Как правильно сваривать профильные трубы своими руками – какими электродами варить 2мм, как сваривать инвертором, как правильно, электросваркой, как под 90 градусов
alexxlab | 06.07.2020 | 0 | Разное
Как правильно варить профильные трубы электросваркой и какими электродами
Для создания прочных и легких конструкций из профильных труб применимы три метода сварки: электродуговая, контактная, газовая. У каждого есть свои особенности, недостатки, преимущества.
Прокат можно соединять под любым углом, в любой плоскости, при этом не нарушается целостность профиля, не повреждается внутренняя поверхность. При сварке профильной трубы необходимо учитывать толщину стенки.
Особенности и характеристики профильных труб
Пустотелый прокат различного профиля производится из низкоуглеродистых или низколегированных сталей. По сечению профиль подразделяется на:
- овальный;
- плоскоовальный;
- многогранный;
- прямоугольный;
- квадратный.

Разновидности профильных труб
Наибольшей популярностью пользуется квадратная труба из-за равномерно распределённых ребер жесткости и легкости монтажа. Из нее выполняют лестничные перила, уличные конструкции, каркасы ворот, теплиц, элементов городской среды: беседок, скамеек, игрового инвентаря. Пустотелый прокат при низком удельном весе отличается большой прочностью, металлоконструкции способны выдерживать большие динамические и статические нагрузки, если качественно выполнен стык.
Виды сварочных соединений профильных труб
Выбор метода и температурного режима обусловлен толщиной стенок труб, так как деформационное напряжение у профиля выше, это особенно актуально для торцевого крепления, важно, чтобы конструкцию не повело.
Методы сварки:
- Дуговая, применяется для проката со стенкой от 2 до 6 мм.
- Газовая, не применяется для тонкостенного проката из-за быстрого расплава стали с последующей деформацией.
- Контактная, требует специального оборудования.
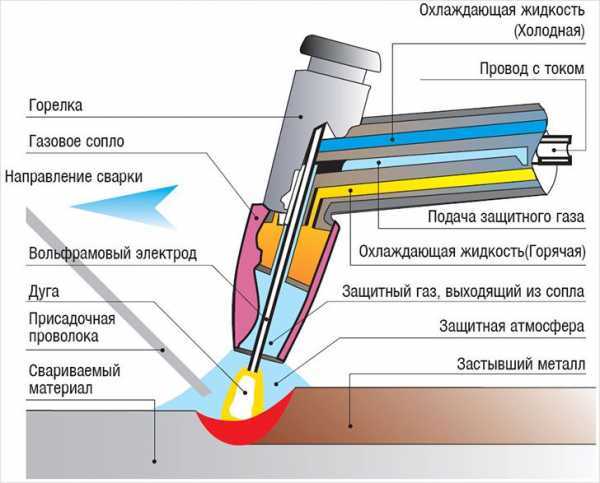
Электродуговая сварка
Такой метод позволяет создавать крепеж в любых, даже труднодоступных частях конструкции. Для работы необходимо использовать электроды и аппарат. Работу реально выполнить своими руками, основные ее этапы:
- При касании электродом металла появляется дуга, в этот момент необходимо быстро отвести руку с держателем от рабочей зоны;
- Плавными движениями постепенно наплавляют шов, важно, чтобы металл не скапывал, а растекался по поверхности равномерно;
- Процесс спайки непрерывный, пауза делается только при смене электрода.
- В финишной точке шва, чтобы не было трещин на металле, оставляют дугу на пару секунд, только затем отводят руку.
Возможные виды крепления электросваркой:
- тавровое;
- двух поверхностей внахлест;
- под углом;
- стыковое.
Выбираем электроды для дуговой сварки
Они бывают двух видов:
- образующие расплав при температуре дуги, таким электродом заполняют пространство между кромок;
- жаропрочные, не расплавляющиеся от температуры дуги, в этом случае необходимо дополнительно применять припои.
Особенности выбора:
- сварка инвертором осуществляется электродами типа ОЗЛ, пригодными для нержавеющих сталей;
- какими электродами варить 2 мм профиль – только неплавящимися вольфрамовыми, с сечением не выше 1,5 мм;
- для стенки от 2 до 3 мм нужен 2 мм электрод;
- если толщина от 4 до 6 мм, выбирают 4-х миллиметровые следующих марок: УОНИ-13/55 с основным видом обмазки; МР-3, они легко зажигаются; АНО – универсальные.
