Как правильно паять медные трубы: Паяем медные трубы
alexxlab | 31.03.2023 | 0 | Разное
Как и с помощью каких инструментов происходит пайка трубок из меди
Пайка медных труб – это простой и надежный способ неразъемного соединения трубопровода. Медь относится к тем металлам, которые отлично поддаются пайке. Однако, чтобы проводить работу своими руками, необходимо придерживаться правил безопасности и иметь определенные знания.
Пайка медных трубок
Чтобы понять, как паять медные трубы, нужно изучить технологию процесса пайки, перечень оборудования и инструментов для проведения работ.
Технология соединения трубопровода
Медь является отличным материалом для проведения таких коммуникаций, как водоснабжение, отопление и газопровод. Медные изделия имеют массу положительных характеристик, а именно:
- Не поддаются коррозии;
- Имеют гладкую поверхность;
- Не боятся ультрафиолетового излучения;
- Обладают бактерицидными свойствами;
- Обладают высокой теплопроводностью;
- Выдерживают высокую температуру;
- Прочны;
- Долговечны.


Несмотря на то, что медь – это сравнительно дорогой материал, ее все чаще выбирают при обустройстве коммуникаций. Чтобы трубопровод был прочный и долговечный, его лучше запаять. Согласно нормативным документам бывает две разновидности пайки:
- Высокотемпературная;
- Низкотемпературная.
Горелки для пайка медных труб
Высокотемпературная пайка применяется там, где необходимо особо прочное соединение деталей. В быту высокотемпературная пайка используется для ремонта изделий из меди и латуни в тех случаях, когда нет другой альтернативы.
Пайка медных труб своими руками – вполне выполнимая задача. Технология, с помощью которой осуществляется пайка изделий, подразумевает использование таких элементов, как:
- Припой;
- Флюс;
- Щетка;
- Горелка.
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Особые случаи паечного соединения
Технология неразъемной пайки труб предполагает введение между ними припоя. Припой имеет температуру плавления несколько ниже, нежели медь. Пайка изделий предусматривает капиллярный эффект, при котором происходит смачивание и припой растекается по всей поверхности. Припой производится в виде проволоки.
Припой имеет температуру плавления несколько ниже, нежели медь. Пайка изделий предусматривает капиллярный эффект, при котором происходит смачивание и припой растекается по всей поверхности. Припой производится в виде проволоки.
Некоторую сложность представляет пайка меди со следующими металлами:
- Алюминием;
- Латунью;
- Нержавейкой.
Технология, с помощью которой происходит соединение меди с алюминием, латунью и нержавейкой отличается от других, и предполагает использование специальных припоев и флюсов. Соединение меди с такими металлами нельзя запаять обычным способом ввиду того, что на поверхности изделий моментально образуется оксидная пленка.
Необходимые элементы для пайки
Для того чтобы спаять медь с алюминием, необходимо:
- Удалить окисную пленку;
- Покрыть поверхность изделий канифолью.
Также соединение меди с латунью осуществляют с помощью твердого медно-фосфорного припоя.
Что необходимо для пайки цветных металлов
Для того чтобы спаять медные, латунные и бронзовые трубы, необходимо позаботиться о наличии специальных инструментов и материалов для пайки, цена которых может быть различной. К подобным инструментам относятся портативные газовые горелки, газокислородные установки (посты для пайки) или электрические устройства. А также различные расходники для пайки в частности твердые и мягкие припои, флюсы. Все это можно найти в каталоге «Инструменты и материалы для пайки и сварки» нашей компании.
К подобным инструментам относятся портативные газовые горелки, газокислородные установки (посты для пайки) или электрические устройства. А также различные расходники для пайки в частности твердые и мягкие припои, флюсы. Все это можно найти в каталоге «Инструменты и материалы для пайки и сварки» нашей компании.
Для чего предназначен флюс
Флюс представляет собой специальную пасту либо порошок, который очищает поверхность изделий от грязи и окислов, а также способствует лучшему растеканию припоя. Еще одним важным моментом является то, что флюс выполняет защитную функцию от попадания кислорода в стыковочный шов. На сегодня существуют такие разновидности флюса:
- Антикоррозийные;
- Кислотные;
- Бескислотные;
- Активированные.
Флюс для пайки меди должен соответствовать следующим требованиям:
- Иметь температуру плавления ниже температуры припоя;
- Равномерно покрывать поверхность изделия в месте пайки;
- Флюс должен полностью растворять окислы меди.
Флюс для пайки медных труб
Флюс необходимо использовать для защиты металла от взаимодействия с воздухом, благодаря чему получается качественное и надежное соединение деталей.
После завершения работы место соединения обязательно необходимо тщательно промыть и убрать остатки флюса, во избежание образования коррозии в месте соединения деталей.
