Как правильно делать электросварку – Правила электросварки для начинающих: разбор способов
alexxlab | 02.01.2020 | 0 | Разное
Как правильно варить сваркой: технология, сила тока
Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов. Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
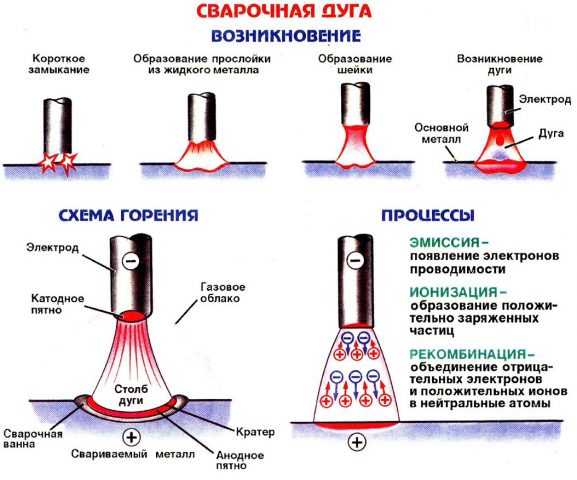
Электросварка — соединение металлических деталей сплавлением электрической дугой. Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
- Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
Виды электросварки
Выделяют несколько основных направлений:
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.
Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
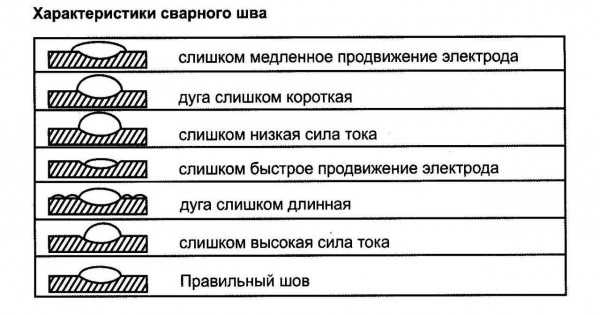
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.
Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ — приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.
Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сегодня в продаже есть различные виды электродов.
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.

Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа — наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
Зажженная дуга образует сварочную ванну. При начале сварки делаем небольшое круговое движение — размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.

Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.
Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
| Малая сила тока | Большая сила тока |
|---|---|
| Если дуга не поддерживается, гаснет, ванна получается узкая | Жидкая, неконтролируемая ванна, вытекающий металл, брызги вокруг шва, прожог |
Опытные сварщики ставят максимальные значения — это помогает варить быстрее.
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 — 15 %, потолочные швы требуют снижения на 20 — 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
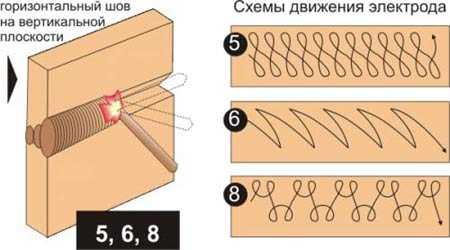
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило — чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.
Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Классическая рекомендация начинающим сварщикам — держать электрод на протяжении всего шва под одинаковым углом.
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.
Варим правильно
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.
Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения. Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
remboo.ru
как правильно варить металл самостоятельно?
Среди гениальных изобретений человечества электросварка, бесспорно, занимает одну из ведущих позиций – настолько универсальным и многоплановым является метод соединения деталей посредством расплавления электрода под воздействием электрического тока.
Использование этого метода соединения металлических частей и конструкций уже давно вышел за пределы привычного понимания сварки, как метода соединения металлических деталей из черного металла.
Уже давно стали привычными такие разновидности электросварки как сварка алюминиевых конструкций, чугуна, соединение деталей под водой, в безвоздушном пространстве, и даже эксперименты в области медицины по соединению тканей организма.
И все же наибольшего развития технология электросварки нашла в строительстве и машиностроении, при этом наибольшего распространения получила технология дуговой сварки в защитной среде (ММА).

Основные азы сварочных работ
Осваивая первые шаги в сварочном деле необходимо понимать, что успешное обучение является результатом усвоения как теоретических знаний, так и практических умений.
К теоретическим знаниям следует отнести:
- знание теоретических основ физических процессов электродуговой сварки;
- знание основных характеристик и принципа работы сварочного оборудования разных типов;
- знание порядка организации работ, привил техники безопасности;
- знание основных маркировок электродов, технологии сваривания различных материалов и компонентов.
Пошагово технологию сварки можно представить примерно так:
- электрический ток большой силы от 10 до 160 и даже 250 ампер образует электрическую дугу между электродом и свариваемыми поверхностями металла;
- вследствие создания электрической дуги происходит повышение температуры электрода и происходит горение обмазки, в горении участвуют вещества, которые выжигают вокруг себя кислород, образую небольшой объем пространства, защищенного от кислорода;
- образовавшийся газ высокой температуры плавит сердцевину электрода, которая образует сварочную ванну, в которой металл находится в жидком состоянии и заполняет шов между свариваемыми деталями.
