Как правильно сваривать металл электросваркой: Как научиться сваривать металл. Советы для начинающих. — интернет-магазин Евротек
alexxlab | 14.07.2023 | 0 | Разное
Как самостоятельно научиться правильно сваривать металл: урок электродуговой сварки инвертором
Содержание
- 1 Основы сварки
- 1.1 Виды электросварки
- 1.2 Технология процесса
- 1.3 Рабочие инструменты сварщика
- 2 Азы электродугового способа
- 2.1 Розжиг электродуги и наложение шва
- 2.2 Манипуляция электродом
- 2.3 Работа с трубами
- 2.4 Несколько советов мастера
На дачном участке, у себя в частном доме, гараже или собственной мастерской часто бывают случаи, когда требуются навыки сварщика. Особенно данные навыки полезны при ведении строительства собственными силами. А научиться, как пользоваться электросваркой и использовать ее для своих нужд довольно просто. Для этого нужно понимать основы сварки металла, знать некоторые профильные секреты и научиться ими пользоваться.
Основы сварки
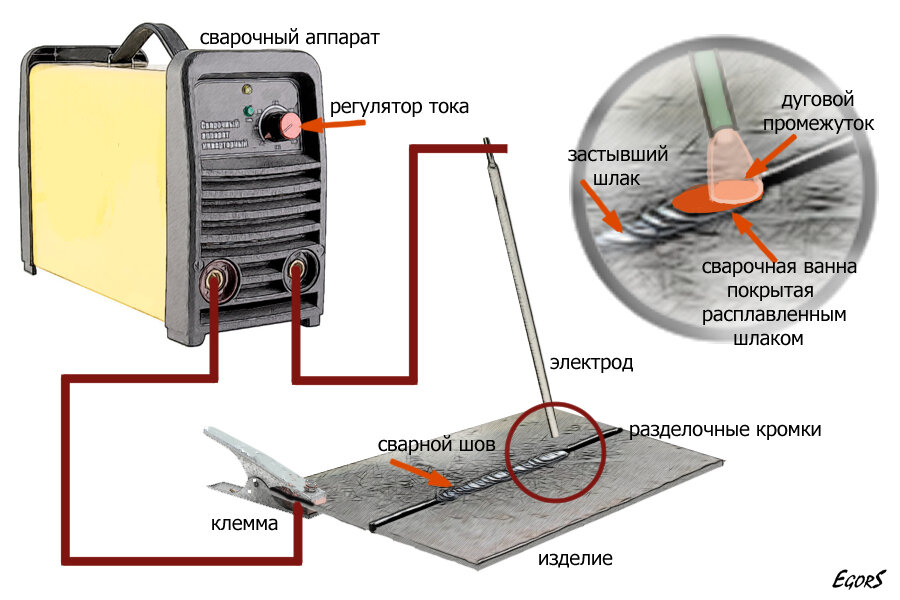
Суть электросварки металла состоит в следующих действиях. Силовой агрегат в виде трансформатора или инвертора вырабатывает определенной мощности ток, который подается по кабелям к специальному электроду из металла. Между металлической заготовкой, приготовленной к сварке и электродом возникает электрический разряд, образуя устойчивую высокотемпературную электрическую дугу, расплавляющую металл. При этом образуется точечная ванночка кипящего металла, в которой плавится и сам электрод, выполняющий одновременно роль присадочного материала.
Между металлической заготовкой, приготовленной к сварке и электродом возникает электрический разряд, образуя устойчивую высокотемпературную электрическую дугу, расплавляющую металл. При этом образуется точечная ванночка кипящего металла, в которой плавится и сам электрод, выполняющий одновременно роль присадочного материала.
Сварщик, передвигая дугу, формирует шов, в котором кипящий метал обоих свариваемых между собой заготовок перемешивается образуя единое монолитное соединение.
Виды электросварки
Электрическая дуга горит за счет мощного тока подаваемого к электроду. Ток может быть переменным и вырабатываться сварочным трансформатором или постоянным, подаваемым к месту сварки от инвертора:
- Трансформатор. В зависимости от модели может подключаться к сети 220 либо 380 V. Но работать с этим агрегатом новичку будет сложно, так как при переменном токе электродуга непостоянна и удерживать ее человеку с небольшим опытом сварочных работ довольно трудно.
 При этом дуга создает шум и ей свойственно разбрызгивать кипящий металл из ванночки. Сам трансформатор отличается большим весом, громоздкостью и создает значительные перепады напряжения в электросети особенно в момент зажигания электродуги. Это, естественно, отрицательно воздействует на бытовую технику.
При этом дуга создает шум и ей свойственно разбрызгивать кипящий металл из ванночки. Сам трансформатор отличается большим весом, громоздкостью и создает значительные перепады напряжения в электросети особенно в момент зажигания электродуги. Это, естественно, отрицательно воздействует на бытовую технику. - Инвертор. Выдает к электроду постоянный ток, преобразованный из переменного, который он получает от централизованной электросети напряжением 220 V. Аппарат имеет небольшой вес, компактный, работает бесшумно и практически не влияет на напряжение в сети, отличается высокой производительностью. Подаваемый к электроду постоянный ток обеспечивает устойчивое горение электродуги, которой даже можно варить жесть, благодаря чему ее проще контролировать и перемещать при сварке.
Именно такой аппарат должен использовать начинающий мастер для приобретения сварочных навыков.
Технология процесса
Электросварка относится к высокотемпературному процессу плавки металла. Чтобы было понятно, как правильно сваривать металл электросваркой, нужно отчетливо осознавать все происходящие процессы:
Чтобы было понятно, как правильно сваривать металл электросваркой, нужно отчетливо осознавать все происходящие процессы:
- Электродуга зажигается при прикосновении электрода к металлу, после чего между ними образуется небольшое расстояние (2−5 мм) которое требуется постоянно удерживать. Под воздействием дуги металл свариваемых заготовок и электрода плавится и перемешивается.
- Объем сварной ванночки зависит от подаваемого на электрод напряжения, ее положения в пространстве, скорости, с которой перемещается электродуга, размера и формы кромок свариваемых заготовок и других аспектов. Средняя глубина ванночки обычно составляет около 6 мм, длина порядка 10−30 мм, а ширина в пределах 8−15 мм.
- Покрытие электрода при сгорании образует облачко газа, которое защищает дугу и расплавленный металл от окисления при взаимодействии с воздухом, а также обеспечивает поддержку определенной температуры, необходимой для плавления металла.
- В момент, когда горящий электрод перемещается из точки, в которой только что был расплавлен металл, начинается процесс кристаллизации и остывания шва, соединяющего сваренные детали.
 При этом на его поверхности образуется корка шлака, которая в дальнейшем сбивается молотком.
При этом на его поверхности образуется корка шлака, которая в дальнейшем сбивается молотком. - Образовавшийся на поверхности расплавленного металла шлак от покрытия электрода также способен держать температуру во время кристаллизации металла одновременно, не допуская к нему кислород из воздуха.
Рабочие инструменты сварщика
Инверторы для сварки продаются уже с комплектом кабелей с электродным держателем и прищепкой для массы. Но при покупке все эти рабочие элементы рекомендуется тщательно осмотреть, чтобы убедиться в их качестве.
