Как правильно нарезать резьбу на трубе: Как нарезать резьбу на водопроводной трубе: обзор способов
alexxlab | 08.03.2021 | 0 | Разное
Как нарезать резьбу на трубе. Фото и видео
Как правильно нарезать внешнюю и внутреннюю резьбу на трубе при помощи клуппов и плашек. Резьбовые соединения металлических труб прочны и герметичны, а также способны выдержать значительное давление. Однако, самостоятельная нарезка резьбы требует знания определнных правил
Для работы потребуются инструменты и материалы:
- Штангенциркуль — для точного измерения диаметра трубы.
- Тиски — при использовании цельных плашек или метчика.
- Машинное масло или любая смазка.
- Ветошь или губка.
- Средства защиты — очки, перчатки.
А также, приспособление для нарезки резьбы, в зависимости от конкретной задачи (цельные или раздвижные плашки, электроклуппы, клуппы с трещотками или метчики).
Подготовка к работе
Для начала, нужно подобрать и при необходимости отрезать болгаркой или ножовкой по металлу подходящий кусок трубы. При отрезании нужно проконтролировать, чтобы срез был строго перпендикулярен плоскостям её стенок.
Непосредственно перед нарезанием резьбы, следует очистить поверхность трубы от ржавчины или старой краски, других посторонних отложений при помощи наждачной бумаги и напильника. Кроме того, с торца трубы напильником нужно снять фаску для того, чтобы сделать резьбу было проще. Теперь переходим к подготовке к нарезанию резьбы.
Основные ошибки при нарезании резьбы
- диаметр трубы не соответствует диаметру резьбы;
- применение неверно отцентрированного, ржавого или затупленного инструмента;
- работа без смазывания инструмента и трубы приводит к трещинам или срыву витков резьбы;
- чрезмерные физические усилия как следствие полного отсутствия навыков работы приводят к срыву резьбы.
Нарезание внешней резьбы цельной плашкой
Для нарезания внешней резьбы на трубах часто применяются цельные плашки. Они представляют собой закалённую гайку с внутренними режущими кромками. Такой инструмент пригоден для нарезания резьбы диаметром до 52 миллиметров.
Он недорог, характеризуется хорошей жёсткостью и точностью работы, однако служит недолго, поскольку быстро изнашивается. Работа с плашками требует определённого опыта, потому для того, чтобы не повредить инструмент и трубу, целесообразно потренироваться на отрезке трубы.
Порядок работы с цельной плашкой следующий. В первую очередь нужно подобрать инструмент соответствующего диаметра при помощи штангенциркуля. Плашка устанавливается в держатель, после чего фиксируется винтами. Нужно убедиться в том, что плашка закреплена надёжно, поскольку в противном случае резьба может получиться неровной.
Труба зажимается в тисках или же фиксируется любым другим способом в вертикальном положении. На поверхность трубы, а также на резцы плашки наносится смазка или масло. Смазывание следует производить в процессе работы неоднократно.
Непосредственно, нарезание резьбы осуществляется в плоскости, строго перпендикулярной направлению оси трубы, по часовой стрелке. Если возникнет перекос, то витки резьбы будут сорваны или произойдёт изменение диаметра нарезания. После нарезания нескольких витков нужно периодически прокручивать плашку в обратном направлении для удаления стружки. После этого, нарезание продолжается.
Если возникнет перекос, то витки резьбы будут сорваны или произойдёт изменение диаметра нарезания. После нарезания нескольких витков нужно периодически прокручивать плашку в обратном направлении для удаления стружки. После этого, нарезание продолжается.
Работы нужно выполнять плавно и не допускать рывков. Для того, чтобы нарезать качественную резьбу, нужно прогнать её сначала черновой плашкой, а уже затем использовать чистовую. Долго нарезать не придётся — вполне достаточно длины резьбы в 10 миллиметров, что является стандартным показателем для большей части трубопроводных сетей бытового назначения. После использования плашки, смазку нужно удалить с поверхности трубы и инструментов. С помощью ветоши обработанные участки очищаются от стружки.
Проблемы могут возникнуть при работе с трубами из нержавеющей стали, поскольку, в данном случае, металл является достаточно твёрдым. Для нарезания резьбы на таких трубах нужно подбирать плашку из соответствующей стали — к примеру, с маркировкой Р18Ф2.
Применение клупповых плашек
В отличие от цельных плашек, клуппы состоят из двух раздвижных частей, закрепляющихся в рамке держателя. Диаметр резьбы регулируется. Преимуществом клупповых плашек является чистота получаемой резьбы и повышенная прочность конструкции.
При работе с клупповыми инструментами требуются меньшие усилия, чем при использовании обычных плашек, в некоторых модификациях применение тисков не требуется. Клуппы имеют специальные направляющие, упрощающие процесс работы и предотвращающие перекосы, характерные для нарезания резьбы цельной плашкой.
Для облегчения работы клуппы могут оснащаться трещотками. На нижней части головок для сменных плашек таких инструментов располагается храповое колесо. При повороте колеса головка вращается. К недостаткам систем с клуппами можно отнести большую, чем у цельных плашек, стоимость, а также значительный вес.
Последовательность действий при использовании клупповой плашки
- Фиксация трубы в зажиме, при этом её выступающая часть должна быть короткой, поскольку длинный участок может прогнуться при нарезании.

- Вставить плашку в держатель, а край трубы — в направляющую.
- Смазать трубу и инструмент.
- Нарезать трубу путём вращения клуппа. Периодически вращать его против часовой стрелки для освобождения нарезов от стружки.

Более дорогим, но при этом, достаточно удобным решением является электроклупп. Впрочем, в плане экономической целесообразности покупка такого инструмента нужна только в случае, если нарезка резьбы на трубах производится часто.
Электроклупп работает при помощи электродвигателя. Как правило, инструмент комплектуется качественной инструментальной сталью. Резьбонарезные гребёнки устанавливаются в сменную головку. Клупп такого типа позволяет нарезать резьбу предельно быстро и качественно.
Как работать электроклуппом
- Выбирается соответствующая головка с резцами и закрепляется в силовом приводе инструмента.
- Труба фиксируется в специальной струбцине, затягивается держателем. Струбцина закрепляется на корпусе электроклуппа.
- Зоны контакта гребёнок и трубы обрабатываются смазочным составом.
- После нажатия на кнопку пуска резьба нарезается за секунды.

Как сделать внутреннюю резьбу
Если в трубе требуется сделать внутреннюю резьбу, применяется метчик — винт соответствующего диаметра с режущими кромками и канавками для стружки. Хвостовая часть винта закрепляется в воротке.
Для работы вполне достаточно двух метчиков — чернового и чистового. Применение чернового метчика позволит обработать порядка 70% материала по глубине витка, остальное придётся на чистовой метчик. Тем не менее, в ряде случаев, набор инструментов придётся увеличить — для работы с титановыми трубами потребуется до пяти метчиков.
Подбор конкретного метчика производится после замера диаметра внутренней полости трубы. Длина выступающего из стены участка должна быть на несколько миллиметров больше нарезаемого отрезка. Нарезание нужно осуществлять только с применением смазки. Рабочую зону нужно очистить от посторонних частиц и отложений.
После установки метчика в отверстие, следует проверить строгую сонаправленность его положения оси трубы. Если с этим всё в порядке, можно начинать нарезать трубу. Непосредственно, ход нарезки резьбы осуществляется аналогично тому, как это делается с плашкой.
Смотрите видео-ролик о том, как правильно нарезать резьбу
Как нарезать резьбу на трубе
Почти ежедневно, монтажникам трубопроводов, приходится использовать инструмент: лерка в леркодержателе (плашка),
Лерка в леркодержателе (плашка)
либо альтернатива ей: клупп.
Клупп
При помощи этих нехитрых приспособлений нарезается резьба, вручную, и лишь в случае невозможности их использования прибегают к помощи сварщика. Отнюдь не из-за того, что это проще и легче, нет.
Просто сварщика на объект снарядить и доставить сложнее. Эти габаритные газовый и ацетиленовый баллоны, шланги, открытый огонь опять же.. Не буду здесь вдаваться в подробности, сегодня статья не об этом.
Имеем следующую ситуацию: необходимо вырезать стальную трубу, и смонтировать, скажем, разводку водопровода по квартире, из современного материала (неважно полипропилен это, металлопласт, или медь).
В принципе, нарезать резьбу на трубе задача, как уже сказал почитай повседневная, но хочу довести до вашего внимания десяток не маловажных моментов. Не соблюдая которые, уже без сварки не обойтись.
10 советов по нарезке резьбы на трубе:
Отнеситесь к каждому из них со вниманием, всё нижеперечисленное: залог беспроблемной опрессовки, достижения наилучшего результата и упрощения работы. Дабы не отнимать много у вас времени, добавлю, лишь короткие пояснения.
1. Участок трубы для нарезки должен иметь форму круга на срезе (не эллипсоидную, без вмятин)
Установить это можете элементарно ощупью. В противном случае вас ожидает, как минимум протечка по месту соединения, а как максимум — невозможность нарезки, соответственно незапланированный вызов сварщика.
2. Выберите участок наименее подверженный коррозии
Внимательно осмотрите прежде, чем осуществить рез, ощупайте, при необходимости воспользуйтесь зеркальцем.
3. Срез произвести под прямым углом оси трубы
Иначе резьбонарезным не осуществишь надлежащего зацепа по всей плоскости. Инструмент будет срываться.
4. Произведите срез, как можно ближе к врезке в стояк
Внутри вычистите налёт, часто там отверстие для прохода воды толщиной со спичку. Вычищайте аккуратно, так что-бы не затрамбовать ржу внутрь.
5. Если используете лерку(плашку) в леркодержателе, на срезе снимите фаску под 30-45 градусов, по всей окружности
Это обеспечит лёгкий заход для первого витка, снимается она при помощи болгарки с заточным диском.
6. Если используете клупп, в противоположность выше написанному пункту, фаску не снимать
Так как клупп имеет конусный заход, им проще зацепиться на ровном срезе трубы.
7. Перед нарезкой обработайте трубу и режущий инструмент смазочным материалом
Используйте для этого моторное масло, спецсмазку, либо кусочек сала. Будет легче нарезать, и меньше износ резьбонарезного инструмента.
8. Не ленитесь периодически «сбрасывать» стружку
Нарезка резьбы производится по часовой стрелке. Пройдя один-два витка сбрасывайте стружку производя вращение против часовой стрелки. Не соблюдение чревато, как максимум сминанием уже нарезанных витков, а как минимум увеличением трудоёмкости работы.
9. При необходимости удерживайте трубу газовым ключом
Дабы избежать слома, сминания. Актуально для «рыхлой» трубы, или «рыхлого»-же места врезки.
10. Надёжная резьба имеет пять ниток(витков)
К достижению этого всегда стремимся, но не всегда предоставляется возможным достичь. По опыту знаю, что и три нитки(витка) дают герметичное соединение.
Вот собственно и все тонкости, соблюдая которые, получите положительный результат.
Видеоролик: Клупп. Как нарезать резьбу на трубе.
Возможно вам будут полезны и эти статьи:
Чем я нарезаю резьбу.
Как подмотать резьбу герметично.
Достоинства и недостатки материалов для водопровода.
Есть чем дополнить, или вопросы — в графу комментарии. А у меня на этом сегодня всё, успехов в работе, с уважением, Андрей.
Надоело искать информацию от практиков? Подпишись (крути страницу вниз), и информация найдёт тебя сама. Клик по иконке соцсети — лучшая для меня награда от вас.
Поделиться с друзьями в сети:
1
Как нарезать резьбу на трубе леркой?
Сейчас под леркой понимается инструмент, с помощью которого с легкостью можно создать витки на водопроводной трубе или других видах подобных изделий.
Лерка для нарезки резьбыРезьбонарезной инструмент для создания витков представлен в виде изготовленной из прочного металла гайки, в отверстии которой имеются режущие зубья и кромки. Как правильно нарезать резьбу с его помощью – разберемся ниже.
Cодержание статьи
Описание конструкции
Зубья располагаются под такими углами, что при вращении лерки формируется витки. Режущая кромка инструмента имеет форму конуса, при толщине лерки в 8-10 витков (зубьев).
Режущая кромка инструмента имеет форму конуса, при толщине лерки в 8-10 витков (зубьев).
В большинстве случаев ручная нарезка резьбы на трубе производится с помощью цельной круглой лерки.
Приспособление для формирования витков крепится в специальном держателе, а его поверхность может иметь до пяти пазов.
Лерка с набором плашекЭти пазы и составляют рабочую часть, которая стоит из трех зон. В верхней и нижней части имеются конические участки – режущие зоны, с помощью которых и производится нарезка.
Устройство для изготовления витков круглой формы может применяться для нарезки трубной, метрической или дюймовой резьбы.
Такие инструменты имеют одну преимущественную особенность – при формировании работают все три кромки рабочего участка, это позволяет создать резьбу на трубе за одно прохождение.
Виды и отличия
Резьбонарезной инструмент может быть:
- цельным;
- разрезным;
- раздвижным;
- круглым;
- квадратным;
- шестигранным;
- призматическим.

Набор для нарезания резьбы классифицируется с учетом не только формы, но и конструкции корпуса.
Лерки для нарезания трубной резьбыФормирование витков круглого типа производится с применением инструмента с ГОСТом 13536–68, нарезание резьбы цилиндрической формы на трубах выполняется инструментом соответствующем ГОСТу 9740–71.
Коническая нарезка на трубах используется инструментом, изготовленным по ГОСТу 6211–81. Рекомендуется выполнять витки с помощью наиболее распространенной круглой лерки.
Этот резьбонарезной инструмент позволяет формировать витки, отличающуюся крупным шагом с метрическим измерением, или трубную резьбу с мелким шагом в дюймовом измерении.