Необходимые материалы/инструменты/защита
Переходя к практическому освоению навыков сварочных работ, следует выбрать сварочный аппарат:
- Трансформаторный сварочный аппарат – вид сварочного оборудования, который выдает переменный ток, ранее был самым распространенным видом сварочного оборудования, прост, неприхотлив в работе, но требует хорошей электропроводки и нормального напряжения в сети;
- Сварочный инвертор – относительно новый тип сварочного оборудования, легок как в смысле работы, так и в плане веса, может работать при довольно существенных перепадах напряжения, в отличие от трансформатора выдает постоянный ток на сегодняшний день является наиболее перспективным видом оборудования для любительского использования;
- Сварочные полуавтоматы – это оборудование, для различных видов сварочных работ проводимое сварочной проволокой в среде инертных газов, для работы полуавтоматической сваркой требуется использование баллона с инертным газом, это весьма дорогое оборудование, однако сварочным полуавтоматом можно проводить сварку даже очень тонких деталей.
К минимально обязательному набору инструментов сварщика нужно отнести:
- сварочный молоток;
- щетку по металлу;
- различные зажимы и струбцины;
- болгарку с набором отрезных и шлифовальных кругов.
Важно! Учитывая, что при сгорании электрода выделяется свет в 55-70 раз интенсивнее солнечного, обязательным элементом защиты сварщика является маска сварщика со специальным затемненным стеклом.
Кроме этого, сварщику нужно иметь:
- Специальные термостойкие перчатки.
- Специальный костюм сварщика из брезента.
- Рекомендуется иметь и специальную обувь – ботинки с высоким берцем или сапоги, при этом брюки костюма должны быть выпущены поверх ботинок или голенища сапог. Такое может быть немодное решение, не допустит во время работ попадания окалины внутрь обуви.
- И если сварщик хочет иметь еще долгое время модную шевелюру на голове, то обязательным элементом одежды должна стать шапка или кепка.
Как выбрать правильное оборудование, электроды и экипировку
При выборе сварочного аппарата для освоения первоначальных навыков работы достаточно и сварочного трансформатора, сварочный инвертор как оборудование более высокого класса разумно приобретать с прицелом на постоянную работу.
Стандартные кабели к сварочному аппарату, чаще всего бывают длиной в 1,5 метра, чего явно недостаточно для работ на высоте или в небольших помещениях, поэтому рекомендуется приобрести кабели большей длины.
Сварочные аппараты последнего поколения, независимо от того трансформаторные или инверторные сегодня оборудуются системой принудительного обдува, поэтому при покупке нелишне проверить их работоспособность при включении оборудования в сеть.
Приобретая электроды для начального обучения, рекомендуется для более эффективного овладения навыками покупать не пачку в 5 кг, а купить несколько пачек электродов разного диаметра от 2 мм до 5 мм по 1 кг. Этого количества электродов вполне достаточно для того чтобы понять как варить.
Немаловажным моментом при покупке электродов является маркировка – УОНИ, марка электродов для постоянного тока, и пытаться положить правильный шов на трансформаторном аппарате будет бессмысленно. Электроды марки АНО-4 обладают универсальными качествами и могут использоваться для сварки любым аппаратом.
При выборе защитной маски следует знать, что современные маски с автоматической защитой имеют наибольший эффект, они не требую постоянного держания в руке, фильтр автоматически включается при появлении дуги, но к сожалению, сегодня такие маски пока еще весьма дороги для многих начинающих мастеров.
Маски старого образца с неизменяемым светофильтром, а в особенности те, что стандартно продаются в комплекте сварки, требуют определенной доработки:
- Во-первых, они не имеют защитного стекла, такое самое обыкновенное стекло вставляется с наружной стороны маски и защищает светофильтр от искр и попадания окалины. Со временем, такое стекло просто снимается и заменяется новым.
- Во-вторых, сам светофильтр в таких масках идет с довольно большой степенью защиты, для новичка это не совсем правильно, ведь новичок только овладевает навыками работы, а не проводит сваривание 6 часов кряду. Поэтому рекомендуется заменить фильтр, на более прозрачный, например, на светофильтр №3 что дает намного лучший результат.
Пошаговая инструкция по проведению сварочных работ
Подготовка к проведению сварочных работ подразумевает не только подготовку материалов и оборудования, но и строгое соблюдение правил техники безопасности!