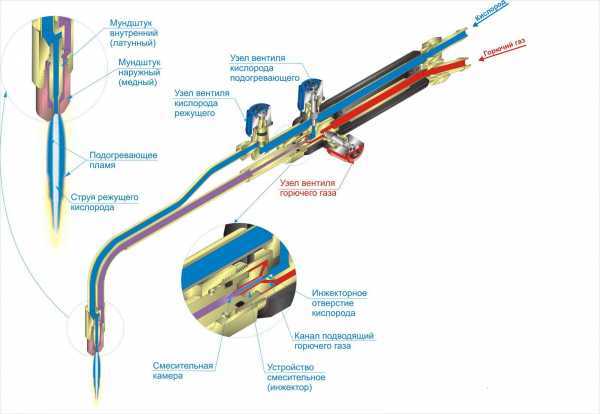
Газовая сварка
Поверхности варятся при возгорании смеси ацетилена и кислорода, шов образуется за счет флюса и сварочной проволоки. Газовая сварка используется только для профиля со средней и толстой стенкой, при соединении тонкостенных профилей возможно прогорание и деформация шва. Описание процесса:
- На свариваемые поверхности наносят флюс;
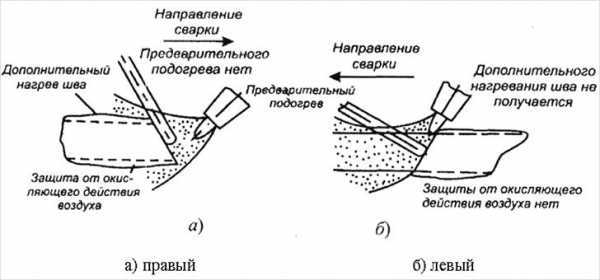
- Присадочная проволока при сваривании тонких стенок вводится в разогретый шов справа налево за горелкой, для толстостенных швов в обратном направлении, до нагрева металла;
- Образовавшийся стык освобождают от окалины, проводят его зачистку, делают антикоррозионную обработку.

Газовая сварка профильной трубы
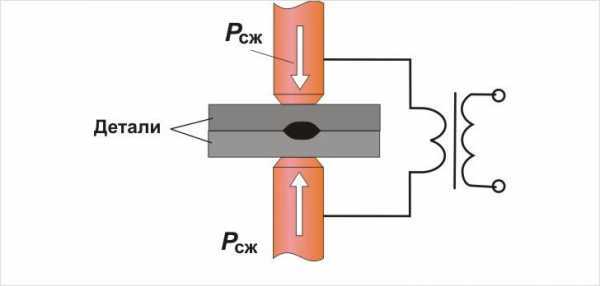
Контактная сварка
Этот способ считается наиболее надежным, основан на молекулярном скреплении двух стенок трубы. Слои металла разогреваются насквозь электрической дугой, затем путем сжатия образуется диффузионный слой однородной структуры. Такой вид сварки требует специального оборудования, поэтому в быту не встречается.
Полезные советы
Качество соединения зависит от соблюдения технологии. Необходимо учитывать особенности подготовки поверхности: ее необходимо обезжирить, зачистить, проверить ровность кромки, со стенок свыше 4 мм для дуговой предварительно снимают фаску. При газовой горелку не держат в определённом положении, а раскачивают.
Как сварить профильную трубу под 90 градусов
Для правильного распределения нагрузки при монтаже конструкции делается расчет сварки углом по специальным формулам. Чаще при монтаже делается соединение под 90°.
Как правильно варить профиль под прямым углом:
- Нужна ровная поверхность, на ней укладывают фрагменты конструкции.
- Затем правильно делаются срезы, для точности используют магнитные угольники, косынки.
- После подготовки поверхности узел фиксируется.
- Прихватывается в нескольких точках, только после этого делается основной шов.
Как варить тонкие трубы
Важно понимать, что нужно делать, чтобы не прожечь трубу:
- не использовать газовый метод;
- при дуговой сварке правильно выбирать электроды;
- сила тока для сваривания тонкостенных профилей не должна быть выше 60 А;
- удобно применять технику отрыва – делать точечный шов;
- «вкладыши» обеспечивают ровного стыковое скрепление без прожогов.
Сварка встык
Для прочного соединения сначала рекомендуют в нескольких местах прихватить профиль. Обварка тонких стенок делается однократным проходом, толстые проходят электродом многократно.
svarkaprosto.ru
Сварка профильной трубы
Как сваривать профильную трубу
Профильные трубы чаще всего используют для изготовления металлоконструкций. Из них получаются самые надежные и прочные конструкции, независимо от их сложности. Сварка профильных труб своими руками — сложная и ответственная процедура, для выполнения работы на хорошем уровне потребуются навыки работы со сваркой — дуговой или газовой.
Профильные трубы из отборных марок стали чаще подвергаться свариванию, нежели их пластиковые аналоги. Популярность изделий из металла обусловлена несколькими факторами:
- устойчивостью к деформационным воздействиям;
- относительной легкостью. Погонный метр профильных труб по весу легче такого же количества цельнометаллических изделий;
- габариты. Размеры труб стандартизированы, что позволяет упростить процесс создания сложных конструкций;
- относительной простотой монтажа. При условии владения навыками сварки, трубы легко сваривать, ведь они имеют ровные края;
- долговечностью;
- надежностью;
- доступностью.
Выделяют профильные трубы следующих видов:
- электросварные;
- холоднодеформированные электросварные;
- холоднодеформированные бесшовные;
- горячедеформированные бесшовные.
Сечение каждой разновидности труб отличается друг от друга. Так, например, электросварной метод изготовления позволяет сделать трубы с толщиной стенок до 5 мм и общей толщиной до 10 см. Электросварной способ выбирают в том случае, если нужно изготовить трубы с толщиной стенок 1-5 мм и наружным размером 1-10 см.