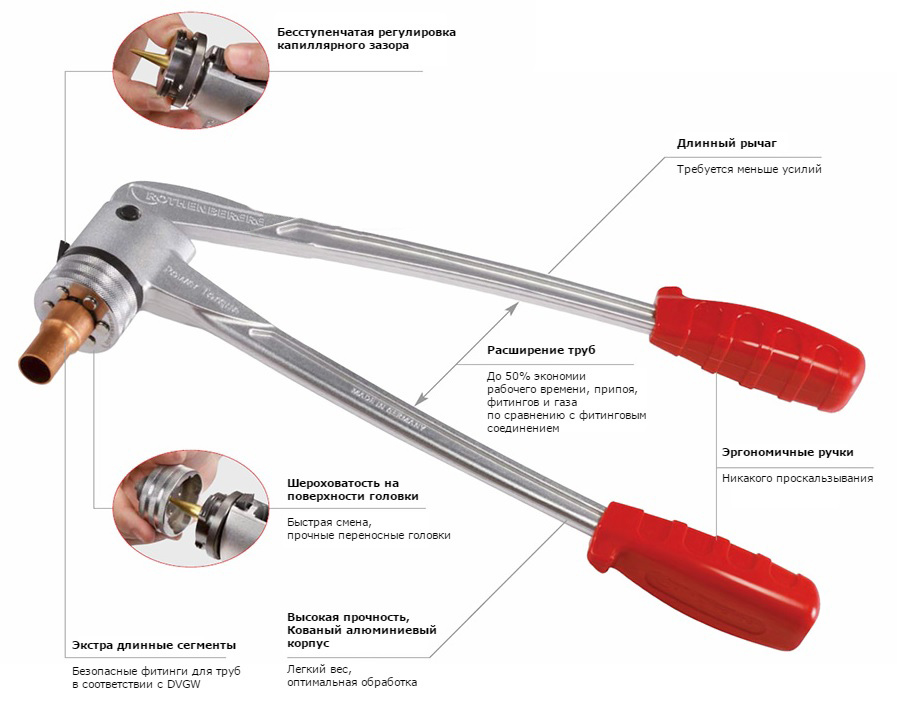
Какой инструмент необходимый для пайки
Для того чтобы спаять детали из меди в домашних условиях, необходимо иметь набор инструментов. Главный инструмент – это паяльник, который выполняет функцию нагрева деталей. Также для работы потребуется следующий набор инструментов:
- Труборез;
- Фаскосниматель;
- Расширитель для труб;
- Молоток;
- Рулетка.
В качестве паяльника чаще всего используется газовая горелка, работа которой заключается в том, что из встроенного баллончика подается газ. Благодаря системе нагрева жала, газовая горелка готова к работе уже через несколько секунд. Газовая горелка бывает таких видов:
Газовая горелка бывает таких видов:
- Для одноразового использования;
- Со стационарным баллоном;
- Ацетилен-кислородная.
Газовые горелки для пайки медных труб
Газовая горелка отличается по следующим критериям:
- Мощности;
- Производительности;
- Составу газа.
Для того чтобы осуществить соединение труб на строительных площадках или других объектах коммунального хозяйства, необходимо мощное оборудование – аппарат со стационарным газовым баллоном.
Для соединения труб в домашних условиях подойдет бытовой аппарат с одноразовым баллоном.
Такое оборудование отличается массой положительных достоинств:
- Мобильностью;
- Многофункциональностью;
- Регулировкой скорости нагрева;
- Безопасностью.
Качественная газовая горелка должна иметь ярко-синее пламя. Для заправки горелки подойдет обычный газ для зажигалок, которая работает по такому же принципу.
Состав газа отличается в зависимости от вида пайки.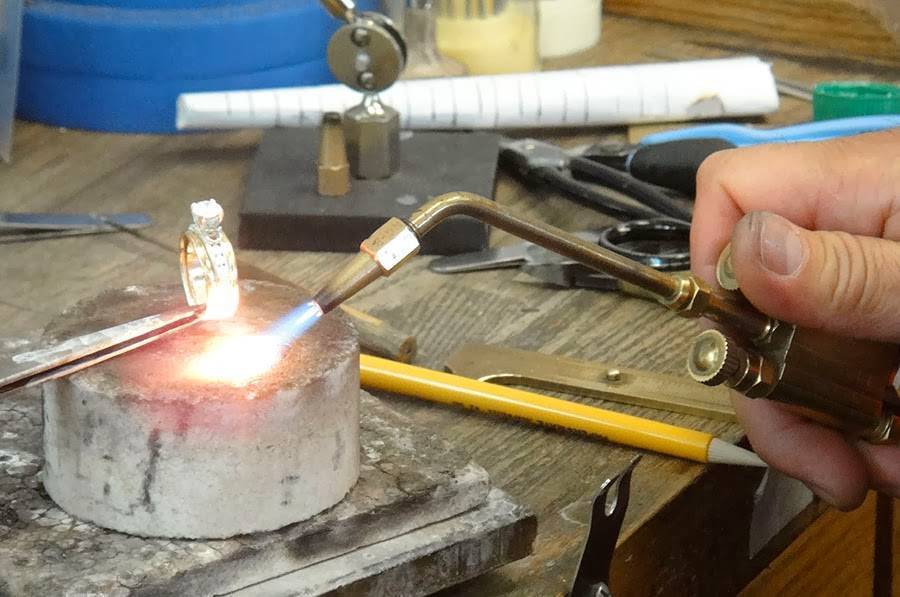 Существуют такие разновидности состава газовой смеси:
Существуют такие разновидности состава газовой смеси:
- Газ – воздух;
- Газ – кислород.