Сварочные кабели должны быть покрыты гибкой резиновой изоляцией с надежными контактными наконечниками из латуни и подходить к разъему выбранного аппарата. Если инвертор рассчитан для работы в пределах 150А — его кабеля должны иметь сечение около 16 мм2. При силе тока в 200А — 25 мм2, а свыше 250А — желательно использовать сечение 35 мм2. Также нежелательно удлинять провода, так как это снижает мощность тока, подаваемого к электроду.
Держатель электродов. Является самым важным инструментом сварщика, потому, что им производится основная манипуляция электродугой при сваривании металла. Обычно это качественно изолированный и совершенно безопасный держатель в виде прищепки. Эта модель удобна тем, что после замены, перед тем как варить электродом, его можно выставить не только перпендикулярно по отношению к держателю, но и выставить определенный градус в 45о.
Зажим, при помощи которого масса подключается к свариваемой заготовке, должен иметь мощную пружину и латунные контакты.
Кроме всего этого, сварщик должен быть обеспечен:
- Защитной маской, которая не пропускает вредные лучи сварочной дуги.
- Перчатки и одежду из плотного, непрогораемого материала и кожаной обувью.
- Подсобными инструментами в виде комбинированного молотка с зубилом и металлической щетки.
- Ведром с водой или огнетушителем.
Электроды выбираются в зависимости от толщины металла, который будет свариваться.
Мощность напряжения для сварки выставляется в расчете от используемого диаметра электрода, при этом следует отталкиваться от значения — на 1 мм диаметра электрода достаточно мощности в пределах 30−40 А.
Желательно данное значение не превышать, иначе электрод будет вместо спокойной плавки металла просто выдувать его из ванночки.
Азы электродугового способа
В рекомендациях, как научиться варить инвертором, рекомендуется обратить внимание именно на начало процесса сварки. Прежде чем начать работу, следует выставить свариваемые заготовки в заданное положение, а при надобности надежно их зафиксировать на рабочем столе. Для пожарной безопасности рядом должно находиться ведро с водой. Во избежание случайного возгорания нельзя производить сварку на основании из дерева. Не допускается разбрасывать горячие огарки электродов в зоне ведения сварных работ.
Розжиг электродуги и наложение шва
Чтобы зажечь дугу без залипания электрода рекомендуется его наклонить к металлической заготовке под углом примерно около 600 и произвести им скользящее движение (примерно, как спичку о коробок). После того как появится искра, электрод следует оторвать от металла на расстояние не более 3−5 мм и удерживать его в таком положении на протяжении всего процесса сварки. Если электрод во время розжига дуги залипнет к поверхности металла, его нужно просто качнуть из стороны в сторону и повторить попытку розжига.
После того как появится искра, электрод следует оторвать от металла на расстояние не более 3−5 мм и удерживать его в таком положении на протяжении всего процесса сварки. Если электрод во время розжига дуги залипнет к поверхности металла, его нужно просто качнуть из стороны в сторону и повторить попытку розжига.
Электрод во время горения дуги нужно медленно перемещать вдоль свариваемых кромок металлических заготовок, плавно совершая им колебательные движения. Этими движениями расплавленный под большой температурой металл как бы «сгребается» в центр ванночки, образуя монолитный, слегка выпуклый шов.
После того как электрод сгорит до минимального размера, его следует заменить новым. После этого удаляется шлак с наваренного шва, а затем на расстоянии примерно около 10−12 мм от углубления, которое образовалось в конце проваренного шва, зажигается электродуга.
После этого электрод возвращается к углублению, заполняется кипящим металлом от электрода, и работа продолжается.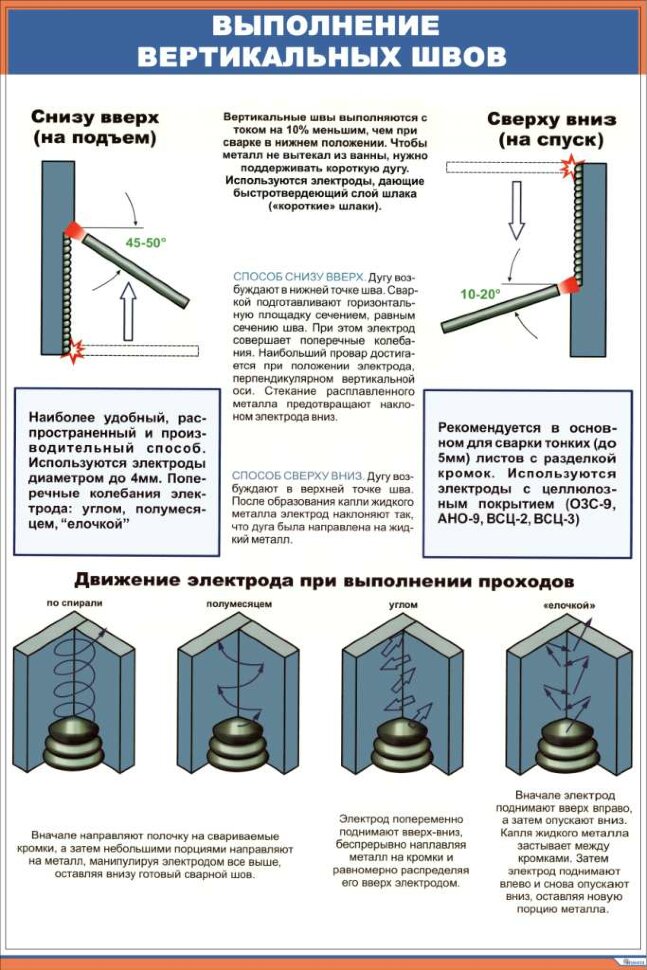
Манипуляция электродом
Перед тем как научиться варить инвертором, нужно познакомиться с траекториями движения электрода, которые нужно делать при сварочных работах. Они могут выполняться по трем направлениям:
- Поступательные движения. Небольшие колебательные движения дуги производятся вдоль свариваемого шва. Для этого достаточно поддерживать стабильное горение электродуги определенной длинны.
- Поперечные движения из стороны в сторону выполняются для формирования определенной ширины сварного шва. Обычно используется для перекрытия ранее наложенных сварных швов.
- Продольное направление. Формируется обычный, но тонкий шов определенной высоты, которая образуется в зависимости от скорости движения электрода и его диаметра. Для придания образовавшемуся шву большей прочности он перекрывается новым, выполненным с помощью поперечного движения электродуги.
На практике при сварке особенно толстого металла используются все три движения, которые производятся по очереди при последовательной накладке очередных швов друг на друга.
Кроме классических манипуляций у каждого сварщика со временем вырабатывается личный почерк. Но главная работа заключается в хорошей проплавке кромок свариваемых деталей и создание шва заданной высоты и ширины.