Метод горячей деформации применяют к трубам с наружным размером 6-18 см и толщиной стенки 4-14 мм. А вот деформируют изделия холодным способом для получения толщины стенок от 1 до 8 мм и наружного размера 1-12 см. В целом профильные трубы ценятся не из-за формы сечения, а благодаря высокой прочности и экономичности, которыми эти изделия не обделены.
 Профильные трубы
Профильные трубыСталь для профильных труб выбирается только наилучшая. Среди многих разновидностей этого материала отдается предпочтение низколегированной и углеродистой. Производители делают такие изделия еще и из нержавейки, но они не так популярны. Сварка профильных труб может осуществляться лишь распространенными видами сварки:
- контактной;
- электродуговой;
- газовой.
 Сваривание
СвариваниеТеперь мы рассмотрим каждую из представленных технологий более подробно.
Дуговая сварка
 Ручная дуговая сварка
Ручная дуговая сваркаУ вас есть возможность создавать любые конструкции, так как сваривать профильную трубу можно под любым углом. По этой технологии легко сваривать металлические трубы внахлест и тавровым соединением.
Обратите внимание! Опытные сварщики рекомендуют делать шов на профильных трубах в нижнем положении, но если нужно соединить эти изделия в труднодоступных местах, то можно применять и другие виды.
Выбор режима
Выбирать режим сварочных работ рекомендуется по следующим показателям:
- Сила тока.
- Полярность и род тока.
- Скорость производимых работ (передвижения электрода по свариваемым изделиям).
- Диаметр электрода.
- Напряжение на дуге.
- Наклон электрода.
Сила тока напрямую зависит от используемых электродов. Чтобы эффективность соединения была максимальной, необходимо стараться достичь наивысшего показателя силы тока. Помните, что переход за допустимую грань снизит качество шва.
Обратите внимание! Как варить профильную трубу так, чтобы металл не проседал? Все просто – контролируйте количество присадки, при этом краям изделий необходимо давать время для оплавления.
Тем, кто первый раз использует сварку для таких изделий, хочется порекомендовать проводить работы с тонкостенными трубами на обратной полярности. Перед работой с толстостенными металлическими конструкциями нужно предварительно подготовить края.

Для качественной сплавки изделий нужно их разделать. Правильно и качественно обработанные кромки металла не дадут напряжению расти, но появится возможность накладывать несколько швов. Разделывать края необходимо под 25–50 градусов. Выбрать более точное значение можно после определения с технологией сваривания изделий и их толщиной.
 Электроды для сварки
Электроды для сваркиЭлектродов существует два вида – плавящиеся и неплавящиеся. При работе с последней разновидностью необходима присадочная проволока. Такой тандем обеспечивает практически идеальное соединение изделий и, к тому же, весьма прочное. Использовать же такие электроды можно лишь в случаях, когда соединяемые элементы имеют одинаковый диаметр.
Какими электродами варить профильную трубу, если свариваемые трубы имеют одинаковый диаметр? Ответ прост: выбирать неплавящиеся электроды, а во всех остальных ситуациях – вторые. Диаметр электродов определяют по толщине стенок свариваемых элементов. Важно правильно выбрать и силу тока, чтобы при работе с тонкими профильными трубами не пропалить их.
Газовая сварка
 И использованием газа
И использованием газаКак варить профильную трубу по такой технологии? Газовую сварку редко используют для соединения таких изделий, так как правильно сварить не получается из-за плохих механических свойств получаемого шва. Эта технология предполагает разогрев краев профильных труб газокислородным пламенем, после чего можно заполнять зазор, образовавшийся между двумя элементами.
Газовая сварка, должна осуществляться по подготовленным краям, которые очищают от грязи и делают срезы. Подробное видео об этой технологии будет наглядным примером.
Чтобы варить газовой сваркой, нужен кислород и ацетилен. Для работы вам понадобится дополнительный материал – сварочная проволока и флюс.
 Сварочный флюс
Сварочный флюсПервый материал должен быть такой же, как и свариваемая профильная труба, а второй необходим для снижения степени окисления металла. Последний компонент создает на кромках труб тонкую пленку, которая позволяет защитить металл.
 Газовая сварка профильной трубы
Газовая сварка профильной трубыОбратите внимание! Для работы газовой сваркой дома нужно иметь опыт. Такое оборудование взрывоопасно!
Газовая сварка может проводиться:
- Слева направо. При выборе такой технологии расход газа сводится к минимуму, да и работа делается быстрее. Наложение шва по такому принципу предполагает использование присадки непосредственно за самой горелкой, что позволяет сваривать толстостенные трубы.
- Справа налево. Эта технология используется для тонкостенных профильных изделий, потому как позволяет получить аккуратный шов. Здесь присадка накладывается перед горелкой.
 Способы газовой сварки
Способы газовой сваркиКонтактная сварка
 Контактный метод
Контактный методСоединение изделий может проводиться при любых климатических изменениях. Именно контактная сварка обеспечивает надежный и качественный шов, но работать по этой технологии могут только специалисты. Принцип контактной сварки: при помощи тока электродом свариваются кромки профильных изделий. Соединение металлических изделий происходит без каких-либо присадок.