Однако если резьба на трубе требует особой точности, то круглая лерка не пойдет. Это объясняется тем, что ее режущая кромка при изготовлении не подвергается шлифовке после термической обработки.
Нарезка резьбы леркойЕще одна особенность – это зависимость размера нарезаемой резьбы от наружного диаметра инструмента.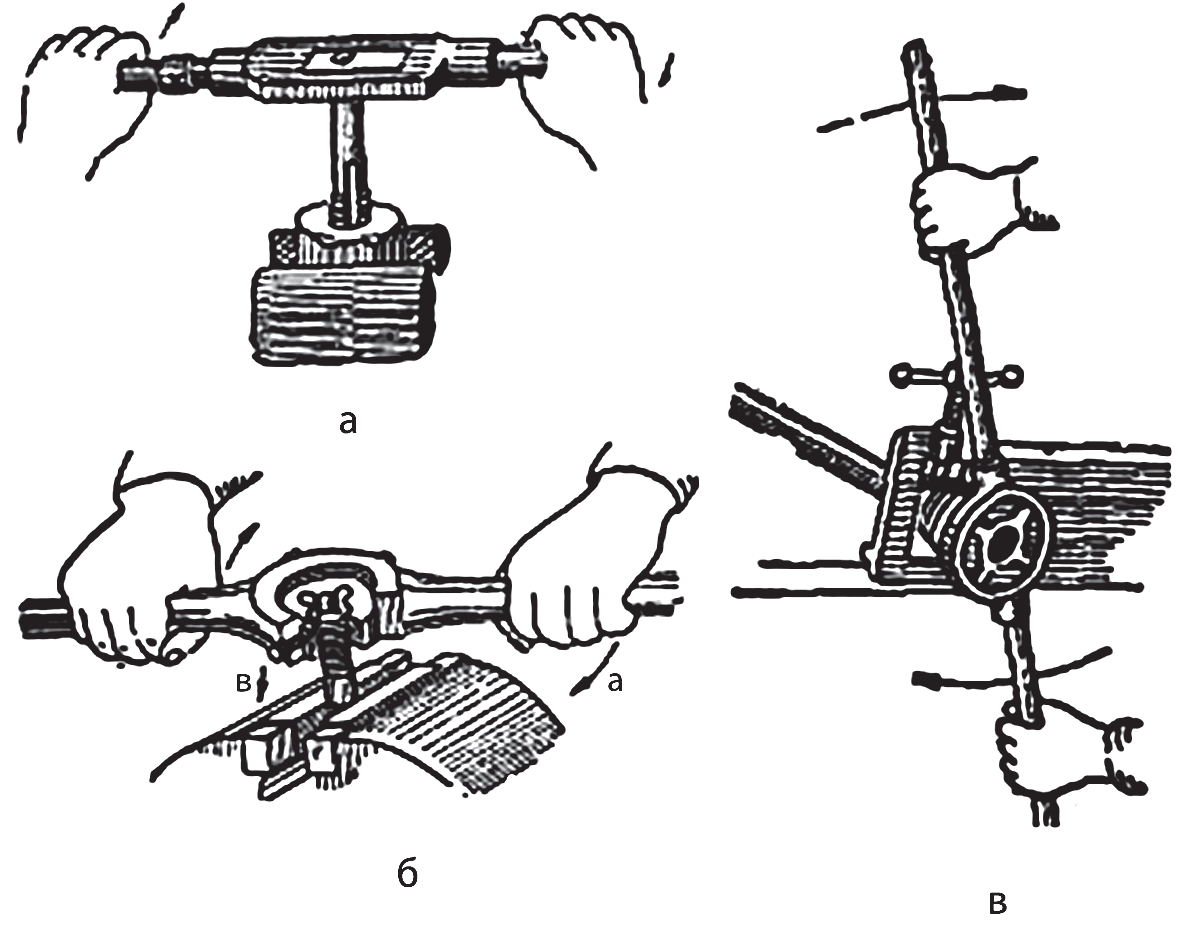 Чем больше будет диаметр отверстия лерки, тем лучше будет выполняться отвод стружки и тем качественней будет выполнена резьба на трубе.
Чем больше будет диаметр отверстия лерки, тем лучше будет выполняться отвод стружки и тем качественней будет выполнена резьба на трубе.
Цельная и раздвижная лерка
Резьбонарезной инструмент цельного типа позволяет добиться хорошего качествавитков на трубе. С помощью цельной лерки можно сформировать как метрическую, так и дюймовую резьбу.
Нарезание резьбы с помощью цельной лерки происходит достаточно быстро, а хороший результат достигается за счет высоких показателей жесткости металла, из которого инструмент изготавливается.
Единственный существенный недостаток резьбонарезной цельной лерки – это невысокий уровень износоустойчивости.
Такие модели можно использовать в тех случаях, когда к резьбе не предъявляется особых требований, связанных с точностью.
Резьбонарезной инструмент в процессе работы может немного пружинить, что приведет к незначительным изменениям диаметра резьбы.
Разница может составлять 0,1-0,3 мм. Еще один недостаток цельной лерки – это ее невысокая степень жесткости, из-за которой нарезание резьбы получается не всегда чистым и точным.
Инструмент раздвижного типа снабжен специальными направляющими, которые существенно облегчают нарезание резьбы.
Такая модель состоит из двух частей, которые крепятся в рамке с помощью специальных винтов. Винты помогают с высокой точностью регулировать параметры витков, нарезаемых на трубе.
Для наиболее эффективной работы рекомендуется обзавестись целым набором плашек – это позволит создавать нарезку нужного диаметра без особых усилий и сложностей. Перед тем, как нарезать резьбу на трубе важно закрепить раздвижную лерку стопорными винтами.
Также для этого могут применяться резьбонарезные патроны, для крепления которых используются углубления с конической формой и специальные пазы углового типа. Пазы отлично помогают регулировать точность будущего соединения.
Специальные лерки
Кроме обычных лерок для нарезания резьбы на трубах могут использоваться специальные инструменты. Они могут быть:
- метрическими;
- левыми;
- трубными;
- трубными коническими.

Перед тем, как нарезать резьбу на трубе, необходимо обратить внимание на особенности маркировки изделия.
Процесс нарезки леркойТак, например, метрический инструмент делает витки в миллиметрах, и может обозначаться как М8, М10 и так далее. Соответственно такой леркой можно нарезать на трубе резьбу с диаметром в 8 или 10 мм.
Кроме того, нарезка этим инструментом нарезается пошагово, и каждый отдельный шаг соответствует расстоянию между новыми витками.
Метрическая лерка может обладать не только основным, но и дополнительным шагом витка. Такие инструменты для нарезания резьбы могут обозначаться маркировкой М 12-1,5, М 12-0,75 или М 12-0,5. Расстояние между витками будет уменьшаться пропорционально уменьшению шага.
Особенно стоит выделить лерку с левой резьбой. Уже по названию понятно, что представленный инструмент обеспечивает нарезку левой резьбы.
Такая разновидность встречается не так часто, как традиционная, но для их выполнения потребуется специальный резьбонрезной инструмент.
Как правило, устройство такого типа применяется для нарезки резьбы на таких трубных соединениях, которые впоследствии должны будет вращаться. Эта вариация отличается специальной маркировкой, которая обозначается как LN.
Трубная лерка обеспечивает создание цилиндрической резьбы на небольших трубках, шпильках и стержнях. Коническая лерка незаменима при создании систем отопления и водоснабжения. Изделие имеет маркировку “К”.
Рекомендации по работе
Перед тем, как нарезать резьбу – следует знать определенные правила работы с инструментом.
Если их не соблюдать, то виток может получиться некачественной, а резьбонарезной инструмент не прослужит долго или даже повредится при нарезке. Есть ряд требований не только к инструменту, но и к проведению работ такого вида:
- работа всегда должна выполняться только с помощью исправного и достаточно острого инструмента;
- перед началом работ металлическая труба предварительно подготавливается – с места нарезки удаляется старая краска, ржавчина и грязь. Поверхность очищается до “голого” металла;
- с помощью напильника или болгарки на торце трубы делается наружная фаска;
- при создании витков необходимо проводить периодическую смазку резцов и рабочей поверхность трубы. С этой целью применяется смазка или специальный состав. Наносятся они как перед началом работ, так и во время процесса.
 Поверхность очищается до “голого” металла;
Поверхность очищается до “голого” металла;Способ применения лерки (видео)
Порядок работы
Лерка позволяет быстро и достаточно качественно выполнить формирование витков на любой разновидности трубы. Для того чтобы это сделать нужно знать, как правильно нарезать резьбу:
- Трубу следует надежно зажать с помощью тисков или другого приспособления.
- С уже подготовленной и зачищенной трубы необходимо снять наружную фаску.
- Вставить в держатель лерку с заранее определенным диаметром.
- Тщательно смазать трубу и резьбонарезной инструмент смазкой.
- Лерка таким образом присоединяется к трубе, чтобы ее положение было перпендикулярно оси изделия. Если резьбонарезной инструмент буде установлен даже с незначительным перекосом, то может произойти срыв витков или изменение значения ее диаметра.
- Держатель инструмента необходимо вращать по направлению часовой стрелки. Это обеспечит создание правой нарезки на изделии.
- После изготовления 3-5 витков устройство раскручивают в обратном направлении, в процессе металлическая стружка будет удаляться.
- Крутить инструмент нужно очень плавно, и не совершая резких рывков.
- Важно помнить о периодической смазке резцов и внутренней поверхности соединения смазкой.
- После того, как последний виток будет создан, лерка возвращается к верху, а потом проходиться по уже готовым виткам еще раз.
Следует учитывать, что показатель длины соединения не должен быть больше 10 мм. Это расстояние является стандартным для подавляющего большинства бытовых трубопроводных систем.
Цилиндрическая трубная резьба — как нарезать своими руками
Нарезание резьбы представляет собою обрабатывание отверстия либо стержневого элемента в заготовке, при котором применяется особый инструмент, позволяющий получить нарезку внутри либо снаружи. Нарезка заключает в себе витки, выступы, чередующиеся углубления в форме спирали.
Нарезание осуществляется на трубных изделиях, гайках, болтах, которые применяются в, к примеру, водопроводах, различных частях оснащения. Если устанавливаете трубопровод, используя изделия без резьбовых соединений, вам необходимо узнать, как проводится нарезание трубной резьбы.
По ГОСТ она характеризуется такими показателями:
- шаг – дистанция промеж оснований либо вершин смежных завитков;
- глубина – дистанция от основания до вершины;
- профиль – вид сечения витка, располагающегося поперек;
- профильный угол – образуется боковыми частями витков, которые пересекаются;
- внутренний/центральный/внешний диаметр – дистанция промеж оснований расположенных противоположно сторон/основания и вершины расположенной противоположно стороны/точек 2 резьбовых сторон, размещенных в противолежащих участках.
Виды нарезки
Внешняя нарезка на болтовых, стержневых и винтовых элементах создается посредством плашек, может:
- обладать формой призмы;
- располагать формой круга;
- быть раздвижной;
- быть монолитной.
Нарезки в форме призмы располагают 2 одинаковыми частями, фиксирующимися в клуппе в виде рамы с рукоятями. С 2 наружных участков размещаются углубления, предназначающиеся для клуппных выступов.
Раздвижные плашки ставятся в клуппе так, что номера на клуппных элементах размещаются с противоположной стороны от номеров на раме. Фиксация осуществляется специальным винтом. Промеж плашки и винта упора ставится металлический пластинчатый сухарь, предотвращающий деформации.
Плашка в форме круга фиксируется в воротковом леркодержателе 2 либо 4 винтами упора. Посредством раздвижной плашки возможно вручную создавать резьбу на изделии, даже если присутствуют малые отклонения стержневого радиуса.
Как нарезать резьбу на трубе внутри? Делается это посредством метчиков для трубной резьбы, вставляемых в воротковую деталь. У метчика имеется заборная деталь, предназначенная для создания резьбы на трубе; калибровочная, посредством которой возможно калибровать и нарезать отверстие; хвостовик, располагающий головкой в форме квадрата, позволяющий удерживать метчик в воротковой детали.
Основные положения резьбы
Когда соединяют газовые трубы с водопроводом, осуществляют накатку либо нарезание цилиндрической трубной резьбы. Концевые части труб объединяются специальными элементами. Последние 2 завитка цилиндрической нарезки называются сбегом. Сбег позволяет фиксировать на трубном изделии муфтовый элемент. Благодаря этому обеспечивается герметизация соединения с уплотнителем.
Чтобы разъединить соединенные, к примеру, трубы отопления, не выполняя разрезание, нужно использовать сгон. Он заключает в себе контргайку, муфтовый элемент, длинную резьбу. Она имеет такую длину, что возможно легко накрутить муфтовую деталь, контргайку.
Для того чтобы экономить материал, в газоснабжающих и прочих комплексах задействуются изделия с тонкими стенками. На них выполняется накатка. Толщина стен должна быть больше, чем при создании резьбы на водопроводной трубе.
Инструментарий
Трубные клуппы
На изделиях небольшого размера наружная резьба своими руками создается посредством трубных клуппов. Изделие помещается в прижимной инструмент, концевой участок чистится от окалины. После этого участок, который нарезается, подвергается смазыванию олифой либо сульфофрезольным средством. На трубу своими руками ставят специальный предмет – клупп, он располагает специальными плашками. Киянкой легко бьют по рукояти шайбы, чтобы плашки направления приблизились к трубе. Далее их фиксируют болтами стопора. Режущие плашки устанавливают, при этом опираются на отметку шайбы. Потом инструмент прокручивают, параллельно давя на него.