Работа с трубами
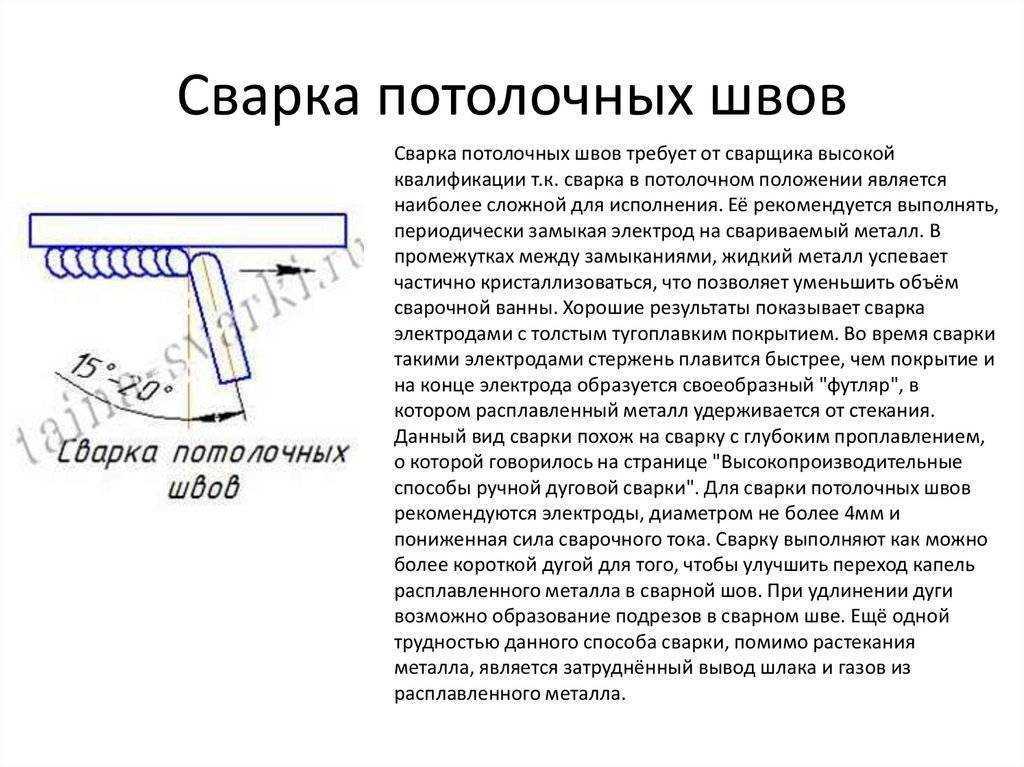
Ручной дуговой сваркой могут накладываться вертикальные, горизонтальные и потолочные швы и самый простой — сварка в нижнем положении. Например, отопление, при горизонтальном положении трубопровода сварка выполняется практически во всех пространственных положениях. Кроме этого, если труба расположена вертикально, накладывается только горизонтальный шов.
Трубу можно самостоятельно заварить путем ее поворота вокруг своей оси, используя газовый аппарат или инвертор. В данном случае ее сваривают вертикальным швом или в нижнем положении.
Если толщина стенок свариваемых труб не более 6 мм, на стык накладываются два шва: коренной и перекрывающий слой. При толщине стенок в диапазоне 6−12 мм накладывается не менее 3 слоев. Если металл имеет толщину больше 19 мм, тогда шов формируется из четырех и более слоев.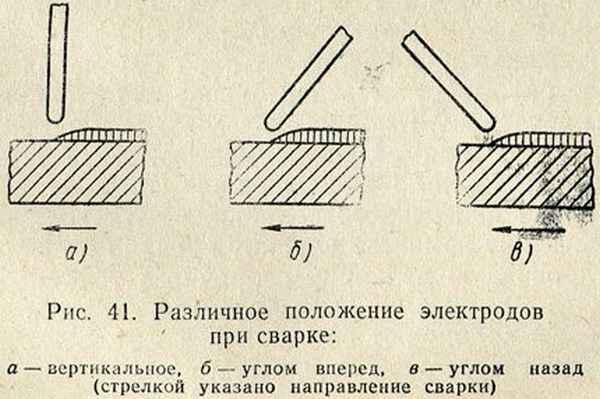
Каждый наложенный шов обязательно должен освобождаться от шлака и тщательно зачищаться, после чего разрешается накладывать очередной слой.
Самым ответственным швом является первый (коренной). Он полностью расплавляет кромки трубы и после окончания сварки тщательно проверяется на наличие пор и трещин. Если таковы обнаруживаются, они вырезаются, и это место проваривается по-новому.
Второй слой и все следующие выполняются в более медленном темпе, при этом начало каждого нового слоя должно исходить от предыдущего со смещением в пределах 15−30 мм. Завершающий верхний слой должен плавно сливаться с поверхностью металла свариваемой трубы и иметь определенный катет.
Для улучшения качества проваренного стыка трубы новый слой по отношению к предыдущему ведется в обратном направлении.
Несколько советов мастера
Чтобы лучше усвоить практические уроки электросварки, желательно начинать тренироваться с умения накладывать швы на толстом металлическом листе.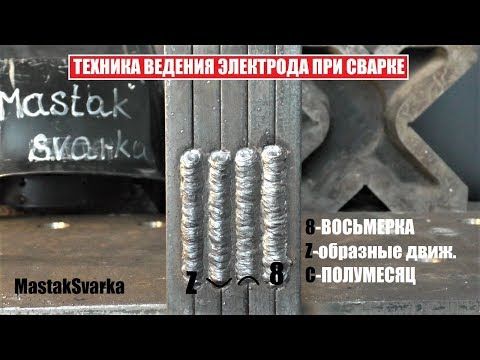 На нем легче научиться манипулировать электродугой, накладывая самые различные швы, используя простые размеренные движения электрода. Полученные навыки помогут прочувствовать, под каким углом электрода и при каких движениях лучше получается шов и в дальнейшем помогут выработать определенный стиль владения держателем.
На нем легче научиться манипулировать электродугой, накладывая самые различные швы, используя простые размеренные движения электрода. Полученные навыки помогут прочувствовать, под каким углом электрода и при каких движениях лучше получается шов и в дальнейшем помогут выработать определенный стиль владения держателем.
Сваривать две заготовки длинным сплошным швом сразу не рекомендуется. При температуре шов будет стягиваться, и сваренная деталь деформируется. Чтобы этого не произошло, заготовки следует временно скрепить между собой небольшими точечными прихватками с шагом примерно 80 — 250 мм. При этом шаг зависит от размеров заготовок, приготовленных к сварке.
- Автор: admin
- Распечатать
Оцените статью:
(6 голосов, среднее: 3.5 из 5)
Поделитесь с друзьями!
Как правильно сваривать металл инвертором: инструкция для новичков
Главная » Обработка металла » Сварка » Как новичкам правильно сваривать металл инвертором?
На чтение 5 мин
Содержание
- Что такое сварочный инвертор и как он работает
- Конструкция и преимущества инверторных сварочных аппаратов
- Подготовка к работе
- Работа инвертором
- Розжиг дуги
- Передвижение электрода
- Контроль дугового промежутка
- Правила создания ровных швов
- Оборудование и техника безопасности
Для соединения заготовок и листов используется специализированное оборудование. Самыми популярными считаются аппараты инверторного типа. Чтобы сделать качественный шов, новичкам нужно знать, как правильно сваривать металл инвертором.
Самыми популярными считаются аппараты инверторного типа. Чтобы сделать качественный шов, новичкам нужно знать, как правильно сваривать металл инвертором.
Что такое сварочный инвертор и как он работает
Инвертор представляет собой современное оборудование, которое используется для соединения металлических деталей. Принцип сварки инвертором аналогичный другим сварочным аппаратам. Прибор вырабатывает ток максимальной силы, благодаря которому появляется электрическая дуга. В дальнейшем она поддерживается за счёт мощного напряжения и позволяет разогревать металл. В случае с инвертором дуга появляется между обрабатываемой поверхностью и электродом. Его отличие в том, что в стандартных моделях мощное напряжение вырабатывается с помощью трансформатора. В инверторе другая система.