Профильные трубы – надежные и прочные изделия. При качественном сваривании конструкции из них прослужат несколько десятков лет. Мы рассмотрели все возможные технологии соединения профильных изделий.
Последняя редакция: 20.02.2015 Автор: Галина Костюк
trubyinfo.ru
Особенности сварки профильной трубы
Чтобы разобраться в теме – сварка профильной трубы, необходимо понимать, что ее изготавливают из того же материала и по той же технологии, что и обычные трубы круглого сечения. К примеру, электросварные профильные трубы изготавливаются из листового железа, который гнется по необходимой форме и сваривается краями. Есть способ холодного и горячего проката, когда обычную круглую трубу прокатывают между роликами, образуя прямоугольное сечение. В первом случае труба прокатывается без нагрева, во втором с нагревом.
www.samsvar.ru
Сварка ворот из профильной трубы поэтапно
Сегодня можно найти огромное количество материалов для того, чтобы сделать как забор, так и прилегающие к нему ворота и калитку. Одним из наиболее популярных материалов является профильный лист – он весьма прост в обработке, отличается продолжительным периодом эксплуатации и не требует специальных навыков. Сварку из профильных труб можно производить по самым разным технологиям.
В процессе строительства забора лучше всего использовать именно профилированные материалы по нескольким причинам: прежде всего, они весят гораздо меньше по сравнению с круглой продукцией, на них значительно легче крепить поперечные элементы и прочие детали ограждения и воротной конструкции. Смотреться такое изделие будет весьма привлекательно.
Технология проведения работ настолько проста, что все может быть выполнено своими руками, не придется вызывать профессионального сварщика и платить ему лишние деньги. Главное, чтобы под рукой находилось подходящее сварочное оборудование.

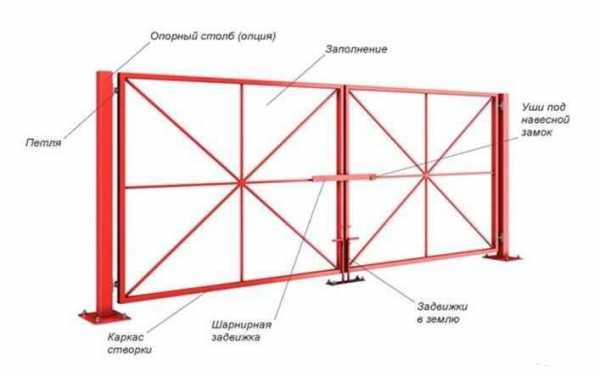
Из чего производятся ворота?
Сварка ворот из профильной трубы представляет собой далеко не самый сложный процесс: здесь не придется добиваться получения герметичного шва. Главное, обладать хотя бы небольшими навыками в области проведения сварных работ и уметь не только накладывать прихватки, но и формировать соответствующие соединения. Для того чтобы сварка профильной трубы получилась наиболее качественной, а вся конструкция служила как можно дольше, желательно использовать следующие материалы:
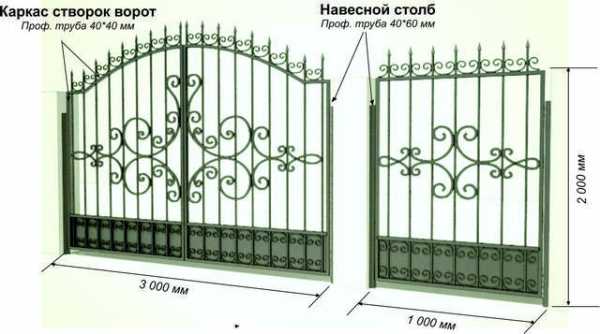
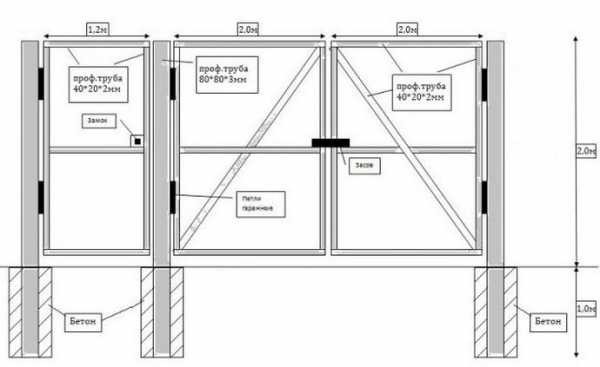
- профилированные трубы, внутреннее сечение которых составляет 60х60 мм. Они будут использоваться для возведения столбов;
- профилированные трубы сечением 40х20 мм. Эта продукция понадобится для производства каркаса ворот и калитки;
- шариковые петли с сечением 20 мм;
- уголок 40х40 мм – он нужен для создания перемычки;
- профнастил;
- саморезы для кровельного железа. Вместо них можно воспользоваться заклепками;
- листовая сталь толщиной не более 2 мм для производства заглушек торцевых элементов, чтобы туда не проникала влага, не заводились осы и так далее;
- петли и трубы диаметром 20 мм, которые нужны для производства запоров;
- арматура для фиксации.