В корпусной части клуппа с одной стороны располагаются 4 отверстия для режущей плашки, со второй – 3 отверстия для плашки направления. Плашки отдаляют, а шайбы приближают друг к другу. Они фиксируются кольцевыми прижимами на корпусе. В плоскостях, которые прилегают к корпусу, есть углубления шайб в форме спирали. Они заключают в себе штифтовые компоненты. Если осуществить поворачивание шайбы, произойдет скольжение штифтовых компонентов по углублениям, плашки начнут приближаться друг к другу (при левом повороте), удаляться (при правом повороте). Когда они занимают оптимальную позицию, шайба фиксируется посредством болтов прижима.
Клуппы производятся, соответственно с ГОСТ, с 2 наборами специальных плашек: для нарезки на изделиях радиуса 0,75-1 см и 1,25-2,5 см.
В клуппах задействуются радиальные односторонние/двусторонние плашки. Один набор содержит в себе четыре предмета. Всякий из них маркируется размерными данными, идентификационным номером (от одного до четырех). Специальные номера имеются у любого отверстия на корпусной части клуппа. На изделии присутствуют заменяемые втулки для всякого диаметра. Они находятся в направляющем фланцевом элементе, фиксируются винтовой деталью. Она прикрепляется к корпусной части.
Трубные клуппы предоставляют возможность получать чистую резьбу, а также делать изделие прочнее. Минусом считается то, что за ними необходимо тщательно ухаживать. Кроме того, клуппы много весят.
Если специальным инструментом осуществляется нарезка резьбы на трубах, при этом резьба имеет диаметр 5 см, необходимо передвинуть плашки направления, выполнив их поворот на сто восемьдесят градусов, то бишь вовнутрь клуппа тем участком, который короче.
Клуппы Маевского
Как правильно нарезают резьбу на трубе? Для подобной процедуры часто задействуют клупп Маевского. Он располагает разрезными плашками, заключающими в себе пару элементов. Любой набор плашек предназначается для некоторого трубного радиуса. Плашки, соответственно с номером, который указан на них, ставятся в корпусной разъем винтовыми элементами по меткам, содержащимся на изделии. На них кладется крышка упора, которая закреплена винтовыми элементами.
Клуппы Маевского конструктивно просты, за ними легко ухаживать, они мало весят. Кроме того, плашки возможно оперативно заменять.
Трещоточные клуппы
Как нарезать резьбу на трубе, кроме вышеперечисленных методов? Возможно использовать трещоточный клупп. Он предназначается для того, чтобы создавать резьбу диаметром 2,5/2/1,5 см на изделиях, например, из нержавеющей стали. В его корпусной части фиксируется головка, которая оснащена заменяемыми плашками. Внизу расположено храповое колесо. При поворачивании оно обеспечивает вращение клуппной головки.
В клуппном корпусе присутствуют 2 храповика. Посредством рукояти крутится клуппная головка. Нарезание осуществляется при помощи движения качения, его выполняет рукоять при запущенном колесе. По завершении нарезки запускают храповик, цепляющийся за зубцы и сгоняющий плашку-круг. Посредством клуппа возможно делать резьбу в тех областях, в которых использование обыкновенного инструментария безрезультативно. В особенности он пригождается при ремонте.
Для создания резьбы на изделии его фиксируют в прижимном устройстве так, чтобы обрабатываемый выступ был небольшим. Продольный выступ может подвергнуться прогибу при нарезке. Торцовая часть обрабатываемого участка должна размещаться под углом в девяносто градусов относительно трубной оси. Инструмент на изделии монтируется кольцами/плашками направления. Режущие плашки должны на пару витков заходить на трубное изделие. Выполняется смазывание трубной нарезки масляной жидкостью. Это требуется для того, чтобы охладить и очистить плашки. До того, как начнете процедуру, выполните проверку того, правильным ли образом вы установили плашку. Ее номер должен быть одинаковым с номером корпусного разъема.
Для нарезки инструмент крутят и передвигают в переднюю сторону. В конце обрабатывания изделия клуппы разбирают, чистят от загрязнений и металлических опилок, осуществляют смазывание минеральной смазкой. Еженедельно нужно чистить инструмент от присохшей смазки.
Основные варианты способов нарезать резьбу на трубах
При соединении труб может возникнуть необходимость нарезать на них резьбу. Сделать это можно при помощи самых разных инструментов, имеющих свои особенности.
Нарезка резьбы с помощью плашки
Перед тем, как нарезать резьбу на трубе плашкой, необходимо приготовить следующие инструменты:
- плашкодержатель,
- смазочный материал (кусочек сала, солидол или машинное масло),
- плашка,
- предназначенная для черновой резьбы,
- болгарка,
- плашка, предназначенная для чистовой резьбы.
Работы по нарезке резьбы плашкой производятся следующим образом:
1. Прежде всего, требуется снять фаску на том конце трубы, где планируется делать резьбу.
2. На то место, где будет находиться будущая резьба, наносится смазка. Смазкой также нужно намазать и зубья плашки.
3. Далее в плашкодержатель вставляется проходная плашка. Плашку нужно прижать к трубе настолько сильно, чтобы образовалось зацепление.
4. Чтобы сделать нарезку резьбы устройство нужно аккуратно вращать строго по часовой стрелке. Достаточно сделать всего пять оборотов.
Если при вращении плашки возникнет сопротивление, необходимо выполнить один оборот назад.
5. После того, как работа по нарезке резьбы помощью проходной плашки будет окончена, нужно использовать чистовую плашку. На нее также нужно нанести смазку. Работа чистовой плашкой осуществляется аналогичным образом.
Клупп для нарезки резьбы
Нарезание резьбы на трубах клуппом осуществляется достаточно быстро по времени. Клупп отличается от плашки тем, что в нем отсутствуют дорогостоящие части. Чтобы обеспечить более качественную нарезку резьбы на трубах нужно использовать клупп вместе с оснасткой. Использовать клуб стоит следующим образом:
1. Сначала нужно вставить трещотку в крепление клуппа. Клупп прикрепляется к трещотке при помощи специальной защелки.
2. После этого клупп нужно перевернуть и вставить тот конец трубы, на котором нужно сделать резьбу, в отверстие.
3. Трещотка крутится при нарезке трубы по часовой стрелке. Важно делать это спокойными неторопливыми движениями.
Трещотку можно заменить самым обыкновенным газовым ключом.
Чтобы нарезать резьбу на водопроводной трубе ее нужно обязательно смазать солидолом, веретенкой или же соляркой. Только в этом случае резьба не будет иметь задиров. В процессе нарезки резьбы водопроводную трубу обязательно нужно поддерживать при помощи газового ключа. Это необходимо для компенсации усилия, образующегося при вращении клуппа.
Как выбрать клупп
Такой нарезчик резьбы как клупп выпускается в двух видах:
1. Электрический. Данный клупп представляет собой профессиональный инструмент, использующийся для быстрой нарезки резьбы на трубах практически любого диаметра. Вся работа в данном случае производится механическим электроприводом.
2. Ручной. Такие клуппы обладают небольшим весом и размером. За ними просто ухаживать. Ручные клуппы способны справляться только с небольшим объемом работ.
При выборе клуппа нужно учитывать то, что ручной вариант данного инструмента может использоваться в любых погодных условиях. Для работы ручного клуппа не требуется электричество. Электрический клупп же может справляться с большими объемами работы.
Видео про особенности нарезки резьбы на трубе ¾ (20) вручную:
Как нарезать резьбу на трубе
Если Вы занимаетесь ремонтом сантехники, меняете водопровод, то надо знать, как правильно нарезать резьбу на трубе плашкой, чтобы накрутить кран, муфту, и от правильной нарезки резьбы зависит безопасность ремонта Вашей квартиры, а так же соседей снизу.
Я уже описывал сам процесс нарезки резьбы в статье “Как подключить радиатор отопления”, но по поступающим от читателей моего блога вопросам на почту, решил более подробно описать, как это надо делать.
Для того чтобы нарезать резьбу, понадобится такой инструмент:
- плашкодержатель, лерка
- плашка для нарезания черновой резьбы
- плашка для нарезания чистовой резьбы
- солидол, машинное масло или кусочек сала
- болгарка или напильник
Также еще плашки называют – первая проходная и чистовая.
Для чего я советую применять две плашки:
Во-первых, легче нарезать, а во-вторых износ инструмента уменьшается, а при нынешнем качестве, это очень актуально, так как сейчас нарежешь 3-4 резьбы, и плашку можно выкинуть.
Если Вы нарезаете резьбу на стояке воды или отопления, или врезке на квартиру, обязательно убедитесь в ее хорошем состоянии, иначе рискуете трубу сломать!!!
Как нарезать резьбу на трубе
1. Когда отрезали трубу по размеру, с той стороны где будете нарезать резьбу, обязательно снимите фаску, также можете немного зачистить само место где будет резьба, если на трубе есть краска, то лучше очистите ее, легче будет нарезаться резьба.
2. Смажьте смазкой или салом место резьбы, и зубья плашки.
3. Возьмите плашкодержатель с 1-й проходной плашкой, или резьбонарезной инструмент для черновой резьбы -лерка (на фото) и прижимая его рукой с усилием (чтобы плашка зацепилась за трубу и начала нарезать), начинайте по часовой стрелке нарезать, приблизительно 5 оборотов. Примерно после 2-го оборота, когда пойдет туго, прокрутите на пол оборота назад, этим Вы отломаете стружку, и будет легче нарезать, и опять крутите по часовой стрелке.
4. Когда нарезали черновой, берем 2-ю плашку,опять промажьте смазкой резьбу, плашку для чистовой резьбы, и повторите те же действия.
А теперь некоторые советы и нюансы.
Не покупайте краны, в которых внутренней резьбы 3,5 витка, даже если они толстостенные, такие вентиля можно накручивать на фитинги с латунной резьбой, для водопроводной, железной трубы, они не годятся.
Первую проходную резьбу обязательно нарезайте с направляющей, для того чтобы резьба не пошла на перекос.
Если чистовую резьбу нарезаете без направляющей, внимательно смотрите, чтобы плашка накрутилась 1-1,5 витка ровно, без перекоса.
Совет: нарезайте не менее 5 витков, и обязательно на голую резьбу накрутите кран, и посчитайте количество оборотов, должно быть 5, при установке шарового крана на железную трубу со льном надо накручивать не менее 4,5 оборота!!! Так что не ленитесь, если кран накручивается меньшее количество оборотов, обязательно дорежьте резьбу!!!
Если накрутите на 2-3, то через недолгое время 1-2 витка отгниет, и кран отвалится, и будет потоп. Как правильно наматывать лен на резьбу, читайте здесь.
Вот такой процесс и советы, как правильно нарезать резьбу на трубе плашкой своими руками, можете посмотреть видео.
Удачи Вам!!!
Инструмент для нарезки резьбы на трубах
Любой ремонт или замена существующего трубопровода предполагает врезку в магистраль. Сварка пригодна только для металлических труб, в то время как для соединения их с пластиковыми изделиями применять этот способ невозможно. Кроме того, при монтаже используется запорная арматура, которая крепится резьбовым соединением. Для его создания необходимо знать, как нарезать резьбу на трубе и с помощью каких приспособлений.
Для нарезки резьбы существует несколько видов инструментов
Нарезание резьбы. Необходимые понятия
Этот процесс представляет собой обработку стержня или отверстия при помощи специального инструмента для нарезки резьбы на трубах с целью получения наружных либо внутренних поочерёдных выступов-витков и спиральных канавок.
Основными характеристиками резьбы являются:
- шаг. Это расстояние между вершинами или основаниями соседних витков;
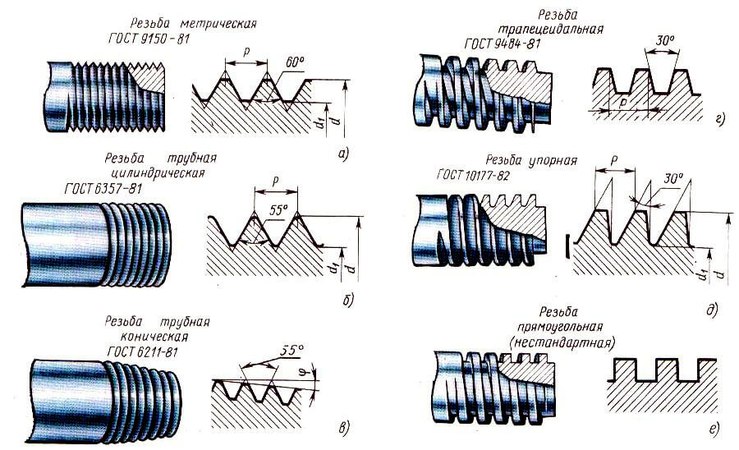
- профиль. Поперечное сечение у витка может быть трапецеидальным, треугольным, прямоугольным и др. В деталях санитарно-технических систем используется исключительно треугольный профиль;
- угол профиля. Он образуется пересекаемыми сторонами (боковыми гранями) витков;
- глубина. Это расстояние от вершины до основания резьбы;
- наружный, средний и внутренний диаметры.
Наружный равен расстоянию между точками двух противоположных сторон резьбы. Средний диаметр ˗ это расстояние между вершиной и основанием профилей, которые находятся на противоположных сторонах детали. Внутренний представляет собой расстояние между противоположными впадинами.
Любая резьба имеет свои технические характеристики
Виды резьбы на трубах
Хоть процедуру нарезания резьбы на водопроводной трубе сложной не назовёшь, прислушаться к некоторым советам будет отнюдь не лишним. Умение отличать левую резьбу от правой, а дюймовую от метрической тоже не помешает.
При левой резьбе гайка на болт накручивается против часовой стрелки. Если же резьба правая, гайка наворачивается на болт по часовой стрелке.