Чтобы создать мощное напряжение, входной ток в 220В проходит через специальный выпрямитель. Там он преобразуется в постоянный. Далее постоянный ток преобразуется в переменный с частотой до 100 кГц. На последнем этапе происходит выпрямление потока и последующее его использование в сварочных работах. Важно знать, как сварить заготовки вместе и что для этого нужно, чтобы получить прочную конструкцию.
На последнем этапе происходит выпрямление потока и последующее его использование в сварочных работах. Важно знать, как сварить заготовки вместе и что для этого нужно, чтобы получить прочную конструкцию.
Конструкция и преимущества инверторных сварочных аппаратов
Перед тем как покупать сварочное оборудование инверторного типа, желательно ознакомиться с его устройством и сильными сторонами.
Конструкция инвертора представляет собой 4 ключевых детали:
- Трансформатор. В моделях инверторного типа по размеру этот элемент не более пачки от сигарет. Он предназначен для снижения высокочастотного переменного напряжения.
- Высокочастотный выпрямитель. Этот элемент выравнивает переменный ток, поступающий от общей сети. После него ток попадает в высокочастотный фильтр и выходит постоянным потоком.
- Фильтр. Представляет собой конденсатор и дроссель. Предназначен для сглаживания выпрямленного тока.
- Выпрямитель. Диод, в который поступает начальный поток тока из общей сети.

Все элементы помещаются в металлический или пластиковый корпус, на котором расположена система управления аппаратом.
Преимущества инвертора:
- КПД у таких аппаратов может достигать 90%. Практически вся энергия, которую потребляет оборудование, уходит на создание и поддержку дуги.
- Потребляемая мощность ниже, чем у моделей с большим трансформатором.
- Небольшие габариты. Малая масса. Благодаря этому использовать сварочный аппарат можно в труднодоступных местах.
- Минимальное количество брызг расплавленного металла в процессе работы.
- Минимальный уровень нагрузки на общую электросистему.
- Возможность подбирать электроды нужной характеристики.
Работать с инвертором просто. Человеку без опыта достаточно попробовать 2–3 раза сварить между собой детали, чтобы понимать, как правильно делать шов.
Инверторный сварочный аппаратПодготовка к работе
Перед тем как производить сварку металла инвертором, требуется подготовить рабочее место, электроды, оборудование. Чтобы научиться варить электросваркой не нужно искать профессиональные приспособления и рабочие верстаки. Для начала подойдёт небольшой металлический стол. Главное, чтобы на нём свободно размещались все инструменты, сварочный аппарат и заготовки.
Чтобы научиться варить электросваркой не нужно искать профессиональные приспособления и рабочие верстаки. Для начала подойдёт небольшой металлический стол. Главное, чтобы на нём свободно размещались все инструменты, сварочный аппарат и заготовки.
Важно подготовить качественное освещение и вентиляцию в помещении. При сварке металлов выделяются вредные испарения. Помимо освещения и вентиляции требуется убрать как можно дальше горючие материалы и жидкости. Сварщику нужно стоять на материале, не проводящем электричество.
Электроды выбираются в зависимости от того какие металлы нужно сваривать и какой они толщины. На упаковках с расходными материалами указывается для какого материала они предназначены.
После выбора электродов и подготовки рабочего места, требуется подключить оборудование. Из инвертора выходит два кабеля. Один представляет собой массу и имеет «металлический крокодил» на конце. Он прицепляется на обрабатываемую деталь или к металлическому столу.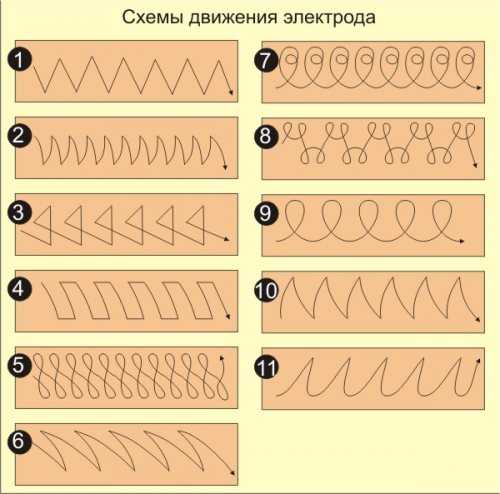 Второй кабель представляет зажим для электрода.
Второй кабель представляет зажим для электрода.
Работа инвертором
Перед включением аппарата желательно ознакомиться с тем, как варить инверторной сваркой. В комплекте с покупным оборудованием присутствует инструкция. Ниже будут описаны основные этапы работы.
Розжиг дуги
В первую очередь необходимо разжечь дугу. Для этого применяется два метода:
- Чирканье — сварщик начинает вести электродом по обрабатываемой заготовки, а потом поднимается над ней до образования искры.
- Постукивание — более популярный вариант розжига дуги. Сварщик постукивает концом электрода по месту будущего сваривания до появления искры.
Способ розжига дуги выбирается в зависимости от комфорта и удобства.
Передвижение электрода
Чтобы качественно приварить деталь к детали, необходимо знать, как двигать электродом. Новички думают, что достаточно зажечь дугу и медленно провести электродом по месту соприкосновения деталей, чтобы получился ровный шов. Важно правильно выбирать постоянный угол движения электрода, скорость перемещения рабочей части оборудования. Вести электрод прямо под прямым углом допустимо для тонколистового металла.
Вести электрод прямо под прямым углом допустимо для тонколистового металла.
Контроль дугового промежутка
Ещё один важный момент при сварке инвертором — расстояние между концом электрода и металлической поверхностью. Если расстояние около 2-х мм, проварка будет неглубокой и шов получится не прочным. Когда дуга более 4 мм, она становится нестабильной. Разбрызгивание металла увеличивается, а точность шва снижается. Располагать рабочую часть инверторного аппарата желательно на расстоянии 3 мм от металлической поверхности.
Правила создания ровных швов
Чтобы правильно варить металл и делать ровные швы, требуется учитывать некоторые особенности:
- Выбор угла сварки. Оптимальным считается диапазон углов от 30 до 40 градусов.
- Класть шов требуется продольными и поперечными движениями. В интернете существуют различные схемы, по которым можно тренировать движения нанесения шва.
Скорость выбирается в зависимости от выбранного способа работы электродом. Если вести электрод медленно, можно перегреть поверхность. При быстром ведение шов получается не прочным.
Если вести электрод медленно, можно перегреть поверхность. При быстром ведение шов получается не прочным.
Оборудование и техника безопасности
Можно осуществлять не только сварку, но и резку металла сварочным инвертором. При проведении работ сварочным оборудованием, требуется учитывать правила техники безопасности:
- Оборудование требуется проверить на наличие дефектов и поломок.
- Сварочный процесс является вредным для здоровья. Чтобы защитить глаза, требуется использовать специальную маску сварщика. Она комплектуется светофильтрами, которые защищают зрение.
- Помимо маски сварщику нужны защитные перчатки, спецодежда, обувь.
( 2 оценки, среднее 2.5 из 5 )
Поделиться
Руководство для начинающих по дуговой сварке в среде защитного газа – PrimeWeld
Дуговая сварка в среде защитного газа (SMAW или сварка электродом) была одним из первых изобретенных процессов дуговой сварки. Он восходит к 1890 году и является отличным вариантом для начинающих, так как оборудование для начала простое и экономичное. Но его простота не означает, что его не стоит изучать — это один из наиболее распространенных сварочных процессов, используемых сегодня в промышленности.
