральным маслом и протрите пятно холодной сварки. Трите и смачивайте, пока края не начнут отставать от поверхности. В завершение поверхность тоже нужно будет промыть теплой водой и отполировать.
В некоторых ситуациях единственным возможным вариантом решения проблемы является шлифование. Делается все очень просто. Сначала вам нужно будет заклеить область вокруг пятна клейкой лентой. Это защитит деревянную поверхность. После этого начинайте шлифовать наждачкой, пока пятно не отстанет. Для восстановления отшлифованной поверхности используйте тот же состав, которым она была вскрыта изначально.
Как сваривать пластмассы — полное руководство (с иллюстрациями)
Последнее обновление
Сварка пластмасс — это процесс соединения размягченных поверхностей термопластов с использованием тепла. Когда совместимые термопласты подвергаются нагреванию, они создают молекулярную связь, которая впоследствии приводит к пластическому формированию. В процессе производства приходится прижимать поверхности, подвергать их теплу и давлению, а затем охлаждать.
Когда совместимые термопласты подвергаются нагреванию, они создают молекулярную связь, которая впоследствии приводит к пластическому формированию. В процессе производства приходится прижимать поверхности, подвергать их теплу и давлению, а затем охлаждать.
Используемые методы нагревания отвечают за различные типы доступных пластиков. Помимо выбранного метода сварки, на качество производимого пластика влияют и другие факторы. Например, насколько свариваемы основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для получения желаемого конечного продукта.
Производство пластмасс неизбежно, так как они широко используются во всем мире, от простых до сложных. Примерами простого пластика являются одноразовые столовые приборы, виниловые игрушки и банки для хранения легких предметов. Сложные формы включают медицинское оборудование, интернет-кабели и строительные трубы.
Как сварить пластик: основные этапы Однако этого процесса можно легко достичь, выполнив шаги, указанные ниже.
 1. Начните с очистки и подготовки рабочего места
1. Начните с очистки и подготовки рабочего места Обустройте свое рабочее место в хорошо проветриваемом помещении: Самый первый шаг в любой форме сварочных работ — это защитить себя. Перед началом работы наденьте защитное снаряжение и убедитесь, что вы находитесь в хорошо проветриваемом помещении. Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Удалите мусор с пластика, промыв его теплой водой с мылом: Удаление всех загрязнений с пластика устраняет любые слабые места во время сварки. После мытья пластика необходимо вытереть его насухо чистой или безворсовой тканью.
Используйте жидкий растворитель для удаления стойких пятен с пластика. Одним из лучших жидких растворителей является метилэтилкетон (МЭК).
Обозначьте пластик, который вы выбрали правильно: Если вы посмотрите на пластик вокруг вас, вы заметите, что каждый из них имеет отдельную букву.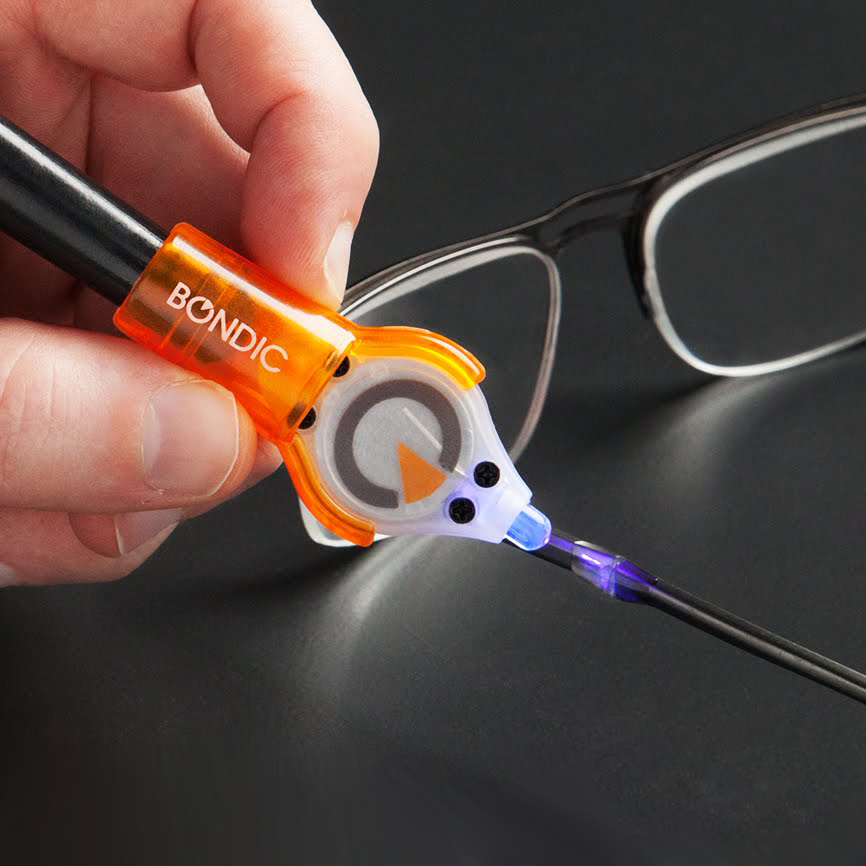 Эти буквы являются идентификаторами типа пластика.
Эти буквы являются идентификаторами типа пластика.
Например, буквы PP обозначают полипропилен, PVC — поливинилхлорид, а PE — полиэтилен. Эти буквенные идентификаторы должны быть основой для выбора наилучшего стержня, соответствующего конкретному типу пластика. Например, если вы соединяете полиэтилен, вам потребуется полиэтиленовый стержень.
Используйте набор для проверки сварочного электрода: Если вы не уверены, какой у вас пластик, используйте набор для проверки сварочного электрода. Эти тестовые наборы для стержней могут различать различные типы пластика. Для проведения этого теста выберите стержень, который точно имитирует выбранный пластик в процессе тестирования. Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте снять его с стержня с помощью пары пластиков и посмотрите на реакцию.
Если стержень и пластик слипаются, значит, они сделаны из одного материала. Учитывая, что только один стержень может быть совместим с пластиком, сварщики должны тщательно проверять рекомендательные буквы перед началом работы.
Используйте наждачную бумагу с зернистостью 80, чтобы удалить любые рисунки с пластика: Проведите наждачной бумагой вперед и назад по поверхности пластика. Вы можете уменьшить усилие шлифования, используя шлифовальный круг или абразивный диск, прикрепленный к наждачной бумаге. Скребки для краски также полезны для этого упражнения.
Зажмите и закрепите лентой пластиковые детали вместе, чтобы зафиксировать стыки на месте: Перед включением резака убедитесь, что вы сформировали желаемый стык. Продолжайте размещать пластиковые детали на рабочем столе, прижимая их друг к другу. Затем прикрепите детали к столу с помощью С-образных зажимов. Не забудьте обернуть кусочки фольгой, чтобы они были плотно прижаты друг к другу. Для достижения наилучших результатов воздержитесь от покрытия области сварки.
2. Соединение пластика
Разогрейте сварочный пистолет не менее 2-3 минут: Различные пластики плавятся при разных температурах. Таким образом, вы должны установить температуру сварки в соответствии со свариваемыми материалами. Рекомендуемая температура находится в диапазоне от 200°C до 300°C или от 390°F до 570°F.
Таким образом, вы должны установить температуру сварки в соответствии со свариваемыми материалами. Рекомендуемая температура находится в диапазоне от 200°C до 300°C или от 390°F до 570°F.
Нагрев пластика при температурах, превышающих эти значения, может привести к неэффективному плавлению пластика. В крайних случаях эти пластмассы могут полностью сгореть. Имейте в виду, что сварка пластмасс, таких как полипропилен, требует нагрева сварочного пистолета до 300°C или 570°F. Рекомендуемая температура для плавления ПВХ 275°С.0020 ° C или 527 ° F, а для полиэтилена 265 ° C или 509 ° F. оплавление концов суставов. Вы можете сделать это, установив насадку для прихватки на сварочный пистолет и слегка нагрев. Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
Используйте плоскогубцы, чтобы обрезать концы сварочных стержней: Держите плоскогубцы по диагонали к стержню и отрежьте его. Кроме того, вы можете использовать нож для обрезки вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и прочного сварного шва.
Кроме того, вы можете использовать нож для обрезки вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и прочного сварного шва.
Он также предотвращает образование больших пузырей пластика после начала сварки. Всегда давайте сварочному пистолету остыть при смене насадок и вставке нового сварочного стержня. Когда вы снова начнете сварку, убедитесь, что пистолет нагрет до рекомендуемой температуры.
Вставьте сварочный стержень в сопло скорости сварочной горелки: Сопло предназначено для удерживания стержня во время сварки. Если в вашем пистолете нет насадки, вам необходимо приобрести ее в ближайшее время. После установки насадки на пластиковый сварочный пистолет поместите стержень в другое отверстие сверху. Убедитесь, что вы помещаете обрезанный конец первым, так как вы будете использовать эту сторону, когда начнется сварка.
Не прикасайтесь к насадке с прихватками, так как это может привести к серьезным ожогам, так как она еще горячая. Используя скоростное сопло, подайте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в узком месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Используя скоростное сопло, подайте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в узком месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Постепенно перемещайте скоростной пистолет по пластику: Убедитесь, что вы начинаете с верхней части трещины или с того места, где вы хотите соединить пластик. Чтобы завершить процедуру сварки, необходимо держать пистолет под углом 45 градусов, касаясь края сопла в сторону пластика.
Нагрейте пластик, пока он не расплавится, проводя сварочной горелкой вдоль стыка. Вы можете ввести стержень в сустав другой свободной рукой в медленном темпе. При этом пластик легко плавится, не горя. Если вы заметите изменение цвета, рассмотрите возможность увеличения скорости горелки.
Во время маятниковой сварки качайте сварочный пистолет вперед и назад: Раскачивайте сопло на расстоянии около 2,5 см от стыка или трещины. Наклоните горелку под углом 45 градусов, расположив сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
Наклоните горелку под углом 45 градусов, расположив сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
В качестве альтернативы вместо пластикового нагревательного пистолета можно использовать обычную пропановую горелку. Пропановая горелка лучше всего работает на стыках, до которых трудно добраться с помощью скоростной форсунки. Для достижения наилучших результатов убедитесь, что вы одновременно управляете горелкой и сварочным пистолетом. Чтобы усилить постепенное плавление пластика, вы должны непрерывно качать горелку быстрыми движениями.
3. Завершение сварки
Дайте пластику остыть в течение не менее 5 минут: Прежде чем продолжить работу с пластиком, дайте ему остыть до комнатной температуры. Одним из преимуществ сварных пластиков является то, что им требуется короткое время для охлаждения. Самый простой способ определить, остыл ли расплавленный пластик до нужной температуры, — поднести его близко к телу. Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Убедитесь, что вы закрепили сварной шов до того, как он полностью остынет. Если свариваемый пластик недостаточно гладкий, добавьте больше сварочных стержней. Поместите сварной шов в безопасное место, желательно на термостойкую поверхность, пока он полностью не остынет.
Отшлифуйте сварной шов: Для обеспечения однородности сгладьте неровности наждачной бумагой с зернистостью 12. Шлифовка обеспечит выравнивание пластика и стыка. Это также предотвращает появление царапин на окружающем его пластике. Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Убедитесь, что вы тщательно отшлифовали, так как пластик нежный и легко царапается.
Используйте наждачную бумагу с зернистостью 180/320 для финишной обработки пластика. : Наждачная бумага с зернистостью поможет вам зачистить сварной шов. Наждачная бумага с зернистостью 180 и 320 известна своей способностью производить высококачественную зернистость. Хотя наждачная бумага с такой зернистостью может быть слегка абразивной, сварщики должны быть особенно осторожны, так как они все равно могут поцарапать пластик.
Наждачная бумага с зернистостью 180 и 320 известна своей способностью производить высококачественную зернистость. Хотя наждачная бумага с такой зернистостью может быть слегка абразивной, сварщики должны быть особенно осторожны, так как они все равно могут поцарапать пластик.