Как подобрать качественные материалы и расходные составляющие?
Лучше всего заказывать профлисты, которые будут точно совпадать по высоте с будущей калиткой и воротами. На стоимость это ни в коей мере не повлияет, а заготовки резать самостоятельно не придется. Наиболее подходящими будут окрашенные листы – их стоимость немного выше, однако защита от коррозии в данном случае получится намного лучше. Оцинкованная продукция обойдется немного дешевле, но нагрузкам окружающей среды она сопротивляется значительно хуже.
Полезная ширина будет несколько меньше по сравнению с полной, поэтому в процессе проведения расчетов нужно принимать во внимание, что укладка будет осуществляться внахлест. Например, на калитку из профильной трубы придется израсходовать всего одну панель.
Чтобы кромки остались полностью защищенными, ширину входа можно сделать совпадающей с габаритами данного листа: в ширину он 1,15 метра. Толщина стали профилированных труб должна составлять хотя бы 2 мм. Это позволяет обеспечивать максимальную жесткость конструкции. Кроме того, более тонкую трубу можно прожечь в процессе выполнения сварных работ, что делать нежелательно. Исходя из толщины стенок труб следует подбирать и определенный диаметр электродов.
В принципе, можно воспользоваться универсальной продукцией, имеющей маркировку АНО-21. Если она хранилась в течение длительного времени, ее следует тщательно прокалить в духовке, выставив температуру на 350 градусов. Эта процедура должна продолжаться около часа. При наличии определенного опыта в области проведения сварных работ можно воспользоваться довольно толстыми электродами, однако их толщина должна быть не более 3 мм. В процессе работы следует тщательно следить за тем, чтобы свариваемые элементы не перегревались. В противном случае это вызовет излишнюю кристаллизацию, сам металл в районе соединения станет хрупким, что в значительной степени снизит показатели прочности и долговечности материала.
Для более точного примыкания труб друг к другу необходимо определенное внимание уделять тому, насколько точно нанесена разметка. В процессе разметки участков разрезов линии нужно наносить на все грани профилированной трубы. Отрезать необходимо строго по этим отметкам. Для улучшения точности используют наиболее тонкий отрезной круг для болгарки – его толщина должна быть не больше 1,8 мм. Можно взять круги большей толщины – 2,2 мм. Эта продукция не слишком гибкая, однако ее прочность значительно выше, она практически не будет отклоняться в сторону в процессе проведения работ.
Описание технологии
Если задаться вопросом о том, как правильно сварить ворота из профильной трубы, нужно сначала определить последовательность действий, при соблюдении которой можно будет получить качественное изделие, которое прослужит в течение многих лет.
Если под рукой имеется сварочный стол или иная горизонтальная поверхность, нечувствительная к воздействию высокой температуры, то сваривать все каркасы следует именно на ней. Торцевые участки труб отрезаются под углом 45 градусов.
Сначала собирать конструкцию следует на сухую без использования сварки, уложив ее на стол, измерив угольником, насколько прямыми вышли все имеющиеся углы, обмерить диагонали, которые должны совпадать по величине. Теперь нужно аккуратно сделать прихватки на всех участках, чтобы они не смещались в процессе дальнейшего выполнения работ.
Если возникнут небольшие отклонения, их можно с легкостью исправить, пока металл будет еще мягким – его возвращают на окончательное место при помощи небольших постукиваний молотком. Сила сварочного тока не должна превышать 50-60 А. Кроме того, электрод следует проводить под небольшим углом, порядка 10-15 градусов. Следует помнить, что электрод для формирования надежной дуги придется держать на расстоянии примерно 5-7 мм от металла. Когда все швы будут сделаны, специальным молотком убирают окалину и сглаживают их при помощи шлифовальной машинки.
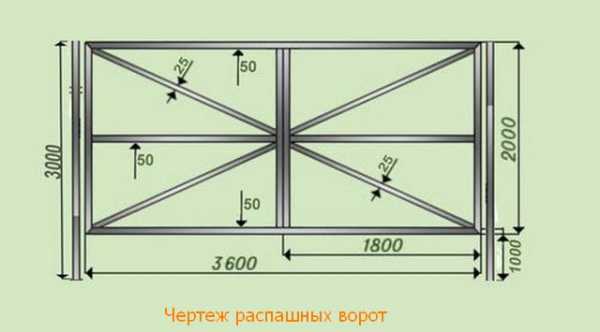
Чтобы конструкция получилась наиболее жесткой, можно в центральной части приварить перекладины. Если каркас планируется собирать с прямыми стыками, то все трубы следует резать строго под прямым углом. Стойки по высоте должны совпадать с высотой ворот, а все перекладины делаются несколько уже ширины створок – приблизительно на 4 см. На все торцевые участки устанавливаются заглушки. Соединение профильных труб без сварки, на болтах или на основе другого крепежа, также позволяют получить довольно прочную конструкцию, однако она будет выглядеть менее привлекательно по сравнению со сваренной.