Следует знать, что сварочные работы это работы с повышенным риском, поэтому строгое соблюдение правил эксплуатации электроустановок, пожарной безопасности при работах должны быть соблюдены неукоснительно:
- рабочее место должно обеспечивать свободный доступ к свариваемым конструкциям;
- огнеопасные материалы должны быть убраны;
- сварочные работы должны проводиться в сухом помещении, при обеспечении правил электробезопасности;
- сварщик должен быть экипирован соответствующим специальным костюмом, перчатками, обувью.
Приступая к работам:
- свариваемые детали очищаются от ржавчины, краски, смазки и прочих веществ;
- места сварки тщательно подгоняются напильником или болгаркой зачищаются заусеницы;
- свариваемые детали прижимаются друг к другу и фиксируются;
- провод массы держателем прикрепляется к одной их деталей;
- включается в сеть сварочный аппарат;
- вставляется электрод в электрододержатель стороной свободной от обмазки;
- несколькими движениями электрод проводится по одной их деталей, для проверки наличия тока и розжига электрода;
- берется маска, электрод подносится к месту сварки, маска подносится к глазам и производится сваривание деталей несколькими небольшими швами по 3-5 мм;
- после сваривания швов проводится проверка правильности соединения, поскольку при дуговой сварке возможно смещение деталей и самого металла, вследствие чего образуются достаточно большие щели;
- через 1-2 минуты после прихватывания деталей сварочным молотком аккуратно, надев обычные защитные очки, легкими ударами оббивается шлак и окалина, проверяется качество шва;
- при удовлетворительном результате проводится сваривание непрерывным швом по всей длине деталей;
- через 3-5 минут молотком и щеткой по металлу очищается шов, проверяется качество;
- отключается аппарат, производится уборка рабочего места.

Как делать разные виды швов
Мастерство сварщика формируется постепенно, и не стоит ставить невыполнимую задачу научиться варить с после 1–2-х электродов. Мастерство появится тогда, когда сварщик научится не только правильно держать электрод, но и определять размер шва и ванны на ощупь.
Зажигая дугу, следует несколько раз провести в сторону шва электродом по поверхности, флюс начнет постепенно плавиться, при этом начнет образовываться ванна. Ведя электрод в сторону по шву внимание нужно обращать не на искры, а на образовавшуюся ванну, таким образом, контролируя процесс сварки.
При сварке толстых деталей следует сначала 2-3 секунды прогреть металл, сформировать ванну и только после этого формировать шов.
Научившись держать дугу, следующим этапом овладения мастерством будет умение формировать шов. В зависимости от условий работы основными умениями будут считаться умения сварки:
- горизонтального шва;
- вертикального шва;
- шва соединения труб;
- потолочного шва (сварщик находится под свариваемыми деталями, вся работа производится вверху).
На начальном этапе достаточно овладеть навыками создания простого горизонтального шва. Для этого:
- электрод держится на расстоянии 2–3 мм от поверхности, формируется ванна;
- легким движением электрода в сторону ванна тянется по шву;
После окончания сварки, очистив шов от шлака, в результате должен получиться ровный шов в виде полоски накрывающих один другого чешуек.
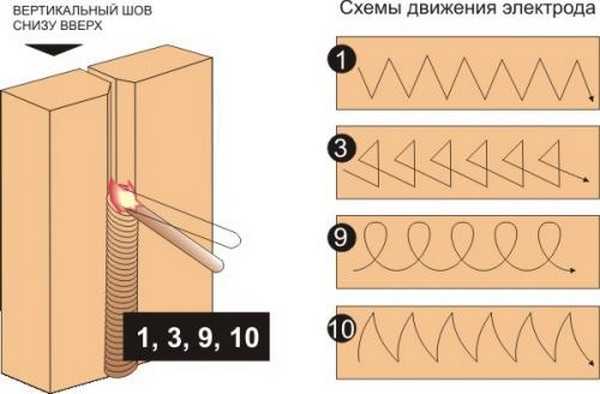
При сварке вертикальных швов шов ведется снизу вверх или сверху вниз, таким образом, чтобы электрод надежно держал ванну, для этого кроме описывания полукруга электродом его нужно, то приближать, то удалять от поверхности, проваривая металл на достаточную глубину.
Потолочный шов формируется зигзагообразными движениями, но для таких видов работ используются специальные электроды, обмазка которых формирует внутри чашечку с расплавленным металлом. Такие электроды позволяют сваривать детали без растекания металла и создания большого количества искр.
Особенности сварки труб
Сваривание труб в зависимости от расположения шва проводится следующим образом:
- на концах свариваемых труб формируется фаска;
- свариваемые концы совмещаются друг с другом;
- в нескольких точках прихватывается шов;
- при горизонтальном расположении от крайней нижней точки проваривается сектор до середины трубы с нижней части, после с верхней части.
Профессионалы делают шов непрерывным, меняя положение электрода, для новичка достаточно обварить нижнюю, а потом верхнюю часть.