Газовая горелка для пайки медных труб
Особенности инструмента
Электрический паяльник для медных труб предназначен преимущественно для низкотемпературной пайки. Большинство моделей создает температуру четыреста пятьдесят градусов. Для такой пайки используют мягкий припой: оловянно-свинцовый или оловянно-медный.
В продаже есть различные виды инструмента. Существуют модели, питающиеся от стандартной электросети 220 В. Есть паяльники, для работы которых нужно применять понижающие устройства. Первый вариант более легкий, чем второй.
Выбирая инструмент нужно обращать внимание на некоторые его характеристики:
- мощность;
- температура разогрева;
- масса.
От мощности устройства зависит скорость нагрева и максимальные диаметр труб, которые можно спаивать. Чем она выше, тем быстрее осуществляется пайка меди. Масса инструмента свидетельствует о степени мобильности прибора. Если нужно постоянно перемещаться между несколькими объектами, выбирать следует устройство с небольшим весом.
Масса инструмента свидетельствует о степени мобильности прибора. Если нужно постоянно перемещаться между несколькими объектами, выбирать следует устройство с небольшим весом.
Температура нагрева также является важным параметром. Современные модели электропаяльников можно использовать как для низкотемпературной, так и высокотемпературной пайки. Существуют приборы, у которых этот показатель равен девятистам градусам.
Обращаем ваше внимание, что рассматриваемый тип устройств не подходит для пайки медных проводов небольшого сечения. Для этой цели правильнее использовать самый обычный электропаяльник мощностью до ста ватт.
Приборы для пайки в домашних условиях
Бытовые газовые горелки с одноразовым баллоном работают на смеси газ – воздух. Такой инструмент имеет небольшой вес и отлично подходит для пайки труб с небольшим диаметром. Смесь газ – кислород используется для заправки стационарных баллонов, там, где нужно профессиональное оборудование. Для того чтобы осуществить соединение труб, может также использоваться такое оборудование, как строительные фены.
Прежде чем использовать инструмент в домашних условиях, нужно внимательно прочитать инструкцию.
На сегодняшний день оборудование для пайки медных изделий выпускают как российские, так и зарубежные компании. Среди большого выбора можно найти, как профессиональное оборудование, так и небольшие горелки для использования в домашних условиях. Инструмент каждой фирмы отличается предназначением, качеством и ценой.
Процесс соединения медных труб
Чтобы надежно запаять медные изделия, необходимо выполнить одно условие – работу провести максимально быстро и четко.
Пайка медных трубок с припоем
Для того чтобы запаять трубы, необходимо сделать следующее:
- Труборезом обрезать трубу;
- Обработать край фаскоснимателем;
- Равномерно нанести флюс;
- С помощью горелки нагреть соединение до необходимой температуры;
- Добавить припой в зазор;
- Запаять шов;
- Очистить поверхность от остатков флюса.
Чтобы запаять медные трубы, не нужно дорогого оборудования и специальных навыков. При правильном проведении всех этапов, в итоге получиться абсолютно прочный и долговечный шов.
При правильном проведении всех этапов, в итоге получиться абсолютно прочный и долговечный шов.
В процессе работы с паяльником очень важно придерживаться правил техники безопасности, а также использовать такие средства для защиты, как перчатки, спецодежда и очки.
Пайка медных труб своими руками – технология не сложная и вполне посильная даже новичкам.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок. Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Согласно нормам соединение должно иметь длину, которая равна диаметру трубы.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
механические способы соединений без применения пайки
Несмотря на частое использование технологии пайки для соединений, медная труба нередко соединяется с фитингами и арматурой посредством механических способов без применения нагрева газовой горелкой. Причём, по мере технологического развития, механические способы соединений узлов медных труб становятся всё более практичными и рациональными для работы. На текущий момент соединения медных труб, фитингов и арматуры доступно выполнить несколькими опробованными механическими способами разъёмных соединений. Рассмотрим такие варианты механической сборки без нагрева более подробно.
Рассмотрим такие варианты механической сборки без нагрева более подробно.
Механические разъёмные соединения медных труб
Сантехническая и другая практика отмечается использованием целого ряда способов создания разъёмных соединений, которые по надёжности и прочности не уступают паяным. При эксплуатации водопроводных и прочих систем, где используются медные трубы, встречаются монтажные фрагменты, где пайка меди невозможна в принципе. Для таких ситуаций как раз и применимы разъёмные механические соединения:
- Конической развальцовкой.
- Накатными канавками.
- Связывающим обжимом.
- Вставкой нажимом.
Рассмотрим технологические моменты каждого способа на случай применения для строительства систем медных трубопроводов.