Процедура шлифования с использованием наждачной бумаги с зернистостью 180/320 должна быть аналогична процедуре с наждачной бумагой с зернистостью 120. Трите сварной шов до тех пор, пока он не станет гладким на ощупь и не приобретет однородный вид. Начните шлифовать смешанный пластик наждачной бумагой с более низкой зернистостью, постепенно переходя к более мелкой. При этом вы сохраните наждачную бумагу с более высокой зернистостью для финишной обработки. Следует отметить, что наждачная бумага с более низкой зернистостью обычно грубее, чем наждачная бумага с более высокой зернистостью.
Как сварить пластик: 5 методов
Если вы ищете ответ на вопрос, как сварить пластик, на самом деле есть несколько способов. Эти методы различаются в зависимости от процессов нагревания. Они подразделяются на две основные категории: методы внутреннего и внешнего нагрева.
Эти методы различаются в зависимости от процессов нагревания. Они подразделяются на две основные категории: методы внутреннего и внешнего нагрева.
Вот наиболее распространенные методы сварки пластмасс:
- Ультразвуковая сварка : Этот метод включает в себя повторное формование или соединение термопластов с использованием тепла, выделяемого высокочастотной акустической вибрацией. Процесс завершается преобразованием высокочастотной электрической энергии в высокочастотное механическое движение. В сочетании с другими внешними силами механическое движение производит тепло трения в точках соединения сварных швов. Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали.
- Радиочастотная сварка : Этот метод аналогичен ультразвуковой сварке. Однако в процессе вместо акустических колебаний используется высокочастотная электрическая энергия или радиоволны. Радиочастотная сварка является одним из наиболее предпочтительных методов сварки пластмасс.
 Время обработки для этого метода составляет от 2 до 5 секунд.
Время обработки для этого метода составляет от 2 до 5 секунд. - Сварка горячим воздухом : Этот метод, обычно называемый газовой сваркой, использует горячий газ. Горячий газ обычно образуется после электрического нагрева воздуха в сварочной горелке.
- Лазерная сварка : Здесь две части сварных швов прижимаются друг к другу. Затем лазерный луч проходит через линию соединения, чтобы сформировать прочную связь, затвердевая пластик. Время обработки для этого метода составляет 3-5 секунд.
- Вибрационная сварка : Эта процедура основана на трении для получения тепла для сварки. Детали, которые нужно расплавить или соединить, трутся друг о друга с определенной амплитудой и частотой для создания трения. Непрерывные вибрации в конечном итоге будут генерировать тепло. Затем тепло расплавляет термопласты в области соединения и приводит к сплавлению деталей. Время отклика на этот процесс составляет 1-5 секунд.
Преимущества сварки пластмасс
- Подготовка рабочей поверхности проста.

- Сварка пластмасс не требует расходных материалов.
- Сварные пластмассы легкие.
- Пластмассовые сварные швы подходят для обеспечения герметичных или воздухонепроницаемых уплотнений.
Посмотреть этот пост в Instagram
Сообщение, опубликованное учебным центром Autopaint (@autopainttrainingcentre)
Недостатки сварки пластмасс
- Сильно зависит от совместимости материалов.
- Для большого количества методов сварки требуются конструкции соединений, которые трудно формовать.
- Стоимость сварки выше по сравнению с другими доступными на рынке методами.
Советы, которые следует учитывать при покупке сварочного аппарата для пластмасс
Ваши рабочие инструменты всегда будут определять вашу профессию. Если хороший сварочный аппарат используется по желанию, вы будете производить высококачественную конечную продукцию. Ниже приведены некоторые советы, на которые следует обратить внимание при поиске одного из них.
Ниже приведены некоторые советы, на которые следует обратить внимание при поиске одного из них.
- Качество: Убедитесь, что сварочный аппарат соответствует мировым стандартам сварки, разработанным DVS, Немецким обществом сварщиков. Стандарты DVS подчеркивают важность прочной, структурной и молекулярной сварки, .
- Гарантия: На ваш сварочный аппарат должна быть гарантия, чтобы уберечь вас от преждевременных поломок, ремонта или даже затрат на покупку нового.
- Поддержка: Проведите комплексную проверку системы поддержки вашего поставщика. Посмотрите на время обработки от знакомства с клиентом до доставки машины.
Часто задаваемые вопросы
Можно ли плавить пластмассы вместе?
Да. Плавить пластмассы вместе можно при условии, что их свойства совместимы.
Почему пластик так широко используется?
Пластмассы широко используются благодаря их доступности и низкой стоимости. Кроме того, их можно легко формовать, придавая им различные формы и размеры. Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
Кроме того, их можно легко формовать, придавая им различные формы и размеры. Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
Посмотреть этот пост в Instagram
Пост, которым поделился @theirishone91
Что такое ультразвуковой сварочный аппарат?
Ультразвуковой аппарат используется для преобразования переменного тока (AC) в механические колебания с использованием пьезоэлектрической керамики. Время оборота аппарата ультразвуковой сварки составляет 1-2 секунды.
Можно ли сваривать разнородные пластмассы?
Сварка пластмасс во многом зависит от типов используемых пластмасс и процессов сварки. Связь, образованная при попытке смешать два разных пластика, будет очень слабой.
Насколько прочны сварные швы?
Известно, что термопласты являются прочными сварными швами. Проект сварки и конечное использование определяют прочность сварных швов.
Заключение
В общем, обучение сварке пластика невероятно новаторское и стало идеальным методом для изобретения безграничных предметов. Эти предметы являются неотъемлемой частью нашей повседневной жизни. Пластмассовая промышленность также наняла большую рабочую силу, обеспечивая доход и средства к существованию для миллионов людей.
- Как сваривать пластик: основные этапы Преимущества сварки пластмасс
- Недостатки сварки пластмасс
- Советы, которые следует учитывать при покупке машины для сварки пластмасс
- Часто задаваемые вопросы
- Заключение
Работает ли JB Weld на алюминии?
Список элементов, с которыми не работает сварка JB, намного короче, чем элементы, с которыми она работает. Изучив этот список, вы обнаружите, что этот продукт не является чудотворцем. Он решает длинный список проблем, когда вы не можете позволить себе нанять сварщика.
Он решает длинный список проблем, когда вы не можете позволить себе нанять сварщика.
Работает ли JB Weld с алюминием? Да, JD Weld отлично соединит алюминиевые детали. На самом деле материалов, с которыми он не работает, очень мало, и их можно пересчитать чуть ли не по пальцам одной руки.
Обязательно следуйте инструкциям, чтобы получить наилучшую фиксацию, так как при правильном применении она сохранится на долгие годы.
Чтобы узнать больше о сварке JB и о том, насколько хорошо она работает, просто продолжайте читать нашу статью. В нем есть информация, о которой вы хотите знать. Эта эпоксидная смола теперь прилипает к свинцу, что станет бонусом для тех, у кого проблемы со свинцовыми соединениями.
Сварка J-B на алюминии 101
Будет ли сварка J-B работать с алюминием?
Насколько прочна сварка J-B на алюминии
Жидкая сварка алюминия
Лучшая сварка J-B для алюминия
JB Weld Время отверждения алюминия
JB Сварка отверстия в алюминии
Можете ли вы J-B сварить алюминиевые линии переменного тока?
JB Сварной алюминиевый радиатор?
Работает ли сварка J-B на алюминиевом блоке двигателя?
Будет ли сварка J-B работать на алюминиевой лодке?
Можете ли вы приварить J-B алюминиевый масляный поддон?
JB Weld Aluminium Bike Frame
Будет ли J-B сваривать алюминий со сталью?
JB Приварка алюминия к пластику
JB Приварка алюминия к дереву
Как использовать JB Приварка алюминия
Как шлифовать J-B Weld
Будет ли J-B Weld работать с алюминием?
Эта эпоксидная смола производится очень уважаемой компанией, которая работает чуть более 50 лет. Компания производит очень прочные клеи, настолько сильные, что они работают с алюминием.
Компания производит очень прочные клеи, настолько сильные, что они работают с алюминием.
Но не все так золото, как хотелось бы. В то время как эта эпоксидная смола подходит для небольших ремонтов, для более крупных работ потребуется опытный сварщик. Некоторые из этих крупных ремонтов будут структурными и будут слишком сложными и трудными для JB Weld. Судя по всем отчетам, эпоксидная смола JB Weld прекрасно справляется с этими мелкими проблемами.
Некоторые люди не сообщают об отсутствии проблем в течение нескольких месяцев или лет после применения этого клея для различных проблем. Следуя инструкциям, они стали очень довольными клиентами, поскольку им не нужно постоянно бегать в магазин, чтобы получить другие продукты для выполнения своей работы.
Насколько прочна сварка J-B на алюминии
Согласно некоторым научным исследованиям, прочность на растяжение сварки JB Weld достигает примерно 5020 фунтов на квадратный дюйм. Чтобы достичь такого уровня прочности, вы должны дать эпоксидной смоле высохнуть в течение ночи. Время установки составляет 4-6 часов, а время отверждения составляет от 15 до 24 часов.
Время установки составляет 4-6 часов, а время отверждения составляет от 15 до 24 часов.
После того, как вы позволите ему настроиться и вылечиться, у вас не должно возникнуть проблем с ремонтом. Один владелец лодки сказал, что это устранило проблемы с его алюминиевой лодкой, и у него не было проблем с утечкой в течение 7 месяцев.
Это, вероятно, потому, что он не использовал этот материал на каких-либо несущих предметах. Это будет проблемой с этим продуктом. Независимо от того, насколько он силен, в некоторых ситуациях он не подходит. Не потому, что это не тот металл, а потому, что он не рассчитан на большой вес.
Поэтому убедитесь, что вы наносите эту эпоксидную смолу на правильную сломанную деталь, чтобы избежать повторного ремонта детали.
Liquid Aluminium Weld
Перед использованием любого продукта, подпадающего под эту категорию, вы должны хорошо подготовить поверхность, если хотите, чтобы эпоксидная смола прилипла и образовала прочную связь. Если вы не сделаете хорошую работу по подготовке поверхности, вы можете разочароваться.
Если вы не сделаете хорошую работу по подготовке поверхности, вы можете разочароваться.
Даже с JB Weld вам придется натереть конец хорошим плоским напильником, а затем использовать проволочную щетку, чтобы надрезать конец. Эта бороздка должна достигать ширины в дюйм от конца, к которому вы приклеиваете.
Но это будет зависеть от типа соединения, которое вы пытаетесь создать. Иногда, как бы ни был хорош JB Weld, продукт не удерживает соединение в одночасье и становится хрупким. Это потому, что в этом продукте есть наполнитель, который за ночь становится хрупким.
Это может быть одним из недостатков продуктов JB Weld. Существуют лучшие и более прочные клеи, которые будут удерживать любое соединение, если оно сделано из алюминия.
Best J-B Weld для алюминия
Скорее всего, лучшим продуктом JB Weld для алюминия будет их вариант Marine Weld. Он разработан для лодок, которые должны работать в очень тяжелых условиях, с которыми не сталкивается большинство пользователей RV.
Вы смешиваете 2 тюбика в соотношении 1 к 1 и после нанесения оставляете его на 4–6 часов, а затем выдерживаете до 24 часов. , сформируйте и просверлите материал, чтобы обеспечить идеальную фиксацию.
Этот продукт также армирован сталью и может выдерживать температуры до 550 градусов по Фаренгейту. После полного отверждения он становится водонепроницаемым и устойчивым к нефти, химикатам и кислоте. Нахождение под водой не ослабляет эту эпоксидную смолу.
Вы можете найти сопоставимые продукты JB Weld, поскольку компания усердно работает над тем, чтобы ее продукты были самого высокого качества и выполняли работу, о которой они заявляют.