При сварке труб большого диаметра и толщине стенок, больше 6 мм трубы сваривают в 2 слоя, чем больше диаметр и толщина стенок, тем больше слоев нужно проваривать, условно каждые 6 мм толщины добавляют один слой.
Условно тонким металлом считается металл толщиной до 2 мм. Основной проблемой при сварке таких изделий является прожиг электродом сквозного отверстия. Для этого используются электроды небольшого диаметра – 2 и 2,5 мм и небольшую силу тока.
Так, для сварки металла 1 мм достаточно электрода 2 мм и силу тока сварочного инвертора 30-35 ампер. Кроме этого, для сварки тонкого листового металла и более толстого основания используют различные накладки из более толстого листового металла, приваривая который проваривается и тонкий лист.
Советы и рекомендации
При сваривании деталей необходимо учитывать, что существует опасность тепловой деформации металла, особенно когда сами свариваемые детали не совсем плотно прилегают друг к другу в таком случае рекомендуется сначала прихватить конструкцию в нескольких местах, а после производить окончательную сварку.
Планируя сварочные работы необходимо просушить электроды при высокой температуре, влажная обмазка не позволяет формировать нормальный шов, она крошится, распадается, образует большое количество шлака.
После остывания шва нужно обязательно проверить наличие раковин. Их необходимо очистить от шлака и вновь проварить.
househill.ru
Как правильно варить электродами: движение и наклон электрода?
Будет ли это ремонт в квартире либо же постройка нового гаража – знания азов сварки металлов пригодятся всегда. Когда происходит постройка нового объекта, то в любом случае нужно будет прибегать к сварочным работам для модификации элементов интерьера или экстерьера. Для красивых швов понадобится рука профессионала, однако, там, где это не принципиально, работу сделает и неопытный сварщик, который знает, как правильно варить сваркой электродами.
Общие сведения
Электросварка – это процесс соединения металлов при помощи тепловой энергии электрической дуги. Температура при сварке электродом может достигать 6500°С, что превышает температуру правления большинства известных металлов. Есть огромное количество областей производства, где применяется электрическая дуговая сварка. Эта технология предоставляет возможность создавать массивные сооружения и производить экономичный ремонт конструкций, не требующих много физических усилий.

Сварка с использованием электрода
Сваренные металлы не уступают по прочности оригинальной конструкции. Чем стремительнее развивается строительная индустрия, тем больше появляется сфер применения этой технологии. Каждый уважающий себя хозяин должен знать, как правильно варить электродом 3 мм.
Особенности электросварки
Сегодня различают следующие типы дуговой сварки:
- ручная;
- полуавтоматическая;
- автоматическая.
Если в рамках строительного проекта нужно выполнять длинные швы, то рациональным решением будет использование автоматической сварки. Ручной тип больше подходит для более тривиальных задач. «Красота» при ручном сваривании зависит от профессиональности сварщиков. Есть несколько способов узнать, как варить сваркой электродам – видео и пошаговые инструкции имеют самую высокую информативность.
Ручной тип в основном применяется во время выполнения монтажных работ или строительства с использованием металла в форме широких листовых полос. Технология также позволяет соединять трубопроводы, поэтому широко применяется при выполнении сантехнических работ.
Виды электродов
Есть различные типы электродов для ручной дуговой сварки:
- Проводник, обработанный силикатной обсыпкой. Это популярный тип, используется для резки металлов. Наиболее распространённые размеры: 0,3 см и 0,4 см. Перед тем как варить сваркой электродами тройкой или четверкой, необходимо иметь представление о виде работы, которую нужно проделать.
- Вольфрамовые. Данный вид применяется при аргонодуговой сварке для варки металлов и различных поверхностей. Особенностью этих электродов является то, что они не поддаются плавке.
- Электроды, обработанные стеклянной обсыпкой. Эти электроды для сварки оцинкованных труб используются наиболее часто. Когда проваривается шов, шлаковый шлейф отпадает сам, что существенно снижает риск повреждения конструкции.
Технология сварки электродами
Чтобы воспользоваться технологией дуговой сварки, для начала необходимо убедиться, что к электроду подключен переменный или постоянный ток. Электрическая дуга, генерирующая тепловую энергию, образовывается при удержании проводника на свариваемом объекте.
После воздействия высокой температуры дуги (она может достигать 7000°С), происходит плавка металла. Электрод расплавляется и соединяется со смесью металлов.
«Обратите внимание!
Нужно знать, как правильно варить нержавейку электродами, чтобы получить полноценный сплав.»
В процессе сварки используется сварочная ванна. Размеры ванны зависят от множества факторов, в число которых входят размер конструкции, скорость движения дуги, а также режима сварки (ручной или автоматический). Длина ванны в среднем составляет 15 мм.
Как подключать электрод?