Метрическая резьба характеризуется тем, что:
- геометрические размеры деталей измеряются в миллиметрах;
- вид профиля – равносторонний треугольник;
- имеет меньший шаг.
Особенностями дюймовой резьбы является:
- единица измерения геометрических размеров деталей — дюймы;
- имеет вид профиля равнобедренного треугольника с углом при вершине равным 55 градусов;
- имеет больший шаг. Эта особенность означает, что профиль дюймовой резьбы крупнее, а прочность соединения выше.
Все виды резьбы используются в тех или иных случаях. Но стоит отметить, что правая встречается буквально на каждом шагу, а вот левая — гораздо реже.
Чтобы правильно нарезать резьбу, нужно знать, чем они отличаются друг от друга
Инструмент и правила нарезки резьбы на трубах
Конечно же, чтобы выполнить эту процедуру, без инструмента для нарезания резьбы на трубах не обойтись. В сфере торговли его обычно называют трубным резьбонарезным набором.
Полезная информация! В набор может входить инструмент с непривычным названием клупп. Он напоминает плашку для нарезки резьбы на трубах, но содержит только её главную функциональную часть – круглую рамку в виде короткого цилиндра, выполненного из инструментальной стали и оснащённого прочными резцами.
Помимо плашек или клуппов, набор включает держатель (с трещоткой либо без неё), а также ряд других дополнительных инструментов, таких, как клещи, струбцину и т.д.
Требования к процессу нарезки резьбы на трубах вручную формулируются следующим образом:
- обязательная подготовка трубы. С места будущей резьбы необходимо удалить грязь, ржавчину и слой краски. Очищать поверхность следует до металла;
- процесс нарезания резьбы на трубах должен сопровождаться смазыванием их рабочих поверхностей и резцов применяемого инструмента – плашки или клуппа. Для этого используется смазка, представляющая собой специальную жидкость. Её наносят как до начала, так и в процессе нарезки резьбы на трубе;
- на торце изделия предварительно необходимо снять наружную фаску;
- работа должна проводиться только острым и исправным инструментом для нарезки резьбы на водопроводных трубах.
Кроме технологии, важно знать еще и тонкости выбора инструмента.
Нарезая резьбу, нужно строго соблюдать технологию
Резьбонарезной инструмент — это не только вышеупомянутые плашки и клуппы, но также и метчики. С помощью последних создаётся внутренняя резьба путём прорезки стружечных канавок. Но здесь есть один нюанс. Для нарезки резьбы на трубе необходимо использовать набор из двух метчиков, отличающихся глубиной прорезывания:
- для черновой работы — №1;
- для чистовой работы — №2.
Плашка для нарезки резьбы на трубах бывает:
- круглой;
- раздвижной;
- разрезной;
- цельной.
Ещё один инструмент – клупп – имеет в своей конструкции направляющую. Она служит для центрирования цилиндра с резцами по трубе.
Вместе с тем, одних знаний, чем нарезается резьба на водопроводной трубе, недостаточно. Необходимо выяснить требования ГОСТа к размеру трубной резьбы, и уже в соответствии с её шагом и диаметром подбирать набор резьбонарезного инструмента. Эти данные представлены в нижерасположенной таблице.
Таблица 1
| Шаг резьбы | Диаметр резьбы, мм | Размер трубной резьбы, дюймы | |||
| мм | Нитки на 1 дюйм | Внутренний | Наружный | ||
| 2,309 | 11,0 | 84,930 | 87,887 | 3 | |
| 2,309 | 11,0 | 72,230 | 75,187 | 2 1/2 | |
| 2,309 | 11,0 | 56,659 | 59,616 | 2 | |
| 2.309 | 11,0 | 44,847 | 47,805 | 1 1/2 | |
| 2,309 | 11.0 | 38,954 | 41,912 | 1 1/4 | |
| 2,309 | 11,0 | 30,293 | 33,250 | 1 | |
| 1,814 | 14,0 | 24,119 | 26,442 | 3/4 | |
| 1,814 | 14,0 | 18,632 | 20,956 | 1/2 | |
Этапы нарезки трубной резьбы вручную
Как было сказано выше, данная операция выполняется с помощью плашки, клуппа либо метчика. Выбор набора для нарезания резьбы на трубах зависит от многих факторов. Но, прежде всего, от того, какое резьбу необходимо создать – наружную либо внутреннюю. Для большей конкретики рассмотрим, как нарезается резьба на нержавеющую трубу вручную с помощью плашки.
Отрежьте часть нержавеющей трубы, на которой присутствует старая резьба. Заниматься её восстановлением нецелесообразно, поскольку добиться полной герметичности соединения будет невозможно и, следовательно, в этом месте будут возникать протечки. Выполняя такую операцию вручную, особое внимание уделяйте срезу. Он должен быть строго перпендикулярным продольной оси трубы.
Важно! Удалению также подлежит сегмент трубопровода с признаками коррозии.
Для облегчения накручивания плашки, снимите с торца трубы фаску. Чтобы обеспечить лучшее скольжение, место будущей резьбы смажьте маслом. Далее начинайте собственно нарезку трубной резьбы. Проведя некоторое количество витков, плашку следует прокрутить в противоположную сторону.
При помощи плашки легко нарезать внешнюю резьбу
По завершении нарезания трубной резьбы удалите со вновь созданного места соединения металлические опилки. Для проверки правильности выполнения работ накрутите на трубу предполагаемый к установке объект. Так вы выясните корректность использования выбранной плашки для нарезания резьбы на трубах, а также достаточно ли количества витков. Если проверка пройдёт удачно, уплотните соединение и приступайте к монтажу водопроводной системы.
Преимущества клуппов
Некоторые особенности данного инструмента, используемого для нарезания резьбы на трубах, были упомянуты выше. Но удобство применения ˗ это далеко не единственное достоинство такого набора. Так, например, зная на практике, как нарезать резьбу на трубе с помощью плашки, вы без труда справитесь с этим заданием, используя клупп. Из других преимуществ стоит выделить чистоту получаемой резьбы, простоту конструкции клуппа, возможность оперативной замены резцов-плашек и небольшой вес.
Особого внимания заслуживает следующий фактор. Для изготовления плашки используется недешёвая инструментальная сталь. Но ведь повышенной прочностью должны обладать только резцы, в действительности выполняющие основную работу! Отсутствие дорогих нефункциональных частей обусловливает снижение цены набора клуппов и, соответственно, уменьшает себестоимость процесса нарезки резьбы на нержавеющей трубе. Поэтому домашние мастера, умеющие считать деньги, отдают предпочтение именно такому инструменту.
Применение клуппа существенно облегчит задачу по нарезке резьбы
Продаются эти изделия с набором плашек для нарезки резьбы на трубах диаметром 50, 38, 32, 25, 20 и 15 мм. Каждая из них обозначается цифрой 1, 2, 3, или 4. Все прорези на корпусе клуппа тоже имеют номера, соответствующие резцам-плашкам, с помощью которых будет выполняться нарезание резьбы на трубе. Для повышения эффективности работы в труднодоступных местах совместно с клуппом рекомендуется приобрести специальную оснастку.
Сегодня на рынке можно найти такой инструмент с электрическим и ручным приводом. Поэтому может возникнуть вопрос, чем нарезается резьба на трубе более эффективно.
Полезная информация! Продаются клуппы в специализированных как стационарных, так и интернет-магазинах. Последние очень удобны, поскольку стать владельцем подходящего набора для нарезки резьбы на трубах можно, не покидая пределы своего дома.
Слесари-профессионалы, которые уж точно знают, как нарезать резьбу на трубе, предпочитают электрические клуппы. Но стоят такие устройства больше. Поэтому если планируется провести разовое нарезание резьбы на трубу,выгоднее приобретать набор инструмента с ручным приводом.
Как нарезать трубную резьбу без трубных тисков: 4 шага (с изображениями)
Сначала! я надеюсь, что многие придут.
ну, название говорит само за себя, мне нужно было обрезать несколько трубных резьб для моей новой станины (еще одной станины), и я не хотел вкладывать деньги в новые тиски с зажимной губкой для трубы, главным образом потому, что У меня уже есть довольно тяжелые тиски, которые подходят для большинства моих нужд.
Итак, я начал искать способ. пробовал кусочки ткани на тисках, чтобы лучше хватать, затем пытался добавить шеллак к ткани, чтобы сделать ее «более липкой», затем я сделал резиновые губки для своих тисков.никто не работал. наконец, я разработал простой метод с инструментами, которые у большинства людей уже лежат, и если они этого не делают, им действительно следует делать / покупать (я часто делаю, даже если это стоит дороже, потому что это весело!)
вам понадобится тяжелый В идеале, вы могли бы обойти это, используя какую-нибудь точку опоры, но если труба продолжает скользить, что вас до смерти беспокоит, нарезать резьбу уже достаточно сложно.
Второй инструмент – трубный ключ. да! трубный ключ! Оказывается, инструмент, используемый для приложения огромного крутящего момента, также является идеальным инструментом для сопротивления приложенному крутящему моменту.и действительно, самая сложная часть нарезания трубной резьбы – это крутящий момент, который заставляет трубу скользить в тисках.
третий инструмент – резьбонарезной штамп. это довольно просто, вам понадобится матрица, чтобы обрезать нити, если вы не хотите их подпиливать (не с тех пор, как мы этого не делаем!). необходимо купить / изготовить / арендовать матрицу и набор для нарезания резьбы (токарная штучка). у меня 1/2 дюйма.
Четвертый инструмент – масло для резки. Я использую сало. Это может показаться ретроградным, но на самом деле у него отличные сцепляющие и смазывающие свойства.Фактически, некоторые масла для машинной обработки все еще используют жир в смеси даже сегодня. Я выступаю за его использование, потому что
1º экологически безвредно, сало является побочным продуктом, полностью биоразлагаемым и относительно нетоксичным, в отличие от многих смазочно-охлаждающих масел
2º оно дешево. Маленькая чашка, которую я использую в этом руководстве, была сделана мной, и она мне почти ничего не стоила.
3º, доступная любителям, и по-прежнему обеспечивает отличные, столь же хорошие результаты, как и все остальное.
ну давайте перейдем к делу!
Наконечники для нарезания трубной резьбы – Steel Dragon Tools
Наконечники для нарезания трубной резьбы
При нарезании резьбы на трубе с помощью штамповочной головки Steel Dragon Tools или любой другой, если на то пошло, важно помнить, что шкала на верхней части штамповочной головки предназначена только для справки.Шкала используется, чтобы максимально приблизиться к правильному размеру резьбы, но оператор должен проверить головку, штампы и трубу.
Начните с установки штамповочной головки на желаемую производительность нарезания резьбы. Проденьте образец трубы и проверьте трубу с помощью соответствующего фитинга. Кусок трубы с правильной резьбой сделает от полутора до двух полных оборотов внутри фитинга, прежде чем встретит сопротивление. У трубы, которая не делает полутора-двух полных оборотов, резьба нарезана слишком мелко.Мелкая резьба не позволит трубе и фитингу должным образом герметизироваться. У трубы, которая поворачивает фитинг более чем на два полных оборота, резьба нарезана слишком глубоко. Труба со слишком глубокой резьбой может выйти из фитинга, что предотвратит затяжку трубы и фитинга.
Нарезание трубной резьбы – это не точная наука, для успешного нарезания резьбы на трубе потребуется немного тонкости и терпения, и рекомендуется регулярно проверять трубу с резьбой.Также важно помнить, что в большинстве случаев для предотвращения утечек на трубу и фитинг наносится герметик. Использование герметика даст оператору некоторую свободу действий при нарезании резьбы на трубе.
Сами трубы также могут вызывать проблемы при нарезании резьбы. Трубы могут не соответствовать заявленным размерам. Например, 1-дюймовая труба может быть немного меньше при диаметре 15/16 дюйма или немного больше при диаметре 1–1 / 16 дюйма. Труба также может быть метрической. 25-миллиметровая труба немного меньше 1-дюймовой трубы, но невооруженным глазом может выглядеть идентично.Также необходимо учитывать отклонение труб. Дефекты трубы в результате производственного процесса могут привести к тому, что труба будет неоднородной от одного конца до другого. Труба может иметь размер 1 дюйм на конце, прогибаться до 1–1 / 16 дюйма в середине, прежде чем вернуться к 1 дюйму на другом конце. Всегда рекомендуется периодически проверять резьбовую трубу с фитингом, чтобы гарантировать герметичность.
Дополнительную информацию о штамповочных головках и штампах Steel Dragon Tools можно найти, перейдя по ссылкам или позвонив в службу поддержки клиентов по телефону 734-224-7112.
Головки и штампыSteel Dragon Tools можно приобрести в Craig’s Affordable Tools или Toolz Unlimited.
Нарезка трубной резьбы и испытание
Ключевые моменты обучения
- Описание назначения трубной резьбы
- Определите два наиболее распространенных стандарта для трубной резьбы
- Определите, как герметизируются резьбовые соединения труб
1.1 Введение в трубную резьбу
Трубная резьба – это спиральный выступ на конце трубы, который позволяет соединять трубы вместе. У фитингов с наружной резьбой трубная резьба появляется на внешнем диаметре трубы; если внутренняя, трубная резьба появляется на внутреннем диаметре. При вращении наружного конца трубы во внутреннюю трубную резьбу два фитинга соединяются. Поскольку для образования соединения наружная и внутренняя трубная резьба должна быть совмещена, производители соблюдают отраслевые стандарты трубной резьбы.Два основных стандарта трубной резьбы следующие:
- Британский стандарт трубной резьбы (BSP)
- Американская национальная трубная резьба (NPT)
1,2 Типы трубной резьбы
Трубная резьба используется не только для механического соединения, но и для герметичного жидкостного уплотнения. Это достигается путем механической обработки формы резьбы на конусе и использования герметика для труб для заполнения любых пустот между двумя резьбами, которые могут вызвать спиральную утечку. В обоих стандартах резьбы есть 2 разных типа резьбы:
- Параллельная («прямая») резьба, BSPP (Британский стандарт трубной параллельной резьбы) с постоянным диаметром; Обозначается буквой G .