Он восходит к 1890 году и является отличным вариантом для начинающих, так как оборудование для начала простое и экономичное. Но его простота не означает, что его не стоит изучать — это один из наиболее распространенных сварочных процессов, используемых сегодня в промышленности.
SMAW — это ценный навык, независимо от того, занимаетесь ли вы сваркой какое-то время или только начинаете. Это руководство по дуговой сварке защищенным металлом покажет вам все, что вам нужно знать, чтобы начать работу.
Что такое дуговая сварка защитным металлом?Дуговая сварка защищенным металлом представляет собой процесс электродуговой сварки.
Используются расходуемые электроды фиксированной длины, покрытые флюсом. Когда этот флюс сгорает на дуге, он образует газовую защиту, защищающую расплавленный металл сварного шва от элементов. Другие дуговые процессы, такие как MIG и TIG, также защищают дугу — с помощью подаваемого газа, а не создаваемого газа.
Что означает дуговая сварка металлом? Дуговая сварка металлическим электродом означает, что основной и присадочный металлы плавятся под действием электрической дуги. Экранированный означает, что дуга защищена от кислорода и других газов, чтобы предотвратить попадание примесей в сварной шов.
Экранированный означает, что дуга защищена от кислорода и других газов, чтобы предотвратить попадание примесей в сварной шов.
Таким образом, SMAW означает сварку металла электричеством с защитой его от примесей.
Наука, стоящая за дуговой сваркой защищенным металломSMAW использует электричество для передачи энергии через сварное соединение с выделением тепла, достаточного для расплавления металла. По мере того, как расходуемый электрод подается в соединение, он осаждает металл сварного шва и соединяет два основных материала вместе.
Как это работает?
SMAW работает, удерживая электрод за один конец электрододержателем и кратковременно касаясь другим концом заготовки. Этот краткий контакт создает электрическую цепь, которая запускает сварочную дугу. В отличие от сварки MIG, вам необходимо вручную подавать электрод в соединение, чтобы поддерживать дугу, что требует большей зрительно-моторной координации.
Электроды SMAW покрыты флюсом, который сгорает с присадочным металлом.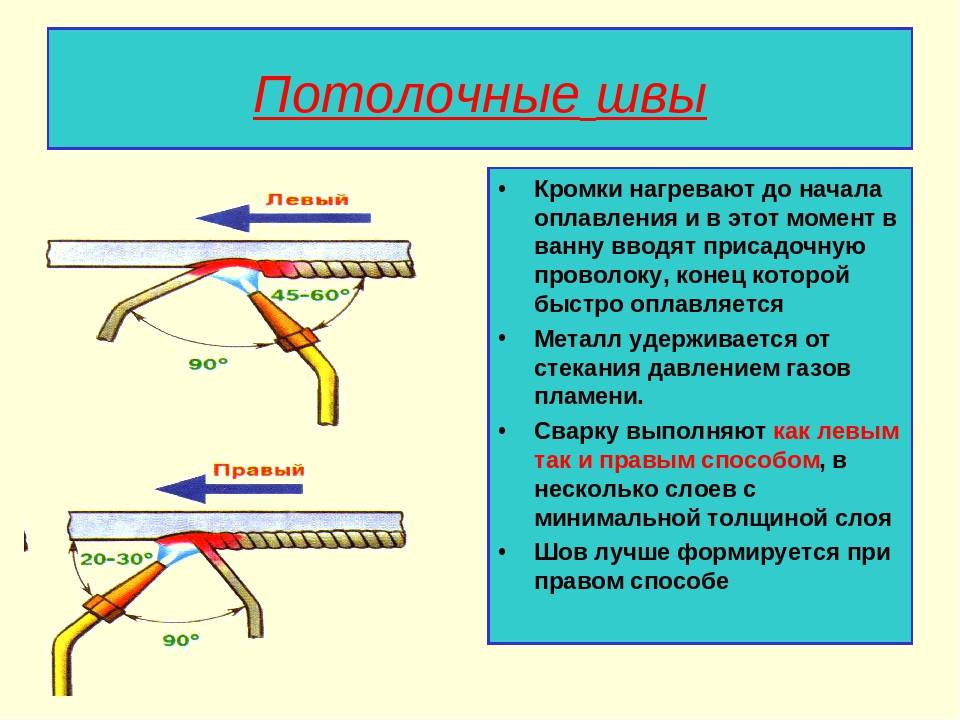 Когда флюс сгорает, он создает газовый экран вокруг сварочной ванны, защищающий ее от атмосферы. Поскольку вам не нужно беспокоиться о подаче защитного газа, SMAW отлично подходит для ветреных условий.
Когда флюс сгорает, он создает газовый экран вокруг сварочной ванны, защищающий ее от атмосферы. Поскольку вам не нужно беспокоиться о подаче защитного газа, SMAW отлично подходит для ветреных условий.
Ниже вы найдете все необходимое для начала работы с электродуговой сваркой в среде защитного газа.
Источник питания для дуговой сварки (сварочный аппарат)Для дуговой сварки защищенным металлом вам понадобится сварочный аппарат постоянного тока. Они отличаются от машин, предназначенных для сварки MIG, поэтому убедитесь, что вы приобрели машину, способную выполнять сварку SMAW или дуговую сварку.
Перед покупкой аппарата SMAW убедитесь, что его возможности соответствуют размеру и типу электродов, которые вы будете использовать. При оценке сварочных аппаратов SMAW имейте в виду следующее.
- Полярность: Полярность может быть положительной (DCEP) или отрицательной (DCEN).
- Номинальная сила тока
- Рабочий цикл: выражает процент времени в минутах, в течение которого машина может непрерывно работать при определенном токе из 10 минут (например, рабочий цикл 40% означает, что машина может непрерывно работать при определенном токе в течение четырех минут).
- Дополнительные функции
Вам также понадобится сварочный капюшон, чтобы защитить глаза и лицо от вредных ультрафиолетовых лучей электрических дуг.
Подумайте о приобретении сварочного колпака с автоматическим затемнением, так как SMAW сложнее зажечь дугу. Таким образом, вы увидите конец электрода и добьетесь большего успеха при запуске дуги.
Провода Помните, что дуговая сварка возможна только при полной электрической цепи. Провода или сварочные кабели передают электрический ток к заготовке и электродам и от них. Существует два типа проводов: кабели питания, соединяющие электрододержатель со сварочным аппаратом, и обратный провод, соединяющий зажим заземления со сварочным аппаратом.
Как и в случае с источником питания и выбором электрода, вам нужно будет купить достаточно большие кабели для вашего приложения.
Зажим заземленияЗажим заземления присоединяется к обратным проводам и зажимам на заготовке. Это жизненно важно для электрической цепи, и вы заменяете зажим заземления, как только он начинает изнашиваться.
Заземляющие зажимы также имеют определенные номинальные значения силы тока, поэтому убедитесь, что вы приобрели один из них, рассчитанный на использование по назначению.
Держатель электродаДержатель электрода соединяется с другим проводом и зажимает оголенный конец сварочного электрода. Как и в случае с заземляющими зажимами, хороший электрический контакт имеет решающее значение для успешной сварки. Некоторые держатели электродов поставляются со съемными зажимными пластинами, поэтому при износе их можно заменить, а не весь держатель.