Если подключить к изделью анод (+), то будет происходить ручная дуговая сварка прямой полярности. При присоединении отрицательного полюса (-), будет выполняться сварка ручного типа с обратной полярностью. Таким образом, имеется прямое и обратное подключение проводника. Оба эти виды подключения можно использовать – конкретный тип зависит от толщины металла. Для тонких материалов применяется обратное подключение, а для металлов большой толщины (более 0,3 см) – прямое.
Как правильно зажигать дугу?
Прежде чем зажечь дугу, необходимо выбрать нужную силу тока на сварочном устройстве. Аппарат имеет два кабеля:
- на первом находится зажим;
- на втором – специальный держатель, на который крепится электрод.
Зажечь дугу можно двумя способами:
- касания;
- чирканья.
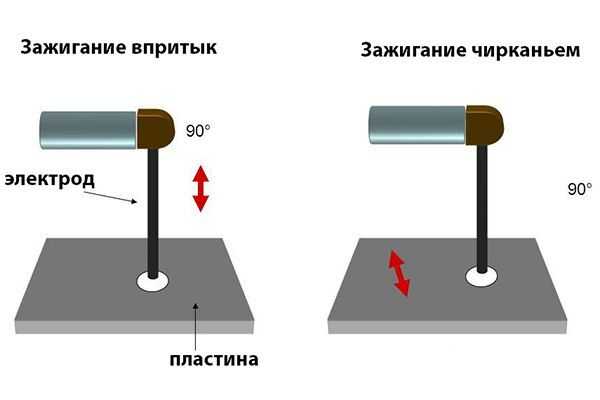
Способы зажигания сварочной дуги
Подготовка электродов к сварке и виды передвижения являются основными отличиями способов зажигания дуги.
Если используют процесс касания, то электрод располагают под углом 90 градусов по отношению к тому месту, где будет образован шов. Когда произошло первое касание, проводник отводят на 0,3 сантиметра. За счет большого количества тепловой энергии достигается температура, помогающая соединять металлы.
Метод зажигания чирканья напоминает зажигание спички. Касание должно быть плавным, а располагать проводник нужно в одном направлении. После касания инструмент нужно отвести от рабочей области. Этот метод является наиболее распространённым из-за его сравнительной простоты, но в то же время он не позволяет достичь труднодоступных мест.
Необходимый наклон электрода
Подача электродов зависит от того, какое положение занимает сварка, а также от толщины и свойств металла, который необходимо сплавить. Что касается направления сварки, то здесь возможны следующие варианты:
- налево;
- направо;
- к себе.
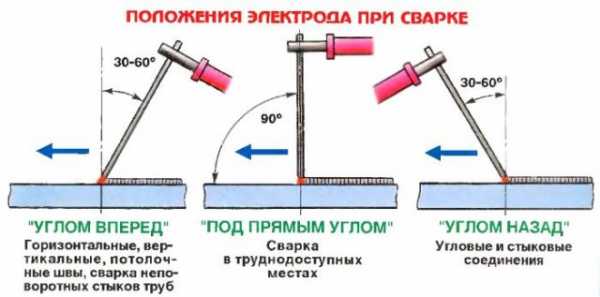
Вне зависимости от того, какое направление было выбрано сварщиком, важно убедиться, что была достигнута максимальная глубина сварки, а шов формируется правильно. Чтобы получить ровный и эстетически красивый шов рекомендуется наклонять проводник под углом 30-60°.
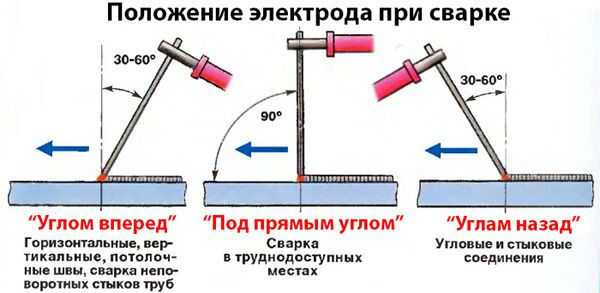
Положение электрода при сварке
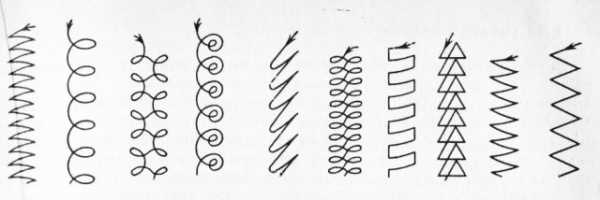
Движение электрода
Движения электродов, что выполняются во время сварки, называют колебательными. Существует большое количество подходов к выполнению сварочных работ.