- Коническая резьба, BSPT (Британская стандартная трубная коническая резьба), диаметр которой увеличивается или уменьшается по длине резьбы; Обозначается буквой R .
Параллельная трубная резьба образует только механическое уплотнение и не используется для жидкостных уплотнений. В то время как трубная коническая резьба позволяет производить плотное прилегание мокрого уплотнения. Трубную резьбу, используемую для жидких соединений, можно разделить на два типа:
- Соединительная резьба: это трубная резьба, герметичность которой достигается за счет совмещения двух резьб.В них всегда используется коническая наружная резьба, но может быть как параллельная, так и коническая внутренняя резьба, а уплотнение обычно закрепляется герметиком. (В Европе внутренняя коническая трубная резьба обычно не используется.)
- Крепежная резьба: это параллельная трубная резьба, используемая там, где герметичное соединение достигается за счет сжатия мягкого материала (например, кольцевого уплотнения, прокладки или шайбы) между торцом наружной резьбы и муфтой. или лицо соска, с затягиванием контргайки.
1.3 Британская стандартная труба (BSP) Резьба
В девятнадцатом веке требовалось много разных типов резьбовых соединений для гидравлических и пневматических контуров, а также для крепежных компонентов. В результате производители начали разрабатывать собственные системы крепления. Это привело к проблемам совместимости. Английский инженер-механик и изобретатель сэр Джозеф Уитворт в 1841 году разработал унифицированную систему нарезания резьбы для решения проблемы несовместимости.Форма резьбы Витворта основана на угле резьбы 55 градусов с закругленными корнями и гребнями. Соединение выполняется самоуплотняющимся путем нарезания хотя бы одной из резьб на конусе (обычно наружной резьбы). Это стало известно как британская стандартная трубная резьба, которая была принята во всем мире для соединения и герметизации концов труб. На изображении ниже показано уплотнение с наружной резьбой BSPT (BSP Taper) с внутренней резьбой BSPP (BSP Parallel).
Наружное уплотнение BSPT с внутренней резьбой BSPP
Для достижения конусности нижняя часть резьбы не на цилиндре, а на конусе; с конусом, который составляет 1⁄16 дюйма на дюйм, что равно 3/4 дюйма на фут.Конус, разделенный центральной линией, дает угол 1 ° 47 ’24 дюйма или 1,7899 ° при измерении от центральной оси. Обычно используемые размеры:, ¼, ⅜, ½, ¾, 1, 1¼, 1½ и 2 дюйма. , доступны у большинства поставщиков. Большие размеры используются реже, потому что другие методы соединения более практичны для 3 дюймов и более в большинстве приложений.
Самым важным моментом, который следует понимать в отношении трубной резьбы, является то, что ее размер относится к диаметру отверстия, проходящего через фитинг (т.е. там, где движется среда, такая как воздух или масло и т. Д.), А не к диаметру самой резьбы.
1.4 Национальная трубная резьба (NPT)
В Америке Уильям Селлерс установил стандарт для гаек, болтов и винтов, который в 1864 году стал Национальной трубной конической резьбой (NPT). Его угол резьбы 60 градусов с плоскими вершинами и корнями является американским стандартом для конической резьбы, используемой для соединения труб. и фурнитура. Стандарт ANSI / ASME B1.20.1 охватывает резьбу с углом 60 градусов для размеров от 1/16 дюйма до 24 дюймов номинального размера трубы (NPS).
Конусность резьбы NPT такая же, как у BSPT (3/4 дюйма на фут), измеренная по изменению диаметра (трубной резьбы) с увеличением расстояния.Иногда резьба NPT обозначается как MPT («Наружная трубная резьба»), MNPT или NPT (M) для наружной (внешней) резьбы; и FPT (внутренняя трубная резьба), FNPT или NPT (F) для
внутренняя (внутренняя) резьба.
Наружное уплотнение NPT с внутренней резьбой NPT (ручное затягивание плюс 1 оборот)
1.5 Уплотнение конической резьбы
Из-за конуса трубная резьба может ввинчиваться в фитинг только на определенном расстоянии, прежде чем произойдет заклинивание. Стандарт определяет это расстояние как длину ручного затягивания, расстояние, на котором трубная резьба может быть вкручена вручную.Он также определяет другое расстояние – эффективную резьбу, это длина резьбы, которая образует уплотнение на обычной трубной резьбе с механической обработкой. Для монтажников вместо этих расстояний удобнее знать, сколько поворотов сделать вручную, а сколько гаечным ключом. Простое практическое правило установки конической трубной резьбы, как металлической, так и пластиковой, – затянуть вручную плюс один-два оборота гаечным ключом. Значения крутящего момента при установке могут быть определены для каждого приложения, но из-за различий в соединениях труб, таких как несходные материалы наружной и внутренней резьбы, тип используемых герметиков и внутренние различия в толщине стенок продукта, стандартные характеристики крутящего момента не могут применяться в целом.В таблице ниже сравниваются критические размеры резьбы BSP и NPT и указано количество оборотов, которые необходимо затянуть вручную.
Британский BSP | Американский NPT | ||||
Номинальный размер | Фактический OD | Резьбы на дюйм | Фактический OD | Резьбы на дюйм | Обороты для ручного затягивания |
1/8 дюйма | 0.383 ” | 28 | 0,405 дюйма | 27 | ≈ 3,3 оборота |
1/4 дюйма | 0,518 ” | 19 | 0,540 дюйма | 18 | ≈ 3,1 витка |
3/8 дюйма | 0.656 ” | 19 | 0,675 дюйма | 18 | ≈ 3,3 оборота |
1/2 “ | 0,825 ” | 14 | 0,840 ” | 14 | ≈ 3,4 оборота |
3/4 дюйма | 1.041 ” | 14 | 1.050 ” | 14 | ≈ 3,7 витка |
1 “ | 1,309 дюйма | 11 | 1,315 ” | 11,5 | ≈ 3,7 витка |
1 1/4 дюйма | 1.650 ” | 11 | 1,660 ” | 11,5 | ≈ 3,8 оборота |
1 1/2 “ | 1.882 ” | 11 | 1.900 ” | 11,5 | ≈ 3,8 оборота |
2 “ | 2.347 ” | 11 | 2.375 ” | 11,5 | ≈ 3,9 оборота |
Сравнение резьб BSP v NPT и оборотов для ручной затяжки
Ключевые моменты обучения
- Обозначение ручного оборудования, используемого для нарезания резьбы на трубе
- Определить резьбонарезные станки, используемые для нарезания резьбы на трубах
- Описать назначение резьбовых масел и герметиков
2.1 ручная ручка для заправки нити
Ручка для ручной нарезки резьбы состоит из ложи, к которой прикреплены ручки и в которую вставляется режущий штамп. На ложу есть два набора установочных винтов, один набор для удержания штампов на месте, а другой набор для регулировки плашек. На ложе имеется глубокая отметка, соответствующая стандартной отметке резьбы на штампах. На противоположной стороне ложи имеется место для толкателя, который помогает направлять режущие штампы на трубу, на которую должна быть нарезана резьба.На фотографиях ниже обычно изображены ручки для ручной заправки резьбы.
Ручки для ручной нарезки резьбы, трещотки и плашки
Трещотка для нарезания резьбы имеет только одну ручку и храповое действие, что позволяет использовать ее в ограниченном пространстве. Их размер и удобство позволяют монтажникам отрезать часть трубы и добавлять резьбу нужной конфигурации к трубам прямо на рабочем месте или очищать имеющуюся резьбу, которая была повреждена.
2.2 Плашки для нарезания резьбы
Полный набор заготовок и матриц состоит из правых и левых штампов от 1⁄8 дюйма до 1 дюйма с направляющими для каждого размера. На штампах будет нанесена маркировка 1 “R, которая будет нарезать правую резьбу 1” (если требуется 1 дюйм влево, отметка будет 1 “L).
Головка и набор универсальных режущих головок для различных размеров резьбы
В резьбонарезном станке используется набор универсальных штампов, которые закреплены в штамповочной головке и пронумерованы для вставки в правильной последовательности.Один набор этих штампов может нарезать трубы различных размеров, обычно от 1 до 2 дюймов и от 2½ до 4 дюймов. На фотографиях выше показаны штамповочная головка с пронумерованными позициями и набор универсальных штампов для нарезания резьбы на трубе от 1 до 2 дюймов.
2.3 Ручной резьбонарезной станок
Портативные портативные электрические агрегаты относительно недороги, легки и идеально подходят для обслуживающего и ремонтного персонала, а также для сантехников. Они могут нарезать резьбу на трубах диаметром от 1/8 “до 2” и обычно поставляются в прочном переносном футляре с набором из 6 правосторонних плашек для всех распространенных размеров труб в этом диапазоне.
Ручной резьбонарезной станок для легких работ от 1/8 ”до 2”
2.4 Нарезной станок
В свое время трубонарезные станки были прерогативой крупных производителей и были сосредоточены на массовом производстве стальных труб с резьбой. Наряду с обработкой указанной конструкции резьбы машины также разрезают трубу на пригодные для обработки участки, а также расширяют трубу, чтобы убедиться, что в самой трубе нет дефектов.Со временем процесс нарезания резьбы и нарезки труб был усовершенствован, что позволило производить готовую продукцию для продажи в очень короткие сроки. Использование станков позволяет в процессе нарезания резьбы производить однородную трубную резьбу, имеющую однородный характер.
Мастерская резьбонарезного станка с педальным управлением
Для более тяжелых или повторяющихся работ большого объема слесарь-трубщик обычно использует резьбонарезной станок с электроприводом. Этот тип машины может нарезать резьбу в широком диапазоне труб, включая черные, оцинкованные трубы и трубы с пластиковым покрытием, а также трубы из нержавеющей стали и толстостенные трубы, а также штанги до 30 ° C по Роквеллу.Эти типы устройств обычно работают со скоростью 36 об / мин для труб от 1/4 “до 2” и со скоростью 12 об / мин для труб от 2 1/2 до 4 дюймов. Имеется постоянная и надлежащая смазка штампов и заготовки с помощью смазки сквозной головки, а универсальная выемка штампа позволяет нарезать коническую или прямую резьбу BSPT / BSPP или NPT / NPSM. Управление двигателем назад / выключено / вперед достигается с помощью мощного встроенного ножного переключателя поворотного типа, который позволяет монтажнику освободить обе руки для работы с обрабатываемой деталью.
Наряду с повышенной эффективностью и более низкими затратами на обслуживание существуют станки для нарезания резьбы труб, которые предназначены для работы с материалами, отличными от металла.Трубы, изготовленные из различных видов пластика или смол, теперь можно пропускать через станки для нарезания резьбы, не опасаясь перегрева и, таким образом, повреждения готового продукта. Многие производители используют эти машины для изготовления недорогих пластиковых трубопроводов с использованием общепризнанных конфигураций резьбы.
2.5 Масла для нарезания резьбы
Масла для нарезания резьбы используются для охлаждения и смазки штампа и заготовки. Использование масел для нарезания резьбы помогает процессу нарезания резьбы по следующим причинам:
- Они поддерживают стабильную температуру резьбонарезных штампов и заготовки (что важно при работе с жесткими допусками) и, следовательно, улучшает качество резьбы.
- Увеличьте срок службы режущих штампов за счет смазки рабочей кромки и уменьшения штамповки.
- Снижает момент нарезания резьбы и ускоряет съем металла.
- Предотвращает появление ржавчины на резьбонарезных штампах и обработанной резьбе.
Существуют различные виды смазочно-охлаждающих жидкостей, специально разработанные для повышения износостойкости и увеличения срока службы штампа до 60%, а также значительного снижения эксплуатационных расходов на 30%. Подобно резьбовым герметикам, их следует выбирать в зависимости от устанавливаемого трубопровода и материала трубы, на которую нарезается резьба.
2.6 Лента уплотнительная
Конусность резьбы BSPT позволяет им образовывать уплотнение при затягивании, так как боковые стороны резьбы прижимаются друг к другу, в отличие от фитингов с параллельной / прямой резьбой или компрессионных фитингов, в которых резьба просто удерживает детали вместе и не обеспечивает тюлень. Однако остается зазор между вершинами и основанием резьбы, что приводит к утечке вокруг этой спирали. Это означает, что фитинги BSPT должны быть герметичными с помощью ленты для уплотнения резьбы или герметика для резьбы.Самая распространенная лента с трубной резьбой – это лента из политетрафторэтилена или (PTFE). Лента должна быть плотно намотана вокруг наружной резьбы трубы, проходя в том же направлении, что и ведущая резьба, чтобы вращательное движение соединения труб следовало направлению намотки ленты. Герметизирующая лента позволяет легко загнать охватываемую трубу на большую глубину, позволяя резьбам проходить друг мимо друга, при этом заполняя мельчайшие зазоры, чтобы предотвратить просачивание. Лента для трубной резьбы также облегчает разборку соединения позже, если это необходимо, за счет уменьшения заедания резьбы или тенденции некоторых типов трубной резьбы со временем слипаться.
На резьбовых соединениях кислородных линий следует использовать специальную обезжиренную ленту из ПТФЭ, которая не поддерживает горение, поскольку стандартная лента из ПТФЭ может самовоспламеняться при объединении масла и чистого кислорода.