Относительно того, как грамотно сварить калитку, имеются точно такие же рекомендации, основная разница будет заключаться в размерах. Стоит отметить, что после изготовления конструкции ее нужно очистить от ржавчины, обработать грунтовкой и покрыть красящими составами. В этом случае конструкция прослужит как можно дольше, будет защищена от коррозии и иных разрушительных процессов.
electrod.biz
Ворота из профильной трубы своими руками: чертежи и эскизы
Ворота для дома или дачи могут быть изготовлены самостоятельно. Подходящим материалом для этой цели является металл.
Существует большое количество различных способов изготовления проезда из этого материала, но наиболее простым и практичным техническим решением, является использование профильной трубы. При наличии сварочного аппарата ворота из профильной трубы своими руками можно изготовить в течение одного дня.
Виды ворот из профильной трубы
Изготовление ворот из профильной трубы своими руками может осуществляться следующих видов:
- В виде решётки.
- Обшитые сайдингом, деревом либо профнастилом.
- С элементами ковки.
- Ажурные.

Если створки устанавливаются для того, чтобы скрыть двор от посторонних глаз, то из профиля изготавливается только рама ворот, а свободное пространство полностью закрывается с помощью любого сплошного материала.
В случае, когда необходимо установить ворота с элементами декора, то при сборке следует использовать кованые изделия, которые не закрывают обзор участка за ограждением. Ворота также могут быть изготовлены с использованием внутри рамы параллельно расположенных отрезков профильной трубы небольшого сечения.
Вне зависимости от вида ворот изготавливаемых самостоятельно из профильной трубы, необходимо правильно подобрать материал для изготовления опор, каркаса и внутреннего заполнения рамы.
Выбираем профильную трубу
Только при наличии качественного материала можно изготовить ворота, геометрическая форма которых не изменится в течение длительного промежутка времени.
Если на поверхности материала имеется глубокая коррозия, то от использование такого профиля следует отказаться. Поэтому, если нужно использовать материал, который остался от выполнения других видов строительных работ, его следует тщательно осмотреть перед использованием.
Самым правильным вариантом является приобретение профильной трубы на металлобазе. Для изготовления конструкции потребуется материал следующего сечения:
- Для изготовления опор — 80*80 мм.
- Для рамы — 60*40 или 40*20 мм.
- Для перемычек — 40*20 или 20*20 мм.
Толщина стенок металлической трубы не должна быть менее 2 мм.
Для выполнения сварочных и монтажных работ также понадобятся:
Когда все материалы и инструменты будут приготовлены можно приступать к непосредственному изготовлению сварной конструкции.
Процесс изготовления ворот из профильной трубы
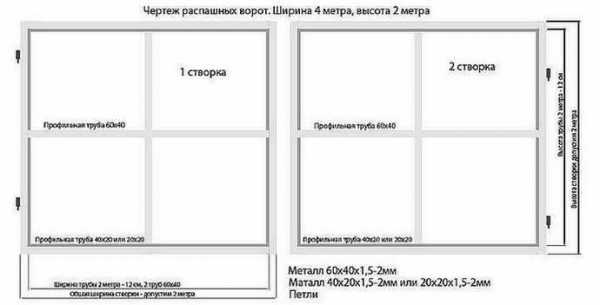
Прежде чем приступить к практической части, составляются подробные чертежи и эскизы данного изделия. На бумаге следует обязательно указать длину и высоту сооружения, а также количество перемычек между горизонтальными плоскостями.
Если изготавливается распашная конструкция, то необходимо сварить две одинаковые по размеру створки.
При конструировании более сложной, откатной системы, ворота выполняются в виде одного длинного полотна прямоугольной формы.
Вне зависимости от типа конструкции, ширина не должна быть менее 3 метров, а высота — 1,6 м.
После выбора типа ворот и указания основных размеров элементов конструкции, металлический профиль разрезается на отрезки нужной длины. При изготовлении распашных ворот для получения абсолютной симметрии двух створок, рекомендуется разрезать профиль, ориентируясь по длине отрезков сделанных ранее для одной из половинок. Вертикальные перемычки также должны быть идеально ровными и совпадать по длине.
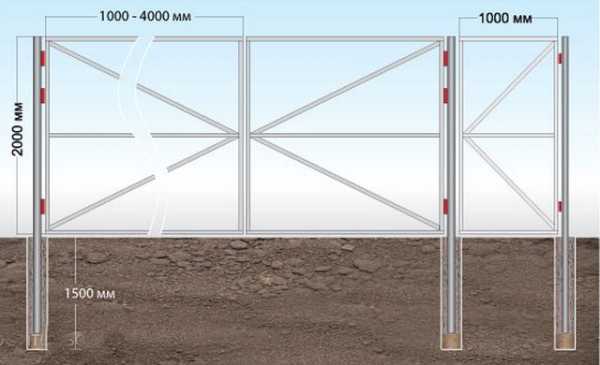
Для сооружения опор используется профильная труба большого размера, длина которой должна составлять не менее 2,5 метров. Около 1/3 от длины опоры будет установлено в землю с обязательным бетонированием. Только при таком способе фиксации вертикальных опор можно добиться максимальной устойчивости всей конструкции.