Кроме того, как и зажимы заземления, держатели электродов рассчитаны на определенную силу тока, поэтому приобретите тот, который соответствует вашим потребностям.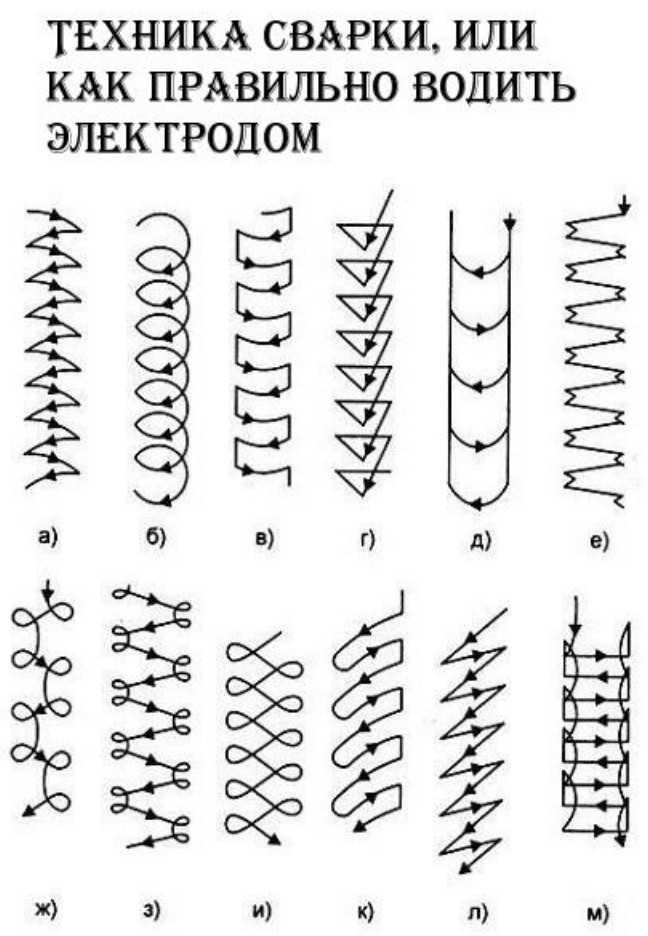
Сварочные электроды представляют собой присадочные материалы, которые плавятся под действием дуги, образуя сварной шов. Существует весь спектр выбора сварочных электродов от электродов из мягкой стали общего назначения до электродов из узкоспециализированных сплавов.
Отбойный молотокПроцесс SMAW оставляет на сварном шве слой твердого шлака, который необходимо удалить. Отбойный молоток может отколоть это твердое покрытие, чтобы вы могли видеть основной сварной шов.
Защитное оборудованиеБолее важным, чем что-либо еще в этом списке, является ваше защитное оборудование для сварки. Ниже приведены некоторые важные элементы, чтобы защитить себя.
Защитные очки Вы можете подумать, что сварочный капюшон — это все, что вам нужно для защиты глаз в сварочном цеху, но это не так. Легко забыть о том, что ваш капот поднят, когда вы измельчаете горячий шлак или просто быстро шлифуете кусок стали. Искры и мусор также легко могут попасть в глаза, если они незащищены.
Искры и мусор также легко могут попасть в глаза, если они незащищены.
Когда горячий металл лежит на сварочном столе и во все стороны летят искры, высока вероятность того, что ваши руки или ноги соприкоснутся с чем-то достаточно горячим, чтобы обжечься. Лучшая защита от ожогов, связанных со сваркой, — правильная одежда. Помимо кожи, вы должны придерживаться рубашек и брюк с длинными рукавами из 100% хлопка.
Кожаные сапогиХорошая пара кожаных рабочих ботинок необходима при сварке. Гравитация сбрасывает все горячее к вашим ногам, и вы не хотите, чтобы кусок горячего шлака приземлился на верхнюю часть вашей ноги, когда вы носите шлепанцы. Приобретите ботинки со стальным носком, если вы работаете с более тяжелыми заготовками или инструментами.
Сварочные перчатки При сварке SMAW ваши руки будут медленно приближаться к сварному шву по мере подачи стержня в соединение. Вам понадобятся кожаные сварочные перчатки, чтобы защитить руки и сделать их удобными, когда они приближаются к дуге.
Все процессы дуговой сварки излучают те же УФ-лучи, что и солнце, но находятся намного ближе друг к другу. Часто можно получить солнечные ожоги от сварки, поэтому используйте солнцезащитный крем на любых открытых участках кожи, которые вы не можете прикрыть одеждой.
ОгнетушительПожалуй, самый важный пункт в этом списке — огнетушитель. Пренебрежение остальным защитным снаряжением может причинить вред вам, но игнорирование огнетушителя может нанести вред другим. Поэтому убедитесь, что у вас есть огнетушитель поблизости, когда вы свариваете.
Заземление аппаратаКорпус данного аппарата соединен заземляющим кабелем с медным стержнем, вставленным в землю рядом с аппаратом, для непрерывного удаления блуждающих электрических зарядов, поступающих на корпус сварочного аппарата во время сварки, для защиты сварщика от любое поражение электрическим током.
Начало работы с дуговой сваркой в среде защитного газа Вот краткое руководство по выполнению первых сварных швов с помощью SMAW.
Прежде всего, убедитесь, что ваше рабочее место чистое и не содержит легковоспламеняющихся материалов.
Соберите свои инструменты и оборудование и разложите их так, чтобы не наткнуться на них, когда ваш капюшон опущен.
Хорошей практикой является информирование других о том, что вы собираетесь заниматься сваркой, чтобы они могли держаться подальше от вашей рабочей зоны, если только они не носят защитное снаряжение.
Выберите свой электродЗная тип стали, которую вы свариваете, вы можете выбрать подходящий электрод. Вам нужно будет подобрать электрод к основному металлу и возможностям полярности вашей машины.
Все электроды имеют классификацию AWS, в которой содержится вся необходимая информация о сварке электродом.
В соответствии с AWS A5.1 для электродов из углеродистой стали четвертая цифра указывает, с какой полярностью работают сварочные прутки.
Подсоедините провода Теперь, когда вы знаете, какие сварочные электроды и полярность будете использовать, пришло время подключить провода.
В соответствии с приведенной выше таблицей AWS вам необходимо подключить провод электрода (тот, который подключен к электрододержателю):
- К положительной клемме вашего сварочного аппарата при использовании DC+
- К отрицательной клемме сварочного аппарата при использовании DC- .
- К любой клемме сварочного аппарата при использовании AC
Затем подключите заземляющий провод к другому терминалу.
Установите силу токаЗатем включите машину и выберите силу тока, соответствующую размеру и типу используемых электродов.
Ваш поставщик сварочного электрода должен предоставить вам спецификацию, в которой указаны типичные значения силы тока для приобретаемых вами электродов. Если это не так, хорошим практическим правилом для электродов 7018 является преобразование десятичного эквивалента размера электрода в ампер.