Первое движение называется поступательным. Используя это движение, сваривание происходит по оси электрода, при этом поддерживается стабильная длина дуги. Конкретная длина дуги при сварке электродами зависит от марки устройства, а также особенностей процесса сварки. Уменьшив двину дуги, качество шва тоже будет уменьшаться. Также появляется возможность короткого замыкания. Дуга должна быть в пределах диаметра электрода (по крайней мере, она не должна выходить за 1,3 его диаметра). Если дуга слишком большая, это спровоцирует разбрызгивание металла по всей сварочной ванне (форма шва также будет непривлекательной).
Второе движение называется смещение и подразумевает смещение проводника вдоль его оси, чтобы образовать шов. Конкретная скорость смещения зависит от:
- диаметра устройства;
- силы переменного или постоянного тока;
- скорости плавления.
Если поперечные смещения отсутствуют, то шов получится узким (он чаще всего используется при сплаве тонких конструкций).

Варианты движения электрода при сварке
Как выбрать ток для сварки?
Для начала стоит определить вид тока для сварочных работ: постоянный или переменный. При использовании переменного тока уменьшается глубина приваривания (примерно на 45%), в то время как провар уменьшается на 15%, если использовать переменный ток (на 25%).
Определившись с полярность электрода, необходимо выбрать диаметр проводника. От него зависит вид тока, а также время горения электрода при сварке. Например, если используется проводник диаметром 2,5 мм, то для сваривания необходимо подать ток 70–120 А. В тех ситуациях, когда речь идет о сварке тонких металлов, необходимо подбирать проводник толщиной 2–3 мм, при этом нужно подавать ток силой 40–70 А. Таким образом, можно сделать вывод, что на силу тока влияет вид толщины материала и диаметра электрода.
Заключение
Нужно помнить, что электрическая сварка бывает автоматической, полуавтоматической и ручной, а выбор проводников и тока зависит от тонкостей сварочных работ. Кроме того, если работник выяснил, как правильно варить сваркой электродами, типы швов у него будут получаться тонкие и красивые.
svarkaipayka.ru
Как научиться варить электросваркой: азы для начинающих
Оглавление:
Как научиться варить электросваркой: меры предосторожности
Как варить металл электросваркой: учимся зажигать и держать дугу
Как быстро научиться варить электросваркой: принцип соединения металлов
Несомненно, самый лучший способ решить вопрос, как научиться пользоваться электросваркой, это обратиться за помощью к уже искушенному в этом деле человеку. Здесь актуально правило, которое звучит примерно так – лучше один раз увидеть, чем сто раз услышать. Необходимо, чтобы обучающийся посмотрел через сварочную маску на наплавляемый металл, и ему рассказали, где, что и как нужно делать. Через это проходят практически все сварщики, поскольку невозможно освоить принцип сварки, не познав его на вид. Только после этого, зная, как происходит сам процесс, можно приступать к практическому освоению данного процесса – именно в практике и миллионах проваренных швов и заключается профессионализм. В этой статье вместе с сайтом stroisovety.org мы расскажем о том, как научиться варить электросваркой.

Как варить металл электросваркой фото
Как научиться варить электросваркой: меры предосторожности
Сразу хочу начать с того, что сказать несколько слов о чистоте и культуре этой работы. Сварка – дело грязное и, несмотря на то, что интересное, оно очень опасное. Все эти опасности связаны с тремя вещами – ожоги, потеря зрения и легкие, на которых накапливается со временем очень нехороший осадок, ведущий к неприятным заболеваниям. От всего этого придется защищаться и оберегать себя по мере возможности – так сказать, соблюдать некоторые правила безопасности.
- Спецодежда – именно она в большей степени защищает от ожогов, вызванных попаданием на кожу как оплавленного металла, так и огромной дозы ультрафиолета. Сварщику приходится работать одетым, как говорится, с ног до головы, и одежда эта отнюдь не является тоненькой и легкой рубашкой – это плотный брезент, который одевается на слой нательного белья. Сами понимаете, летом это обмундирование вызывает, мягко говоря, некоторые затруднения – сказать, что работать жарко, это еще ничего не сказать. Со временем, конечно, привыкаешь, но поначалу это ужасно неприятно.
- Защита глаз – эту фразу нужно произносить громко. Ее нужно запомнить как дважды два. Без нее вопрос, как правильно научиться варить электросваркой, не решается. Клич (или предупреждение) «Глаза!» нужен для того, чтобы работающие с вами люди успели защитить свои органы зрения от воздействия яркой дуги – в народе говорят, от зайчиков, вылезающих бессонной ночью и дикой боли в глазах, с которой ничего поделать невозможно. Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.
- Органы дыхания. К сожалению, защитить их практически не получится – можно, конечно, использовать респиратор, но это дополнительные неудобства в работе. В принципе, если речь идет о пяти-десяти минутах работы, это еще куда ни шло, а вот если говорить о полноценном рабочем дне, то тут, увы, респиратор будет не лучшим помощником.