Если при изготовлении ворот будут использованы декоративные кованые вставки, то при заказе данных элементов в кузнечной мастерской, следует указать мастеру точные размеры каркаса. Несмотря на высокую стоимость кованых деталей, применение таких элементов, позволит изготовить оригинальную конструкцию с красивым узором.
Когда все детали будут подготовлены, осуществляются сваривание ворот по заранее намеченному эскизу.
Видео:
Сварочные работы
Поэтапно сварка ворот из профильной трубы производится следующим образом:
- Подготавливается горизонтальная площадка подходящего размера, на которой должны отсутствовать легко воспламеняющиеся предметы.
- Сваривается каркас ворот из профильной трубы.
- Привариваются внутренние декоративные элементы либо отрезки профильной трубы 40 * 20 мм.
- Если изготавливается распашная конструкция, то необходимо приварить петли к одной из сторон распашных створок.
После выполнения всех вышеописанных действий потребуется установить опоры для распашной конструкции, а для раздвижной — специальный роликовый механизм.
Установка вертикальных опор
При выполнении данной операции потребуется соблюдение следующих условий:
- Установить опоры строго вертикально.
- Зафиксировать профильную трубу в грунте на глубину не менее 1 метра.
- Тщательно забетонировать подземную часть опоры.
Прежде всего следует отметить расположение ямок, глубина которых должна составлять не менее 1 метра. Диаметр ямок при ручном выполнении работы должен быть около 0,5 метра, при использовании мотобура, диаметр рабочей части инструмента, также должен равняться 50 см.
После того как ямки будут вырыты на дно следует насыпать небольшое количество щебня с песком и хорошо утрамбовать. Затем устанавливаются опоры и пространство между профильной трубой и стенками заполняется бетонным раствором. Для установки опоры в строго вертикальном положении, во время выполнения работы, следует использовать строительный уровень.
После полного высыхания раствора к опорам приваривается нижняя часть петли и каждая створка ворот навешивается на опору. Для надёжного крепления створок ворот, на каждую секцию рекомендуется установить не менее 4 цилиндрических петель. Для плавного хода створок, если конструкция не оснащена дополнительными механизмами скольжения, рекомендуется в нижнюю часть петли установить шарик от подшипника.
Видео:
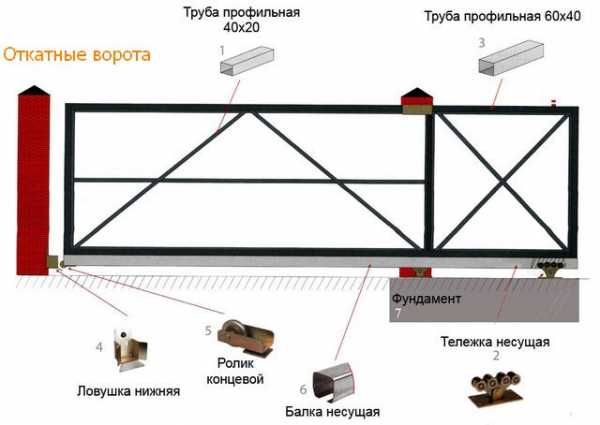
Установка раздвижных ворот
Если ворота из профильной трубы изготавливаются раздвижного типа, то установка такой конструкции потребует значительно больше времени и денег. Потребуется приобрести направляющие и ролики, а также автоматическую систему с электроприводом, которая будет открывать проезд, при поступлении радио-сигнала.
Для надёжной фиксации механизма, который будет удерживать ворота, следует установить опорные столбы. Кроме опорных столбов необходимо сделать фундамент на который устанавливается швеллер. Швеллер устанавливается на фундамент во время монтажных работ, а после высыхания бетонного раствора к нему привариваются роликовые тележки.
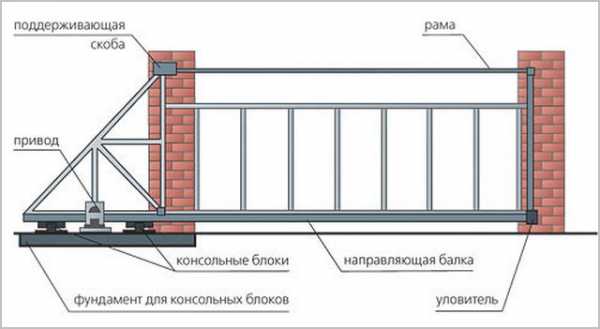
К вертикальным профильным опорам также необходимо приварить каретки и ловушки, после чего ворота можно устанавливать на ролики кареток, которые закреплены в горизонтальном положении. Фиксация должна быть осуществлена в строго горизонтальном положении. Если во время установки будет наблюдаться перекос, то необходимо переустановить каретки таким образом, чтобы боковые углы конструкции находились в одной плоскости.
После того как ворота будут установлены идеально ровно, необходимо приварить верхние ролики. Концевой ролик также устанавливается после тщательного выравнивания конструкции с применением строительного уровня.
Видео:
Заключение
Как правильно сварить ворота из профильной трубы рассказано в статье. Если работа выполняется впервые и нет опыта сварочных работ, то рекомендуется изготовить простейшую конструкцию распашного типа.