2.7 Герметики для резьбовых соединений
Резьбовые герметики также могут использоваться для герметизации резьбовых соединений и позволяют легко демонтировать соединения без нарушения целостности резьбы и предотвращают коррозию резьбы. Существуют разные типы герметиков для разных применений в зависимости от типа трубы, температуры эксплуатации и жидкости, переносимой по трубе.Важно, чтобы используемый герметик не содержал токсичных веществ и не содержал свинца, который не затвердел и не замерзнет.
Ключевые моменты обучения
- Определите особые опасности, связанные с нарезанием трубной резьбы
- Определите, как эти опасности устраняются или сводятся к минимуму
- Определите, как минимизировать опасность для других
- Укажите меры безопасности, которые необходимо соблюдать при нарезании резьбы на трубе.
3.1 Общие меры безопасности для оборудования для нарезания трубной резьбы
При работе с оборудованием для нарезания резьбы оператор должен быть надлежащим образом обучен и находиться под наблюдением, а также соблюдать все общие безопасные рабочие процедуры, необходимые для процессов нарезания резьбы. Хотя это не исчерпывающий список, некоторые конкретные моменты, которые следует учитывать при нарезании трубной резьбы, следующие:
Всегда –
- Соблюдайте предписанные правила техники безопасности и противопожарной безопасности в мастерской.
- Убедитесь, что резьбонарезной станок находится в исправном и исправном состоянии. Примите меры для немедленного ремонта или замены поврежденных деталей. Используйте только рекомендованные детали. Использование неподходящих деталей может быть опасным и аннулирует гарантию на машину.
- Убедитесь, что все матрицы находятся в хорошем состоянии, без изношенных кромок и отсутствия острия.
- Убедитесь в наличии достаточного количества чистой охлаждающей жидкости, а также в том, что все фильтры чистые и функционируют.
- Не собирайтесь, если вы устали, находитесь под действием наркотиков или лекарств.
- ЗАПРЕЩАЕТСЯ использовать необученный персонал для работы с резьбонарезным оборудованием.
- Содержите резьбонарезной станок и связанные с ним детали в чистоте для обеспечения наилучшей и безопасной работы.
- Во время использования надевайте одобренные ANSI защитные очки и прочные перчатки.
- Как и в любом процессе обработки, существует значительная опасность защемления. Держите руки, пальцы, ноги и любые предметы, которые могут быть травмированы или повреждены, подальше от нитевдевателя во время работы.
- Перед началом работы убедитесь, что свободная одежда не цепляется за вращающиеся детали, что длинные волосы собраны, а все украшения удалены.
- Разместите резьбонарезной станок в подходящем, хорошо освещенном рабочем месте.
- Содержите рабочую зону в чистоте, порядке и без посторонних материалов.
- Для использования на ровной и твердой земле, желательно бетонной.
- Следите за тем, чтобы все второстепенные лица соблюдали безопасное расстояние во время работы нитенаправителя.
- При нарезании резьбы на трубе оборудование должно находиться в горизонтальном положении с достаточным свободным пространством для вставки и извлечения конца трубы для нарезания резьбы.
- Убедитесь, что резьбонарезной станок настроен с правильными параметрами для материала трубы, на которую нарезается резьба, так как латунь и чугун режутся без СОЖ без СОЖ.
3.2 Меры безопасности для резьбонарезного оборудования
Ниже приводятся общие рекомендации по оборудованию для нарезания резьбы, так как существует множество различных поставщиков оборудования для нарезания резьбы, поэтому невозможно предоставить конкретный контрольный список.Эта информация не заменяет руководство производителя, она предназначена только для ознакомления оператора с некоторыми основными функциями и советами по безопасности, которые он должен знать.
Оборудование для нарезки резьбы значительно различается по средствам управления и безопасности, поэтому важно убедиться, что фактическое используемое оборудование правильно настроено.
- Перед каждым использованием проверяйте резьбонарезное оборудование на предмет повреждения компонентов.
- Убедитесь, что резьбонарезные плашки установлены правильно в соответствии с размером трубы, предназначенной для нарезания резьбы.
- Регулярно протирайте и очищайте инструмент, чтобы поддерживать его в наилучшем состоянии.
- Держите руки подальше от матрицы и всех других вращающихся частей при нарезании резьбы на трубе.
- Убедитесь, что используется рекомендованная охлаждающая жидкость, имеется достаточный запас и что фильтры рециркуляции содержатся в чистоте и чистоте.
- Убедитесь, что настройки скорости соответствуют размеру трубы с резьбой.
- Убедитесь, что длинные отрезки трубы должным образом поддерживаются трубными роликами, чтобы предотвратить любую нагрузку на резьбонарезное оборудование.
- НЕ используйте оборудование для нарезания резьбы, если оно повреждено.
- ЗАПРЕЩАЕТСЯ использовать резьбонарезное оборудование для других целей, кроме тех, для которых оно предназначено.
- НЕ переусердствуйте. Всегда стойте на ногах и сохраняйте равновесие. Не дотягивайтесь до бегущей машины или поперек нее.
- Убедитесь, что ключи и регулировочные ключи удалены с инструмента или рабочей поверхности станка, прежде чем вставлять его в розетку.
- Избегайте непреднамеренного пуска.Убедитесь, что переключатель находится в положении ВЫКЛ., Когда он не используется, и перед подключением к сети.
- Когда инструмент не используется, храните его в чистом, сухом и безопасном месте, недоступном для детей и других посторонних лиц.
- Убедитесь, что вы прочитали и поняли инструкции по технике безопасности перед использованием резьбонарезного оборудования.
- Сохраняйте товарные этикетки и паспортные таблички. Они несут важную информацию о безопасности.
При необходимости обратитесь к своему инструктору за конкретными инструкциями и дополнительной информацией по безопасности.
Ключевые моменты обучения
- Обозначение оборудования, необходимого для выполнения резьбового соединения
- Описание процедуры формирования резьбы на конце трубы
- Описание процедуры сборки резьбового соединения
4.1 Оборудование, необходимое для ручного резьбового соединения
Для выполнения резьбового соединения потребуются следующие инструменты:
- Плашка и ручка для нарезания резьбы по размеру трубы.
- Тиски для труб
- Труборез
- Развертка под размер трубы на резьбу
- Набор трубных ключей
- Смазочно-охлаждающая жидкость и герметизирующая лента или герметик
4.2 Обрезание резьбы
Закрепите трубу в тисках и отрежьте до нужной длины. Затем наденьте резьбонарезной штамп на конец трубы. Резка начинается с тонкой резьбы на матрице, для смазки трубы и матрицы необходимо использовать смазочно-охлаждающую жидкость.Поверните ручку матрицы по часовой стрелке на пол-оборота, а затем немного поверните ее назад, чтобы выбросить металлическую стружку. Плашки натягиваются на трубу до тех пор, пока труба не пройдет через поверхность плашек на одну резьбу. Не менее двух раз за время резки на трубу и плашки наносят масло. Убедитесь, что матрица всегда находится перпендикулярно трубе, чтобы резьба была квадратной и ровной. Внутренняя резьба или резьба, расположенная далеко от конца трубы, не обрезана так глубоко, что обеспечивает конусность, которая создает более плотное соединение.Выньте трубу из тисков, поставьте ее на торец и постучите по ней, чтобы удалить металлическую стружку или частицы, которые могут застрять внутри.
Заправка конца трубы
Затем счистите масло мягкой тряпкой. Будь осторожен; нитки очень острые и могут порезать руки. Вставьте развертку подходящего размера внутрь трубы, чтобы удалить все острые заусенцы с внутренней стороны трубы.
4.2 Сборка резьбового соединения
Затем резьбовые части соединяются с помощью муфт или фитингов.На резьбу каждого стыка необходимо нанести уплотнительный материал. Это может быть либо тефлоновая лента, либо герметик для трубной резьбы.
На резьбу накладывается тефлоновая лента или герметик для трубной резьбы.
При наличии уплотнительного материала вручную затяните трубу и муфту или фитинг. Затем с помощью трубных ключей, один на трубе и один на фитинге, затяните еще полтора витка.
Затяните муфту или фитинг, повернув от руки еще на полтора оборота
Стальные или оцинкованные трубы тяжелые и должны иметь хорошую опору, особенно на каждом стыке или соединении.Используйте трубные хомуты через равные промежутки времени и рядом с резьбовыми соединениями, чтобы труба имела хорошую опору и не провисала. ВНИМАНИЕ: Чрезвычайно важно проверить все соединения на герметичность. Используйте немного воды, смешанной с средством для мытья посуды, и мягкой кистью нанесите раствор на все стыки. Любые образовавшиеся пузыри указывают на утечку. Отключите газ, снова затяните соединение и проведите повторную проверку.
Ключевые моменты обучения
- Определите 2 основных типа испытаний под давлением и их области применения
- Определение критических компонентов комплекта для испытания под давлением
- Укажите, какие приготовления необходимы перед повышением давления в системе трубопроводов.
5.1 Испытание трубопроводных систем под давлением
Испытания трубопроводов под давлением обычно следует проводить с использованием воды. Только в исключительных случаях можно использовать пневматические испытания под давлением с использованием сжатого инертного газа или воздуха, и только в тщательно контролируемых условиях. Причина этого в том, что вода практически несжимаема (как и другие жидкости), и требуется лишь небольшое количество энергии для значительного увеличения давления.Однако воздух (как и все газы) сжимаем, и в результате в газ нужно вкладывать гораздо больше энергии, чтобы поднять его давление. Фактически, в диапазонах давлений, обычно используемых для испытания систем водяных трубопроводов, в сжатом газе хранится в 200 раз больше энергии по сравнению с водой при том же давлении и объеме. Таким образом, если соединение, труба или любой другой компонент выйдет из строя под испытательным давлением при использовании сжатого газа, энергия может быть высвобождена со смертельной силой! Однако, если утечка воды может вызвать неприемлемый материальный ущерб, пневматическое испытание на герметичность (при прибл.20 мбар) с испытанием мыльных пузырей на всех стыках, а затем испытанием гидравлическим давлением.
5.2 Тестовые наборы для трубопроводных систем
Перед проведением испытаний под давлением важно убедиться в следующем:
- Определите требования заказчика к дизайну и убедитесь, что все испытания проводятся в соответствии с этими требованиями.
- Убедитесь, что система укомплектована в соответствии с чертежом P&ID.
- Определите правильную последовательность событий, которая должна быть завершена перед началом тестирования.
- Укажите правильный метод тестирования и все меры безопасности, которые необходимо соблюдать во время выполнения теста.
Чертежи и документация тестовых пакетов должны быть предоставлены клиенту или его представителю до начала любого тестирования. Это необходимо для того, чтобы дать достаточно времени для проверки системы, уведомления необходимого персонала и подготовки разрешений на работу.
5.3 Подготовка системы трубопроводов к испытанию давлением
Перед проведением любого испытания под давлением представитель подрядчика должен выполнить предварительную проверку монтажа на трубопроводе, который будет испытан.Запись об этой проверке должна быть заполнена, подписана подрядчиком и проверена заказчиком или его назначенным представителем до начала испытаний. Эта предварительная проверка установки должна включать как минимум (но не ограничиваться) следующее:
- Зона испытаний должна быть оцеплена, и все работники поблизости должны быть проинформированы о том, что должна быть выполнена опасная процедура. В случае возникновения чрезвычайной ситуации следует отметить расположение средств пожаротушения и оказания первой помощи.
- По возможности, подрядчик должен обеспечить проведение испытаний под давлением в непиковые часы, чтобы свести к минимуму риск для всего персонала.
- Перед проведением испытания подрядчик должен убедиться, что все контрольно-измерительные приборы откалиброваны в соответствии с надлежащими процедурами и что точность таких манометров должна соответствовать национальным / международным стандартам.
- Ни один манометр не будет подвергаться испытательному давлению, превышающему их значение по шкале.
- Подрядчик должен убедиться, что все необходимые предохранительные клапаны и устройства для сброса давления были правильно установлены.
- Любое оборудование или приборы, которые не должны подвергаться испытательному давлению, должны быть изолированы. Это должно быть выделено на чертеже испытательной упаковки, чтобы зафиксировать пределы испытания.
- Все линейные инструменты, смотровые стекла и т. Д. Должны быть включены в испытания, где это возможно, при условии, что испытательное давление не превышает номинальное давление этих компонентов.
- Убедитесь, что все клапаны с предельными значениями проверки находятся в открытом положении.
- Испытуемая секция должна быть полностью промыта перед началом испытаний, чтобы убедиться в отсутствии частиц, чтобы предотвратить их попадание в стенки трубопровода.
- После успешного завершения теста все заглушки, заглушки, заглушки и т. Д., Используемые для изоляции частей линии, будут удалены. Там, где это возможно, будут использоваться новые прокладки, и при повторной сборке трубопровода следует соблюдать особую осторожность, чтобы избежать утечек.
5.4 Испытание трубопровода давлением
В зависимости от технических характеристик системы готовая установка должна соответствовать одному или обоим из следующих тестов.
- Гидростатические испытания
- Пневматическое испытание
Гидростатические испытания
Участок трубы, проходящий через чистые или чувствительные участки, может быть проверен на герметичность с помощью испытания воздухом под низким давлением до проведения гидростатического испытания, если этого требует заказчик.
- Трубопроводные системы должны испытываться давлением до 1.5-кратное их расчетное давление, если иное не согласовано с заказчиком или его назначенным представителем.
- Достигнутое испытательное давление будет поддерживаться в течение минимум 1 часа (или дольше, если требуется спецификацией системы).
- Испытательная жидкость для гидростатических испытаний должна быть чистой питьевой водой (если не указано иное) при температуре окружающей среды, которая не должна содержать веществ, которые могут повредить материал или процесс.