Например, сварочный электрод ⅛ дюйма 7018 будет иметь размер 0,125 дюйма в десятичной форме, поэтому для начала вам потребуется 125 ампер.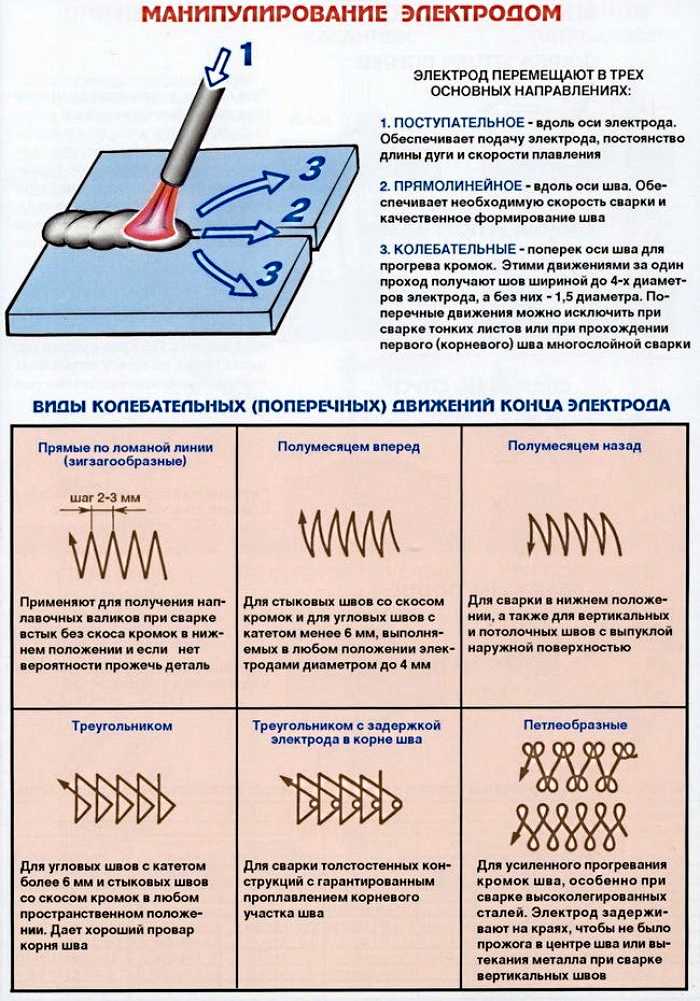 Вы можете точно настроить силу тока в зависимости от того, как выглядит сварной шов.
Вы можете точно настроить силу тока в зависимости от того, как выглядит сварной шов.
Осталось сварить. Опустите капюшон и осторожно проведите кончиком электрода по металлу-основе в начале соединения, чтобы зажечь дугу.
Будьте осторожны, чтобы электрод не был слишком плотно прижат к основному металлу во время инициализации дуги, иначе вы можете «приклеить» электрод к заготовке.
Когда дуга стабилизируется, подайте электрод в шов, одновременно перемещая конец электрода по траектории сварки. Это потребует некоторой практики, но старайтесь подавать электрод с постоянной скоростью для достижения наилучших результатов.
Приложения SMAWХотя другие процессы начинают заменять SMAW для некоторых приложений, в некоторых отраслях он по-прежнему широко используется.
Сельскохозяйственная техника Одной из самых важных особенностей SMAW является простота. Вы выбираете стержень, устанавливаете силу тока, и вы готовы к сварке.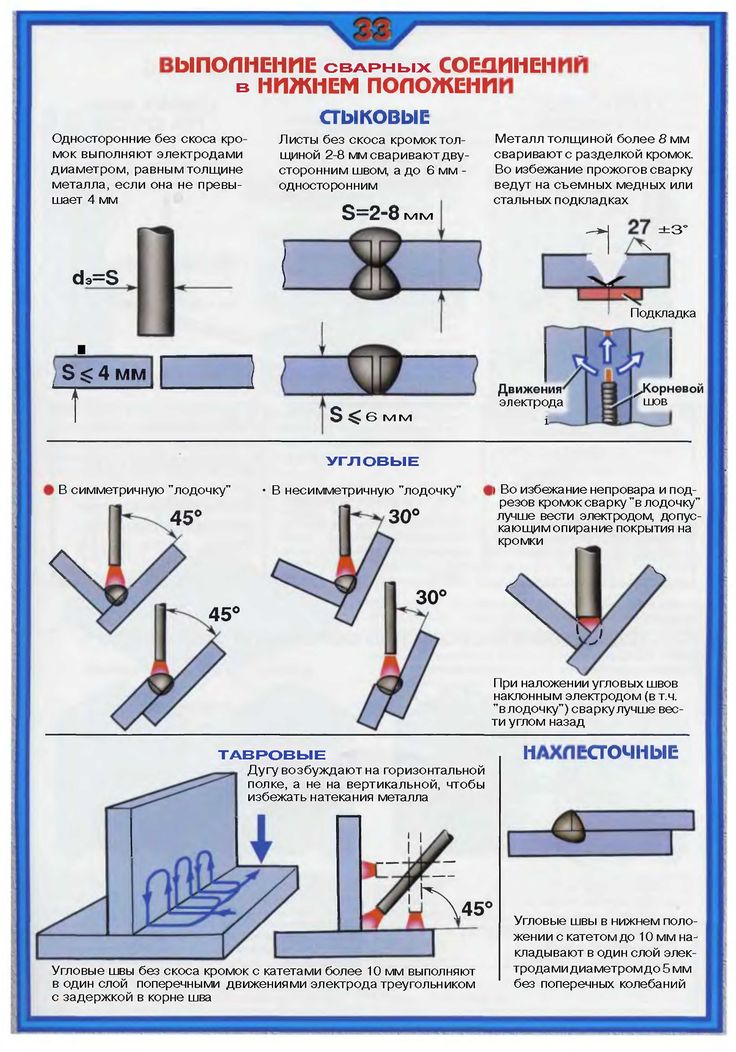 Сварочные работы на ферме, от ограждения до ремонта оборудования, обычно самые простые, поэтому SMAW часто удовлетворяет эти потребности.
Сварочные работы на ферме, от ограждения до ремонта оборудования, обычно самые простые, поэтому SMAW часто удовлетворяет эти потребности.
Горнодобывающее оборудование часто ломается или изнашивается, что приводит к дистанционному ремонту и наращиванию. SMAW хорошо работает в этих ситуациях, поскольку он очень портативный, и существуют электроды SMAW, специально предназначенные для этих приложений.
СтроительствоНесмотря на то, что многие детали стальных конструкций изготавливаются в цеху, при монтаже в полевых условиях по-прежнему требуется переносная сварка. Опять же, SMAW сияет здесь, поскольку вы можете использовать его в ветреную погоду и в труднодоступных местах.
Машиностроение В некоторых отраслях машиностроения все еще широко используется SMAW. Трубопроводные проекты по-прежнему отдают предпочтение портативности и согласованности SMAW, а некоторые нефтяные компании предпочитают придерживаться проверенных методов.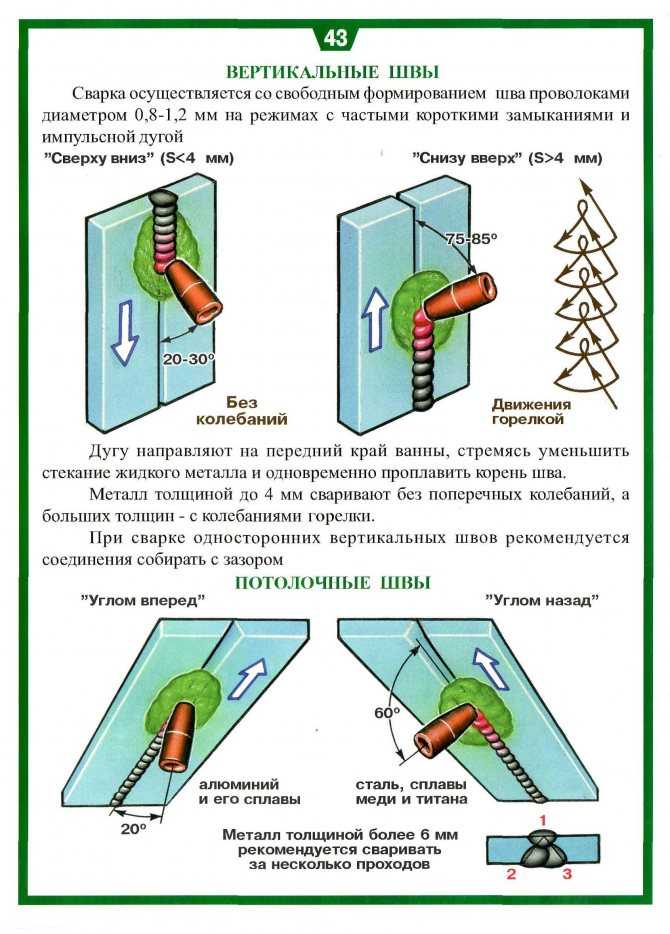
Есть только одна настройка, о которой нужно подумать, и вы можете начать работу с минимальными вложениями. Вам не нужно покупать сварочный газ или беспокоиться об опасностях хранения баллонов со сжатым газом.