Время отверждения JB Weld Aluminium
Одна вещь, которую компания делает для облегчения приобретения своей продукции, заключается в том, что они уделяют основное внимание времени установки и отверждения. Что позволяет сразу увидеть, в какие сроки вам нужно работать с этим клеем.
Обычно время подготовки составляет от 4 до 6 часов, а время отверждения — от 15 до 24 часов. Если вы никуда не спешите, лучше подождать, пока не истечет время отверждения, прежде чем тестировать ремонт.
Если вы никуда не спешите, лучше подождать, пока не истечет время отверждения, прежде чем тестировать ремонт.
Вы обнаружите, что на рынке есть другие продукты, которые не требуют так много времени для отверждения или установки, но их прочность на растяжение может быть не такой высокой, как у JB Weld 5020 psi. Их упаковка также дает вам цвет, который их эпоксидная смола высохнет после отверждения.
В одной маленькой коробочке на упаковке вы получите много информации о продукте. Эта информация поможет вам решить, хотите ли вы ее использовать или нет.
JB Сварка отверстия в алюминии
Одним из лучших применений этой эпоксидной смолы является заделка отверстий. Если у вас есть зачищенный болт или отверстие, обращение к продуктам JB Weld — разумный шаг. Нити не всегда выдерживают большие нагрузки, использование или другие виды использования, вызывающие напряжение.
Они довольно легко снимаются, и когда это происходит, JB Weld может прийти на помощь. Вы можете заполнить отверстие этим продуктом и дать ему затвердеть. Как только это будет сделано, вы можете нанести эпоксидную смолу на нужную вам глубину и вставить болт обратно.
Вы можете заполнить отверстие этим продуктом и дать ему затвердеть. Как только это будет сделано, вы можете нанести эпоксидную смолу на нужную вам глубину и вставить болт обратно.
Или, если вы хотите окончательно зафиксировать, нанесите эпоксидную смолу на сам болт и верните его на исходное место. Как только эпоксидка высохнет, этот болт больше никогда не сдвинется. Другие отверстия не представляют проблемы для этого продукта, если они не становятся слишком большими.
При больших отверстиях вам могут понадобиться другие решения или приварить другой кусок алюминия поверх отверстия с помощью продуктов JB Weld.
Можете ли вы J-B сваривать алюминиевые линии переменного тока?
В то время как некоторые люди сообщают о небольшом успехе в работе с определенными частями переменного тока, общее мнение состоит в том, что это неправильный материал для ремонта линии переменного тока. Эпоксидная смола JB Weld не выдерживает высокого давления, необходимого для правильного функционирования линий переменного тока.
Если у вас есть разрыв в линии, почти все рекомендовали вам получить новую линию и решить вашу проблему правильным способом. JB Weld считается дешевым способом ремонта кондиционера, и он не будет выполнять ту работу, которую вы хотите.
Фраза «вы получаете то, за что платите» применима к этой ситуации, и было бы лучше правильно отремонтировать любую линию переменного тока, чтобы она прослужила долгое время. Эта эпоксидная смола недолговечна, если ее использовать для исправления дефектов.
Поговорите со специалистом, и он скажет вам то же самое. Если вы хотите, чтобы ремонт продлился долго, сделайте это правильно с первого раза. В этом случае JB Weld не подходит.
JB Сварной алюминиевый радиатор?
Как и в случае с кондиционером, есть истории успеха, а также советы, говорящие о том, что продукт не очень хорошо работает в этой ситуации. Поскольку эпоксидные смолы JB Weld не так уж дороги, вы можете попробовать их и посмотреть, насколько хорошо они будут держаться.
Но мы не гарантируем никаких результатов, так как слишком много противоречивой информации говорит о том, что это не долгосрочное решение. Если вы находитесь в захолустье и замечаете утечку в радиаторе, JB Weld будет хорошим временным решением, пока вы не доберетесь до ремонтной мастерской.
Проблема с использованием этой эпоксидной смолы даже для временной заделки заключается в том, что после отверждения ее трудно очистить. Большинство людей рекомендовали заварить радиатор, чтобы убедиться, что вы нашли правильное решение проблемы.
Для этого продукта существуют температурные пределы для высоких и низких температур, поэтому будьте осторожны при его применении.
Работает ли сварка J-B на алюминиевом блоке двигателя?
Один из ключей к заварке этой трещины заключается в том, что вы должны потратить много времени, чтобы убедиться, что трещина свободна от краски, ржавчины и жидкостей. После очистки трещины металлической щеткой ее следует протереть спиртом.
Дайте спирту высохнуть перед нанесением эпоксидной смолы JB Weld. Затем используйте соотношение отвердителя и смолы 1 к 1 и смешивайте их, пока они не станут одинакового цвета. Затем возьмите скребок и залейте эпоксидной смолой трещину. Возможно, вам придется сильно надавить, чтобы смесь попала к задней части трещины и действительно запечатала ее.
Когда вы закончите, подождите до следующего дня, чтобы увидеть, как эпоксидная смола застыла и затвердела. Затем запустите двигатель, дайте ему нагреться до нормальной рабочей температуры и проверьте, держится ли эпоксидная смола или нет.
Поскольку люди получают разные результаты, мы не гарантируем, что ваша трещина будет устранена, и вы сможете ездить так годами. Проверьте это, чтобы убедиться, что вы хорошо держитесь. Конечно, размер трещины будет играть роль в вашем успехе или нет.
Будет ли сварка J-B работать на алюминиевой лодке?
Этот материал успешно применялся для изготовления алюминиевых лодок. Если бы вы читали раздел о лучшем продукте JB Weld, вы бы увидели, насколько хорош этот продукт для алюминиевых лодок.
Если бы вы читали раздел о лучшем продукте JB Weld, вы бы увидели, насколько хорош этот продукт для алюминиевых лодок.
Ключом к вашему успеху будет то, будет ли ремонт выдерживать вес или нет, или слишком большой для эпоксидной смолы. Несмотря на то, что морская сварка является высококачественной, у нее есть свои ограничения, и вы должны быть реалистичными при применении этого клея.
Имейте в виду, что продукты JB Weld не являются проводниками, поэтому, если вы хотите соединить два алюминиевых провода на своей лодке, этот продукт вам не подойдет. Он хорош для мелкого ремонта, и после отверждения он становится водонепроницаемым, поэтому может работать с теми проблемами, которые находятся под поверхностью воды.
Прочтите упаковку, чтобы убедиться, что эпоксидная смола подойдет для вашего типа ремонта. На них должны быть наложены ограничения, чтобы вы знали, где наносить клей, а где его избегать.
Можете ли вы приварить J-B алюминиевый масляный поддон?
Пока трещина не слишком велика по ширине, вы должны иметь успех при использовании этого продукта на треснувшем масляном поддоне. Самая большая проблема при использовании этого продукта для такого ремонта — это время, необходимое для полного отверждения и готовности к использованию.
Самая большая проблема при использовании этого продукта для такого ремонта — это время, необходимое для полного отверждения и готовности к использованию.
После отверждения JB Weld должен быть устойчив к нефтепродуктам. Это означает, что вы должны быть в состоянии использовать свой автомобиль без беспокойства. Ключ будет ждать до 24 часов. При ремонте убедитесь, что автомобиль вам не нужен до этого.
Прежде чем наносить этот клей, убедитесь, что трещина в масляном поддоне красивая и чистая, а также на ней нет масла. Тщательно смойте масло перед выполнением любых ремонтных работ. Продукт может быть устойчивым к маслу, но он не прилипает так хорошо, если вообще прилипает, если масло присутствует в области трещины.
JB Weld Алюминиевая рама велосипеда
Вопрос об использовании этого продукта на рамах велосипедов достаточно решен. Алюминиевая рама велосипеда в основном несущая. Это означает, что этот продукт не так хорош для ремонта трещины. Это не работает так хорошо на предметах, несущих вес.
Даже обычная сварка не рекомендуется, так как алюминий не восстанавливает полную прочность после сварки. В данном случае алюминий не похож на сталь. Там, где сталь возвращается в полную силу, если не сильнее, после сварки алюминий остается слабее и у вас могут быть проблемы с рамой, если вы будете на ней ездить.
Большинство людей советуют приобрести новую оправу, чтобы не подвергать риску себя или членов семьи. Даже если вы попытаетесь сварить детали традиционным способом, вам все равно придется отжигать их, а затем повторно закалять, чтобы рама снова была безопасной для езды.
Будет ли J-B сваривать алюминий со сталью?
Сварной шов JB может применяться к любому металлу. Здесь не говорится, что два куска металла должны быть сделаны из одних и тех же материалов. Этот клей должен хорошо склеивать алюминий со сталью. Он также отлично подходит для склеивания других металлов со сталью.
Если вам нужно выполнить небольшой ненесущий сварной шов, вам нужно использовать этот продукт. Он имеет очень сильную клейкую формулу, которая гарантирует, что ваши металлические детали останутся вместе. Кроме того, он связывает алюминий с другими металлами.
Он имеет очень сильную клейкую формулу, которая гарантирует, что ваши металлические детали останутся вместе. Кроме того, он связывает алюминий с другими металлами.
Существует очень мало материалов, где JB Weld не образует прочного соединения, что делает его идеальным продуктом для использования при небольшом ремонте. У каждого продукта есть свои пределы, поэтому вам следует проверить упаковку, чтобы убедиться, каковы пределы в этой ситуации.
JB Сварка алюминия с пластиком
Пластик является одним из материалов, с которыми этот сварной шов НЕ работает. Дело не только в слабом соединении, дело в том, что продукт не предназначен для прилипания к этому материалу. это здорово, когда вы хотите сварить два куска металла вместе, но не пластик или металл с пластиком.
Обычный пластик — не единственный материал, с которым JB Weld не работает. Полипропиленовые и полиэтиленовые пластики также не способны склеиваться с этой эпоксидной смолой. Другие материалы включают винил, кожу и холст.
Если вы хотите закрепить брезент, то вам необходимо использовать клей, предназначенный для работы с материалами брезента. Проверьте упаковку, прежде чем купить ее, чтобы избавить себя от смущения, когда вам придется вернуть ее и купить что-то, подходящее для пластиковых материалов, которые вы хотите сварить.
JB Weld Aluminium to Wood
Говорят, что эта эпоксидная смола подходит для дерева. Компания убрала его из списка материалов, с которыми их продукты не работают, поэтому вы можете использовать этот клей, когда вам нужно приварить металл к дереву.
Это ключ. Вы получаете отличную связь при сварке металла с деревом, но не так хорошо, когда пытаетесь сварить дерево с деревом. Есть лучшие клеи для приклеивания древесины к дереву, чем JB Weld. Это те, которые вы должны использовать, когда это ваша ситуация.
Из того, что нам удалось выяснить, с помощью этого изделия можно сваривать любой металл с деревом. Кажется, что исключений нет, поэтому у вас есть большая свобода при работе над ремонтом или проектом.
Все предупреждения о размерах ремонта и несущей способности также применимы и здесь.
Как использовать JB Weld On Aluminium
Первый шаг — убедиться, что алюминиевые детали чистые. Это означает удаление грязи, ржавчины и других загрязнений. Затем, когда эти предметы сняты, вам нужно использовать растворитель, чтобы смыть оставшуюся смазку или масло.
Вам может понадобиться надрезать алюминий там, где вы собираетесь наносить эпоксидную смолу. С этой задачей справится хорошая проволочная щетка. Необходимо соотношение двух жидкостей 1 к 1, и используйте что-то одноразовое для смешивания.
Затем следуйте инструкциям на упаковке. Вам придется работать быстро, так как как только вы почувствуете тепло, исходящее от смеси, химические вещества вступят в реакцию и начнут затвердевать раньше, чем вы думаете.
После нанесения эпоксидной смолы соедините два элемента вместе, чтобы клей мог образовать прочное соединение. Подождите необходимое время отверждения, прежде чем начать использовать предмет. Обычно это происходит через день после того, как вы соедините детали вместе.