Способ #1: соединение конической развальцовкой
Развёрнутые по концам трубки — уширенные в сторону торца, рассматриваются приемлемой альтернативой организации соединения, когда использование пайки нежелательно, либо нецелесообразно.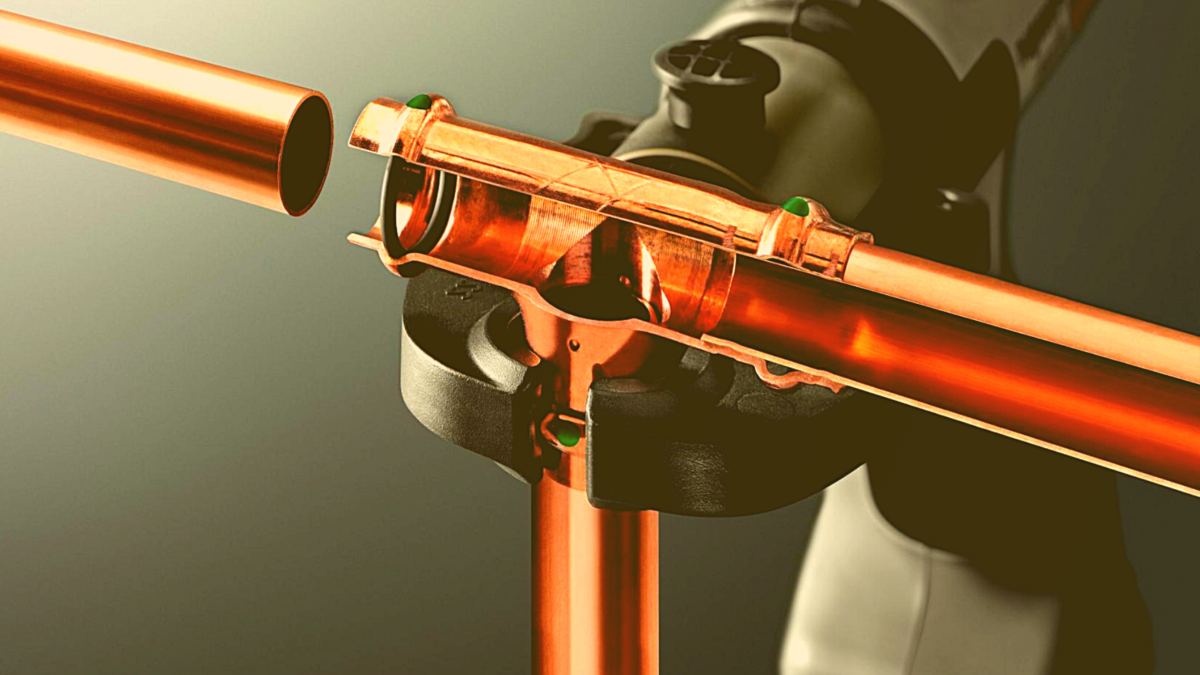
Системам водоснабжения обычно присущи соединение между трубой и раструбом при подключении, например, счётчика расхода воды. Кроме того, медную трубу нередко приходится соединять с латунными фитингами раструбной посадкой концевых частей труб, развальцованных на конус под 45°.
Подготовленное коническое механическое соединение медной трубы с фитингом под резьбовое закрепление сопрягаемых частей узла. Этот способ широко распространён на монтаже систем кондиционирования
Подобного рода соединение медной трубы с фитингом (арматурой) выполняется при помощи соответствующего инструмента, посредством которого делается коническая развальцовка концевой части медной трубы. Для каждого размера трубы применяется инструмент, соответствующий наружному диаметру медной трубы и углу наклона развальцовки — обычно 45º.
Инструмент включает в набор следующие элементы:
- раздвижные металлические планки с отверстиями разных диаметров;
- ярмо, оснащённое подвижным расширяющимся конусом;
- зажимной винт раздвижных планок.

Медная трубка предварительно отрезается дисковым труборезом для получения ровного торца под прямым углом относительно оси трубы. Затем на тело медной трубы надевается гайка латунного фитинга и производится развальцовка концевой части медной трубы до полного внутреннего диаметра без остаточных внутренних заусенцев.
Коническая развальцовка (развёртка) конечной части медной трубы при помощи специального инструментального набора под развальцовку разных диаметров медных труб
Процедура развальцовки проста. Основные моменты:
- точно по широкой кромке раздвижного стержня выставить торец медной трубы;
- ярмо установить по контрольным боковым отверстиям точно над срезом медной трубы;
- стянуть крепёжным винтом половины зажимных металлических планок;
- винт ярма с конусом плавно вкручивать по резьбе до характерного щелчка.
Следует отметить – не все инструменты обеспечивают функцию проскальзывания при достижении полной развальцовки — дают характерный контрольный «щелчок». Поэтому следует дополнительно контролировать процесс развальцовки.
Поэтому следует дополнительно контролировать процесс развальцовки.
Основные сведения
Медные фитинги — это соединительные части трубопровода, которые могут обладать различной формой и назначением. Основные функции — соединение, разведение, поворот трубопровода. По строению фитинги могут сильно отличаться друг от друга. Простой пример: резьбовые запчасти имеют на своих концах резьбу, с помощью которой выполняется монтаж. Тогда как обжимные детали могут быть в виде монолитной конструкции без резьбы на концах.
Основные виды детали в зависимости от ее формы:
- Прямые соединительные запчасти постоянного диаметра. Имеют вид полых цилиндров, с помощью которых соединяются два независимых участка трубопровода. Характерная особенность — концы запчасти имеют одинаковый диаметр. Поэтому надеваются такие запчасти на трубы одного диаметра.