- Заполните систему трубопроводов водой и подайте предварительное испытательное давление в 1 бар или в соответствии с указаниями инженера проекта.Удерживая это давление, выпустите весь оставшийся воздух из системы трубопроводов через высокие вентиляционные отверстия и продолжайте доливать воду по мере необходимости, чтобы поддерживать начальное давление наполнения 1 бар.
- Примечание. Это давление должно поддерживаться не менее 10 минут, чтобы можно было пройти по системе и определить местонахождение любых серьезных утечек. Если утечки обнаруживаются на этом этапе или в любое время во время испытания, сбросьте давление и примите соответствующие меры для устранения утечки. При необходимости проконсультируйтесь с инженером проекта для получения инструкций.
- Подавайте гидростатическое испытательное давление с шагом 1 бар или в соответствии с указаниями инженера проекта, пока не будет достигнуто максимальное испытательное давление. Удерживайте давление в течение 5 минут с шагом в 1 бар и проверьте, нет ли утечек, прежде чем добавлять давление.
- Система должна контролироваться, чтобы гарантировать достижение желаемого давления (с точностью до 0,1 бар), а также наличие поправок на тепловое расширение и сжатие системы.
- Примечание: очень важно обеспечить тепловое выравнивание перед началом 1-часового периода тестирования.Охлаждение испытательной жидкости вызовет ее сжатие, и, следовательно, давление в системе упадет без каких-либо утечек в системе.
- Удерживайте максимальное испытательное давление в течение 1 часа и попросите клиента засвидетельствовать это и подписать необходимую документацию.
- Обратите внимание, что в спецификации должны быть указаны допустимые допуски при испытаниях, которые допустимы с учетом температурных различий и размеров испытываемой системы трубопроводов.
- После успешного завершения испытания система должна быть медленно выпущена, осушена, а все конечные точки должны быть закрыты и закрыты.
Пневматическое испытание
- Испытательная жидкость для пневматических испытаний должна быть чистым сухим воздухом, если иное не согласовано с заказчиком или его назначенным представителем.
- Примените предварительное испытательное давление в 1 бар или в соответствии с указаниями инженера проекта.
- Примечание. Это давление должно поддерживаться не менее 10 минут, чтобы учесть место любых серьезных утечек. Если утечки обнаруживаются на этом этапе или в любое время во время испытания, сбросьте давление и примите соответствующие меры для устранения утечки.При необходимости проконсультируйтесь с инженером проекта для получения инструкций.
- Подавайте испытательное давление с шагом 0,5 бар или в соответствии с указаниями инженера проекта, пока не будет достигнуто максимальное испытательное давление. Удерживайте давление в течение 5 минут с шагом 0,5 бар, чтобы позволить системе уравновесить деформации и протестировать соединения с мыльным водным раствором перед добавлением большего давления.
- Между шагами останется достаточно времени.
- Примечание: максимальное испытательное давление должно составлять 1.В 5 раз больше максимального рабочего давления в системе. Для систем, давление которых определяется гидростатическим давлением, требуемое испытательное давление будет проверено до испытания инженером проекта или инженером по эксплуатации.
- Удерживайте максимальное испытательное давление в течение 1 часа и попросите клиента засвидетельствовать это.
- Снимите давление, соблюдая осторожность, чтобы избежать выхода воздушного потока, мусора и высокого уровня шума в децибелах.
Безопасность и ремонт
- Ремонтные работы, при необходимости, должны проводиться только после сброса давления в трубопроводе и достижения оптимальных рабочих условий.После ремонта поврежденного участка система должна быть снова испытана с использованием «исходных испытательных давлений и процедур».
- Ни одно судно или трубопровод не должны выдерживать ударную нагрузку или ударные испытания в состоянии повышенного давления.
- Ни к одному судну нельзя приближаться для тщательного осмотра во время испытания. Если требуется тщательный осмотр, это может произойти только тогда, когда давление составляет 80% от расчетного.
- Давление должно сбрасываться постепенно и всегда из самой высокой точки системы.
В таблице ниже указаны типичная информация, записанная в сертификате испытания под давлением, а также необходимые шаги проверки и подписи.
Типовой сертификат испытаний под давлением с подписями для каждого этапа
- Установите электрический резьбонарезной станок, затем нарежьте, нарежьте и разверните трубы из низкоуглеродистой стали, как указано в упражнении № 2.3.6b.
- Измерение, обрезка, резьба, сборка и испытание трубопроводов под давлением с помощью ручных ручных инструментов и оборудования для нарезания резьбы, как указано в упражнениях №.2.3.6c, 2.3.6d и 2.3.6e.
- Измерение, обрезка, резьба, сборка и испытание трубопровода под давлением с использованием электрического резьбонарезного станка согласно Упражнению № 2.3.6f.
- Определите 3 причины, по которым смазочно-охлаждающие жидкости используются при нарезании резьбы на трубе.
- Почему на резьбовых соединениях используется лента из ПТФЭ или герметик?
- Укажите, почему важно убедиться, что испытательная жидкость имеет температуру окружающей среды при проведении испытания под давлением.
- Найяр П.Э., Мохиндер Л. (2000). «А1». в Mohinder L. Nayyar, P.E .. Piping Handbook (7-е изд.). Нью-Йорк: Макгроу-Хилл. ISBN 0-07-047106-1.
- Дэвид Л. Гётч (2000). Технический рисунок (5-е изд.). ISBN обучения Томпсона Делмара: 1-4018-5760-4
- Международный стандарт ISO 7-1: Трубная резьба, в которой герметичные соединения выполняются на резьбе – Часть 1: Размеры, допуски и обозначения. Международная организация по стандартизации, Женева.
- BS EN 10226: Трубная резьба, в которой герметичные соединения выполнены на резьбе. (Европейская версия ISO 7.)
- Часть 1: Коническая наружная резьба и параллельная внутренняя резьба – Размеры, допуски и обозначения.
- Часть 2: Коническая наружная резьба и коническая внутренняя резьба – Размеры, допуски и обозначения.
- BS 21: Трубная резьба для труб и фитингов, где герметичные соединения выполняются на резьбе (метрические размеры).Британский институт стандартов, 1985. (Заменено BS EN 10226: 2004).
- Международный стандарт ISO 228-1: Трубная резьба, в которой герметичные соединения не выполняются на резьбе – Часть 1: Размеры, допуски и обозначения.
- BS 2779: Спецификация трубной резьбы для труб и фитингов, где герметичные соединения не выполняются на резьбе (метрические размеры), 1986.
- BS EN 10226-1: 2004
- ASME B31.9 Строительный трубопровод ; 937 – Проверка на герметичность, издание 1996 г.
- Элементы сантехники Сэмюэля Эдварда Диббла, 2010 г.
Источник: http: // local.ecollege.ie/Content/APPRENTICE/liu/pipefitting/word/M3_U6_Pipe%20Threading%20and%20Testing.doc
Если вы являетесь автором приведенного выше текста и не соглашаетесь делиться своими знаниями для обучения, исследований, стипендий ( для добросовестного использования, как указано в авторских правах США), отправьте нам электронное письмо, и мы быстро удалим ваш текст. Добросовестное использование – это ограничение и исключение из исключительного права, предоставленного законом об авторском праве автору творческой работы. В законах США об авторском праве добросовестное использование – это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей.Примеры добросовестного использования включают комментарии, поисковые системы, критику, репортажи, исследования, обучение, архивирование библиотек и стипендии. Он предусматривает легальное, нелицензионное цитирование или включение материалов, защищенных авторским правом, в работы других авторов в соответствии с четырехфакторным балансирующим тестом. (источник: http://en.wikipedia.org/wiki/Fair_use)
Информация о медицине и здоровье, содержащаяся на сайте, носит общий характер и цель , которая является чисто информативной и по этой причине не может в любом случае заменить совет врача или квалифицированного лица, имеющего законную профессию.
Тексты являются собственностью их авторов, и мы благодарим их за предоставленную нам возможность бесплатно делиться своими текстами с учащимися, преподавателями и пользователями Интернета, которые будут использоваться только в иллюстративных образовательных и научных целях.
Наконечники для ремонта трубной резьбы
Трубы имеют резьбу, которая позволяет соединять трубы между собой или плотно соединять их с другими водопроводными фитингами без утечки воды. Однако со временем нити могут изнашиваться.
Рекомендуется отремонтировать любую поврежденную резьбу труб как можно скорее, чтобы избежать серьезной аварии. Незначительная утечка через поврежденную резьбу со временем может превратиться в серьезную утечку, что приведет к материальному ущербу и увеличению счетов за воду.
В основном, для изготовления труб используются разные материалы. Некоторые исправить сложнее, чем другие. Все зависит от прочности материала трубы. Например, медные трубы мягче стальных.
Таким образом, на медных трубах отремонтировать резьбу легче, чем на стальных.Независимо от материала трубы процесс ремонта аналогичен.
Вот шаги, которые необходимо выполнить при ремонте трубной резьбы:
Шаг 1
Возьмите трубные тиски и установите на них металлическую трубу. Установите трубу достаточно плотно. При установке он не должен двигаться вообще. Конец трубы, которую вы ремонтируете, не должен выходить из тисков более чем на 12 дюймов. После этого переходите к следующему шагу.
Шаг 2
Возьмите кусок чистой тряпки или полотенца и протрите фиксируемый конец трубы.Вытрите его, чтобы удалить мусор или грязь, которые могли прилипнуть к трубе. Затем смажьте конец трубы смазочно-охлаждающей жидкостью.
Шаг 3
Закрепите трубную плашку с резьбой на конце трубы, который вы ремонтируете. Убедитесь, что матрица трубы идеально выровнена, чтобы гарантировать правильное восстановление резьбы. Если вы не выровняете его должным образом, вы получите кривые нити.
Поверните матрицу по часовой стрелке над имеющейся трубной резьбой на оборота. Если трубная резьба сильно повреждена, то отремонтировать ее на оборота будет невозможно.В этом случае переходите к следующему шагу.
Шаг 4
Поверните матрицу за ручку по часовой стрелке на ½ оборота. Затем поверните матрицу против часовой стрелки на ¼ оборота. Поворот штампа против часовой стрелки удалит любые металлические опилки, образующиеся при нарезании резьбы. Используйте чистую сухую тряпку, чтобы стереть металлический мусор.
Шаг 5
Снова поверните матрицу по часовой стрелке на ½ оборота, а затем еще на ¼ оборота против часовой стрелки, пока матрица не достигнет конца трубы.Плашка должна полностью закрывать поврежденную трубную резьбу. Однако убедитесь, что он не закрывает конец трубы за пределами ее ширины.
Шаг 6
Непрерывно вращайте матрицу против часовой стрелки, пока не вытащите ее из трубы. Держите матрицу на месте, когда она почти отрывается, чтобы вытащить ее прямо. Снимайте его осторожно, чтобы не повредить только что нарезанную резьбу.
Шаг 7
Возьмите чистую тряпку и протрите конец трубы. Удалите металлические опилки, оставшиеся в штампе, постучав им по твердой поверхности, предпочтительно по деревянному столу.
Статьи по теме
Сантехнические трубы: 7 основных типов труб, с которыми вы можете встретиться
Лучшие заменители тефлоновой ленты
Подключение трубы из ПВХ к металлической трубе
Источник бесплатной информации по ирригации в Интернете!Соединения пластмассы с металлом выполняются с помощью резьбовых соединений. Пластиковая наружная резьба используется для соединения с металлической внутренней резьбой.
Не используйте пластиковый разъем с внутренней резьбой с металлическим разъемом с внешней резьбой! Соединение почти всегда протекает или ломается.
Стандартная резьба IPS, используемая на трубах и фитингах, неодинакова по диаметру. Например, если вы внимательно посмотрите на наружную трубную резьбу, вы заметите, что диаметр первой резьбы на конце фитинга меньше диаметра последней резьбы. Точно так же с внутренней резьбой первая резьба на конце имеет больший диаметр, чем последняя резьба. Для этого есть веская причина. Когда вы скручиваете резьбу, она действительно становится туже! По мере того, как резьбы завинчиваются, происходит сжатие охватываемого фитинга при растяжении охватывающего фитинга, в результате получается очень плотное соединение, которое не протекает.Вот почему становится все труднее повернуть трубу, когда вы продолжаете затягивать соединение. Однако это создает проблему, если вы соединяете два разных материала вместе. Если один из них мягче другого, то более мягкий будет выполнять все сжатие или растяжение. Сжатие, как правило, не является большой проблемой, но слишком сильное растяжение может быть плохой новостью для прочности материала. Чтобы отрегулировать этот эффект, внутреннюю резьбу на фитингах и клапанах часто усиливают, делая их толще.Посмотрите на типичный металлический фитинг с внутренней резьбой, похожий на муфту, и вы заметите усиленный конец. Для пластиковых клапанов они не только используют более толстый пластик, но и иногда помещают металлическое кольцо вокруг охватывающего конца или вставляют в пластик арматуру из стекловолокна.
Пластмассы, такие как ПВХ, создают большую проблему, поскольку пластик легко растягивается по сравнению почти со всеми металлами. По этой причине вам (почти) никогда не следует использовать фитинг из ПВХ с внутренней резьбой с металлическим фитингом с наружной резьбой. Поскольку наружная металлическая резьба тверже, наружная резьба не сжимается, и вся «отдача» исходит от внутреннего ПВХ.В результате внутренний ПВХ растягивается твердым металлом за пределы своей прочности, что приводит к возникновению крошечных трещин и утечек. Исключение, на которое я намекнул, состоит в том, что есть некоторые специальные пластиковые фитинги, которые имеют комбинацию более тяжелого пластика и металлических усиливающих колец, чтобы придать им достаточную прочность, чтобы противостоять растрескиванию под напряжением. Обычно эти фитинги используются только в крупных системах орошения сельскохозяйственных угодий, парков и полей для гольфа.