Как шлифовать J-B Weld
Шлифование выполняется так же, как обычно шлифуется металл. Большинство людей говорят о предварительной шлифовке перед нанесением клея. В этот момент вам нужно использовать крупнозернистую наждачную бумагу, чтобы отшлифовать металлические детали.
После того, как материал затвердеет, отшлифуйте как обычно, но используйте наждачную бумагу с более мелкой зернистостью, чтобы убедиться, что поверхность гладкая и не неровная. Если вы хотите полностью удалить JB Weld, вам предстоит много работы, так как его нужно снять с помощью шлифовальной машины или напилить. Экстремальная жара, более 600 градусов по Фаренгейту, тоже подойдет.
Несколько слов в заключение
JB Weld — отличный сварочный инструмент, если у вас нет сварочного аппарата или вам нужен только небольшой ремонт. Он связывается с металлом и очень плотно скрепляет детали, даже алюминий.
Слабыми сторонами являются несущий ремонт и слишком большие трещины.
Как очистить и подготовить алюминий к сварке
Любой, кто работал с алюминием, понимает, что при сварке возникает несколько проблем. По сравнению с другими металлами, такими как сталь, алюминий может быть несколько трудным для правильной сварки; без опыта результатом может быть некачественный готовый продукт. Вот почему так важно уделить время правильной очистке и подготовке алюминиевой заготовки перед началом сварки.
Алюминий обладает многими преимуществами: с ним очень легко работать, он легко формуется, может принимать различные формы и имеет высокое соотношение прочности и веса. В настоящее время доступно множество различных сплавов, в том числе высококачественные специальные сплавы, которые продолжают разрабатываться, и существует огромное разнообразие того, что производители могут сделать с алюминием.
Какие проблемы возникают при сварке алюминия?
Одна из проблем успешной сварки алюминия заключается в том, что его необходимо сначала очистить. Грязь или другие примеси могут негативно повлиять на сварной шов, поэтому очистка является неотъемлемым этапом процесса, но ни в коем случае не единственным соображением.
Правда в том, что именно те качества, которые делают алюминий таким легким в работе, также являются причиной того, что его трудно сваривать. Алюминий, в отличие от других металлов, имеет низкую температуру плавления; особенно по сравнению со сталью. Объедините этот фактор со свойствами теплопроводности алюминия, и это позволит неопытному сварщику легко прожечь заготовку. Мягкость алюминия также означает, что проволока механизма подачи может запутаться в механизме подачи во время сварки, если вы не будете осторожны.
Другим важным недостатком является то, что после сварки область сварного шва, вероятно, будет слабее исходного металла. Люди, которые более привыкли к сварке стали или подобных металлов, часто предполагают, что законченный сварной шов алюминия будет таким же прочным. Как правило, это не так, потому что, если алюминиевый сплав не подвергается термообработке, он, вероятно, был закален в результате холодной обработки давлением. Это означает, что после сварки он размягчится до исходного состояния, подобно тому, что происходит при отжиге.
С другой стороны, при работе с термически обработанным алюминием возникает другой набор проблем. При сварке металл будет нагреваться до гораздо более высокой температуры, чем при исходном процессе термообработки. Это означает, что алюминий потеряет все механические свойства, полученные в результате термической обработки.
В конце концов, эти проблемы можно преодолеть. Для этого требуется только правильная техника сварки и уверенность в том, что у вас есть подходящий материал для работы, которую вы выполняете. Некоторые сплавы будет непрактично сваривать, в то время как другие не будут такими сложными, если вы знаете, что делаете.
Как очистить алюминий перед сваркой
Когда вы освоите основные принципы сварки алюминия, пора приступать к работе; это начинается с правильной очистки металла. Существует два основных этапа очистки алюминия перед сваркой: удаление жира и удаление окислов.
Во-первых, обязательно убедитесь, что на свариваемом металле нет смазки или масла. Это связано с тем, что любые примеси в алюминии могут повлиять на сварной шов и привести к дефектам. Хотя металлическая поверхность может выглядеть чистой невооруженным глазом, на ней очень легко могут быть масло, жир или другие жидкости, от которых не избавиться простым протиранием. Многие люди возьмут тряпку или щетку, чтобы вытереть металл, но это не удалит жир эффективно; это может только сдвинуть его с места и усугубить ситуацию.
Чтобы быть уверенным, что вы удалили всю смазку и масло, вам понадобится жидкий обезжириватель. Они делятся на две основные категории: органические растворители и слабые щелочные растворы. Примеры, которые хорошо работают, включают ацетон, метилэтилкетон, растворитель лака и толуол. Следует избегать некоторых жидкостей, в том числе спирта, который плохо работает как обезжириватель, и паровых обезжиривателей, выделяющих летучие соединения. №
С помощью безворсовой тряпки нанесите выбранный растворитель на алюминиевую поверхность и дайте жидкости испариться перед соединением каких-либо деталей. Точно так же не заливайте растворителем сварное соединение, которое вы уже совместили. При использовании некоторых щелочных растворов может потребоваться полное погружение свариваемых деталей в жидкость. В этом случае важно дать металлу полностью высохнуть перед началом сварки.
После того, как жир и масло были удалены, пришло время сосредоточиться на любых оксидах. Чтобы удалить оксиды, вы должны физически удалить материал с поверхности алюминия. Это может быть так же просто, как использование проволочной щетки, но вы должны убедиться, что щетка чистая (масляная щетка не поможет), и рекомендуется использовать щетки, которые используются только для алюминия. Кроме того, использование щетки с мягкой щетиной предпочтительнее, чем с тяжелой щеткой, которая, скорее всего, сгладит любой оксид, а не удалит его.
Другим вариантом является химическое удаление. Хорошим выбором для этого метода является сильный щелочной раствор. Скорее всего, вы захотите полностью погрузить заготовки в раствор. Также можно наносить растворы для удаления оксидов с помощью пульверизатора. Поскольку эти растворы обычно основаны на фосфорной кислоте или могут содержать плавиковую кислоту, при их использовании важно соблюдать крайнюю осторожность.
Какой бы вариант вы ни использовали, после очистки металла вам придется подождать достаточно долго, чтобы он полностью высох. Не ждите слишком долго, потому что даже нескольких часов достаточно, чтобы переносимые по воздуху жир и загрязнения оседали на вашей заготовке. Если прошло больше дня или двух, вам нужно будет начать процесс очистки заново.
Если у вас есть какие-либо вопросы, Clinton Aluminium будет рада помочь вам на каждом этапе процесса закупок. Чтобы получить помощь в выборе материалов и многое другое, пожалуйста, свяжитесь с нами сегодня.
Лучшая эпоксидная смола для алюминия 2022 года
BobVila.com и ее партнеры могут получать комиссию, если вы покупаете продукт по одной из наших ссылок.
Фото: depositphotos.com
Металлоэпоксидная смола незаменима при ремонте алюминия и других металлов. Эпоксидная смола состоит из клея и отвердителя, которые необходимо смешать непосредственно перед использованием, чтобы создать прочную связь между металлическими деталями, способную выдерживать нагрузку до 3000 фунтов на квадратный дюйм (PSI) и температуру более 500 градусов по Фаренгейту.
Многие эпоксидные смолы водостойкие, что делает их идеальными для ремонта лодок, жилых автофургонов, автомобилей и даже бытовой сантехники. В этом руководстве рассматриваются критические факторы, которые следует учитывать при выборе лучшей эпоксидной смолы для алюминия, а также некоторые доступные в настоящее время варианты.
- ЛУЧШИЙ В ОБЩЕМ СЛУЧАЕ: J-B Weld 8271 KwikWeld Армированный эпоксидный клей
- ЛУЧШИЙ ВЫГОД: Loctite Liquid Professional Super Glue
- ЛУЧШИЙ ДЛЯ 9 ДОМА0021 Gorilla 2 Часть Эпоксидная смола
- Лучший для водонепроницаемости: J-B Weld 8277 Waterweld Эпоксидная замазание
- Лучшие тяжелые убытки: Hy-Poxy H-450 Alumbond Propect Product Product Product. -7 Эпоксидная клейкая паста
- ЛУЧШИЙ ДЛЯ ЛОДОК: Amazing GOOP 5400060 Эпоксидный клей-герметик Coat-It
Фото: depositphotos.com
0021 В то время как большинство людей при выборе эпоксидного клея обращают внимание на прочность, важно также учитывать многие другие факторы, включая предполагаемое использование, водостойкость, термостойкость и время высыхания. Впереди узнайте больше об этих и других характеристиках этого мощного клея.
Эпоксидная смола, которая может ремонтировать алюминий и другие металлы, выпускается в различных формах, от жидкой до замазки. Тип ремонта во многом определяет тип эпоксидной смолы, которую следует использовать. Жидкая эпоксидная смола в небольших бутылочках по 1 унции с аппликатором в виде шприца подходит для небольших работ по дому. Для более масштабных работ, таких как ремонт корпуса лодки, используйте жидкий эпоксидный герметик, который можно наносить кистью на большую площадь. Для ремонта металлических труб, клапанов и воздуховодов требуется эпоксидная замазка, которая будет формироваться вокруг фитингов.
Эпоксидная смола, устойчивая к высоким температурам, подходит для ремонта автомобилей, например, для герметизации трещин в масляном поддоне или бензобаке. Для лодок и сантехники выбирайте водостойкую эпоксидную смолу. Ориентация ремонта также может определить, что лучше. Вертикальный ремонт или ремонт, расположенный над головой, может лучше подходить для шпаклевки, которая будет прилипать к месту, в отличие от жидкой эпоксидной смолы, которая может капать или стекать с ремонта, прежде чем он успеет застыть.
Хотя многие алюминиевые эпоксидные смолы нетоксичны, не содержат химических веществ, которые наносят вред окружающей среде или представляют серьезную угрозу для здоровья, они все же могут представлять опасность для здоровья. Целесообразно проверить этикетку продукта, чтобы определить, как безопасно использовать эпоксидную смолу. Некоторые эпоксидные смолы могут вызывать раздражение кожи или выделять вредные пары. При использовании эпоксидной смолы обязательно используйте перчатки и защитные очки для защиты кожи и глаз и работайте в хорошо проветриваемом помещении.
Также важно соблюдать надлежащие меры предосторожности при хранении и использовании материала. Храните эпоксидную смолу в комнате с контролируемой температурой, которая остается около 70 градусов по Фаренгейту, в шкафу или чулане, недоступном для домашних животных или детей.
Эпоксидный клей хорош настолько, насколько хороша его способность безотказно скреплять два материала, затыкать дыру или заделывать трещину. Прочность эпоксидной смолы на растяжение, измеряемая в фунтах на квадратный дюйм (PSI), указывает максимальную нагрузку в противоположном направлении, которую эпоксидная смола может выдержать, прежде чем она разорвется. Большинство производителей указывают этот номер на упаковке.
Прочность на растяжение многих эпоксидных смол составляет около 1000 фунтов на квадратный дюйм, что подходит для большинства применений. Самые прочные эпоксидные смолы имеют предел прочности при растяжении 3000 фунтов на квадратный дюйм или более, что идеально подходит для применений, в которых материалы будут подвергаться значительным нагрузкам, например, в автомобиле или на лодке.
Термостойкость Эпоксидная смола, совместимая с алюминием и другими металлами, в определенных случаях должна выдерживать палящие температуры. Большинство эпоксидных смол имеют максимальный температурный диапазон от 200 градусов по Фаренгейту до более чем 500 градусов по Фаренгейту.
Эпоксидные смолы также требуют определенных температур для схватывания и надлежащего высыхания. Обратите внимание на температурный диапазон применения, который обычно указан в инструкции к продукту. Многие требуют, чтобы температура была выше 40 градусов по Фаренгейту, чтобы эпоксидная смола застыла и застыла должным образом. Большинство производителей эпоксидной смолы указывают температурные требования для нанесения на упаковку и максимальную температуру, которую эпоксидная смола может выдержать после полного отверждения.