- Прямые соединительные запчасти переменного диаметра. Также имеют вид пустотелых цилиндров для соединения. Основная особенность — концы запчасти имеют различный диаметр (пример: 30 и 50 миллиметров).
 Поэтому с помощью таких деталей соединяются трубы, которые имеют различный диаметр.
Поэтому с помощью таких деталей соединяются трубы, которые имеют различный диаметр. - Угловые медные фитинги. Имеют вид двух цилиндров, соединенных друг с другом по каким-либо углом. Размер угла обычно составляет 90 градусов, хотя встречаются тупоугольные и остроугольные запчасти. Подобные запчасти применяются в том случае, если нужно соединить несколько трубопроводных линий, которые пересекаются друг с другом под углом. Также их применяют для поворота трубопровода для решения конструктивных задача (скажем, стояк идет по стене от пола к потолку — после этого выполняется его разворот).
- Разводные детали. Имеют вид деталей, у которых имеется три и более выходов (большое распространение получили запчасти-перекрестки с четырьмя разводными отверстиями). Подобные запчасти применяются для разведения системы на несколько независимых трубопроводов, а также для сведения отдельных частей в единую систему. В большинстве случаев выходы располагаются по прямым углом, хотя также встречаются детали с косоугольным расположением выходов.
 При необходимости на неиспользуемые выходы может устанавливаться заглушка, которую при необходимости всегда можно демонтировать.
При необходимости на неиспользуемые выходы может устанавливаться заглушка, которую при необходимости всегда можно демонтировать.
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, создаваемые соединением с торцевыми выточками (накатными канавками), длительное время практиковались на устройстве спринклерных (оросительных) пожарных систем. Начиная с 1925 года, этот вполне надёжный метод соединения труб используется на стальных и железных магистралях отопления, вентиляции, кондиционирования воздуха и других систем.
Между тем, аналогичный способ механического соединения накатной канавкой также доступен для медных труб диаметром от 50 до 200 мм. Комплект для создания механического соединения накатной канавкой содержит:
- муфты,
- прокладки,
- разнообразные фитинги.
Система механического соединения накатными канавками предлагает практическую альтернативу пайке медных труб большего диаметра. Соответственно, способ накатной канавки не требует дополнительного нагрева (применения открытого пламени), как в случае пайки твёрдыми или мягкими припоями.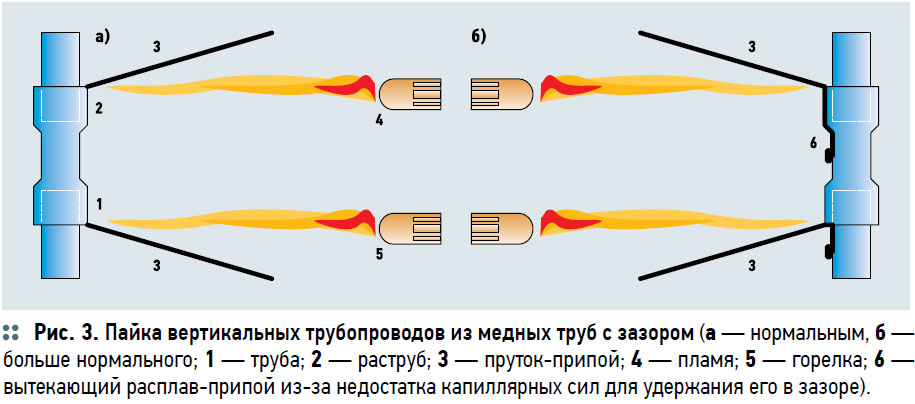
Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Соединение способом накатных канавок основано на свойствах пластичности меди и повышенной прочности этого металла при холодной обработке. Конструкция предполагает уплотнение зажимной системы, для чего используется прокладка синтетического эластометра (EPDM — Ethylene Propylene Diene Methylene) и специально разработанный зажим. Ряд производителей по всему миру предлагают инструменты под создание соединений накатными канавками — прокладки, зажимы, фитинги.
Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Затягивать окончательно зажимные гайки следует, прилагая требуемый крутящий момент в соответствии с рекомендациями производителя. После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.
После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.
Тестирование законченной системы с накатными канавками
Испытание законченной системы трубопроводов допускается выполнять методом подачи в систему давления воздуха или воды. Также не исключается гидропневматический метод, когда применяется относительно высокое испытательное давление.
Однако следует учитывать – величина испытательного давления не должна превышать максимально допустимого рабочего давления, указанного производителем системы накатных канавок.
Какие нюансы существуют
Чтобы организовать создание трубопроводной системы, используются трубы из прочного пластика. Нержавеющая сталь относится к дорогому ценовому сегменту, но надежность покрывает этот нюанс. Для проведения капитальных ремонтных работ, полноценной альтернативой может выступать труба из меди.
Такая система благоприятно переносит резкие температурные изменения, не боится большого количества содержания хлора или ультрафиолета. Во избежание развития коррозии, внутри устанавливаются специальные приспособления. В случае отсутствия в жидкости составов из тяжелых металлов и других веществ, то таким трубам ничего не помешает прослужить ни один десяток лет.