ПортативностьПоскольку оборудование довольно простое, его легче переносить с места работы на место работы. Кроме того, благодаря природе самозащитных электродов SMAW хорошо подходит для сварки на открытом воздухе независимо от ветровых условий.
Reach Limited AccessЭлектроды SMAW обычно имеют длину не менее 12 дюймов в начале и не имеют громоздкой горелки MIG для их подачи. Это позволяет вам получить доступ к труднодоступным местам, которые иначе вы не смогли бы сварить.
Минусы Не подходит для сварки тонких металлов Существуют методы сварки более тонких металлов с помощью SMAW, но его ограничения со временем перекрываются. Поэтому, если вы хотите сварить листовой металл, лучше переключиться на такой процесс, как MIG или TIG.
Поэтому, если вы хотите сварить листовой металл, лучше переключиться на такой процесс, как MIG или TIG.
Несмотря на простоту процесса, ручная подача электрода во время сварки для некоторых может быть сложной задачей. Поэтому для получения качественных сварных швов потребуется больше практики, чем если бы вы использовали другой процесс, такой как MIG.
Ограниченное применениеСуществует много вариантов электродов для сварки SMAW для более распространенных металлов, но не так много для некоторых экзотических металлов. При сварке тонких металлов вам, возможно, придется переключиться на MIG или TIG при сварке специальных металлов.
Часто задаваемые вопросы по дуговой сварке в защитном металле В чем разница между сваркой SMAW и MIG?
SMAW и MIG представляют собой процессы электродуговой сварки, но отличаются способом подачи электрода в сварочную ванну. Например, электроды SMAW подаются вручную, тогда как электроды MIG подаются автоматически.
MIG также использует подаваемый защитный газ, в то время как SMAW создает свой собственный за счет сжигания флюса на электроде.
MIG использует источники питания постоянного тока и постоянного напряжения, но SMAW работает только от источников питания постоянного тока.
В чем разница между сваркой SMAW и TIG?
Как и MIG, процесс TIG подает защитный газ, а не создает свой собственный, как SMAW.
TIG также отличается тем, что в нем используется неплавящийся вольфрамовый электрод, который не входит в соединение во время сварки. Вместо этого в SMAW используются расходуемые электроды, которые одновременно служат присадочным металлом.
Как узнать, какую полярность использовать?Если ваш электрод работает с несколькими полярностями, вам нужно выбрать ту, которая дает желаемый эффект.
Вы толкаете или тянете при сварке? Из-за шлака, образующегося при сварке стыковым швом, важно использовать метод натяжения (или перетаскивания), чтобы предотвратить включения шлака в сварной шов. Помните: Если это шлак, то вы тащите.
Помните: Если это шлак, то вы тащите.
Теперь вы знаете, как сваривать SMAW. Когда вы будете готовы, вот несколько советов, как вывести свои навыки на новый уровень.

Как работает сварка
Сварка — это широко распространенный метод металлообработки, при котором два куска металла соединяются друг с другом, образуя прочную связь. Но что именно происходит, когда два металла соединяются вместе? По определению, сварка соединяет два куска металла плавлением. Чтобы правильно сплавиться, основной металл должен плавиться и течь вместе. В старых методах сварки использовалась кислородная паяльная лампа для нагрева кусков металла до тех пор, пока основные металлы не достигали температуры плавления, но в новых методах теперь используется электрическая дуга для выработки тепла, необходимого для плавления металла. Дуга возникает при передаче электрического заряда от электрода к заготовке. Электрод обычно является расходуемым и заряжается отрицательно или положительно в зависимости от желаемого характера сварного шва. Надлежащий сварной шов часто создает связь между заготовками, которая прочнее, чем первоначальная прочность самих заготовок.
Существует множество различных интерфейсов, использующих эту базовую предпосылку для получения сварного шва. Наиболее широко используемым методом является дуговая сварка металлическим электродом в среде защитного газа (SMAW), более известная как электродуговая сварка. Этот метод включает использование расходуемого электрода в виде стержня, покрытого флюсом, для создания дуги, которая плавит наполнитель и соединяет заготовки. Дуговая сварка металлическим газом (GMAW), известная в просторечии как сварка MIG, представляет собой метод, в котором в качестве электрода используется расходуемая проволока, которая автоматически подается через пистолет, который одновременно подает аргон в качестве защитного агента. Дуговая сварка под флюсом (SAW) включает в себя сварку соединения с использованием электрической дуги, затушенной слоем флюса. В основном автоматический процесс, присадочная проволока медленно подается вдоль стыка под флюсом. Этот метод обеспечивает высокое качество сварных швов благодаря флюсу, покрывающему дугу и проволоку; нет риска разбрызгивания из-за большого количества флюса.
Искусство сварки основано на личном методе сварки сварщика. Многие переменные влияют на характеристики сварного шва одновременно, поэтому у инженеров-сварщиков есть записи о квалификации процедуры (PQR), чтобы гарантировать надежный сварной шов в определенных ситуациях. Многие сварщики используют уникальный подход к уравновешиванию этих переменных, давая хорошо обученному сварщику собственный особый метод. Материал, толщина, тип соединения и угол сварки — все это переменные, которые необходимо учитывать. В то же время тепло должно сохраняться равномерно между двумя заготовками, иначе сварной шов будет неоднородным.
Сварной шов чрезвычайно чувствителен к атмосферным загрязнениям. Если сварка выполнена без надлежащей защиты, это может привести к пористому или слабому сварному шву. Флюс используется при дуговой сварке защищенным металлом для покрытия электрода и при дуговой сварке под флюсом для покрытия зоны сварки. Когда флюс расходуется, он образует углекислый газ и шлак. Углекислый газ действует как защитный газ и защищает сварной шов, а шлак остается твердым побочным продуктом расплавленного флюса. Шлак должен быть удален для обеспечения качества и эстетической консистенции. При сварке MIG и TIG в качестве защитного агента используется газообразный аргон. Аргон — это нереакционноспособный газ, который хорошо защищает от загрязнения и в этих случаях подается сварочной горелкой. Сварка TIG часто требует высокой точности, и в некоторых случаях заготовки помещаются в небольшую камеру, заполненную аргоном, чтобы создать среду «чистой комнаты» и предотвратить любое возможное загрязнение.