Водонепроницаемость Ремонт автомобилей и лодок, а также ремонт сантехники должны выдерживать воздействие непогоды. Для этих целей ищите водостойкие эпоксидные смолы, предназначенные для использования в местах, подверженных воздействию дождя. Большинство жидких эпоксидных смол необходимо наносить на сухую поверхность, но после полного отверждения они становятся водонепроницаемыми. Водостойкие эпоксидные замазки подходят для ремонта влажных поверхностей, таких как сантехника. Некоторые из них даже затвердевают и полимеризуются под водой, что делает их идеальными для ремонта корпуса лодки.
Некоторые эпоксидные смолы более универсальны, чем другие. Важно посмотреть, с какими типами поверхностей они совместимы и будут ли они работать с желаемым приложением. Некоторые, но не все эпоксидные смолы, можно шлифовать, формовать, красить или сверлить.
Другие эпоксидные смолы подходят не только для металлов. Большинство эпоксидных смол также совместимы с деревом, плиткой, бетоном, пластиком, ПВХ и даже стеклом. Универсальная эпоксидная смола не только полезна при ремонте алюминия; его также удобно иметь под рукой в гараже или сарае для быстрого ремонта по дому.
Отделка и время высыхания Время высыхания может быть важным фактором, который следует учитывать при покупке эпоксидной смолы, особенно для наружного ремонта. Большинство эпоксидных смол имеют установленное время и время отверждения. Время отверждения — это время, необходимое эпоксидной смоле для удержания сцепления без приложения к ней значительного усилия. Время отверждения — это время, необходимое для того, чтобы эпоксидная смола достигла полной прочности.
Время высыхания эпоксидных смол может варьироваться от нескольких секунд до нескольких часов. Время высыхания может повлиять на тип ремонта, для которого подходит эпоксидная смола. В то время как время схватывания в несколько часов может подойти для эпоксидной смолы, используемой для герметизации отверстия или ремонта двух металлических деталей, скрепленных вместе, оно не подойдет для ремонта, скрепленного вручную.
Эпоксидные смолы также высыхают до различных видов отделки. Общие цвета отделки включают белый, серый и прозрачный. Если шов виден, подумайте, какой цвет даст более эстетичный результат при выборе эпоксидной смолы, или проверьте, можно ли эпоксидную смолу окрашивать.
Эпоксидная смола поставляется в двух отдельных тюбиках или контейнерах: смола и отвердитель. В соответствии со своим названием эпоксидная смола не затвердеет и не затвердеет, пока не смешается с отвердителем. Нанесение эпоксидной смолы влечет за собой смешивание одной части каждой на обрезках материала или поддоне, а затем нанесение на ремонт. После смешивания эпоксидной смолы крайне важно сразу же использовать ее для достижения наилучших результатов.
Область применения зависит от типа эпоксидной смолы. Жидкая эпоксидная смола обычно наносится с помощью палочки для рукоделия. Чтобы нанести эпоксидную замазку, замесите ее вместе, а затем вручную придайте ей форму вокруг места ремонта. Эпоксидные смолы большего размера, предназначенные для герметизации широких поверхностей, таких как лодочная тяга, можно наносить с помощью широкой кисти. При необходимости многие эпоксидные смолы можно удалить с помощью соответствующих растворов и продуктов.
В приведенный ниже список включены некоторые из лучших эпоксидных смол для ремонта алюминия и металла — от обычного бытового ремонта до устранения трещин в корпусах лодок. Он включает эпоксидные смолы с высокой прочностью на растяжение, быстрым временем высыхания и водостойкими свойствами. Любая из приведенных ниже эпоксидных смол является хорошим выбором для использования на алюминии.
Фото: amazon.com
Проверить последнюю цену
Когда дело доходит до склеивания металлов, прочность имеет решающее значение для успешного склеивания, поэтому эта двухкомпонентная эпоксидная смола от J-B Weld так хороша. После полного отверждения он может похвастаться прочностью на растяжение 5020 фунтов на квадратный дюйм и может выдерживать температуры до 550 градусов по Фаренгейту. Это делает его идеальным для применения в самых разных областях: от автомобилей до лодок и домашних нужд.
Более того, этот продукт можно сверлить, формовать, шлифовать и красить без ущерба для его прочности, что делает его одним из самых универсальных эпоксидных смол на рынке. Его также можно использовать с ПВХ, деревом, бетоном и керамической плиткой. Применение включает в себя создание смеси 1: 1 из обеих трубок, нанесение на сустав и ожидание от 4 до 6 часов, пока клей схватится, и день или около того, чтобы он полностью затвердел. J-B Weld KwikWeld, высыхая до непрозрачного серого цвета, поставляется в двух тюбиках по 5 унций.
Product Specs
- Type: Liquid
- PSI: 5,020
- Maximum Temperature Resistance: 550 degrees Fahrenheit
- Drying Time: 4 to 6 hours
Pros
- Двухкомпонентная эпоксидная смола
- Можно сверлить, формовать, шлифовать и красить
- Подходит для ПВХ, дерева, бетона и керамической плитки
- Доступная цена
Cons
- Not suitable for use on granite
Get the J-B Weld KwikWeld epoxy on Amazon , Walmart , and The Home Depot .
Проверить последнюю цену . Хотя технически это не эпоксидная смола — это цианоакрилат, — он может выполнять многие из тех же задач. Он не требует смешивания и схватывается всего за 15–30 секунд, что делает его идеальным для склеивания металлических деталей, которые необходимо скреплять вручную, пока клей не схватится.
Удлиненная насадка на бутылке объемом 0,7 унции позволяет легко контролировать количество вытекающего клея, предотвращая появление капель и беспорядка. Loctite после высыхания становится прозрачным, создавая невидимую связь. Помимо металла, Loctite также совместим с керамикой, жестким пластиком, резиной, деревом и даже кожей. Прочность после полного отверждения в течение 24 часов составляет 2900 фунтов на квадратный дюйм.
Характеристики продукта
- Тип: Жидкость
- PSI: 2900
- Максимальная температурная стойкость: Неоткрытый
- Время сушки: 24 часа
Pros
- Удлиноватый сонус
- Dries Clear
- Работайте на металле на металле, Ceramic, Cerarmic, Droof ,
- , на металле, на металле, Ceramic, Skeepling
- .
 через 15-30 минут
через 15-30 минут
Минусы
- Поставляется в небольшом количестве
- Не прилипает к некоторым поверхностям (силикон, полипропилен и полиэтилен)
- Может не подходить для областей с высокой температурой
Получите клей Loctite Liquid на Amazon .
Фото: amazon.com
Проверить последнюю цену
Простой, но инновационный дизайн нанесения этой двухкомпонентной эпоксидной смолы от Gorilla делает ее таким отличным вариантом. В то время как другие двухкомпонентные эпоксидные смолы помещают смолу и отвердитель в две отдельные бутылки, Gorilla использует оригинальную конструкцию шприца с двумя отдельными отсеками для смолы и отвердителя. Когда пользователь нажимает на шприц, они высвобождаются равными частями, что устраняет необходимость жонглировать двумя отдельными бутылками.
Он также схватывается всего за 5 минут и отверждается за 30 минут, что делает его идеальным решением для бытового ремонта. Эпоксидная смола Gorilla с рейтингом PSI 3300 является отличной эпоксидной смолой, которую нужно иметь под рукой, чтобы в крайнем случае выполнить легкий ремонт в домашних условиях. Gorilla 2 Part Epoxy поставляется в шприце на 0,85 унции.
Характеристики продукта
- Тип: Жидкость
- PSI: 3300
- Максимальная термостойкость:
Pros
- Конструкция из двух частей; смола и отвердитель
- Конструкция шприца; Легко в использовании
- Подходит для исправлений и проектов с легкой детьми. Amazon или в Walmart .
Фото: amazon.
comПроверить последнюю цену
Алюминиевые ремонтные работы на лодках или даже в бытовой сантехнике должны выдерживать воздействие воды. Эта водостойкая эпоксидная шпатлевка не просто водонепроницаема — она затвердевает и затвердевает под водой. Он выпускается в виде двух шпаклевок: одна для смолы, другая для отвердителя. Приложение требует, чтобы пользователь смешал их вместе, а затем применил. Будь то под водой или над водой, он схватывается всего за 25 минут и затвердевает примерно за час.
Уникальная водостойкая способность этой эпоксидной замазки делает ее идеальной для ремонта лодок и сантехники, особенно в местах, где сушка на воздухе невозможна. WaterWeld имеет прочность на сдвиг 1300 фунтов на квадратный дюйм и может выдерживать температуры до 350 градусов по Фаренгейту. Помимо металла, эпоксидная шпатлевка WaterWeld также совместима со стекловолокном и пластиком, что делает ее отличным универсальным клеем для ремонта лодок.
Характеристики продукта
- Тип: Putty
- PSI: 1,300
- Maximum Temperature Resistance: 350 degrees Fahrenheit
- Drying Time: 1 hour
Pros
- Waterproof
- Two-part design; смола и отвердитель
- Можно наносить под водой
- Можно использовать на металле, пластике и стекловолокне
Минусы
- Некоторые пользователи сообщают о дефектах
Получить J-B Weld Шпаклевка WaterWeld на Amazon , Lowe’s и The Home Depot .
Проверить последнюю цену работа с алюминием. Что отличает его от других эпоксидных смол, так это крошечные кусочки алюминия в смеси, которые придают ему потрясающую адгезионную способность к алюминию. Густообразная консистенция этой формулы делает ее идеальной для ремонта автомобилей и для ремонта труб HVAC, клапанов, радиаторов и т.п.
Другие преимущества этой эпоксидной смолы включают ее способность затвердевать всего за 45 минут. Его также можно шлифовать и сверлить. Hy-Poxy, который поставляется в двух тюбиках по 6,5 унций, высыхая до серого цвета, который хорошо сочетается с алюминием, а также поддается окраске. Для нанесения смешайте две шпаклевки вместе.
Спецификации продукта
- Тип: Запачка
- PSI: 3500
- Максимальный температурный сопротивление: Неоткрыт
- 2020. Суп.0021 45 минут
PROS
- Подходит для больших исправлений и проектов
- можно использовать на трубах HVAC, клапанах
- Aluminame Alminable
- ,
- ,,,,,, 9012,,,,,,,,,,,,
- ,
- . Минусы
- Дорого по сравнению с аналогичными вариантами
- Может не подойти для помещений с высокой температурой0021 Амазонка .
Фото: amazon.com
Проверить последнюю цену
Обладая способностью действовать как клей, наполнитель или связующее вещество, этот продукт от PC Products является одним из самых универсальных эпоксидных смол на рынке. Эти характеристики делают его идеальным для заполнения отверстий и ремонта трещин, что делает его хорошим вариантом для устранения течи в резервуаре для воды или герметизации утечки в бензобаке или масляном поддоне. К его универсальности добавляется способность работать с широким спектром материалов, включая стекловолокно, арболит, кирпич и керамику, а также металл с давлением 2150 фунтов на квадратный дюйм.
Его липкая консистенция также делает его хорошим выбором для работы на вертикальных поверхностях или над головой. Просто имейте в виду, что его термостойкость ниже, чем у других эпоксидных смол, при 200 градусах по Фаренгейту.
Эпоксидная клейкая паста поставляется в двух банках для смолы и отвердителя, что требует от пользователя смешивания двух паст для нанесения. Подождите 24 часа, прежде чем он полностью вылечится.Характеристики продукта
- Тип: Замазка
- PSI: 2150
- Максимальная температурная сопротивление: 200 градусов Fahrenheit
- Время сушки: 12-24 часа
Pros
- Работает в качестве клеевого наполнителя и подключаемого агента
- . бетон, кирпич, керамика и металл
- Конструкция из двух частей; смола и отвердитель
Минусы
- Требуется некоторое время для высыхания
- Требуется смешивание перед использованием
Получить эпоксидную пасту для ПК на Amazon .