Во избежание развития коррозии, внутри устанавливаются специальные приспособления. В случае отсутствия в жидкости составов из тяжелых металлов и других веществ, то таким трубам ничего не помешает прослужить ни один десяток лет.
Среди существенных недостатков можно выделить следующие аспекты:
- Мягкость.
- Высокая стоимость.
Последний недостаток считается вполне оправданным за счет длительного эксплуатационного срока.
Способ #3: соединение связывающим обжимом (Press-connect)
Соединение медной трубы и арматуры из медного сплава посредством обжимного связывающего способа является быстрым, экономичным и не требует технологии пайки. Метод соединения связывающим обжимом (Press-connect) появился в Европе в конце 1950-х годов и до сих пор успешно применяется. С конца 1990-х годов этот способ соединений распространился по всему миру.
Структурный вид механического связывающего обжимного соединения («press-connect»), где высокая герметичность достигается за счёт использования элестомерного уплотнения
Практика применения связывающего обжимного соединения показывает удовлетворительные результаты. Как и в предыдущем (#2) варианте, здесь используется эффект пластичности и выраженной прочности меди при холодной обработке. Соединение связывающим обжимом предусматривает наличие:
Как и в предыдущем (#2) варианте, здесь используется эффект пластичности и выраженной прочности меди при холодной обработке. Соединение связывающим обжимом предусматривает наличие:
- специального фитинга,
- эластомерной прокладки,
- инструмента обжима,
- специальных губок.
Типичные диапазоны значений давления и температуры для соединений связывающим обжимом приведены в таблице ниже:
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Обжимное связывающее, D = 12,7 – 101,6 мм | 0 – 1375 | минус 18 / плюс 120 |
| Обжимное связывающее под высокое давление, D = 6,35 – 31,75 мм | 0 — 4826 | Минус 32 / плюс 150 |
Выбор монтажной техники
На практике чаще всего применяется два варианта монтажа медной трубопроводной системы. Перед началом работ, каждый решает сам, какой трубопровод будет: разъемный или неразъемный.
Выделяют следующие методы соединения:
- сварка с применением электрического аппарата,
- посредством прессования,
- использование газовой горелки или электрического паяльника.
Все методы разрешается выбирать в производстве, независимо от вида трубопровода. Главное решить, будут ли дополнительно использоваться фитинги или нет. Если система должна быть легкой и доступной в плане проведения ремонтных работ или добавления дополнительных элементов, целесообразно сделать трубопровод разъемным. Фитинг можно выбрать:
- компрессионный,
- с резьбой,
- с автоматической фиксацией.
Для самостоятельного создания это вариант лучший, нет необходимости применять пайку. Не обязательно иметь большой опыт или знания, чтобы сделать разборную систему самостоятельно в бытовых условиях. Периодически придется подтягивать гайки, чтобы избежать протечек. Постоянная корректировка давления приходит к снижению прочности крепежей.
Вариант без включения разъемов актуально в той ситуации, когда планируется закрыть ее бетонной стяжкой.
Здесь сварка станет обязательной процедурой. Она отличается от первого варианта длительным эксплуатационным сроком и надежностью. Резьба не должна присутствовать на медном изделии. Соединение проводится только при помощи фитингов. Дополнительно понадобится пайка или прессование.
Рис 8. Пример неразъемной системы
Пошаговое создание соединения связывающим обжимом
Медную трубу под соединение связывающим обжимом следует внимательно осмотреть на предмет наличия вмятин, глубоких царапин, грязи, масел, жира, других дефектов снаружи и внутри. Если обнаружена лёгкая овальность медной трубы в области обжима, соответствующим инструментом необходимо выправить дефект.
Шаг 1: подгон заготовки по размеру
Подготовительный процесс перед созданием узла способом типа «press-connect»
Точно подогнать медную трубу по длине с учётом упора в основание чаши соединительного узла. Отрезать заготовку по размеру дисковым труборезом, соблюдая перпендикулярность торцевой кромки.
 Удалить заусенцы, снять фаску торцевой части медной трубы, чтобы исключить вероятность повреждения прокладки при вставке медной трубы в фитинг.
Удалить заусенцы, снять фаску торцевой части медной трубы, чтобы исключить вероятность повреждения прокладки при вставке медной трубы в фитинг.Шаг 2: отметка глубины вставки и подбор кулачков
Подбор соответствующего кулачкового механизма и отметка глубины вставки концевой части в процессе применения способа связывающего обжима
РИС8 Подбор соответствующего кулачкового механизма и отметка глубины вставки концевой части в процессе применения способа связывающего обжима
Проверить фитинг под использование в узле, убедиться в целостности уплотнительной прокладки и правильном расположении. Глубину вставки концевой части медной трубы внутрь фитинга необходимо отметить на поверхности, прежде чем вставлять медную трубу внутрь фитинга. Выбрать подходящий размер прессующего кулачка, вставить в инструмент прессования.
Шаг 3: сочленение медной трубы с фитином и процесс обжима
Применение обжимного инструмента на завершающем этапе создания соединения механическим прессованием
Медную трубу следует вставить до упора внутрь фитинга, выровнять до момента наложения прижимных губок на фитинг.