Как самому научиться варить электросваркой фото

И, естественно, голова на плечах – если ее нет, то к вопросу, как сваривать металл электросваркой, лучше вообще не подходить даже близко. Бездумное обращение с электросваркой (да и вообще с любым видом сварки) чревато не очень хорошими последствиями как в работе, так и для человека лично.
Как варить металл электросваркой: учимся зажигать и держать дугу
Научиться держать дугу это – наверное, самый главный момент. Не освоив его, к решению вопроса, как правильно научиться варить электросваркой, можно даже не приступать. В процессе работы со сварочным аппаратом дугу придется держать в любом положении тела и соединяемых металлов. Это дело практики, и теория здесь помочь практически ничем не сможет. Если же все-таки попытаться описать весь процесс теоретически, то выглядеть он будет следующим образом.
- Берем железо потолще (просто какую-либо болванку), устанавливаем на сварочном аппарате большой ток (по крайней мере, за половину его возможностей), подключаем к болванке массу, вставляем электрод, надеваем маску и пробуем касаться кончиком электрода болванки. Будет искрить, но ваша задача заключается в том, чтобы зафиксировать эту дугу и удерживать ее на протяжении длительного времени.
- Когда почувствуете и поймете, как это делается, можно пробовать двигать электрод в любом направлении, наблюдая за происходящим. Пока можно не уделять особого внимания самому процессу соединения металлов – главное дуга, а вернее ее удержание.
- Когда дуга будет получаться, на аппарате следует уменьшить ток и научиться зажигать дугу на малых токах. Здесь, опять-таки, все зависит от вас. Просто берем и учимся делать так, чтобы дуга не прерывалась, а если и прерывалась, то очень ненадолго, пока металл не остыл.
Как научиться варить электросваркой фото
Когда зажигание электрода и удержание дуги начнет более или менее получаться, львиную долю своего внимания можно будет перенести на металл, а вернее, разобраться с вопросом, где шлак, а где чистый металл. Шлак более темный, а металл светлее. Первый должен расходиться по краям, а второй оставаться на свариваемом стыке.
Как быстро научиться варить электросваркой: принцип соединения металлов
По большому счету, принцип соединения металлов не такой уж и сложный – электрическая дуга расплавляет края соединяемого материала и одновременно наносит на стык металл с электрода. Даже если просто вести электрод вдоль стыка, он будет завариться – как он это будет делать, это уже другой вопрос, и зависит он в большей степени от самого сварщика, а вернее от того, насколько правильно он освоил вопрос, как правильно варить шов электросваркой, и все его небольшие тонкости.
- Самое первое, что нужно понимать, это скорость наплавления металла – если вести электрод быстро, то шов будет проварен с пропусками. Если это делать медленно, то металл будет сильно оплавляться, а в некоторых случаях (при небольшой толщине соединяемых металлических элементов) даже пропаливаться. Опять-таки, этот момент нужно определять опытным путем.
- То же самое можно сказать и о силе тока, с которой производится сварка металлов – большой ток прожигает сталь, маленький проваривает не полностью (поверхностно). В принципе, сварщик сам для себя выбирает оптимальную силу тока и уже приспосабливается к ней. Спросите, как? Есть такое понятие, как сварка рваной дугой – то есть, в процессе работ, наблюдая за состоянием свариваемых поверхностей, вы просто на доли секунды прерываете дугу, давая тем самым металлу немного остыть. В большинстве случаев по такой технологии осуществляется сварка труб – металл накладывается на шов, так сказать, елочкой или короткими движениями электрода сначала слева направо, а потом справа налево. Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа.
- Провар – если говорить по-простому, то глубина проплавления кромок свариваемых деталей. Опять же, здесь имеется тонкая грань, на которой и приходится балансировать сварщику. Переходя эту грань и сильно проплавляя металл, вы создаете с другой стороны шва наросты – они не критичные, если речь идет об изделиях, которые можно проваривать с двух сторон. А вот если вести разговор о трубах, то здесь эти наросты являются не чем иным, как уменьшением сечения трубы. Если речь идет о недогреве, то имеется в виду некачественная сварка. Определить плохо проваренный шов можно по тыльной стороне изделия – в процессе сварки металл (если он, конечно, не имеет толщину сантиметр и более) с обратной стороны должен раскаляться докрасна. После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.
Как варить вертикальный шов электросваркой фото
Что еще можно сказать по поводу сварки, так это о вертикальных и горизонтальных стыках. Вертикальный стык варится немного проще, чего не скажешь о горизонтальном. Кстати, здесь наблюдается один небольшой парадокс – начинающим сварщикам почему-то легче дается горизонтальный шов, а вот с вертикальными стыками наблюдаются проблемы. Как варить вертикальный шов электросваркой? По методу рваной дуги – только в таком случае наплавляемый металл будет стекать вниз меньше.