Фото: amazon.
comПроверить последнюю цену
Для герметизации трещин и незначительных течей на корпусе лодки или защиты поверхности от будущих повреждений требуется продукт, который может покрыть большую площадь поверхности. . Этот продукт от Amazing GOOP легко наносится и обеспечивает широкий охват, что делает его идеальным для более масштабного ремонта. После смешивания пользователь может нанести эпоксидную смолу широкой кистью, что позволяет быстро выполнить ремонт корпуса лодки.
Эпоксидная смола застывает и высыхает в течение 10 часов, достаточно времени для ее нанесения пользователем и достаточно быстро, чтобы вернуть лодку на воду с небольшой задержкой. Благодаря волокнам кевлара в своем составе после отверждения этот продукт создает толстый барьер, который не только запечатывает небольшие трещины, но и защищает корпус от повреждений в будущем. Удивительная водостойкая эпоксидная смола GOOP, которая высыхает до черного графитового покрытия, соединяется с алюминием, сталью, стекловолокном и деревом, что делает ее идеальной для различных типов лодок.
Product Specs
- Type: Liquid
- PSI: 2,020
- Maximum Temperature Resistance: Unlisted
- Drying Time: 10 hours
Pros
- Covers ample surface area
- Легко наносится
- Водонепроницаемый
- Может использоваться на алюминии, стали, стекловолокне и дереве
Минусы
- Может не подходить для областей с высокой температурой
- Дорого по сравнению с аналогичными вариантами
Получите клей Amazing GOOP по The Home Depot и Sears .
Наш вердиктЭпоксидная смола J-B Weld KwikWeld имеет рейтинг 5020 фунтов на кв. это идеальный вариант для автомобилей, внедорожников и лодок.
Как мы выбирали лучшие эпоксидные смолы для алюминия В качестве альтернативы, в качестве бюджетного варианта, который может справиться с мелким бытовым ремонтом и ремонтом, суперклей Loctite Liquid полностью затвердевает за 24 часа и может использоваться для ремонта алюминия и других металлов, а также керамики, пластика, резины, дерева и кожи. .Мы исследовали наиболее востребованные варианты эпоксидных смол для алюминия в соответствующих категориях и обнаружили, что наилучшие варианты определяются их формой, пределом прочности при растяжении, термостойкостью, временем высыхания, совместимостью с несколькими поверхностями и другими специальными функциями, включенными в некоторые бренды.
Для облегчения нанесения каждый из этих алюминиевых эпоксидных смол и компаундов производится в жидкой или пастообразной форме с показателем PSI от 1300 до 5020 для обеспечения адгезии в тяжелых условиях. Независимо от того, занимаетесь ли вы ремонтом автомобилей, жилых автофургонов, лодок, систем отопления, вентиляции и кондиционирования, сантехники и других ремонтных работ, эти эпоксидные материалы выдерживают температуру от 150 до 550 градусов по Фаренгейту.
Время высыхания от 30 минут до 24 часов на таких поверхностях, как алюминий, сталь, стекловолокно, дерево, бетон, кирпич, керамика и пластик, также гарантирует быстрое выполнение ремонта. Выберите варианты алюминиевой эпоксидной смолы выше сухих прозрачных или непрозрачных цветов, но их можно шлифовать, красить или сверлить после полного отверждения. Кроме того, некоторые варианты являются водонепроницаемыми или водостойкими для наружного применения.
Часто задаваемые вопросыЕсли у вас есть вопросы об использовании эпоксидной смолы на алюминии, прочитайте ответы на некоторые из наиболее распространенных вопросов об этом клее.
В: Можно ли использовать эпоксидную смолу на нескольких поверхностях?Большинство эпоксидных смол можно использовать на различных поверхностях, включая дерево, металл, пластик, бетон и плитку.
В: Нужно ли грунтовать алюминий эпоксидной смолой перед покраской?Рекомендуется загрунтовать алюминий и алюминиевую эпоксидную смолу перед покраской.
В: Как подготовить алюминий для эпоксидной смолы? Используйте самопротравливающую грунтовку, которая создаст прочную связь с металлом.Тщательно очистите алюминий, убедившись, что на нем нет ржавчины, грязи, краски и масла, прежде чем наносить эпоксидную смолу, затем слегка отшлифуйте его наждачной бумагой или металлическим напильником, чтобы он лучше держался.
В: Как наносить эпоксидную смолу?Для нанесения эпоксидной смолы нанесите равные части смолы и отвердителя на одноразовую поверхность, затем перемешайте. В зависимости от типа эпоксидной смолы это может включать смешивание с помощью инструмента или, в случае замазки, разминание пальцами. Нанесите смешанную эпоксидную смолу на поверхность по мере необходимости для соединения или ремонта.
Руководство по сварке алюминия — Miracle Welding
Сварка алюминия — это производственный процесс, в котором используется тепло и давление для соединения двух компонентов, изготовленных из алюминия или сплавов на его основе.
По сравнению со сварными узлами, изготовленными из других материалов, таких как сталь, сварные алюминиевые узлы не демонстрируют такой же уровень прочности, как их исходные материалы. Таким образом, крайне важно, чтобы профессионалы отрасли выбрали правильный основной материал и метод сварки, чтобы создать максимально прочную связь между алюминиевыми компонентами.Выбор этих элементов, однако, может быть сложной задачей, поскольку операции сварки алюминия сильно различаются в зависимости от основных материалов и используемых методов сварки в зависимости от продукта и производственных спецификаций. В следующей статье представлен обзор сварки алюминия, чтобы клиенты могли лучше понять, какие алюминиевые материалы и методы сварки лучше всего подходят для их проекта.
Алюминийв сварочных работах: характеристики, сплавы и серия
По сравнению с другими материалами, используемыми в сварочных работах, алюминий обладает особыми характеристиками, которые требуют специальных процедур обращения и создают уникальные проблемы.
Свойства алюминия и его различных сплавов влияют на то, насколько хорошо материал подходит для процесса сварки, и на характеристики конечного продукта. Например:- Он имеет гораздо более низкую температуру плавления, чем сталь (1222 градуса по Фаренгейту по сравнению с 2500 градусов по Фаренгейту). Это качество позволяет выполнять сварочные операции при более низких температурах для получения сопоставимого сварного шва.
- Он имеет оксидный слой с температурой плавления 3700 градусов по Фаренгейту, который действует как изолятор, что может вызвать проблемы при сварке при более низких температурах.
- Он теряет силу при нагревании и восстанавливает силу при остывании. В отличие от стали, алюминий остается прочным при более низких температурах, что делает его пригодным для использования в криогенных системах и при транспортировке сжиженного природного газа (СПГ).
Большинство, если не все, алюминиевых сплавов демонстрируют эти свойства, поскольку они состоят в основном из алюминия с меньшим процентным содержанием других элементов.
В следующем списке представлена классификация серий алюминия и соответствующих элементов сплава:- Серия 1xxx (чистый алюминий) – элементы не добавляются преднамеренно
- Серия 2xxx (термически обработанная) – Медь
- Серия 3xxx (без термической обработки) – марганец
- Серия 4xxx (без термической обработки) – силикон
- Серия 5xxx (без термической обработки) – Магний
- Серия 6xxx (термообрабатываемые) – магний и кремний
- Серия 7xxx (термообрабатываемый) – Цинк
- Серия 8xxx – Прочие элементы
Рекомендации по сварке алюминия
При планировании проекта сварки алюминия необходимо учитывать несколько факторов, чтобы обеспечить наилучший сварной шов. Три ключевых момента:
Чистота алюминиевой поверхности
Любые загрязнения на поверхности алюминиевой заготовки могут помешать процессу сварки. Помимо потенциального изменения химической реакции, происходящей во время сварочных работ, они могут ослабить прочность сварного шва.
В частности, склонность алюминия притягивать кислород и реагировать с ним, образуя тонкий оксидный слой на поверхности, требует тщательной очистки и подготовки поверхности алюминия перед началом любой операции сварки.Размер алюминиевой заготовки
Алюминиевые листы и пластины доступны в различной толщине для широкого спектра применений. В зависимости от толщины заготовки, используемой в операции сварки, некоторые методы сварки могут не подходить, а другие — быть идеальными. Например:
- Стыковые и угловые сварные швы, как правило, не подходят для соединения алюминиевых листов толщиной менее 1/8 дюйма (3/2 мм).
- Дуговая сварка металлическим электродом подходит для более тяжелых алюминиевых материалов толщиной до 2 1/2 дюймов (63,5 мм).
Теплопроводность алюминия
Алюминий имеет относительно низкую температуру плавления для металла. Это качество в сочетании с высокой степенью теплопроводности требует тщательного баланса подачи тепла, чтобы избежать как преждевременного рассеивания тепла, так и плавления.
Алюминий проводит тепло в три-пять раз быстрее, чем сталь, и каждый из его сплавов имеет немного разный уровень теплопроводности.Чтобы учесть эти факторы, специалисты по сварке, как правило, используют более высокие подводы тепла, чтобы обеспечить более высокую скорость сварки и предварительно нагревать более толстые детали алюминия перед выполнением любой сварочной операции. В процессе предварительного нагрева технические специалисты нагревают алюминий не более чем до 400 градусов по Фаренгейту, чтобы уменьшить изменчивость, вызванную проводимостью. Однако, поскольку воздействие слишком высокой температуры в течение слишком длительного времени может снизить прочность сварного шва в термически обработанных и нагартованных алюминиевых сплавах, заготовку нагревают в течение минимально возможного времени.
Методы сварки алюминия
Принимая во внимание эти соображения, профессионалы отрасли могут выбрать наилучшие методы для различных материалов алюминия, размеров деталей и предполагаемых областей применения.
К наиболее распространенным методам сварки алюминия относятся следующие:Дуговая сварка металлическим электродом в среде защитного газа (GMAW)
Дуговая сварка металлическим электродом в среде защитного газа (GMAW), также известная как сварка в среде инертного газа (MIG), при сварке используется инертный газ и постоянный ток с обратной полярностью. два куска алюминия вместе. Он подходит для сварки алюминиевых пластин толщиной от 1/16 дюйма до нескольких дюймов. Как метод сварки, он является быстрым и универсальным, предлагая высокую скорость сварки для широкого спектра материалов и предполагаемых областей применения.
Дуговая сварка вольфрамовым электродом (GTAW)
Дуговая сварка вольфрамовым электродом (GTAW) — также называемая сваркой вольфрамовым электродом в среде инертного газа (TIG) — использует вольфрамовый газ для создания дуги. В отличие от GMAW, он лучше подходит для более тонких алюминиевых листов или профилей из алюминиевых сплавов.
Дуговая сварка угольным электродом (SCAW)
Дуговая сварка угольным электродом (SCAW) — это процесс ручной или автоматической сварки, в котором для создания дуги используется углеродный газ.
Угольная дуга в сочетании с присадочным материалом из отдельного присадочного стержня используется для завершения сварного шва. Хотя флюс требуется на протяжении всей операции сварки, в конце его необходимо удалить. Конечные продукты, произведенные с помощью операций SCAW, имеют сварные швы, идентичные сварным швам продуктов, изготовленных с помощью операций кислородно-ацетиленовой или кислородно-водородной сварки.Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
При дуговой сварке металлическим электродом в среде защитного газа (SMAW) сварщики используют электрод, покрытый экструдированным флюсом или сильно погруженным в него флюсом. Это покрытие защищает сварной шов, образуя газообразный экран вокруг дуги и расплавленного материала. Он также объединяет оксид алюминия с образованием шлака, который можно удалить в конце процесса сварки или во время отделочных операций.
Сварка атомным водородом
При сварке атомным водородом используется атмосфера газообразного водорода для поддержания дуги между двумя вольфрамовыми электродами.