 Поместить прижимные губки на буртик фитинга под углом 90° (перпендикулярно) относительно центральной осевой линии медной трубы. Активировать пусковой механизм прессующего инструмента.
Поместить прижимные губки на буртик фитинга под углом 90° (перпендикулярно) относительно центральной осевой линии медной трубы. Активировать пусковой механизм прессующего инструмента.По завершении цикла прессования ослабить зажимные губки, снять инструмент и визуально осмотреть шов, ориентируясь по ранее выставленной метке на поверхности медной трубы.
Соединения связывающим обжимом под высокое давление
Достижения в технологиях связывающих обжимных соединений и в разработках материалов для уплотнительных колец, позволяют применять соединения связывающим обжимом для систем высокого давления. Однако системы высокого давления требуют применения несколько иной конфигурации прессовых губок.
Результат изготовления соединительного узла техникой двойного обжима на 360º
Соединения связывающим обжимом для трубопроводов низкого давления, технологических трубопроводов и линий сжатых газов немедицинского назначения, используют единую стандартную шестиугольную форму прессования.
Соединение с помощью связывающих обжимов под более высокие давления требует использования специально разработанных пресс-фитингов и зажимных губок для обеспечения двойного обжима фитинга на 360°.
Как паять медную трубу
Перейти к содержимомуРемонт сломанных медных труб может показаться сложным. Тем не менее, это простая задача, если вы знаете, как это сделать правильно. Есть определенные вещи, которые вы должны иметь в виду при выполнении этой задачи.
Тем не менее, вам не о чем беспокоиться — в этом руководстве рассматриваются основы того, как запаивать течи в медных трубах, включая инструменты, которые вам потребуются для безопасного и правильного выполнения работы.
Как запаивать течи медных труб При пайке течей медных труб многое уходит от очистки поверхностей труб до резки труб на куски и нанесения паяльной пасты на стыки. Вам также необходимо проявлять большую осторожность при использовании необходимой пропановой горелки.
Требование должной осмотрительности означает, что многие домовладельцы обычно нанимают для выполнения этой работы профессиональных сантехников. В любом случае, может быть полезно понять процесс. Вот шаги, необходимые для пайки течи медной трубы.
Шаг 1: Подготовьте необходимые инструменты и материалыПервый шаг — получить все инструменты и материалы, необходимые для работы. Вы можете найти большинство из них в местном хозяйственном магазине.
Вот инструменты, необходимые для пайки.
- Лента сантехническая
- Паяльная горелка
- Клещи для шлицевых соединений
- Труборез
- Ведро для воды
Вот материалы, которые вам понадобятся для проекта по пайке медных труб.
- Медная трубка
- Медные фитинги
- Наждачная бумага
- Бессвинцовый припой
- Топливо для пайки
- Флюс для пайки
Защитные средства, такие как защитные очки, перчатки, рубашка с длинным рукавом, огнетушитель и защита лица, также имеют решающее значение, так как процесс потребует работы с горячим припоем и флюсом.
С точки зрения того, как паять медную трубу, следующим шагом будет отключение подачи воды в собственность, что приводит к ремонту трубы.
Если на трубопроводе нет специального клапана, вам придется перекрыть главный водяной клапан. Однако перед этим обязательно приготовьте ведро с водой на тот случай, если оно понадобится вам в экстренной ситуации, когда вода отключена.
Опорожнить линию наиболее удобным способом. Например, если труба находится на верхнем этаже, вы можете открыть кран внизу, чтобы полностью слить воду. Но для труб в подвале ищите накидку для шланга под соединением, которое вы хотите отремонтировать.
Откройте краны в самой нижней точке вашего дома, чтобы сбросить давление в системе. Это гарантирует, что у вас не будет воды под давлением в трубах при их разрезании.
Шаг 3: Отрежьте медную трубу в месте утечки Следующим шагом при пайке медной трубы будет отрезать медную трубу на расстоянии одного фута от места соединения с помощью трубореза.
Вы можете использовать новый фитинг, чтобы отметить точки, где вы будете резать. Поскольку существуют различные труборезы, лучше всего использовать режущий инструмент, который сделает резку более доступной, особенно в условиях ограниченного пространства.
Теперь, когда вы обрезали трубу, пришло время удалить небольшой заусенец, образовавшийся на внутренних краях трубы. Отсутствие заусенцев уменьшит диаметр трубы и вызовет турбулентность в потоке воды. Вы можете снять заусенцы с медной трубы с помощью канцелярского ножа, если у вас нет специального инструмента.
Шаг 4: Очистите концы отрезанной трубыЧтобы запаять течи медных труб, после обрезки труб используйте абразивную губку или тканевую наждачную бумагу для очистки вокруг отрезанных участков, пока они не станут гладкими и блестящими. Кроме того, отшлифуйте фитинг внутри, как вы это делали с трубой. Тщательная очистка — секрет создания прочных паяных соединений.
После того, как вы отшлифовали трубы, не прикасайтесь к чистым поверхностям голыми руками, так как жир с вашей кожи может помешать флюсу для пайки плотно склеить фитинг трубы.