И в завершение темы, как научиться варить электросваркой, скажу несколько слов о потолочном шве, который среди всех прочих вариантов стыков является наиболее проблематичным для начинающих сварщиков. Вся его сложность заключается, опять-таки, в стекании металла вниз. Чтобы этого не происходило, потолочный шов нужно варить быстро и слегка увеличенным током – здесь нужна набивка руки. Вообще рука сварщика – это самое главное, в процессе обучения она как бы затачивается под рукоять держателя электродов. Только постоянная практика дает возможность в совершенстве овладеть этим искусством. Можно даже сказать больше – длительные перерывы в работе сказываются даже на профессионалах. Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Автор статьи Александр Куликов
stroisovety.org
Как правильно варить электросваркой – Мужик в доме.Ру
Любой человек может рано или поздно столкнуться с необходимостью использовать сварку в бытовых целях. Очень часто сварочный аппарат становится просто незаменимой вещью для решения домашних проблем. Но далеко не у каждого получается правильно использовать сварочный аппарат с первого раза. Как и в любом другом деле здесь необходима практика. Но после того, как вы успеете сжечь несколько пачек электродов, можно будет оценить заметный прогресс. Как Вы уже поняли, сегодня мы поговорим о том, как правильно варить электросваркой в бытовых условиях. Итак, поехали.
В бытовых целях можно пользоваться любым сварочным аппаратом, максимальная сила тока которого равна 160 Ампер. Сам принцип работы устройства заключается в том, что между поверхностью детали и электродом происходит возбуждение электрической дуги. Именно поэтому правильная сварка получится только в случае, если все правила, направленные на возникновение электрической дуги, соблюдены.
Для этого необходимо прикрепить к рабочей детали один из проводов, который идет от трансформатора. В это же время другой провод, который вставлен в электродержатель с помощью электрода, подносят к месту, где планируют делать сварку. После чего электрод прикасается к металлу и от этого возбуждается электрическая дуга. Электрическая дуга влияет на металл электрода таким образом, что он начинает плавиться и заполнять те углубления, которые образовываются от воздействия на металл. Таким образом обрабатывая область вдоль шва, его заливают металлом.
На видео ниже Вы можете наглядно посмотреть, как варить вертикальные швы:
Также очень важно правильно выбрать электрод. Здесь больше значение играет вид, и соответственно, химический состав металла, из которого выполнено изделие. Сам электрод может быть изготовлен из стали, чугуна, меди, латуни или же быт биметаллическим. Очень важно обращать внимание и на маркировку, поскольку индекс электрода говорит о твердости металла, вязкости шва и т.д. Самое главное правило, которого обязательно следует придерживаться: электрод обязательно должен соответствовать толщине металла.
Ниже представлено обучающее видео о том, как варить горизонтальные швы:
Кроме того, существует еще множество других нюансов, которые влияют и на саму работу, и на конечный результат. К примеру, наклон электрода, который должен быть равен примерно семидесяти пяти градусам.
Важно помнить о том, что для хорошего горения дуги следует обеспечить правильную силу тока. В случае, когда сила тока будет недостаточной – электрод начнет залипать, а луга гаснуть. Если же сила тока будет, наоборот, слишком большой, то металл начнет гореть и разбрызгиваться. Именно поэтому очень важно правильно рассчитать силу тока для толщины металла.
Со временем можно полностью овладеть всеми тонкостями сварки. А до этого можно делать все что нужно используя специальные уроки.
Смотрите подробный видеоурок о том, как сваривать трубы:
muzhik-v-dome.ru
Видео: как правильно варить электросваркой
Чтобы заделать отверстие в стальной трубе, изготовить основу забора или козырек для крыльца из металла, необходимо владеть навыками сварки. Эта видеостатья поможет разобраться, как правильно варить электросваркой. Здесь собраны видеоматериалы, в которых подробно и понятно даже для новичка разбирается каждый вид работ.
Выбор электрода, правила ТБ и СИЗ, подключение сварочных кабелей, выбор значения силы тока в зависимости от диаметра электрода, подготовка металла, способы поджига дуги – обо всем этом в следующем видеоматериале:
Не знаете, как проводить стыковое соединение или проварить детали с 2-х сторон? Посмотрите видеоматериал ниже. Кроме всего прочего, вы узнаете, как влияет покрытие электродов на результат сварки, что такое катет шва и многое другое:
В следующем ролике показано, как сделать качественный шов, как делать вертикальные и горизонтальные швы, рассказано о токовых режимах сварки и других особенностях технологии:
Следующее видео о технологии сварки профильной трубы в разных положениях:
Если в предыдущем видеоролике рассказано, как варить трубы квадратного и прямоугольного сечения, то здесь о сварке круглых труб встык:
В трубах иногда появляются нежелательные отверстия, узнайте, как их заварить:
Читайте и смотрите другие материалы:
kakpravilnosdelat.ru