Процесс, методы и результаты аналогичны кислородно-ацетиленовой сварке, и производители могут автоматизировать процесс или выполнять его вручную.Приварка шпилек
Для приварки шпилек используются обычные инструменты для дуговой сварки шпилек и специальный адаптер сварочного пистолета (который позволяет управлять подачей защитного газа высокой чистоты) для сварки шпилек диаметром от 3/16 до 3/4 дюйма. В этом процессе используются методы разряда конденсатора или разряда конденсатора с вытянутой дугой.
Электронно-лучевая сварка
При электронно-лучевой сварке сварщики бомбардируют алюминиевые детали потоком электронов с высокой скоростью. Этот поток сплавляет соединения, преобразовывая кинетическую энергию электронов в тепловую энергию при контакте с заготовкой (заготовками). Поскольку этот процесс может быть опасным, его обычно проводят в вакуумной камере.
Сварка сопротивлением
Существует три основных метода контактной сварки: сварка оплавлением, сварка швом и точечная сварка.
Каждый из этих процессов подходит для соединения алюминия и алюминиевых сплавов, в том числе высокопрочных, термообрабатываемых алюминиевых сплавов.Чудесная сварка отвечает на ваши молитвы о сварке алюминия
Компания Miracle Welding обладает более чем 44-летним опытом производства и сварки высококачественной продукции. Знания и навыки, полученные благодаря этому опыту, позволяют нам лучше понять нюансы операций сварки алюминия, в том числе то, как используемые сплавы, размеры деталей и методы влияют на качество свариваемого конечного продукта.
От MIG и TIG до дуговой и контактной сварки — у нас есть ноу-хау, чтобы удовлетворить все ваши потребности в сварке алюминия. Свяжитесь с нашей командой сегодня, чтобы узнать больше о наших сварочных возможностях, или запросите предложение, чтобы обсудить спецификации вашего следующего сварочного проекта с одним из наших экспертов.
Клепка, пайка, жидкостная сварка плюс склеивание и свинчивание
Клепка, пайка, жидкостная сварка плюс склеивание и свинчиваниеПрисоединение Общий Итак, у вас есть все виды стальных деталей. но еще не объект, который вы хотите сделать из этой стали. Ковка и литье
можно сделать многое, но ни большой корабль, ни механические часы из
кусок стали, и вы не можете отлить его. Вы должны присоединиться к ваши кусочки и
присоединение является важной частью
Инженерия материалов. Это также сложная часть материаловедения,
даже если мы не рассматриваем сочлененные системы с подвижными частями типа зубчатых колес.
Если задуматься на секунду, без присоединения далеко не уедешь. Даже наконечник стрелы из кремня или наконечник топора нужно было присоединить к стреле. вал или какую-нибудь ручку. Хотя присоединение, очевидно, очень важно для того, чтобы все виды продуктов, это не шумно и никогда не бывает легко.
Неметаллы, которые вы можете соединить простыми способами, такими как посев, связывание ниткой или шпагатом. или прибить. Древние египтяне на самом деле сеяли свои большие деревянные лодки вместе. Но с деревом можно использовать и гвозди (если вы умеете их делать) а не очень древние викинги действительно прибили свои лодки вместе.
Вы используете раствор для соединения кирпичей и камней. Это была бы огромная тема себя, и я просто упоминаю об этом, чтобы указать, что есть много способов присоединиться к материалы в целом .Итак, давайте не будем обобщать. В далее я ограничиваюсь в основном соединением металлов . Основные методы, доступные для соединения являются: - Свинчивание (металл)
- Клепка
- Сварка
- Пайка
- Склеивание
Прежде чем я перейду к деталям, давайте спросим себе общий вопрос: Что за механический свойства можно ли ожидать от соединяемых материалов?
Чтобы получить первую идею, мы просто представляем себе выполнение растяжимый испытание на «идеальном» соединенном образце, подобном этомуИспытание соединений на растяжение Два соединенных металла могут быть одного и того же или разного типа.
Мы можем
представьте себе изготовление “классического” экземпляра в виде
показано, или какое-то специальное приспособление, подходящее для этой цели, как показано для тестирования
склепанные куски металла.
Понятно, что стресс-напряжение кривая будет представлять собой «смесь» кривых напряжения-деформации отдельные материалы. Столь же ясно, что самый «слабый» материал определяет все параметры как Модуль для младших, предел текучести или поведение при разрушении.
Кроме того, два интерфейса могут «расколоться» задолго до того, как материалы бы. Просто представьте, что красный материал — это клейкая лента между двумя стальные куски. Разрушение произойдет по «швам», а не в материалы.Идеализированное испытание на растяжение соединений Для склеивания и пайки ясно что я имею в виду под “совместным материалом”. В случае клепки также
понятно, а как насчет сварки?Когда вы делаете жидкость сварка двух одинаковых материалов, вы сжижайте части ваших материалов плюс немного материала, который вы вливаете в соединение. Даже если состав всех рассматриваемых материалов одинаков, микроструктура сварного шва будет сильно отличаться от ненарушенный материал. Жидкие части охлаждаются довольно быстро, и не так много вы можете сделать об этом. Было бы довольно неожиданно, если бы микроструктура жидкой части будет такой же, как у твердой части. Поскольку микроструктура во многом определяет свойства, свойства соединительного материала будут отличаться от свойств основного материал.
При этом материал рядом со сварным швом не будет разжижаться, но тем не менее подвергаться «термообработке» и при этом изменять свою микроструктуру. Эти зон термического влияния поэтому и отличаются по свойствам от незатронутой массы. Если металлы к
быть сварены вместе, подверглись специальной температурной обработке, чтобы принести
из лучших возможных свойств, сварной шов, очевидно, может быть только хуже, чем
остальные.Я уверен, что мне не нужно объяснять, что зона сварки между двумя разными материалы действительно материал, совершенно отличный от других. я также уверен, что вам ясно, что сварка двух разных металлов – это далеко более хитрое дело, чем сварка одинаковых металлов. И размышляя о малом то, что я сказал до сих пор, может даже стать очевидным, что есть много материалы – в том числе все виды стали – что просто нельзя сваривать без ухудшения свойств при неприемлемый уровень. Теперь займемся двумя менее важными способы соединения вне пути: Склеивание Приклеивание означает, что тонкий слой какой-то полимер , какой-то органический материал, удерживает две части вместе. Таким образом, первое условие состоит в том, что полужидкий клей
прилипает к обеим соединяемым частям. Тогда он должен мутировать из какой-то вязкой или
полужидкой липкой массы в твердое и прочное твердое вещество после ее нанесения.Полимеры обычно плохо прилипают хорошо к металлам. Они также не так уж хороши в отношении урожайности прочность, модуль Юнга или прочность на излом.
Таким образом, соединение металлов склеиванием кажется нелепым. Ну да, но склейка пластиков к металлам фактически делается и находит все больше и больше энтузиастов. Если хочешь для соединения армированного волокном материала, используемого для деталей самолетов, с металлом, склеивание существенный. Узнайте сами, что происходит в этой сфере.Однако, если ты воин, я не рекомендуется ремонтировать сломанное лезвие меча, склеивая части вместе. Так что я не буду углубляться в липкие вещи здесь, за исключением того, что склеивание
это очень старая техника. Мужчина и женщина каменного века склеили свои вещи вместе
использование березового сока,
Например.Завинчивание Завинчивание тоже очень старая техника – извините, это другой вид. Свинчивание вещей – это то, что вам нужно сделать когда вы собираетесь разобрать вещи снова. Вы также делаете это, когда вам нужно исправить маленький или тонкий кусок металла к чему-то громоздкому Вы прикручиваете головку блока цилиндров к большая часть двигателя вашего автомобиля, потому что вам, возможно, придется снять его в один прекрасный день. Даже
если предположить, что в этом нет необходимости, клепка потребует очень глубокого
отверстия и длинные заклепки, что делает процесс дорогостоящим и неудобным, а сварка
просто невозможно на необходимом уровне точности. я даже не буду упоминать
склеивание.Большое преимущество использования винтов для соединения металлов (или дерева, или чего-то еще) заключается в том, что вы можете снова разобрать его. Большим преимуществом винтов и является также то, что можно снова разобрать. Как мы (мужчины) все знаем, от заботы о наших детях велосипеды и бесчисленное множество других случайных работ, винты волшебным образом стремятся распутаться сами по себе, если вы не уделяете много внимания.
И, как мы (мужчины) также знаем, качественного траха обычно не бывает что дешево, либо.Маленькие и большие винты вместе продукты Не забудем, что для завинчивания вам нужны винты и резьбовые отверстия в объем какого-либо материала или резьбовые гайки (плюс шайбы, зажимные кольца, фиксаторы, . ..). Сделать винт было не так просто, когда приходилось делать его вручную с помощью
молоток и напильник; делать орехи было хуже. Таким образом, свинчивание могло стать
основная техника соединения после того, как стало возможным нарезать точные резьбы с помощью
инструменты, как токарный станок.Другими большими преимуществами завинчивания являются: - Свинчивание не ухудшает свойства свинчиваемых металлов.
- С помощью свинчивания можно соединять различные металлы или вообще различные материалов без особых проблем.
Конечно, теперь свойства сустава зависят очень многое зависит от свойств шурупов (и от того, сколько у вас их на площадь). Так использовать чрезвычайно высококачественные стальные винты, и, поскольку не требуется нагрев, совместная собственность известна и не подлежит более или менее бесконтрольному микроструктурные изменения, происходящие при охлаждении расплавленных деталей в сварка. Таким образом, обычно возможно высококачественное соединение, и именно поэтому вы найдете чертовски много чрезвычайно качественных винтов, например, авиационные двигатели. Клепка Есть много большого металла конструкции, которые не хочется снова разбирать и которые лучше оставить вместе прочно в течение длительного времени. Мосты, здания, корабли, самолеты – ты можете продолжить этот список самостоятельно. Прикручивать тогда не надо и просто слишком дорогой. Сварка была бы ответом, но сварка часто невозможна, даже сегодня, а до 19 вообще нельзя было20 или около того для большой стали конструкции, способные выдерживать большие нагрузки. Клепка была
ответ, и в некоторой степени до сих пор.Вот часть клепаного котла судно. Его использовали для чего-то дорогого сердцу настоящего, владеющего мечом мужчины: пивоварение пиво . Котел выполнил безукоризненно в течение многих лет и помогала населению Копенгагена быть счастливым долгое время. Так было не всегда. Около 1800 г., без надежной клепаной стальные вещи, количество и качество пива, сваренного в Копенгаген часто подвергался компрометации, и один потребитель горько жаловался: «В моей маленькой семье пива часто не хватает на 8-14 дней… в это время мои дети должны либо идти к водяному насосу, если вода пригодна для питья, либо я должен с грустью видеть, как они слабеют от чайной воды». Кстати, должны быть одними из самых счастливых людей на этой планете. Клепаный корпус котла пивоварни Carlsberg, Копенгаген, Дания. На следующем снимке показан сильно заклепанный стальной балка, изготовленная около 1890, который до сих пор дежурит в Дрездене/Германия центральный вокзал. Несколько частей свинчены вместе, и это легко увидеть Почему. Стальная клепаная балка на главном вокзале Дрездена от около 1890 Ссылка ведет на увеличенное изображение Клепать нелегко. Вы должны держать
две (обычно очень тяжелые) детали прочно соединены, просверлите (большое) отверстие
через конструкцию вставить заклепку (обычно раскаленную), крепко прижать к
структуру с одной стороны и сильно ударить по другой стороне, чтобы сгладить ее
глава.Вам нужна была команда минимум из трех человек, чтобы установить заклепки. На таком корабле, как «Титаник», было около 3 миллионов заклепок, и строительство такое судно было не только дорогостоящим, но и довольно трудоемким. Свойства клепаного соединения сложны по двум причинам: отверстия в основной части всегда ослабляют конструкцию и могут служат источниками трещин. Сила всей штуковины, как на рисунке выше становится ясно, зависит в значительной степени от свойств заклепок.
Однако есть одно преимущество: трещины проходят через большую часть пластины. останавливаться на заклепочных соединениях и не может наткнуться на другую пластину, как при сварке
суставы. Свобода
об этом свидетельствует кораблекрушение.