Существует также другой тип резьбы, называемый «трапецеидальной резьбой», который имеет резьбы одинакового размера.Это тип резьбы, которая используется на предметах, которые нужно легко разбирать, например на крышках банок.
Герметизирующие ленты и смазки для труб
При выполнении резьбовых соединений необходимо использовать герметик / смазку. Это продукт, который помогает герметизировать соединение, а также служит смазкой, облегчающей завинчивание охватываемого конца в охватывающее. Стандартными продуктами для этого являются тефлоновая смазка для труб, тефлоновая лента или лента из ПТФЭ. Для спринклерных систем предпочтительнее тефлоновая или тефлоновая лента. Если трубная смазка попадет в трубы, вода перенесет ее к спринклерам и забьет их (использование трубной смазки также аннулирует гарантию на большинство спринклеров.) Некоторые присадки для металлических труб несовместимы с пластиком. Они повредят пластик, что приведет к поломке в будущем. Придерживайтесь материалов из тефлона или ПТФЭ, предназначенных для использования на пластике.
При использовании трубной смазки нанесите ее на наружную резьбу. Постарайтесь не попасть на последнюю резьбу на конце, чтобы она не попала внутрь трубы. Нанесите хороший толстый слой, начиная со второй нити с конца. Большинство профессионалов используют смазку для тефлоновых труб, потому что она быстрее и требует меньше усилий для установки, чем тефлоновая лента.(Тефлоновая лента должна быть натянута в правильном направлении, иначе она оторвется.) Но они расплачиваются за поврежденные спринклерные головки, которые позже приходится заменять.
Некоторые тефлоновые ленты, которые обычно продаются у поставщиков со скидками, очень и очень тонкие. Если вы можете поднести ленту к источнику света и увидеть сквозь нее свет, у вас будет очень тонкая лента, и вам нужно будет использовать ее намного больше. При использовании дешевой тонкой ленты используйте около 9-10 витков вокруг наружной резьбы. Я считаю, что на самом деле дешевле купить более дорогую и толстую ленту.
Для качественной ленты требуется 3-4 витка наружной резьбы для создания хорошего уплотнения. Не наклеивайте ленту на первую нитку, и вам будет легче начать стыки. Когда вы надеваете ленту, туго затягивайте ее вокруг ниток, но не растягивайте ее слишком сильно. Вы должны видеть форму ниток сквозь ленту. Оберните ленту вокруг трубной резьбы в том же направлении, в котором она будет навинчиваться. (По часовой стрелке, если вы смотрите на конец наружной резьбы.) Если вы пойдете в другом направлении, лента будет отрываться, когда вы пытаетесь соединить концы вместе.
Я предпочитаю использовать ленту из ПТФЭ «сверхтяжелой» и «полной плотности» розового цвета. Я почти никогда не использую дурман.
Текст и изображения Джесс Страйкер, если не указано иное. Авторские права © Джесс Страйкер, 1997-2018. Все права защищены.
Как правильно измерить национальную трубную резьбу (NPT) впервые – превосходное промышленное предложение | Блог
Вы когда-нибудь заказывали трубу неправильного размера и задавались вопросом, что случилось? Вы измерили трубную резьбу.Фактически, вы измеряли его несколько раз перед размещением заказа, но как только ваш заказ прибывает и вы переходите использовать трубу, она не подходит. Что ж, измерение трубной резьбы кажется достаточно простым, но может быть обманчиво сложным. Несколько настроек измерения трубной резьбы могут иметь решающее значение и сэкономить время и нервы.
Наиболее распространенная резьба, используемая в обычных приложениях, соответствует стандартам трубной резьбы американского национального стандарта или национальной трубной резьбы (NPT).
Они включают как коническую резьбу, используемую в крепежных изделиях, так и трубную, и прямую резьбу.
Трубы с конической резьбой, часто используемые в водопроводных установках для подачи жидкостей или пара, имеют резьбовое сечение, имеющее форму конуса. Эта конструкция образует уплотнение при затягивании, так как боковые стороны резьбы прижимаются друг к другу
Фитинги с прямой резьбой соединяют трубопроводы, но не обеспечивают только уплотнение. Прямая резьба может быть заделана в охватывающую трубу тефлоновой лентой или трубным компаундом. Прочтите ниже рекомендации по измерению, относящиеся к NPT.
Свяжитесь с нами сегодня, чтобы обсудить ваши потребности или назначить консультацию на месте по телефону 314-638-6500, вариант 4.Эмпирическое правило при измерении трубной резьбы National заключается в вычитании дюйма из первоначального измерения. Толщина стенки трубы будет варьироваться в зависимости от трубы, поэтому всегда учитывайте это.
Вот пример: Чтобы измерить резьбу на наружной трубной резьбе дюйма (MPT), измерьте самые внешние стороны резьбы, затем вычтите дюйма из измерения внешнего диаметра (OD), чтобы учесть толщину трубы. стена с обеих сторон.При измерении внутренней трубной резьбы (FPT) измерьте внешний диаметр самой трубы и вычтите ¼ дюйма, чтобы найти правильный размер трубной резьбы.
Возможно, даже проще, чем это, приобрести измерительный инструмент, называемый штангенциркулем, который будет измерять внешний и внутренний диаметр (ID). Eaton Weatherhead предлагает в помощь штангенциркуль и измеритель шага резьбы.
Ознакомьтесь с таблицей ниже, чтобы узнать, как измерить трубную резьбу национального стандарта (NPT). Для получения дополнительных указаний по резьбе других труб см. Это справочное руководство от Eaton Weatherhead.
Таблица резьбы для труб National Pipe Tapered (NPT)Измерьте диаметр резьбы и вычтите 1⁄4 дюйма, чтобы найти номинальный размер трубы.
| Размер в дюймах | Размер тире | Номинальный размер резьбы | Наружный диаметр резьбы (дюймы) | Внутренняя резьба I.D. (дюйм) | |
| 1/8 | 02 | 1⁄8 -27 | .39 | .33 | |
| 1/4 | 04 | ¼-18 | .52 | .44 | |
| 3/8 | 8-18 | .65 | .58 | ||
| 1/2 | 08 | ½ -14 | .81 | .70 | |
| 3⁄4-14 | 1.02 | .92 | |||
| 1 | 16 | 1-11 ½ | 1,28 | 1,16 | |
| 1 1/4 | 9099 1 1/4 | 9099 -11 ½ | 1,62 | 1,50 | |
| 1 1/2 | 24 | 1 1⁄2-11 ½ | 1,86 | 1,73 | |
| 2-11 1⁄2 | 2.33 | 2,22 |
Дополнительные сокращения общей трубной резьбы
| NPT | Национальная трубная резьба (коническая) | |
| FPT | Внутренняя трубная резьба (взаимозаменяемая с NPT) | |
| FIP Внутренняя резьба | NPT (взаимозаменяемая) | |
| MPT | Наружная трубная резьба (взаимозаменяемая с NPT) | |
| MIP | Наружная железная труба (взаимозаменяемая с NPT) | |
| IPS Iron | взаимозаменяемая 9095||
| PTF | Короткая коническая трубная резьба по SAE | |
| NPTF | Топливо с трубной резьбой National (Американская коническая трубная резьба для герметичных соединений с сухим уплотнением) | |
| NPS Pipe Straight Mechanical (Американская национальная прямая трубная резьба для механических соединений) 9012 0 | ||
| NPSI | Американская национальная прямая промежуточная трубная резьба | |
| GHT | Резьба для садового шланга | |
| NST | Национальная резьба 9011 9011 Стандартная резьба 9011 | Британский стандарт с конической трубной резьбой (метрическая) |
Связано: Pro Советы по правильному выбору концевых соединений гидравлических шлангов
Многие люди измеряют трубу по внешнему диаметру при измерении не по стандарту NPT.Например, вы проводите мерную ленту по диаметру трубы и видите размер в 1 дюйм. Само собой разумеется, что тогда вы заказываете 1-дюймовую трубу. Однако вы будете удивлены, если детали не совпадут. На самом деле вам нужно заказать трубу ¾ дюйма, потому что выбранный диаметр должен относиться к внутренней части трубы, где происходит потенциальный поток, а не к внешней стороне, которая была измерена. Почему? Этим объясняется толщина стенки трубы. Так что не забудьте сосредоточиться на внутреннем диаметре.
Свяжитесь с нами сегодня, чтобы обсудить ваши потребности или назначить консультацию на месте по телефону 314-638-6500, вариант 4.Superior Industrial Supply содержит расходные материалы для гидравлических шлангов и промышленные инструменты, необходимые для бесперебойной работы. Если мы не можем предоставить вам то, что вам нужно, мы поможем вам это найти. Зайдите в наш офис в Сент-Луисе или позвоните по номеру 314-638-6500, вариант 4, и мы свяжемся с вами сегодня.
Где и как правильно использовать
Ленточные герметики можно найти во всем мире сантехники.Они используются во многих отраслях промышленности, поскольку для конкретных применений существуют различные ленточные герметики. Если вам нужна лента специально для нержавеющей фурнитуры, для этого есть лента. Ленточные герметики просты в использовании, но, как и большинство других вещей, при неправильном использовании они могут вызвать стресс и нагрузку на арматуру.
В этом блоге мы собираемся рассмотреть различные доступные ленточные герметики и лучшие области применения каждой ленты.
Политетрафторэтилен по понятным причинам сокращен до PTFE.ПТФЭ является гидрофобным, что означает, что ни вода, ни жидкости, содержащие воду, не могут смачивать ленту ПТФЭ. ПТФЭ с меньшей вероятностью вызовет трение о другие твердые тела.
Стандартная лента из ПТФЭ
Стандартная лента из ПТФЭ в основном используется для соединений систем водоснабжения, как питьевых, так и непитьевых, поскольку они устойчивы к коррозии и кислотам. Применения, в которых стандартная лента из ПТФЭ лучше всего работает, – это трубопроводы высокого давления и лучше всего используются с большинством химикатов.
Ленты из ПТФЭ премиум и специального назначения
Основное различие между стандартными лентами из ПТФЭ и специальными лентами из ПТФЭ заключается в том, что специальные ленты имеют цветовую маркировку для конкретных применений.Это позволяет легко убедиться, что вы берете правильную ленту для каждого приложения. Специальная лента из ПТФЭ также намного толще стандартной ленты и имеет значительно более высокую плотность.
Белый Премиум высокой плотности
Белая лента из ПТФЭ премиум-класса подходит для всех промышленных применений. В нем нет пигментов или добавок, что позволяет использовать его во всех сферах, включая обработку воды, масла и пищевых продуктов. В основном это места, где стандарты незагрязнения установлены довольно высокими.
Розовые сантехники
Как следует из названия, эта лента из ПТФЭ чаще всего используется сантехниками и монтажниками. Она имеет розовый цвет, чтобы обозначить, что эта лента является более прочной, чем стандартная белая лента для уплотнения резьбы.
Желтая газовая линия
Эта лента из ПТФЭ разработана специально для газопроводов всех типов, трубопроводов пропана, бутана и даже природного газа. Эта желтая лента из ПТФЭ соответствует всем мировым стандартам газовых компаний и быстро и легко герметизирует резьбу.
Зеленый кислород
Эта особая лента зеленого цвета, что делает ее идеальной для кислородных применений, таких как кислородные трубопроводы. Он не содержит смазки, но не поддерживает горение.
Серая нержавеющая сталь
К серой ленте из нержавеющей стали добавлен никелевый пигмент, поэтому ее можно использовать со всеми фитингами из нержавеющей стали. Эта лента предотвращает истирание и заедание. Толщина 4 мил и высокая плотность делают ее идеальной лентой для крупной резьбы из нержавеющей стали.Если вы хотите узнать о преимуществах ленты из ПТФЭ с фитингами из нержавеющей стали и о том, как правильно ее использовать, ознакомьтесь с нашим блогом «Как правильно герметизировать фитинги, ниппели и колодцы из нержавеющей стали».
Советы по правильной упаковке
При использовании ленточного герметика из ПТФЭ минимальной толщиной 2,5 мил. убедитесь, что лента достаточно толстая, чтобы обеспечить хорошее уплотнение и не тратить ее впустую. Чтобы обеспечить хорошее прилегание, наматывайте ленту по направлению резьбы. Вам нужно использовать всего 2–3 витка ленты, однако для более тонкой ленты может потребоваться 4–5 витков.Убедитесь, что вы начали наматывать конец фитинга, закрывая конец, чтобы нить не заедала. Для сборки соединения вы должны затянуть резьбовое соединение на 1-2 оборота от руки, будьте осторожны, чтобы не затянуть слишком сильно.
Также помните, сколько ленты вы используете. Излишек ленты увеличивает диаметр наружной резьбы, добавляя дополнительное напряжение. Однако слишком тонкая лента не обеспечит хорошего уплотнения.
Что нужно помнить
Важно помнить, что ленту из ПТФЭ нельзя использовать при соединении фитингов из ПВХ или клапанов с внутренней резьбой (FPT).Если лента используется на охватывающих соединениях, может произойти заклинивание, которое вызовет большую нагрузку на соединение во время сборки.
ЛентаPTFE не гарантирует герметичность соединения. Убедитесь, что вы всегда проверяете соединения под давлением воды, чтобы убедиться, что соединение не протекает.
Знание того, как правильно наматывать ленту из ПТФЭ, является ключом к легкому монтажу без напряжений. Использование специальных ленточных герметиков с цветовой кодировкой для различных применений делает это еще проще.Запишите это простое руководство в книгу, чтобы в следующий раз правильно обернуть фитинг или даже показать другу, как правильно использовать герметизирующую ленту. Как я люблю говорить, делиться заботой.