При использовании качественных материалов и при неспешном, аккуратном выполнении каждого этапа работ, самостоятельно изготовленные ворота будут служить долгое время.
Загрузка…plavitmetall.ru
Как сварить ворота из профтрубы своими руками видео уроки
В статье рассмотрим как правильно сварить ворота из профтрубы (видео уроки), для правильной сварки рамы шириной 3 метра, нужно использовать квадрат трубу не меньше чем 25х50мм. Оно должна быть не менее 2-х мм в толщину.
Следует вырезать из профильной трубы каждую сторону под будущую раму, так, чтобы когда вы соедините все в единое целое ,получилась прямоугольная конструкция. После того, как вы убедитесь в прямоте углов, конструкцию нужно слегка подварить, просто чтобы не рассыпалась.

Теперь, когда конструкция зафиксирована, меряем рулеткой диагонали, и если они имеют одинаковую длину, то можно заваривать конструкцию полностью. Проводите замеры постоянно, это избавит вас от того, что придется переделывать конструкцию, если она перекоситься и не влезет.
Свариваем створки
Каркас створок сваривается исходя из размеров уже готового каркаса внешней рамки. Сделайте одну из створок длиннее другой, так створки будут накладываться, и это избавит вас от лишних просветов и сквозняков. При сварке каркаса, целесообразно пользоваться металлическими квадратными трубами, поскольку они обеспечивают требуемую плотность конструкции и легко свариваются.
Самое важное как правильно приварить петли — Видео
Когда каркас дверей будет готов, его потребуется обшить. Для этой задачи можно использовать вырезанные в размер металлические листы, которые привариваются на каркас. Причем сварку нужно производиться от середины к краям, чтобы листы не вспучивались. Когда створки будут готовы, можно переходить к петлям.

Они привариваются на расстоянии приблизительно равном 30 см от пола и от потолка. Можно выполнить крепление еще одной трубы по центру, это делается уже в сборе, прямо на воротах. Данная операция повысит показатели надежности дверей, однако к обязательным действиям её отнести нельзя.
Вот и все о сварке гаражных ворот. Да полноты представления данного процесса, вы можете посмотреть видеоролик, представленный ниже.
Все тонкости подготовки и сварки ворот (видео)
postroyka-dom.com
Как варить профильную трубу. Основные методы, видео.
Газовая сварка
 Для начала хочется заметить, что профильный металлопрокат производят путем холодного деформирования обычной круглой трубы. После этого трубы подвергают термической обработке с целью убрать внутри металла образовавшееся напряжение. Профиль производят из углеродистой или низколегированной стали, иногда используют нержавеющую. Для сварки профильных труб используют обычные методы – полуавтоматические, контактные, газовые и электродуговые виды сварки.
Для начала хочется заметить, что профильный металлопрокат производят путем холодного деформирования обычной круглой трубы. После этого трубы подвергают термической обработке с целью убрать внутри металла образовавшееся напряжение. Профиль производят из углеродистой или низколегированной стали, иногда используют нержавеющую. Для сварки профильных труб используют обычные методы – полуавтоматические, контактные, газовые и электродуговые виды сварки.
Обычно привыкли полагать, что газовая горелка способна только резать металл для его последующей утилизации. Однако, опытные мастера могут применить ее для сварки профильных труб по технологии газовой сварки. Подходящий газ – смесь кислорода и ацетилена, которые на выходе смешиваются и образуют пламя высокой температуры, способной оплавлять металл. Оплавленные кромки деталей заполняют технологический зазор и происходит сопряжение деталей. Недостаток – при газовой сварке не достигается шов высокой механической прочности. Поэтому, чтобы улучшить прочность шва, дополнительно используют присадку – сварочную проволоку.
Дуговая технология сварки профильных труб
Профильные трубы позволяют приварить их к конструкции под любым углом, а также встык, внахлест, тавровым соединением. Это доставляет некоторые трудности в работе, но дуговая сварка выручит в любой ситуации и подберется даже к самым труднодоступным и неудобным местам. Однако, если металл достаточно толстый – более 4 мм, то предварительно потребуется подготовить кромки.
Важное значение имеет вопрос, какими электродами варить профильную трубу. Выбор электродов зависит от толщины металла. Например, для труб со стенками 1,5 мм потребуется электрод до 2 мм. Кроме того, на сварочном аппарате устанавливают такую силу тока, чтобы не прожечь насквозь металл. Режимы зависят от диаметра электрода, силы тока, напряжения, полярности, типа тока (переменный ли постоянны), скорости, с которой перемещают электрод. Сварку профильной трубы производят равномерно. Это надо, чтобы кромки успели одинаково оплавляться и при этом, не допуская просадки металла.
Контактная сварка профильных труб
Данный способ подвластен только высококвалифицированным специалистам и на специальном оборудовании. Выполняется она в сложных климатических и монтажных условиях. При контактной сварке действует принцип нагрева металла электрическим током под давлением. Присадки не используются, а от сильного сжатия в области сварного шва образуется пластическая деформация, обеспечивающая соединение металлических элементов друг с другом.
ogodom.ru