В Интернете можно найти бурные дискуссии о «настоящем» Причины, по которым Титаник погрузился. Было ли это плохое качество стали или (некоторые) заклепки?Сварка заменила клепку в большинстве металлоконструкции серийного производства. Тем не менее, есть еще много сталей которые не могут быть сварены, потому что сварной шов также ухудшит свойства много. Сварка алюминиевых сплавов, например, по-прежнему в основном не возможно. Ваш «алюминиевый» велосипед обычно иметь сварную раму, но ваш авиалайнер из алюминиевого сплава все равно будет клепаным вместе во многих местах (незаметно, головки заклепок не торчат). смотреть на
что в следующий раз, когда вы совершите полет.Пайка Пайка абсолютно необходима для электроника, сантехника и многие другие технологии, например. изготовление велосипеда Рамка. Пайка, вообще говоря, представляет собой процесс соединения двух частей металлов (не обязательно одного вида) заливкой жидкого присадочного металла – припой – в соединение. Два соединяемых металла никогда не плавятся. Они обычно не должен даже сильно нагреваться, поэтому припой должен иметь низкую температуру плавления пункт Долгое время припой в основном означал соединения олова/свинца либо на уровне, либо недалеко от эвтектика состава (63 % олова / 37 % Pb) с температурой плавления 183 °C (361 °F). Используются «твердые припои», плавящиеся при более высоких температурах,
например, в украшениях; они обычно содержат немного серебра. Тогда процесс
называется “ пайка “.Однако припой, содержащий свинец, запрещен с 2006 года на том основании, что свинец является опасным материалом (так и есть). Электронная промышленность тратит огромные суммы денег на переход на новые припои, как правило, тройной сплав Sn-Ag-Cu. Меня это устраивало.
Однако, когда я увидел, как строители кладут на крыши тонны чистого свинцового листа, мои коллеги изо всех сил старались удержать несколько граммов от какой-нибудь электронной товар; Я начал немного задаваться вопросом. Охотники, конечно, до сих пор используют свинец для боеприпасы к их дробовикам. Теперь у вас есть интересная тема для обсуждения.Пайка сохраняет электрические проводимость, а это очень важно для электроники. Прямая пайка,
однако довольно плохо влияет на механическую прочность; идея спаять сломанный
лезвие меча вместе было бы смехотворно. Если вам нужна механическая прочность, для
например, когда вам нужно соединить трубы рамы велосипеда, вы либо
сварить, а если это невозможно, соединить трубы, впаяв их в
разъемы, называемые «наконечниками».Пайка — старинная техника. Много Сообщается, что артефакты, найденные в Шумере, Древнем Египте и т. д., использовались какая-то пайка или пайка – но пока ничего хорошего не нашел картинки для этого. Жидкостная сварка Сначала я должен сделать заявление об отказе от ответственности. У большинства сварка ассоциируется только с
то, что я называю жидкой сваркой здесь. Какой-то парень
в маске производит много шума и чрезвычайно яркий свет, разжижая некоторые
металл паяльной лампой или какой-нибудь электрической штуковиной.
Напротив, вы теперь знаете, что термин “сварка” также включает в себя соединение двух одинаковых кусков железа или стали при температуре ну ниже точки плавления, сбивая их вместе при некоторой повышенной температуре. У меня есть называется “молотовой сваркой”, но также упоминается как сварка давлением , огневая сварка , кузнечная сварка или контактная сварка . Этот вид сварки может также быть достигнуто с Другой металлы.Есть еще больше (современных) методов для сварки или склеивания без плавления. Описывая «проводное соединение», то есть метод прикрепления крошечных проводов к контактным площадкам на кремниевых чипах, занял бы много страниц. Найдите сами ключевые слова, такие как ультразвуковая сварка,
сварка взрывом, сварка трением с перемешиванием, электромагнитно-импульсная сварка,
коэкструзионная сварка, холодная сварка, диффузионная сварка, экзотермическая сварка, высокотемпературная сварка
частотная сварка, сварка горячим давлением, индукционная сварка или роликовая сварка
сварка.Современное слово “ сварка ” в смысле соединения сварка, примерно с 1830 года, оно может происходить от «хорошо» = к кипеть, подниматься или от «орудовать».
По-немецки сварка называется «schweissen», слово, которое содержит «eisen» = железо и связано с «schwitzen» = потоотделение, душно, с выделением жидкости. “Шмид” (кузнец) “швайсст” (сваривает) «эйзен» (железо), кладя два куска на «schweissshitze» (потливость), где железо потеет, потому что оно начинает реагировать с углеродом и кислородом. Другими словами, все это связано, и
нежидкостная сварка всегда была неотъемлемой частью технологии чугуна.Здесь я беру только очень беглый взгляд на жидкость сварка. Не потому, что это не заслуживает подробного описания, а потому, что я мало что знаю об этом. Что бы ни немногое, что я знаю, можно найти в научном модуле.
Первое, что нужно знать, это то, что без жидкостной сварки стали мир было бы совсем другое место. Вы бы не вели машину, потому что пример.Для сварки с жидкостью необходимо расплавить материалы, подлежащие сварке. сварной. Для железа это означает, что вам нужно превысить около 1500 0 C (2732 0 F) прямо в (небольшом) месте, где вы хотите сварить. Это не простое дело; Я много раз поднимал эту тему в этом гиперскрипт и даже написал специальный модуль. Так как, когда и где было железо
первое соединение с помощью жидкостной сварки ? я
на самом деле не знаю, но могу проиллюстрировать этот момент ссылкой на
Корабль свободы
стихийное бедствие.
Во время Великой Отечественной войны для производства «Либерти» велась массовая сварка. Корабли», в основном потому, что это позволило построить такое судно примерно за 50 дней, вместо 250 дней, необходимых для клепки. Это прекрасно иллюстрирует огромное потенциальное преимущество сварки по сравнению с клепкой; Что случилось эти корабли иллюстрируют опасности.Science Link Сварка
Если посмотреть на старые конструкций становится ясно, что сварка в больших масштабах вступила в свои права около 1930 года, плюс-минус 10 лет. Три основных момента, на которые следует обратить внимание находятся: - Достижение локальной плавки.
- Предотвращение реакции расплавленного материала с воздухом или водородом вокруг.
- Достижение некоторой целостности готового шва.
Итак, давайте посмотрим, как можно добиться локального плавления. Исключение более экзотических методов, таких как использование взрывчатых веществ. (хотя звучит забавно), у нас есть по существу два варианта: - Электричество (в виде электрической дуги).
- Очень горячее пламя паяльной лампы.
1. Электричество может передавать огромное количество энергии по тонким проводам и, таким образом, способен доставить много энергии в маленькое пространство. Если вы просто хотите согреться
какой-нибудь (проводящий) объект, например сталь, все, что ему нужно, это нарисовать дугу,
электрический разряд от точки на объекте к электроду. Сила
доставлено равно текущему I раз напряжение U . если ты
работает чуть более 4 А при 230 В, легко питается от стандартной розетки, вы
может сконцентрировать мощность 1 кВт или 1 кДж/с на нескольких квадратных миллиметрах. Занимает
около 1 кДж, чтобы расплавить 1 г железа, поэтому в течение нескольких секунд вы начинаете превращать в жидкость небольшие
количество вещей. Настоящие дуговые сварщики обеспечивают гораздо большую мощность (обычно при
более низкое напряжение и более высокие токи), конечно.
Исторически именно русский ученый Василий Петров «открыл» электрическую дугу в 1802 году, всего через несколько лет после Вольта. «открыл» электричество. МЫ. Стэйт, подданный английского языка, получил патент на дуговую плавку 1849 г.. Однако только в 1881 году дуговая сварка стали реально использоваться, и в этом заслуга русского Николая Николайевич. Конечно, без
Вернер против Сименса
изобретение электродинамического генератора в 1867 году, все это было бы
спорно из-за отсутствия эффективных источников энергии.
С тех пор электродуговая сварка развивалась и использовалась во множестве приложений меньшего масштаба. Возможность создавать крупномасштабные объекты, такие как корабли, вокзалы или мосты с помощью сварки заняли еще несколько лет.2. Вы не может получить энергию в кДж на небольшой площади обычными пожарами или пламенем. Вы должны сжечь что-либо, т.е. вступить в реакцию с кислородом, который производит много энергии в реакция, и вы должны сжечь много. Поэтому используйте чистый кислород (O 2 ) вместо воздух плюс легковоспламеняющийся газ, такой как пропан (C 3 H 8 ) или ацетилена (C 2 H 2 ), и вы получите (примерно) температуру 2500 °C (4,530 °F) для пропана и 3500 °C (6,330 °F) для ацетилена. Если вы сжигаете пропан только с воздухом, вы застряли на 2000 ° C
(3630 ° F). Таким образом, ацетилен создает самое горячее пламя, но с ним нужно обращаться.
с осторожностью.
Ключом было массовое производство ацетилена путем реакции карбида кальция. (CaC 2 ) с водой; простая, но опасная затея. Первый из конечно, нужно было сделать карбид кальция, а для этого нужно электричество и новаторские изобретения Вернера фон Сименса и его братьев, которые позволял «производить» большое количество электрической энергии.
Сварка (и резка) паяльной лампой была впервые изобретена французскими инженерами Эдмоном. Фуше и Шарль Пикард около 19 лет03.
Современная паяльная лампа по-прежнему страшна. Его можно использовать для сварки, но в настоящее время более полезно всего за резки . Ведь рано или поздно мы должны вырубить большие корабли, танки и все такое иначе мы слились много лет назад.Второй пункт – защита расплавиться от реакций с воздухом и так далее – часто можно сделать простым способом использование некоторого «флюсового» материала, который защищает зону сварки от окисление и загрязнение с образованием двуокиси углерода (CO 2 ) газ в процессе сварки. Ваш сварочный электрод обычно покрыт
флюс и подает его во время сварки.В противном случае вы прибегаете к “газовой дуговая сварка металлическим электродом». По сути, вы продуваете струю инертного или полуинертного газ, такой как аргон или гелий, вдоль вашего электрода, удерживая воздух от жидкости части. Еще лучше, если вы сварите, погрузив его в какой-нибудь жидкий флюс.
Это не становится дешевле, и чем сложнее, тем больше вы необходимо полностью автоматизированное оборудование.Осталось посмотреть, как один достигается некоторая целостность готового шва. Другими словами: есть хорошие сварные швы и есть плохие сварные швы, в зависимости от того, как это было сделано. Посмотрите на сварные швы дешевых и дорогих велосипедов со сварными рамами и вы видите разница между равномерным и очень хорошим сварным швом, и бугристым и корявым, но еще хороший шов. Надеюсь, ты не видишь очень плохой сварной шов.По словам «Сварщиков Вселенная” (источник здесь), то, что вы видите здесь, “Хороший, плохой, злой”.
Само собой разумеется, что свойства следуют этому суждению.Справа безобразное, опасное и мошенническое (плохо приваренное ограждение в Сицилия; должен был быть ввинчен; был дорогим; ЕС заплатил за это).
Качество сварки Дело в том, что сварка требует технологии, а качество того, что вы получаете, зависит от качества того, кто Делать это. Как говорит мне коллега с верфи через дорогу, только
немногим из их сварщиков разрешено делать особенно сложные сварные швы, и даже
Эти эксперты должны иметь хороший день, чтобы добиться успеха.Можно ли соединить сломанное лезвие меча, сварка плавлением? А не. Даже если вам удастся получить хороший сварной шов, он выглядит некрасиво, как ни шлифуй и не полируй, а лезвие будет страдать в процесс и свободное качество. Имейте в виду: даже наилучший возможный сварной шов будет иметь механические свойства, отличные от свариваемого материала. Это было резко продемонстрировано в 2001 году, как показано ниже. Всемирный торговый центр 11 сентября 2001 г.