Флюс – это кислота, поддерживающая чистоту соединений при нагреве труб. Это также помогает припою прилипать к медным трубам. Нанесите флюс снаружи медной трубы и внутри фитинга, чтобы все чистые поверхности были надлежащим образом покрыты.
Далее вставьте трубу в фитинг и удалите излишки флюса с поверхности ветошью. Если место соединения трубы расположено близко к деревянной стене, примите меры предосторожности, поместив вокруг трубы и других легковоспламеняющихся материалов огнезащитный щиток или мокрую тряпку.
Не наносите слишком много флюса — вам понадобится только тонкий слой. Причина: лишний припойный флюс при нагреве может растечься внутри трубы, а если оставить его на некоторое время, то он может медленно съедать линию и создавать дополнительные проблемы.
Шаг 6. Нанесите припой и нагрейте Следующим шагом при пайке течей медных труб является пайка соединения труб. Но сначала определите количество припоя, которое нужно использовать в вашей трубе, и время нагрева, необходимое для создания прочного соединения. Время нагрева и количество припоя будут зависеть от размера медной трубы, которую вы паяете.
Но сначала определите количество припоя, которое нужно использовать в вашей трубе, и время нагрева, необходимое для создания прочного соединения. Время нагрева и количество припоя будут зависеть от размера медной трубы, которую вы паяете.
Нагрейте трубу и попробуйте нанести припой, пока он не расплавится и не впитается в соединение. Снимите горелку сразу после того, как припой закипит. Перемещайте припой по окружности трубы, пока он плавится и проникает в зазоры.
Шаг 7: Дайте соединениям остыть, затем проверьте герметичностьПосле завершения пайки дайте соединению остыть самостоятельно. Не используйте мокрую тряпку для ускорения процесса охлаждения, так как это может привести к растрескиванию припоя, что может привести к утечке. Вместо этого подождите, пока сустав заживет, чтобы избежать дальнейших проблем.
Наконец, проверьте трубы на герметичность, снова открыв закрытый кран. Затем медленно откройте водяные клапаны и проверьте, не протекает ли соединение. Если течи нет, работа успешно завершена.
Если течи нет, работа успешно завершена.
Пайка течи медных труб может стать более сложной задачей, если у вас нет необходимых инструментов или материалов и вы работаете в ограниченном пространстве.
Гораздо разумнее нанять опытного сантехника, чтобы он помог устранить протечки в водопроводной системе. К счастью, в J. Blanton Plumbing работают профессиональные сантехники, которые знают, как запаивать течи медных труб.
Свяжитесь с нами сегодня!
Ссылка для загрузки страницы Перейти к началуКак паять медные трубы для начинающих
7 февраля 2023 г. 7 февраля 2023 г. | 10:30
Научиться паять медные трубы — это практичный и полезный навык, который может пригодиться, когда придет время починить или заменить сантехнику. Пайка медных труб требует терпения, точности и правильных инструментов. Это руководство познакомит вас с тем, что вам нужно знать о пайке медных труб, как новичку. Давайте начнем!
Это руководство познакомит вас с тем, что вам нужно знать о пайке медных труб, как новичку. Давайте начнем!
Сбор необходимых материалов
Первый шаг в обучении пайке медных труб — это сбор необходимых материалов. Вам понадобится горелка, флюсовая паста, наждачная бумага, флюсовая щетка, паяльная проволока, жидкость для флюса, труборезы или ножовки, а также наждачная ткань для полировки внутренней части ваших труб. Когда у вас есть все эти материалы, вы готовы приступить к работе.
Подготовка труб к пайке
После того, как все правильно собрано и настроено, пришло время подготовить трубы к пайке. Начните с очистки медных труб от грязи или мусора с помощью наждачной бумаги или наждачной бумаги. Затем нанесите тонкий слой флюсовой пасты на края каждой трубы с помощью щетки для флюса, прежде чем нарезать их на нужные длины труборезами или ножовками. Затем влажной тканью сотрите излишки пасты по краям и убедитесь, что на рабочей поверхности нет посторонних предметов.
Нанесите жидкий флюс для припоя
Перед началом процесса пайки медных труб необходимо нанести флюс для припоя на каждую кромку, где встречаются две детали, чтобы обеспечить их правильное соединение во время нагрева. Это также поможет защитить вашу рабочую поверхность от повреждения из-за теплопередачи, а также обеспечит герметичность всех точек соединения после полного остывания. Не пропустите этот шаг!
Наконец-то нагрейте трубы горелкой;
пора доставать свой факел! Нагревайте каждое соединение одно за другим, пока они не достигнут температуры, при которой они станут достаточно пластичными, чтобы можно было наносить паяльную проволоку (которую следует помещать вокруг каждого соединения перед нагревом) без слишком быстрого плавления. После того, как вы использовали достаточное количество припоя вокруг каждого соединения и они полностью остыли (около 10 минут), поздравляем — вы успешно спаяли два куска медной трубы вместе!
Вывод:
Хотя на первый взгляд обучение пайке медных труб может показаться пугающим для новичков, оно не должно быть сложным, если вы будете внимательно следовать этим простым шагам и не торопитесь на каждом этапе процесса.